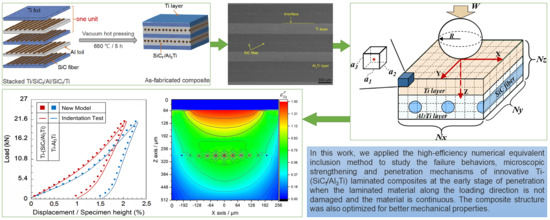
Elasto-Plastic Mechanical Properties and Failure Mechanism of Innovative Ti-(SiCf/Al3Ti) Laminated Composites for Sphere-Plane Contact at the Early Stage of Penetration Process

Abstract
:
1. Introduction
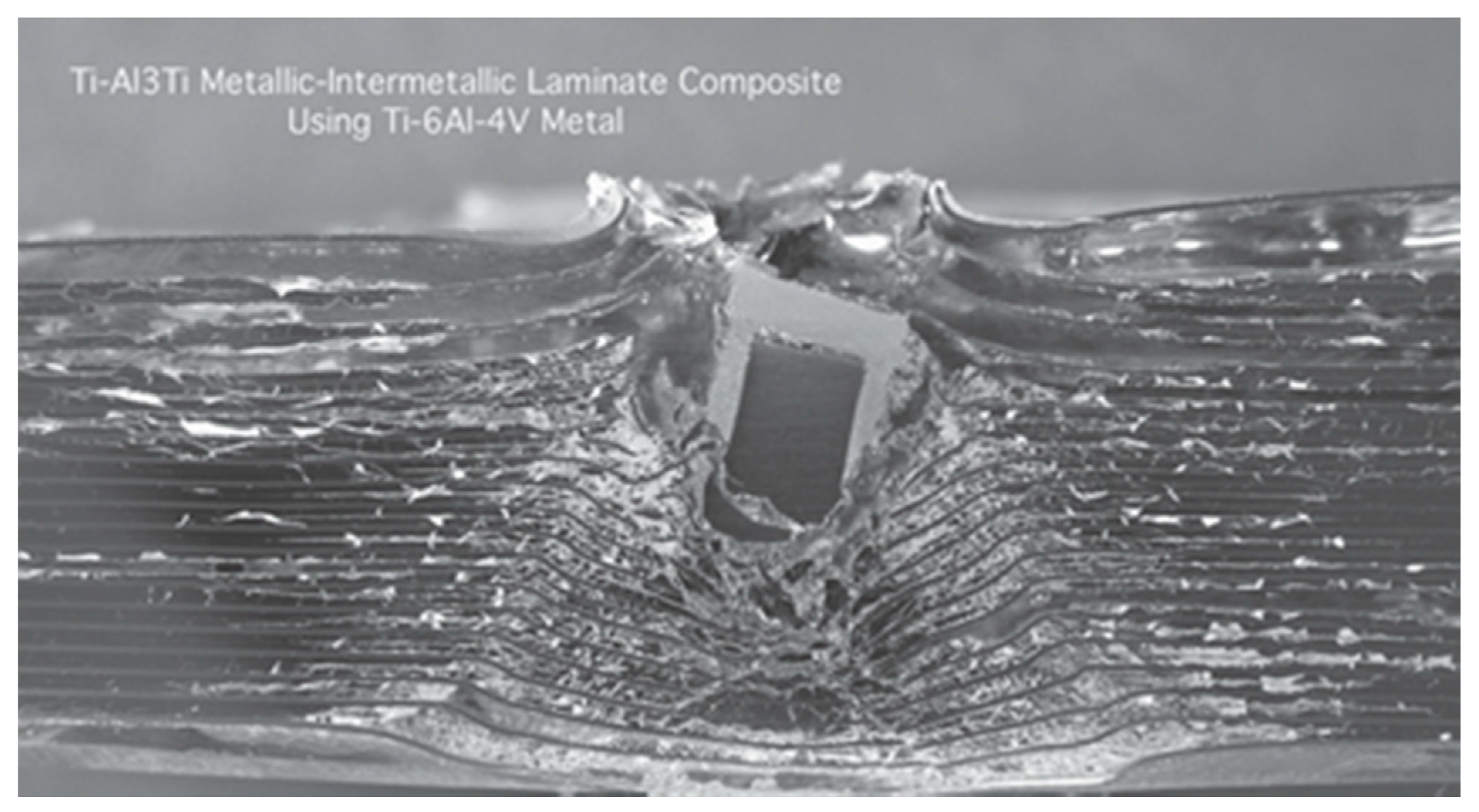
1.1. Development of Metal-Intermetallic-Laminated Composite
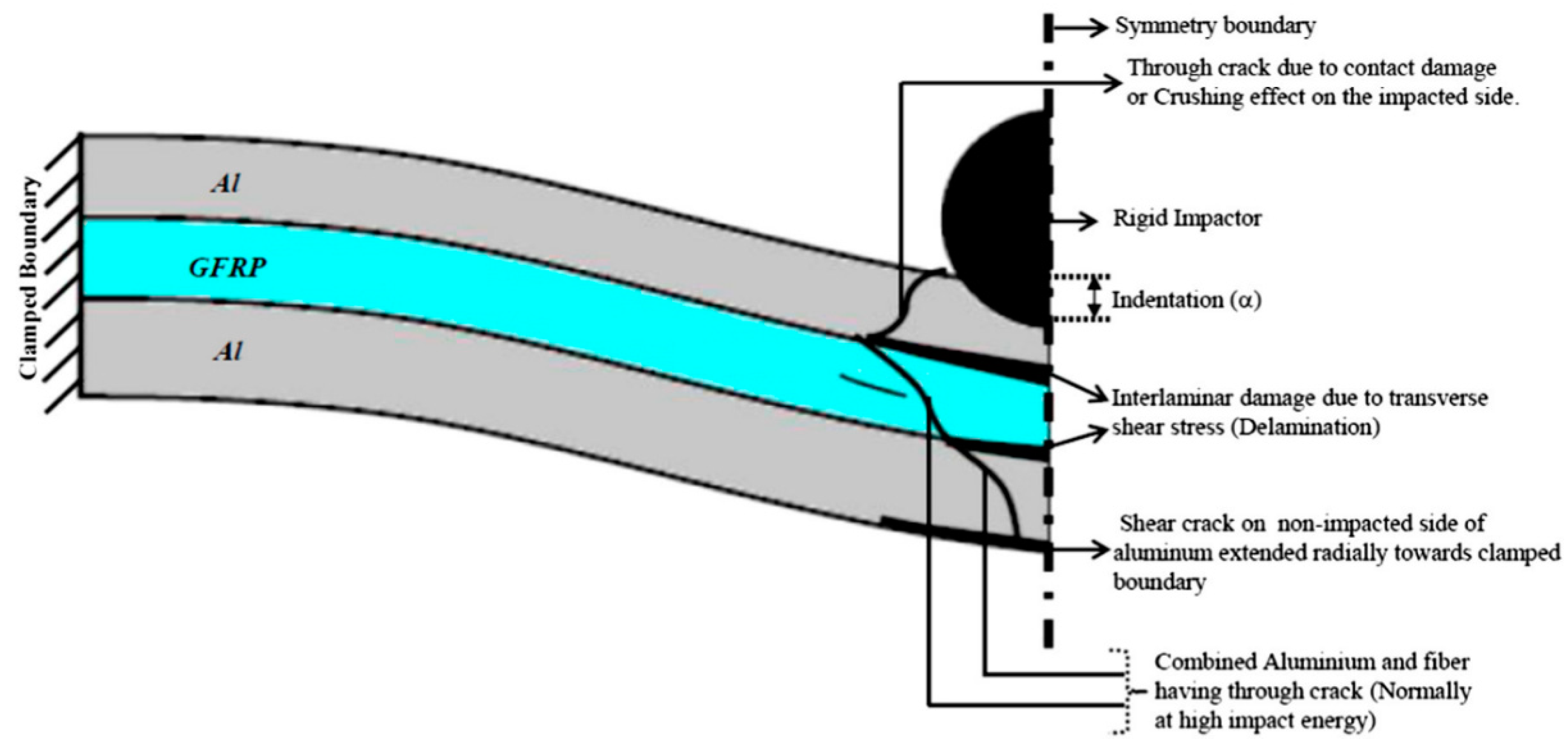
1.2. Research Methodology of Protective Performance of Laminated Composite
1.3. Previous Works on Elastic-Plastic Mechanical Property and Failure Mechanism of the CCFR-MIL Composite
1.4. Development and Advantages of Semi-Analytical Model with Numerical Equivalent Inclusion Method
1.5. Research Focus
2. Experimental Procedure
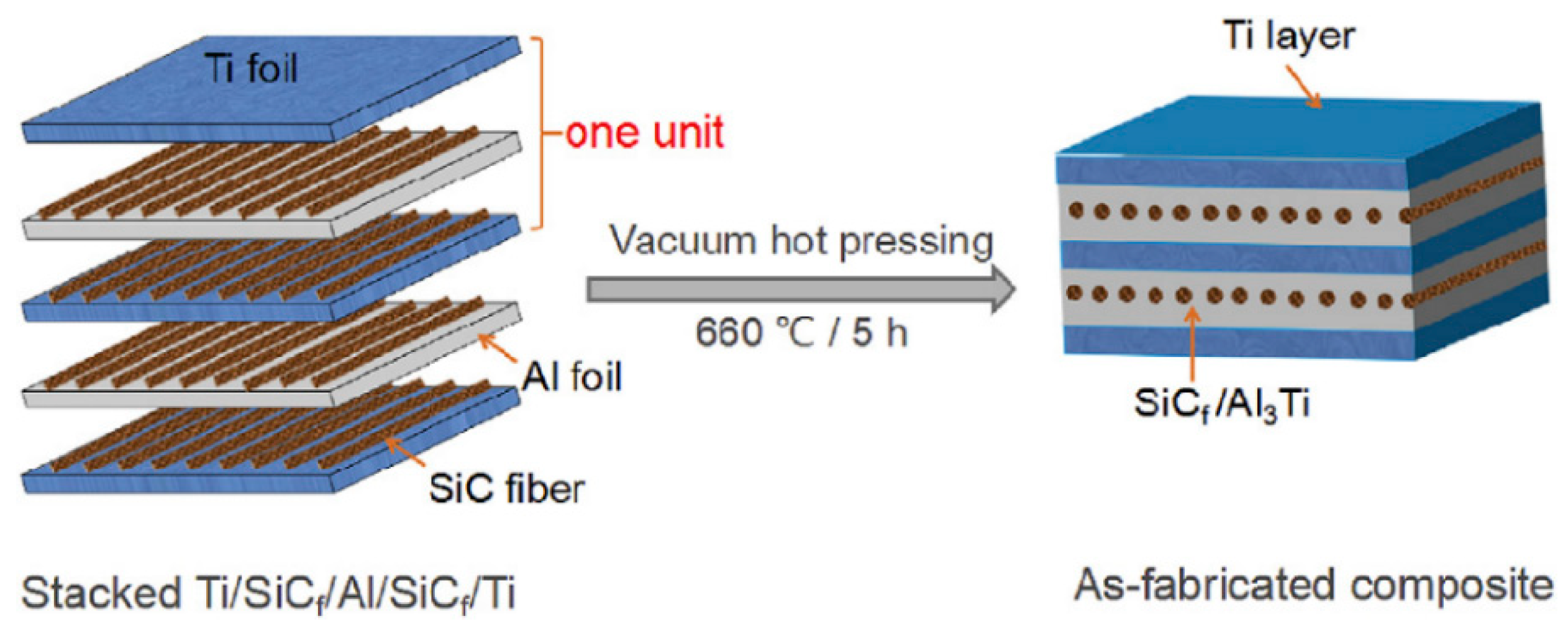
2.1. Materials Preparation
2.2. Microstructural Characterization
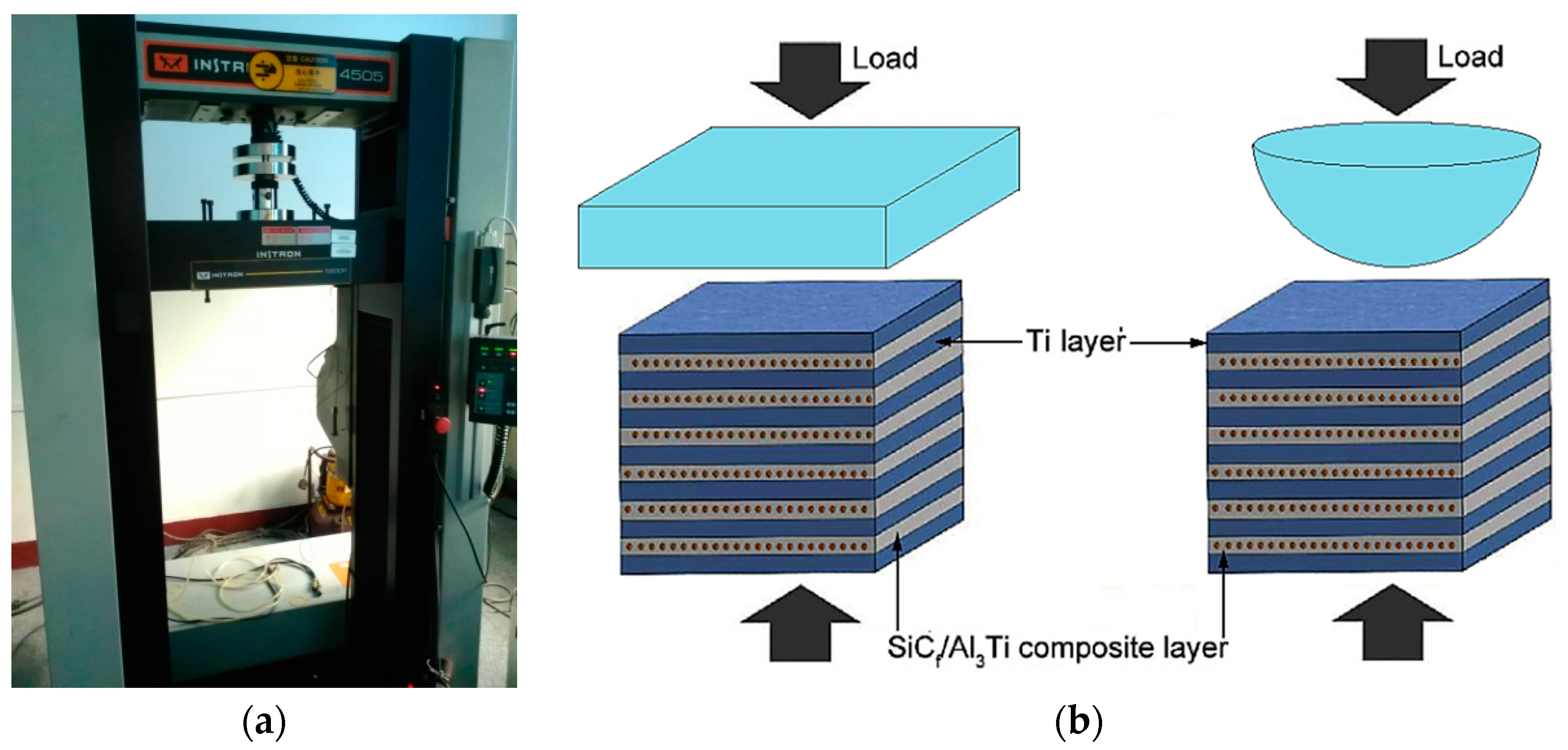
2.3. Mechanical Testing Methods
3. Elasto-Plastic Contact of Inhomogeneous Materials in a SAM Model with NEIM
3.1. Coupling Relationship of Elasticity-Plasticity-Inhomogeneity in Contact Problem
3.1.1. Consistency Condition of Inhomogeneous-Inclusion
3.1.2. Plastic Strain Calculation
3.2. Solving Method of Elasto-Plastic Contact Model for Inhomogeneous Material
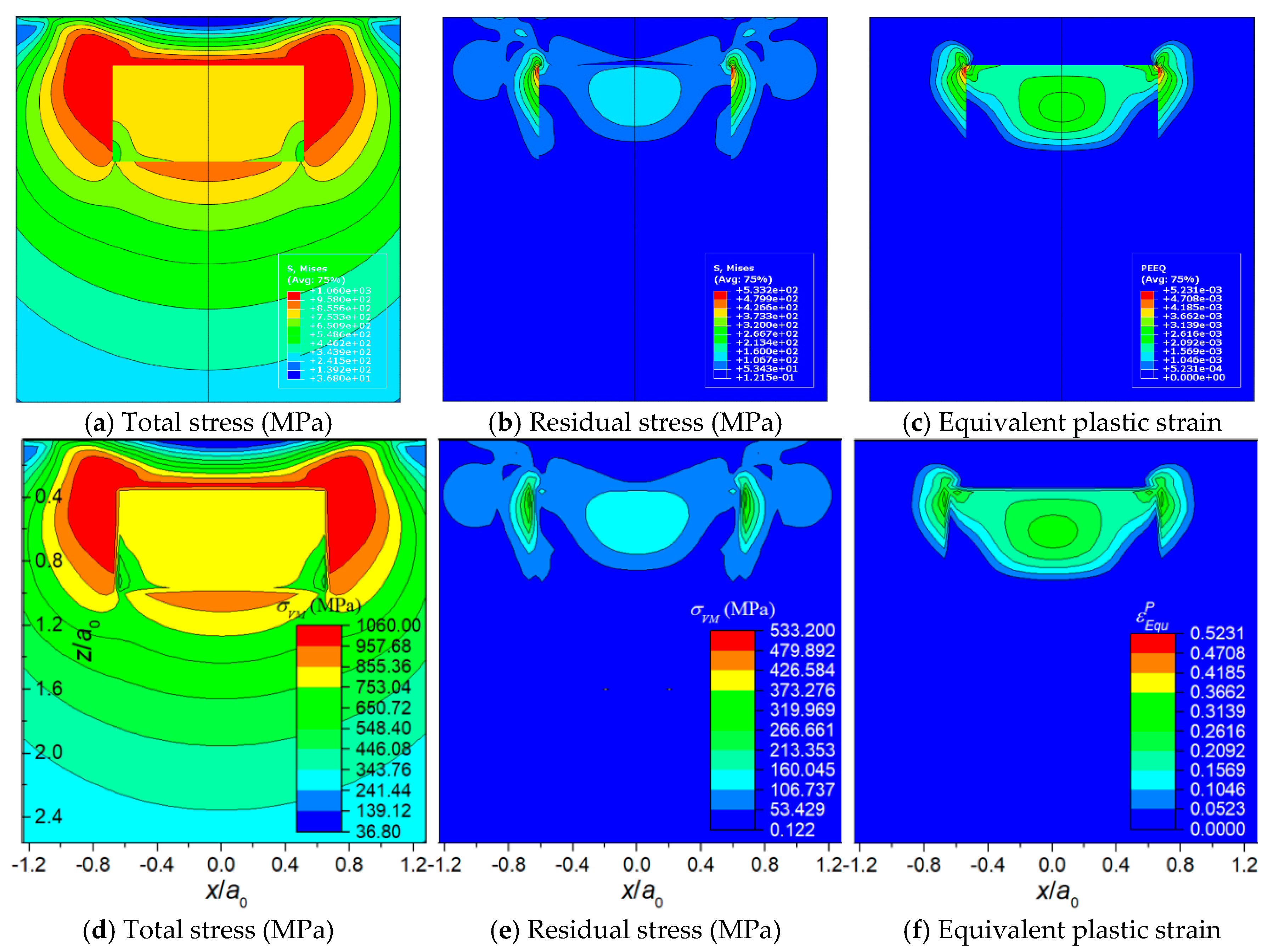
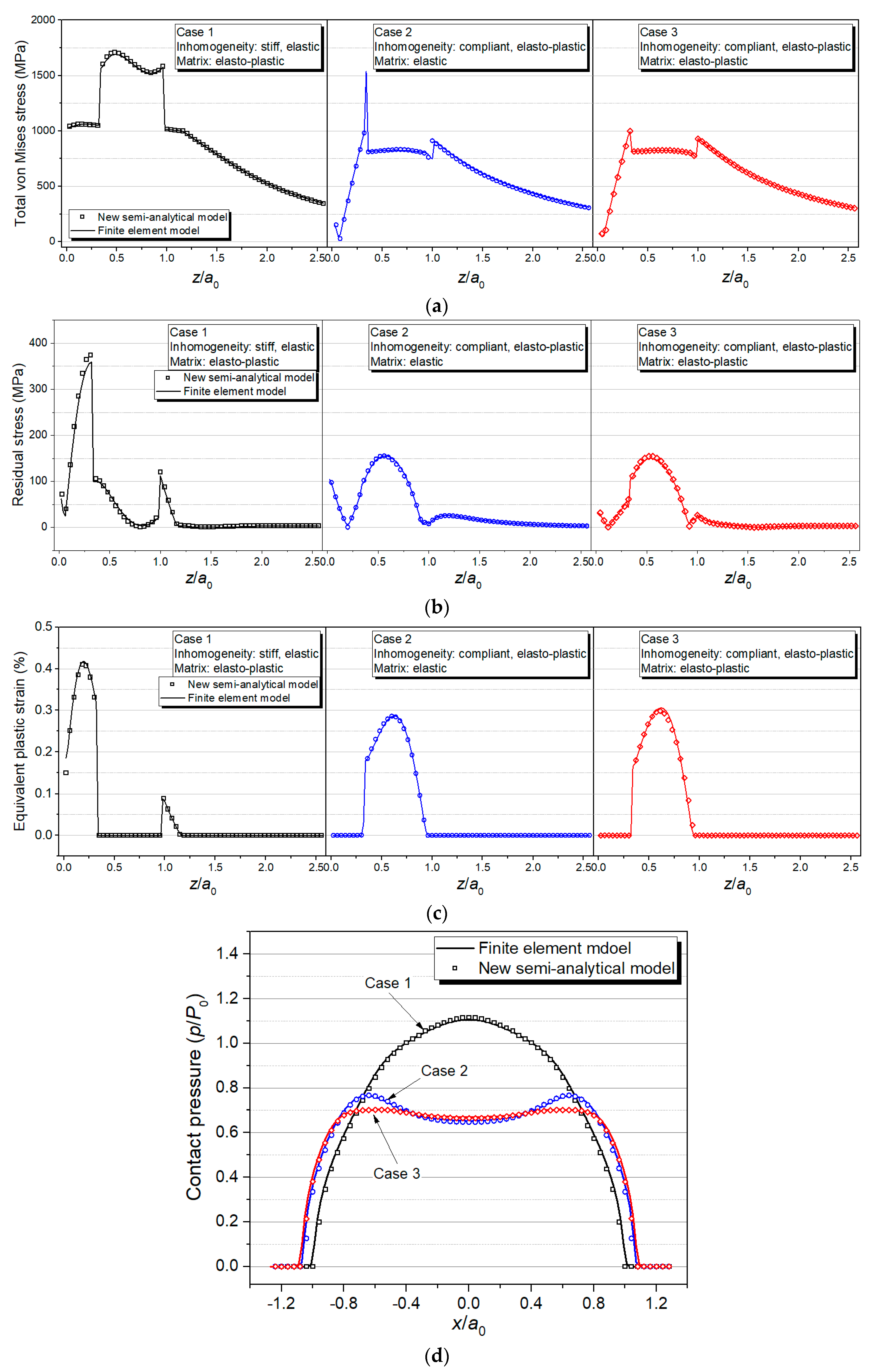
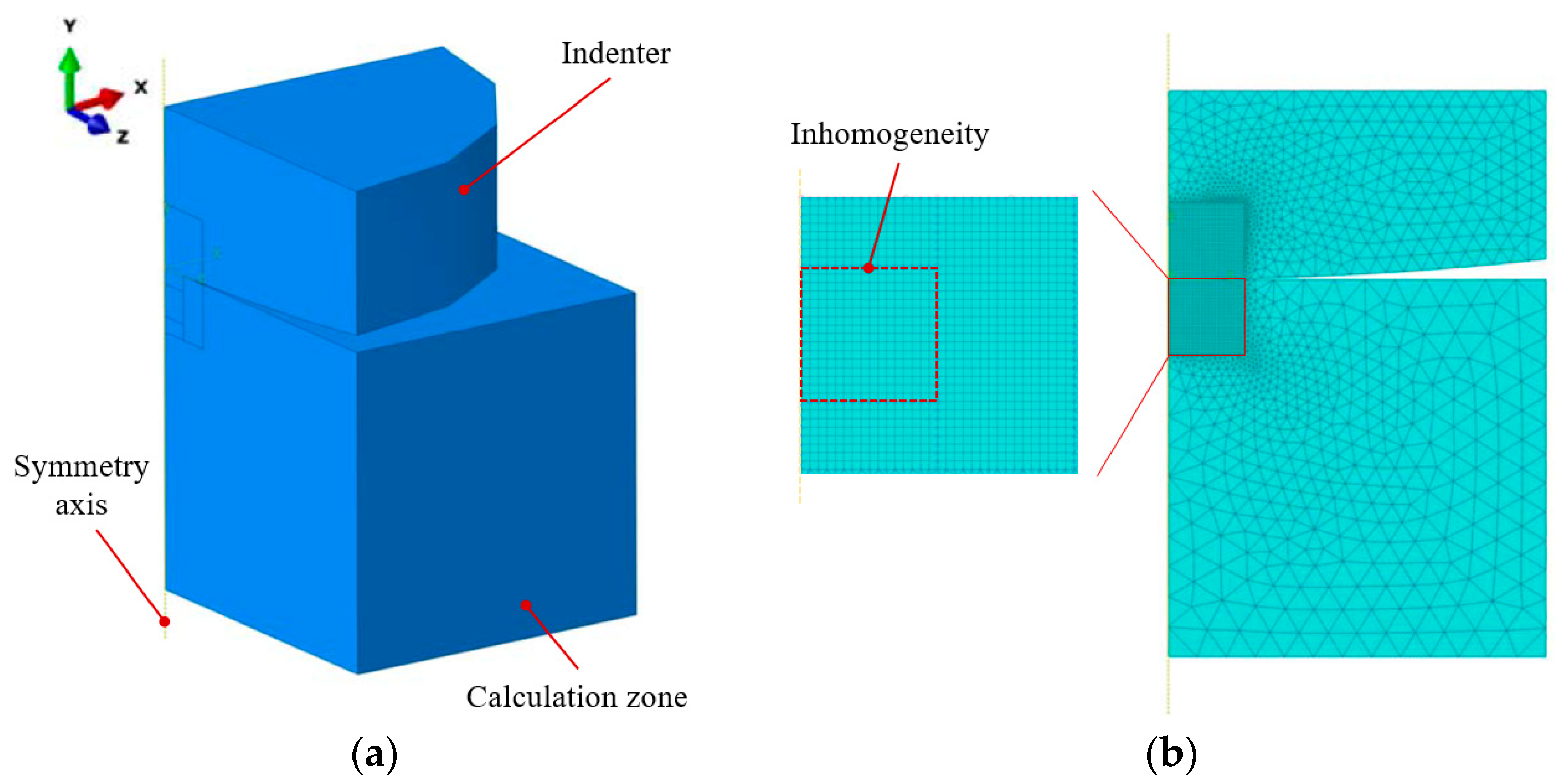
3.3. Model Validation for Accuracy
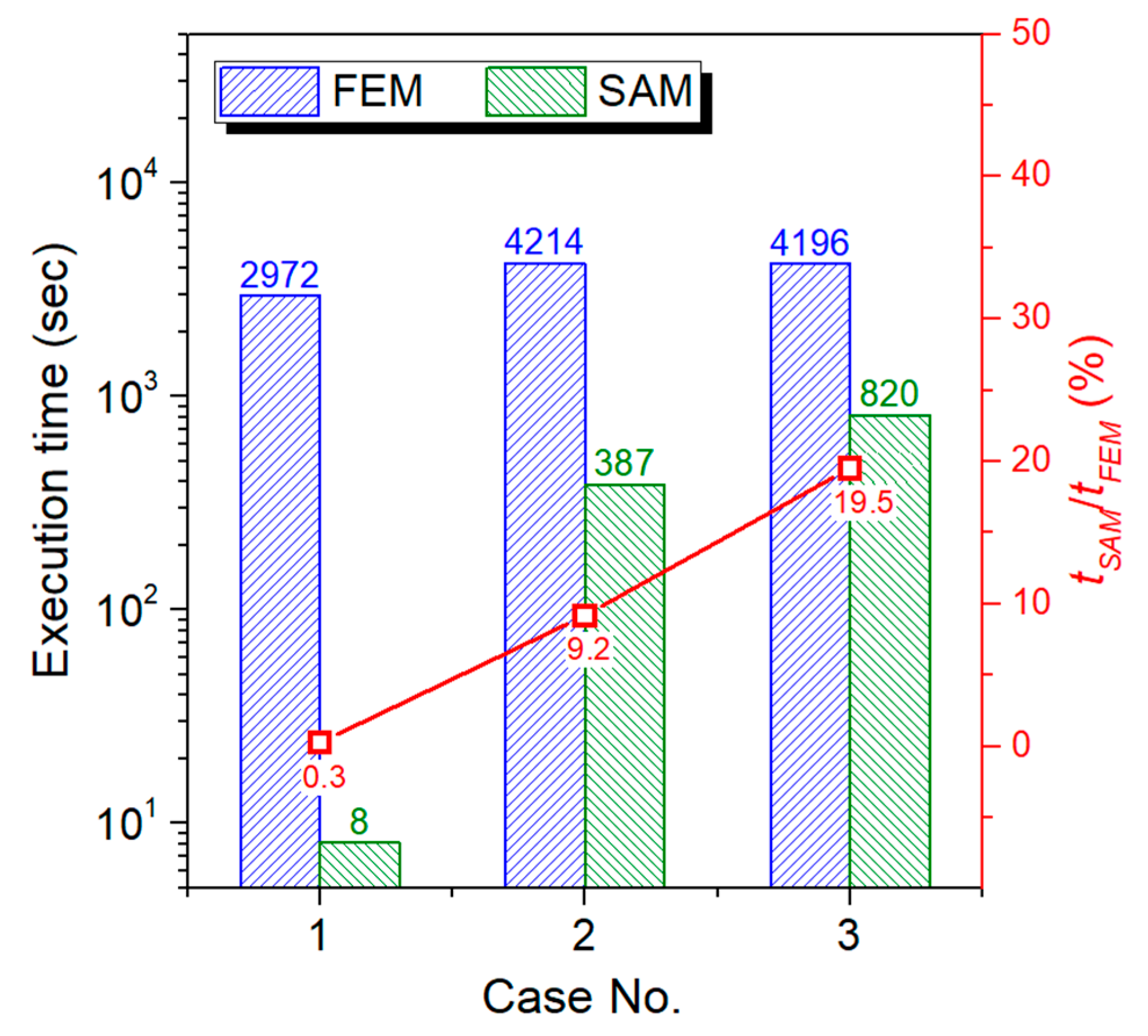
3.4. Model Validation for Efficiency
4. Results Comparison between SAM Model and Indentation Test for Ti-(SiCf/Al3Ti) CCFR-MIL Composite
4.1. SAM Model for Ti-(SiCf/Al3Ti) CCFR-MIL Composite
4.2. Indentation Test for Ti-(SiCf/Al3Ti) CCFR-MIL Composite
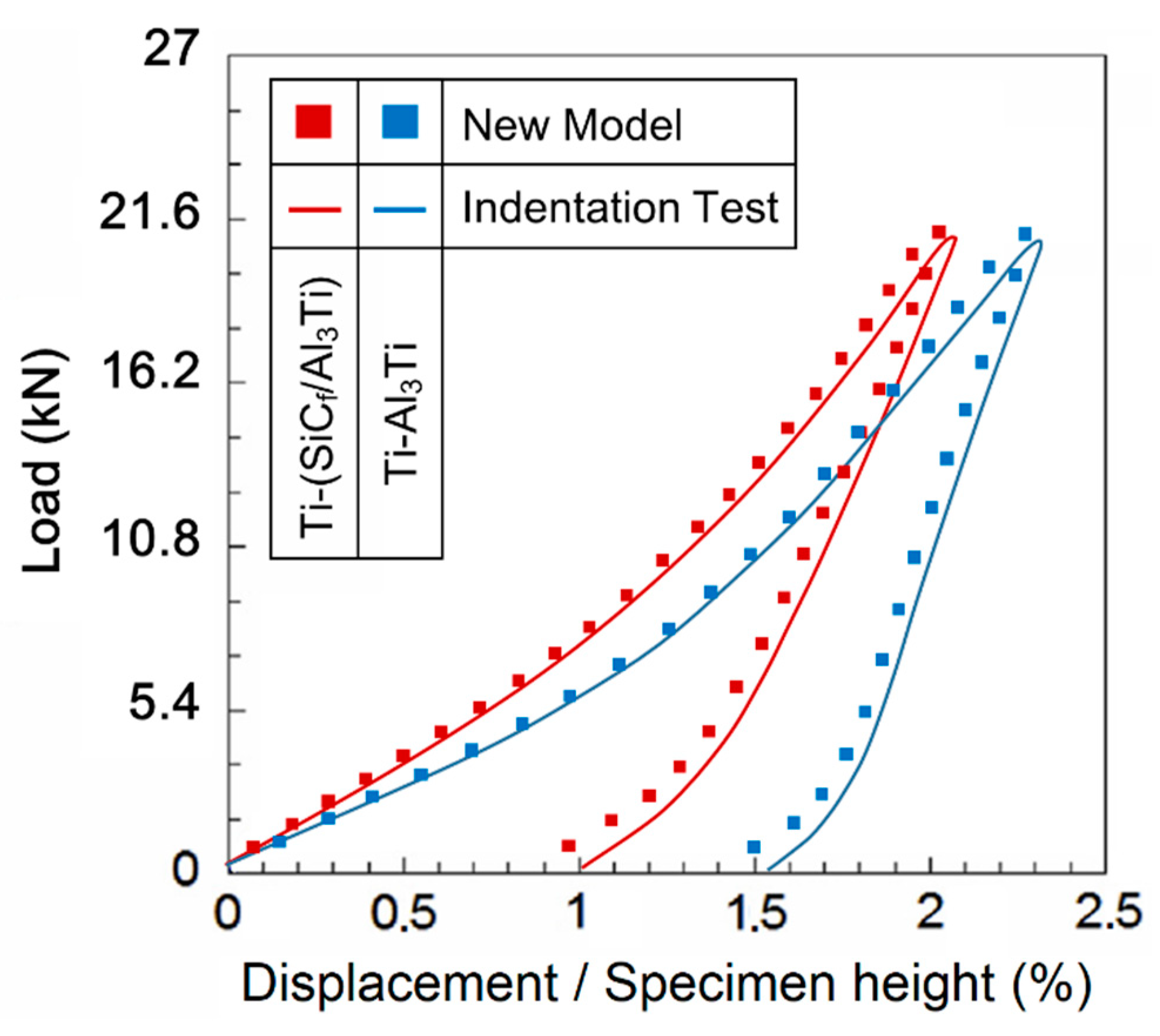
4.3. Results Comparison and Discussion
5. Results and Discussion
5.1. Microstructure Observation and Characterization
5.2. Mechanical Properties of the Ti-(SiCf/Al3Ti) Composite
5.3. Basic Contact Plasticity Behaviors of Ti-(SiCf/Al3Ti) Composite under Varying Loads
5.4. Parametric Studies
5.4.1. Effect of SiC Fibers’ Distribution
5.4.2. Effect of Ti Volume Fraction
6. Conclusions
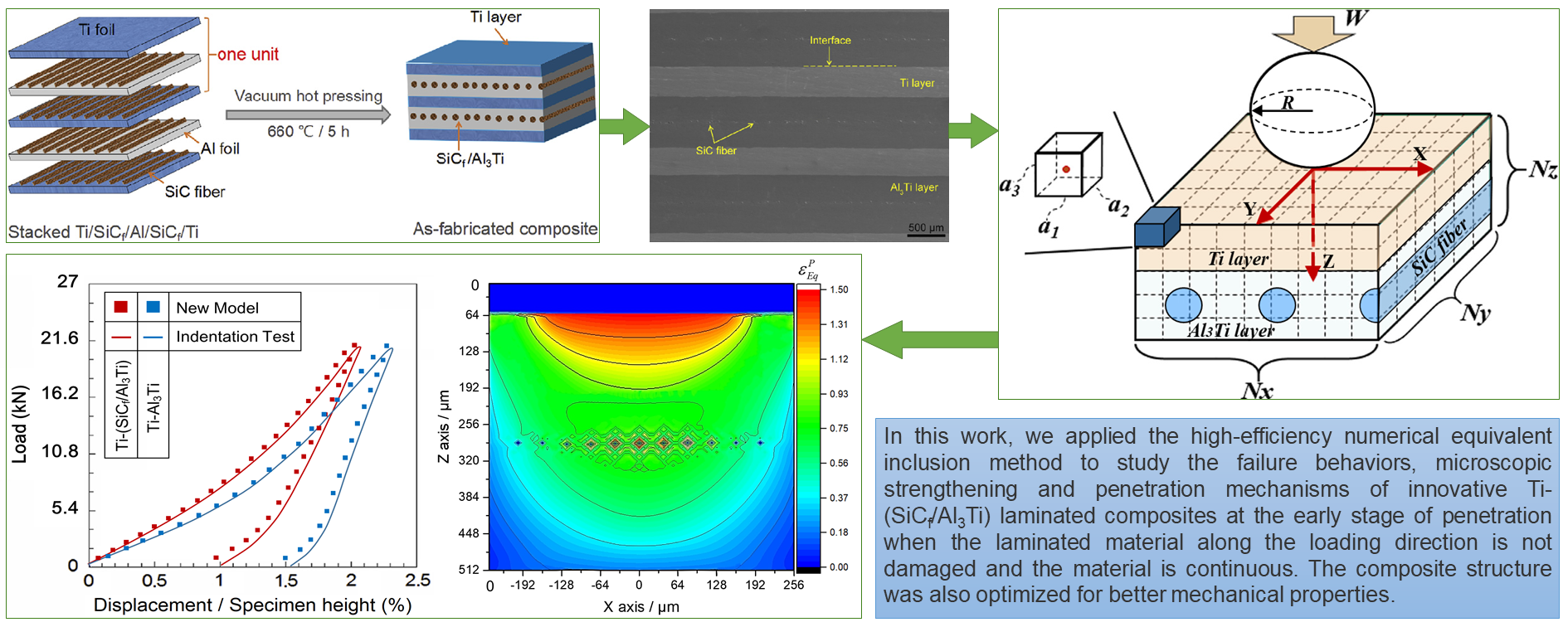
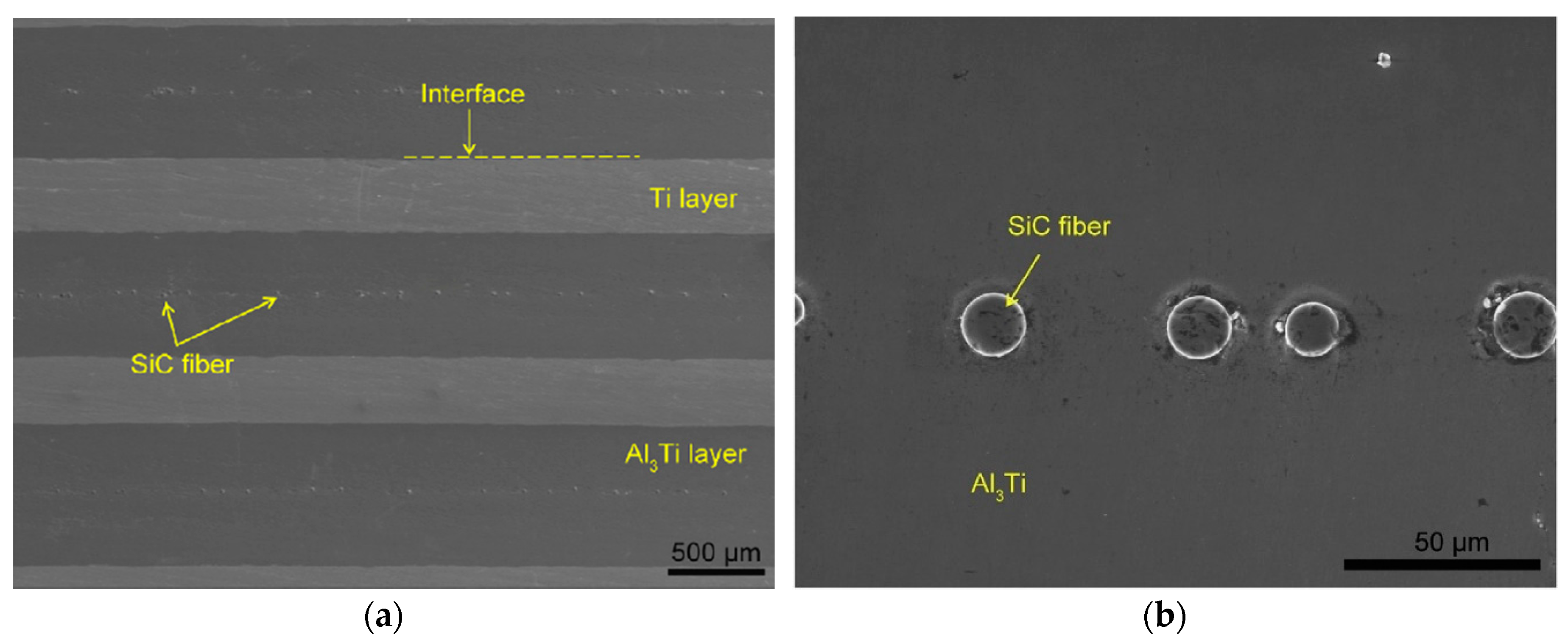
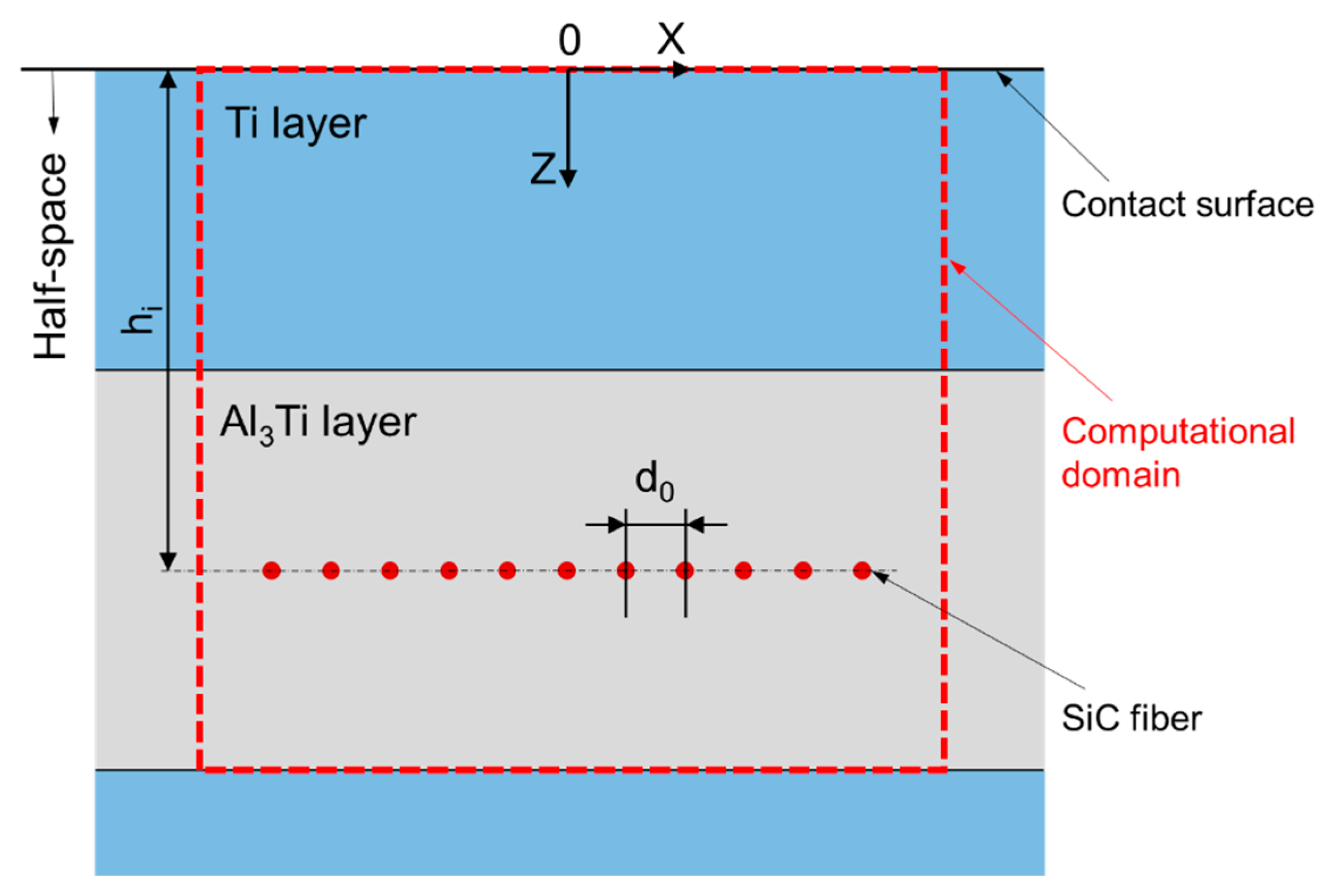
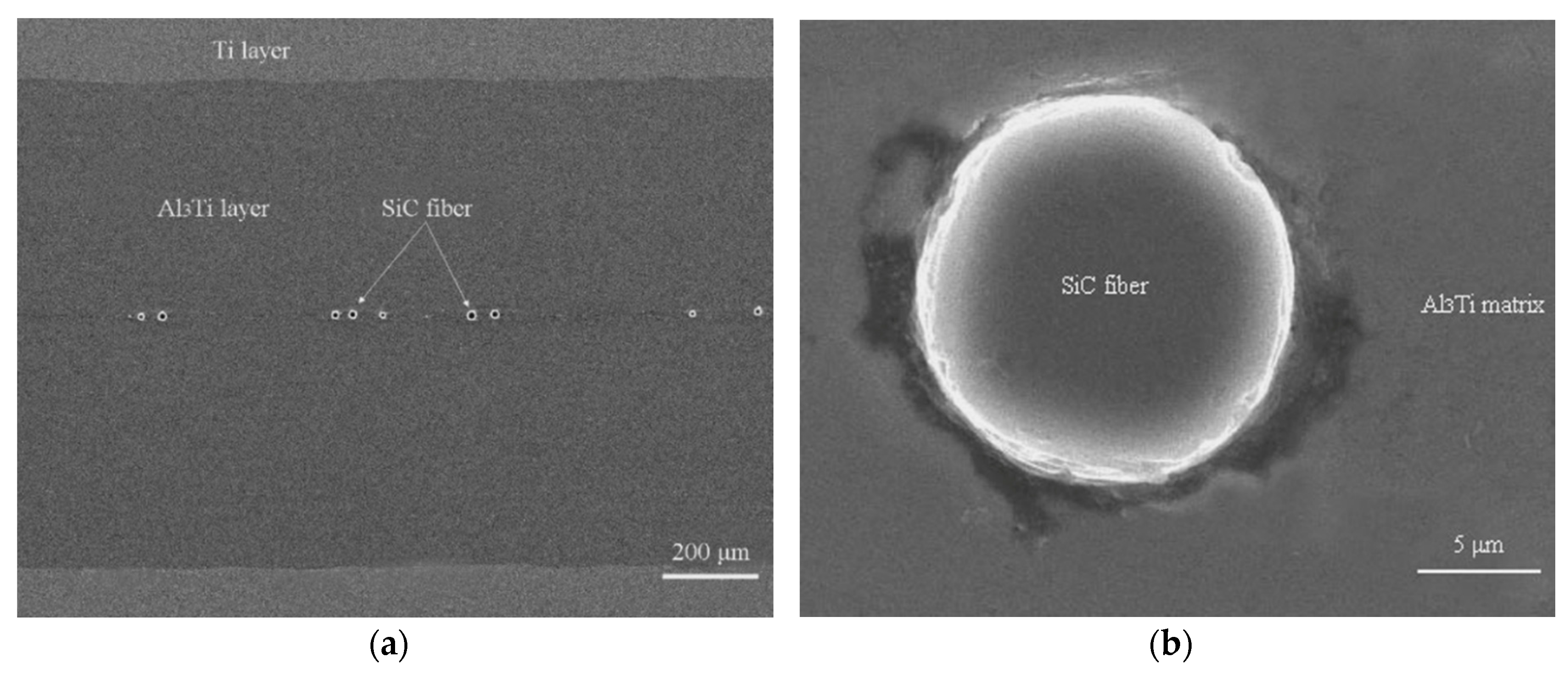
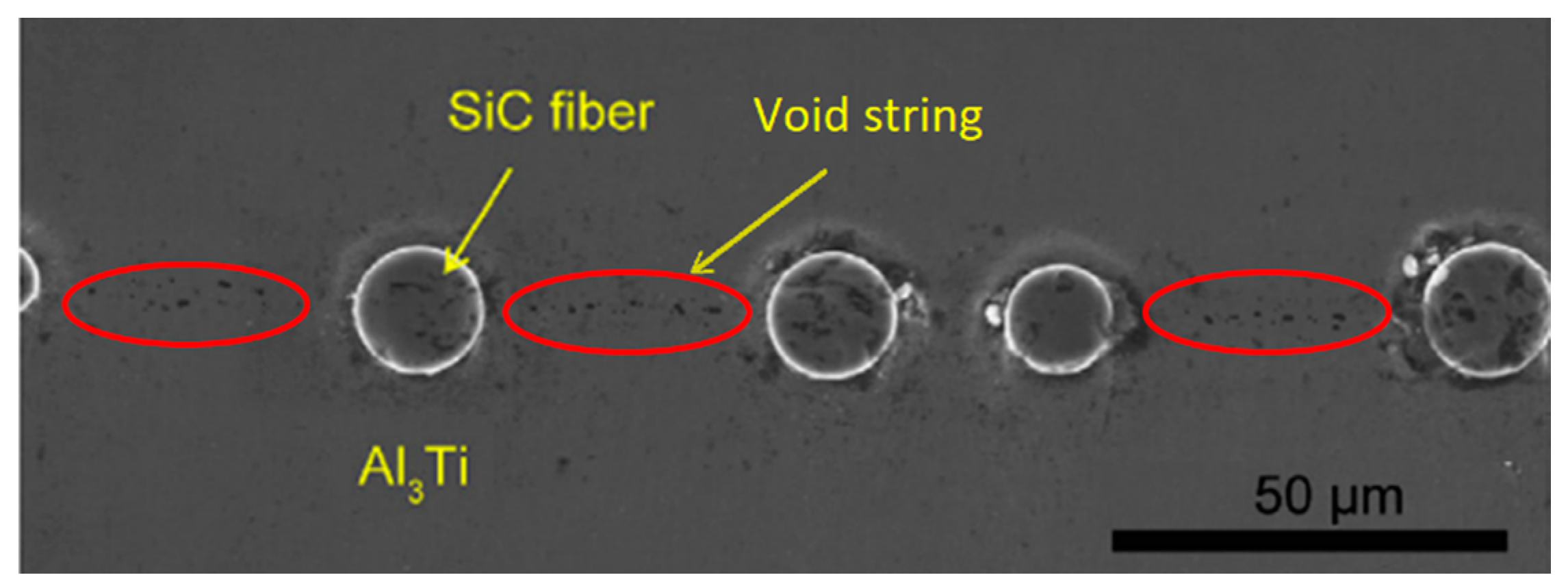
- In a single “Ti-Al3Ti-SiC-Al3Ti” unit after the hot pressing process, the thicknesses of Ti and Al3Ti layers are 216 μm and 296 μm, respectively. SiC fibers distribute in the horizontal center layer of the Al3Ti intermetallic layers and react with the intermetallic during the heat-treating process.
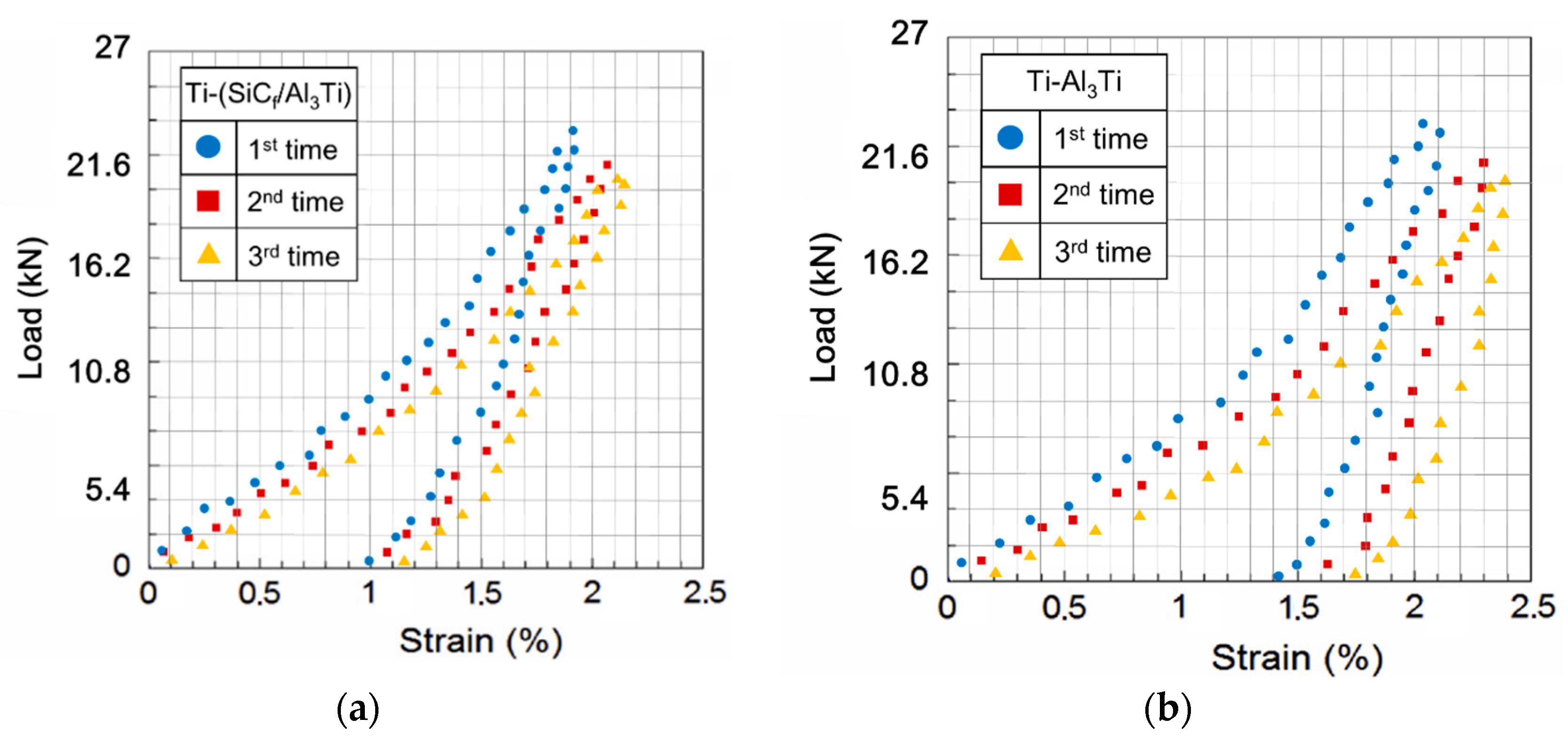
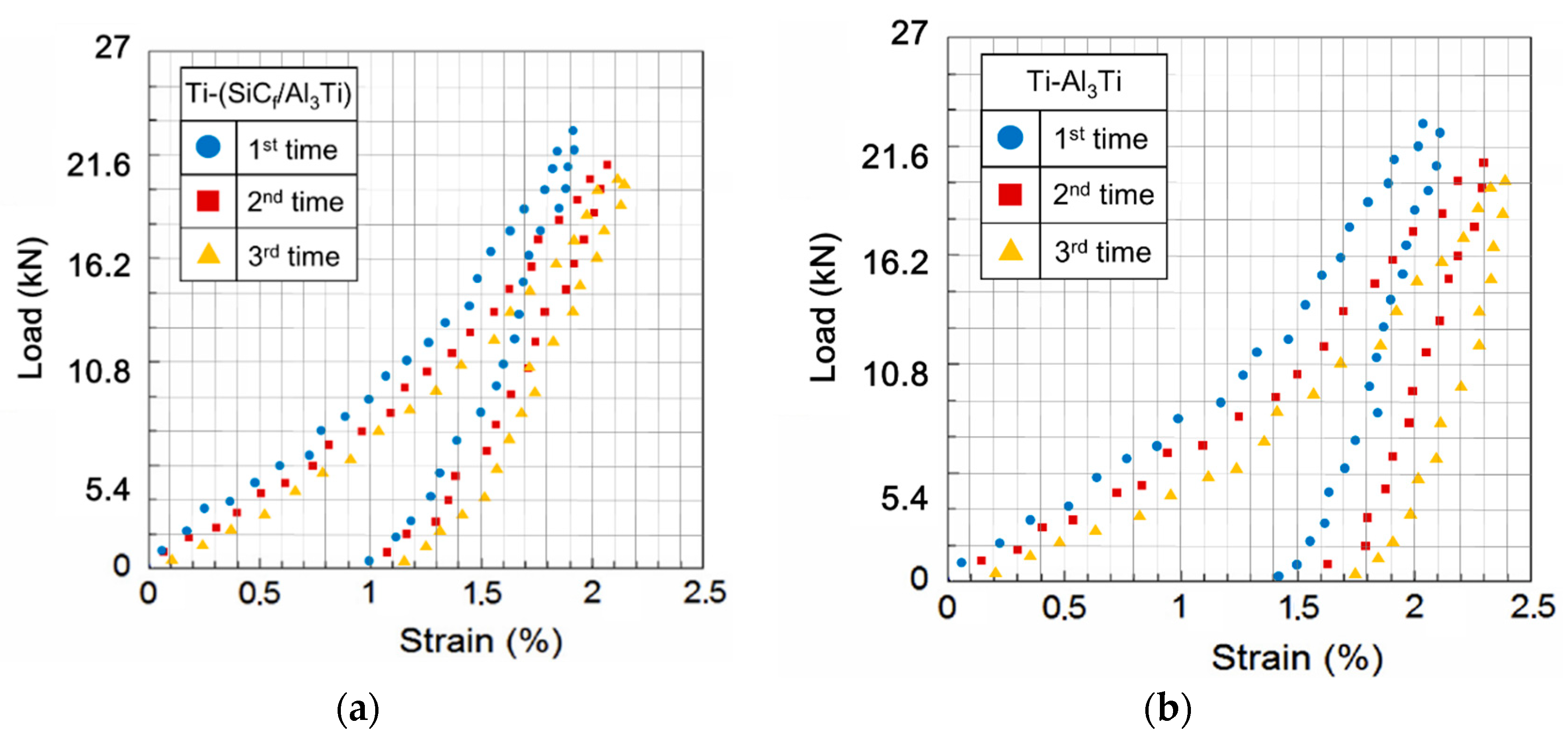
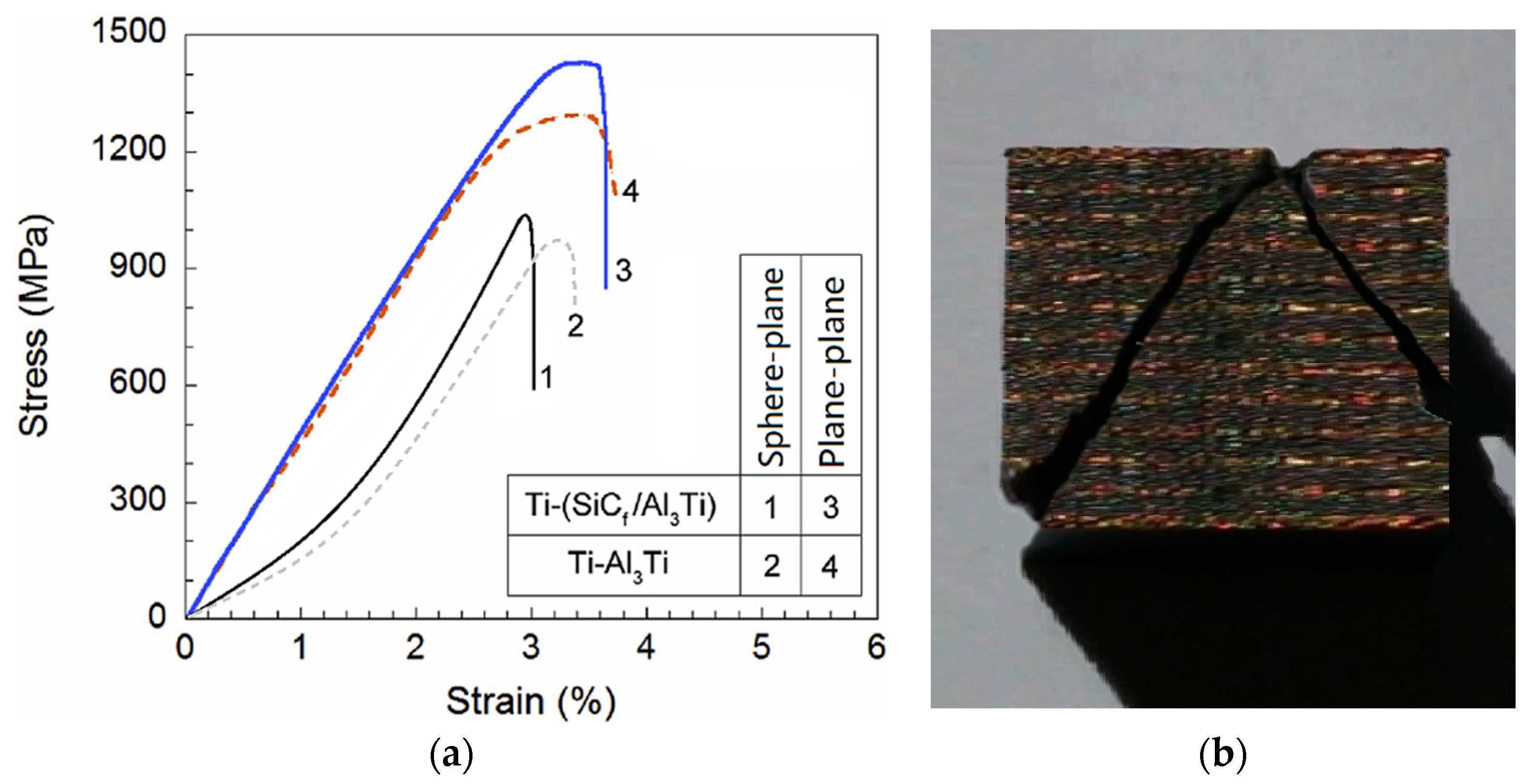
- The compressive strength and failure strain of the CCFR-MIL composite under sphere-plane contact load are ~1051 MPa and 3.01%, respectively. Both are lower than the values under the plane-plane contact load. In addition, the SiC fiber reinforcing effect for strength is still apparent while the effect for ductility is not as clear as that under the plane-plane contact load.
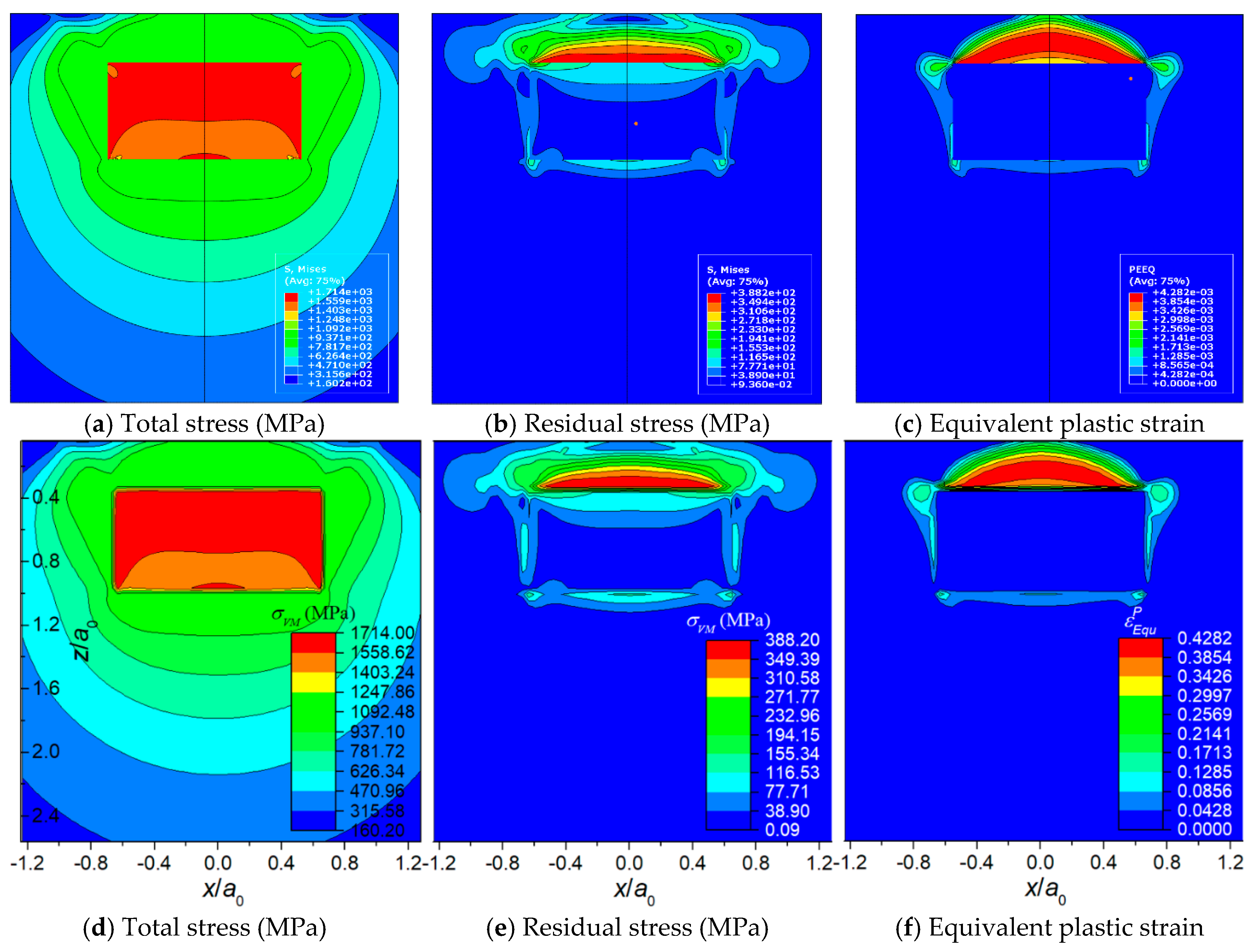
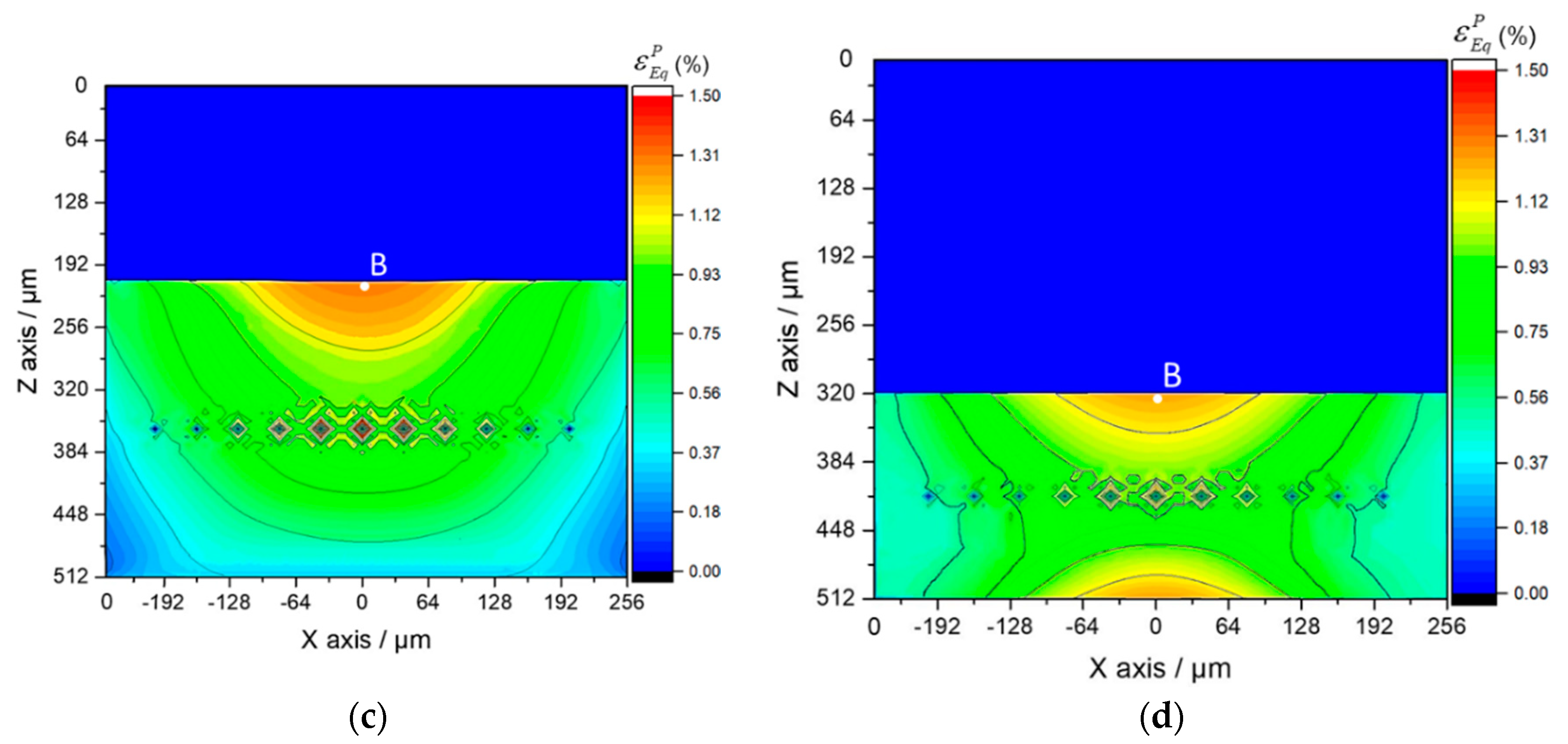
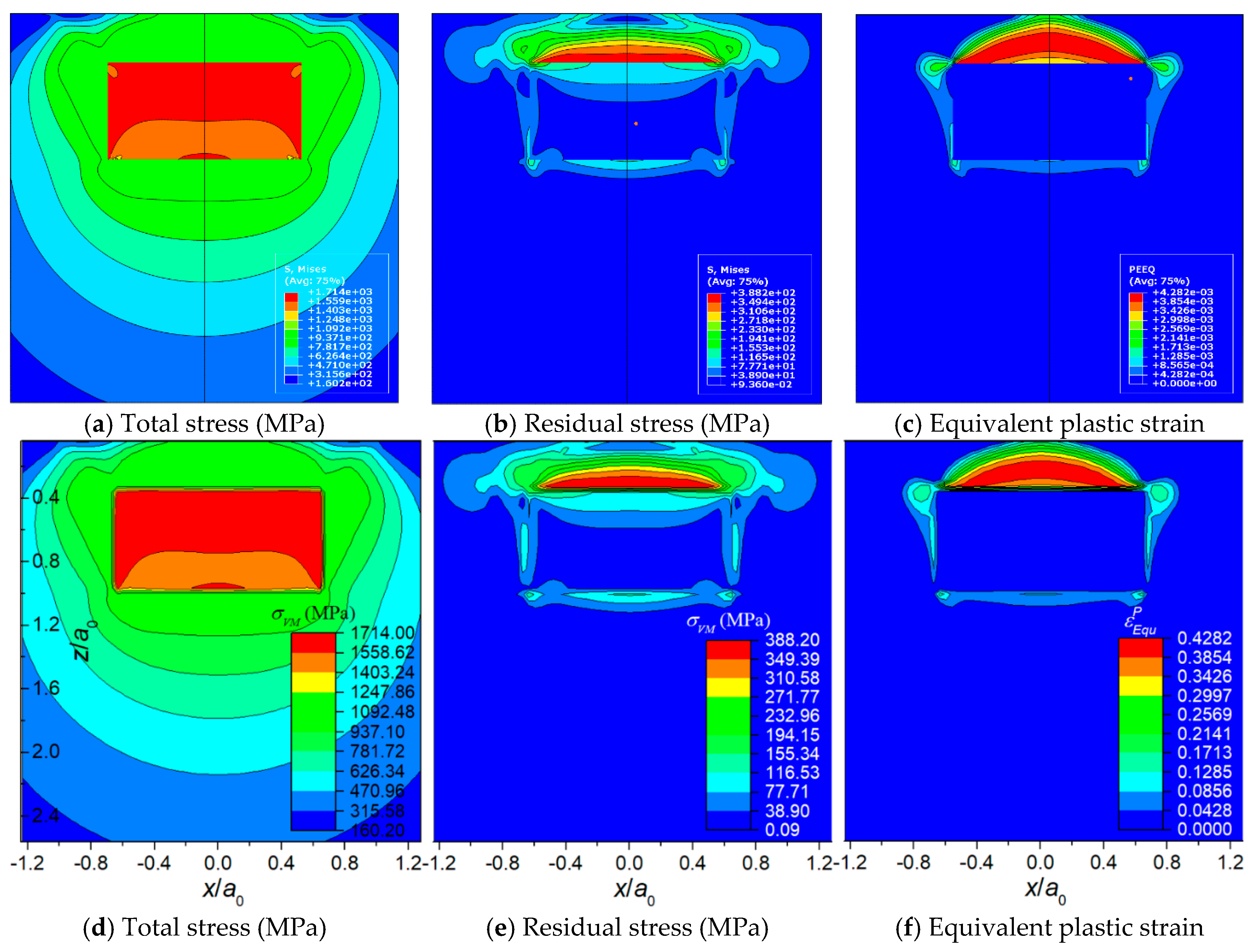
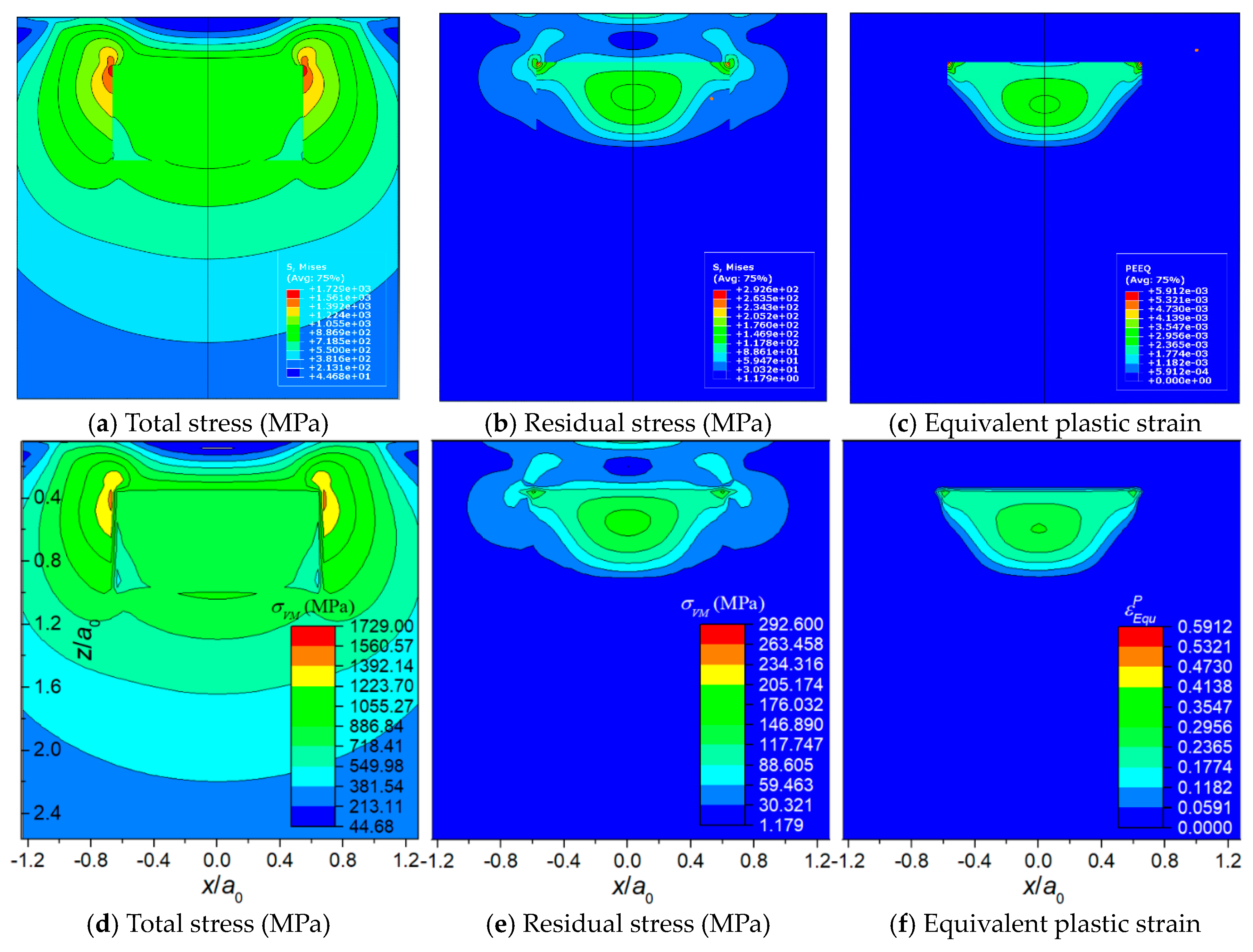
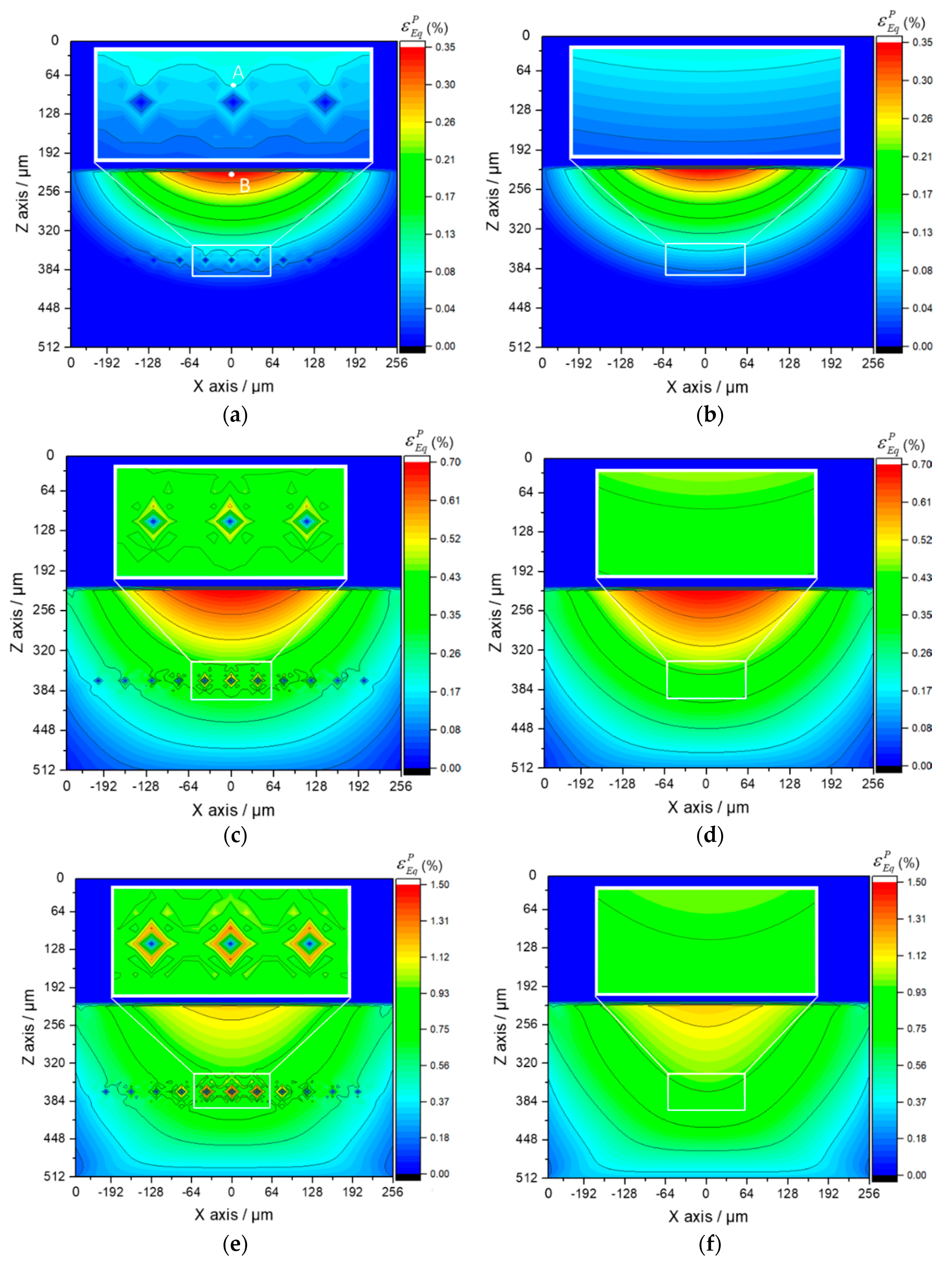
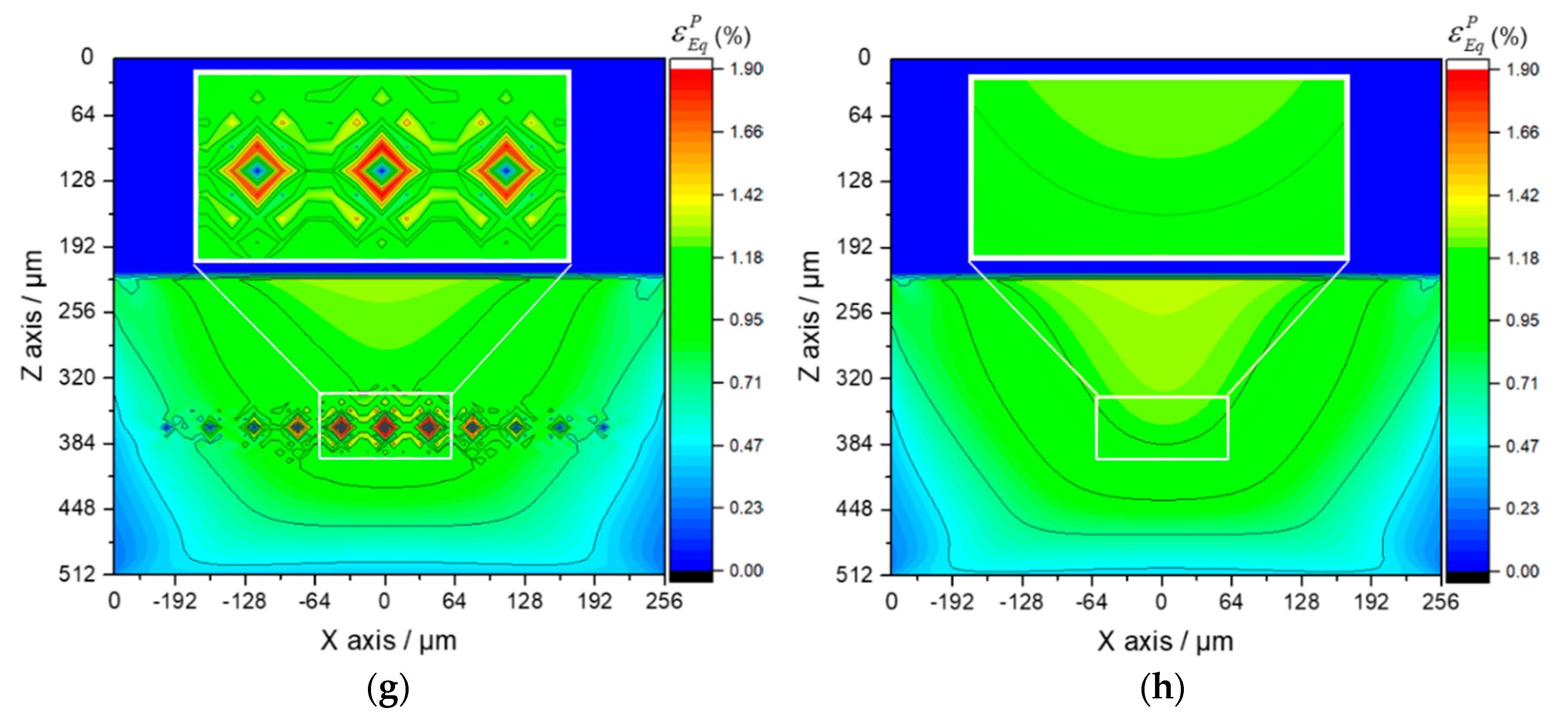
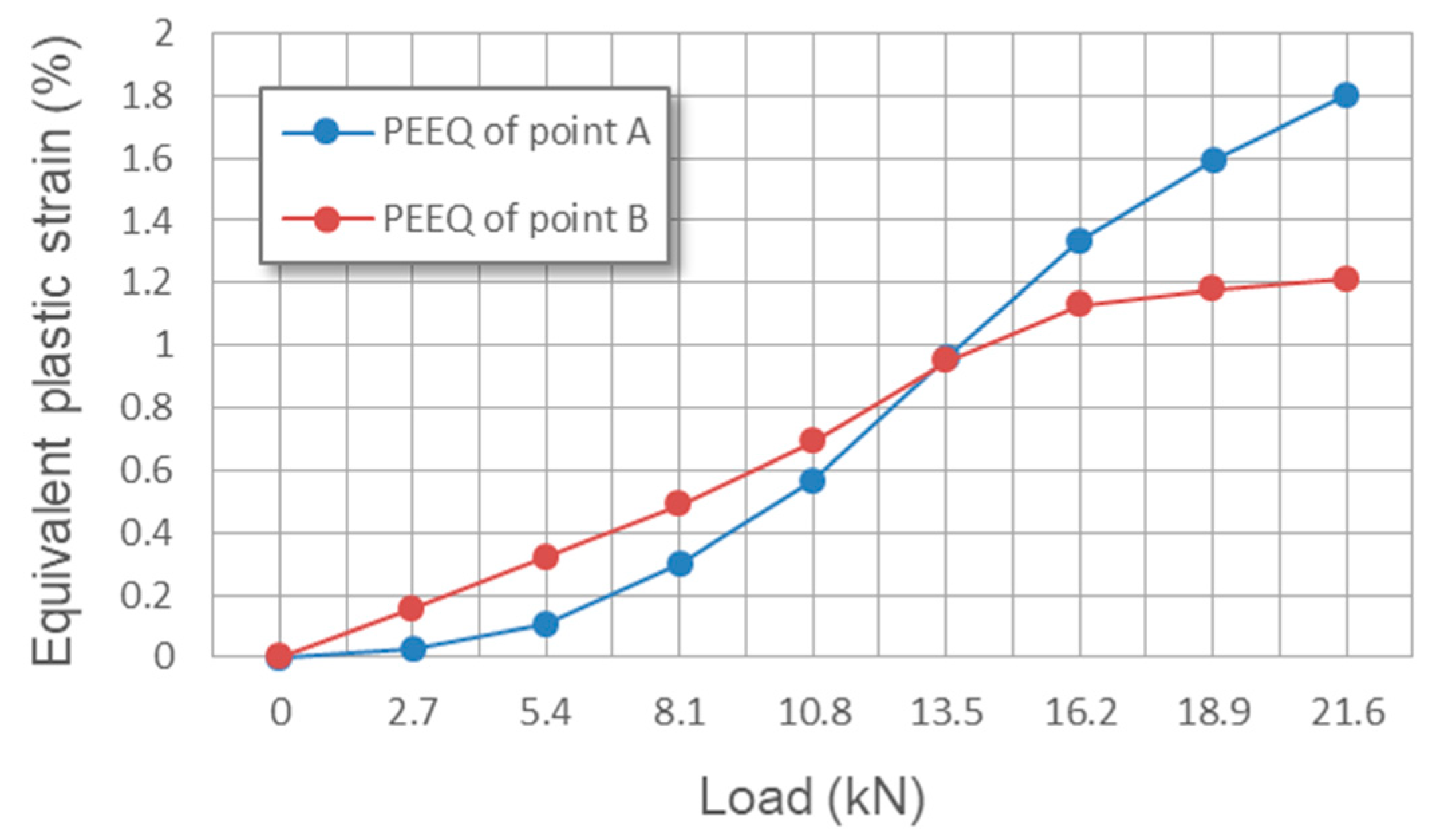
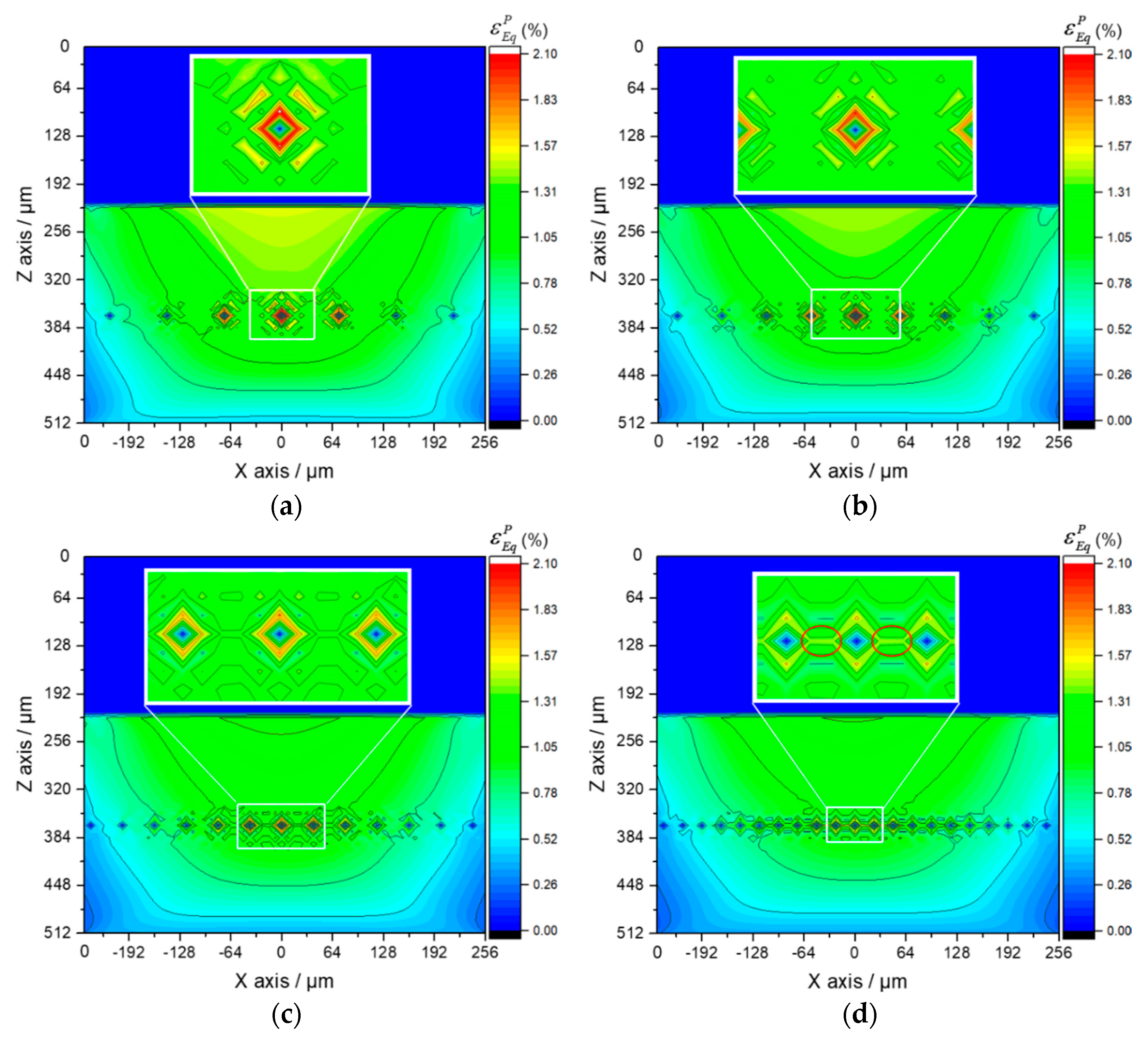
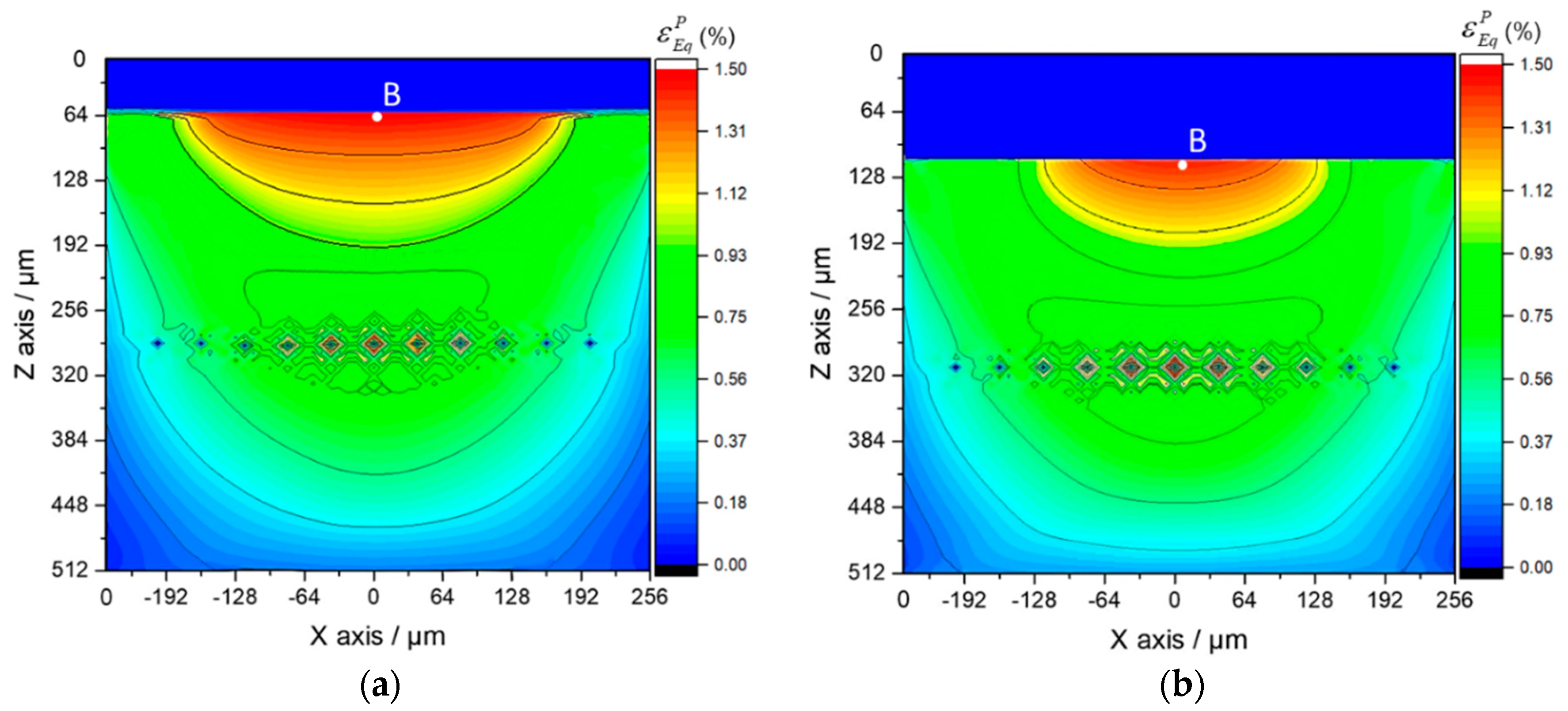
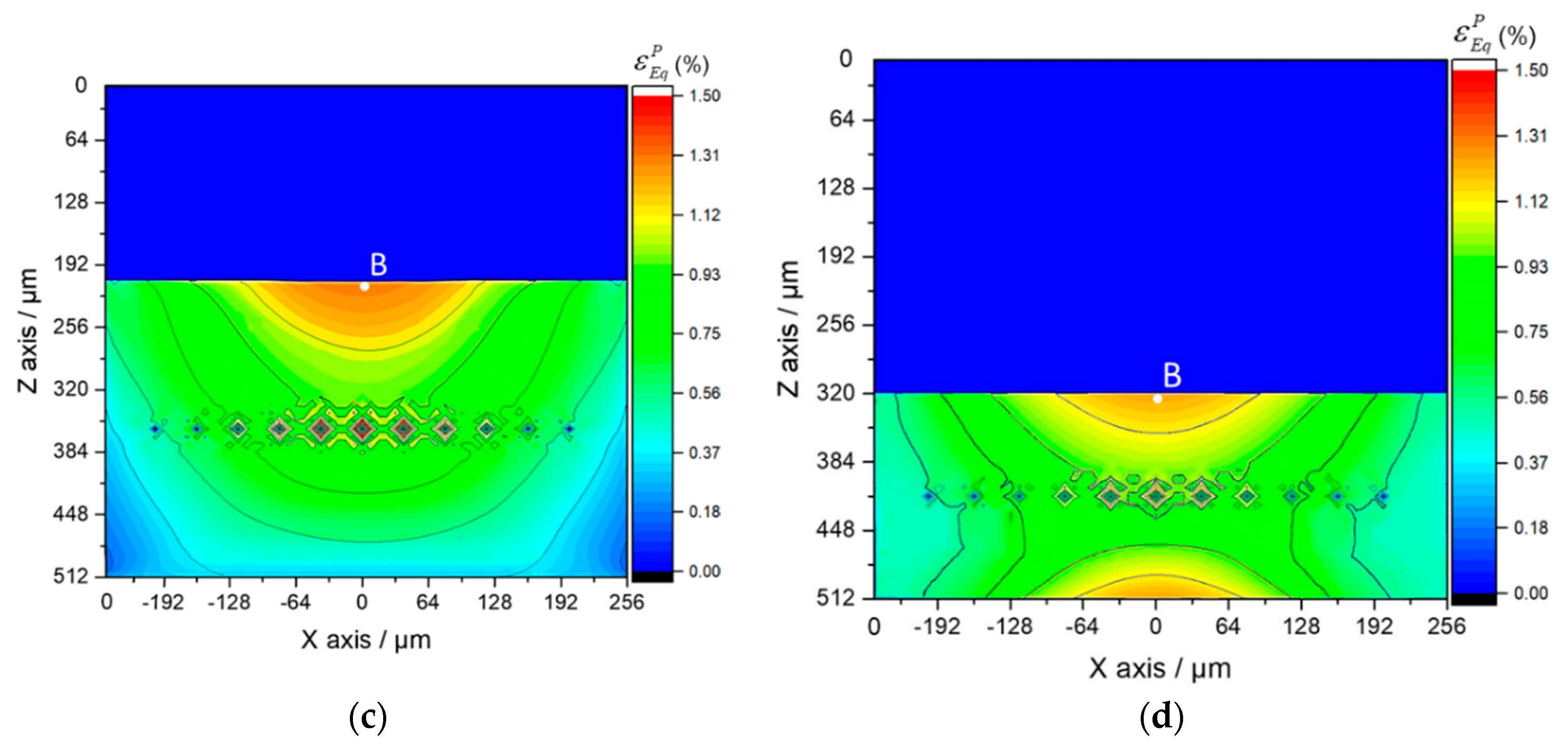
- Under the sphere-plane contact loading, the maximum plastic strain concentration in the Al3Ti layer is closest to the upper boundary of the central SiC fiber. It then extends along depth as the load increases, which are the locations where cracks may initiate and extend from.
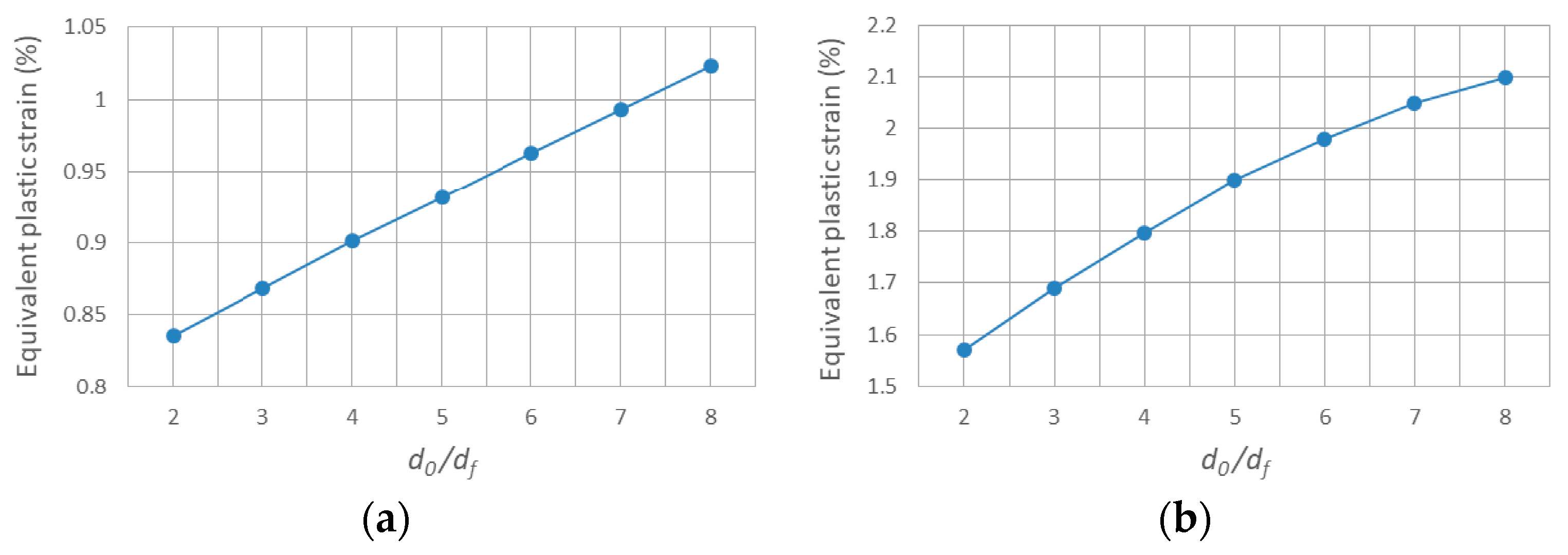
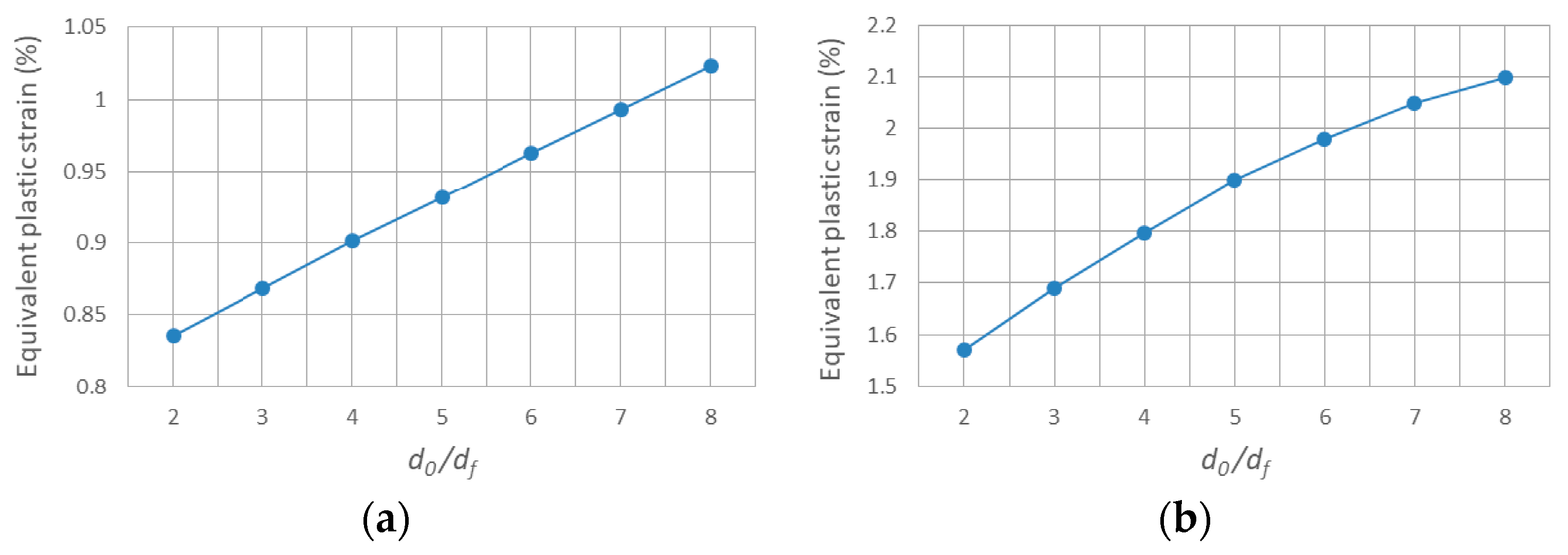
- The optimal ratio between center distance of adjacent SiC fibers d0 and fiber diameter df under sphere-plane contact loading is 4 at which ratio the plastic strain of the global material and the local position in Al3Ti layer both drop significantly. When this occurs, the plastic strain concentration along the horizontal center line of the SiC fiber string between adjacent fibers has not yet come into being.
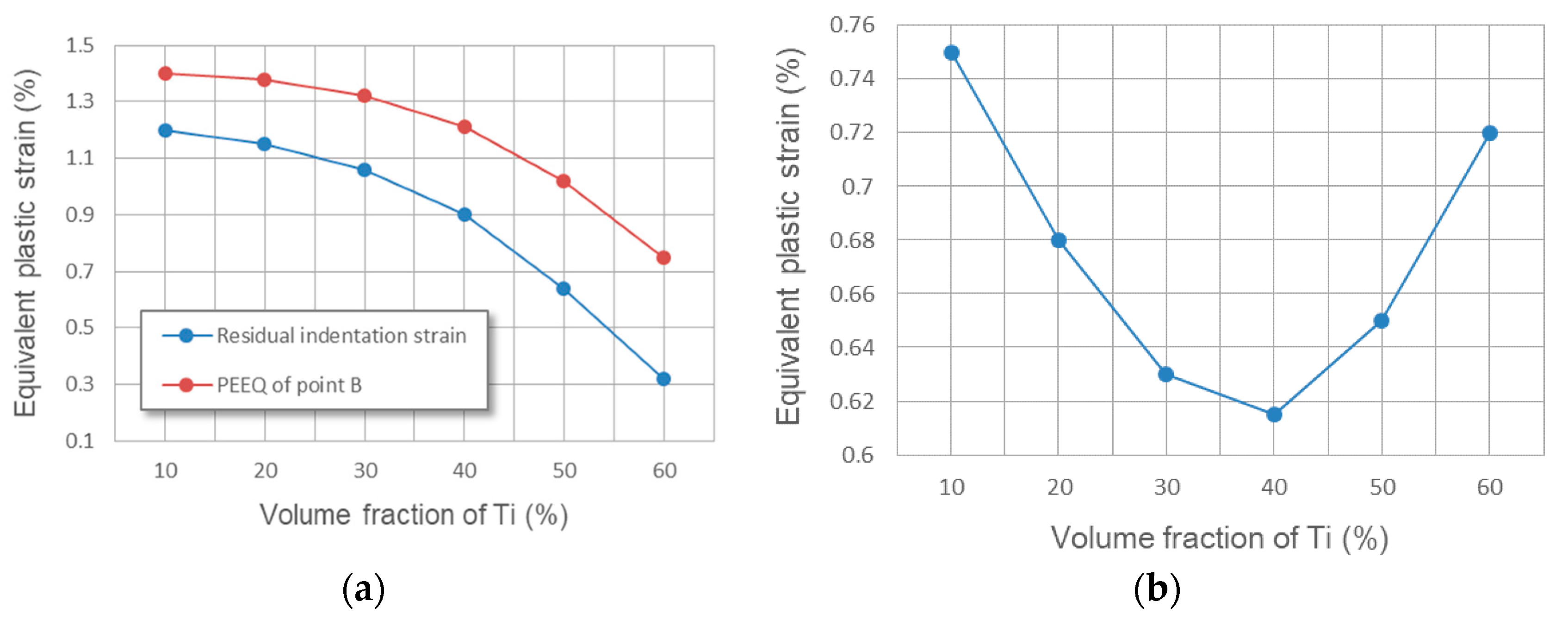
- The optimal volume fraction of Ti under sphere-plane contact loading is 40% at which fraction the compliant Ti layer can provide a better buffer effect to the contact load without weakening the strength of the whole material significantly.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Jarvis, D.J.; Voss, D. IMPRESS Integrated Project—An overview paper. Mater. Sci. Eng. A 2005, 413–414, 583–591. [Google Scholar] [CrossRef]
- Sen, I.; Tamirisakandala, S.; Miracle, D.B.; Ramamurty, U. Microstructural effects on the mechanical behavior of B-modified Ti–6Al–4V alloys. Acta Mater. 2007, 55, 4983–4993. [Google Scholar] [CrossRef]
- Sun, Y.; Chen, J.; Ma, F.; Ameyama, K.; Xiao, W.; Ma, C. Tensile and flexural properties of multilayered metal/intermetallics composites. Mater. Charact. 2015, 102, 165–172. [Google Scholar] [CrossRef]
- Yamaguchi, M.; Inui, H.; Ito, K. High-temperature structural intermetallics. Acta Mater. 2000, 48, 307–322. [Google Scholar] [CrossRef]
- Wu, X. Review of alloy and process development of TiAl alloys. Intermetallics 2006, 14, 1114–1122. [Google Scholar] [CrossRef]
- Peng, H.X.; Fan, Z.; Wang, D.Z. In situAl3Ti–Al2O3 intermetallic matrix composite: Synthesis, microstructure, and compressive behavior. J. Mater. Res. 2011, 15, 1943–1949. [Google Scholar] [CrossRef]
- Liu, Y.M.; Xiu, Z.Y.; Wu, G.H.; Yang, W.S.; Chen, G.Q.; Gou, H.S. Study on Ti fiber reinforced TiAl3 composite by infiltration-in situ reaction. J. Mater. Sci. 2009, 44, 4258–4263. [Google Scholar] [CrossRef]
- Lu, Z.; Wei, N.; Li, P.; Guo, C.; Jiang, F. Microstructure and mechanical properties of intermetallic Al3Ti alloy with residual aluminum. Mater. Des. 2016, 110, 466–474. [Google Scholar] [CrossRef]
- Harach, D.J.; Vecchio, K.S. Microstructure evolution in metal-intermetallic laminate (MIL) composites synthesized by reactive foil sintering in air. Metall. Mater. Trans. A 2001, 32, 1493–1505. [Google Scholar] [CrossRef]
- Froes, F.H.; Suryanarayana, C.; Eliezer, D. Synthesis, properties and applications of titanium aluminides. J. Mater. Sci. 1992, 27, 5113–5140. [Google Scholar] [CrossRef]
- Ritchie, R.O. The conflicts between strength and toughness. Nat. Mater. 2011, 10, 817–822. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Han, J.; Du, S.; Northwood, D.O. Effects of Ni foil thickness on the microstructure and tensile properties of reaction synthesized multilayer composites. Mater. Sci. Eng. A 2007, 445–446, 517–525. [Google Scholar] [CrossRef]
- Price, R.D.; Jiang, F.; Kulin, R.M.; Vecchio, K.S. Effects of ductile phase volume fraction on the mechanical properties of Ti–Al3Ti metal-intermetallic laminate (MIL) composites. Mater. Sci. Eng. A 2011, 528, 3134–3146. [Google Scholar] [CrossRef]
- Xiao, Y.D.; Hu, Z.H.; Gao, H.C.; Li, J.M. Structured Design and Residual Stress for Ni/Ni3Al Multi-Layered Sheet. Adv. Mater. Res. 2012, 457–458, 118–121. [Google Scholar] [CrossRef]
- Moussavi-Torshizi, S.E.; Dariushi, S.; Sadighi, M.; Safarpour, P. A study on tensile properties of a novel fiber/metal laminates. Mater. Sci. Eng. A 2010, 527, 4920–4925. [Google Scholar] [CrossRef]
- Xun, Y.W.; Tan, M.J.; Zhou, J.T. Processing and interface stability of SiC fiber reinforced Ti–15V–3Cr matrix composites. J. Mater. Process. Technol. 2000, 102, 215–220. [Google Scholar] [CrossRef]
- Fromentin, J.F.; Debray, K.; Petitcorps, Y.L.; Martin, E.; Quenisset, J.M. Interfacial zone design in titanium-matrix composites reinforced by SiC filaments. Compos. Sci. Technol. 1996, 56, 767–775. [Google Scholar] [CrossRef]
- Djanarthany, S.; Viala, J.C.; Bouix, J. Development of SiC/TiAl composites: Processing and interfacial phenomena. Mater. Sci. Eng. A 2001, 300, 211–218. [Google Scholar] [CrossRef]
- Guo, Z.X.; Derby, B. Solid-state fabrication and interfaces of fibre reinforced metal matrix composites. Prog. Mater. Sci. 1995, 39, 411–495. [Google Scholar] [CrossRef]
- Lin, C.; Han, Y.; Guo, C.; Chang, Y.; Han, X.; Lan, L.; Jiang, F. Synthesis and mechanical properties of novel Ti-(SiCf/Al3Ti) ceramic-fiber-reinforced metal-intermetallic-laminated (CFR-MIL) composites. J. Alloys Compd. 2017, 722, 427–437. [Google Scholar] [CrossRef]
- Vecchio, K.S. Synthetic multifunctional metallic-intermetallic laminate composites. JOM 2005, 57, 25–31. [Google Scholar] [CrossRef] [Green Version]
- Tham, C.Y. Reinforced concrete perforation and penetration simulation using AUTODYN-3D. Finite Elem. Anal. Des. 2005, 41, 1401–1410. [Google Scholar] [CrossRef]
- Jaunky, N.; Lawson, R.E.; Ambur, D.R. Penetration simulation for uncontained engine debris impact on fuselage-like panels using LS-DYNA. Finite Elem. Anal. Des. 2000, 36, 99–133. [Google Scholar]
- Zhou, Q.; Jin, X.; Wang, Z.; Wang, J.; Keer, L.M.; Wang, Q. An efficient approximate numerical method for modeling contact of materials with distributed inhomogeneities. Int. J. Solids Struct. 2014, 51, 3410–3421. [Google Scholar] [CrossRef]
- Ambur, D.R.; Jaunky, N.; Lawson, R.E.; Knight, N.F., Jr. Numerical simulations for high-energy impact of thin plates. Int. J. Impact Eng. 2001, 25, 683–702. [Google Scholar] [CrossRef]
- Belytschko, T. Meshless method: An overview and recent developments. Comput. Methods Appl. Mech. Eng. 1996, 139, 3–47. [Google Scholar] [CrossRef]
- Atluri, S.N. The Meshless Method (MLPG) for Domain & BIE Discretizations; Tech Science Press: Henderson, NV, USA, 2004. [Google Scholar]
- Li, S.; Liu, W.K. Meshfree and particle methods and their applications. Appl. Mech. Rev. 2002, 55, 1–34. [Google Scholar] [CrossRef]
- Monaghan, J.J. An introduction to SPH. Comput. Phys. Commun. 1988, 48, 89–96. [Google Scholar] [CrossRef]
- Johnson, G.R.; Stryk, R.A.; Beissel, S.R. SPH for high velocity impact computations. Comput. Methods Appl. Mech. Eng. 1996, 139, 347–373. [Google Scholar] [CrossRef]
- Shivakumar, K.N.; Elber, W.; Illg, W. Prediction of low-velocity impact damage in thin circular laminates. AIAA J. 1985, 23, 442–449. [Google Scholar] [CrossRef]
- Cantwell, W.J.; Morton, J. The impact resistance of composite materials—A review. Composites 1991, 22, 347–362. [Google Scholar] [CrossRef]
- Richardson, M.O.W.; Wisheart, M.J. Review of low-velocity impact properties of composite materials. Compos. Part A Appl. Sci. Manuf. 1996, 27, 1123–1131. [Google Scholar] [CrossRef]
- Sadighi, M.; Alderliesten, R.C.; Benedictus, R. Impact resistance of fiber-metal laminates: A review. Int. J. Impact Eng. 2012, 49, 77–90. [Google Scholar] [CrossRef]
- Caprino, G.; Lopresto, V. The significance of indentation in the inspection of carbon fibre-reinforced plastic panels damaged by low-velocity impact. Compos. Sci. Technol. 2000, 60, 1003–1012. [Google Scholar] [CrossRef]
- Chai, G.B.; Manikandan, P. Low velocity impact response of fibre-metal laminates—A review. Compos. Struct. 2014, 107, 363–381. [Google Scholar] [CrossRef]
- Guan, Z.W.; Cantwell, W.J.; Abdullah, R. Numerical modeling of the impact response of fiber-metal laminates. Polym. Compos. 2009, 30, 603–611. [Google Scholar] [CrossRef]
- Fan, J.; Cantwell, W.; Guan, Z. The low-velocity impact response of fiber-metal laminates. J. Reinf. Plast. Compos. 2011, 30, 26–35. [Google Scholar] [CrossRef]
- Zhu, S.; Chai, G.B. Low-velocity impact response of fibre–metal laminates—Experimental and finite element analysis. Compos. Sci. Technol. 2012, 72, 1793–1802. [Google Scholar] [CrossRef]
- Lee, Y.S.; Kang, K.H.; Park, O. Response of hybrid laminated composite plates under low-velocity impact. Comput. Struct. 1997, 65, 965–974. [Google Scholar] [CrossRef]
- Goo, N.; Kim, S. Dynamic Contact Analysis of Laminated Composite Plates Under Low-Velocity Impact. AIAA J. 2015, 35, 1518–1521. [Google Scholar] [CrossRef]
- Pierson, M.O.; Vaziri, R. Analytical solution for low-velocity impact response of composite plates. AIAA J. 1996, 34, 1633–1640. [Google Scholar] [CrossRef]
- Pang, S.S.; Zhao, Y.; Yang, C.; Griffin, S.A. Impact response of composite laminates with a hemispherical indenter. Polym. Eng. Sci. 1991, 31, 1461–1466. [Google Scholar] [CrossRef]
- Cantwell, W.J.; Morton, J. Comparison of the low and high velocity impact response of cfrp. Composites 1989, 20, 545–551. [Google Scholar] [CrossRef]
- Sankar, B.V.; Sun, C.T. Low-velocity impact response of laminated beams subjected to initialstresses. AIAA J. 1985, 23, 1962–1969. [Google Scholar] [CrossRef]
- Ramkumar, R.L.; Chen, P.C. Low-velocity impact response of laminated plates. AIAA J. 2012, 21, 1448–1452. [Google Scholar] [CrossRef]
- Vlot, A.; Van Ingen, J.W. Delamination Resistance of Post-Stretched Fibre Metal Laminates. J. Compos. Mater. 1998, 32, 1784–1805. [Google Scholar] [CrossRef]
- Liu, Y.; Hu, X. Study on Ti fiber reinforced TiAl3 composite by infiltration-in situ reaction. J. Tianjin Univ. Sci. Technol. 2009, 24, 43. [Google Scholar] [CrossRef]
- Vlot, A. Impact loading on fibre metal laminates. Int. J. Impact Eng. 1996, 18, 291–307. [Google Scholar] [CrossRef]
- Vlot, A. Impact properties of Fibre Metal Laminates. Compos. Eng. 1993, 3, 911–927. [Google Scholar] [CrossRef]
- Burianek, D.A.; Spearing, S.M. Modeling of facesheet crack growth in titanium–graphite hybrid laminates. Part II: Experimental results. Eng. Fract. Mech. 2003, 70, 799–812. [Google Scholar] [CrossRef]
- Burianek, D.A.; Giannakopoulos, A.E.; Spearing, S.M. Modeling of facesheet crack growth in titanium–graphite hybrid laminates, Part I. Eng. Fract. Mech. 2003, 70, 775–798. [Google Scholar] [CrossRef]
- Rhymer, D.W.; Johnson, W.S. Fatigue damage mechanisms in advanced hybrid titanium composite laminates. Int. J. Fatigue 2002, 24, 995–1001. [Google Scholar] [CrossRef] [Green Version]
- Burianek, D.A.; Spearing, S.M. Fatigue damage in titanium-graphite hybrid laminates. Compos. Sci. Technol. 2002, 62, 607–617. [Google Scholar] [CrossRef] [Green Version]
- Burianek, D.A.; Spearing, S.M. Delamination growth from face sheet seams in cross-ply titanium/graphite hybrid laminates. Compos. Sci. Technol. 2001, 61, 261–269. [Google Scholar] [CrossRef]
- Nakatani, H.; Kosaka, T.; Osaka, K.; Sawada, Y. Damage characterization of titanium/GFRP hybrid laminates subjected to low-velocity impact. Compos. Part A 2011, 42, 772–781. [Google Scholar] [CrossRef]
- Fan, J.; Guan, Z.W.; Cantwell, W.J. Numerical modelling of perforation failure in fibre metal laminates subjected to low velocity impact loading. Compos. Struct. 2011, 93, 2430–2436. [Google Scholar] [CrossRef]
- Fan, J.; Guan, Z.W.; Cantwell, W.J. Structural behaviour of fibre metal laminates subjected to a low velocity impact. Sci. China Phys. Mech. Astron. 2011, 54, 1168–1177. [Google Scholar] [CrossRef]
- Song, S.H.; Byun, Y.S.; Ku, T.W.; Song, W.J.; Kim, J.; Kang, B.S. Experimental and Numerical Investigation on Impact Performance of Carbon Reinforced Aluminum Laminates. J. Mater. Sci. Technol. 2010, 26, 327–332. [Google Scholar] [CrossRef]
- Sadighi, M.; Pärnänen, T.; Alderliesten, R.C.; Sayeaftabi, M.; Benedictus, R. Experimental and Numerical Investigation of Metal Type and Thickness Effects on the Impact Resistance of Fiber Metal Laminates. Appl. Compos. Mater. 2012, 19, 545–559. [Google Scholar] [CrossRef]
- Tsartsaris, N.; Meo, M.; Dolce, F.; Polimeno, U.; Guida, M.; Marulo, F. Low-velocity impact behavior of fiber metal laminates. J. Compos. Mater. 2011, 45, 803–814. [Google Scholar] [CrossRef]
- Faggiani, A.; Falzon, B.G. Predicting low-velocity impact damage on a stiffened composite panel. Compos. Part A Appl. Sci. Manuf. 2010, 41, 737–749. [Google Scholar] [CrossRef]
- Zhou, D.W.; Stronge, W.J. Low velocity impact denting of HSSA lightweight sandwich panel. Int. J. Mech. Sci. 2006, 48, 1031–1045. [Google Scholar] [CrossRef]
- Foo, C.C.; Seah, L.K.; Chai, G.B. Low-velocity impact failure of aluminium honeycomb sandwich panels. Compos. Struct. 2008, 85, 20–28. [Google Scholar] [CrossRef]
- Zhu, S.; Chai, G.B. Effect of adhesive in sandwich panels subjected to low-velocity impact. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2011, 225, 171–181. [Google Scholar] [CrossRef]
- Zhou, J.; Hassan, M.Z.; Guan, Z.; Cantwell, W.J. The low velocity impact response of foam-based sandwich panels. Compos. Sci. Technol. 2012, 72, 1781–1790. [Google Scholar] [CrossRef]
- Chai, G.B.; Zhu, S. A review of low-velocity impact on sandwich structures. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2011, 225, 207–230. [Google Scholar] [CrossRef]
- Foo, C.C.; Chai, G.B.; Seah, L.K. A model to predict low-velocity impact response and damage in sandwich composites. Compos. Sci. Technol. 2008, 68, 1348–1356. [Google Scholar] [CrossRef]
- Linde, P.; Pleitner, J.; Boer, H.D.; Carmone, C. Modelling and Simulation of Fibre Metal Laminates. In Proceedings of the ABAQUS Users’ Conference, Boston, MA, USA, 25–27 May 2004; pp. 421–439. [Google Scholar]
- Iannucci, L. Progressive failure modelling of woven carbon composite under impact. Int. J. Impact Eng. 2006, 32, 1013–1043. [Google Scholar] [CrossRef]
- Mura, T. Mechanics of Elastic and Inelastic Solids, 2nd ed.; Softcover Reprint of the Original; Springer: Berlin, Germany, 1987; Volume XIV, 588p. [Google Scholar]
- Eshelby, J.D. The Determination of the Elastic Field of an Ellipsoidal Inclusion, and Related Problems. Proc. R. Soc. Lond. 1957, 241, 376–396. [Google Scholar] [CrossRef]
- Zhou, Q.; Xie, L.; Jin, X.; Wang, Z.; Wang, J.; Keer, L.M.; Wang, Q. Numerical Modeling of Distributed Inhomogeneities and Their Effect on Rolling-Contact Fatigue Life. J. Tribol. 2015, 137, 313–315. [Google Scholar]
- Liu, S.; Wang, Q. Elastic Fields due to Eigenstrains in a Half-Space. J. Appl. Mech. 2005, 72, 871–878. [Google Scholar] [CrossRef]
- Liu, S.; Jin, X.; Wang, Z.; Keer, L.M.; Wang, Q. Analytical solution for elastic fields caused by eigenstrains in a half-space and numerical implementation based on FFT. Int. J. Plast. 2012, 35, 135–154. [Google Scholar] [CrossRef]
- Koumi, K.E.; Zhao, L.; Leroux, J.; Chaise, T.; Nelias, D. Contact analysis in the presence of an ellipsoidal inhomogeneity within a half space. Int. J. Solids Struct. 2014, 51, 1390–1402. [Google Scholar] [CrossRef]
- Zhou, K.; Chen, W.W.; Keer, L.M.; Ai, X.; Sawamiphakdi, K.; Glaws, P.; Wang, Q.J. Multiple 3D inhomogeneous inclusions in a half space under contact loading. Mech. Mater. 2011, 43, 444–457. [Google Scholar] [CrossRef]
- Zhou, K.; Keer, L.M.; Wang, Q.J.; Ai, X.; Sawamiphakdi, K.; Glaws, P.; Paire, M.; Che, F. Interaction of multiple inhomogeneous inclusions beneath a surface. Comput. Methods Appl. Mech. Eng. 2012, 217–220, 25–33. [Google Scholar] [CrossRef]
- Zhou, Q.; Jin, X.; Wang, Z.; Wang, J.; Keer, L.M.; Wang, Q. Numerical Implementation of the Equivalent Inclusion Method for 2D Arbitrarily Shaped Inhomogeneities. J. Elast. 2015, 118, 39–61. [Google Scholar] [CrossRef]
- Amuzuga, K.V.; Chaise, T.; Duval, A.; Nélias, D. Fully Coupled Resolution of Heterogeneous Elastic-Plastic Contact Problem. J. Tribol. 2016, 138, 021403. [Google Scholar] [CrossRef]
- Yu, H.Y.; Sanday, S.C. Elastic Fields in Joined Half-Spaces Due to Nuclei of Strain. Proc. R. Soc. A 1991, 434, 503–519. [Google Scholar] [CrossRef]
- Liu, S.; Wang, Q.; Liu, G. A versatile method of discrete convolution and FFT (DC-FFT) for contact analyses. Wear 2000, 243, 101–111. [Google Scholar] [CrossRef]
- Liu, S. Studying Contact Stress Fields Caused by Surface Tractions With a Discrete Convolution and Fast Fourier Transform Algorithm. J. Tribol. 2002, 124, 36–45. [Google Scholar] [CrossRef]
- Wang, Z.; Jin, X.; Zhou, Q.; Ai, X.; Keer, L.M.; Wang, Q. An Efficient Numerical Method With a Parallel Computational Strategy for Solving Arbitrarily Shaped Inclusions in Elastoplastic Contact Problems. J. Tribol. 2013, 135, 031401. [Google Scholar] [CrossRef]
- Zhou, K.; Hoh, H.J.; Wang, X.; Keer, L.M.; Pang, J.H.L.; Song, B.; Wang, Q.J. A Review of Recent Works on Inclusions. Mech. Mater. 2013, 60, 144–158. [Google Scholar] [CrossRef]
- Wang, Z.; Jin, X.; Keer, L.M.; Wang, Q. Novel Model for Partial-Slip Contact Involving a Material With Inhomogeneity. J. Tribol. 2013, 135, 041401. [Google Scholar] [CrossRef]
- Dong, Q.; Zhou, K.; Chen, W.W.; Fan, Q. Partial slip contact Modeling of heterogeneous elasto-plastic materials. Int. J. Mech. Sci. 2016, 114, 98–110. [Google Scholar] [CrossRef]
- Sinmazçelik, T.; Avcu, E.; Bora, M.Ö.; Çoban, O. A review: Fibre metal laminates, background, bonding types and applied test methods. Mater. Des. 2011, 32, 3671–3685. [Google Scholar] [CrossRef]
- Wu, G.; Yang, J.M. The mechanical behavior of GLARE laminates for aircraft structures. JOM 2005, 57, 72–79. [Google Scholar] [CrossRef]
- Chen, W.W.; Liu, S.; Wang, Q.J. Fast Fourier Transform Based Numerical Methods for Elasto-Plastic Contacts of Nominally Flat Surfaces. J. Appl. Mech. 2008, 75, 011022. [Google Scholar] [CrossRef]
- Fotiu, P.A.; Nemat-Nasser, S. A universal integration algorithm for rate-dependent elastoplasticity. Comput. Struct. 1996, 59, 1173–1184. [Google Scholar] [CrossRef]
- Nelias, D.; Boucly, V.; Brunet, M. Elastic-Plastic Contact Between Rough Surfaces: Proposal for a Wear or Running-in Model. J. Tribol. 2006, 128, 236–244. [Google Scholar] [CrossRef]
- Zhang, M.; Zhao, N.; Wang, Z.; Wang, Q. Efficient numerical method with a dual-grid scheme for contact of inhomogeneous materials and its applications. Comput. Mech. 2018, 1–17. [Google Scholar] [CrossRef]
- Peng, L.M.; Li, H.; Wang, J.H. Processing and mechanical behavior of laminated titanium–titanium tri-aluminide (Ti–Al 3 Ti) composites. Mater. Sci. Eng. A 2005, 406, 309–318. [Google Scholar] [CrossRef]
- Peng, L.M.; Wang, J.H.; Li, H.; Zhao, J.H.; He, L.H. Synthesis and microstructural characterization of Ti–Al 3 Ti metal–intermetallic laminate (MIL) composites. Scr. Mater. 2005, 52, 243–248. [Google Scholar] [CrossRef]
- Han, Y.; Lin, C.; Han, X.; Chang, Y.; Guo, C.; Jiang, F. Fabrication, interfacial characterization and mechanical properties of continuous Al2O3 ceramic fiber reinforced Ti/Al3Ti metal-intermetallic laminated (CCFR-MIL) composite. Mater. Sci. Eng. A 2017, 688, 338–345. [Google Scholar] [CrossRef]
- Wang, E.; Guo, C.; Zhou, P.; Lin, C.; Han, X.; Jiang, F. Fabrication, mechanical properties and damping capacity of shape memory alloy NiTi fiber-reinforced metal–intermetallic–laminate (SMAFR-MIL) composite. Mater. Des. 2016, 95, 446–454. [Google Scholar] [CrossRef]
- Lin, C.; Jiang, F.; Han, Y.; Wang, E.; Yuan, D.; Guo, C. Microstructure evolution and fracture behavior of innovative Ti-(SiCf/Al3Ti) laminated composites. J. Alloys Compd. 2018, 743, 52–62. [Google Scholar] [CrossRef]
- Han, Y.; Jiang, F.; Lin, C.; Yuan, D.; Huang, H.; Wang, E.; Wang, Z.; Guo, C. Microstructure and mechanical properties of continuous ceramic SiC and shape memory alloy NiTi hybrid fibers reinforced Ti-Al metal-intermetallic laminated composite. J. Alloys Compd. 2017, 729, 1145–1155. [Google Scholar] [CrossRef]
- Adharapurapu, R.R.; Vecchio, K.S.; Jiang, F.; Rohatgi, A. Effects of ductile laminate thickness, volume fraction, and orientation on fatigue-crack propagation in Ti-Al3Ti metal-intermetallic laminate composites. Metall. Mater. Trans. A 2005, 36, 1595–1608. [Google Scholar] [CrossRef]
- Li, T.; Grignon, F.; Benson, D.J.; Vecchio, K.S.; Olevsky, E.A.; Jiang, F.; Rohatgi, A.; Schwarz, R.B.; Meyers, M.A. Modeling the elastic properties and damage evolution in Ti–Al3Ti metal–intermetallic laminate (MIL) composites. Mater. Sci. Eng. A 2004, 374, 10–26. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Values | ||
|---|---|---|---|
| Matrix | Hard Inhomogeneity | Soft Inhomogeneity | |
| Young’s Modulus | 200 Gpa | 400 Gpa | 100 Gpa |
| Poisson’s Ratio | 0.3 | 0.3 | 0.3 |
| Yield Strength | 1000 Mpa | ∞ | 800 Mpa |
| Isotropic Hardening Parameter | 0.1 | none | 0.1 |
| Item | Values |
|---|---|
| Radius of Indenter | 6 mm |
| Concentrated Load | 50 N |
| Hertzian Contact Radius | 0.1 mm |
| Hertzian Contact Pressure | 2350 MPa |
| Size of Solution Domain for SAM (axisymmetric model, x, y, z) | 0.64 mm × 0.64 mm |
| Size of Solution Domain for SAM (3-D model, x, y, z) | 0.256 mm × 0.256 mm × 0.256 mm |
| Element Size of FEM Model (local refinement area) | 1 μm |
| Element Size of SAM Model | 4 μm |
| Radius of Cylindrical Inhomogeneity | 0.064 mm |
| Generatrix of Cylindrical Inhomogeneity | 0.064 mm |
| Depth of Inhomogeneity Center Beneath Contact Point | 0.064 mm |
| Terms | Al3Ti Layer | SiC Fiber | Ti Layer |
|---|---|---|---|
| Mesh Size, SAM, (μm) | 8 | ||
| Element Number, SAM (x, y, z) | 64, 64, 64 | ||
| Radius of Indenter (mm) | 4 | ||
| Thickness of Inhomogeneity Ti layer hTi, (μm) | 216 | ||
| Thickness of Matrix Al3Ti layer hAl3Ti, (μm) | 296 | ||
| Maximum Load of Indenter, (kN) | 21.6 | ||
| Depth of SiC Inhomogeneity Horizontal Center Line hi, (μm) | / | 364 | / |
| Radius of SiC Inhomogeneity r0, (μm) | / | 4 | / |
| Distance between SiC Inhomogeneity Centers, d0, (μm) | / | 8r0 | / |
| Ratio of Young’s Modulus E/EMatrix | 1 | 1.11 | 0.63 |
| Poisson’s Ratio | 0.28 | 0.3 | 0.34 |
| Initial Yield Strength (MPa) | 1003 | 841 | / |
| Hardening Parameter | 0.1 | 0.1 | / |
| Materials | Contact Mode of Loading | Compressive Strength (MPa) | Failure Strain (%) |
|---|---|---|---|
| Ti/Al3Ti | Plane-plane | 1332 | 3.34 |
| Sphere-plane | 987 | 3.19 | |
| SiC-Ti/Al3Ti | Plane-plane | 1453 | 3.30 |
| Sphere-plane | 1051 | 3.01 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Zhang, L.; Jiang, F.; Zhang, M.; Wang, L.; Yun, F. Elasto-Plastic Mechanical Properties and Failure Mechanism of Innovative Ti-(SiCf/Al3Ti) Laminated Composites for Sphere-Plane Contact at the Early Stage of Penetration Process. Materials 2018, 11, 1152. https://doi.org/10.3390/ma11071152
Liu J, Zhang L, Jiang F, Zhang M, Wang L, Yun F. Elasto-Plastic Mechanical Properties and Failure Mechanism of Innovative Ti-(SiCf/Al3Ti) Laminated Composites for Sphere-Plane Contact at the Early Stage of Penetration Process. Materials. 2018; 11(7):1152. https://doi.org/10.3390/ma11071152
Chicago/Turabian StyleLiu, Jingchuan, Lan Zhang, Fengchun Jiang, Mengqi Zhang, Liquan Wang, and Feihong Yun. 2018. "Elasto-Plastic Mechanical Properties and Failure Mechanism of Innovative Ti-(SiCf/Al3Ti) Laminated Composites for Sphere-Plane Contact at the Early Stage of Penetration Process" Materials 11, no. 7: 1152. https://doi.org/10.3390/ma11071152