Investigation of the Olive Mill Solid Wastes Pellets Combustion in a Counter-Current Fixed Bed Reactor



Abstract
:1. Introduction
2. Materials and Methods
2.1. Samples Preparation
2.2. Samples Characterizations
2.2.1. Raw Samples Characterizations
2.2.2. Pellets Samples Characterizations
3. Combustion Test
- 3.5 kg of 100% olive pomace (OP).
- 3.75 kg of 100% olive pits (OPi).
4. Results and Discussion
4.1. Temperature Evolution in the Fuel Bed
4.2. Mass Loss History in the Fuel Bed and Reaction Front Velocity
4.2.1. Reaction Front Velocity
4.2.2. Mass Loss History
4.3. Gaseous Emissions
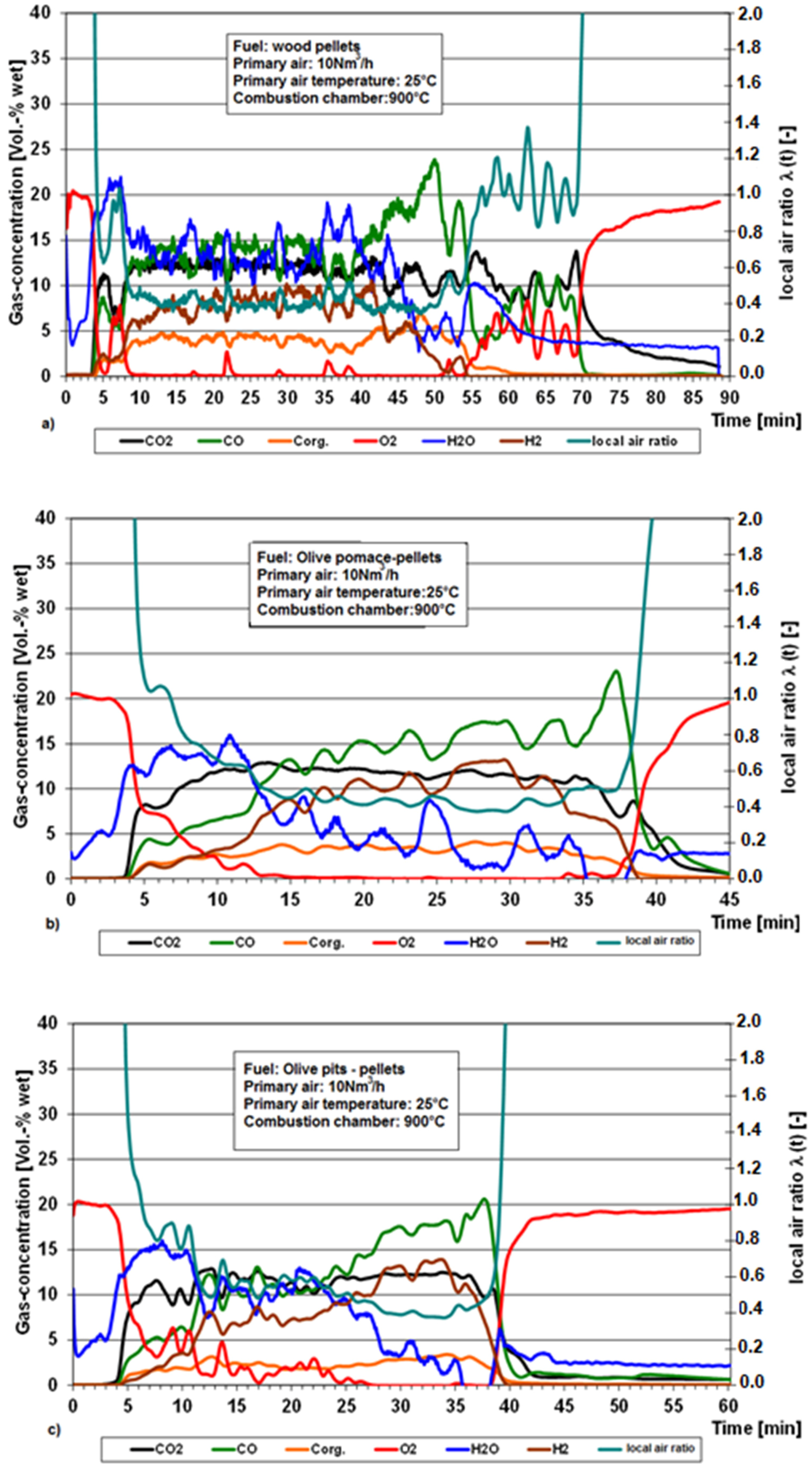
4.3.1. Gaseous Emissions Analysis above the Bed
4.3.2. Gaseous Emissions Analysis in the Post-Combustion Chamber
4.3.3. Conversion Unit of Gaseous Emissions
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| A | Fuel bed cross-section (m2) |
| HHV | Higher heating value (MJkg−1) |
| HR | Heat release rate (MWm−2) |
| IR | Ignition rate (kgm−2s−1) |
| MCR | Mass conversion rate (kgm−2s−1) |
| h | Bed height (mm) |
| ṁ | Mass loss rate (kgs−1) |
| u | Velocity (mmmin−1) |
| y | Mass fraction (-) |
| ρ | Density (kgm−3) |
| L | Latent heat (kJkg−1) |
| Subscripts and Superscripts | |
| ash | ash |
| RF | Reaction front |
| Ccoke | Carbon in coke |
| BD | Bulk density |
| v | vaporization |
References
- Demirbas, A. Combustion characteristics of different biomass fuels. Prog. Energy Combust. Sci. 2004, 30, 219–230. [Google Scholar] [CrossRef]
- Heschel, W.; Rweyemamu, L.; Scheibner, T.; Meyer, B. Abatement of emission in small-scale combustors through utilization ofblended pellet fuels. Fuel Process. Technol. 1999, 61, 223–242. [Google Scholar] [CrossRef]
- Saidur, R.; Abdelaziz, E.A.; Demirbas, A.; Hossain, M.S.; Mekhilef, S. A review on biomass as a fuel for boilers. Renew. Sustain. Energy Rev. 2011, 15, 2262–2289. [Google Scholar] [CrossRef]
- Christoforou, E.; Fokaides, P.A. A review of olive mill solid wastes to energy utilisation techniques. Waste Manag. 2016, 49, 346–363. [Google Scholar] [CrossRef] [PubMed]
- Rodríguez, G.; Lama, A.; Rodríguez, R.; Jiménez, A.; Guillén, R.; Fernández-Bolaños, J. Olive stone an attractive source of bioactive and valuable compounds. Bioresour. Technol. 2008, 99, 5261–5269. [Google Scholar] [CrossRef] [PubMed]
- Lopez, F.J.; Pinzi, S.; Ruiz, J.J.; Lopez, A.; Dorado, M.P. Economic viability of the use of olive tree pruning as fuel for heating systems in public institutions in South Spain. Fuel 2010, 89, 1386–1391. [Google Scholar] [CrossRef]
- Moya Lόpez, A.J.; Mateo Quero, S. Aprovechamiento de los residuos del olivar. Available online: https://www.researchgate.net/publication/259228577_Aprovechamiento_de_los_residuos_del_olivar (accessed on 20 June 2018).
- Mata-Sánchez, J.; Pérez-Jimenéz, J.A.; Díaz-Villanueva, M.J.; Serrano, A.; Núňez-Sánchez, N.; López-Giménez, F.J. Development of Olive stones quality system based on biofuel energetic parameters study. Renew. Energy 2014, 66, 251–256. [Google Scholar] [CrossRef]
- Pattara, C.; Cappelletti, G.M.; Cichelli, A. Recovery and use of olive stones: commodity, environmental and economic assessment. Renew. Sustain. Energy Rev. 2010, 14, 1484–1489. [Google Scholar] [CrossRef]
- Alkhamis, T.M.; Kablan, M.M. Olive cake as an energy source and catalyst for oil shale production of energy and its impacton the environmental. Energy Convers. Manag. 1999, 40, 1863–1870. [Google Scholar] [CrossRef]
- Ramachandran, S.; Singh, S.K.; Larroche, C.; Soccol, C.R.; Pandey, A. Oil cakes and their biotechnological applications—A reviews. Bioresour. Technol. 2007, 98, 2000–2009. [Google Scholar] [CrossRef] [PubMed]
- Brlek, T.; Pezo, L.; Voća, N.; Krička, T.; Vukmirović, Đ.; Čolović, R.; Bodroža-Solarov, M. Chemometric appraoch for assessing the quality of olive cake pellets. Fuel Process. Technol. 2013, 116, 250–256. [Google Scholar] [CrossRef]
- Christoforou, E.; Kylili, A.; Fokaides, P.A. Technical and economical evaluation of olive mills solid waste pellets. Renew. Energy 2016, 96, 33–41. [Google Scholar] [CrossRef]
- González, J.F.; González-García, C.M.; Ramiro, A.; González, J.; Sabio, E.; Gañán, J.; Rodríguez, M.A. Combustion optimisation of biomass residue pellets for domestic heating with a mural boiler. Biomass Bioenergy 2004, 27, 145–154. [Google Scholar] [CrossRef]
- Lajili, M.; Jeguirim, M.; Kraiem, N.; Limousy, L. Performance of a household boiler fed with agropellets blended from olive mill solid waste and pine sawdust. Fuel 2015, 153, 431–436. [Google Scholar] [CrossRef]
- Miranda, T.; Arranz, J.I.; Montero, I.; Román, S.; Rojas, C.V.; Nogales, S. Characterization and combustion of olive pomace and forest residue pellets. Fuel Process. Technol. 2012, 103, 91–96. [Google Scholar] [CrossRef]
- Miranda, M.T.; Cabanillas, A.; Rojas, S.; Montero, I.; Ruiz, A. Combined combustion of various phases of olive wastes in a conventional combustor. Fuel 2007, 86, 367–372. [Google Scholar] [CrossRef]
- Khodaei, H.; Al-Abdeli, Y.M.; Guzzomi, F.; Yeoh, G.H. An overview of processes and considerations in the modelling of fixed-bed biomass combustion. Energy 2015, 88, 946–972. [Google Scholar] [CrossRef]
- Yang, Y.B.; Sharifi, V.N.; Swithenbank, J. Effect of air flow rate and fuel moisture on the burning behaviours of biomass and simulated municipal solid wastes in packed beds. Fuel 2004, 83, 1553–1562. [Google Scholar] [CrossRef]
- Porteiro, J.; Patiño, D.; Collazo, J.; Granada, E.; Moran, J.; Miguez, J.L. Experimental analysis of the ignition front propagation of several biomass fuels in a fixed-bed combustor. Fuel 2010, 89, 26–35. [Google Scholar] [CrossRef]
- Ménard, Y. Modélisation de L’incinération sur Grille D’ordures Ménagères et Approche Thermodynamique du Comportement des Métaux Lourds. Ph.D. Thesis, National Polytechnic Institute of Lorraine, Nancy, France, July 2008. [Google Scholar]
- Mätzing, H.; Germann, H.-J.; Kolb, T.; Seifert, H. Experimental and numerical investigation of wood particle combustion in fixed bed reactors. Environ. Eng. Sci. 2012, 29, 907–914. [Google Scholar] [CrossRef]
- Baris, D.; Gehrmann, H.-J.; Mätzing, H.; Stapf, D.; Seifert, H.; McGowan, T. Characterization of the combustion behavior of “DMC fuelTM”. In Proceedings of the 34th International Conference on Thermal Treatment Technologies and Hazardous Waste Combustors, Houston, TX, USA, 20–22 October 2015. [Google Scholar]
- Demirbas, A. Potential applications of renewable energy sources, biomass combustion problems in boiler power systems and combustion related environmental issues. Prog. Energy Combust. Sci. 2005, 31, 171–192. [Google Scholar] [CrossRef]
- Demirbas, A. Calculation of higher heating values of biomass fuels. Fuel 1997, 76, 431–434. [Google Scholar] [CrossRef]
- McKendry, P. Energy production from biomass (part 1): Overview of biomass. Bioresour. Technol. 2002, 83, 37–46. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Baxter, D.; Andersen, L.K.; Vassileva, C.G. An overview of the chemical composition of biomass. Fuel 2010, 89, 913–933. [Google Scholar] [CrossRef] [Green Version]
- Varol, M.; Atimtay, A.T. Combustion of olive cake and coal in a bubbling fluidized bed with secondary air injection. Fuel 2007, 86, 1430–1438. [Google Scholar] [CrossRef]
- Borello, D.; De Caprariis, B.; DeFilippis, P.; Di Carlo, A.; Marchegiani, A.; Marco Pantaleo, A.; Shah, N.; Venturini, P. Thermo-economic Assessment of a olive pomace Gasifier for Cogeneration Applications. Energy Procedia 2015, 75, 252–258. [Google Scholar] [CrossRef]
- González, J.F.; Román, S.; Encinar, J.M.; Martínez, G. Pyrolysis of various biomass residues and char utilization for the production of activated carbons. J. Anal. Appl. Pyrolysis 2009, 85, 134–141. [Google Scholar] [CrossRef]
- Atimay, A.T. Combustion of agro-waste with coal in fluidized bed. Clean Technol. Environ. Policy 2010, 12, 43–52. [Google Scholar] [CrossRef]
- Abu-Qudais, M. Fluidized bed combustion for energy production from olive cake. Energy 1996, 21, 173–178. [Google Scholar] [CrossRef]
- Skoulou, V.; Koufodimos, G.; Samaras, Z.; Zabaniotou, A. Low temperature gasification of olive kernels in a 5-kW fluidized bed reactor for H2-rich producer gas. Int. J. Hydrogen Energy 2008, 33, 6515–6524. [Google Scholar] [CrossRef]
- Chiang, K.-Y.; Chien, K.-L.; Lu, C.-H. Characterization and comparison of biomass produced from various sources: suggestions for selection of pretreatment technologies in biomass-to-energy. Appl. Energy 2012, 100, 164–171. [Google Scholar] [CrossRef]
- Nunes, L.J.R.; Matias, J.C.O.; Catalão, J.P.S. Mixed biomass pellets for thermal energy production: a review of combustion models. Appl. Energy 2014, 127, 135–140. [Google Scholar] [CrossRef]
- Karkania, V.; Fanara, E.; Zabaniotou, A. Review of sustainable biomass pellets production—A study for agricultural residues pellets’ market in greece. Renew. Sustain. Energy Rev. 2012, 16, 1426–1436. [Google Scholar] [CrossRef]
- Lajili, M.; Limousy, L.; Jeguirim, M. Physico-chemical properties and thermal degradation characteristics of agropellets from olive mill by-products/sawdust blends. Fuel Process. Technol. 2014, 126, 215–221. [Google Scholar] [CrossRef]
- Fasina, O.O. Physical properties of peanut hull pellets. Bioresour. Technol 2008, 99, 1259–1266. [Google Scholar] [CrossRef] [PubMed]
- Lehtikangas, P. Quality properties of pelletised sawdust, logging residues and bark. Biomass Bioenergy 2001, 20, 351–360. [Google Scholar] [CrossRef]
- Markovic, M.; Bramer, E.A.; Brem, G. Experimental investigation of wood combustion in a fixed bed with hot air. Waste Manag. 2014, 34, 49–62. [Google Scholar] [CrossRef] [PubMed]
- Kolb, T.; Bleckwehl, S.; Gehrmann, H.-J.; Seifert, H. Characterisation of combustion behaviour of refuse derived fuel. J. Energy Inst. 2008, 81, 1–6. [Google Scholar] [CrossRef]
- Thunman, H.; Leckner, B. Co-current and counter-current fixed bed Combustion of biofuel: A comparison. Fuel 2003, 82, 275–283. [Google Scholar] [CrossRef]
- Porteiro, J.; Patiño, D.; Miguez, J.L.; Granada, E.; Moran, J.; Collazo, J. Study of the reaction front thickness in a counter-current fixed-bed combustor of a pelletised biomass. Combust. Flame 2012, 159, 1296–1302. [Google Scholar] [CrossRef]
- Meranda, T.; Montero, I.; José Sepúlveda, F.; Arranz, J.I.; Rojas, C.V.; Nogales, S. A review of pellets from different sources. Materials 2015, 8, 1413–1427. [Google Scholar] [CrossRef] [PubMed]
- Magelli, F.; Boucher, K.; Bi, H.T.; Melin, S.; Bonoli, A. An environmental impact assessment of exported wood pellets from canada to europe. Biomass Bioenergy 2009, 33, 434–441. [Google Scholar] [CrossRef]
- Ryu, C.; Phan, A.N.; Yang, Y.; Sharifi, V.N.; Swithenbank, J. Ignition and burning rates of segregated waste combustion in packed beds. Waste Manag. 2007, 27, 802–810. [Google Scholar] [CrossRef] [PubMed]
- Gehrmann, H.-J.; Kolb, T.; Seifert, H.; Mark, F.E.; Frankenhaeuser, M.; Schanssema, A.; Wittstock, K.; Kolb, J.J. Synergies between biomass and solid recovered fuel in energy conversion processes. Environ. Eng. Sci. 2010, 27, 557–567. [Google Scholar] [CrossRef]
- Shin, D.; Choi, S. The combustion of simulated waste in a fixed bed. Combust. Flame 2000, 180, 121–167. [Google Scholar] [CrossRef]
- Ahmaruzzaman, M. Proximate analyses and predicting hhv of chars obtained from cocracking of petroleum vacuum residue with coal, plastics and biomass. Bioresour. Technol. 2008, 99, 5043–5050. [Google Scholar] [CrossRef] [PubMed]
- Vargas-Moreno, J.M.; Callejón-Ferre, A.J.; Pérez-Alonso, J.; Velázquez-Martí, B. A review of the mathematical models for predicting the heating value of biomass materials. Renew. Sustain. Energy Rev. 2012, 16, 3065–3083. [Google Scholar] [CrossRef]
- Kawakami, M.; Karato, T.; Takenaka, T.; Yokoyama, S. Structure analysis of coke, wood charcoal and bamboocharcoal by Raman spectroscopy and the irreaction rate with CO2. ISIJ Int. 2005, 45, 1027–1034. [Google Scholar] [CrossRef]
- Mueller, A.; Haustein, H.D.; Stoesser, P.; Kreitzberg, T.; Kneer, R.; Kolb, T. Gasification kinetics of biomass- and fossil-based fuels: Comparison study using fluidized bed and thermogravimetric analysis. Energy Fuels 2015, 29, 6717–6723. [Google Scholar] [CrossRef]
- Imen, G.; Mejdi, J.; Uta, S.; Lionel, L.; Simona, B.; Eckhard, D.; Christof, A.; Roman, L.; Frank, S.; Abedlmottaleb, O. The Potential of Activated Carbone Made From Agro-Industrial Residues in NOx Immessions. Energies 2017, 10, 1508. [Google Scholar] [CrossRef]
- Anetor, L.; Odetunde, C.; Osakue, E.E. Computational Analysis of Extended Zel’dovich Mechanism. Arab. J. Sci. Eng. 2014, 39, 8287–8305. [Google Scholar] [CrossRef]
- Atimtay, A.T.; Varol, M. Investigations of co-combustion of coal and olive cake in a bubbling fluidized bed with secondary air injection. Fuel 2009, 88, 1000–1008. [Google Scholar] [CrossRef]
- Garijo, E.G.; Jensen, A.D.; Glarborg, P. Kinetic Study of NO Reduction over Biomass Char under Dynamic Conditions. Energy Fuels 2003, 17, 1429–1436. [Google Scholar] [CrossRef]
- Staiger, B.; Unterberger, S.; Berger, R.; Hein, K.R.G. Development of an air staging technology to reduce NOx emissions in grate-fired boilers. Energy 2005, 30, 1429–1438. [Google Scholar] [CrossRef]
- Nussbaumer, T. Combustion and co-combustion of biomass: Fundamentals, Technologies and Primary measures for Emission Reduction. Energy Fuels 2003, 15, 10–21. [Google Scholar] [CrossRef]
- Stubenberger, G.; Scharler, R.; Zahirovic, S.; Obernberger, I. Experimental investigation of nitrogen species release from different solid biomass fuels as basis for release models. Fuel 2008, 87, 793–806. [Google Scholar] [CrossRef]
- Kraiem, N.; Lajili, M.; Limousy, L.; Said, R.; Jeguirim, M. Energy recovery from Tunisian agri-food wastes: Evaluation of combustion performance and emissions characteristics of green pellets prepared from tomato residues and grape marc. Energy 2016, 107, 409–418. [Google Scholar] [CrossRef]
- Fernandes, U.; Costa, M. Particle emissions from a domestic pellets-fired boiler. In Proceedings of the 4th International Congress on Energy and Environment Engineering and Management, Mérida, Spain, 26–27 May 2011. [Google Scholar]
- Garcia-Maraver, A.; Zamorano, M.; Fernandes, U.; Rabaçal, M.; Costa, M. Relationship between fuel quality and gaseous and particulate matter emission in a domestic pellet-fired boiler. Fuel 2014, 119, 141–152. [Google Scholar] [CrossRef]
- Cardozo, E.; Erlich, C.; Alejo, L.; Fransson, T.H. Combustion of agriculture residues: An experimental study for small-scale applications. Fuel 2014, 115, 778–787. [Google Scholar] [CrossRef]
- Roy, M.M.; Dutta, A.; Corscadden, K. An experimental study of combustion and emissions of biomass pellets in a prototype pellet furnace. Appl. Energy 2013, 108, 298–307. [Google Scholar] [CrossRef]
- Limousy, L.; Jeguirim, M.; Dutournié, P.; Kraiem, N.; Lajili, M.; Said, R. Gaseous products and particulate matter emissions of biomass residual boiler fired with spent coffee ground pellets. Fuel 2013, 107, 323–329. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pelletizer Performance | 100% Olive Pomace (OP) | 100% Olive Pits (OPi) |
|---|---|---|
| Pelletizing temperature (°C) | 60 | 51 |
| Biomass moisture (% w.b.) | 14.7 ± 0.5 | 15.3 ± 0.3 |
| Pellet moisture (% w.b.) | 12.4 ± 0.4 | 13.7 ± 0.2 |
| Samples | Equivalent Formula d.b.a.f. a | Ultimate Analysis (% d.b.) | Proximate Analysis (% d.b.) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| % C | % H | % O | % N | % S | % ash | % FC | % VM | ||
| Olive pomace (OP) | CH1.54O0.56N0.024 | 52.2 ± 0.8 | 6.70 ± 0.3 | 39.6 ± 0.6 | 1.50 ± 0.1 | 0.08 ± 0.01 | 5.10 ± 0.10 | 18.90 * ± 0.3 | 76.0 ± 1.0 |
| Olive pits (OPi) | CH1.97O0.92N0.018 | 41.4 ± 0.4 | 5.20 ± 0.2 | 52.5 ± 0.9 | 0.91 ± 0.1 | <0.2 | 0.80 ± 0.1 | 15.20 * ± 0.2 | 84.0 ± 0.8 |
| Sawdust (S) | CH1.49O0.6N0.0035 | 51.5 ± 0.5 | 6.40 ± 0.3 | 41.9 ± 0.5 | 0.20 ± 0.1 | <0.1 | 0.5 ± 0.1 | 24.50 * ± 0.10 | 75.0 ± 1.0 |
| Spruce wood [24,25] | CH1.41O0.59N0.0033 | 51.9 | 6.10 | 40.9 | 0.30 | 0.30 | 1.70 | 18.10 | 80.2 |
| Wood [26,27] | CH1.46O0.6N0.0016 | 51.6 | 6.3 b | 41.5 | 0.10 | 0.10 b | 1.0 | 17.0 | 82.0 |
| Palm Kernels [3,27] | CH1.52O0.58N0.038 | 51.0 | 6.50 | 39.5 | 2.30 | 0.27 | 5.20 | 17.50 | 77.30 |
| OP (Turkish) [28] | CH1.36O0.53N0.021 | 51.3 | 5.85 | 36.9 | 1.27 | 0.08 | 4.51 | 17.90 | 71.17 |
| OP (Italy) [29] | CH1.57O0.91N0.034 | 44.2 | 5.80 | 48.2 | 1.80 | - | 5.40 | 29.60 | 65.0 |
| OPi (Spain) [17] | CH1.71O0.57N0.0009 | 52.2 | 7.48 | 40.0 | 0.06 | <0.1 | 0.56 | 18.50 | 80.94 |
| OPi (Spain) [30] | CH1.6O0.82N0.0019 | 44.8 | 6.0 | 49.1 | 0.10 | 0.01 | 1.40 | 13.80 | 74.40 |
| Samples | LHV (MJ/kg) | ED (GJ/m3) | |
|---|---|---|---|
| Olive pomace (OP) | 17.90 ± 0.40 | 539 ± 10 | 9.60 ± 0.50 |
| Olive pits (OPi) | 17.29 ± 0.20 | 764 ± 12 | 13.20 ± 0.36 |
| Sawdust (S) | 16.30 ±0.10 | 103 ± 3 | 1.60 ± 0.06 |
| Spruce wood [24,25] | 18.10 | 105 | 1.90 |
| Palm Kernels [26,27] | 17.00 | 500 | 8.50 |
| OC (Turkish) [31] | 19.60 | 591 | 11.58 |
| OC (Jordan) [32] | 23.056 | 558 | 12.86 |
| OPi (Spain) [8] | 14.70 ** | 651.90 ** | 9.85 |
| Oke (Greece) [33] | 19.36 | 573 | 11.09 |
| Rice Husks [34] | 14.90 | 200 | 2.820 |
| Samples | Equivalent Formula d.b.a.f. | Ultimate Analysis (% d.b.) | Proximate Analysis (% d.b.) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| % C | % H | % O | % N | % S | % ash | % FC | % VM | ||
| 100% OP | CH1.3O0.57N0.021 | 49.50 ± 0.50 | 5.4 ± 0.5 | 43.70 * ± 1.80 | 1.3 ± 0.6 | <0.10 | 2.90 ± 0.10 | 17.70 * ± 0.10 | 79.40 ± 0.20 |
| 100% OPi | CH1.65O0.74N0.011 | 46.50 ± 0.80 | 6.3 ± 0.1 | 46.60 * ± 0.90 | 0.5 ± 0.1 | <0.10 | 1.90 ± 0.10 | 15.70 * ± 0.20 | 82.40 ± 1.00 |
| wood pellets | CH1.4O0.63N0.002 | 46.30 ± 0.20 | 5.4 ± 0.2 | 48.19 * ± 1.00 | 0.11 | <0.10 | 0.30 ± 0.02 | 24.30 ± 0.90 | 75.40 ± 0.70 |
| OP (Spain) [16] | CH1.52O0.49N0.032 | 54.75 | 6.17 | 37.00 | 1.98 | <0.10 | 5.55 | 17.28 | 77.17 |
| OP (Spain) [17] | CH1.65O0.47N0.007 | 58.20 | 6.00 | 35.40 | 0.40 | 0 | 2.50 | 17.69 | 79.81 |
| Samples | LHV (MJ/kg) | ED (GJ/m3) | Du (% w.b.) | |
|---|---|---|---|---|
| OP pellets | 19.02 ± 0.40 | 820 ± 15 | 15.59 ± 0.62 | 88 ± 2 |
| OPi pellets | 18.38 ± 0.10 | 785 ± 10 | 14.42 ± 0.25 | 85 ± 2 |
| wood pellets | 17.45 ± 0.30 | 660 ± 8 | 11.51 ± 0.33 | 89 ± 2 |
| OP (Spain) [16] | 20.36 | 780 | 15.80 | - |
| OP (Tunisia) [37] | 19.23 | 920 | 17.69 | - |
| Heat Release | 100% OP | 100% OPi | Wood Pellets |
|---|---|---|---|
| HR I (MW/m2) | 0.96 ± 0.06 | 0.98 ± 0.08 | 1.01 ± 0.06 |
| HR II (MW/m2) | 0.12 ± 0.01 | 0.12 ± 0.02 | 0.070 ± 0.005 |
| Samples | O2% | CO2% | CO 1 % | H2O% | H2% | CO 2 (ppm) | NOx (ppm) | SO2 (ppm) |
|---|---|---|---|---|---|---|---|---|
| 100 OP | 11 | 6.84 | 11.58 | 8 | 7.63 | (a) 1446 (b) 1054 | (a) 142 (b) 104 | (a) 22 (b) 16 |
| 100 OPi | 10.37 | 5.85 | 10.64 | 8 | 7.72 | (a) 133 (b) 97 | (a) 116 (b)84 | (a) 17 (b) 12 |
| Wood pellets | 9.94 | 7 | 12.62 | 11.57 | 5.26 | (a) 46 (b) 34 | (a) 13 for N2O; 100 for NO (b) 11 for N2O; 73 for NO | (a) 14 (b) 10 |
| Spent coffee ground (SCG) [65] | 4 | 5 | - | - | - | (a) 2456 (b) 1785 | (a) 245 for NO; 39 for N2O (b) 178 for NO; 28 for N2O | - |
| Wood DIN plus [60] | 12 | 6 | - | - | - | (b) 153 | (b) 19 | - |
| EOMSW [36] | 12 | 8 | - | - | - | (a) 795 (b) 578 | (a) 115 (b) 85 | - |
| Sawdust (S) [36] | 12 | 6 | - | - | - | (a) 277 (b) 202 | (a) 36 (b) 26 | - |
| Sunflower shells [61] | 13 | - | - | - | - | (a) 252 | (a) 55 | (a) 36 |
| French Wood pellets [61] | 15 | 6 | - | - | - | (a) 277 | (a) 36 | (a) 7 |
| Pine pellets [62] | 13.22 | 4.5 | - | - | - | (b) 470 | (b) 50 | - |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mami, M.A.; Mätzing, H.; Gehrmann, H.-J.; Stapf, D.; Bolduan, R.; Lajili, M. Investigation of the Olive Mill Solid Wastes Pellets Combustion in a Counter-Current Fixed Bed Reactor. Energies 2018, 11, 1965. https://doi.org/10.3390/en11081965
Mami MA, Mätzing H, Gehrmann H-J, Stapf D, Bolduan R, Lajili M. Investigation of the Olive Mill Solid Wastes Pellets Combustion in a Counter-Current Fixed Bed Reactor. Energies. 2018; 11(8):1965. https://doi.org/10.3390/en11081965
Chicago/Turabian StyleMami, Mohamed Ali, Hartmut Mätzing, Hans-Joachim Gehrmann, Dieter Stapf, Rainer Bolduan, and Marzouk Lajili. 2018. "Investigation of the Olive Mill Solid Wastes Pellets Combustion in a Counter-Current Fixed Bed Reactor" Energies 11, no. 8: 1965. https://doi.org/10.3390/en11081965