Comparison of Microstructure and Properties of In-Situ TiN- and WC-Reinforced NiCrBSi Composite Coatings Prepared by Plasma Spraying

Abstract
:
1. Introduction
2. Experimental Procedure
2.1. Sample Preparation
2.2. Coating Characterization
2.3. Tribological Tests
3. Results and Discussion
3.1. Microstructure Analysis
3.2. Microhardness
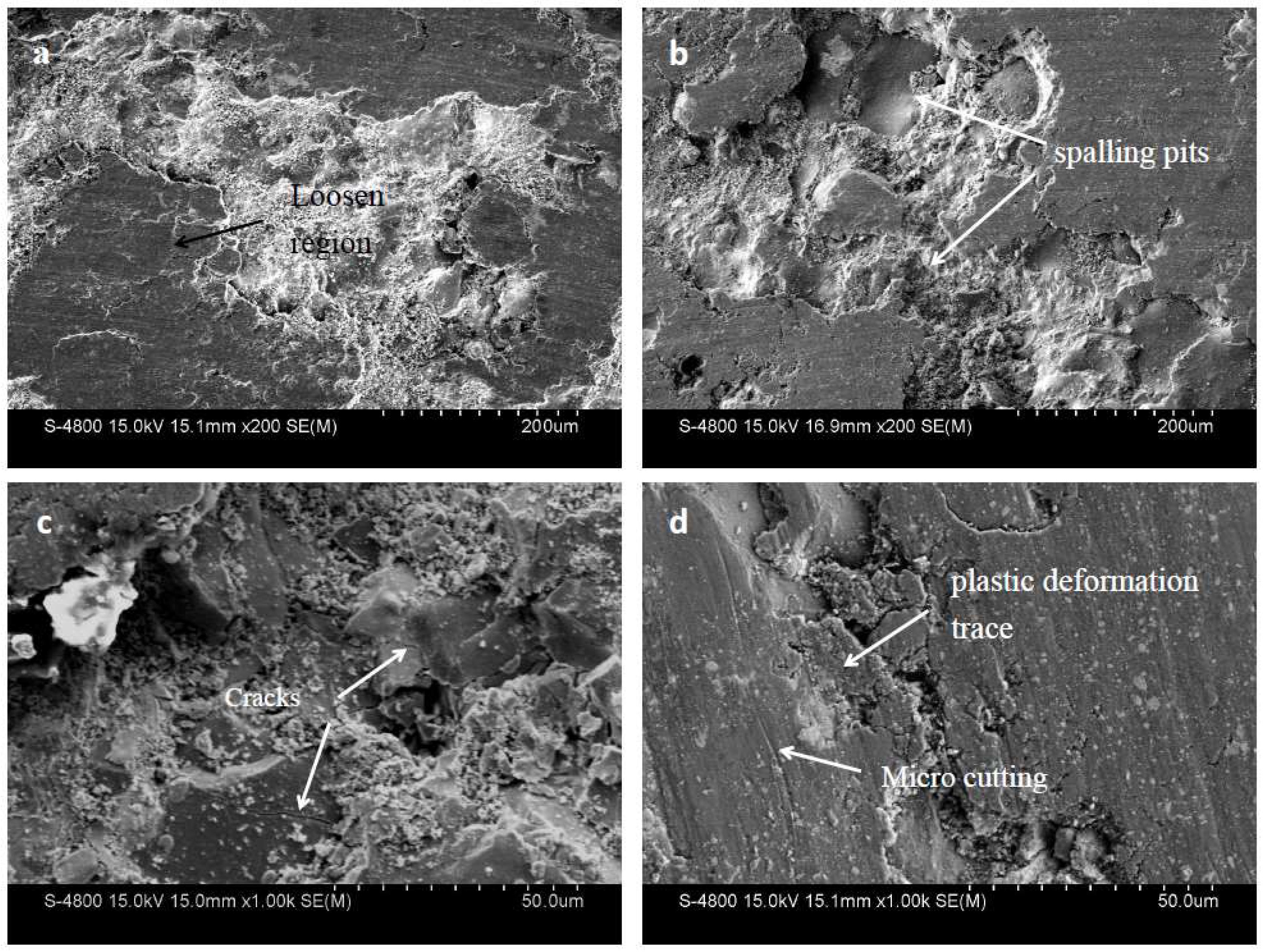
3.3. Wear Resistance
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Rätzer-Scheibe, H.J.; Schulz, U. The effects of heat treatment and gas atmosphere on the thermal conductivity of APS and EB-PVD PYSZ thermal barrier coatings. Surf. Coat. Technol. 2007, 201, 7880–7888. [Google Scholar] [CrossRef]
- Helminiak, M.A.; Yanar, N.M.; Pettit, F.S.; Taylor, T.A.; Taylor, G.H. The behavior of high-purity, low-density air plasma sprayed thermal barrier coatings. Surf. Coat. Technol. 2009, 204, 793–796. [Google Scholar] [CrossRef]
- Wang, Q.Y.; Zhang, Y.F.; Bai, S.L.; Liu, Z.D. Microstructures, mechanical properties and corrosion resistance of Hastelloy C22 coating produced by laser cladding. J. Alloys Compd. 2013, 553, 253–258. [Google Scholar] [CrossRef]
- Luo, X.; Li, J.; Li, G.J. Effect of NiCrBSi content on microstructural evolution, cracking susceptibility and wear behaviors of laser cladding WC/Ni–NiCrBSi composite coatings. J. Alloys Compd. 2015, 626, 102–111. [Google Scholar] [CrossRef]
- Zhou, S.F.; Dai, X.Q. Laser induction hybrid rapid cladding of WC particles reinforced NiCrBSi composite coatings. Appl. Surf. Sci. 2010, 256, 4708–4714. [Google Scholar] [CrossRef]
- Huang, S.; Sun, D.; Wang, W.; Xu, H. Micro-structures and properties of in situ TiC particles reinforced Ni-based composite coatings prepared by plasma spray welding. Ceram. Int. 2015, 41, 12202–12210. [Google Scholar] [CrossRef]
- Yin, B.; Liu, G.; Zhou, H.; Chen, J.; Yan, F. Sliding wear behavior of HVOF-sprayed Cr3C2–NiCr/CeO2 composite coatings at elevated temperature up to 800 °C. Tribol. Lett. 2010, 37, 463–475. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, Z.; Liang, B. Micro-structure and dry-sliding wear behavior of thermal sprayed and fused Ni-based coatings with the addition of La2O3. Tribol. Lett. 2010, 37, 141–148. [Google Scholar] [CrossRef]
- Dong, S.J.; Song, B.; Liao, H.L.; Coddet, C. Deposition of NiCrBSi coatings by atmospheric plasma spraying and dry-ice blasting: micro-structure and wear resistance. Surf. Coat. Technol. 2015, 268, 36–45. [Google Scholar] [CrossRef]
- Przybylowicz, J.; Kusinski, J. Structure of laser cladded tungsten carbide composite coatings. J. Mater. Process. Technol. 2001, 109, 154–160. [Google Scholar] [CrossRef]
- He, J.; Schoenung, J.M. A review on nanostructured WC–Co coatings. Surf. Coat. Technol. 2002, 157, 72–79. [Google Scholar] [CrossRef]
- Cho, T.Y.; Yoon, J.H.; Kim, K.S.; Song, K.O.; Joo, Y.K.; Fang, W.; Zhang, S.H.; Youn, S.J.; Chun, H.G.; Hwang, S.Y. A study on HVOF coatings of micron and nano WC–Co powders. Surf. Coat. Technol. 2008, 202, 5556–5559. [Google Scholar] [CrossRef]
- Zhang, Q.; Wang, H.D.; Xu, B.S.; Zhang, G.S. Characterization of microstructure and rolling contact fatigue performance of NiCrBSi/WC–Ni composite coatings prepared by plasma spraying. Surf. Coat. Technol. 2015, 261, 60–68. [Google Scholar] [CrossRef]
- Serres, N.; Hlawka, F.; Costil, S.; Langlade, C.; Machi, F. Microstructures and mechanical properties of metallic NiCrBSi and composite NiCrBSi–WC layers manufactured via hybrid plasma/laser process. Appl. Surf. Sci. 2011, 257, 5132–5137. [Google Scholar] [CrossRef]
- Sheppard, P.; Koiprasert, H. Effect of W dissolution in NiCrBSi–WC and NiBSi–WC arc sprayed coatings on wear behaviors. Wear 2014, 317, 194–200. [Google Scholar] [CrossRef]
- Niranatlumpong, P.; Koiprasert, H. Phase transformation of NiCrBSi–WC and NiBSi–WC arc sprayed coatings. Surf. Coat. Technol. 2011, 206, 440–445. [Google Scholar] [CrossRef]
- Zhou, D.L.; Yan, D.R.; He, J.N.; Li, X.Z.; Dong, Y.C.; Zhang, J.X. Reactive Plasma sprayed TiN coating and its thermal stability. J. Iron Steel Res. Int. 2007, 14, 71–75. [Google Scholar] [CrossRef]
- Xiao, L.; Yan, D.; He, J.; Zhu, L.; Dong, Y.; Zhang, J.; Li, X. Nanostructured TiN coating prepared by reactive plasma spraying in atmosphere. Appl. Surf. Sci. 2007, 253, 7535–7539. [Google Scholar] [CrossRef]
- Song, C.; Liu, M.; Deng, Z.Q.; Niu, S.P.; Deng, C.M.; Liao, H.L. A novel method for in-situ synthesized TiN coatings by plasma spray-physical vapor deposition. Mater. Lett. 2018, 217, 127–130. [Google Scholar] [CrossRef]
- Chen, H.; Peng, F.; Mao, H.; Shen, G.; Liermann, H.P.; Li, Z.; Shu, J. Strength and elastic moduli of TiN from radial x-ray diffraction under nonhydrostatic compression up to 45 GPa. J. Appl. Phys. 2010, 107, 113503–113505. [Google Scholar] [CrossRef]
- Feng, W.R.; Yan, D.R.; He, J.N.; Zhang, G.L.; Chen, G.L.; Gu, W.C.; Yang, S.Z. Microhardness and toughness of the TiN coating prepared by reactive plasma spraying. Appl. Surf. Sci. 2005, 243, 204–213. [Google Scholar] [CrossRef]
- Yang, J.; Miao, X.; Wang, X.; Yang, F. Influence of Mn additions on the microstructure and magnetic properties of FeNiCr/60%WC composite coatings produced by laser cladding. Int. J. Refract. Met. Hard Mater. 2014, 46, 58–64. [Google Scholar] [CrossRef]
- Li, G.R.; Yang, G.J.; Li, C.X.; Li, C.J. Force transmission and its effect on structural changes in plasma-sprayed lamellar ceramic coatings. J. Eur. Ceram. Soc. 2017, 37, 2877–2888. [Google Scholar] [CrossRef]
- Chen, J.B.; Dong, Y.C.; Wan, L.N.; Yang, Y.; Chu, Z.H.; Zhang, J.X.; He, J.; Li, D.Y. Effect of induction remelting on the microstructure and properties of in situ TiN-reinforced NiCrBSi composite coatings. Surf. Coat. Technol. 2018, 340, 159–166. [Google Scholar] [CrossRef]
- Herman, H. Plasma sprayed coatings. Sci. Am. 1988, 259, 112–117. [Google Scholar] [CrossRef]
- Ortiz, A.; García, A.; Cadenas, M.; Cuetos, J.M. WC particles distribution model in the cross-section of laser cladded NiCrBSi + WC coatings, for different wt.% WC. Surf. Coat. Technol. 2017, 324, 298–306. [Google Scholar] [CrossRef]
- Halas, S. 100 years of work function. Mater. Sci. 2006, 24, 951–966. [Google Scholar]
- Lu, H.; Hua, G.; Li, D. Dependence of the mechanical behavior of alloys on their electron work function—An alternative parameter for materials design. Appl. Phys. Lett. 2013, 103, 261902. [Google Scholar] [CrossRef]
- Zhao, X.B.; Yan, D.R.; Li, S.; Lu, C. The effect of heat treatment on the electrochemical corrosion behavior of reactive plasma-sprayed TiN coatings. Appl. Surf. Sci. 2011, 257, 10078–10083. [Google Scholar] [CrossRef]
- Yin, Z.; Tao, S.; Zhou, X.; Ding, C. Particle in-flight behavior and its influence on the microstructure and mechanical properties of plasma-sprayed Al2O3 coatings. J. Eur. Ceram. Soc. 2008, 28, 1143–1148. [Google Scholar] [CrossRef]
- Neupane, R.; Farhat, Z. Wear mechanisms of nitinol under reciprocating sliding contact. Wear 2014, 315, 25–30. [Google Scholar] [CrossRef]
- Zhou, S.; Wu, C.; Zhang, T.; Zhang, Z. Carbon nanotube- and Fep-reinforced coppermatrix composites by laser induction hybrid rapid cladding. Scr. Mater. 2014, 76, 25–28. [Google Scholar] [CrossRef]
- Zhou, S.F.; Lei, J.B.; Dai, X.Q.; Guo, J.B.; Gu, Z.J.; Pan, H.B. A comparative study of the structure and wear resistance of NiCrBSi/50 wt.% WC composite coatings by laser cladding and laser induction hybrid cladding. Int. J. Refract. Met. Hard Mater. 2016, 60, 17–27. [Google Scholar] [CrossRef]
- Fernández, M.R.; García, A.; Cuetos, J.M.; González, R.; Cadenas, M. Effect of actual WC content on the reciprocating wear of a laser cladding NiCrBSi alloy reinforced with WC. Wear 2015, 324, 80–89. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | B | Si | Fe | C |
|---|---|---|---|---|---|---|
| wt.% | Bal. | 19.0–21.0 | 3.3–4.2 | 3.3–4.2 | 14.0–16.0 | 0.5–0.7 |
| Coating | Point | Ni | Cr | Si | Fe | Ti | N | W | C |
|---|---|---|---|---|---|---|---|---|---|
| NTC | A | 69.45 ± 0.73 | 17.7 ± 1.35 | 0.83 ± 0.05 | 11.2 ± 1.39 | ||||
| NTC | B | 63.75 ± 2.79 | 37.35 ± 1.98 | ||||||
| NWC | C | 66.07 ± 1.75 | 18.2 ± 1.56 | 3.47 ± 0.09 | 12.22 ± 1.4 | ||||
| NWC | D | 61.62 ± 3.87 | 38.38 ± 3.87 |
| Samples | Wear Width (mm) | Wear Depth (μm) | Wear Volume (mm3) |
|---|---|---|---|
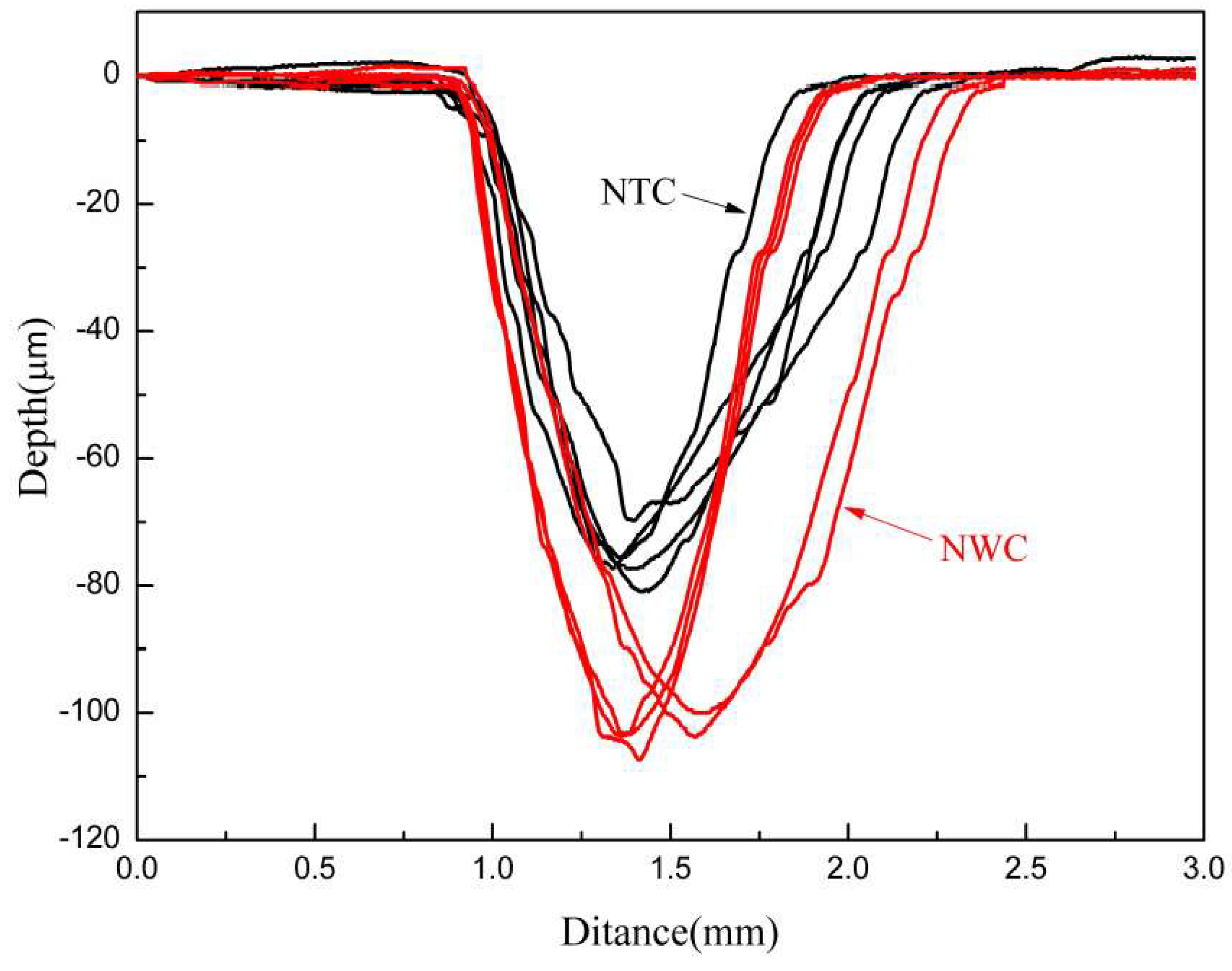
| NTC | 1.0985 | 66.88 | 0.8118 |
| NWC | 1.2871 | 99.115 | 1.4772 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, L.; Wang, J.; Deng, X.; Dong, Y.; Yang, Y.; Li, D. Comparison of Microstructure and Properties of In-Situ TiN- and WC-Reinforced NiCrBSi Composite Coatings Prepared by Plasma Spraying. Materials 2018, 11, 2182. https://doi.org/10.3390/ma11112182
Zhu L, Wang J, Deng X, Dong Y, Yang Y, Li D. Comparison of Microstructure and Properties of In-Situ TiN- and WC-Reinforced NiCrBSi Composite Coatings Prepared by Plasma Spraying. Materials. 2018; 11(11):2182. https://doi.org/10.3390/ma11112182
Chicago/Turabian StyleZhu, Linlin, Jing Wang, Xianqiang Deng, Yanchun Dong, Yong Yang, and Dongyang Li. 2018. "Comparison of Microstructure and Properties of In-Situ TiN- and WC-Reinforced NiCrBSi Composite Coatings Prepared by Plasma Spraying" Materials 11, no. 11: 2182. https://doi.org/10.3390/ma11112182