Microstructure and Tensile Properties of ECAPed Mg-9Al-1Si-1SiC Composites: The Influence of Initial Microstructures

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Procedures
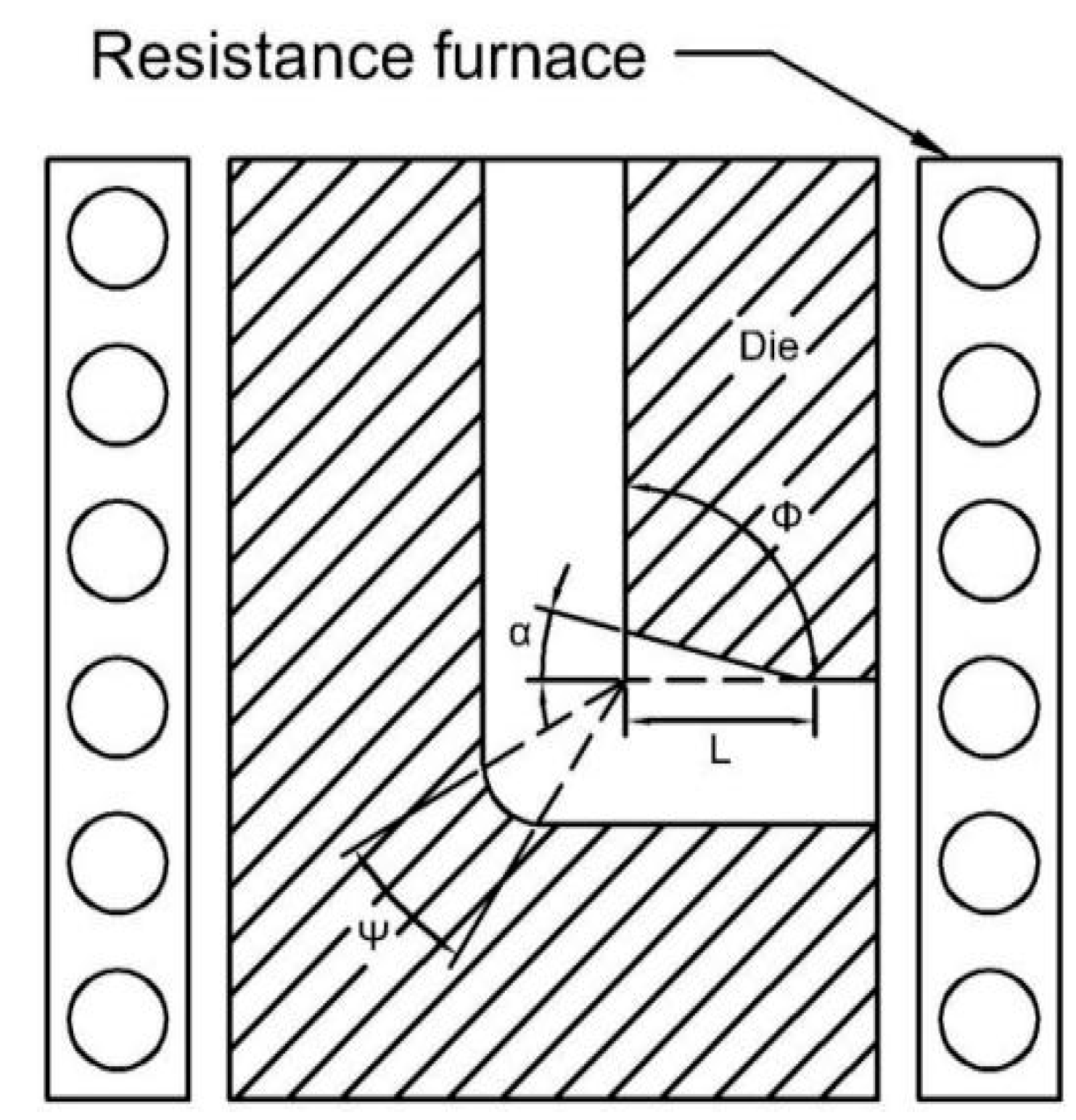
2.1. Materials and ECAP Experiment
2.2. Microstructures and Mechanical Testing
3. Results and Discussions
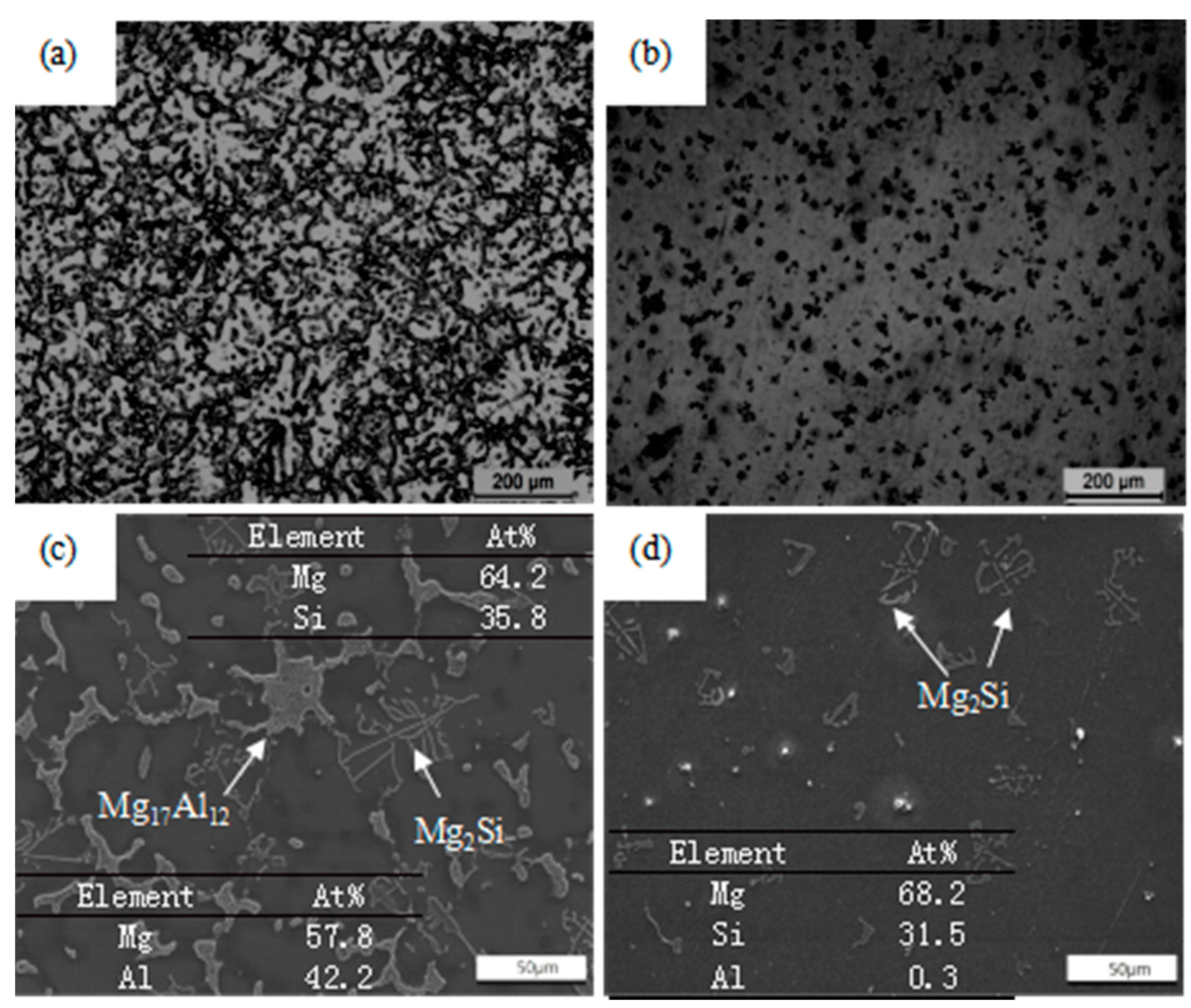
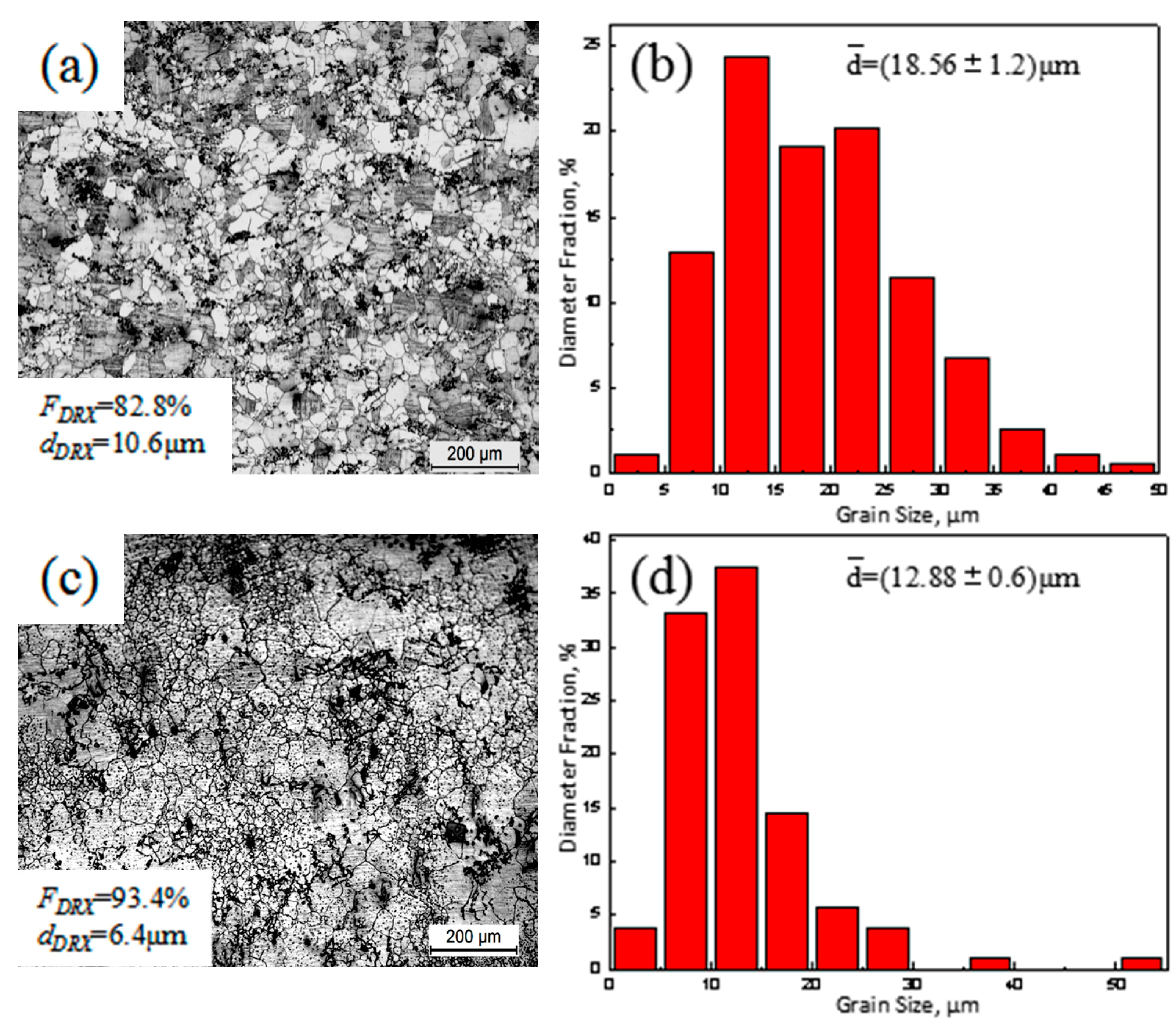
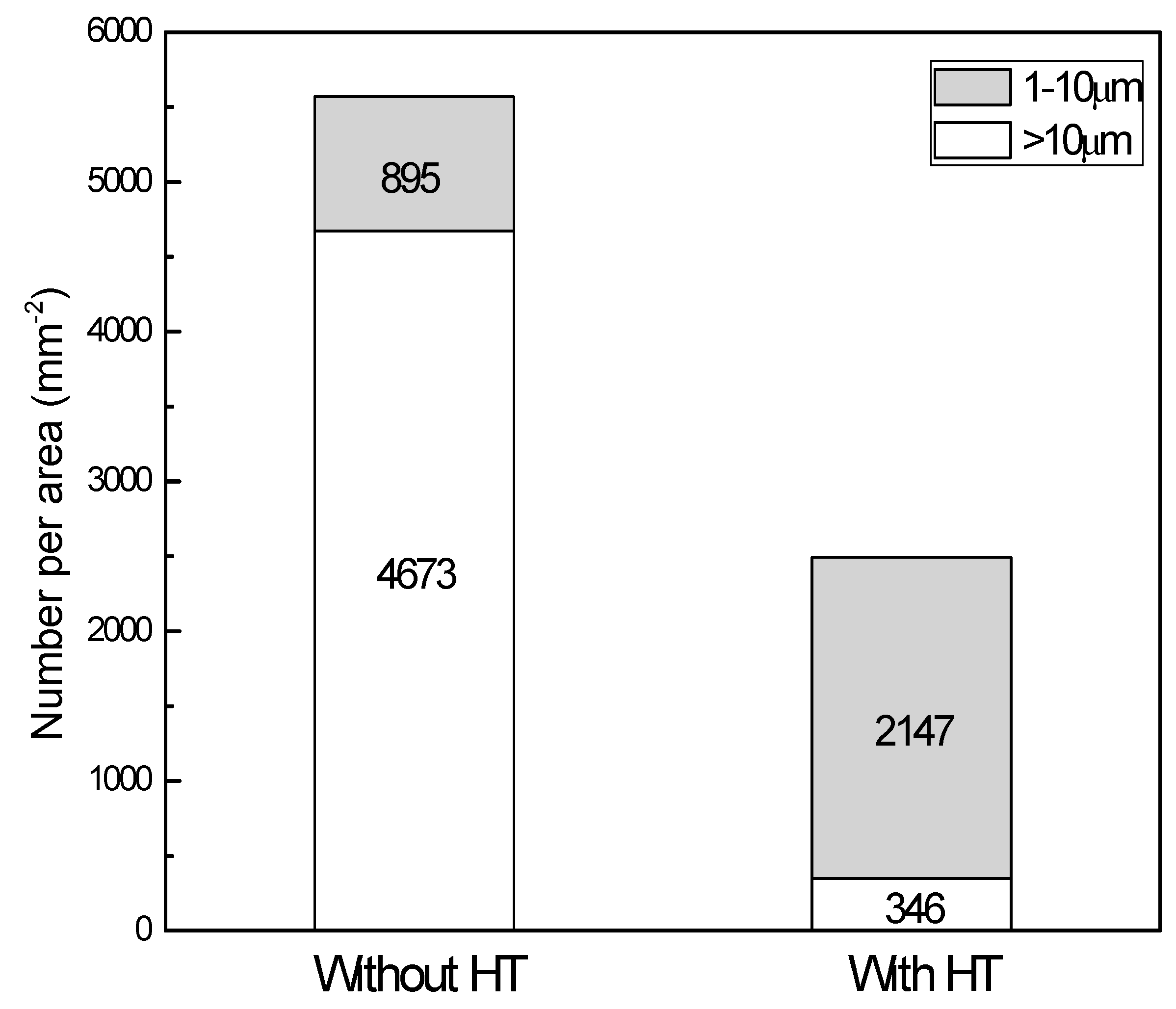
3.1. Microstructures
3.2. Mechanical Properties
3.3. Fracture Surface
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Mordike, B.L.; Ebert, T. Magnesium: Properties-applications-potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Wang, X.J.; Xu, D.K.; Wu, R.Z.; Chen, X.B.; Peng, Q.M.; Jin, L.; Xin, Y.C.; Zhang, Z.Q.; Liu, Y.; Chen, X.H.; et al. What is going on in magnesium alloys? J. Mater. Sci. Technol. 2017. [Google Scholar] [CrossRef]
- Nie, K.B.; Wang, X.J.; Deng, K.K.; Xu, F.J.; Wu, K.; Zheng, M.Y. Microstructures and mechanical properties of AZ91 magnesium alloy processed by multidirectional forging under decreasing temperature Conditions. J. Alloys Compd. 2014, 617, 979–987. [Google Scholar] [CrossRef]
- Zhang, X.H.; Cheng, Y.S. Tensile anisotropy of AZ91 magnesium alloy by equal channel angular Processing. J. Alloys Compd. 2015, 622, 1105–1109. [Google Scholar] [CrossRef]
- Wang, W.H.; Wang, H.X.; Liu, Y.Y.; Nie, H.H.; Cheng, W.L. Effect of nanoparticles addition on the microstructures and mechanical properties of ECAPed Mg-9Al-1Si. J. Mater. Res. 2017. [Google Scholar] [CrossRef]
- Nie, K.B.; Wang, X.J.; Hu, X.S.; Xu, L.; Wu, K.; Zheng, M.Y. Microstructure and mechanical properties of SiC nanoparticles reinforced magnesium matrix composites fabricated by ultrasonic vibration. Mater. Sci. Eng. A 2011, 528, 5278–5282. [Google Scholar] [CrossRef]
- Choi, H.; Alba-Baena, N.; Nimityongskul, S.; Jones, M.; Wood, T.; Sahoo, M.; Lakes, R.; Kou, S.; Li, X. Characterization of hot extruded Mg/SiC nanocomposites fabricated by casting. J. Mater. Sci. 2011, 46, 2991–2997. [Google Scholar] [CrossRef]
- Khoshzaban Khosroshahi, H.; Fereshteh Sanieee, F.; Abedi, H.R. Mechanical properties improvement of cast AZ80 Mg alloy/nano-particles composite via thermomechanical processing. Mater. Sci. Eng. A 2014, 595, 284–290. [Google Scholar] [CrossRef]
- Nie, K.B.; Wang, X.J.; Xu, F.J.; Wu, K.; Zheng, M.Y. Microstructure and tensile properties of SiC nanoparticles reinforced magnesium matrix composite prepared by multidirectional forging under decreasing temperature conditions. Mater. Sci. Eng. A 2015, 639, 465–473. [Google Scholar] [CrossRef]
- Qiao, X.G.; Ying, T.; Zheng, M.Y.; Wei, E.D.; Wu, K.; Hu, X.S.; Gan, W.M.; Brokmeier, H.G.; Golovin, I.S. Microstructure evolution and mechanical properties of nano-SiCp/AZ91 composite processed by extrusion and equal channel angular pressing (ECAP). Mater. Charact. 2016, 121, 222–230. [Google Scholar] [CrossRef]
- Shahzad, M.; Qureshi, A.H.; Waqas, H.; Rafi, U.D. Influence of pre- and post-extrusion heat treatments on microstructure and anisotropy of mechanical properties in a Mg-Al-Zn alloy. Mater. Des. 2013, 51, 870–875. [Google Scholar] [CrossRef]
- El Aal, M.I.A. Influence of the pre-homogenization treatment on the microstructure evolution and the mechanical properties of Al-Cu alloys processed by ECAP. Mater. Sci. Eng. A 2011, 528, 6946–6957. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, Q.D.; Liao, W.J.; Guo, W.; Ye, B.; Jiang, H.Y.; Ding, W.J. Effect of homogenization on the microstructure and mechanical properties of the repetitive-upsetting processed AZ91D alloy. J. Mater. Sci. Technol. 2017, 33, 935–940. [Google Scholar] [CrossRef]
- Yuan, Y.C.; Ma, A.B.; Gou, X.F.; Jiang, J.H.; Arhin, G.; Song, D.; Liu, H. Effect of heat treatment and deformation temperature on the mechanical properties of ECAP processed ZK60 magnesium alloy. Mater. Sci. Eng. A 2016, 677, 125–132. [Google Scholar] [CrossRef]
- Wan, D.Q.; Wang, J.C.; Wang, G.F.; Lin, L.; Feng, Z.G.; Yang, G.C. Precipitation and responding damping behavior of heat-treated AZ31 magnesium alloy. Acta Metall. 2009, 22, 1–6. [Google Scholar] [CrossRef]
- Joungsik, S.; José, V.H.; Dietmar, L.; Roland, G.; Wolfram, V. Effect of processing route on texture and cold formability of AZ31 Mg alloy sheets processed by ECAP. Mater. Sci. Eng. A 2016, 669, 159–170. [Google Scholar] [CrossRef]
- Bleckmann, M.; Eichhorst, M.; Schuch, M.; Kreuzer, W.; Hammond, V.H.; Spiller, C.; Meyer, L.W.; Herzig, N. The influence of selected ECAP-processing routes on the material properties of Magnesium Elektron 675. Mater. Sci. Eng. A 2016, 660, 108–117. [Google Scholar] [CrossRef]
- Park, S.H.; Kim, S.H.; Kim, Y.M.; You, B.S. Improving mechanical properties of extruded Mg-Al alloy with a bimodal grain structure through alloying addition. J. Alloys Compd. 2015, 646, 932–936. [Google Scholar] [CrossRef]
- Kim, S.H.; Parkm, S.H. Influence of Ce addition and homogenization temperature on microstructural evolution and mechanical properties of extruded Mg-Sn-Al-Zn alloy. Mater. Sci. Eng. A 2016, 676, 232–240. [Google Scholar] [CrossRef]
- She, J.; Pan, F.; Zhang, J.; Tang, A.; Luo, S.; Yu, Z.; Song, K.; Rashad, M. Microstructure and mechanical properties of Mg-Al-Sn extruded alloys. J. Alloys Compd. 2016, 657, 893–905. [Google Scholar] [CrossRef]
- Cheng, W.L.; Tian, L.; Wang, H.X.; Bian, L.P.; Yu, H. Improved tensile properties of an equal channel angular pressed (ECAPed) Mg-8Sn-6Zn-2Al alloy by prior aging treatment. Mater. Sci. Eng. A 2017, 687, 148–154. [Google Scholar] [CrossRef]
- Xie, C.; Wang, Y.N.; Fang, Q.H.; Ma, T.F.; Zhang, A.B.; Peng, W.F.; Shu, X.D. Effects of cooperative grain boundary sliding and migration on the particle cracking of fine-grained magnesium alloys. J. Alloys Compd. 2017, 704, 641–648. [Google Scholar] [CrossRef]
- Ding, H.; Liu, L.; Kamado, S.; Ding, W.J.; Kojima, Y. Evolution of microstructure and texture of AZ91 alloy during hot compression. Mater. Sci. Eng. A 2007, 452–453, 503–507. [Google Scholar] [CrossRef]
- Cheng, W.L.; Bai, Y.; Wang, L.F.; Wang, H.X.; Bian, L.P.; Yu, H. Strengthening Effect of Extruded Mg-8Sn-2Zn-2Al Alloy: Influence of Micro and Nano-Size Mg2Sn precipitates. Materials 2017, 10, 822. [Google Scholar] [CrossRef] [PubMed]
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Cheng, W.L.; Tian, Q.W.; Yu, H.; Zhang, H.; You, B.S. Strengthening mechanisms of indirect-extruded Mg-Sn based alloys at room temperature. J. Magnes. Alloys 2014, 2, 299–304. [Google Scholar] [CrossRef]
- Kang, J.W.; Sun, X.F.; Deng, K.K.; Xu, F.J.; Zhang, X.; Bai, Y. High strength Mg-9Al serial alloy processed by slow extrusion. Mater. Sci. Eng. A 2017, 697, 211–216. [Google Scholar] [CrossRef]
- Ma, K.; Wen, H.; Hu, T.; Topping, T.D.; Isheim, D.; Seidman, D.N.; Lavernia, E.J. Mechanical behavior and strengthening mechanisms in ultrafine grain precipitation-strengthened aluminum. Acta Mater. 2014, 62, 144–155. [Google Scholar] [CrossRef]
- Such, B.C.; Kim, J.H.; Bae, J.H.; Hwang, J.H.; Shim, M.S.; Kima, N.J. Effect of Sn addition on the microstructure and deformation behavior of Mg-3Al alloy. Acta Mater. 2017, 124, 268–279. [Google Scholar] [CrossRef]
- Kang, J.W.; Wang, C.J.; Deng, K.K.; Nie, K.B.; Bai, Y.; Li, W.J. Microstructure and mechanical properties of Mg-4Zn-0.5Ca alloy fabricated by the combination of forging, homogenization and extrusion process. J. Alloys Compd. 2017, 720, 196–206. [Google Scholar] [CrossRef]
- Li, W.J.; Deng, K.K.; Zhang, X.; Wang, C.J.; Kang, J.W.; Nie, K.B.; Liang, W. Microstructures, tensile properties and work hardening behavior of SiCp/Mg-Zn-Ca composites. J. Alloys Compd. 2017, 695, 2215–2223. [Google Scholar] [CrossRef]
- Del Valle, J.A.; Carreño, F.; Ruano, O.A. Influence of texture and grain size on work hardening and ductility in magnesium-based alloys processed by ECAP and rolling. Acta Mater. 2006, 54, 4247–4259. [Google Scholar] [CrossRef]
- Ungár, T.; Zehetbauer, R.M. Stage IV work hardening in cell forming materials, part II: A new mechanism. Scr. Mater. 1996, 35, 1467–1473. [Google Scholar] [CrossRef]








© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, S.; Li, M.; Wang, H.; Cheng, W.; Lei, W.; Liu, Y.; Liang, W. Microstructure and Tensile Properties of ECAPed Mg-9Al-1Si-1SiC Composites: The Influence of Initial Microstructures. Materials 2018, 11, 136. https://doi.org/10.3390/ma11010136
Zhang S, Li M, Wang H, Cheng W, Lei W, Liu Y, Liang W. Microstructure and Tensile Properties of ECAPed Mg-9Al-1Si-1SiC Composites: The Influence of Initial Microstructures. Materials. 2018; 11(1):136. https://doi.org/10.3390/ma11010136
Chicago/Turabian StyleZhang, Shaoxiong, Ming Li, Hongxia Wang, Weili Cheng, Weiwei Lei, Yiming Liu, and Wei Liang. 2018. "Microstructure and Tensile Properties of ECAPed Mg-9Al-1Si-1SiC Composites: The Influence of Initial Microstructures" Materials 11, no. 1: 136. https://doi.org/10.3390/ma11010136