Tribological and Wear Performance of Nanocomposite PVD Hard Coatings Deposited on Aluminum Die Casting Tool

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
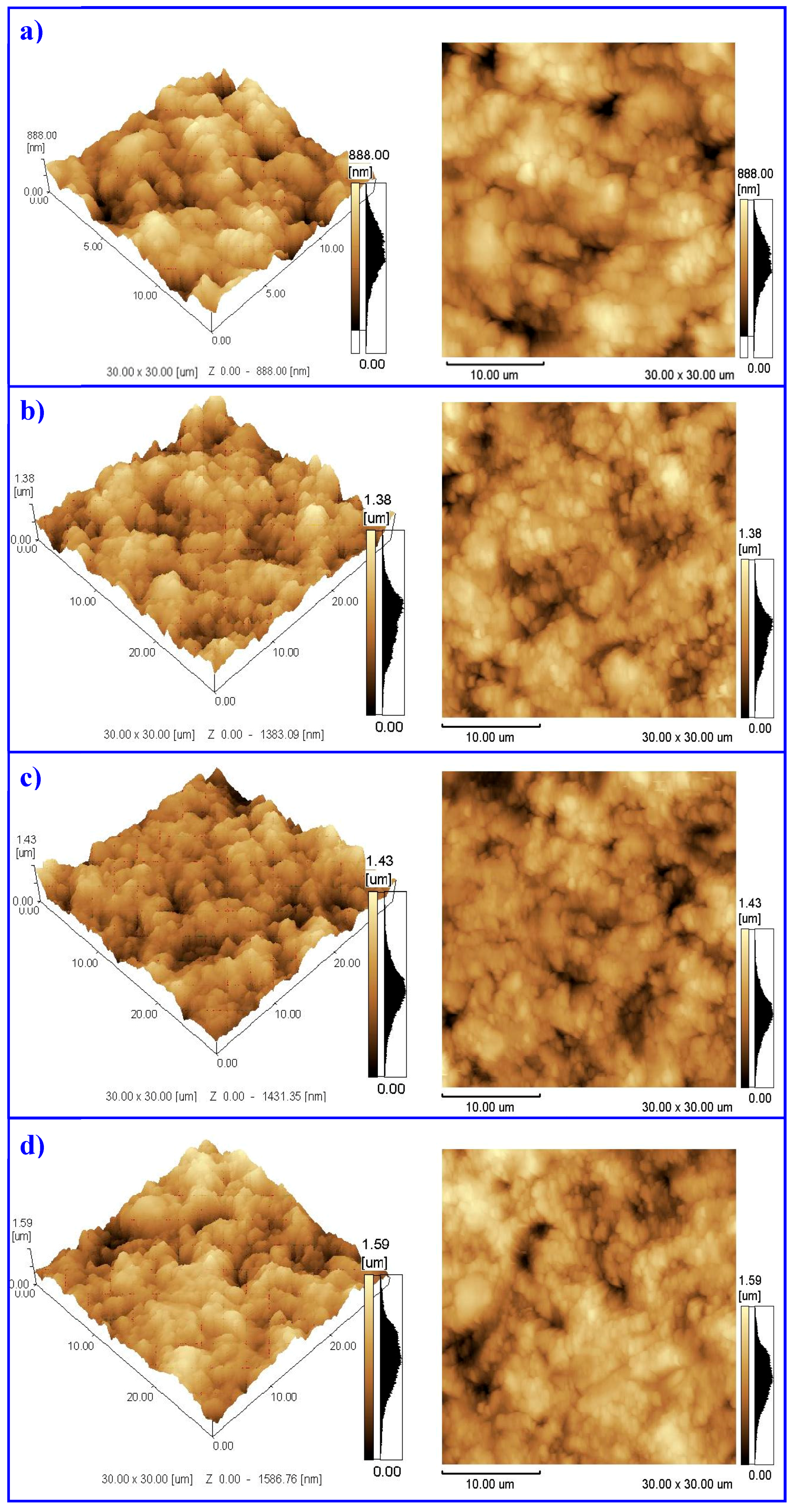
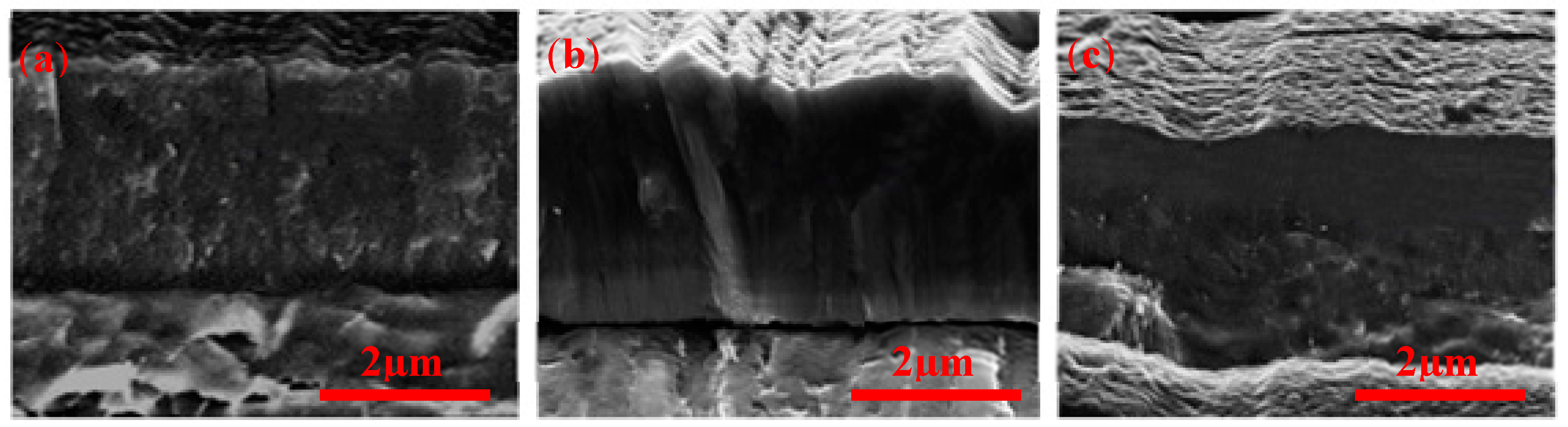
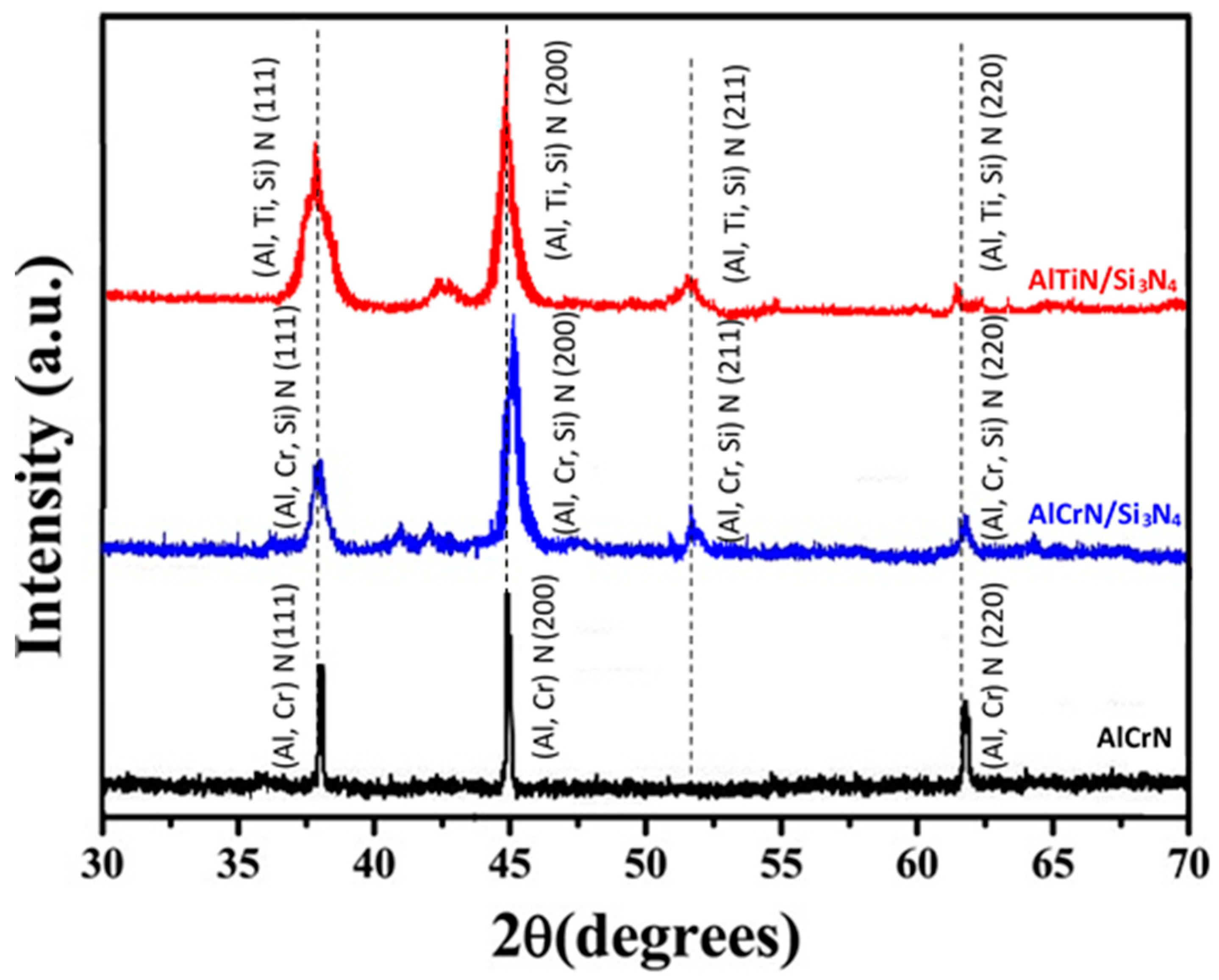
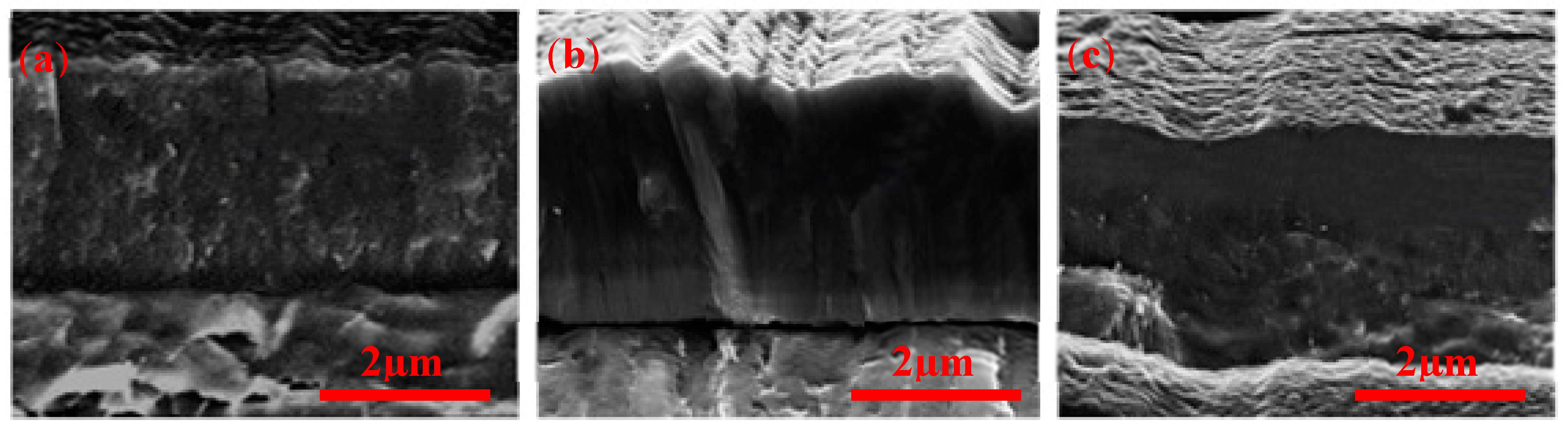
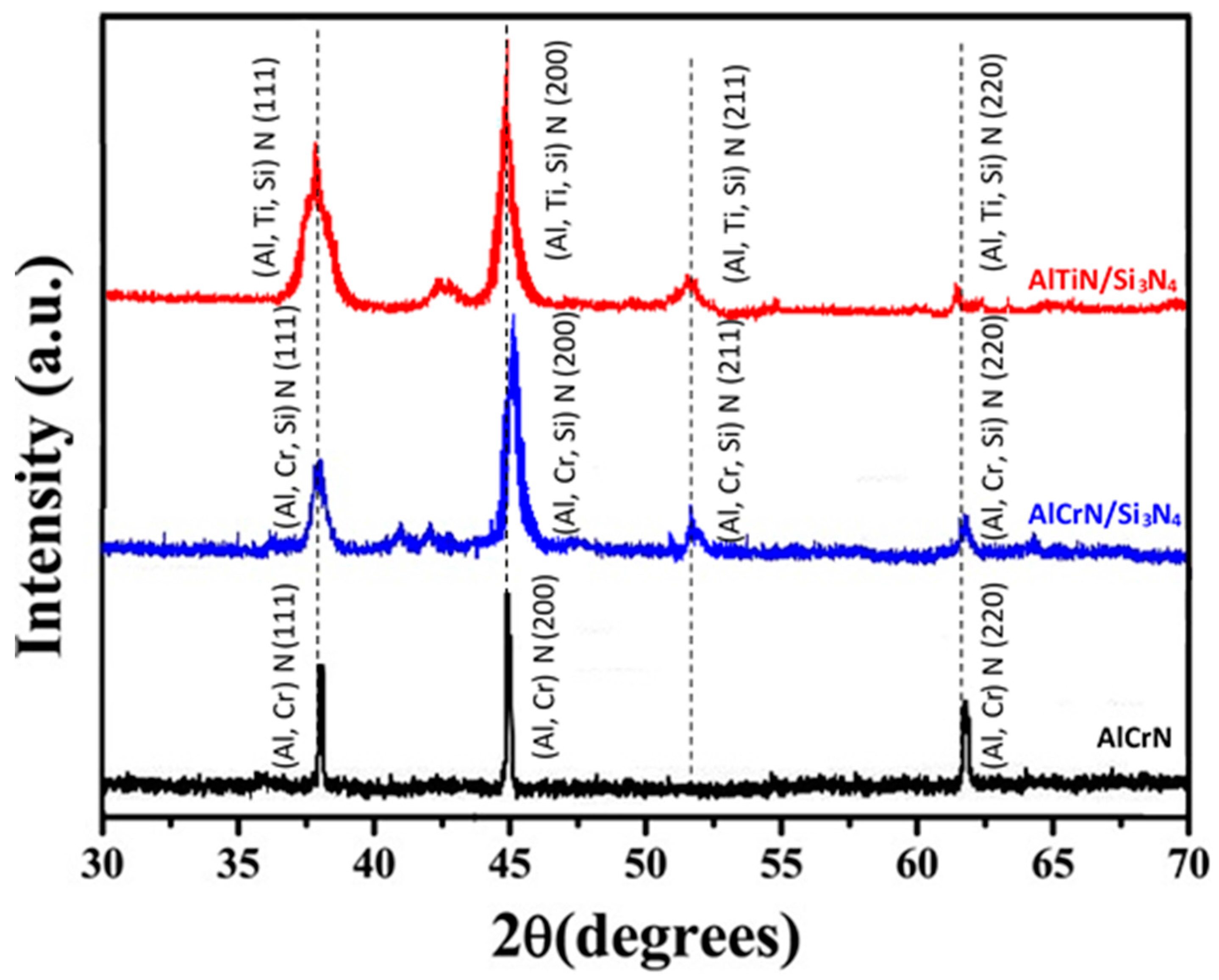
3.1. Coatings Characterizations
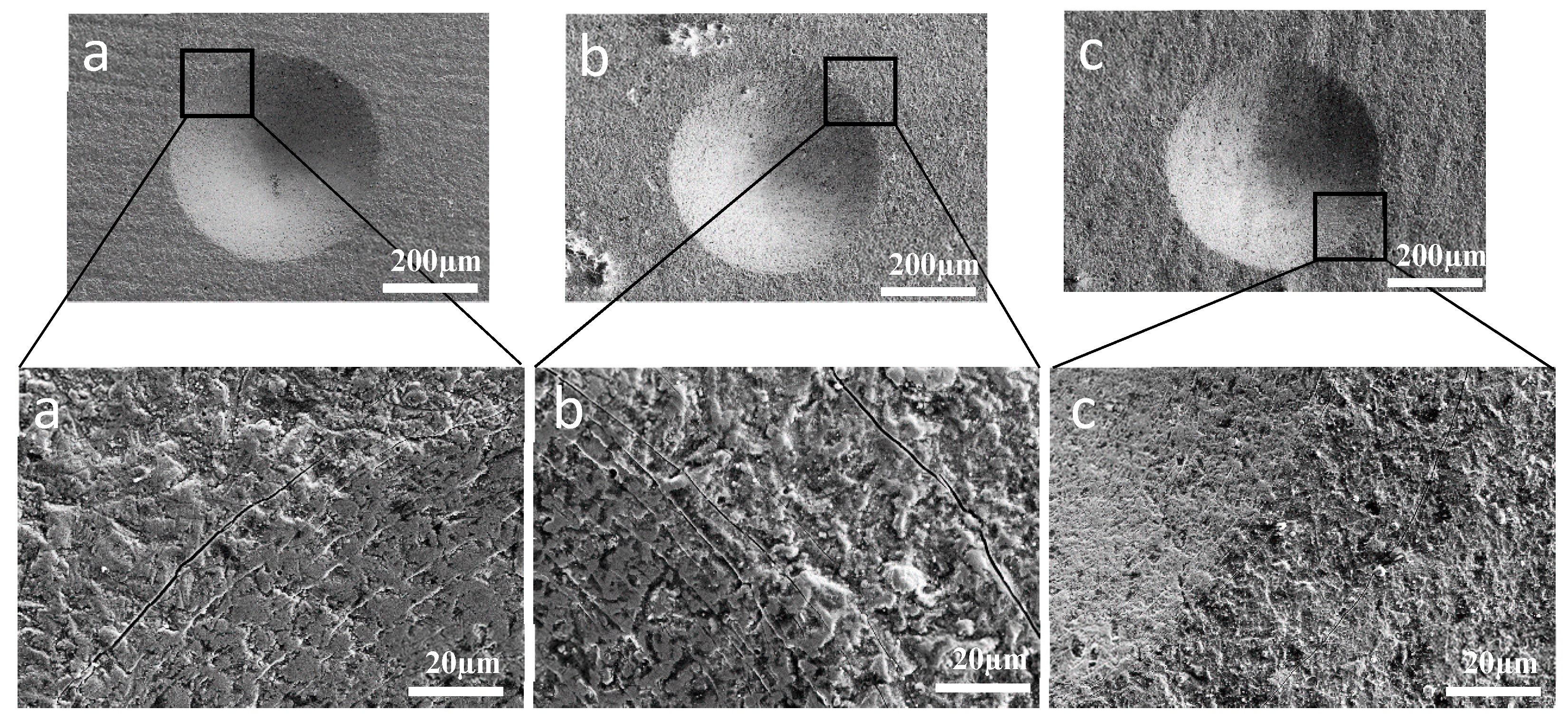
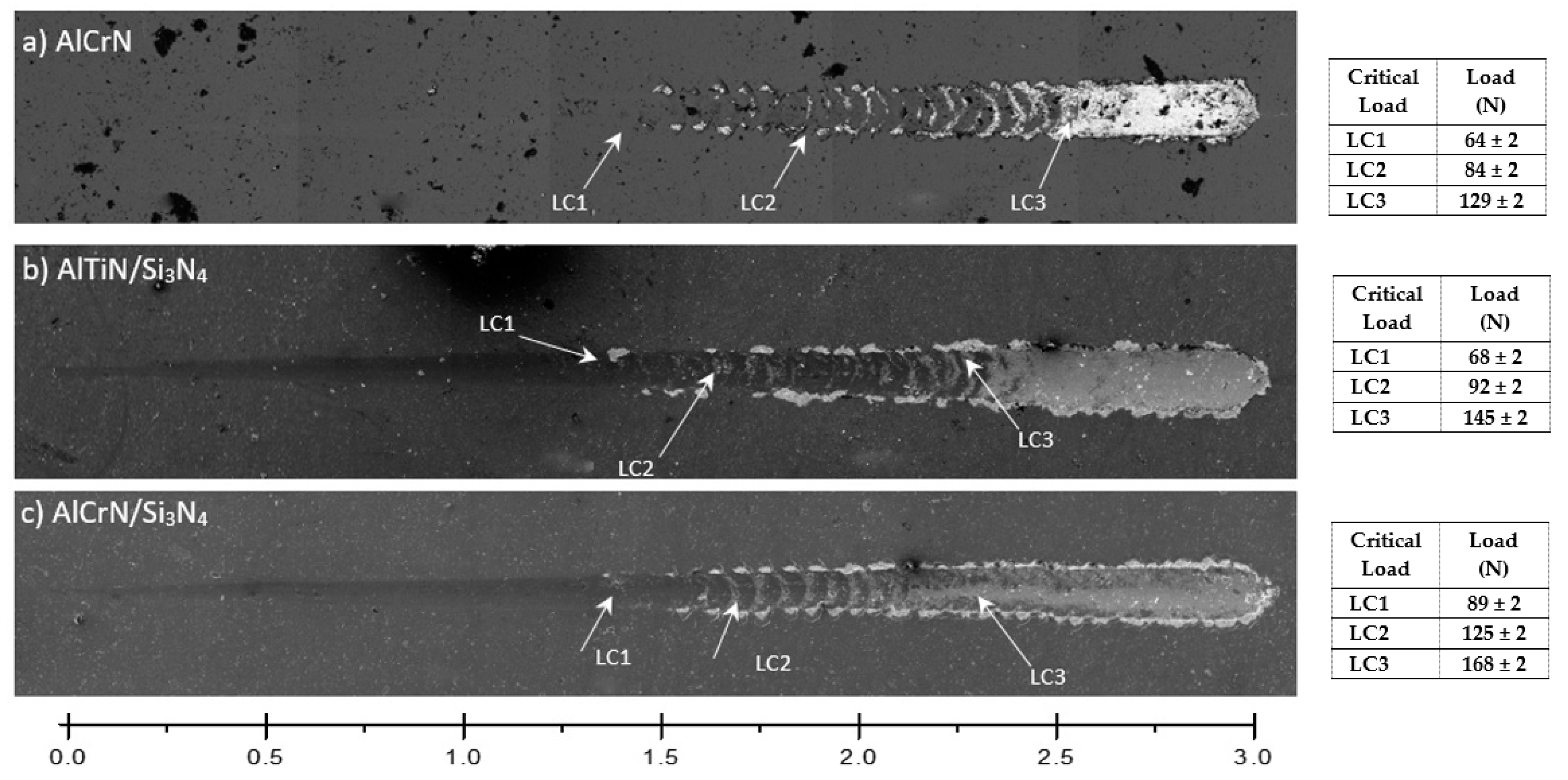
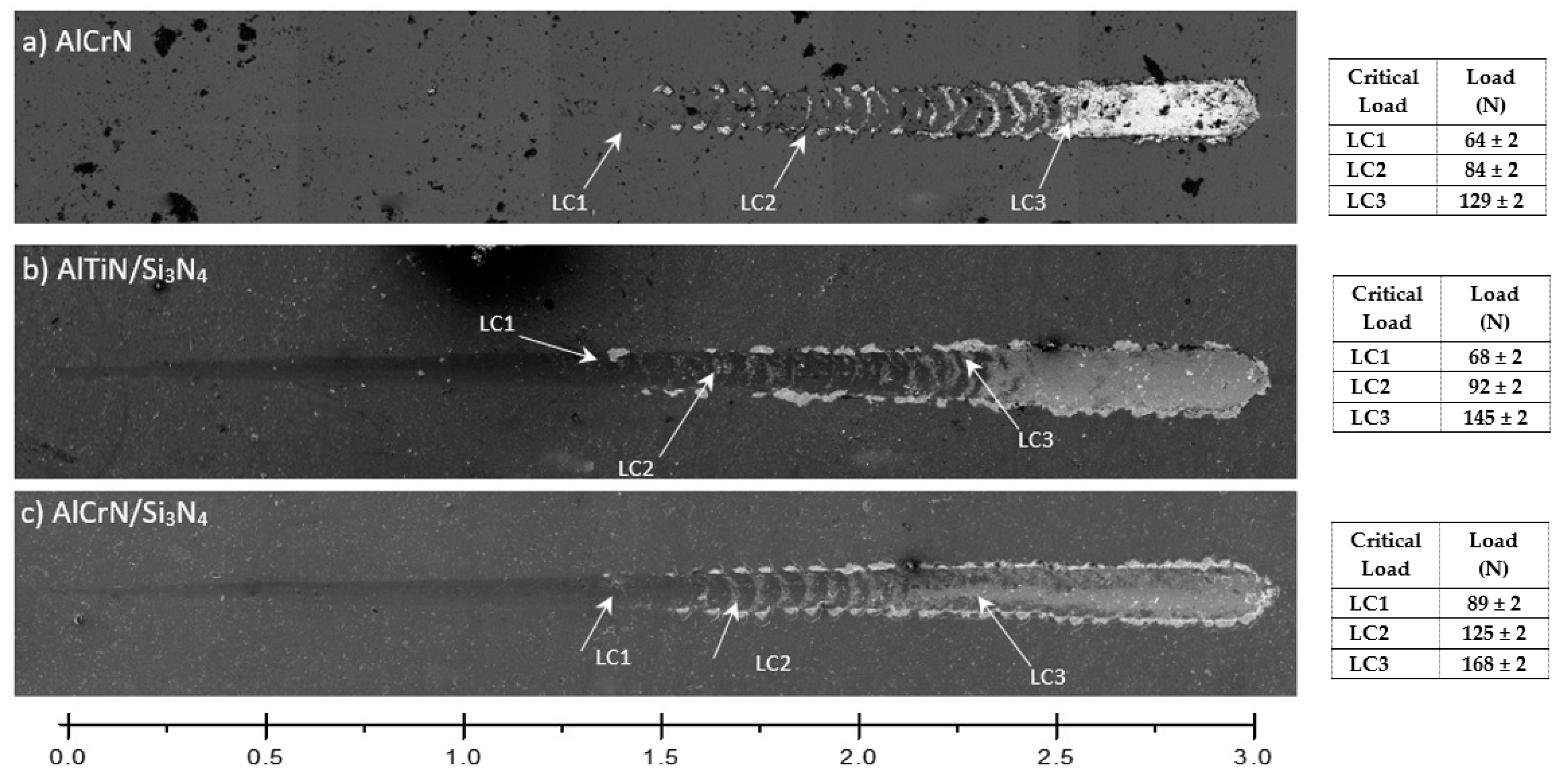
3.2. Coatings Mechanical Properties
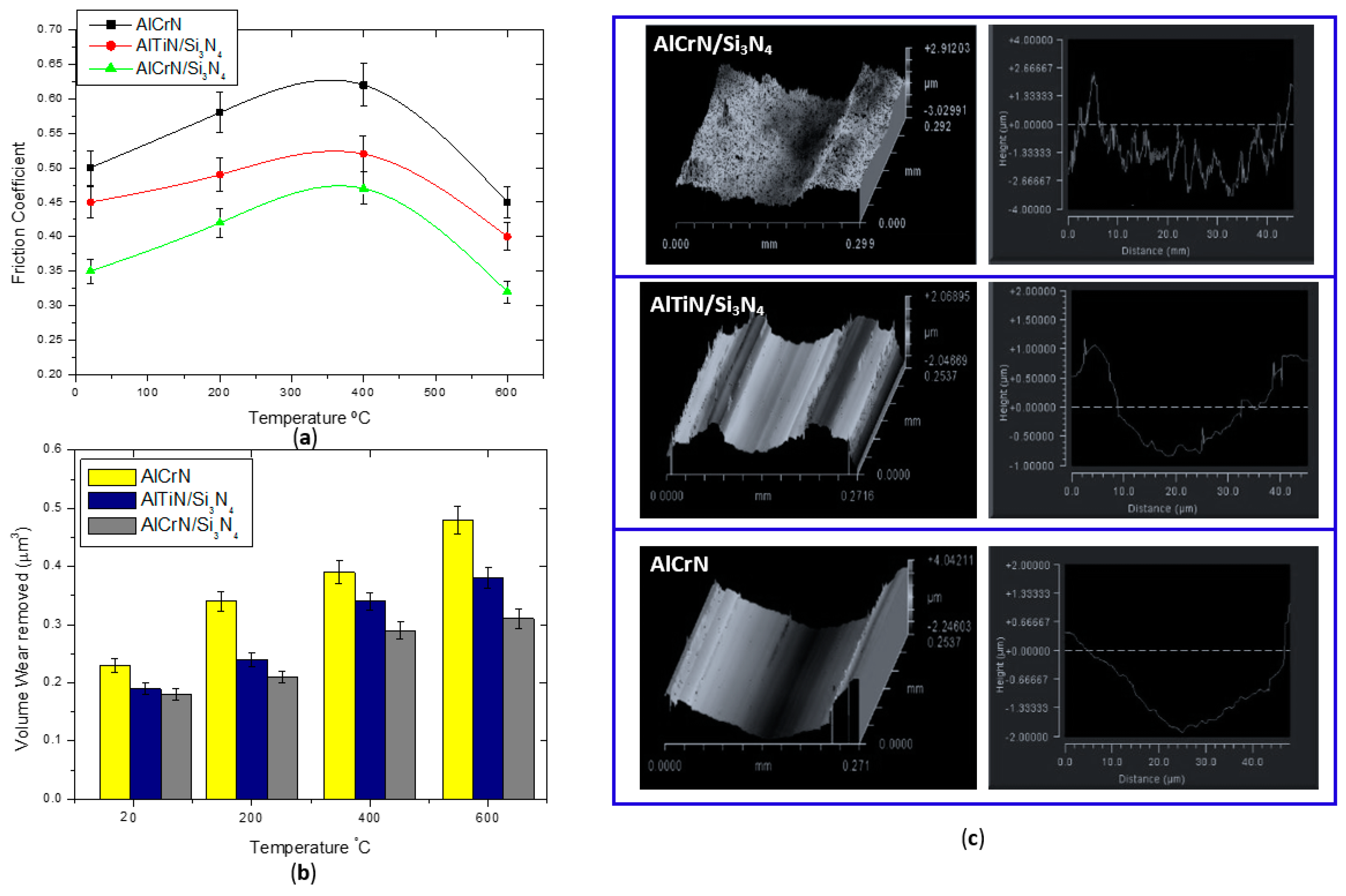
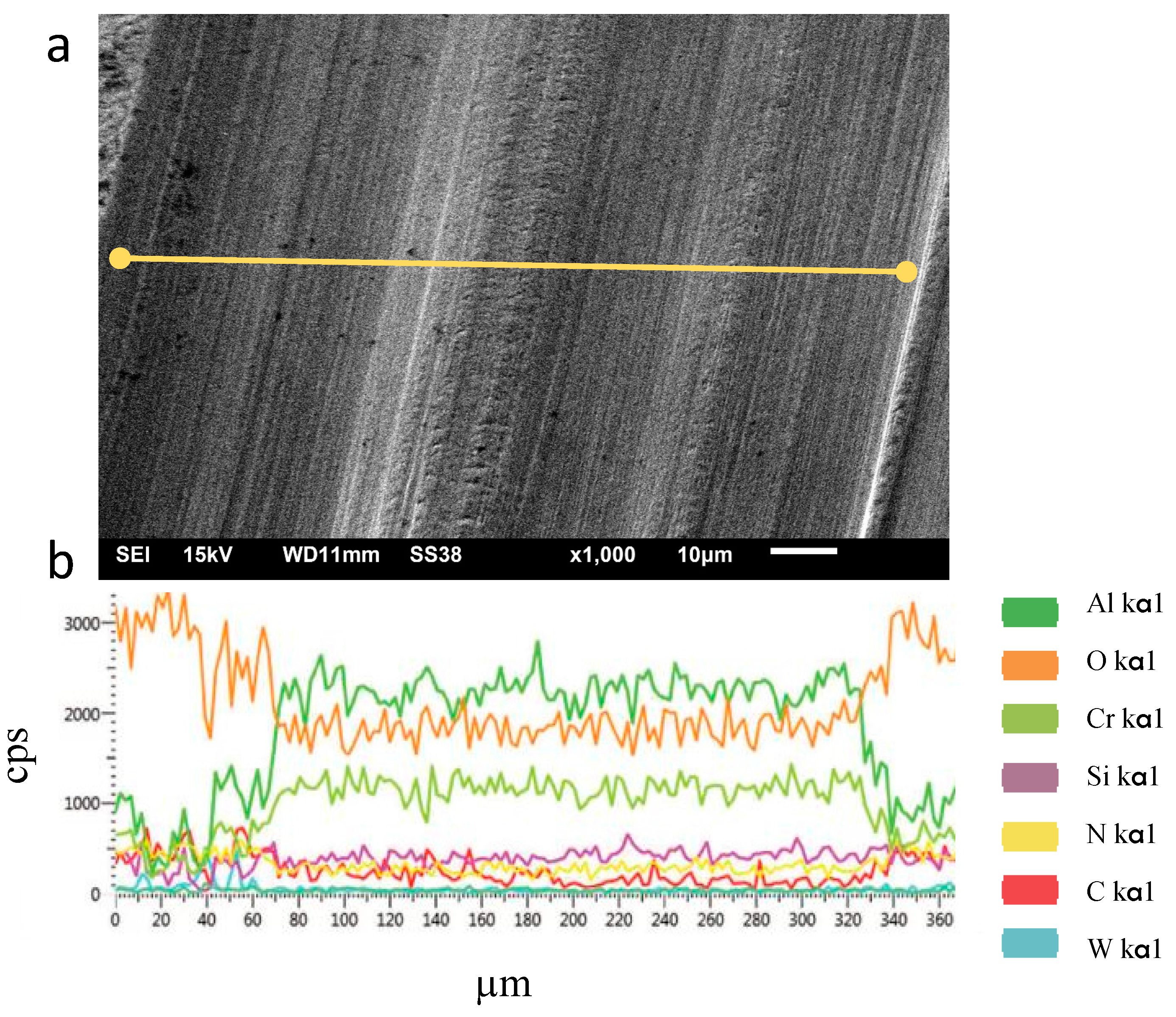
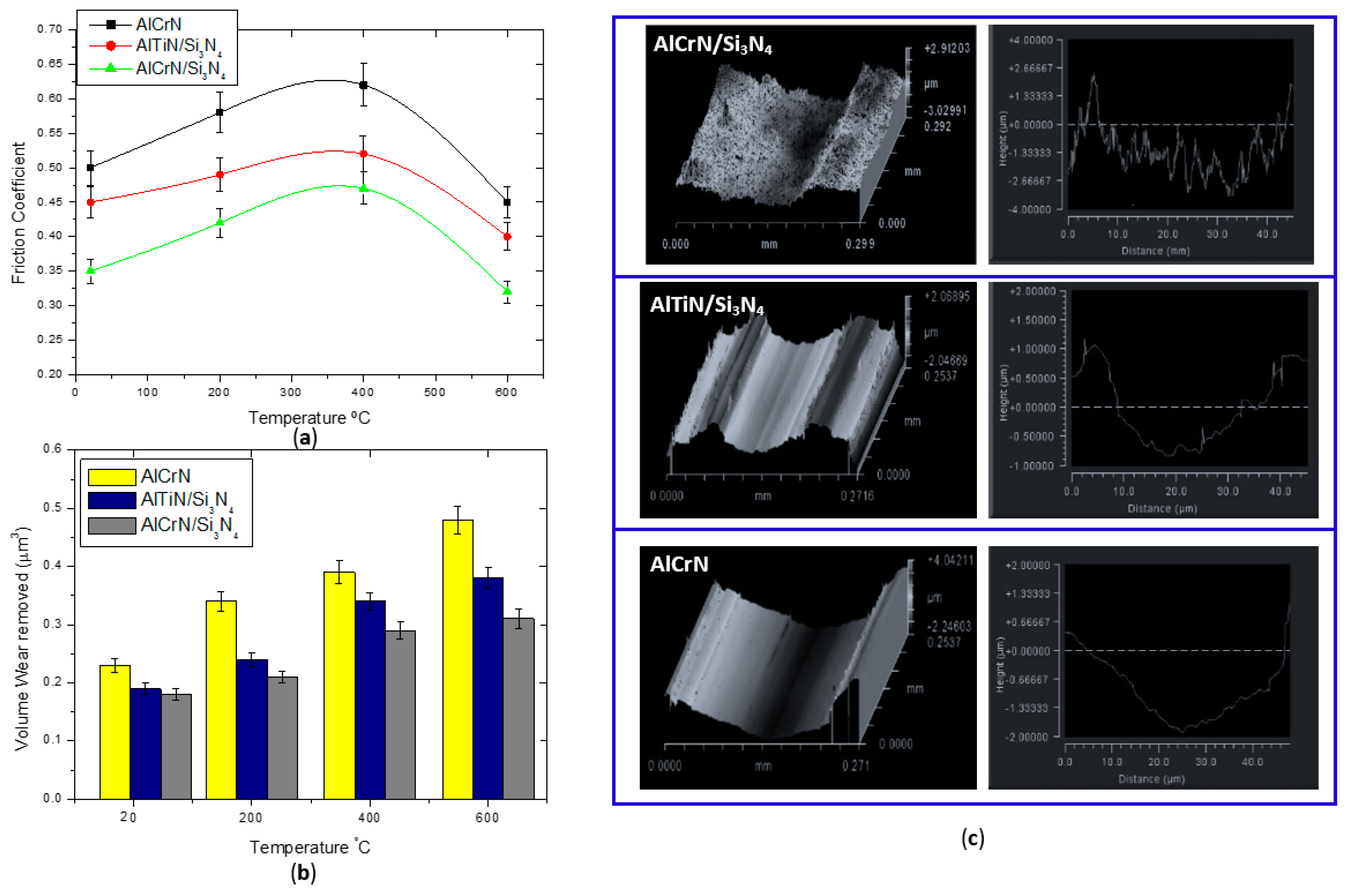
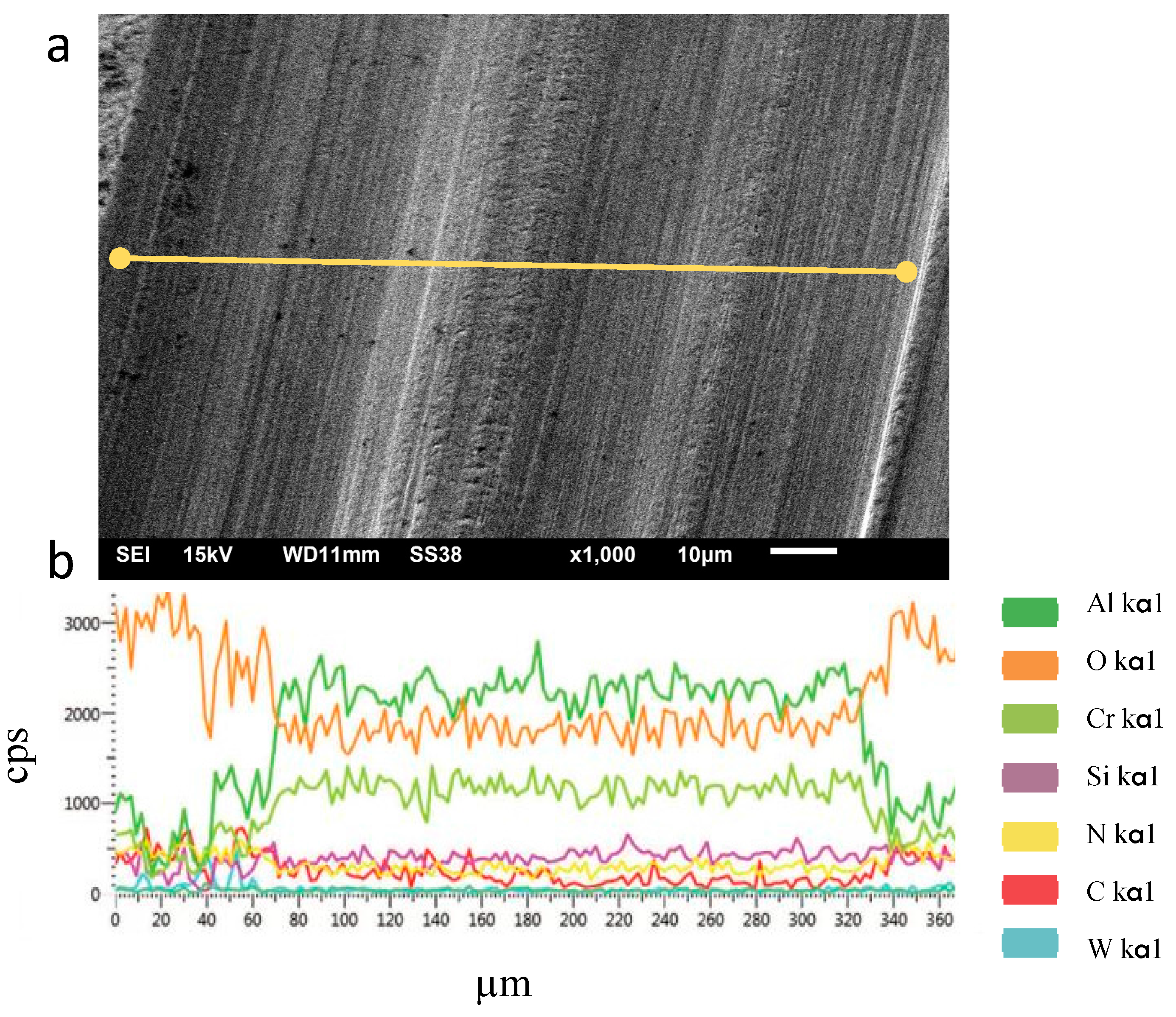
3.3. Tribological Properties
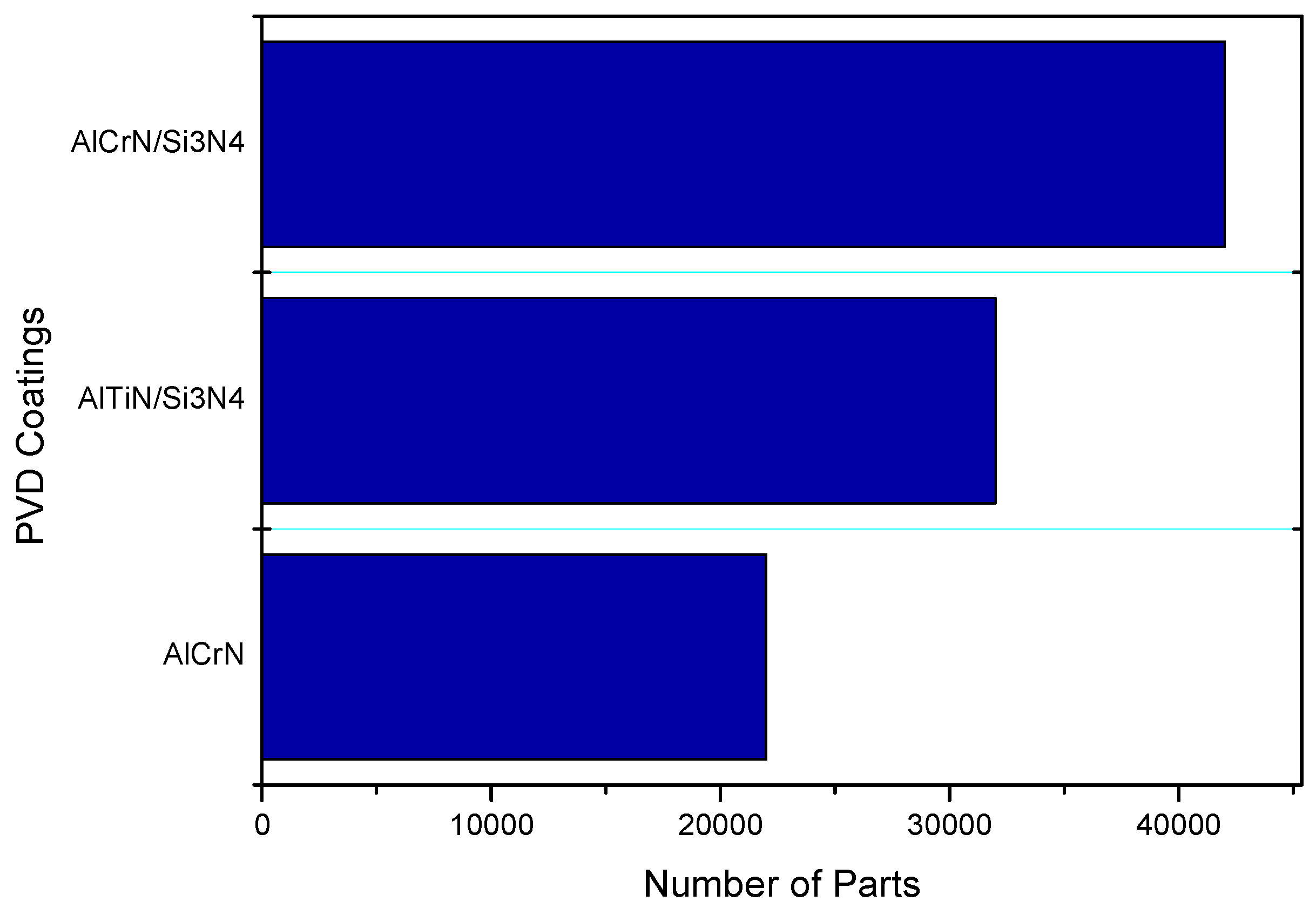
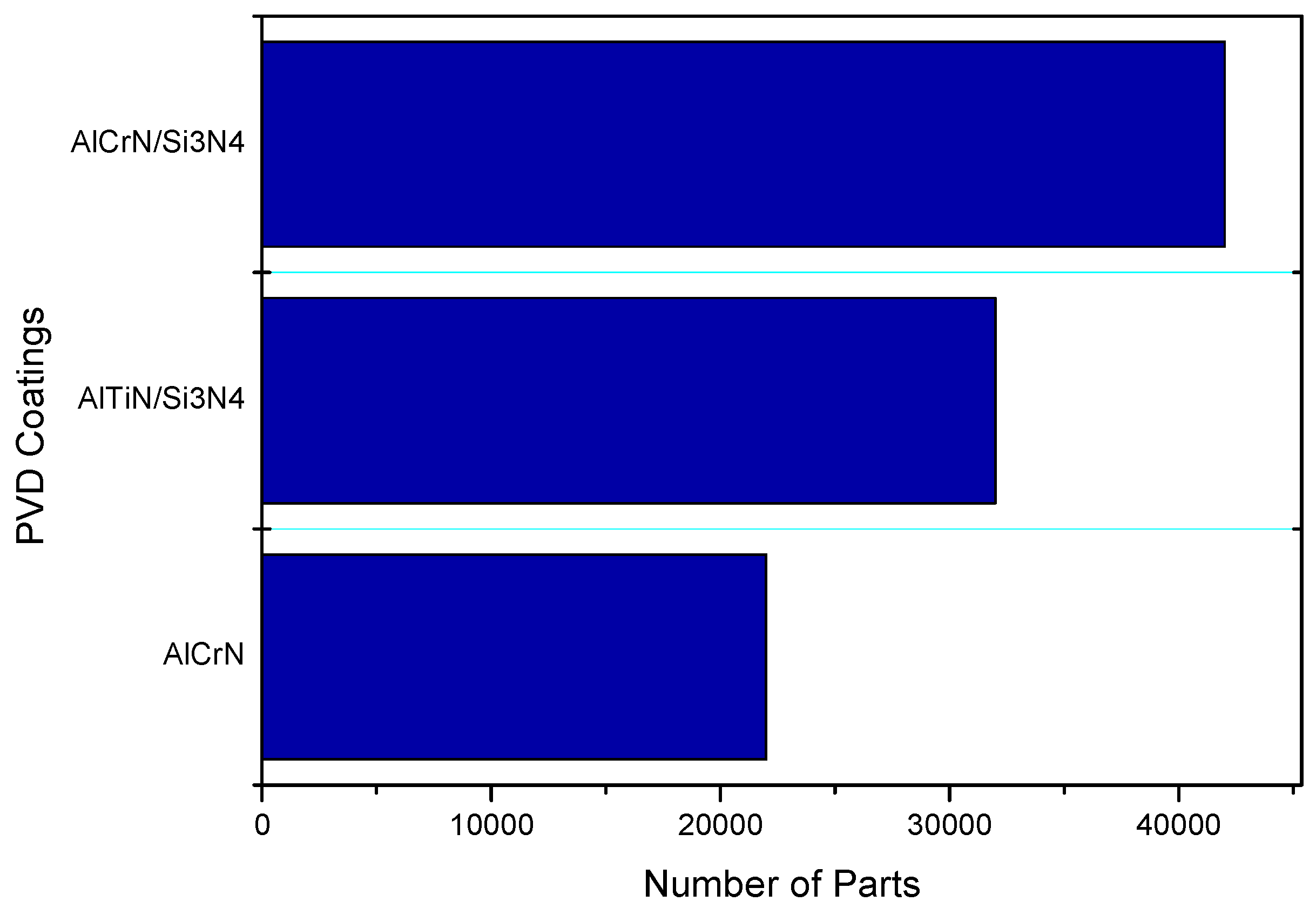
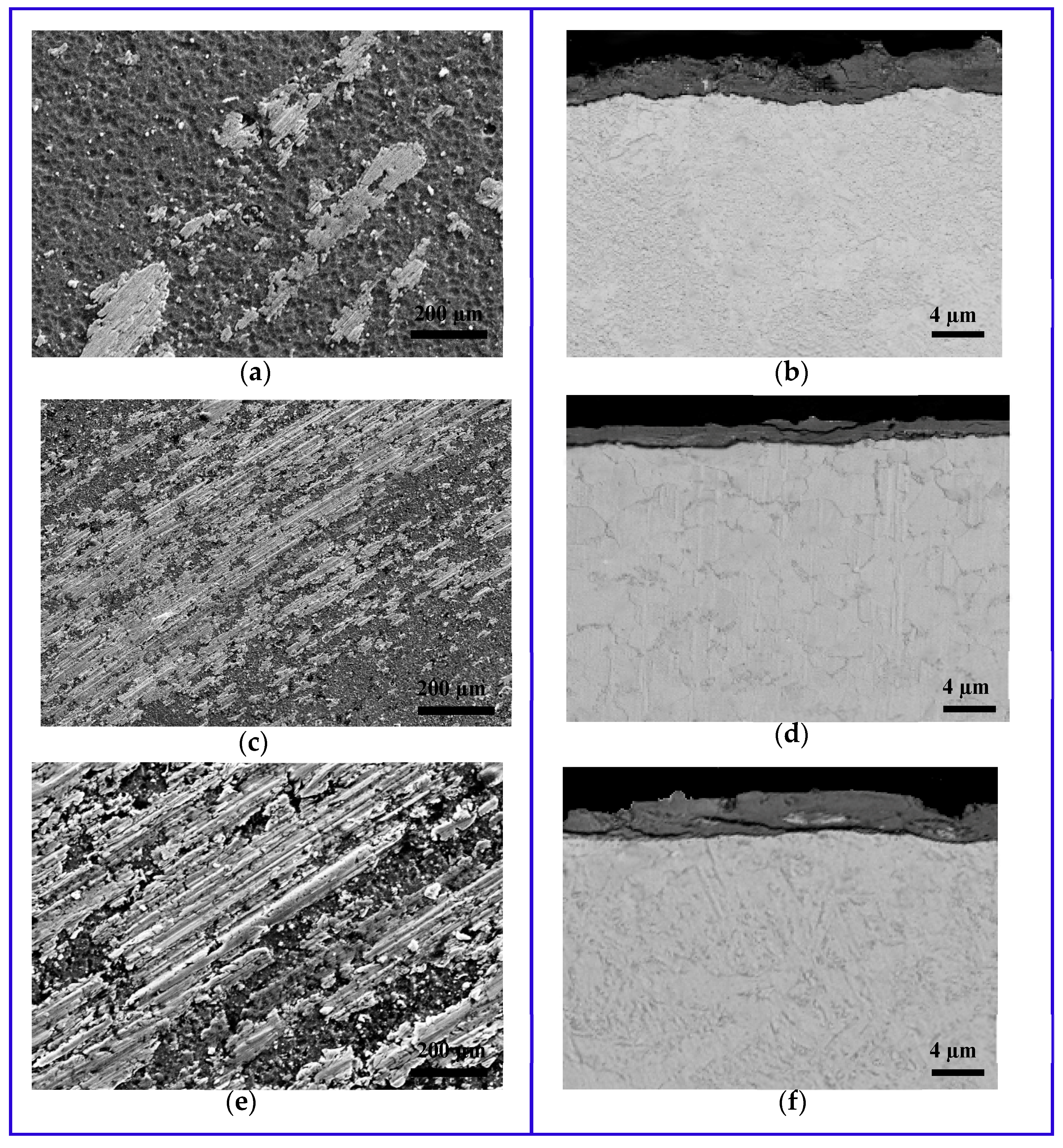
3.4. Mold’s Tool Life
3.5. Results Outline
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Hirsch, J.; Al-Samman, T. Superior light metals by texture engineering: Optimized aluminum and magnesium alloys for automotive applications. Acta Mater. 2013, 61, 818–843. [Google Scholar] [CrossRef]
- Wang, F.; Ma, Q.; Meng, W.; Han, Z. Experimental study on the heat transfer behavior and contact pressure at the casting-mold interface in squeeze casting of aluminum alloy. Int. J. Heat Mass Transf. 2017, 112, 1032–1043. [Google Scholar] [CrossRef]
- Klobčar, D.; Kosec, L.; Kosec, B.; Tušek, J. Thermo fatigue cracking of die casting dies. Eng. Fail. Anal. 2012, 20, 43–53. [Google Scholar] [CrossRef]
- Wang, B.; Bourne, G.R.; Korenyi-Both, A.L.; Monroe, A.K.; Midson, S.P.; Kaufman, M.J. Method to evaluate the adhesion behavior of aluminum-based alloys on various materials and coatings for lube-free die casting. J. Mater. Process. Technol. 2016, 237, 386–393. [Google Scholar] [CrossRef]
- Birol, Y.; İsler, D. Thermal cycling of AlTiN- and AlTiON-coated hot work tool steels at elevated temperatures. Mater. Sci. Eng. A 2011, 528, 4703–4709. [Google Scholar] [CrossRef]
- Tentardini, E.K.; Kunrath, A.O.; Aguzzoli, C.; Castro, M.; Moore, J.J.; Baumvol, I.J.R. Soldering mechanisms in materials and coatings for aluminum die casting. Surf. Coat. Technol. 2008, 202, 3764–3771. [Google Scholar] [CrossRef]
- Bobzin, K.; Brögelmann, T.; Hartmann, U.; Kruppe, N.C. Analysis of CrN/AlN/AlO and two industrially used coatings deposited on die casting cores after application in an aluminum die casting machine. Surf. Coat. Technol. 2016, 308, 374–382. [Google Scholar] [CrossRef]
- Bouzakis, K.-D.; Skordaris, G.; Gerardis, S.; Katirtzoglou, G.; Makrimallakis, S.; Pappa, M.; LilI, E.; M’Saoubi, R. Ambient and elevated temperature properties of TiN, TiAlN and TiSiN PVD films and their impact on the cutting performance of coated carbide tools. Surf. Coat. Technol. 2009, 204, 1061–1065. [Google Scholar] [CrossRef]
- Yu, D.; Wang, C.; Cheng, X.; Zhang, F. Microstructure and properties of TiAlSiN coatings prepared by hybrid PVD technology. Thin Solid Films 2009, 517, 4950–4955. [Google Scholar] [CrossRef]
- Miletić, A.; Panjan, P.; Škorić, B.; Čekada, M.; Dražič, G.; Kovač, J. Microstructure and mechanical properties of nanostructured Ti-Al-Si-N coatings deposited by magnetron sputtering. Surf. Coat. Technol. 2014, 241, 105–111. [Google Scholar] [CrossRef]
- Ma, Q.; Li, L.; Xu, Y.; Ma, X.; Xu, Y.; Liu, H. Effect of Ti content on the microstructure and mechanical properties of TiAlSiN nanocomposite coatings. Int. J. Refract. Met. Hard Mater. 2016, 59, 114–120. [Google Scholar] [CrossRef]
- Settineri, L.; Faga, M.G.; Gautier, G.; Perucca, M. Evaluation of wear resistance of AlSiTiN and AlSiCrN nanocomposite coatings for cutting tools. CIRP Ann. Manuf. Technol. 2008, 57, 575–578. [Google Scholar] [CrossRef]
- Verein Deutscher Ingenieure Normen; VDI 3198; VDI-Verlag: Dusseldorf, Germany, 1991.
- Haršáni, M.; Sahul, M.; Zacková, P.; Čaplovič, Ľ. Study of cathode current effect on the properties of CrAlSiN coatings prepared by LARC. Vacuum 2017, 139, 1–8. [Google Scholar] [CrossRef]
- Antonov, M.; Hussainova, I.; Sergejev, F.; Kulu, P.; Gregor, A. Assessment of gradient and nanogradient PVD coatings behaviour under erosive, abrasive and impact wear conditions. Wear 2009, 267, 898–906. [Google Scholar] [CrossRef]
- Chen, L.; Du, Y.; Wang, A.J.; Wang, S.Q.; Zhou, S.Z. Effect of Al content on microstructure and mechanical properties of Ti–Al–Si–N nanocomposite coatings. Int. J. Refract. Met. Hard Mater. 2009, 27, 718–721. [Google Scholar] [CrossRef]
- Soldán, J.; Neidhardt, J.; Sartory, B.; Kaindl, R.; Čerstvý, R.; Mayrhofer, P.H.; Tessadri, R.; Polcik, P.; Lechthaler, M.; Mitterer, C. Structure–property relations of arc-evaporated Al–Cr–Si–N coatings. Surf. Coat. Technol. 2008, 202, 3555–3562. [Google Scholar] [CrossRef]
- Kao, C.M.; Lee, J.W.; Chen, H.W.; Chan, Y.C.; Duh, J.G.; Chen, S.P. Microstructures and mechanical properties evaluation of TiAlN/CrSiN multilayered thin films with different bilayer periods. Surf. Coat. Technol. 2010, 205, 1438–1443. [Google Scholar] [CrossRef]
- Vladescu, A.; Braic, V.; Braic, M.; Balaceanu, M. Arc plasma deposition of TiSiN/Ni nanoscale multilayered coatings. Mater. Chem. Phys. 2013, 138, 500–506. [Google Scholar] [CrossRef]
- Polcar, T.; Cavaleiro, A. High-temperature tribological properties of CrAlN, CrAlSiN and AlCrSiN coatings. Surf. Coat. Technol. 2011, 206, 1244–1251. [Google Scholar] [CrossRef]
- Xie, Z.; Wang, L.; Wang, X.; Huang, L.; Lu, Y.; Yan, J. Influence of Si content on structure and mechanical properties of TiAlSiN coatings deposited by multi-plasma immersion ion implantation and deposition. Trans. Nonferrous Met. Soc. China 2011, 21, s476–s482. [Google Scholar] [CrossRef]
- Sun, S.Q.; Ye, Y.W.; Wang, Y.X.; Liu, M.Q.; Liu, X.; Li, J.L.; Wang, L.P. Structure and tribological performances of CrAlSiN coatings with different Si percentages in seawater. Tribol. Int. 2017, 115, 591–599. [Google Scholar] [CrossRef]
- Voevodin, A.A.; Muratore, C.; Aouadi, S.M. Hard coatings with high temperature adaptive lubrication and contact thermal management: Review. Surf. Coat. Technol. 2014, 257, 247–265. [Google Scholar] [CrossRef]
- Feng, Y.P.; Zhang, L.; Ke, R.X.; Wan, Q.L.; Wang, Z.; Lu, Z.H. Thermal stability and oxidation behavior of AlTiN, AlCrN and AlCrSiWN coatings. Int. J. Refract. Met. Hard Mater. 2014, 43, 241–249. [Google Scholar] [CrossRef]
- Barshilia, H.C.; Ghosh, M.; Ramakrishna, R.; Rajam, K.S. Deposition and characterization of TiAlSiN nanocomposite coatings prepared by reactive pulsed direct current unbalanced magnetron sputtering. Appl. Surf. Sci. 2010, 256, 6420–6426. [Google Scholar] [CrossRef]
- Uhlmann, E.; Fuentes, J.A.O.; Gerstenberger, R.; Frank, H. nc-AlTiN/a-Si3N4 and nc-AlCrN/a-Si3N4 nanocomposite coatings as protection layer for PCBN tools in hard machining. Surf. Coat. Technol. 2013, 237, 142–148. [Google Scholar] [CrossRef]
- Veprek, S.; Reiprich, S. A concept for the design of novel superhard coatings. Thin Solid Films 1995, 268, 64–71. [Google Scholar] [CrossRef]
- Ravi, N.; Markandeya, R.; Joshi, S.V. Effect of nitrogen pressure on mechanical properties of nc-TiAlN/a-Si3N4 nanocomposite coatings deposited by cathodic arc PVD process. Mater. Today Proc. 2016, 3, 3002–3011. [Google Scholar] [CrossRef]
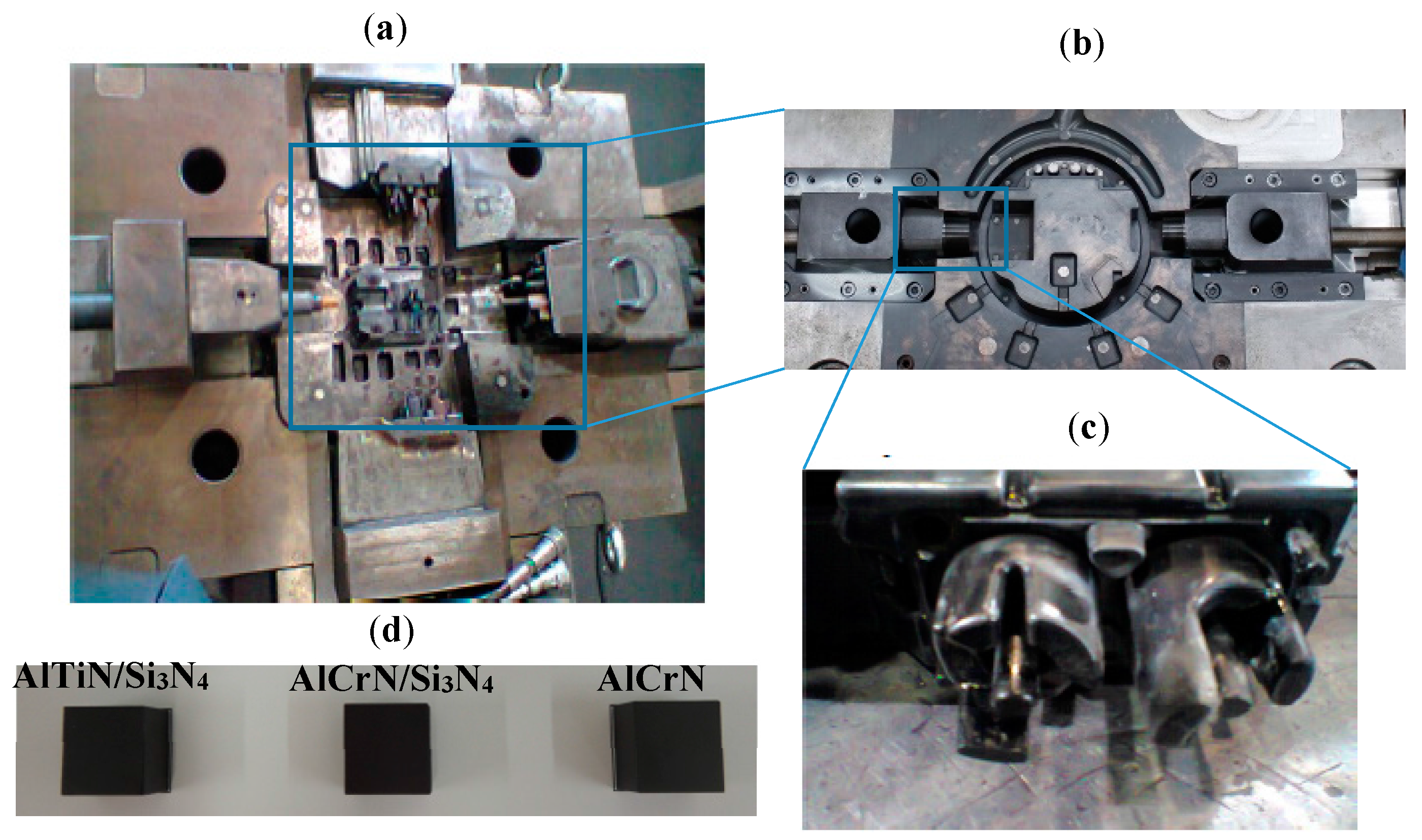
| Coating | (a)—AlCrN | (b)—AlTiN/Si3N4 | (c)—AlCrN/Si3N4 |
|---|---|---|---|
| Element | Atomic % | Atomic % | Atomic % |
| Al K | 31.6 | 20.5 | 27.3 |
| Cr K | 18.1 | - | 22.7 |
| Ti K | - | 16 | - |
| Si K | - | 3.5 | 3.9 |
| N K | 50.3 | 60 | 51.1 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element/Amount | C | Cr | Mo | Mn | Si | V | Fe |
|---|---|---|---|---|---|---|---|
| wt % | 0.49 | 4.99 | 1.3 | 0.4 | 0.97 | 0.93 | Balance |
| Coatings | H—Hardness (GPa) | E—Reduced Elastic Modulus (GPa) | H/E Ratio | H3/E2 Ratio | Residual Stress (GPa) | Thickness (µm) |
|---|---|---|---|---|---|---|
| AlCrN | 27 ± 3 | 360 ± 25 | 0.0750 | 0.151 | 4 | 3.2 |
| AlTiN/Si3N4 | 39 ± 3 | 400 ± 25 | 0.0975 | 0.370 | 4.8 | 2.8 |
| AlCrN/Si3N4 | 44 ± 3 | 430 ± 25 | 0.0102 | 0.460 | 5.2 | 2.3 |
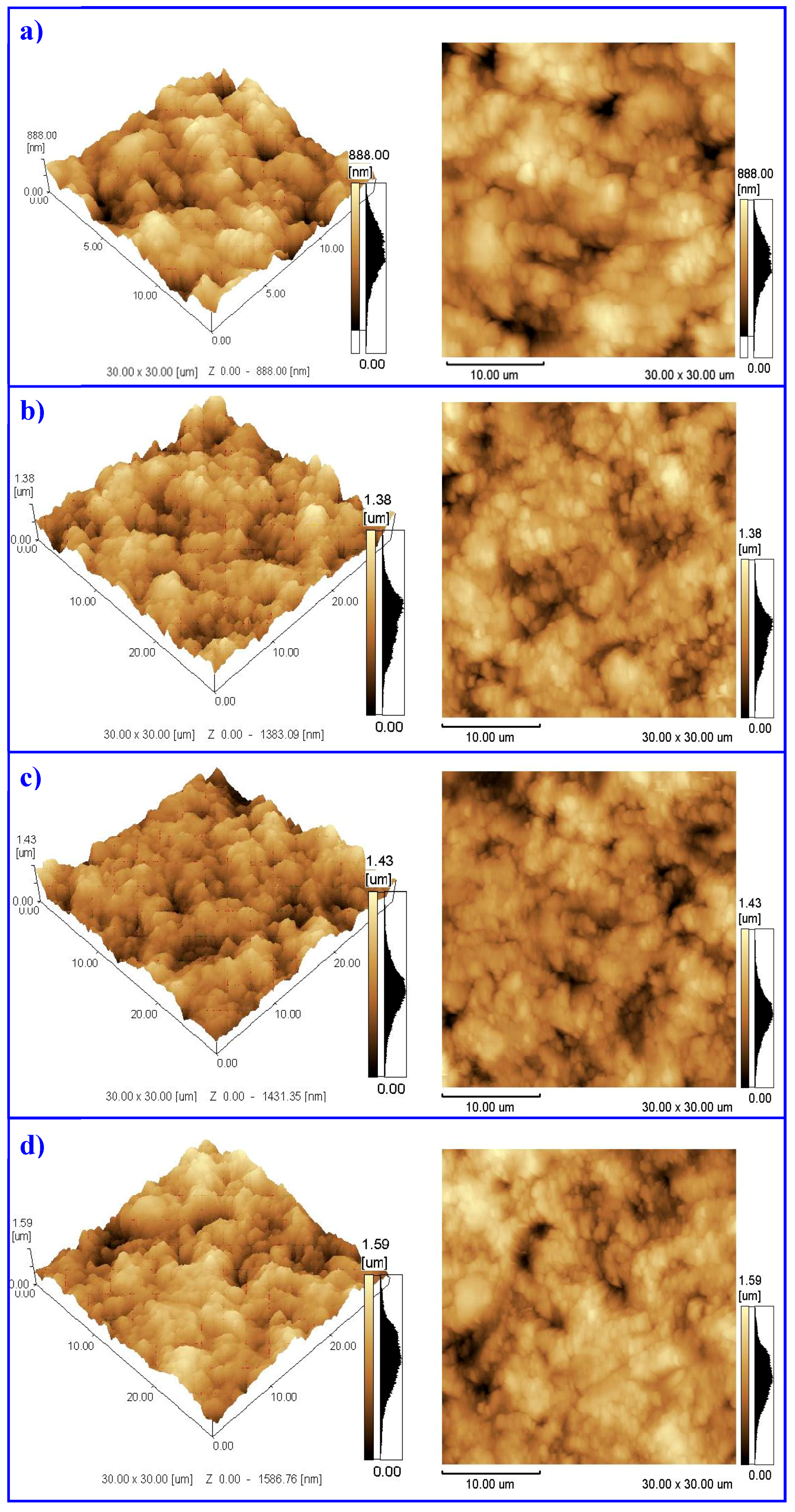
| Coatings | Surface Roughness—Ra (µm) |
|---|---|
| Uncoated | 0.88 ± 0.02 |
| AlCrN | 1.59 ± 0.02 |
| AlTiN/Si3N4 | 1.43 ± 0.02 |
| AlCrN/Si3N4 | 1.38 ± 0.02 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paiva, J.M.; Fox-Rabinovich, G.; Locks Junior, E.; Stolf, P.; Seid Ahmed, Y.; Matos Martins, M.; Bork, C.; Veldhuis, S. Tribological and Wear Performance of Nanocomposite PVD Hard Coatings Deposited on Aluminum Die Casting Tool. Materials 2018, 11, 358. https://doi.org/10.3390/ma11030358
Paiva JM, Fox-Rabinovich G, Locks Junior E, Stolf P, Seid Ahmed Y, Matos Martins M, Bork C, Veldhuis S. Tribological and Wear Performance of Nanocomposite PVD Hard Coatings Deposited on Aluminum Die Casting Tool. Materials. 2018; 11(3):358. https://doi.org/10.3390/ma11030358
Chicago/Turabian StylePaiva, Jose Mario, German Fox-Rabinovich, Edinei Locks Junior, Pietro Stolf, Yassmin Seid Ahmed, Marcelo Matos Martins, Carlos Bork, and Stephen Veldhuis. 2018. "Tribological and Wear Performance of Nanocomposite PVD Hard Coatings Deposited on Aluminum Die Casting Tool" Materials 11, no. 3: 358. https://doi.org/10.3390/ma11030358