
Optimizing Polymer Infusion Process for Thin Ply Textile Composites with Novel Matrix System




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
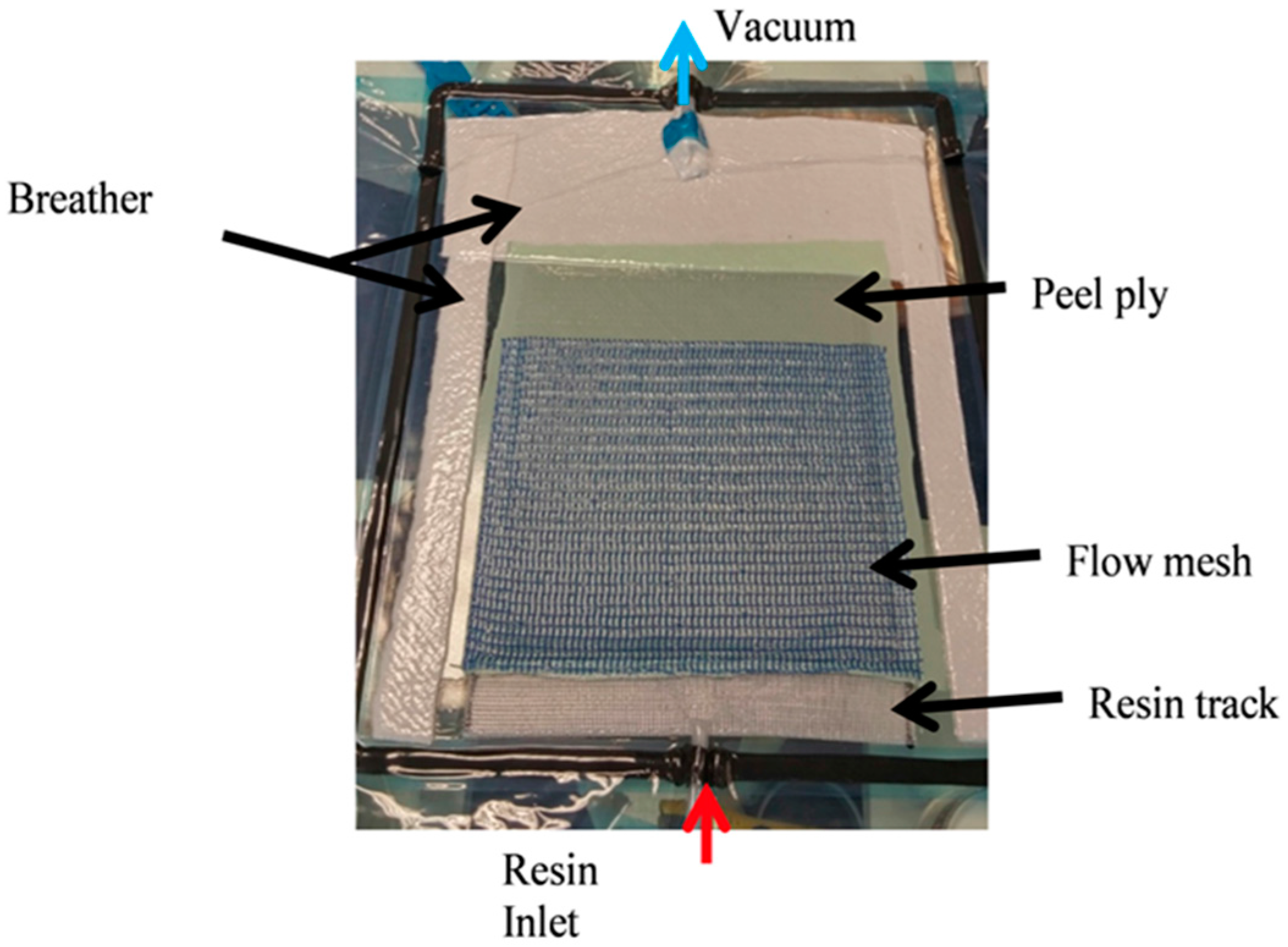
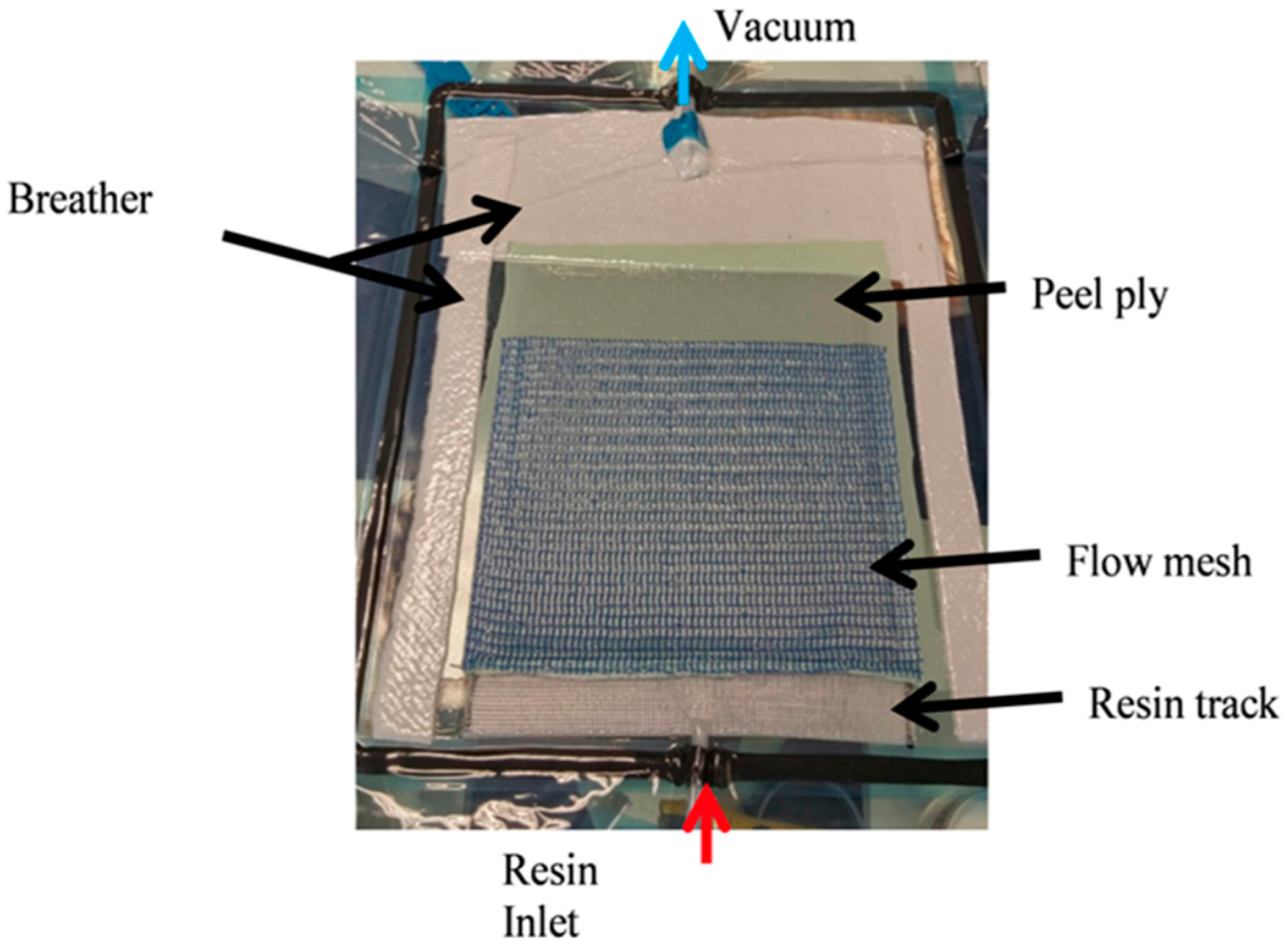
2.2. Vacuum Assisted Resin Infusion (VARI) Process
2.3. Fibre Volume Fraction Calculation
2.4. Void Estimation
2.5. Interlaminar Shear Strength Test (ILSS Test)
3. Results and Discussion
3.1. Key Considerations for Infusing NCFs with TP and TS Matrices
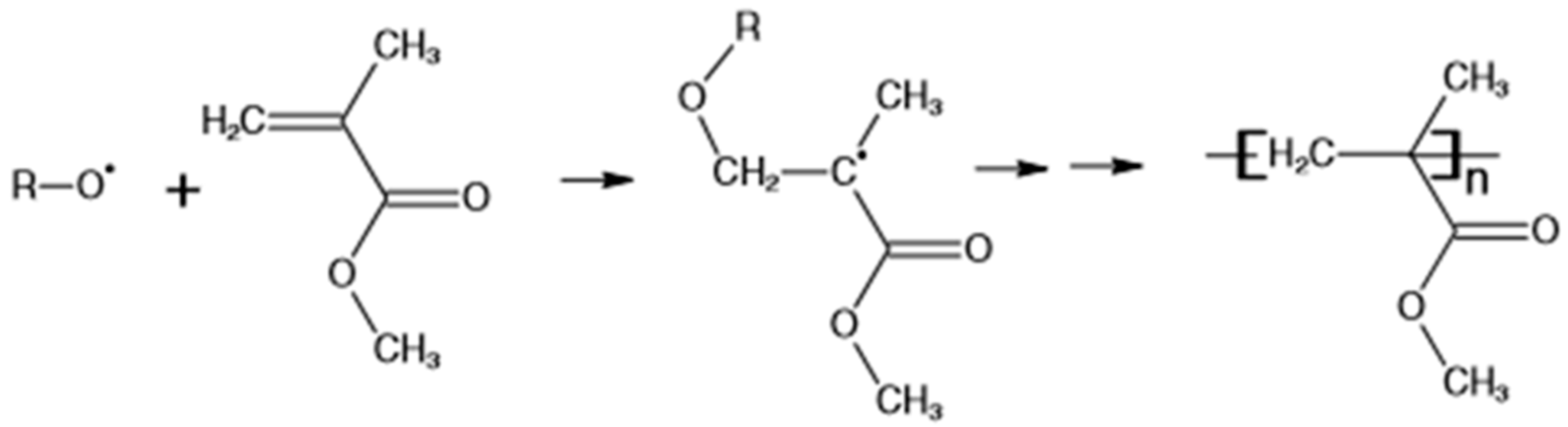
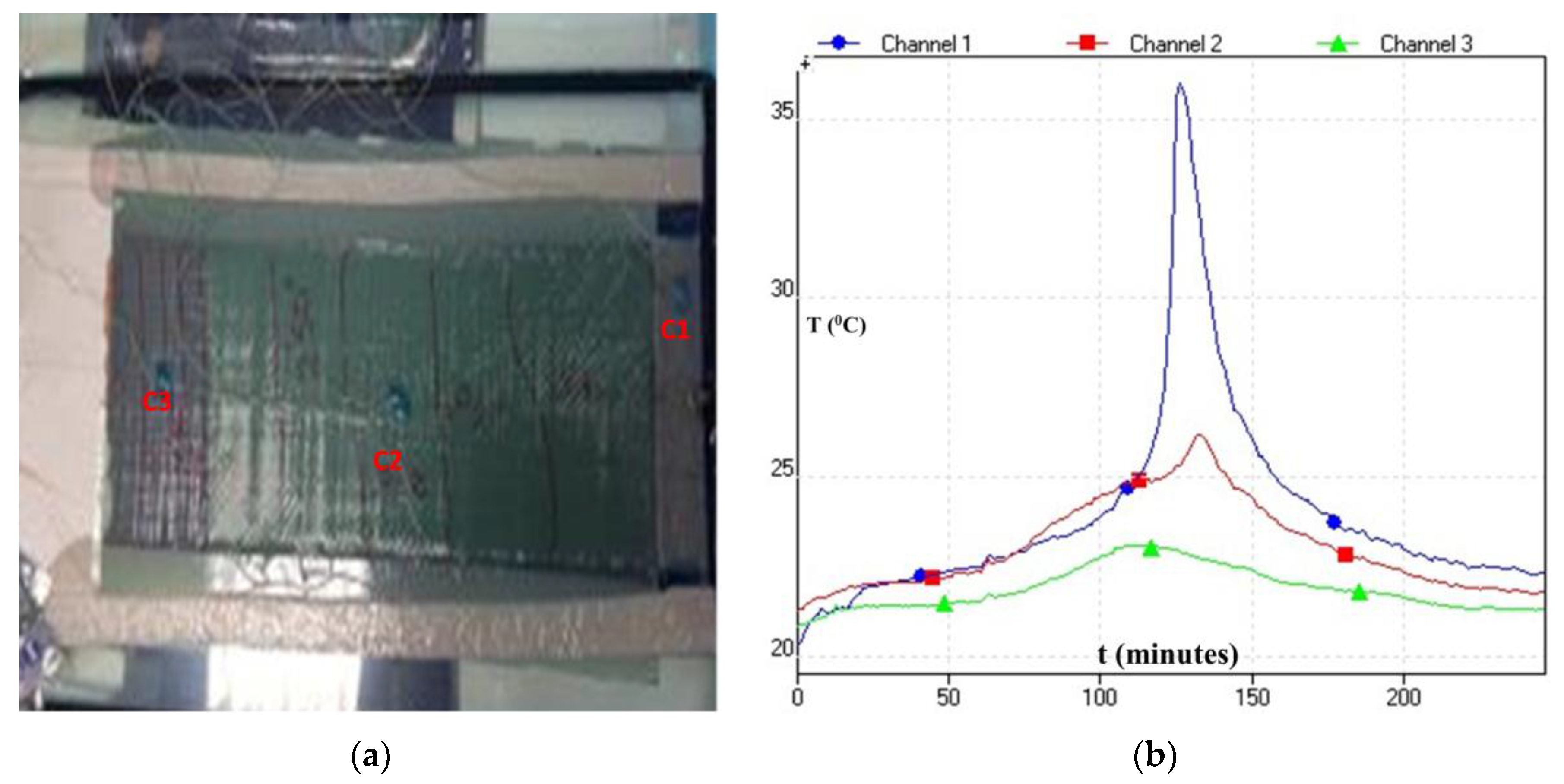
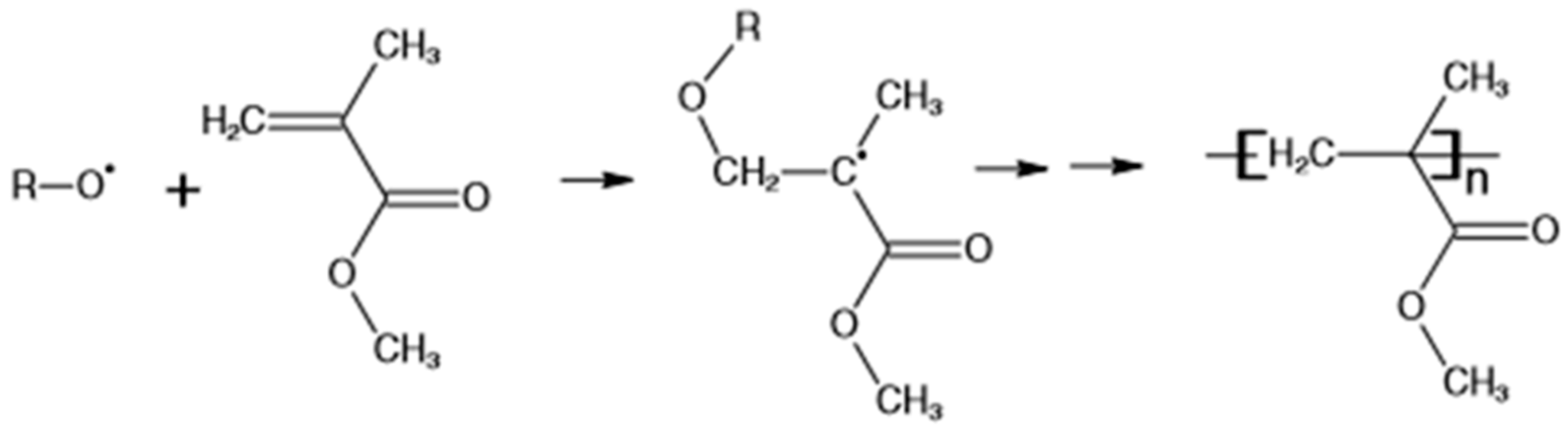
3.1.1. Deactivation of Initiator
3.1.2. Effect of Low Permeability of Thin NCFs
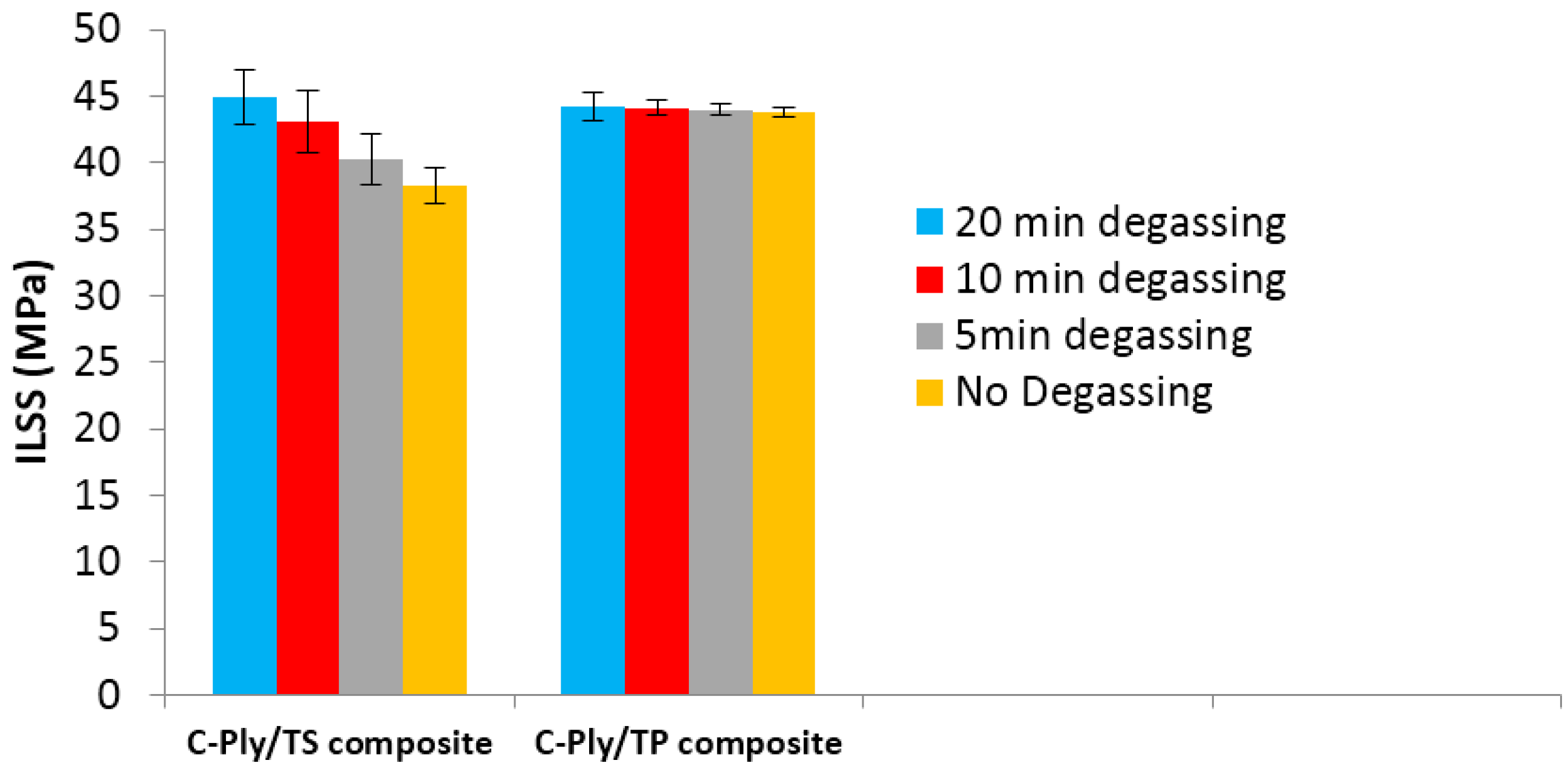
3.1.3. Constraint on Resin Degassing
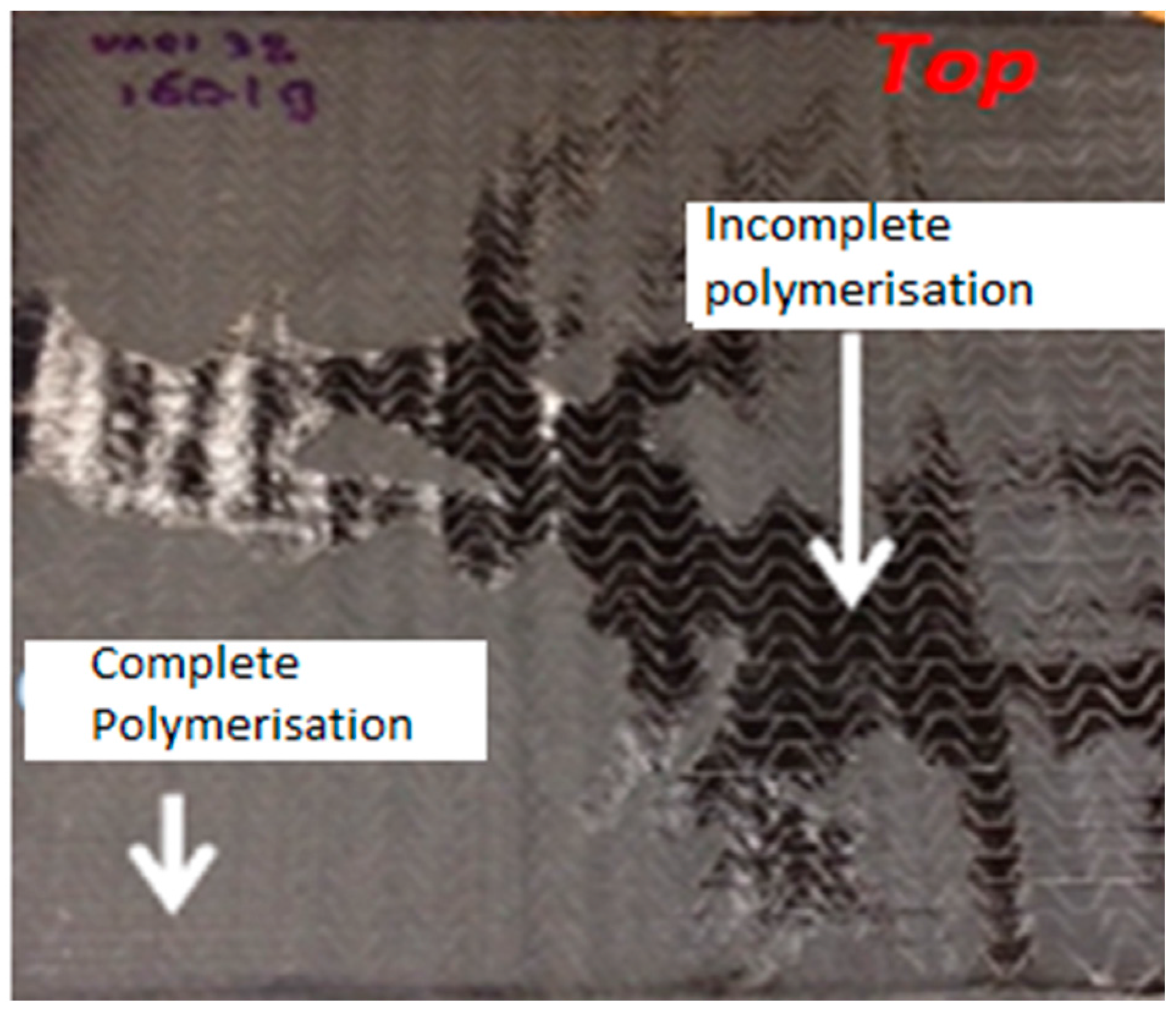
3.1.4 Effect of Initiator on Degree of Conversion
3.2. Infusion Process Optimisation
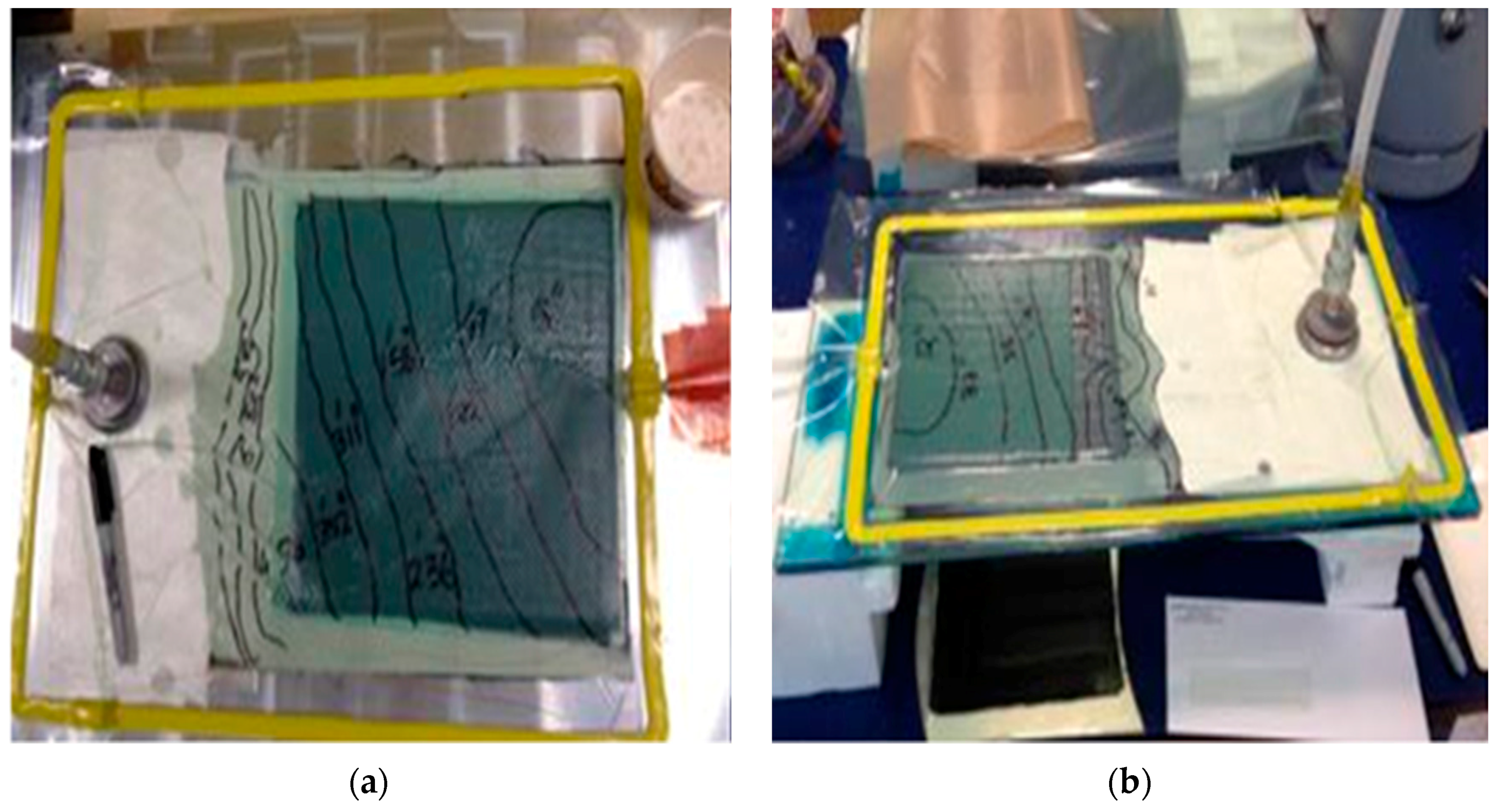
3.2.1. Mould Characteristics
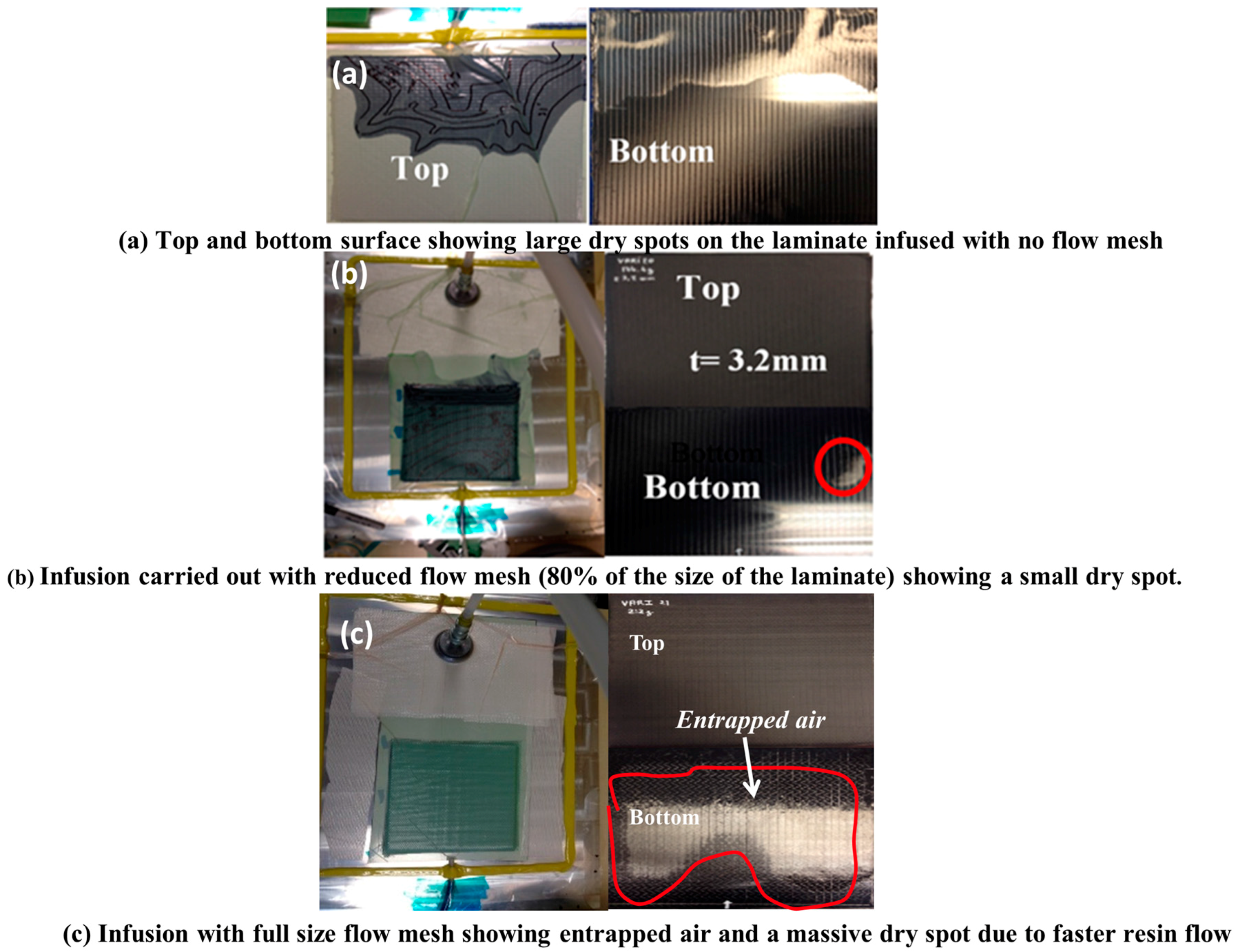
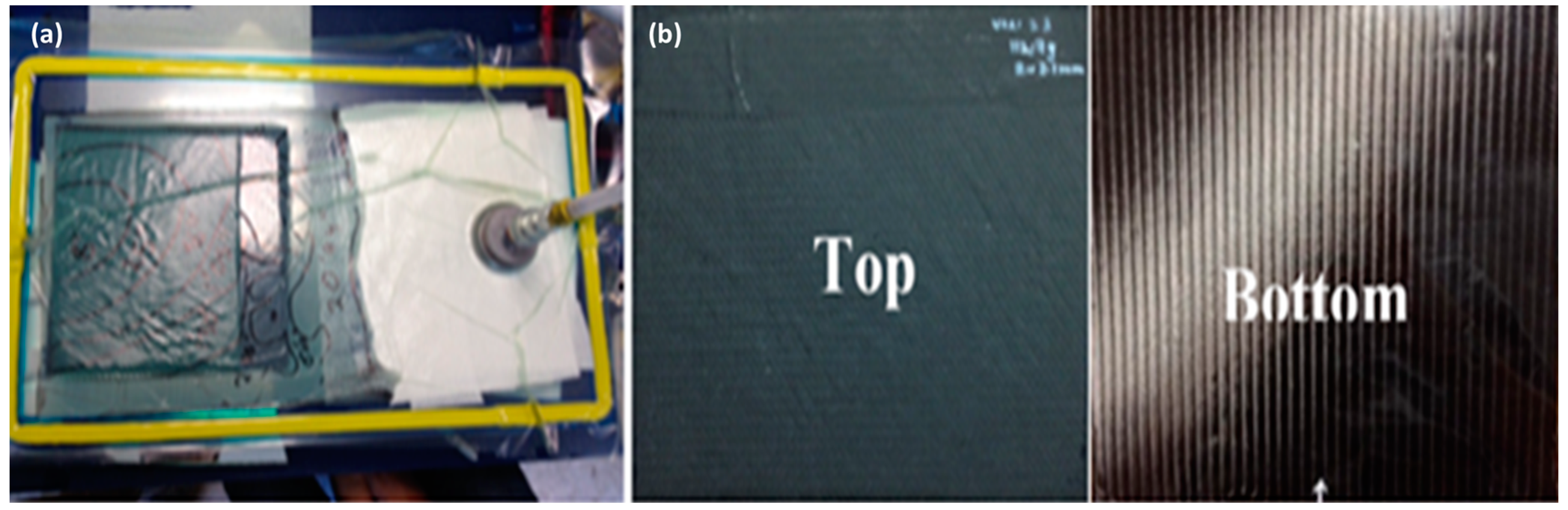
3.2.2. Flow Mesh
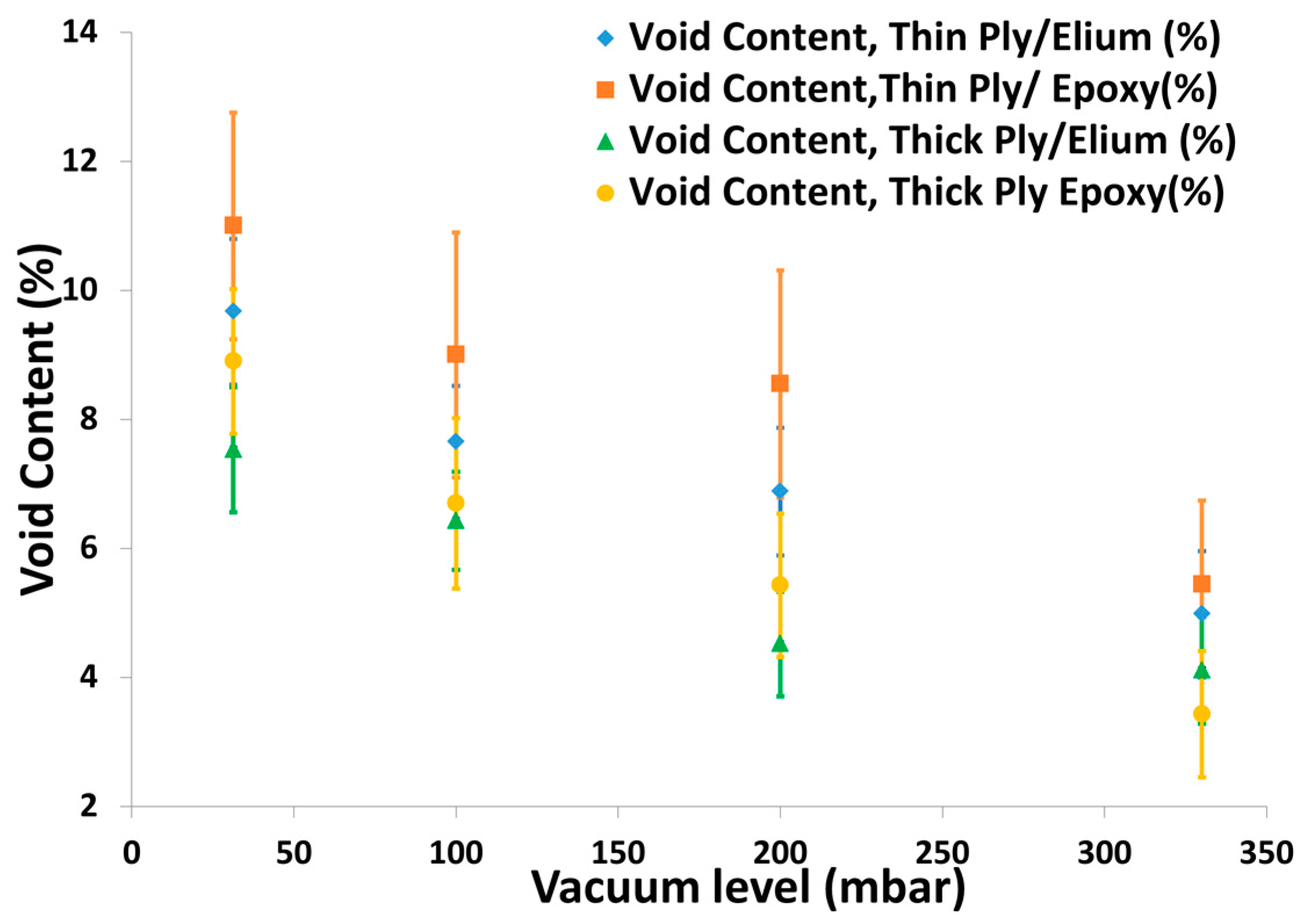
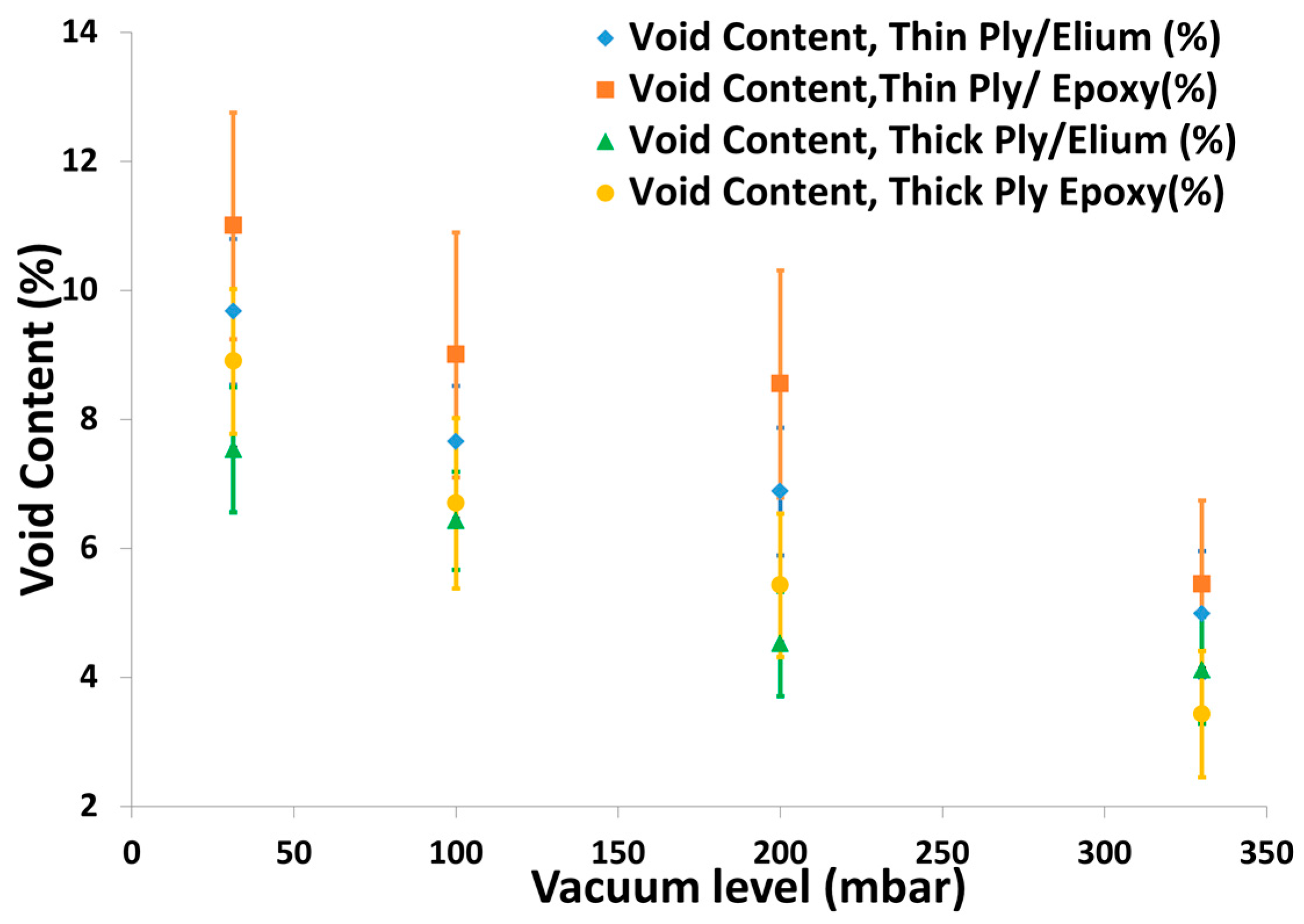
3.2.3. Vacuum Levels
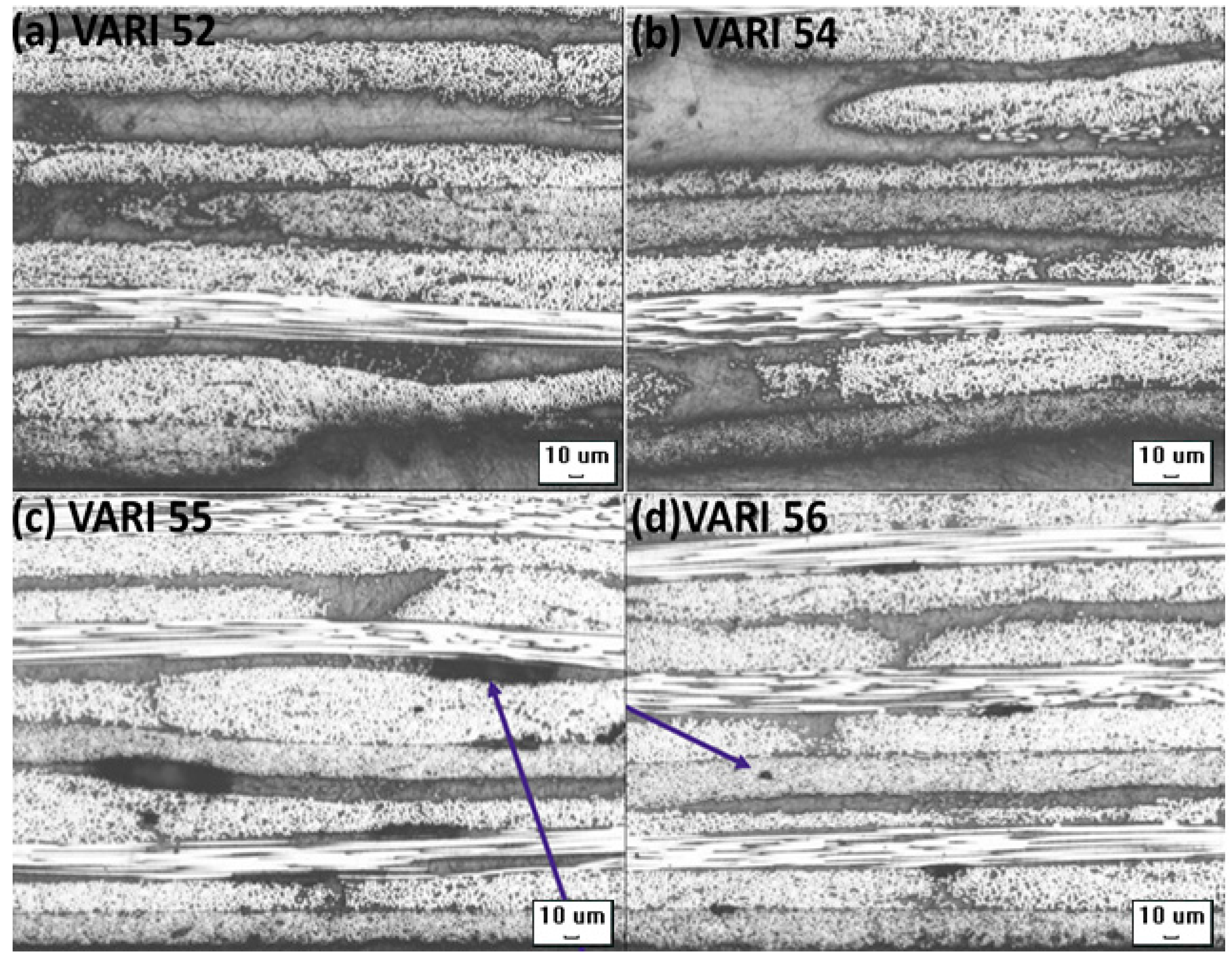
3.3. Laminate Quality Optimisatin
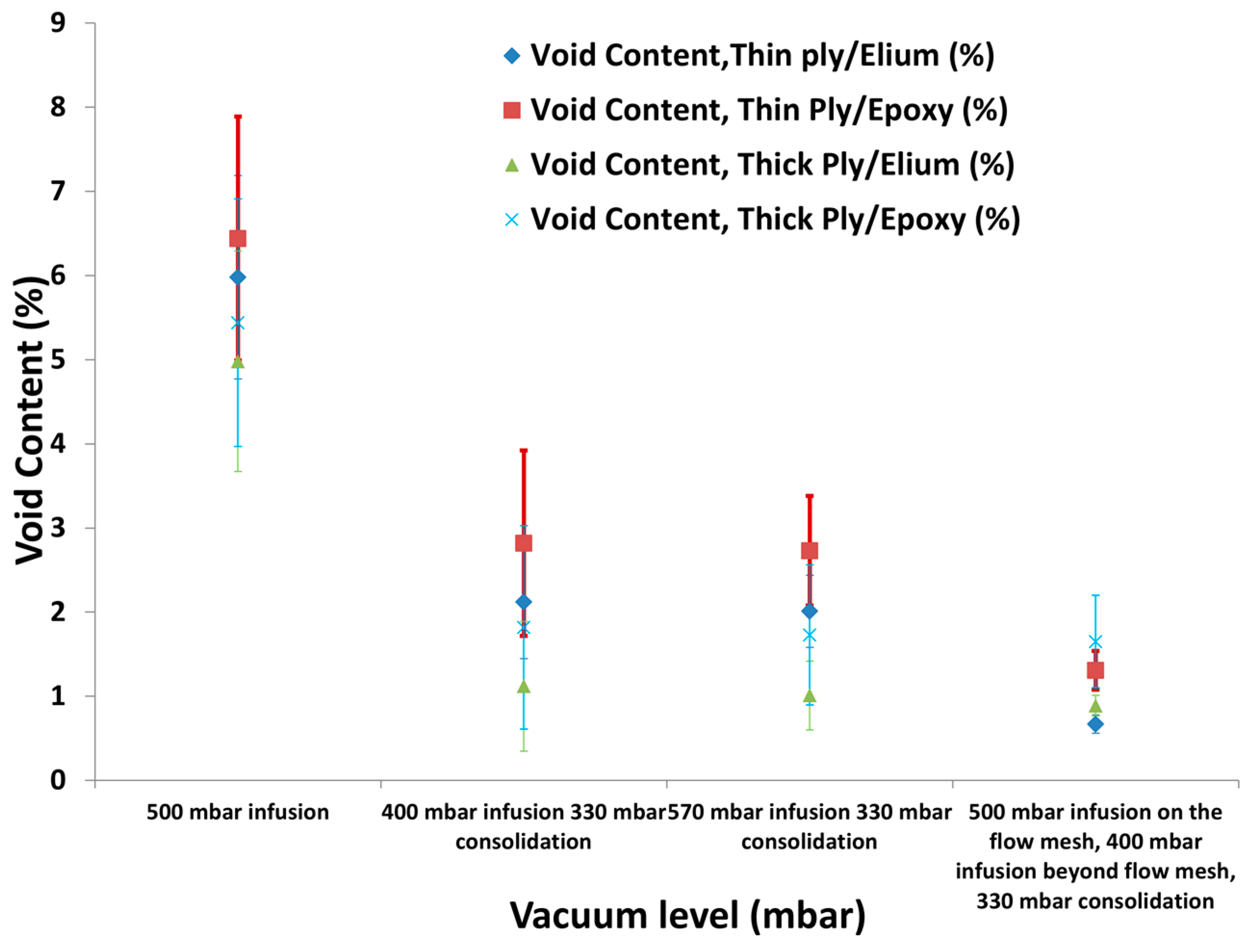
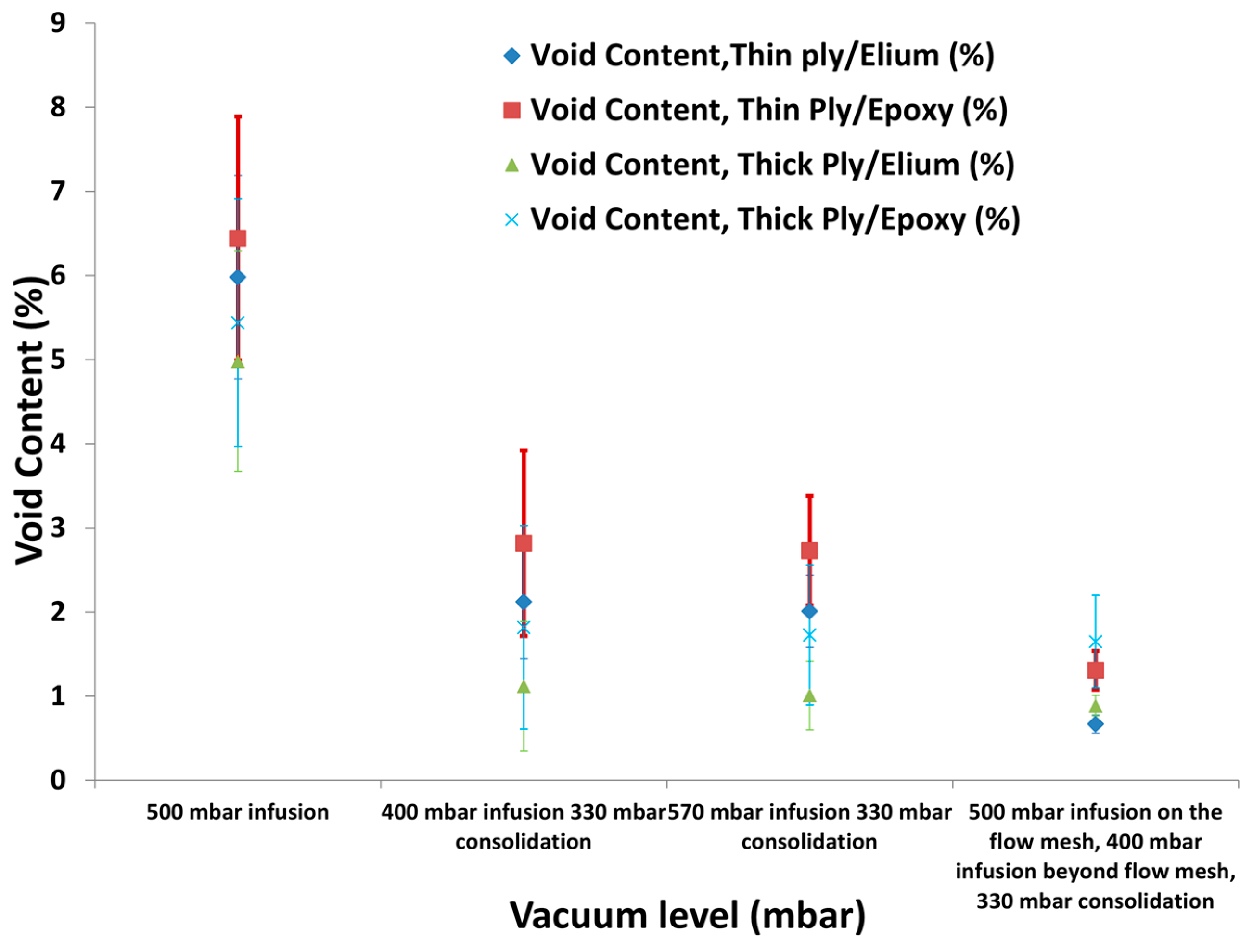
3.3.1. Effect of Single and Multi-Stage Vacuum Levels
Woven Fabrics
NCFs
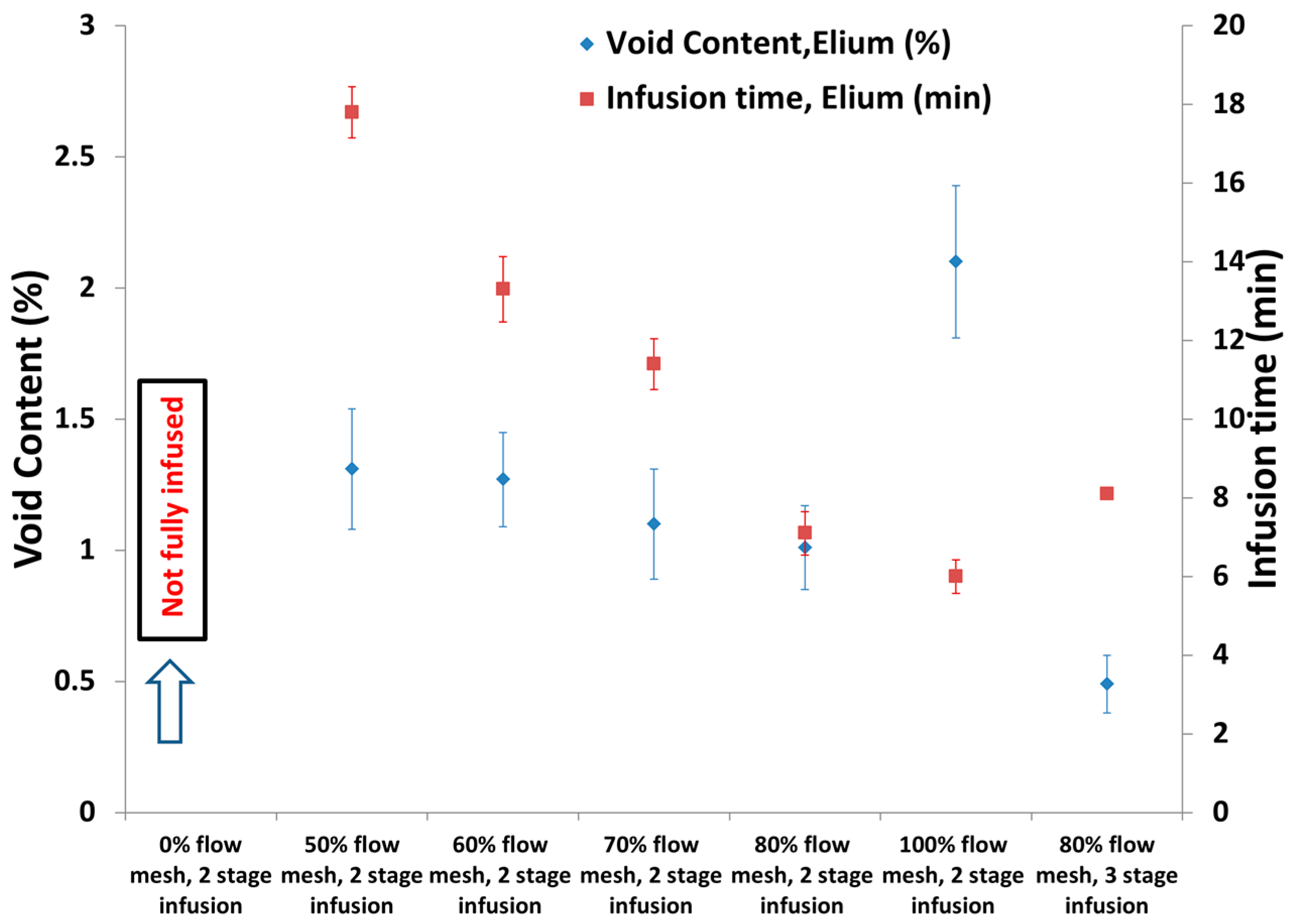
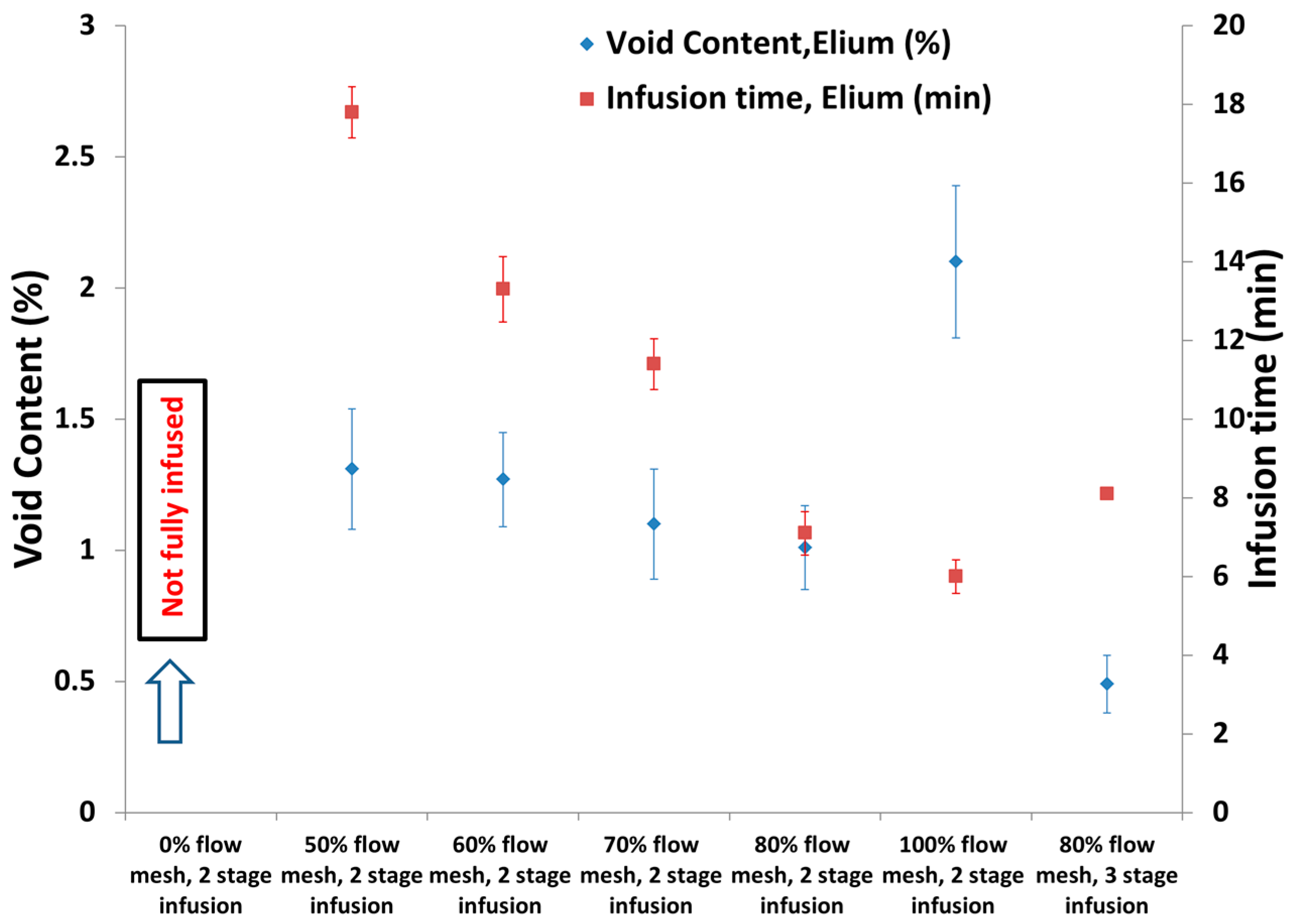
3.3.2. Effect of Flow Mesh Length Combined with Multi Stage Vacuum
3.4. Discussion on Optimised Parameters
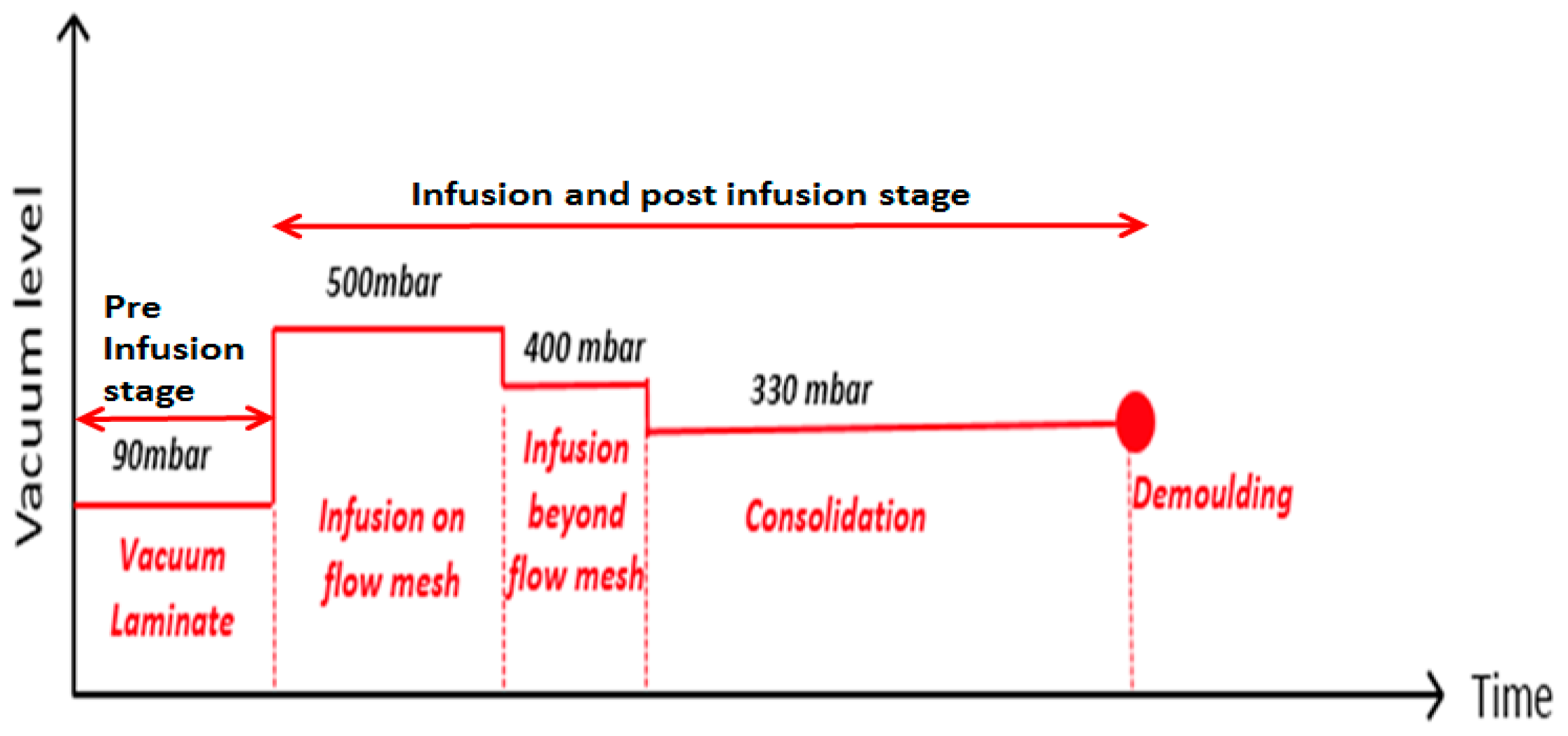
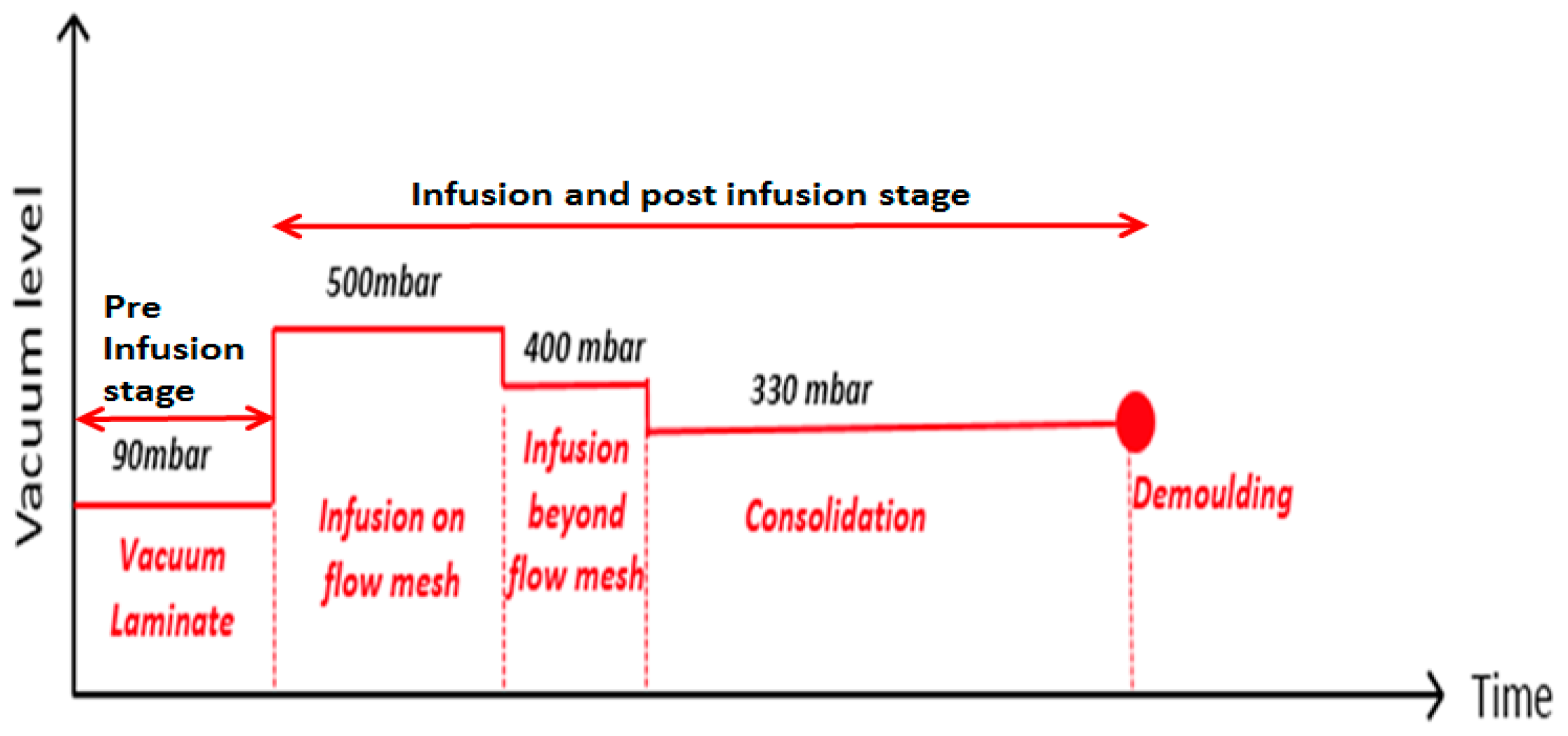
3.4.1. Deduced Scheme for Infusing NCFs
- Vacuum level: 500 mbar should be used for infusion on the flow mesh; increased to 400 mbar from end of flow mesh until the infusion was completed; and 330 mbar should be used for final laminate consolidation (see Figure 12).
- Infusion speed: Flow speed should be 15 cm/min on the flow mesh and then should be slowed down to 0.5 cm/min until the end of the laminate.
- Flow mesh: Length was reduced to 80% of the panel length to slow down the resin front in order to infuse properly in through the thickness direction, especially in the case of thin NCF.
3.4.2. Consistency and Quality of NCF Laminates
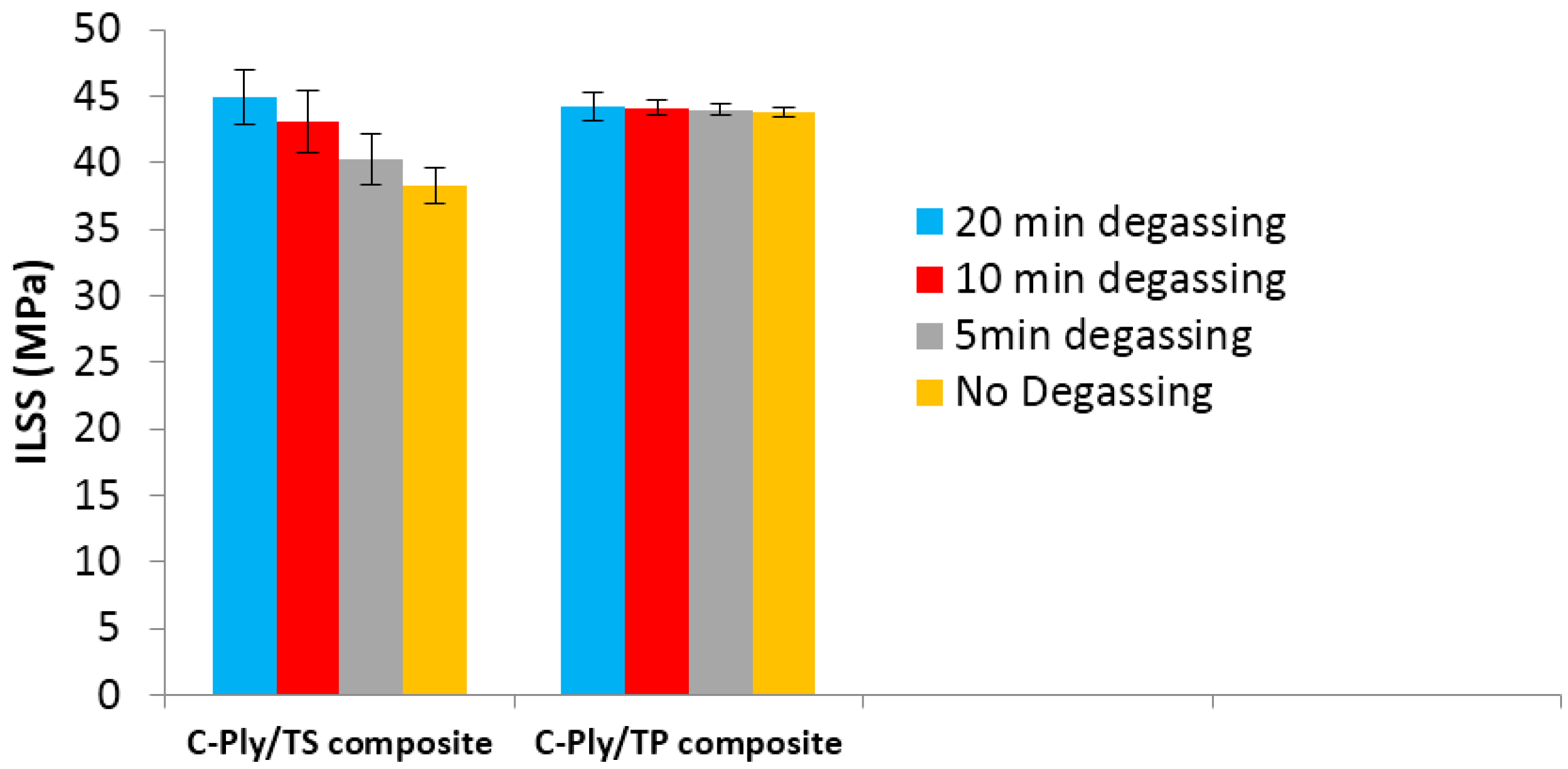
3.5. Comparison of TP and TS Matrices
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Schnabel, A.; Gries, T. Production of non-crimp fabrics for composites. In Non-Crimp Fabric Composites; Lomov, S.V., Ed.; Woodhead Publishing: Cambridge, UK, 2011; pp. 3–41. [Google Scholar]
- Arteiro, A.; Catalanotti, G.; Xavier, J.; Camanho, P.P. Notched response of non-crimp fabric thin-ply laminates: Analysis methods. Compos. Sci. Technol. 2013, 88, 165–171. [Google Scholar] [CrossRef]
- Sihn, S.; Kim, R.; Kawabe, K.; Tsai, S. Experimental studies of thin-ply laminated composites. Compos. Sci. Technol. 2007, 67, 996–1008. [Google Scholar] [CrossRef]
- Bhudolia, S.K.; Perrotey, P.; Joshi, S.C. Experimental investigation on suitability of carbon fibre thin plies for racquets. Proc. Inst. Mech. Eng. P J. Sports Eng. Technol. 2015, 230, 64–72. [Google Scholar] [CrossRef]
- Dı́az, J.; Rubio, L. Developments to manufacture structural aeronautical parts in carbon fibre reinforced thermoplastic materials. J. Mater. Process. Technol. 2003, 143–144, 342–346. [Google Scholar] [CrossRef]
- Lystrup, A.; Andersen, T.L. Autoclave consolidation of fibre composites with a high temperature thermoplastic matrix. J. Mater. Process. Technol. 1998, 77, 80–85. [Google Scholar] [CrossRef]
- Friedrich, K.; Gogeva, T.; Fakirov, S. Thermoplastic impregnated fiber bundles: Manufacturing of laminates and fracture mechanics characterization. Compos. Sci. Technol. 1988, 33, 97–120. [Google Scholar] [CrossRef]
- Chou, P.J.C.; Ding, D.; Chen, W.H. Damping of moisture-absorbed composite rackets. J. Reinf. Plast. Compos. 2000, 19, 848–862. [Google Scholar]
- Sadighi, M.; Rabizadeh, E.; Kermansaravi, F. Effects of laminate sequencing on thermoforming of thermoplastic matrix composites. J. Mater. Process. Technol. 2008, 201, 725–730. [Google Scholar] [CrossRef]
- Campbell, F.C. Thermoplastic composites: An unfulfilled promise. In Manufacturing Processes for Advanced Composites; Campbell, F.C., Ed.; Elsevier Science: Amsterdam, The Netherlands, 2003; pp. 357–397. [Google Scholar]
- Offringa, A.R. Thermoplastic composites—Rapid processing applications. Compos. A Appl. Sci. Manuf. 1996, 27, 329–336. [Google Scholar] [CrossRef]
- Durai Prabhakaran, R.T. Are reactive thermoplastic polymers suitable for future wind turbine composite materials blades? Mech. Adv. Mater. Struct. 2013, 21, 213–221. [Google Scholar] [CrossRef]
- Van Rijswijk, K.; Bersee, H.E.N. Reactive processing of textile fiber-reinforced thermoplastic composites—An overview. Compos. A Appl. Sci. Manuf. 2007, 38, 666–681. [Google Scholar] [CrossRef]
- Pillay, S.; Vaidya, U.K.; Janowski, G.M. Liquid molding of carbon fabric-reinforced nylon matrix composite laminates. J. Thermoplast. Compos. Mater. 2005, 18, 509–527. [Google Scholar] [CrossRef]
- Ma, C.-C.M.; Chen, C.-H. Pultruded fiber reinforced thermoplastic poly(methyl methacrylate) composites. Part I. Correlation of processing parameters for optimizing the process. Polym. Eng. Sci. 1991, 31, 1086–1093. [Google Scholar] [CrossRef]
- Boey, F.Y.C.; Lye, S.W. Effects of vacuum and pressure in an autoclave curing process for a thermosetting fiber-reinforced composite. J. Mater. Process. Technol. 1990, 23, 121–131. [Google Scholar] [CrossRef]
- Joshi, S.C.; Bhudolia, S.K. Microwave-thermal technique for energy and time efficient curing of carbon fiber reinforced polymer prepreg composites. J. Compos. Mater. 2013, 48, 3035–3048. [Google Scholar] [CrossRef]
- Osborne, T. An introduction to resin infusion. Reinf. Plast. 2014, 58, 25–29. [Google Scholar] [CrossRef]
- Lunn, P. Tooling materials ideal for resin infusion. Reinf. Plast. 2004, 48, 28–30. [Google Scholar] [CrossRef]
- Afendi, M.; Banks, W.M.; Kirkwood, D. Bubble free resin for infusion process. Compos. A Appl. Sci. Manuf. 2005, 36, 739–746. [Google Scholar] [CrossRef]
- Al-Qabandi, O.; de Silva, A.; Al-Enezi, S.; Bassyouni, M. Synthesis, fabrication and mechanical characterization of reinforced epoxy and polypropylene composites for wind turbine blades. J. Reinf. Plast. Compos. 2014, 33, 2287–2299. [Google Scholar] [CrossRef]
- Buckley, R.; Radford, D.; Stanglmaier, R. Characterization and processing of carbon fiber reinforced PETI-RFI. J. Adv. Mater. 2008, 40, 17–32. [Google Scholar]
- Lundstrom, T.S.; Zetterberg, M. Modelling of the permeability of non-crimp-stitched fabrics. In Proceedings of the 5th International Conference on Flow Processes in Composite Materials, Plymouth, UK, 12–14 July 1999; pp. 275–281.
- Lundström, T.S. Permeability of non-crimp stitched fabrics. Compos. A Appl. Sci. Manuf. 2000, 31, 1345–1353. [Google Scholar] [CrossRef]
- Astrom, T. Manufacturing of Polymer Composites; CRC Press: Boca Raton, FL, USA, 1997; pp. 148–149. [Google Scholar]
- American Society for Testing and Materials (ASTM) International. ASTM D792 Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- American Society for Testing and Materials (ASTM) International. ASTM D2734-09 Standard Test Methods for Void Content of Reinforced Plastics; ASTM International: West Conshohocken, PA, USA, 2009. [Google Scholar]
- Vaxman, A.; Narkis, M.; Siegmann, A. Void formation in short-fiber thermoplastic composites. Polym. Compos. 1989, 10, 449–453. [Google Scholar] [CrossRef]
- Little, J.E.; Yuan, X.; Jones, M.I. Characterisation of voids in fibre reinforced composite materials. NDT E Int. 2012, 46, 122–127. [Google Scholar] [CrossRef]
- American Society for Testing and Materials (ASTM) International. ASTM D2344/D2344m-13. In Standard Test Method form Short-Beam Strength of Polymer Matrix Composite Materials and Their Laminates; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Rijswijk, K.V.; Teuwen, J.J.E.; Bersee, H.E.N.; Beukers, A. Textile fiber-reinforced anionic polyamide-6 composites. Part I: The vacuum infusion process. Compos. A Appl. Sci. Manuf. 2009, 40, 1–10. [Google Scholar] [CrossRef]
- Dave, R.; Kardos, J.L.; Duduković, M.P. A model for resin flow during composite processing: Part 1—General mathematical development. Polym. Compos. 1987, 8, 29–38. [Google Scholar] [CrossRef]
- Joshi, S.C.; Lam, Y.C.; Liu, X.L. Mass conservation in numerical simulation of resin flow. Compos. A Appl. Sci. Manuf. 2000, 31, 1061–1068. [Google Scholar] [CrossRef]
- Loendersloot, R. Permeability of non-crimp fabric preforms A2—Lomov, stepan V. In Non-Crimp Fabric Composites; Woodhead Publishing: Cambridge, UK, 2011; pp. 166–215. [Google Scholar]
- Van Rijswijk, K.; Lindstedt, S.; Vlasveld, D.P.N.; Bersee, H.E.N.; Beukers, A. Reactive processing of anionic polyamide-6 for application in fiber composites: A comparitive study with melt processed polyamides and nanocomposites. Polym. Test. 2006, 25, 873–887. [Google Scholar] [CrossRef]
- Mitschang, P. Structural stitching of non-crimp fabric preforms for composites. In Non-Crimp Fabric Composites: Manufacturing, Properties and Applications; Elevsier: Cambridge, UK, 2011; pp. 67–83. [Google Scholar]
- Frishfelds, V.; Lundström, T.S.; Jakovics, A. Bubble motion through non-crimp fabrics during composites manufacturing. Compos. A Appl. Sci. Manuf. 2008, 39, 243–251. [Google Scholar] [CrossRef]
- Arbter, R.; Beraud, J.M.; Binetruy, C.; Bizet, L.; Bréard, J.; Comas-Cardona, S.; Demaria, C.; Endruweit, A.; Ermanni, P.; Gommer, F.; et al. Experimental determination of the permeability of textiles: A benchmark exercise. Compos. A Appl. Sci. Manuf. 2011, 42, 1157–1168. [Google Scholar] [CrossRef]
- Vernet, N.; Ruiz, E.; Advani, S.; Alms, J.B.; Aubert, M.; Barburski, M.; Barari, B.; Beraud, J.M.; Berg, D.C.; Correia, N.; et al. Experimental determination of the permeability of engineering textiles: Benchmark II. Compos. A Appl. Sci. Manuf. 2014, 61, 172–184. [Google Scholar] [CrossRef]
- Sas, H.S.; Wurtzel, E.B.; Simacek, P.; Advani, S.G. Effect of relative ply orientation on the through-thickness permeability of unidirectional fabrics. Compos. Sci. Technol. 2014, 96, 116–121. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Glass Fibre | C PLY™ | C PLY™ | C PLY™ | C PLY™ | C PLY™ | C PLY™ | |
|---|---|---|---|---|---|---|---|
| Orientations | Plain weave | 0/90 | +45/−45 | 0/+45 | +0/−45 | 0/+45 | +0/−45 |
| Individual ply areal weight (g/m2) | 200 | 200 | 74 | 100 | 100 | 75 | 75 |
| Total weight (g/m2) | 200 | 400 | 151 | 200 | 200 | 150 | 150 |
| Sizing | - | TP | TS | TP/TS | TP/TS | TP/TS | TP/TS |
| Resin | Hardener/Initiator | Mixing Ratio | Density (g/cm3) | Tensile Modulus (GPa) | Tensile Strength (MPa) | Tensile Elongation (%) | Tg (Glass Transition Temperature)/°C | Fracture Toughness, G1c (kJ/m2) |
|---|---|---|---|---|---|---|---|---|
| Elium® 280 | Benzoyl Peroxide | 3% with resin | 1.2 | 3.3 | 76 | 6 | 120 | 0.5 |
| Epolam 5015 | 5015 | 70:30 | 1.1 | 3.1 | 80 | 7 | 85 | 0.12 |
| Fabric Type | Kx (m²) | Ky (m²) | Kz (m²) | Reference |
|---|---|---|---|---|
| Thin C-PlyTM (200 g/m2) | 1.27 × 10−11 | 1.1 × 10−11 | 2.1 × 10−13 | Chomarat |
| Thick Seartex (322 g/m2) | 2.1 × 10−9 | 8.7 × 10−10 | - | [34] |
| Flow Mesh Length (Per Cent of Total Laminate Length) | |||||||
|---|---|---|---|---|---|---|---|
| 0% | 50% | 60% | 70% | 80% | 100% | ||
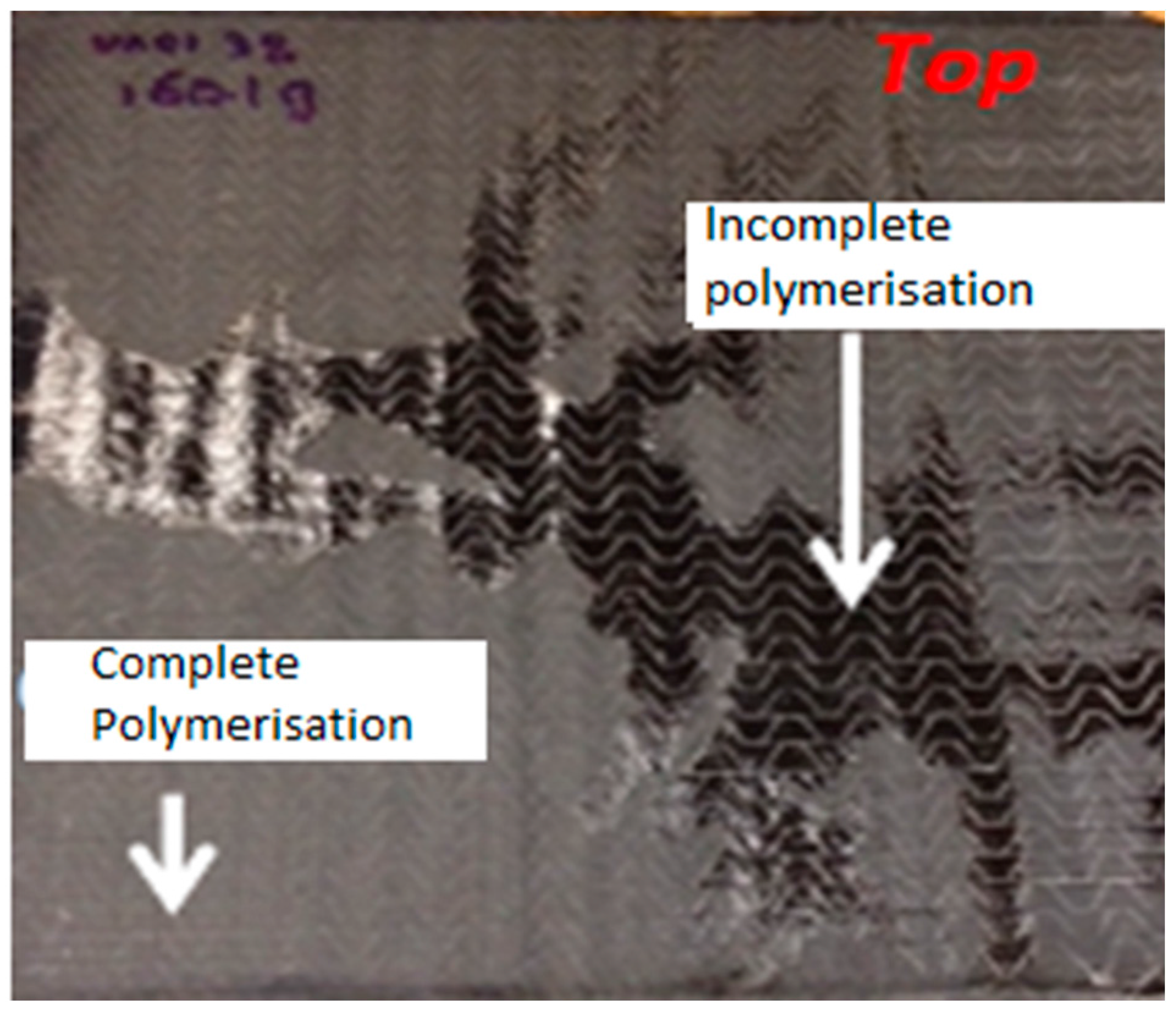
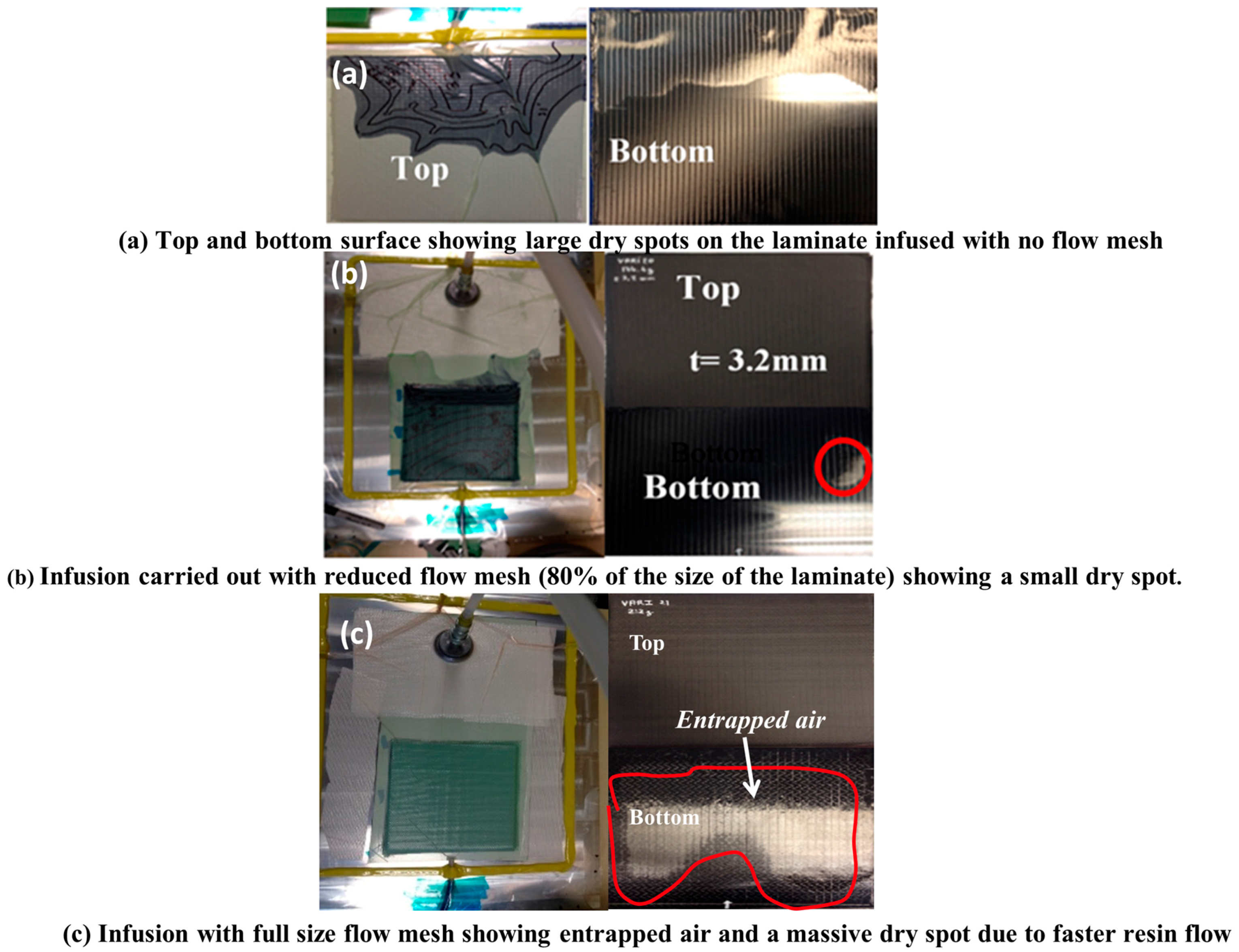
| Observations on preform filling at 400 mbar infusion | Top surface of laminate | Cannot fully infuse (Figure 7a) | Small dry spot | Smaller dry spot | Small dry spot | No dry spot (Figure 7b) | No dry spot (Figure 7c) |
| Bottom surfce of laminate | Cannot fully infuse (Figure 7a) | Massive dry spot | Massive dry spot | Small dry spot | Very small dry spot (Figure 7b) | Massive entrapped air (Figure 7c) | |
| Quality | Not acceptable | Not acceptable | Not acceptable | Not acceptable | Acceptable | Not acceptable | |
| Vacuum Functions | Vacuum Levels * | ||
|---|---|---|---|
| Single Stage | Two-Stage | Three-Stage | |
| Evacuate trapped air (Pre infusion stage) | Highest | Highest | Highest |
| Infusion | Highest to High | Low to Lower | On flow mesh-Lower Beyond flow mesh-Low |
| Consolidation | Same as infusion | High | High |
| Panel | VARI 52 | VARI 54 | VARI 55 | VARI 56 | VARI 73 | VARI 78 |
|---|---|---|---|---|---|---|
| FAW (g/m2) | 200 | 400 | 200 | 150 | 400 | 200 |
| Fibre type | C ply™ | C ply™ | C ply™ | C ply™ | C ply™ | C ply™ |
| Resin | ELIUM® 280 + BPO | ELIUM® 280 + BPO | EPOLAM 5015/5015 | EPOLAM 5015/5015 | ELIUM® 280 + BPO | ELIUM® 280 + BPO |
| Dry fibres weight (g) | 105 ± 0.2 | 102.6 ± 0.2 | 105.1 ± 0.2 | 114.3 ± 0.2 | 159.4 ± 0.2 | 161.1 ± 0.2 |
| Number of plies | 8 | 4 | 8 | 12 | 4 | 8 |
| Layup | (0/45/90/−45)2s | (0/45/90/−45)s | (0/45/90/−45)2s | (0/45/90/−45)3s | (0/90)2S | (0/45/90/−45)2s |
| Size (mm×mm) | 250 × 50 | 250 × 250 | 250 × 250 | 250 × 250 | 300 × 480 | 300 × 480 |
| Infusion time (m) | 20.5 | 6.2 | 21 | 21 | 26.1 | 33 |
| Vacuum level (mbar) | 500 and 400 infusion 330 consolidation | 500 and 400 infusion, 330 consolidation | 500 and 400 infusion, 330 consolidation | 500 and 400 infusion, 330 consolidation | 500 and 400 infusion, 330 consolidation | 500 and 400 infusion, 330 consolidation |
| Mass after infusion (g) | 157.1 ± 0.4 | 153.7 ± 0.4 | 145.5 ± 0.4 | 162.8 ± 0.4 | 253.5 ± 0.4 | 255.3 ± 0.4 |
| Thickness (mm) | 2.12 | 2.08 | 2.17 | 2.11 | 2.07 | 2.02 |
| Quality/Void Content (%) | 0.1 | 0.1 | 1.31 | 1.08 | 0.83 | 0.77 |
| Fibre mass Fraction (%) | 66 ± 0.1 | 66 ± 0.1 | 72 ± 0.1 | 70 ± 0.1 | 62.80 ± 0.1 | 63.1 ± 0.1 |
| Fibre volume Fraction (%) | 56.90 ± 0.2 | 56.80 ± 0.2 | 61.30 ± 0.2 | 59 ± 0.2 | 52 ± 0.2 | 52.8 ± 0.2 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bhudolia, S.K.; Perrotey, P.; Joshi, S.C. Optimizing Polymer Infusion Process for Thin Ply Textile Composites with Novel Matrix System. Materials 2017, 10, 293. https://doi.org/10.3390/ma10030293
Bhudolia SK, Perrotey P, Joshi SC. Optimizing Polymer Infusion Process for Thin Ply Textile Composites with Novel Matrix System. Materials. 2017; 10(3):293. https://doi.org/10.3390/ma10030293
Chicago/Turabian StyleBhudolia, Somen K., Pavel Perrotey, and Sunil C. Joshi. 2017. "Optimizing Polymer Infusion Process for Thin Ply Textile Composites with Novel Matrix System" Materials 10, no. 3: 293. https://doi.org/10.3390/ma10030293
APA StyleBhudolia, S. K., Perrotey, P., & Joshi, S. C. (2017). Optimizing Polymer Infusion Process for Thin Ply Textile Composites with Novel Matrix System. Materials, 10(3), 293. https://doi.org/10.3390/ma10030293