Microstructural Characterization and Mechanical Behavior of NiTi Shape Memory Alloys Ultrasonic Joints Using Cu Interlayer


Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Ultrasonic Spot Welding
2.3. Microstructural Characterization
2.4. Evaluation of Mechanical Properties
3. Results and Discussions
3.1. Surface Morphology of Welds
3.2. Bonding Morphology of USW Joints
3.3. Mechanical Performance and Failure Analysis
4. Conclusions
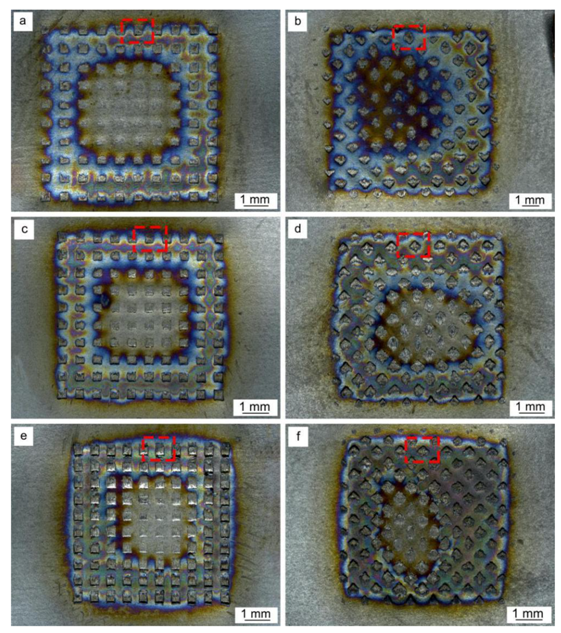
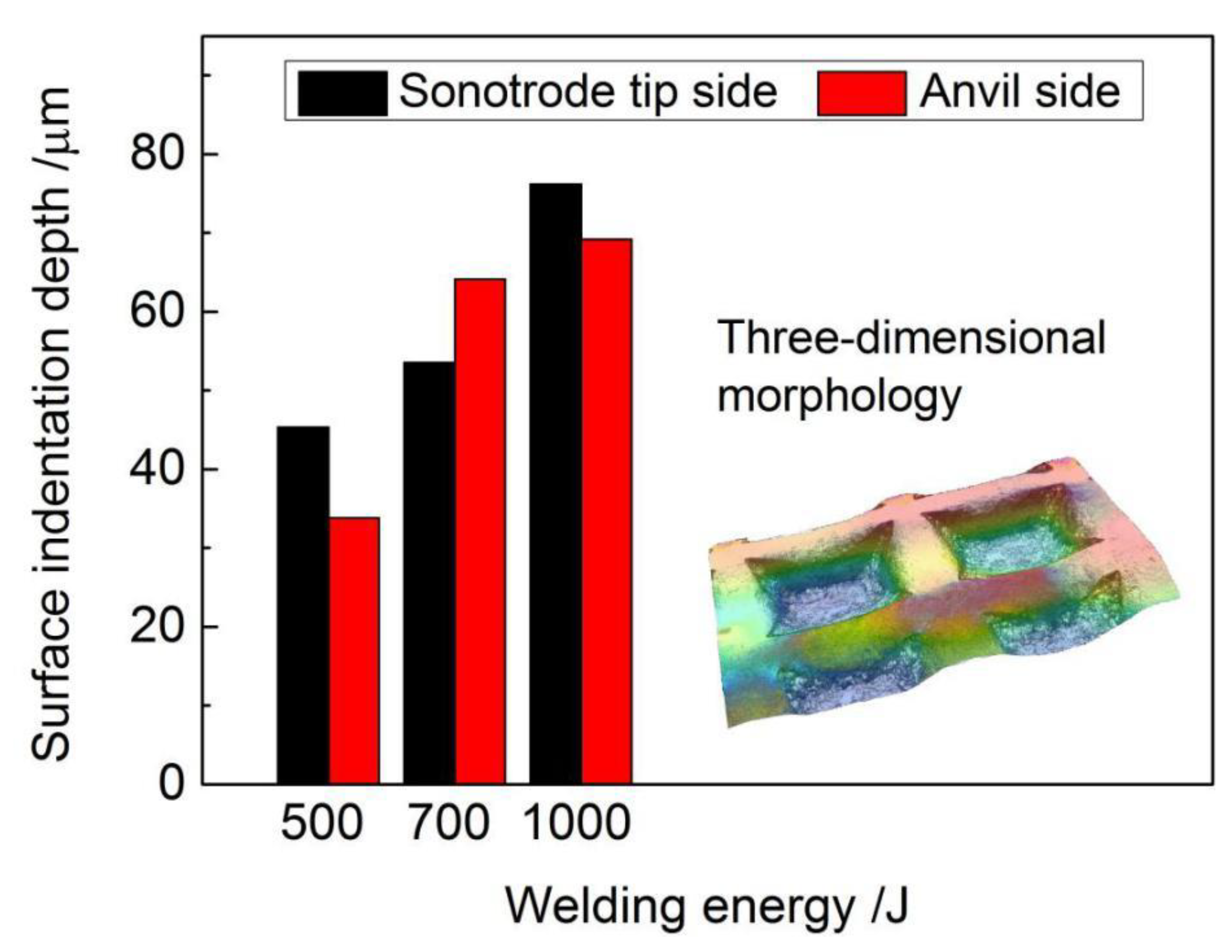
- With the welding energy increasing from 500 J to 1000 J, more frictional heat was generated at the weld interface and the plastic deformation of NiTi BM increased, leading to the increasing depth of indentations on the weld surface.
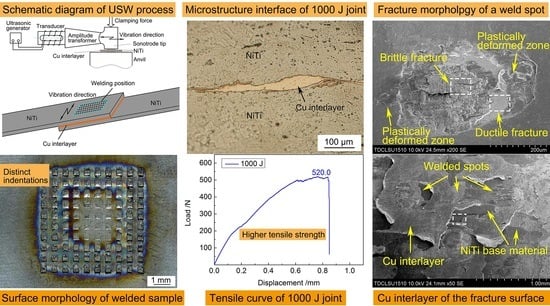
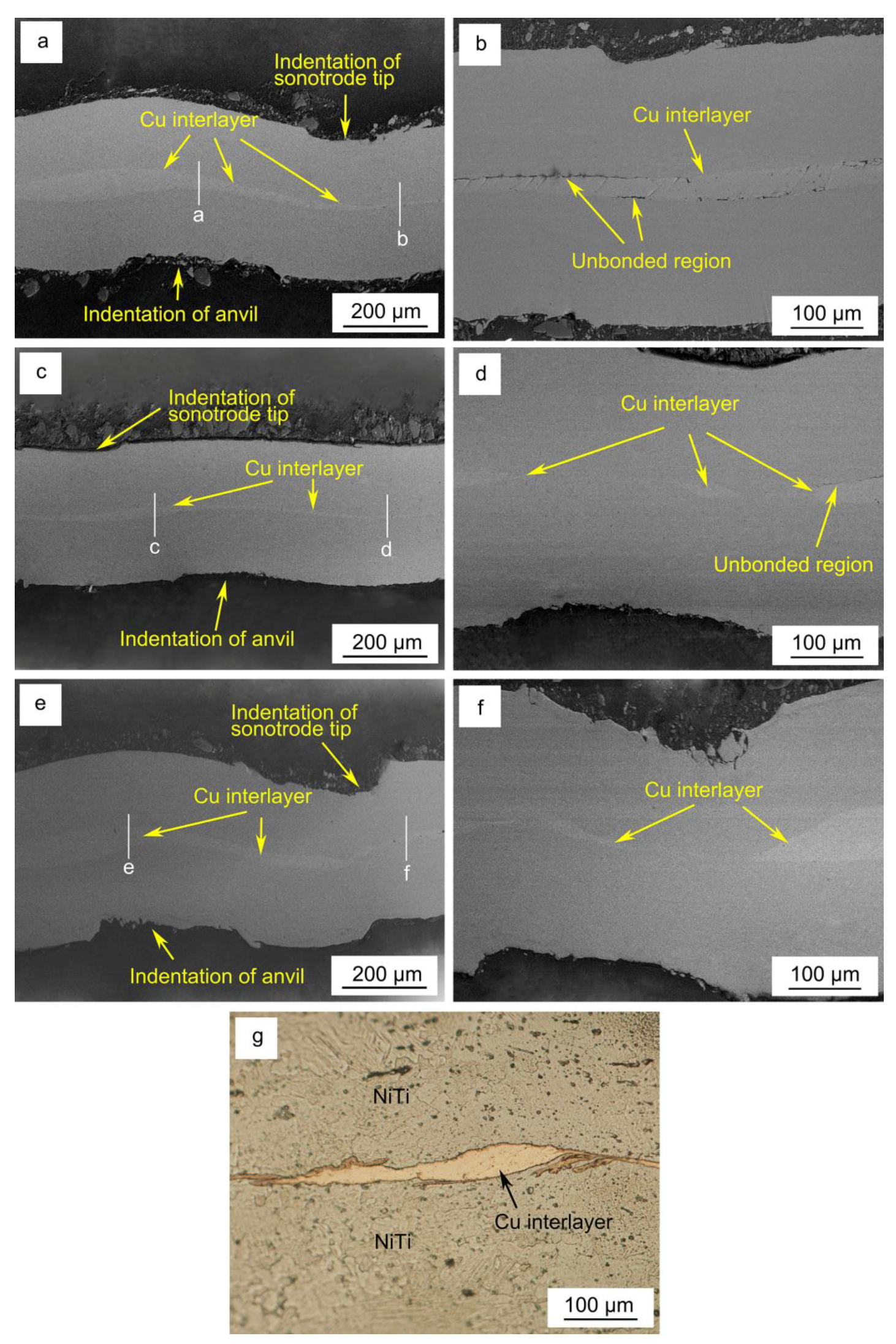
- The ultrasonic spot welded NiTi weld interface presented a wave-like pattern with uneven thickness of Cu interlayer. The occurrence of shear deformation and mutual rubbing of the faying surfaces contributed to the formation and growth of microwelds at the weld interfaces. NiTi and Cu interlayer were intertwined together at the welding energy of 1000 J.
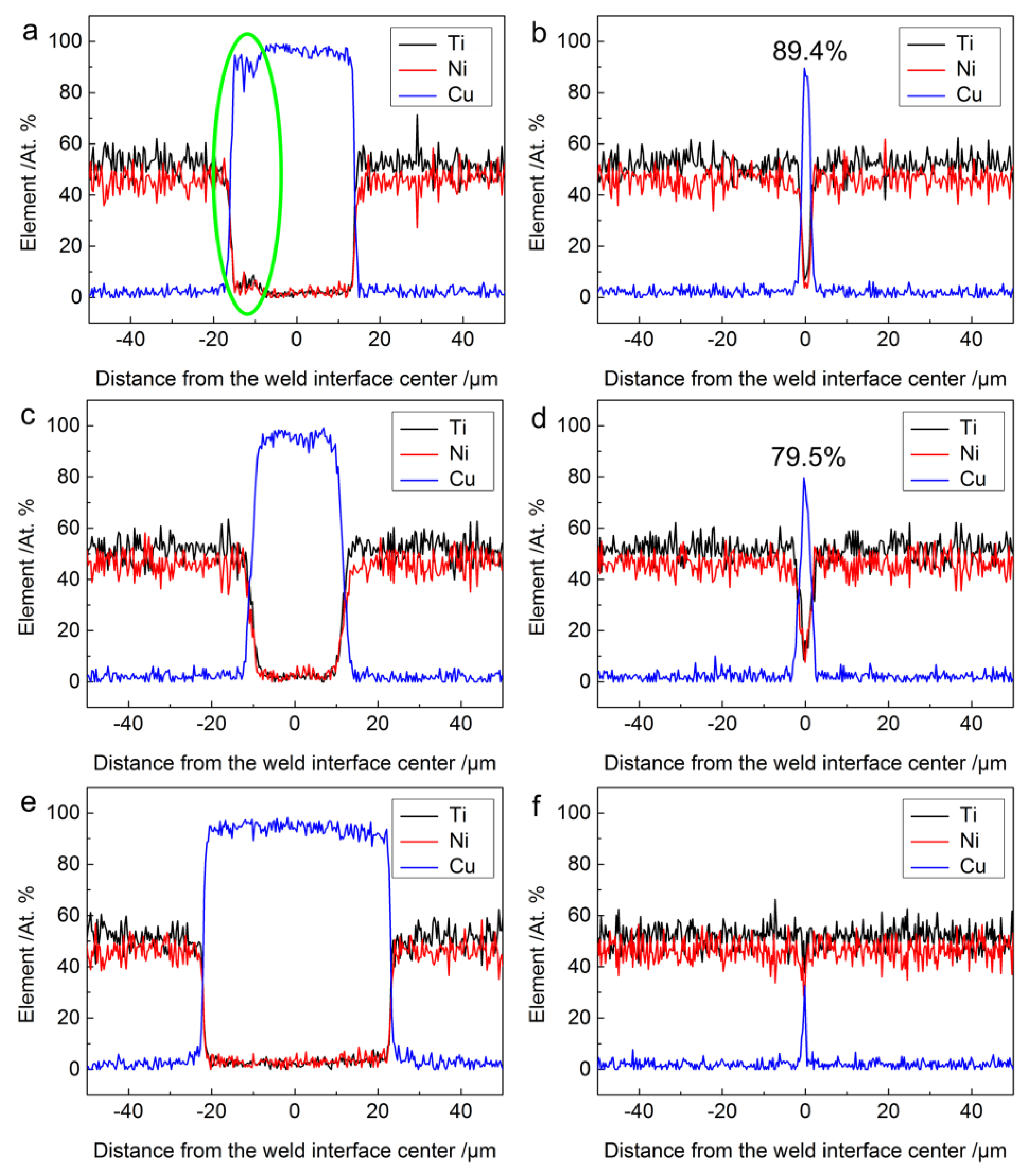
- EDS line scan and XRD analyses revealed no intermetallic layer formation at the joint interface for all the samples although slight diffusion occurred.
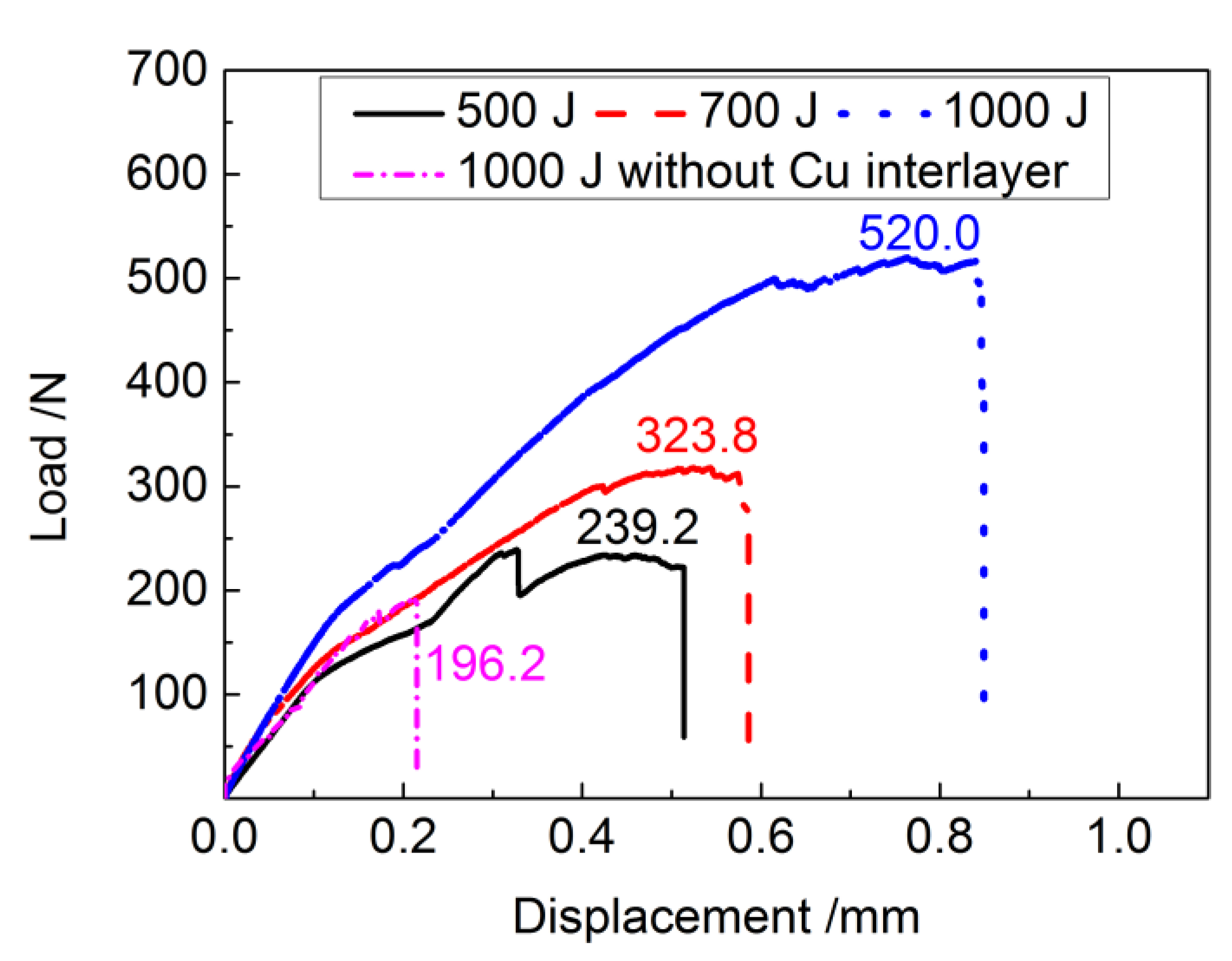
- The ultimate tensile shear load increased with increasing welding energy due to better mechanical interlocking and metallurgical adhesion at the weld interface.
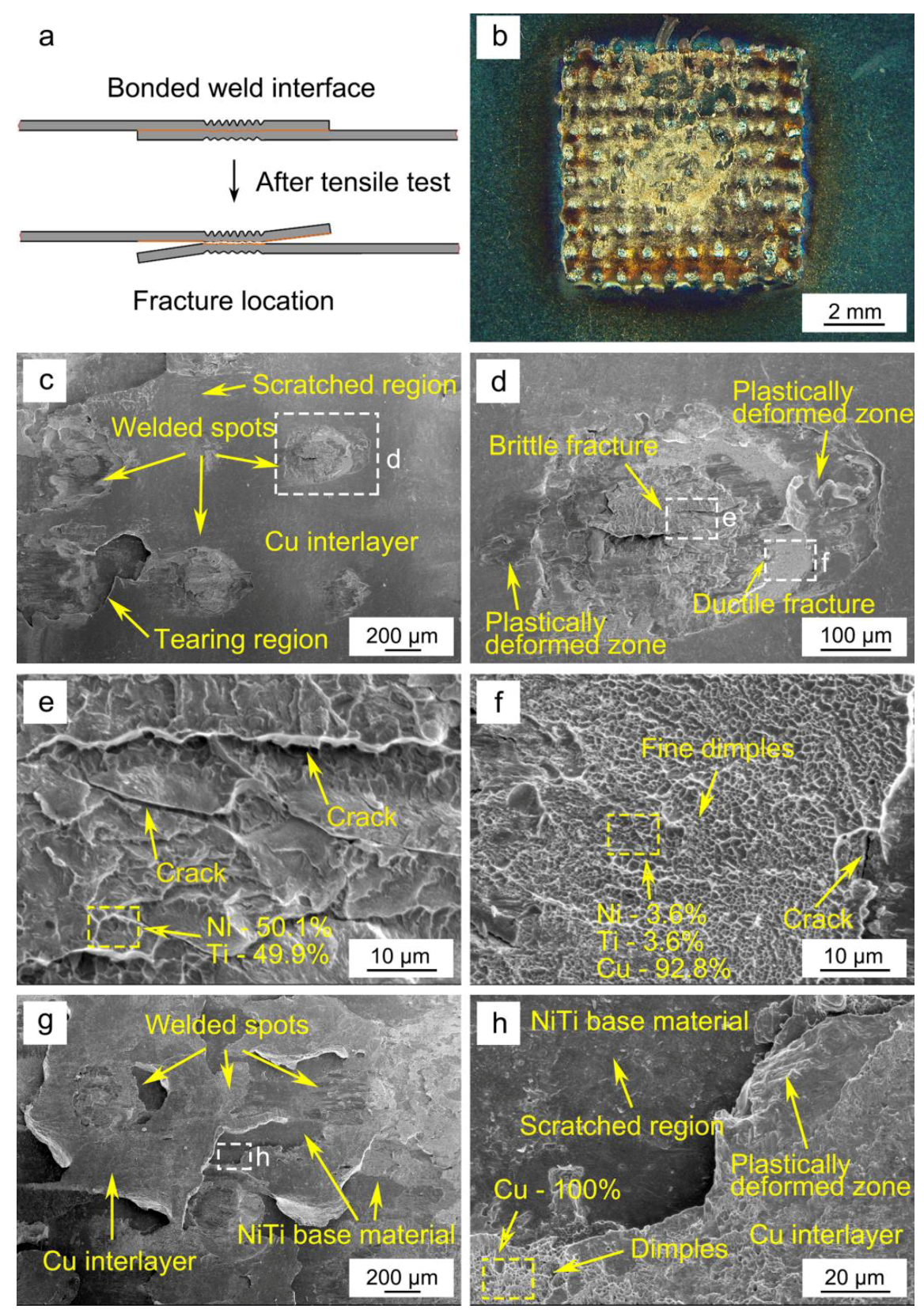
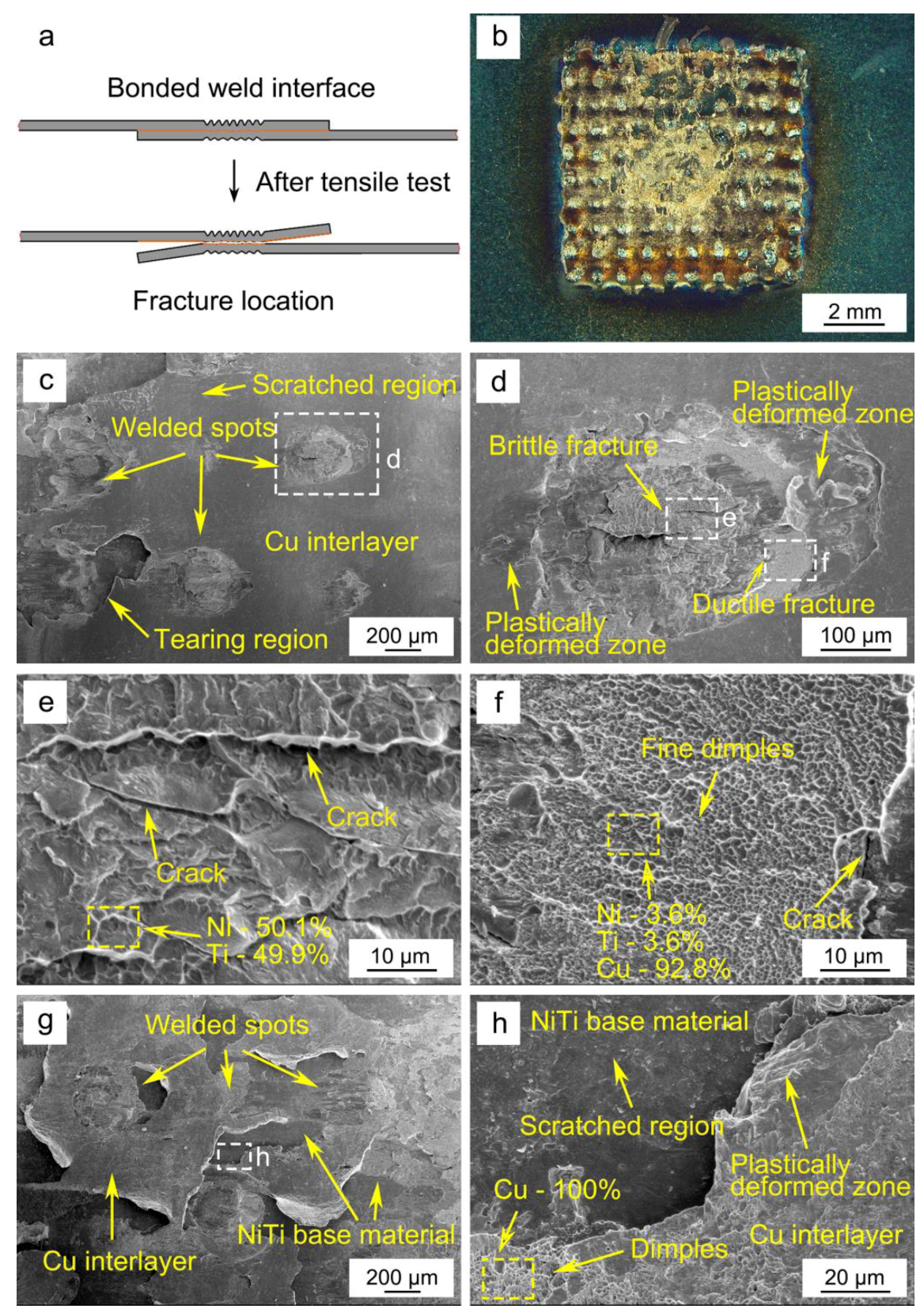
- The micro-morphologies of the fracture surface consisted of weld spots, scratched regions and tearing regions of Cu. Both brittle fracture characteristics of NiTi and ductile fracture characteristics of Cu interlayer were observed in the weld spot zone.
Author Contributions
Funding
Conflicts of Interest
References
- Otsuka, K.; Ren, X. Physical metallurgy of Ti-Ni-based shape memory alloys. Prog. Mater. Sci. 2005, 50, 511–678. [Google Scholar] [CrossRef]
- Miyazaki, S.; Igo, Y.; Otsuka, K. Effect of thermal cycling on the transformation temperatures of NiTi alloys. Acta Metall. 1986, 34, 2045–2051. [Google Scholar] [CrossRef]
- Cisse, C.; Zaki, W.; Zineb, T.B. A review of constitutive models and modeling techniques for shape memory alloys. Int. J. Plast. 2016, 76, 244–284. [Google Scholar] [CrossRef]
- Chowdhury, P.; Sehitoglu, H. A revisit to atomistic rationale for slip in shape memory alloys. Prog. Mater. Sci. 2017, 85, 1–42. [Google Scholar] [CrossRef]
- Dolce, M.; Cardone, D. Mechanical behaviour of shape memory alloys for seismic applications 2. Austenite NiTi wires subjected to tension. Int. J. Mech. Sci. 2001, 43, 2657–2677. [Google Scholar] [CrossRef]
- Cho, H.; Kim, H.Y.; Miyazaki, S. Fabrication and characterization of Ti-Ni shape memory thin film using Ti/Ni multilayer technique. Sci. Technol. Adv. Mater. 2005, 6, 678–683. [Google Scholar] [CrossRef]
- Jani, J.M.; Leary, M.; Subic, A.; Gibson, M.A. A review of shape memory alloy research, applications and opportunities. Mater. Des. 2014, 56, 1078–1113. [Google Scholar] [CrossRef]
- Chen, Q.A.; Thouas, G.A. Metallic implant biomaterials. Mater. Sci. Eng. R Rep. 2015, 87, 1–57. [Google Scholar] [CrossRef]
- Zeng, Z.; Yang, M.; Oliveira, J.P.; Song, A.D.; Peng, B. Laser welding of NiTi shape memory alloy wires and tubes for multi-functional design applications. Smart Mater. Struct. 2016, 25, 085001. [Google Scholar] [CrossRef]
- Li, H.M.; Sun, D.Q.; Cai, X.L.; Dong, P.; Wang, W.Q. Laser welding of TiNi shape memory alloy and stainless steel using Ni interlayer. Mater. Des. 2012, 39, 285–293. [Google Scholar] [CrossRef]
- Li, Q.; Zhu, Y.X.; Guo, J.L. Microstructure and mechanical properties of resistance-welded NiTi/stainless steel joints. J. Mater. Process. Technol. 2017, 249, 538–548. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Panton, B.; Zeng, Z.; Andrei, C.M.; Zhou, Y.; Miranda, R.M.; Braz Fernandes, F.M. Laser joining of NiTi to Ti6Al4V using a niobium interlayer. Acta Mater. 2016, 105, 9–15. [Google Scholar] [CrossRef]
- Shojaei Zoeram, A.; Akbari Mousavi, S.A.A. Laser welding of Ti-6Al-4V to Nitinol. Mater. Des. 2014, 61, 185–190. [Google Scholar] [CrossRef]
- Shojaei Zoeram, A.; Akbari Mousavi, S.A.A. Effect of interlayer thickness on microstructure and mechanical properties of as welded Ti6Al4V/Cu/NiTi joints. Mater. Lett. 2014, 133, 5–8. [Google Scholar] [CrossRef]
- Zeng, Z.; Oliveira, J.P.; Yang, M.; Song, D.; Peng, B. Functional fatigue behavior of NiTi-Cu dissimilar laser welds. Mater. Des. 2017, 114, 282–287. [Google Scholar] [CrossRef]
- Tam, B.; Pequegnat, A.; Khan, M.; Zhou, Y. Resistance microwelding of Ti-55.8 wt pct Ni nitional wires and the effects of pseudoelasticity. Metall. Mater. Trans. A 2012, 43, 2969–2978. [Google Scholar] [CrossRef]
- Fox, G.; Hahnlen, R.; Dapino, M.J. Fusion welding of nickel-titanium and 304 stainless steel tubes: Part II: Tungsten inert gas welding. J. Intell. Mater. Syst. Struct. 2013, 24, 962–972. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Miranda, R.M.; Braz Fernandes, F.M. Welding and joining of NiTi shape memory alloys: A review. Prog. Mater. Sci. 2017, 88, 412–466. [Google Scholar] [CrossRef]
- Yang, D.; Jiang, H.C.; Zhao, M.J.; Rong, L.J. Microstructure and mechanical behaviors of electron beam welded NiTi shape memory alloys. Mater. Des. 2014, 57, 21–25. [Google Scholar] [CrossRef]
- Tam, B.; Khan, M.I.; Zhou, Y. Mechanical and functional properties of laser-welded Ti-55.8 wt pct Ni nitinol wires. Metall. Mater. Trans. A 2011, 42, 2166–2175. [Google Scholar] [CrossRef]
- Chan, C.W.; Man, H.C.; Yue, T.M. Effects of process parameters upon the shape memory and pseudo-elastic behaviors of laser-welded NiTi thin foil. Metall. Mater. Trans. A 2011, 42, 2264–2270. [Google Scholar] [CrossRef]
- Ng, C.H.; Mok, E.S.H.; Man, H.C. Effect of Ta interlayer on laser welding of NiTi to AISI 316L stainless steel. J. Mater. Process. Technol. 2015, 226, 69–77. [Google Scholar] [CrossRef]
- Zeng, Z.; Panton, B.; Oliveira, J.P.; Han, A.; Zhou, Y.N. Dissimilar laser welding of NiTi shape memory alloy and copper. Smart Mater. Struct. 2015, 24, 125036. [Google Scholar] [CrossRef]
- Bricknell, R.H.; Melton, K.N.; Mercier, O. The structure of NiTiCu shape memory alloys. Metall. Trans. A 1979, 10, 693–697. [Google Scholar] [CrossRef]
- Gugel, H.; Schuermann, A.; Theisen, W. Laser welding of NiTi wires. Mater. Sci. Eng. A 2008, 481–482, 668–671. [Google Scholar] [CrossRef]
- Frick, C.P.; Ortega, A.M.; Tyber, J.; Maksound, A.E.M.; Maier, H.J.; Liu, Y.; Gall, K. Thermal processing of polycrystalline NiTi shape memory alloys. Mater. Sci. Eng. A 2005, 405, 34–49. [Google Scholar] [CrossRef]
- Li, H.M.; Sun, D.Q.; Gu, X.Y.; Dong, P.; Lv, Z.P. Effects of the thickness of Cu filler metal on the microstructure and properties of laser-welded TiNi alloy and stainless steel joint. Mater. Des. 2013, 50, 342–350. [Google Scholar] [CrossRef]
- Crăciunescu, C.; Ercuta, A. Modulated interaction in double-layer shape memory-based micro-designed actuators. Sci. Technol. Adv. Mater. 2015, 16, 065003. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Barcellona, A.; Fratini, L.; Palmeri, D.; Maletta, C.; Brandizzi, M. Friction stir processing of Niti shape memory alloy: Microstructural characterization. Int. J. Mater. Forming 2010, 3, 1047–1050. [Google Scholar] [CrossRef]
- Fukumoto, S.; Inoue, T.; Mizuno, S.; Okita, K.; Tomita, T.; Yamamoto, A. Friction welding of TiNi alloy to stainless steel using Ni interlayer. Sci. Technol. Weld. Join. 2010, 15, 124–130. [Google Scholar] [CrossRef]
- Mani Prabu, S.S.; Madhu, H.C.; Perugu, C.S.; Akash, K.; Kumar, P.A.; Kailas, S.V.; Anbarasu, M.; Palani, I.A. Microstructure, mechanical properties and shape memory behaviour of friction stir welded nitinol. Mater. Sci. Eng. A 2017, 693, 233–236. [Google Scholar] [CrossRef]
- Ni, Z.L.; Zhao, H.J.; Mi, P.B.; Ye, F.X. Microstructure and mechanical performances of ultrasonic spot welded Al/Cu joints with Al 2219 alloy particle interlayer. Mater. Des. 2016, 92, 779–786. [Google Scholar] [CrossRef]
- Bakavos, D.; Prangnell, P.B. Mechanisms of joint and microstructure formation in high power ultrasonic spot welding 6111 aluminium automotive sheet. Mater. Sci. Eng. A 2010, 527, 6320–6334. [Google Scholar] [CrossRef]
- Yang, J.W.; Cao, B.; He, X.C.; Luo, H.S. Microstructure evolution and mechanical properties of Cu-Al joints by ultrasonic welding. Sci. Technol. Weld. Join. 2014, 19, 500–504. [Google Scholar] [CrossRef]
- Yang, J.W.; Cao, B. Investigation of resistance heat assisted ultrasonic welding of 6061 aluminum alloys to pure cooper. Mater. Des. 2015, 74, 19–24. [Google Scholar] [CrossRef]
- Ni, Z.L.; Ye, F.X. Effect of lap configuration on the microstructure and mechanical properties of dissimilar ultrasonic metal welded copper-aluminum joints. J. Mater. Process. Technol. 2017, 245, 180–192. [Google Scholar] [CrossRef]
- Macwan, A.; Kumar, A.; Chen, D.L. Ultrasonic spot welded 6111-T4 aluminum alloy to galvanized high-strength low-alloy steel: Microstructure and mechanical properties. Mater. Des. 2017, 113, 284–296. [Google Scholar] [CrossRef]
- Shakil, M.; Tariq, N.H.; Ahmad, M.; Choudhary, M.A.; Akhter, J.I.; Babu, S.S. Effect of ultrasonic welding parameters on microstructure and mechanical properties of dissimilar joints. Mater. Des. 2014, 55, 263–273. [Google Scholar] [CrossRef]
- Ren, D.X.; Zhao, K.M.; Pan, M.; Chang, Y.; Gang, S.; Zhao, D.W. Ultrasonic spot welding of magnesium alloy to titanium alloy. Scripta Mater. 2017, 126, 58–62. [Google Scholar] [CrossRef]
- Wu, X.; Liu, T.; Cai, W. Microstructure, welding mechanism, and failure of Al/Cu ultrasonic welds. J. Manuf. Process. 2015, 20, 321–331. [Google Scholar] [CrossRef] [Green Version]
- Elangovan, S.; Semeer, S.; Prakasan, K. Temperature and stress distribution in ultrasonic metal welding-an FEA-based study. J. Mater. Process. Technol. 2009, 209, 1143–1150. [Google Scholar] [CrossRef]
- Chen, Y.C.; Bakavos, D.; Gholinia, A.; Prangnell, P.B. HAZ development and accelerated post-weld natural ageing in ultrasonic spot welding aluminium 6111-T4 automotive sheet. Acta Mater. 2012, 60, 2816–2828. [Google Scholar] [CrossRef]
- Panteli, A.; Robson, J.D.; Brough, I.; Prangnell, P.B. The effect of high strain rate deformation on intermetallic reaction during ultrasonic welding aluminium to magnesium. Mater. Sci. Eng. A 2012, 556, 31–42. [Google Scholar] [CrossRef]
- Shojaei Zoeram, A.; Rahmani, A.; Akbari Mousavi, S.A.A. Microstructure and properties analysis of laser-welded Ni-Ti and 316l sheets using copper interlayer. J. Manuf. Process. 2017, 26, 355–363. [Google Scholar] [CrossRef]
- Zhang, W.; Ao, S.S.; Oliveira, J.P.; Zeng, Z.; Luo, Z.; Hao, Z.Z. Effect of ultrasonic spot welding on the mechanical behaviour of NiTi shape memory alloys. Smart Mater. Struct. 2018, 27, 085020. [Google Scholar] [CrossRef]
- Panteli, A.; Robson, J.D.; Chen, Y.C.; Prangnell, P.B. The effectiveness of surface coatings on preventing interfacial reaction during ultrasonic welding of aluminum to magnesium. Metall. Mater. Trans. A 2013, 44, 5773–5781. [Google Scholar] [CrossRef]
- Xu, L.; Wang, L.; Chen, Y.C.; Robson, J.D.; Prangnell, P.B. Effect of interfacial reaction on mechanical performance of steel to aluminum dissimilar ultrasonic spot welds. Metall. Mater. Trans. A 2016, 47, 334–346. [Google Scholar] [CrossRef]



© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Ao, S.; Oliveira, J.P.; Zeng, Z.; Huang, Y.; Luo, Z. Microstructural Characterization and Mechanical Behavior of NiTi Shape Memory Alloys Ultrasonic Joints Using Cu Interlayer. Materials 2018, 11, 1830. https://doi.org/10.3390/ma11101830
Zhang W, Ao S, Oliveira JP, Zeng Z, Huang Y, Luo Z. Microstructural Characterization and Mechanical Behavior of NiTi Shape Memory Alloys Ultrasonic Joints Using Cu Interlayer. Materials. 2018; 11(10):1830. https://doi.org/10.3390/ma11101830
Chicago/Turabian StyleZhang, Wei, Sansan Ao, Joao Pedro Oliveira, Zhi Zeng, Yifei Huang, and Zhen Luo. 2018. "Microstructural Characterization and Mechanical Behavior of NiTi Shape Memory Alloys Ultrasonic Joints Using Cu Interlayer" Materials 11, no. 10: 1830. https://doi.org/10.3390/ma11101830