Improved Formability of Mg-AZ80 Alloy under a High Strain Rate in Expanding-Ring Experiments


Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and Test Specimens
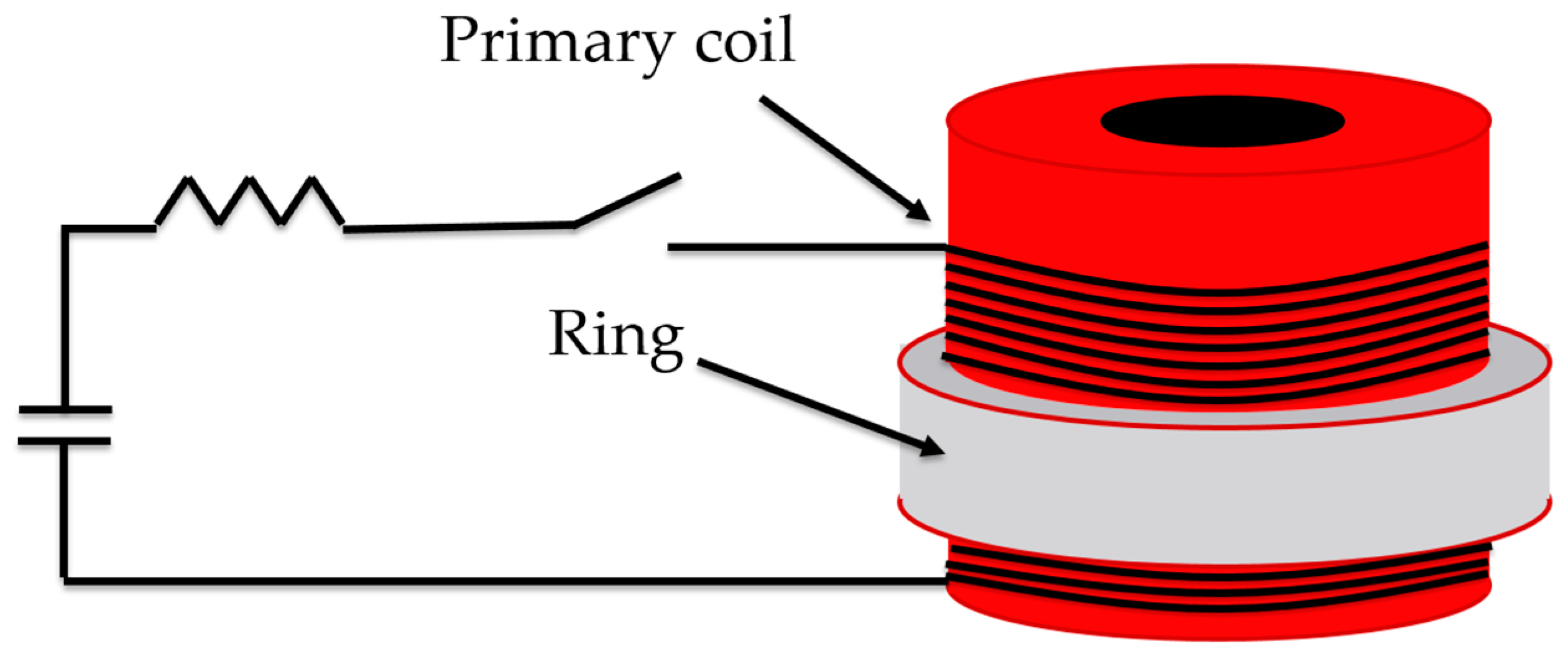
2.2. Electromagnetic Forming (EMF) System and Analysis
2.3. Sample Preparation
2.4. Crystallographic Characterization Protocols
3. Results and Discussion
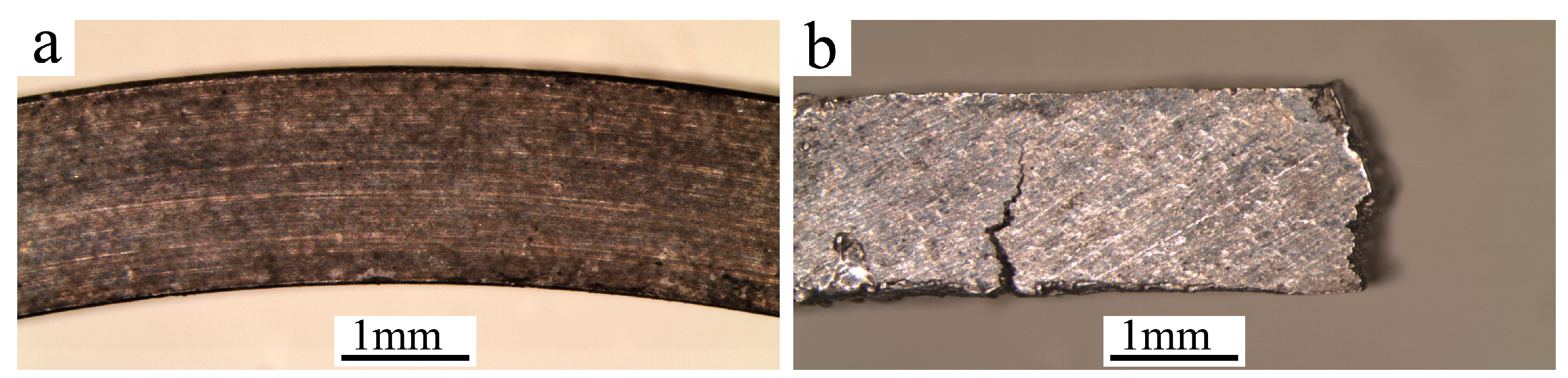
3.1. Macroscopic Evaluation
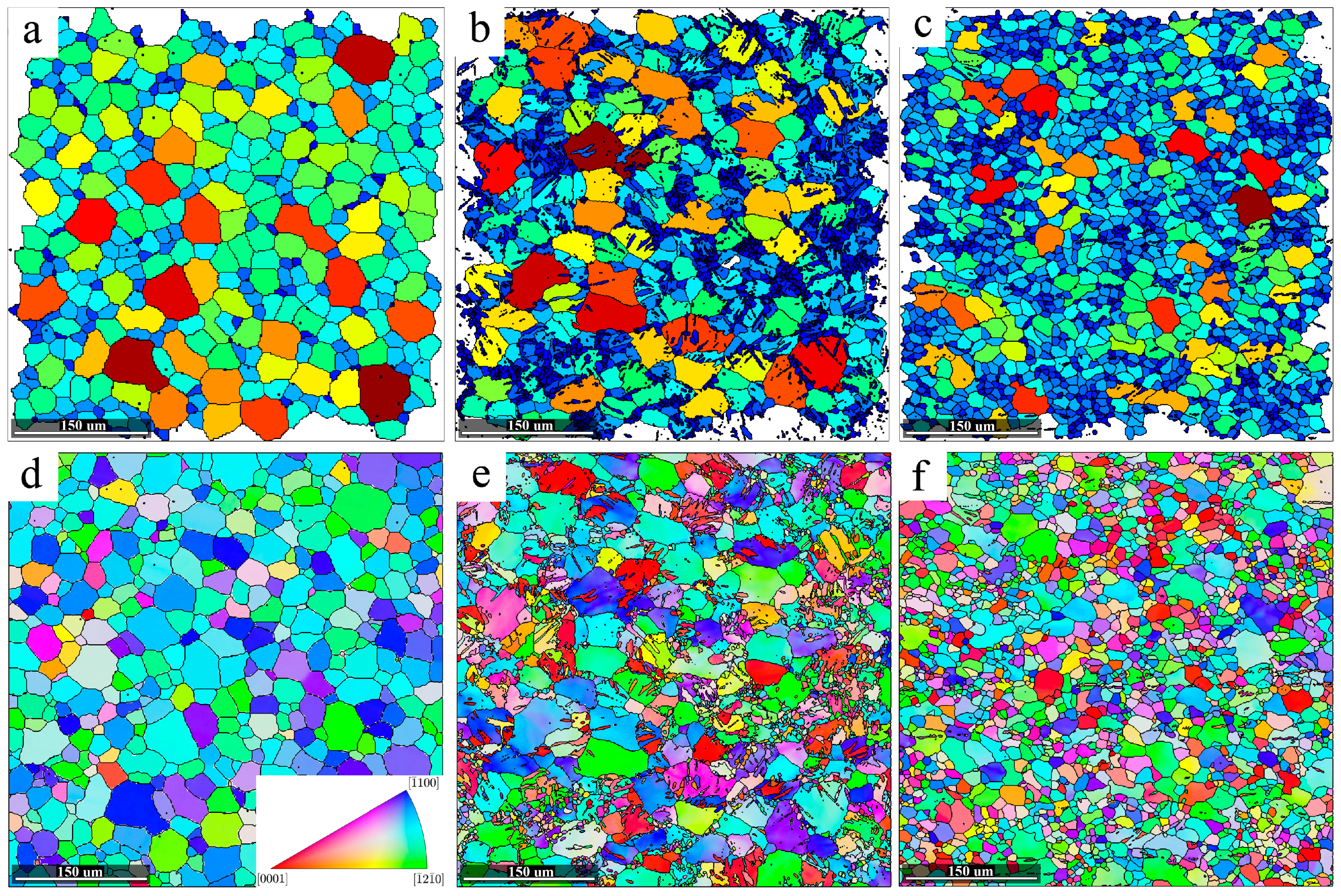
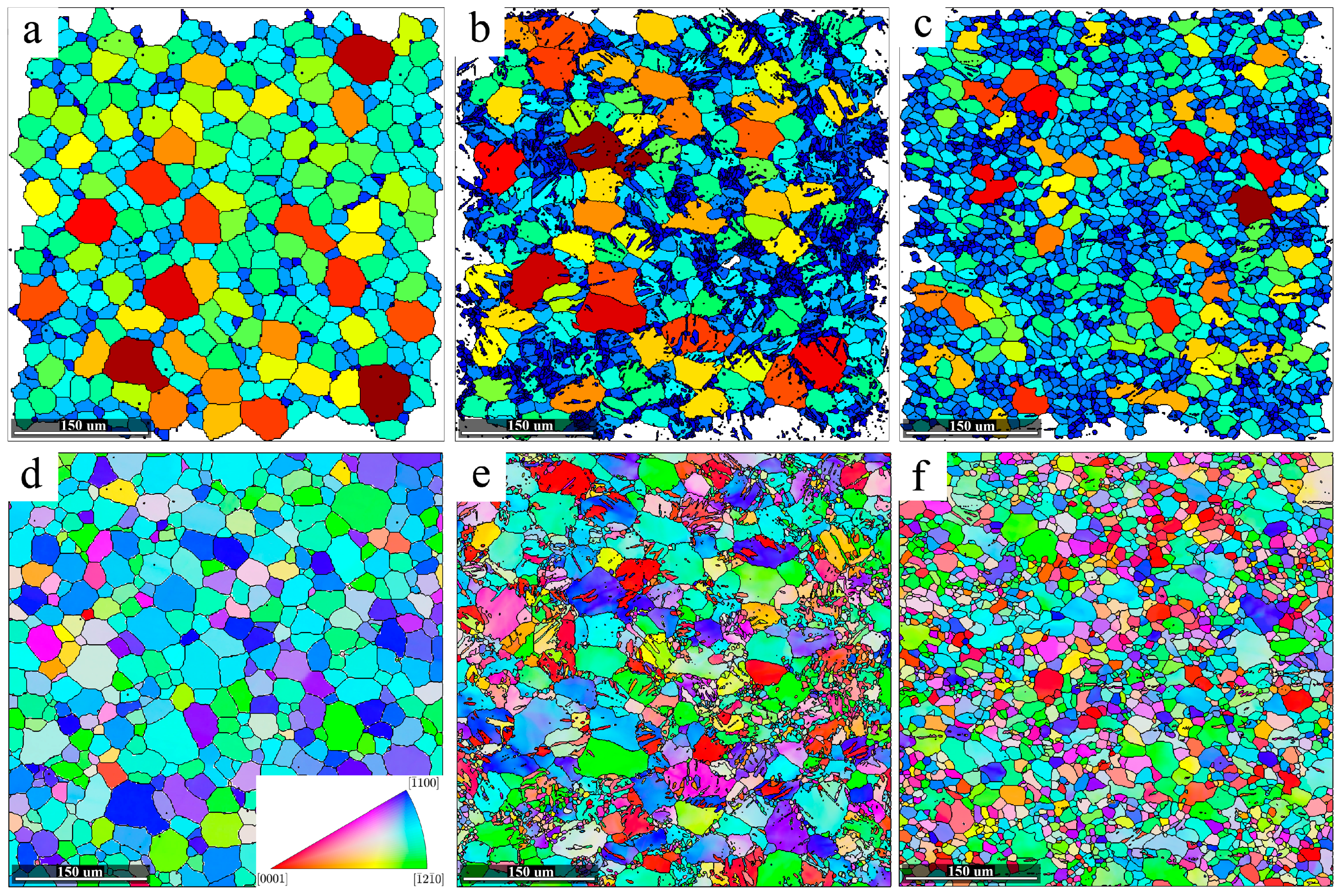
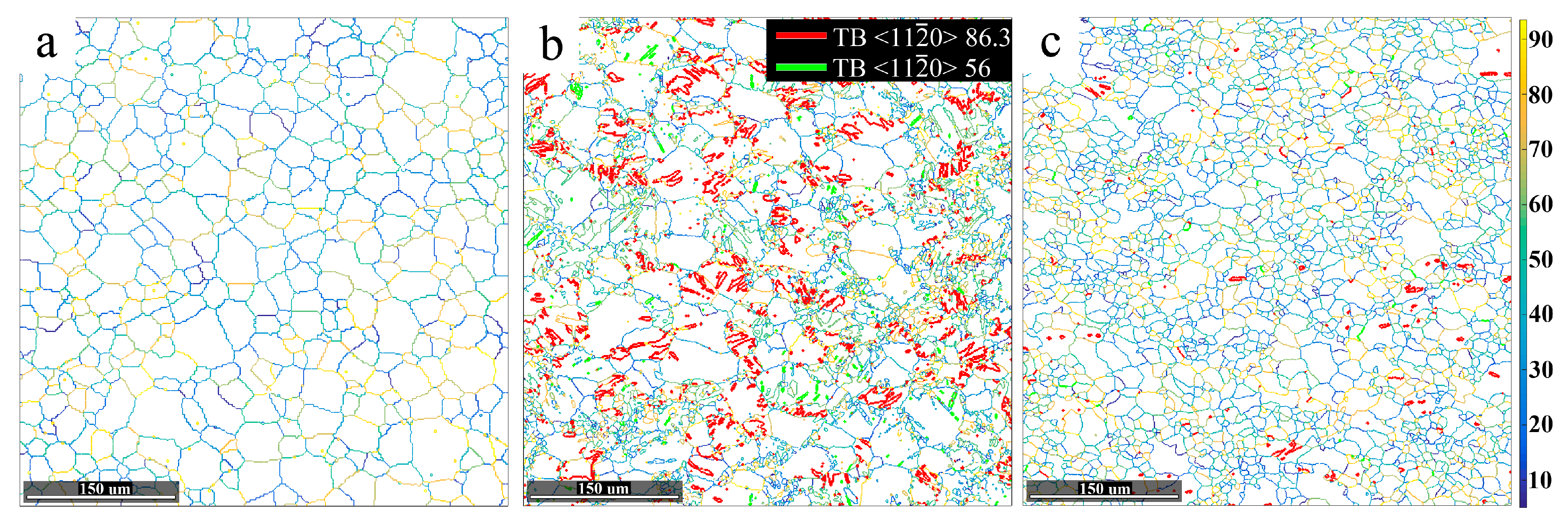
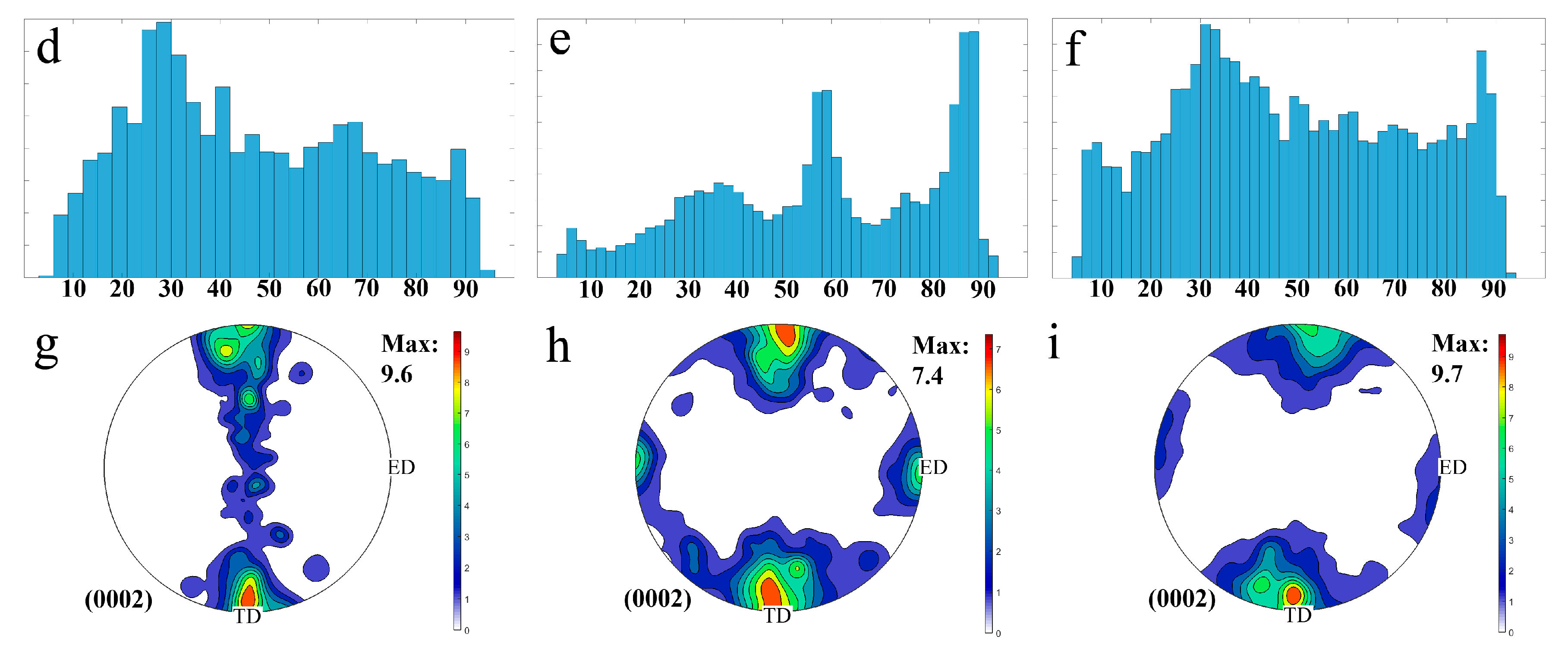
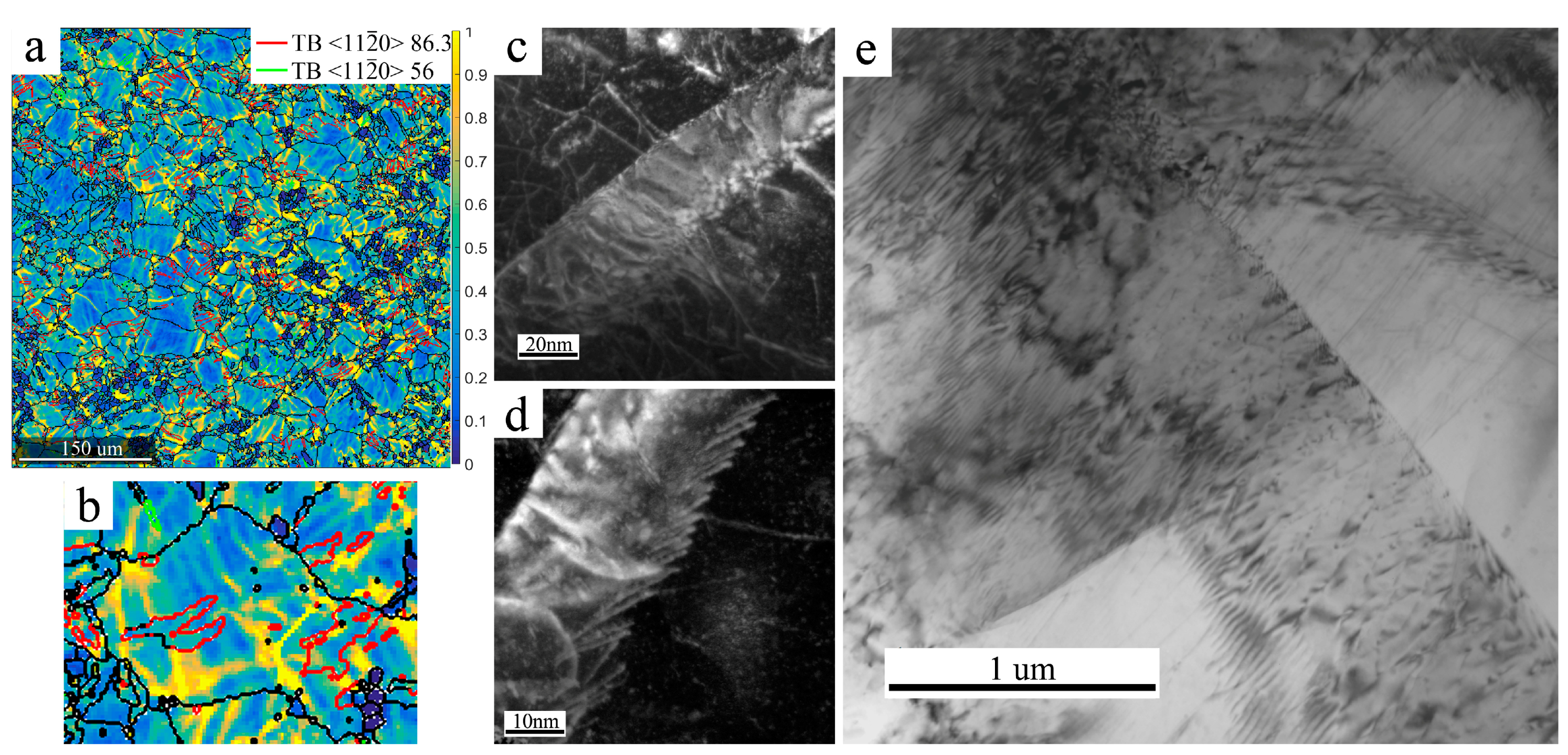
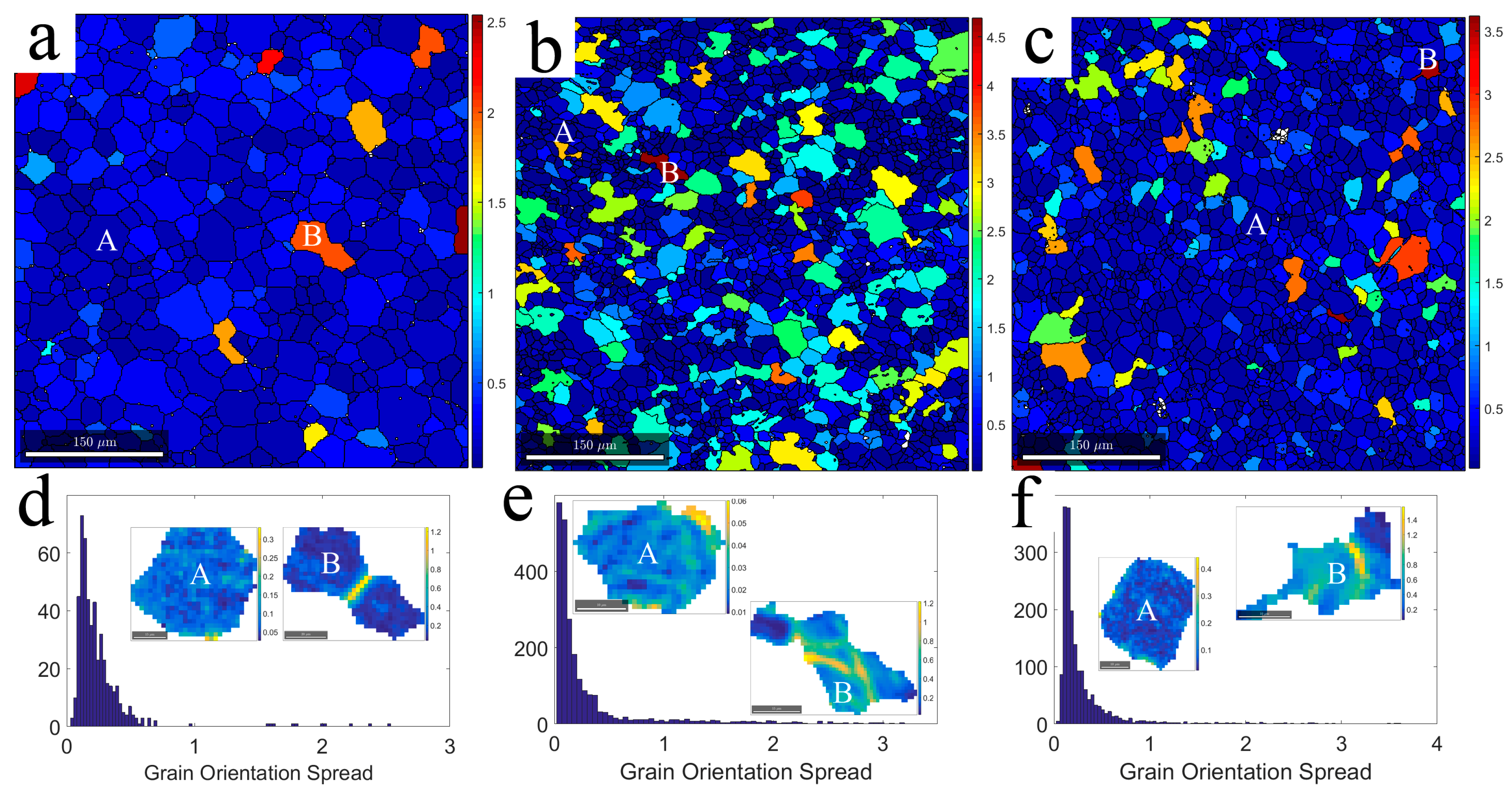
3.2. Microscopic Characterization and Texture Analysis
3.3. A Proposal for a Modified Forming Technique
4. Summary
Author Contributions
Conflicts of Interest
References
- Ulacia, I.; Dudamell, N.V.; Gálvez, F.; Yi, S.; Pérez-Prado, M.T.; Hurtado, I. Mechanical behavior and microstructural evolution of a Mg AZ31 sheet at dynamic strain rates. Acta Mater. 2010, 58, 2988–2998. [Google Scholar] [CrossRef]
- Al-Samman, T.; Li, X.; Chowdhury, S.G. Orientation dependent slip and twinning during compression and tension of strongly textured magnesium AZ31 alloy. Mater. Sci. Eng. A 2010, 527, 3450–3463. [Google Scholar] [CrossRef]
- Mordike, B.L.; Ebert, T. Magnesium: Properties—applications—potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Chin, G.Y.; Mammel, W.L. Competition among basal, prism, and pyramidal slip modes in HCP metals. Metall. Mater. Trans. B 1970, 1, 357–361. [Google Scholar] [CrossRef]
- Wang, Y.N.; Huang, J.C. Texture analysis in hexagonal materials. Mater. Chem. Phys. 2003, 81, 11–26. [Google Scholar] [CrossRef]
- Britton, T.B.; Dunne, F.P.E.; Wilkinson, A.J. On the mechanistic basis of deformation at the icroscale in hexagonal close-packed metals. Proc. R. Soc. A 2015, 471, 20140881. [Google Scholar] [CrossRef]
- Boehlert, C.J.; Chen, Z.; Gutiérrez-Urrutia, I.; Llorca, J.; Pérez-Prado, M.T. In situ analysis of the tensile and tensile-creep deformation mechanisms in rolled AZ31. Acta Mater. 2012, 60, 1889–1904. [Google Scholar] [CrossRef]
- Barnett, M.R. A taylor model based description of the proof stress of magnesium AZ31 during hot working. Metall. Mater. Trans. A 2003, 34, 1799–1806. [Google Scholar] [CrossRef]
- Agnew, S.R.; Yoo, M.H.; Tome, C.N. Application of texture simulation to understanding mechanical behavior of Mg and solid solution alloys containing Li or Y. Acta Mater. 2001, 49, 4277–4289. [Google Scholar] [CrossRef]
- Agnew, S.R.; Duygulu, Ö. Plastic anisotropy and the role of non-basal slip in magnesium alloy AZ31B. Int. J. Plast. 2005, 21, 1161–1193. [Google Scholar] [CrossRef]
- Sarker, D.; Friedman, J.; Chen, D.L. Twin growth and texture evolution in an extruded AM30 magnesium alloy during compression. J. Mater. Sci. Technol. 2014, 30, 884–887. [Google Scholar] [CrossRef]
- Sarker, D.; Friedman, J.; Chen, D.L. De-twinning and texture change in an extruded AM30 magnesium alloy during compression along normal direction. J. Mater. Sci. Technol. 2015, 31, 264–268. [Google Scholar] [CrossRef]
- Christian, J.W.; Mahajan, S. Deformation twinning. Prog. Mater. Sci. 1995, 39, 1–157. [Google Scholar] [CrossRef]
- Keshavarz, Z.; Barnett, M.R. EBSD analysis of deformation modes in Mg-3Al-1Zn. Scr. Mater. 2006, 55, 915–918. [Google Scholar] [CrossRef]
- Cizek, P.; Barnett, M.R. Characteristics of the contraction twins formed close to the fracture surface in Mg-3Al-1Zn alloy deformed in tension. Scr. Mater. 2008, 59, 959–962. [Google Scholar] [CrossRef]
- Barnett, M.R. Twinning and the ductility of magnesium alloys Part I: “Tension” twins. Mater. Sci. Eng. A 2007, 464, 1–7. [Google Scholar] [CrossRef]
- Barnett, M.R. Twinning and the ductility of magnesium alloys Part II. “Contraction” twins. Mater. Sci. Eng. A 2007, 464, 8–16. [Google Scholar] [CrossRef]
- Jiang, L.; Jonas, J.J.; Mishra, R.K.; Luo, A.A.; Sachdev, A.K.; Godet, S. Twinning and texture development in two Mg alloys subjected to loading along three different strain paths. Acta Mater. 2007, 55, 3899–3910. [Google Scholar] [CrossRef]
- Al-Samman, T.; Molodov, K.D.; Molodov, D.A.; Gottstein, G.; Suwas, S. Softening and dynamic recrystallization in magnesium single crystals during c-axis compression. Acta Mater. 2012, 60, 537–545. [Google Scholar] [CrossRef]
- Kaschner, G.C.; Tome, C.N.; Beyerlein, I.J.; Vogel, S.C.; Brown, D.W.; McCabe, R.J. Role of twinning in the hardening response of zirconium during temperature reloads. Acta Mater. 2006, 54, 2887–2896. [Google Scholar] [CrossRef]
- Mahajan, S.; Williams, D.F. Deformation twinning in metals and alloys. Int. Metall. Rev. 1973, 18, 43–61. [Google Scholar]
- Khan, A.S.; Pandey, A.; Herold, T.G.; Mishra, R.K. Mechanical response and texture evolution of AZ31 alloy at large strains for different strain rates and temperatures. Int. J. Plast. 2011, 27, 688–706. [Google Scholar] [CrossRef]
- Kleiner, M.; Beerwald, C.; Homberg, W. Analysis of process parameters and forming mechanisms within the electromagnetic forming process. CIRP Ann. Manuf. Technol. 2005, 54, 225–228. [Google Scholar] [CrossRef]
- Altynova, M.M.; Hu, X.; Daehn, G.S. Increased ductility in high velocity electromagnetic ring expansion. Metall. Mater. Trans. 1996, 27, 1837–1844. [Google Scholar] [CrossRef]
- Hu, X.; Daehn, G.S. Effect of velocity on flow localization in tension. Acta Mater. 1996, 44, 1021–1033. [Google Scholar] [CrossRef]
- Tamhane, A.A.; Altynova, M.M.; Daehn, G.S. Effect sample size on ductility in electromagnetic ring expansion. Scr. Mater. 1996, 34, 1345–1350. [Google Scholar] [CrossRef]
- Gourdin, W.H.; Lassila, D.H. Flow stress of OFE copper at strain rates from 10−3 to 104 s−1: Grain-size effects and comparison to the mechanical threshold stress model. Acta Metall. Mater. 1991, 39, 2337–2348. [Google Scholar] [CrossRef]
- Kahana, E.; Ben-Artzy, A.; Sadot, O.; Shneck, R.Z. Microstructural evolution of AZ31 magnesium alloy after high strain rate expanding rings tests. Mater. Sci. Eng. A 2015, 641, 274–280. [Google Scholar] [CrossRef]
- Grady, D.E.; Benson, D.A. Fragmentation of metal rings by electromagnetic loading. Exp. Mech. 1983, 23, 393–400. [Google Scholar] [CrossRef]
- Gourdin, W.H. Analysis and assessment of electromagnetic ring expansion as a high-strain-rate test. J. Appl. Phys. 1988, 65, 411–422. [Google Scholar] [CrossRef]
- Ram, O.; Sadot, O. Implementation of exploding wires technique to study blast-wave- Structure interaction. Exp. Fluids 2012, 53, 1335–1345. [Google Scholar] [CrossRef]
- Bachmann, F.; Hielscher, R.; Schaeben, H. Texture analysis with MTEX - Free and open source software toolbox. Solid State Phenom. 2010, 160, 63–68. [Google Scholar] [CrossRef]
- Humphreys, F.J. Reconstruction of grains and subgrains from electron backscatter diffraction maps. J. Microsc. 2004, 213, 247–256. [Google Scholar] [CrossRef] [PubMed]
- Song, B.; Xin, R.; Chen, G.; Zhang, X.; Liu, Q. Improving tensile and compressive properties of magnesium alloy plates by pre-cold rolling. Scr. Mater. 2012, 66, 1061–1064. [Google Scholar] [CrossRef]
- Yoshinaga, H.; Horiuchi, R. On the nonbasal slip in magnesium crystals. Trans. JIM 1963, 5, 14–21. [Google Scholar] [CrossRef]
- Rollett, A.D.; Alvi, M.; Brahme, A.; Fridy, J.; Weiland, H.; Suni, J.; Cheong, S. Texture-dependent recrystallization in aluminium 1050. Mater. Forum 2004, 28, 1173–1178. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Grain Boundary Misorientation in [%] | Area Fraction of Twins in [%] | ||
|---|---|---|---|---|
| Low-Angle Grain Boundaries (LAGBs) | High-Angle Grain Boundaries (HAGBs) | <11–20> 86.3° | <11–20> 56° | |
| Initial State | 35 | 65 | <0.5 | <0.5 |
| As-Quenched | 77 | 23 | 14.5 | 2 |
| Air-Cooled | 37 | 63 | 4 | <0.5 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samuha, S.; Kahana, E.; Sadot, O.; Shneck, R.Z. Improved Formability of Mg-AZ80 Alloy under a High Strain Rate in Expanding-Ring Experiments. Materials 2018, 11, 329. https://doi.org/10.3390/ma11020329
Samuha S, Kahana E, Sadot O, Shneck RZ. Improved Formability of Mg-AZ80 Alloy under a High Strain Rate in Expanding-Ring Experiments. Materials. 2018; 11(2):329. https://doi.org/10.3390/ma11020329
Chicago/Turabian StyleSamuha, Shmuel, Eyal Kahana, Oren Sadot, and Roni Z. Shneck. 2018. "Improved Formability of Mg-AZ80 Alloy under a High Strain Rate in Expanding-Ring Experiments" Materials 11, no. 2: 329. https://doi.org/10.3390/ma11020329
APA StyleSamuha, S., Kahana, E., Sadot, O., & Shneck, R. Z. (2018). Improved Formability of Mg-AZ80 Alloy under a High Strain Rate in Expanding-Ring Experiments. Materials, 11(2), 329. https://doi.org/10.3390/ma11020329