Evaluation of the Effects of Isolated Lignin on Cellulose Enzymatic Hydrolysis of Corn Stover Pretreatment by NaOH Combined with Ozone


Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Material
2.2. Separation of Remaining Lignin after Pretreatment
2.3. Enzymatic Hydrolysis
2.4. Determination of Lignin Content
2.5. Determination of Glucose by HPLC
2.6. Structural Characterization of Isolated Lignin
2.6.1. Gel Permeation Chromatography (GPC) Analysis
2.6.2. Fourier Transform Infrared Spectroscopy (FTIR) Analysis
2.6.3. 1H Nuclear Magnetic Resonance (NMR) Analysis
2.6.4. Thermo Gravimetric (TG) and Differential Thermal Gravity Analysis (DTA)
3. Results and Discussion
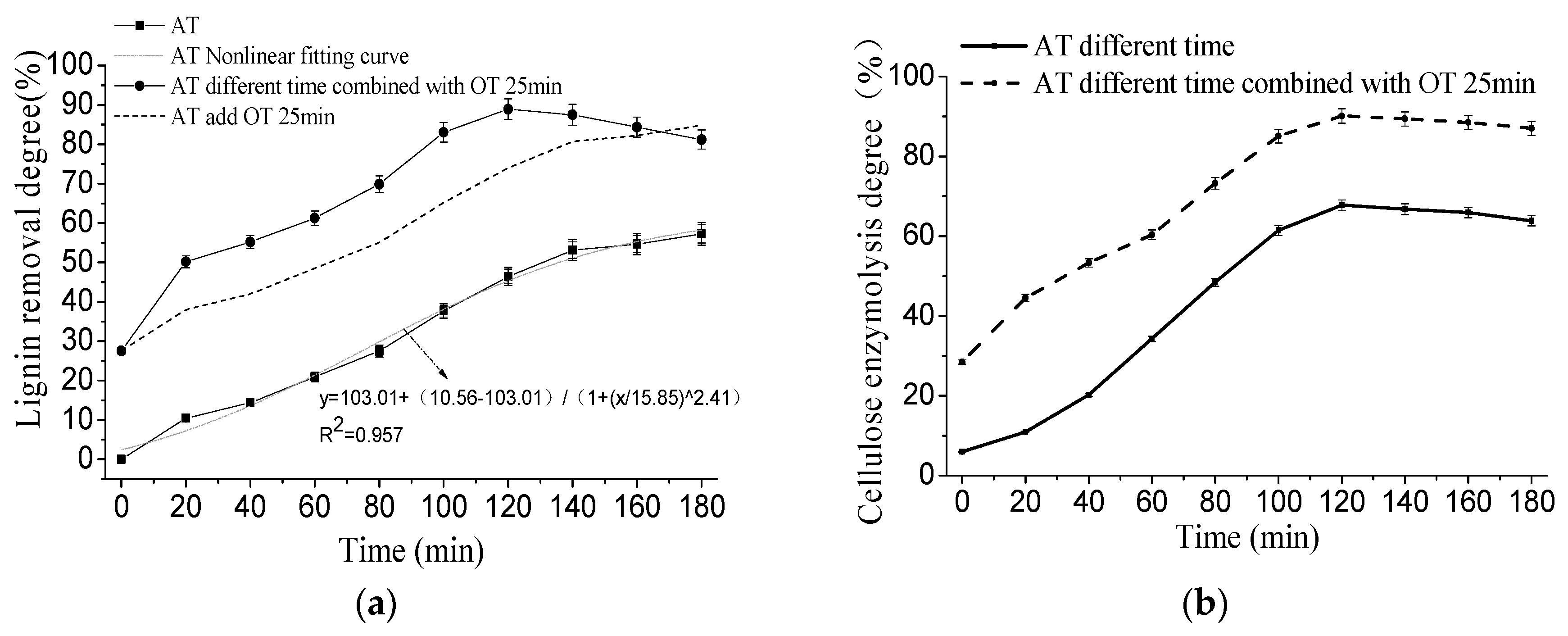
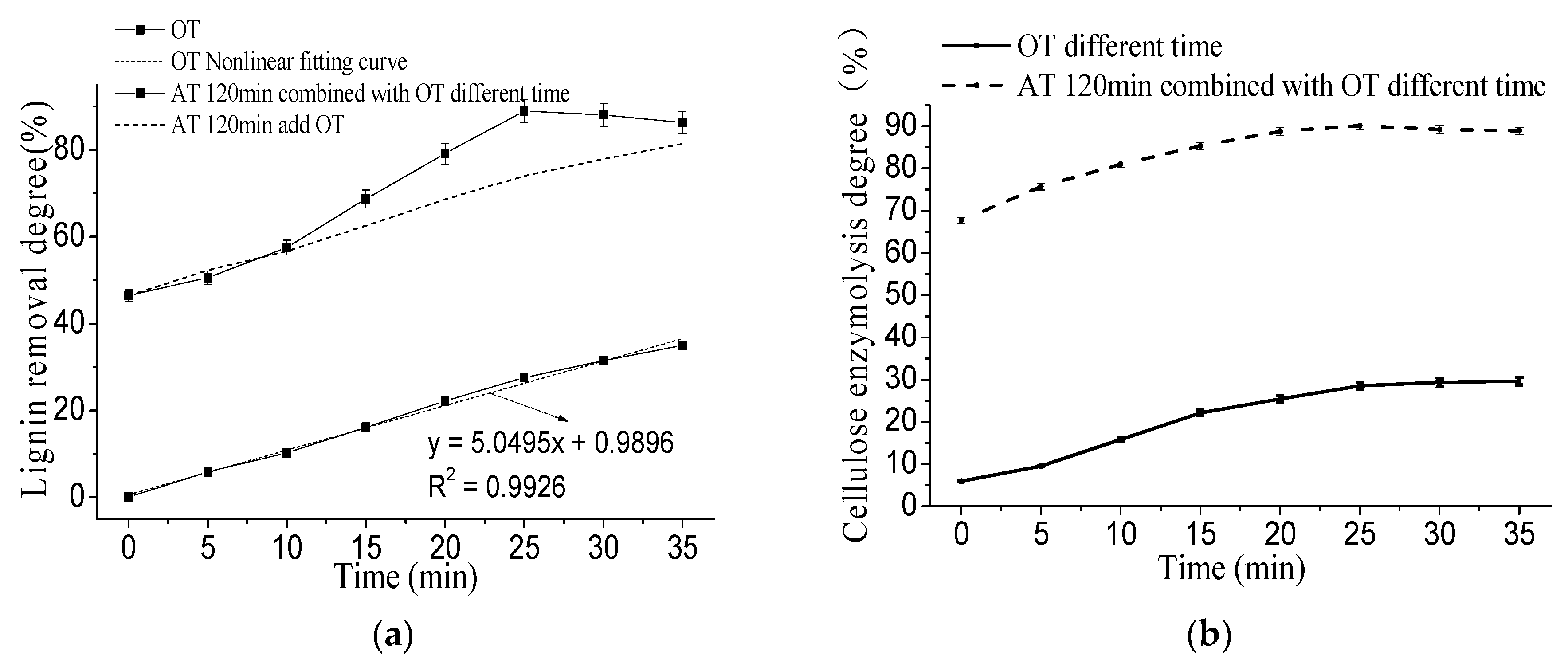
3.1. The Effect of Lignin Removal Rate Changes after Alkali-Ozone Combined Pretreatment of Corn Stover on the Cellulose Enzymatic Hydrolysis
3.2. Extraction Rate of Lignin in Corn Stover after Alkali Combined with Ozone Pretreatment
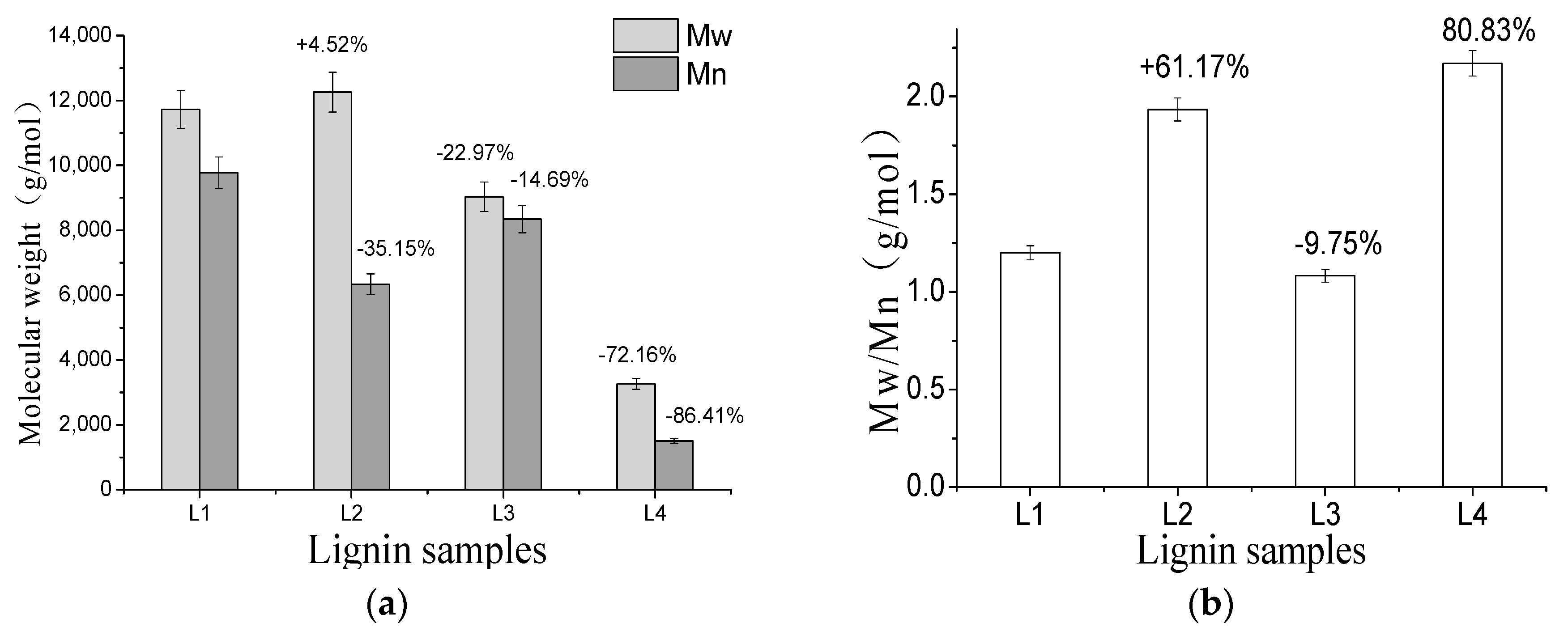
3.3. Effect of Lignin Molecular Weight Changes on Cellulose Enzymatic Hydrolysis after Alkali Combined with Ozone Pretreatment
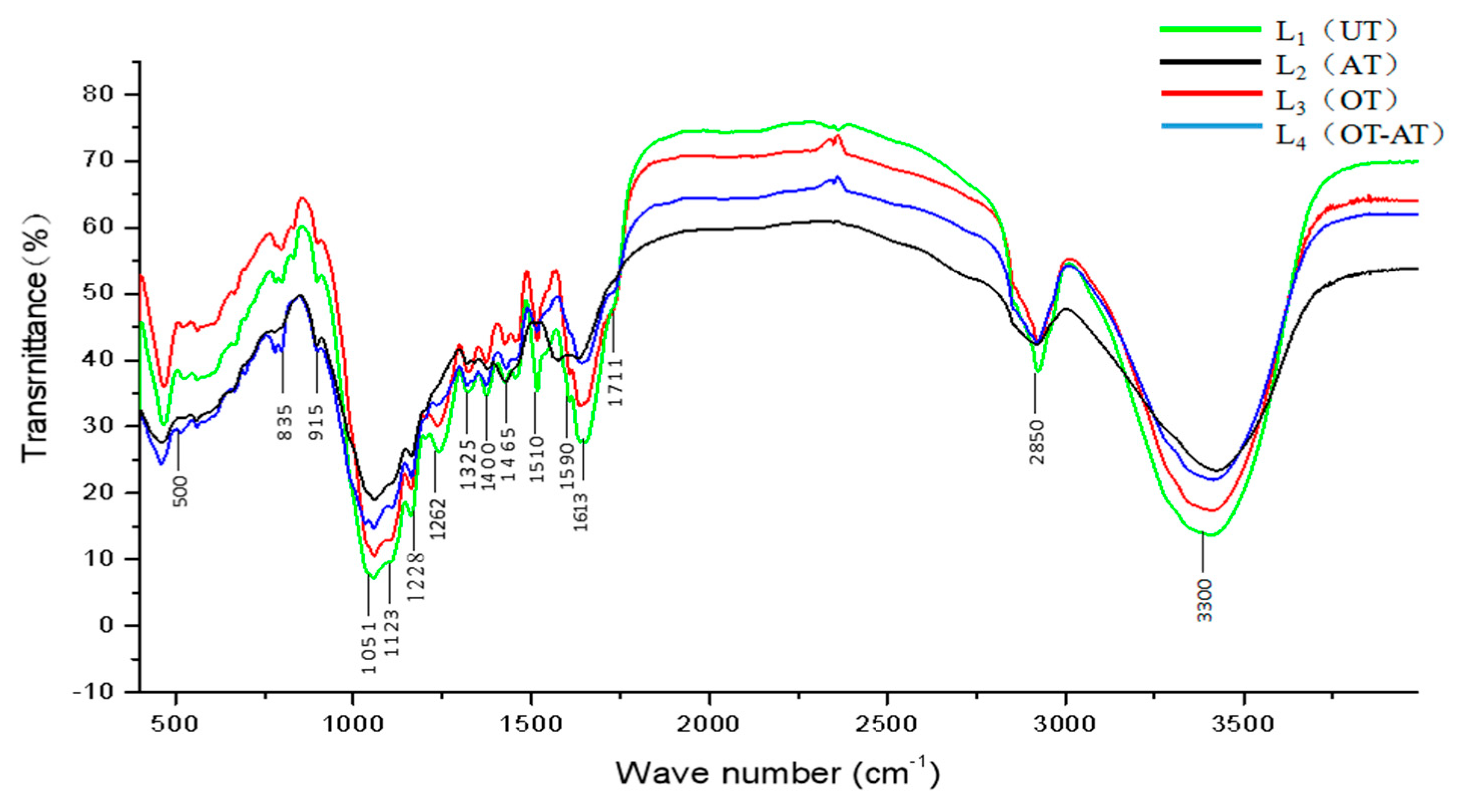
3.4. FTIR Analysis of Lignin after Alkali Combined with Ozone Pretreatment and Its Effect on Cellulose Enzymolysis
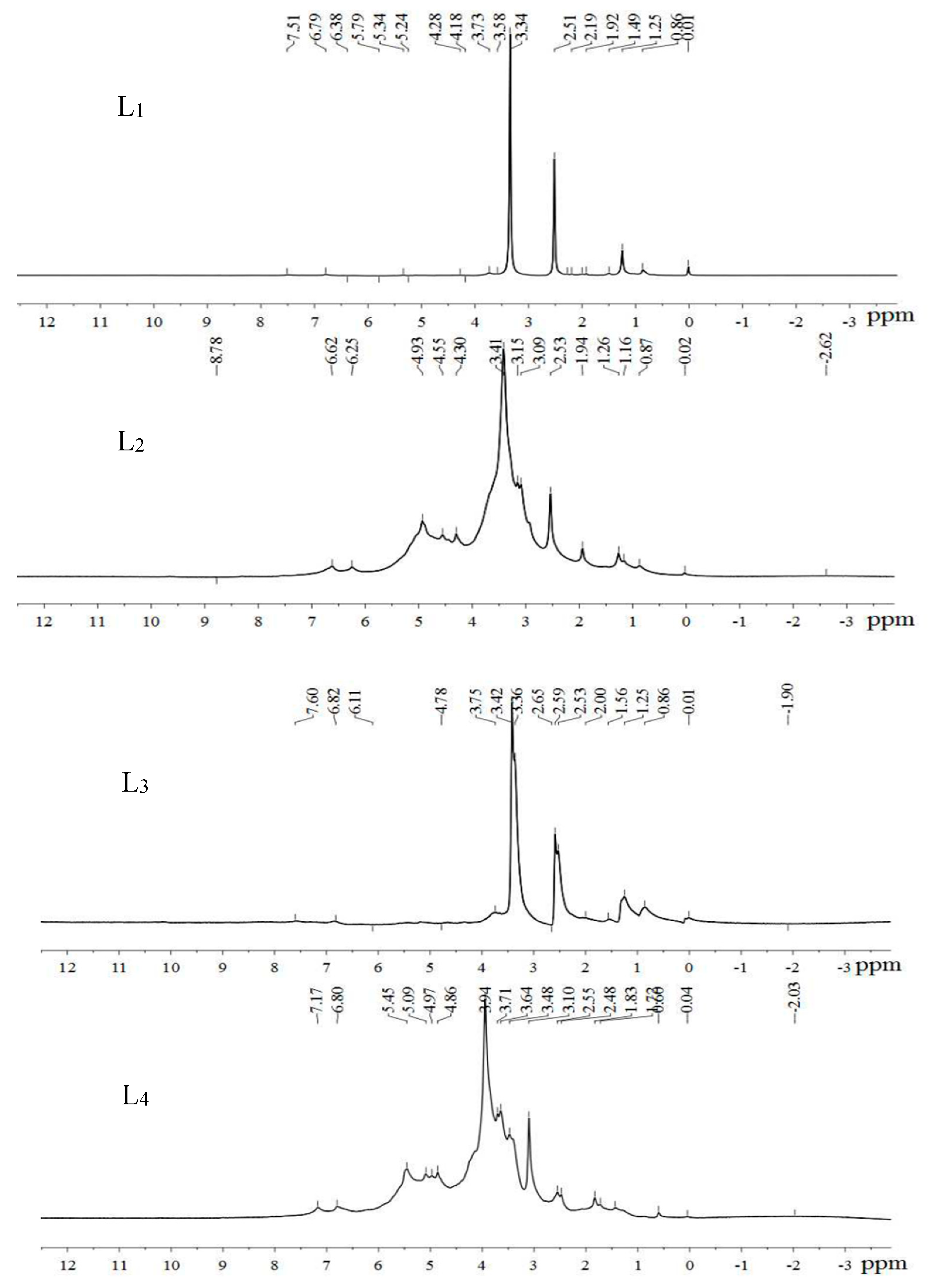
3.5. 1H NMR Analysis of Lignin after Alkali Combined with Ozone Pretreatment and Its Effect on Cellulose Enzymolysis
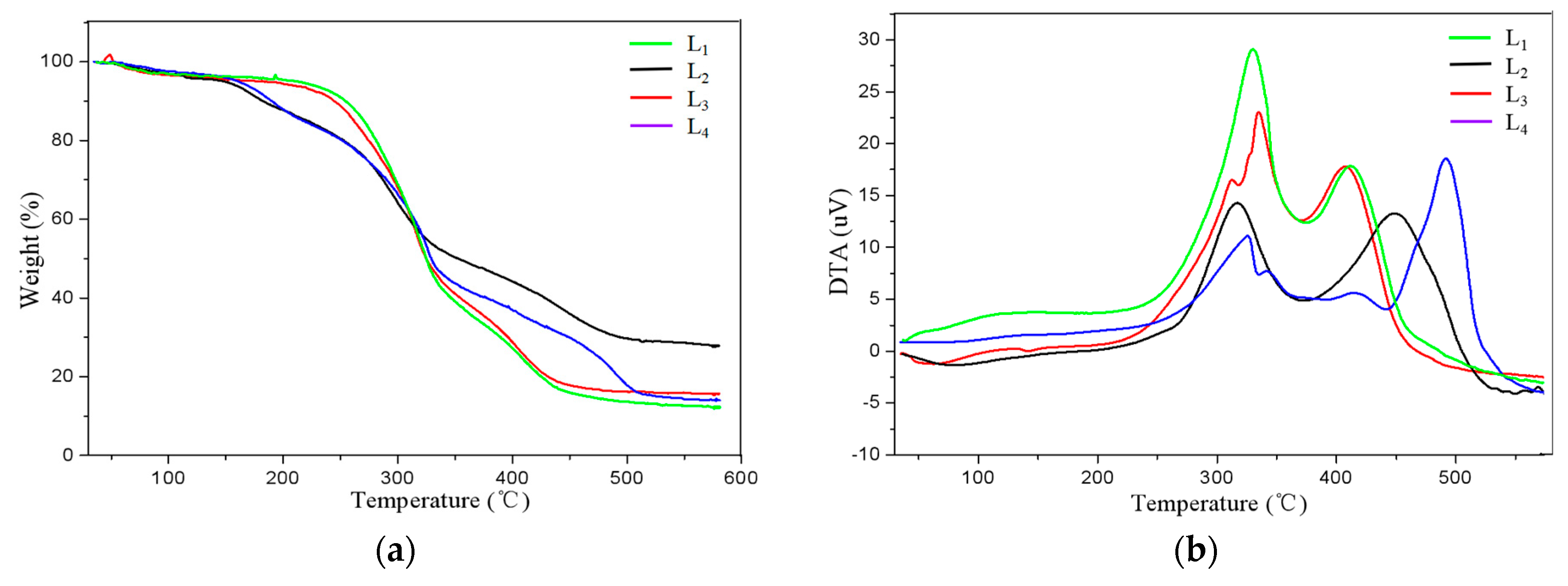
3.6. TGA-DTA of Lignin after Alkali Combined with Ozone Pretreatment and Its Effect on Cellulose Enzymolysis
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Zhang, H.; Wu, S.; Xie, J. Evaluation of the effects of isolated lignin on enzymatic hydrolysis of cellulose. Enzyme Microb. Technol. 2017, 101, 44–50. [Google Scholar] [CrossRef] [PubMed]
- Constant, S.; Wienk, H.L.J.; Frissen, A.E.; Peinder, P.D.; Boelens, R.; van Es, D.S.; Grisel, R.J.H.; Weckhuysen, B.M.; Huijgen, W.J.J.; Gosselink, R.J.A. New insights into the structure and composition of technical lignins: A comparative characterisation study. Green Chem. 2016, 18, 2651–2665. [Google Scholar] [CrossRef]
- Ruiz, H.A.; Rodríguez-Jasso, R.M.; Fernandes, B.D.; Vicente, A.A.; Teixeira, J.A. Hydrothermal processing, as an alternative for upgrading agriculture residues and marine biomass according to the biorefinery concept: A review. Renew. Sustain. Energy Rev. 2013, 21, 35–51. [Google Scholar] [CrossRef] [Green Version]
- Beckham, G.T.; Johnson, C.W.; Karp, E.M.; Salvachúa, D.; Vardon, D.R. Opportunities and challenges in biological lignin valorization. Curr. Opin. Biotechnol. 2016, 42, 40–53. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, Y.H.P. Reviving the carbohydrate economy via multi-product lignocellulose biorefineries. J. Ind. Microbiol. Biotechnol. 2008, 35, 367–375. [Google Scholar] [CrossRef] [PubMed]
- Łukajtis, R.; Rybarczyk, P.; Kucharska, K.; Konopacka-Łyskawa, D.; Słupek, E.; Wychodnik, K.; Kamiński, M. Optimization of Saccharification Conditions of Lignocellulosic Biomass under Alkaline Pre-Treatment and Enzymatic Hydrolysis. Energies 2018, 11, 886. [Google Scholar] [CrossRef]
- Kumar, A.K.; Sharma, S. Recent updates on different methods of pretreatment of lignocellulosic feedstocks: A review. Bioresour. Bioprocess. 2017, 4, 7. [Google Scholar] [CrossRef] [PubMed]
- Menezes, E.G.T.; Carmo, J.R.D.; Alves, J.G.L.F.; Menezes, A.G.T.; Guimarães, I.C.; Queiroz, F.; Pimenta, C.J. Optimization of alkaline pretreatment of coffee pulp for production of bioethanol. Biotechnol. Prog. 2014, 30, 451–462. [Google Scholar] [CrossRef] [PubMed]
- Ben Taher, I.; Fickers, P.; Chniti, S.; Hassouna, M. Optimization of enzymatic hydrolysis and fermentation conditions for improved bioethanol production from potato peel residues. Biotechnol. Prog. 2017, 33, 397–406. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, C.; Wang, L.; Chen, Z.; Li, Y.; Wang, R.; Luo, X.; Cai, G.; Li, Y.; Yu, Q.; Lu, J. Ozonolysis pretreatment of maize stover: The interactive effect of sample particle size and moisture on ozonolysis process. Bioresour. Technol. 2015, 183, 240–247. [Google Scholar] [CrossRef] [PubMed]
- Travaini, R.; Otero, M.D.; Coca, M.; Dasilva, R.; Bolado, S. Sugarcane bagasse ozonolysis pretreatment: Effect on enzymatic digestibility and inhibitory compound formation. Bioresour. Technol. 2013, 133, 332–339. [Google Scholar] [CrossRef] [PubMed]
- Panneerselvam, A.; Sharmashivappa, R.R.; Kolar, P.; Clare, D.A.; Ranney, T. Hydrolysis of ozone pretreated energy grasses for optimal fermentable sugar production. Bioresour. Technol. 2013, 148, 97–104. [Google Scholar] [CrossRef] [PubMed]
- Panneerselvam, A.; Sharma-Shivappa, R.R.; Kolar, P.; Ranney, T.; Peretti, S. Potential of ozonolysis as a pretreatment for energy grasses. Bioresour. Technol. 2013, 148, 242–248. [Google Scholar] [CrossRef] [PubMed]
- Sannigrahi, P.; Hu, F.; Pu, Y.Q.; Ragauskas, A. A novel oxidative pretreatment of Loblolly pine, Sweetgum, and Miscanthus by ozone. J. Wood Chem. Technol. 2012, 32, 361–375. [Google Scholar] [CrossRef]
- Lee, J.M.; Jameel, H.; Venditti, R.A. Effect of ozone and autohydrolysis pretreatments on enzymatic digestibility of coastal Bermuda grass. Bioresources 2010, 5, 1084–1101. [Google Scholar]
- Zhao, X.; Zhang, L.; Liu, D. Biomass recalcitrance. Part I: The chemical compositions and physical structures affecting the enzymatic hydrolysis of lignocellulose. Biofuels Bioprod. Biorefin. 2012, 6, 465–482. [Google Scholar] [CrossRef]
- Nakagame, S.; Chandra, R.P.; Kadla, J.F.; Saddler, J.N. The isolation, characterization and effect of lignin isolated from steam pretreated Douglas-fir on the enzymatic hydrolysis of cellulose. Bioresour. Technol. 2011, 102, 4507–4517. [Google Scholar] [CrossRef] [PubMed]
- Yuan, T.Q.; Wang, W.; Zhang, L.M.; Xu, F.; Sun, R.C. Reconstitution of cellulose and lignin after [C2mim][OAc] pretreatment and its relation to enzymatic hydrolysis. Biotechnol. Bioeng. 2013, 110, 729–736. [Google Scholar] [CrossRef] [PubMed]
- Ko, J.K.; Kim, Y.; Ximenes, E.; Ladisch, M.R. Effect of liquid hot water pretreatment severity on properties of hardwood lignin and enzymatic hydrolysis of cellulose. Biotechnol. Bioeng. 2015, 112, 252–262. [Google Scholar] [CrossRef] [PubMed]
- Ghorbani, F.; Karimi, M.; Biria, D.; Kariminia, H.R.; Jeihanipour, A. Enhancement of fungal delignification of rice straw by Trichoderma viride sp. to improve its saccharification. Biochem. Eng. J. 2015, 101, 77–84. [Google Scholar] [CrossRef]
- Naron, D.R.; Collard, F.X.; Tyhoda, L.; Görgens, J.F. Characterisation of lignins from different sources by appropriate analytical methods: Introducing thermogravimetric analysis-thermal desorption-gas chromatography–mass spectroscopy. Ind. Crops Prod. 2017, 101, 61–74. [Google Scholar] [CrossRef]
- Río, J.C.D.; Rencoret, J.; Prinsen, P.; Martínez, Á.T.; Ralph, J.; Gutiérrez, A. Structural Characterization of Wheat Straw Lignin as Revealed by Analytical Pyrolysis, 2D-NMR, and Reductive Cleavage Methods. J. Agric. Food Chem. 2012, 60, 5922. [Google Scholar] [PubMed]
- Rossberg, C.; Bremer, M.; Machill, S.; Koenig, S.; Kerns, G.; Boeriu, C.; Windeisen, E.; Fischer, S. Separation and characterisation of sulphur-free lignin from different agricultural residues. Ind. Crops Prod. 2015, 73, 81–89. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.O.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Structural Carbohydrates and Lignin in Biomass: Laboratory Analytical Procedure (LAP); National Renewable Energy Laboratory: Golden, CO, USA, 2005. [Google Scholar]
- Izydorczyk, M.S.; Macri, L.J.; MacGregor, A.W. Structure and physicochemical properties of barley non-starch polysaccharides—II. Alkaliextractable β-glucans and arabinoxylans. Carbohydr. Polym. 1998, 35, 259–269. [Google Scholar] [CrossRef]
- Bykov, I. Characterization of Natural and Technical Lignins Using FTIR Spectroscopy; Luleå Tekniska Universitet: Luleå, Sweden, 2008. [Google Scholar]
- Domínguez, J.C.; Oliet, M.; Alonso, M.V.; Gilarranz, M.A.; Rodríguez, F. Thermal stability and pyrolysis kinetics of organosolv lignins obtained from Eucalyptus globulus. Ind. Crops Prod. 2008, 27, 150–156. [Google Scholar] [CrossRef]
- Xu, F.; Jiang, J.X.; Sun, R.C.; Tang, J.N.; Sun, J.X.; Su, Y.Q. Fractional isolation and structural characterization of mild ball-milled lignin in high yield and purity from Eucommia ulmoides Oliv. Wood Sci. Technol. 2008, 42, 211. [Google Scholar] [CrossRef]
- Toledano, A.; García, A.; Mondragon, I.; Labidi, J. Lignin separation and fractionation by ultrafiltration. Sep. Purif. Technol. 2010, 71, 38–43. [Google Scholar] [CrossRef]
- Toledano, A.; Serrano, L.; Garcia, A.; Mondragon, I.; Labidi, J. Comparative study of lignin fractionation by ultrafiltration and selective precipitation. Chem. Eng. J. 2010, 157, 93–99. [Google Scholar] [CrossRef]
- Ren, J.L.; Sun, R.C.; Liu, C.F.; Chao, Z.Y.; Luo, W. Two-step preparation and thermal characterization of cationic 2-hydroxypropyltrimethylammonium chloride hemicellulose polymers from sugarcane bagasse. Polym. Degrad. Stab. 2006, 91, 2579–2587. [Google Scholar] [CrossRef]
- Singh, D.; Chen, S. The white-rot fungus Phanerochaete chrysosporium: Conditions for the production of lignin-degrading enzymes. Appl. Microbiol. Biotechnol. 2008, 81, 399–417. [Google Scholar] [CrossRef] [PubMed]
Sample Availability: Sample of the compound corn stover is available from the authors. |







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lignin Preparations | L1 | L2 | L3 | L4 |
|---|---|---|---|---|
| Crude lignin extraction degree/% | 59.76 | 78.68 | 63.50 | 84.83 |
| Purified lignin extraction degree/% | 4.64 | 6.66 | 5.64 | 8.56 |
| Average Molecular Weight (g/mol) | Lignin Component | |||
|---|---|---|---|---|
| L1 | L2 | L3 | L4 | |
| Mw | 11,725 | 12,255 | 9032 | 3264 |
| Mn | 9773 | 6338 | 8337 | 1504 |
| Mw/Mn | 1.200 | 1.934 | 1.083 | 2.170 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, S.; Wang, W.; Tong, S.; Zhang, C.; Liu, P. Evaluation of the Effects of Isolated Lignin on Cellulose Enzymatic Hydrolysis of Corn Stover Pretreatment by NaOH Combined with Ozone. Molecules 2018, 23, 1495. https://doi.org/10.3390/molecules23061495
Fang S, Wang W, Tong S, Zhang C, Liu P. Evaluation of the Effects of Isolated Lignin on Cellulose Enzymatic Hydrolysis of Corn Stover Pretreatment by NaOH Combined with Ozone. Molecules. 2018; 23(6):1495. https://doi.org/10.3390/molecules23061495
Chicago/Turabian StyleFang, Shuo, Wenhui Wang, Shisheng Tong, Chunyan Zhang, and Ping Liu. 2018. "Evaluation of the Effects of Isolated Lignin on Cellulose Enzymatic Hydrolysis of Corn Stover Pretreatment by NaOH Combined with Ozone" Molecules 23, no. 6: 1495. https://doi.org/10.3390/molecules23061495