Physico-Mechanical Properties and Microstructure of Polymer Concrete with Recycled Glass Aggregate




Abstract
:1. Introduction
2. Materials and Methodology
2.1. Polymer Matrix
2.2. Traditional and Glass Waste Aggregate
2.3. Aggregates Parameters Testing
2.4. Mixtures of Polymer Concretes
2.5. Testing the Properties of the Polymer Concretes
3. Results and Discussion
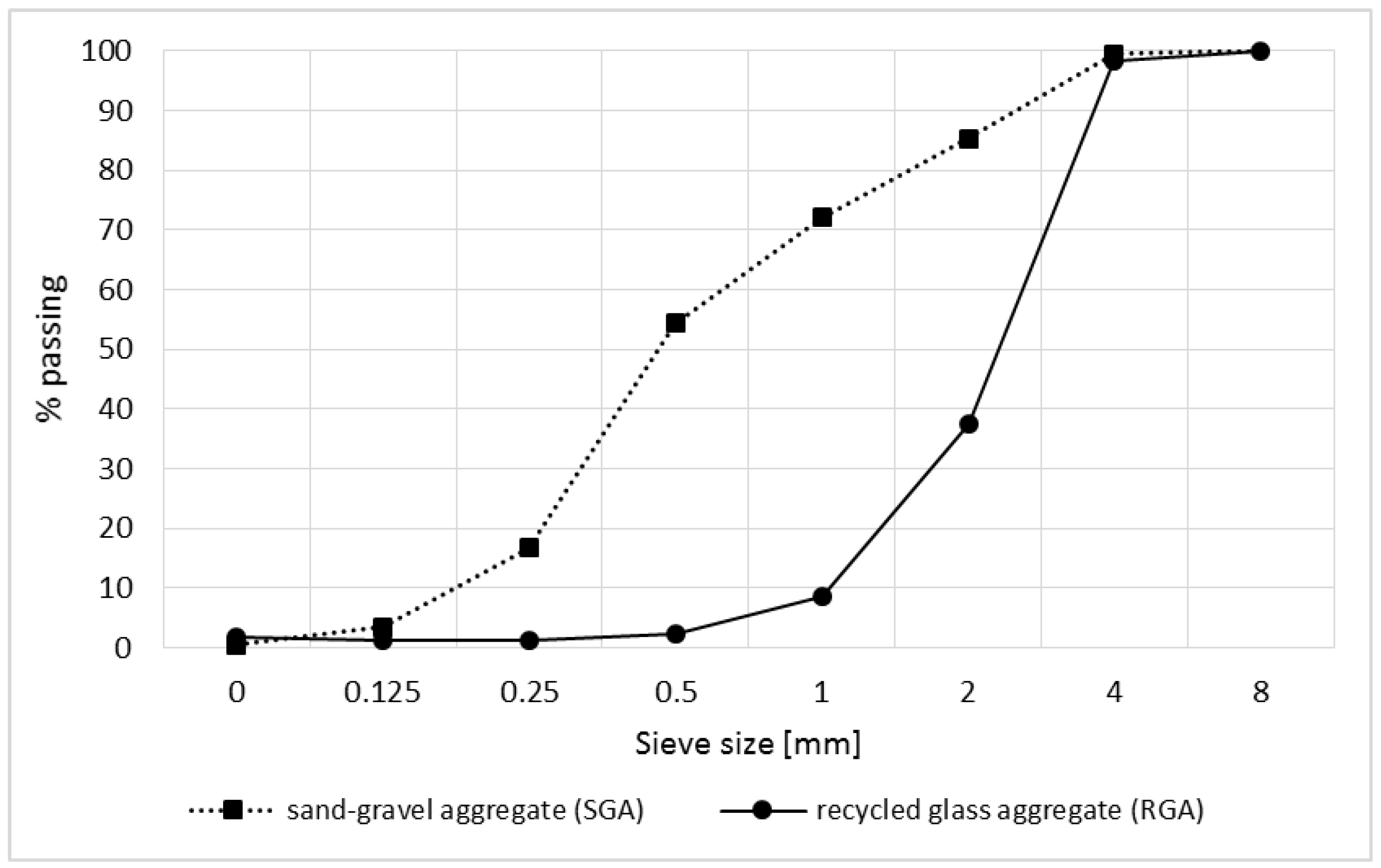
3.1. Evaluation of the Properties of the Recycled Glass Aggregate
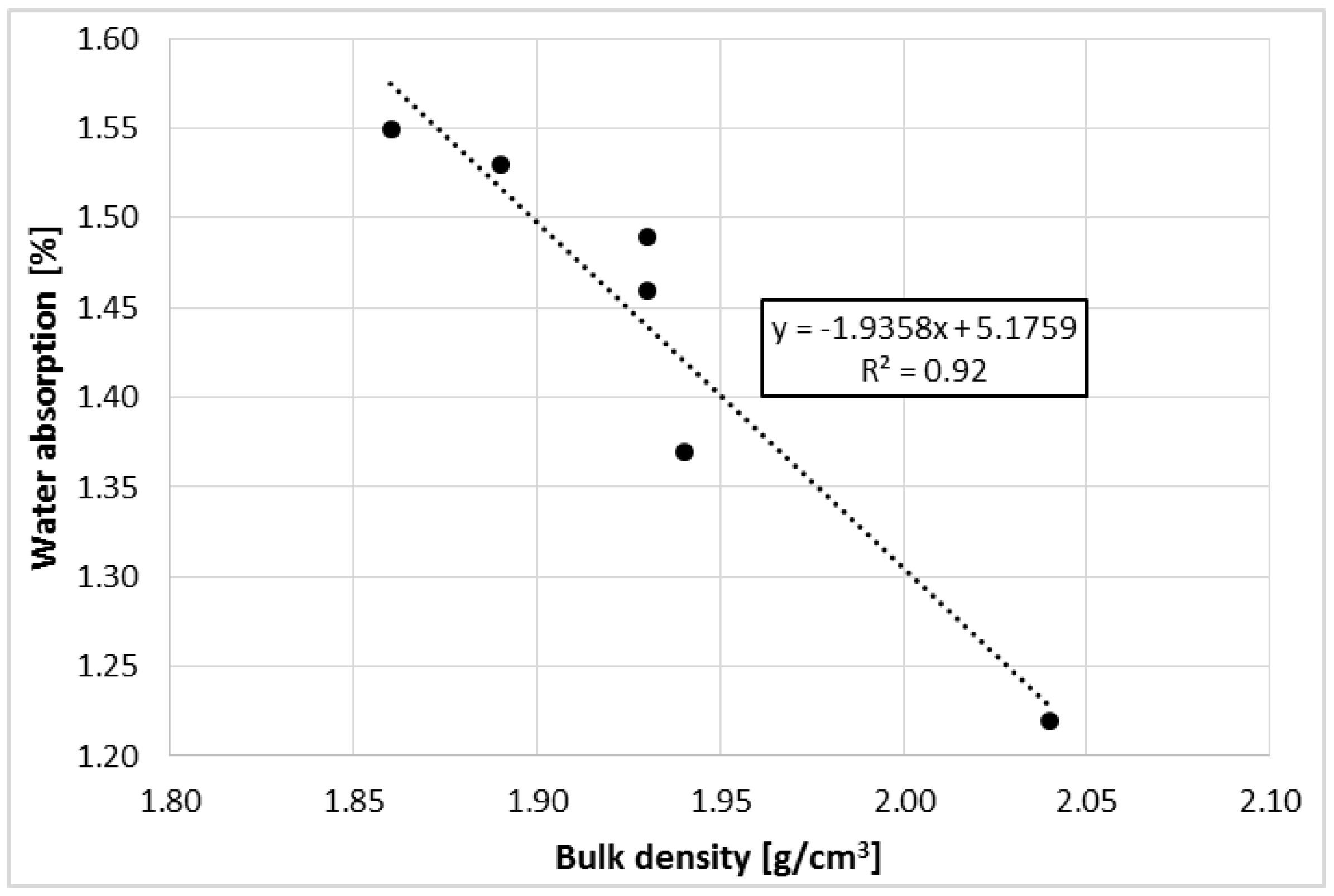
3.2. Physical Characteristics of Polymer Concrete with RGA
3.3. Tensile Strength of the Polymer Composites with RGA
3.4. Cubic Compressive Strength of the Polymer Concretes with RGA
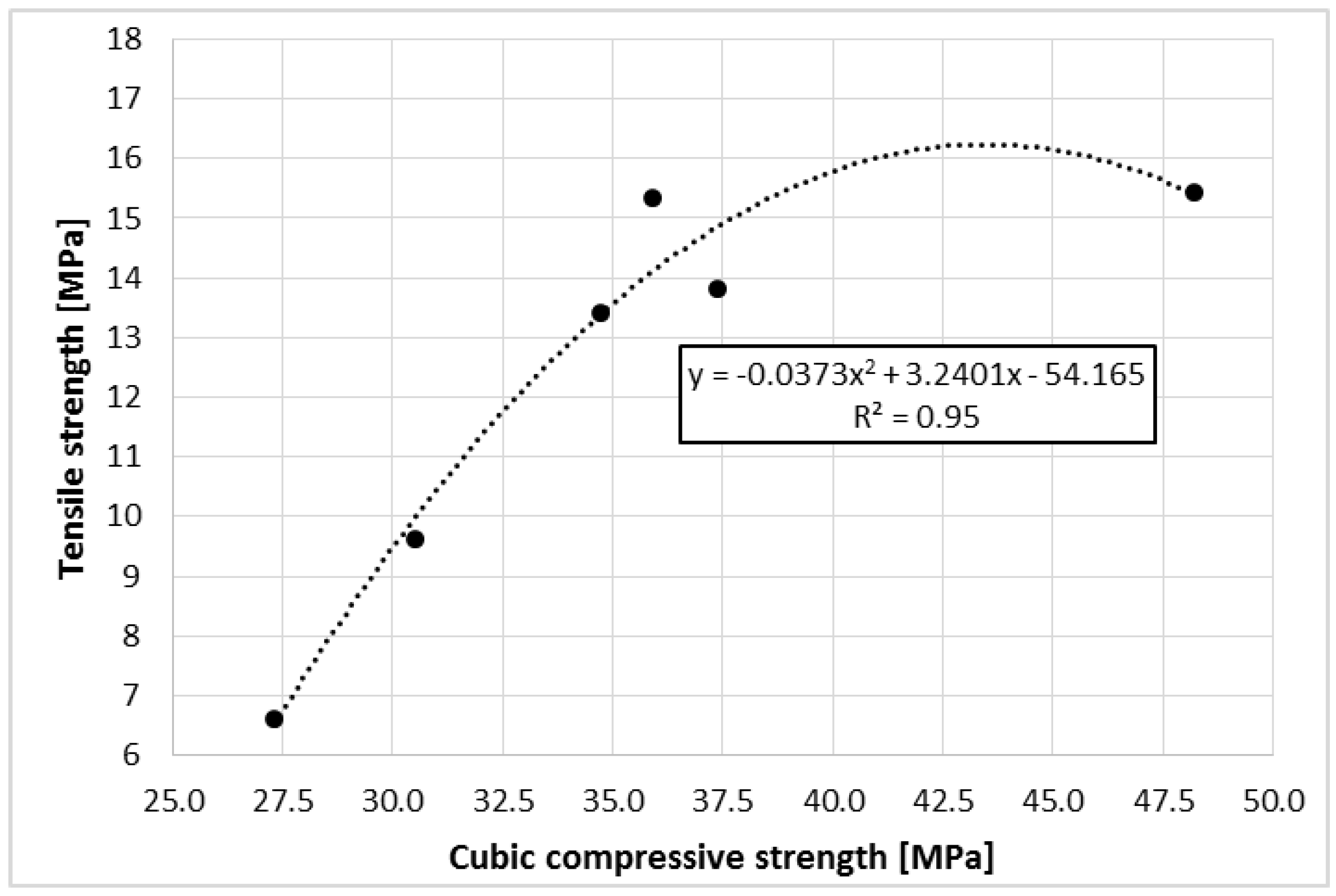
3.5. Relationship Between Compressive and Tensile Strength
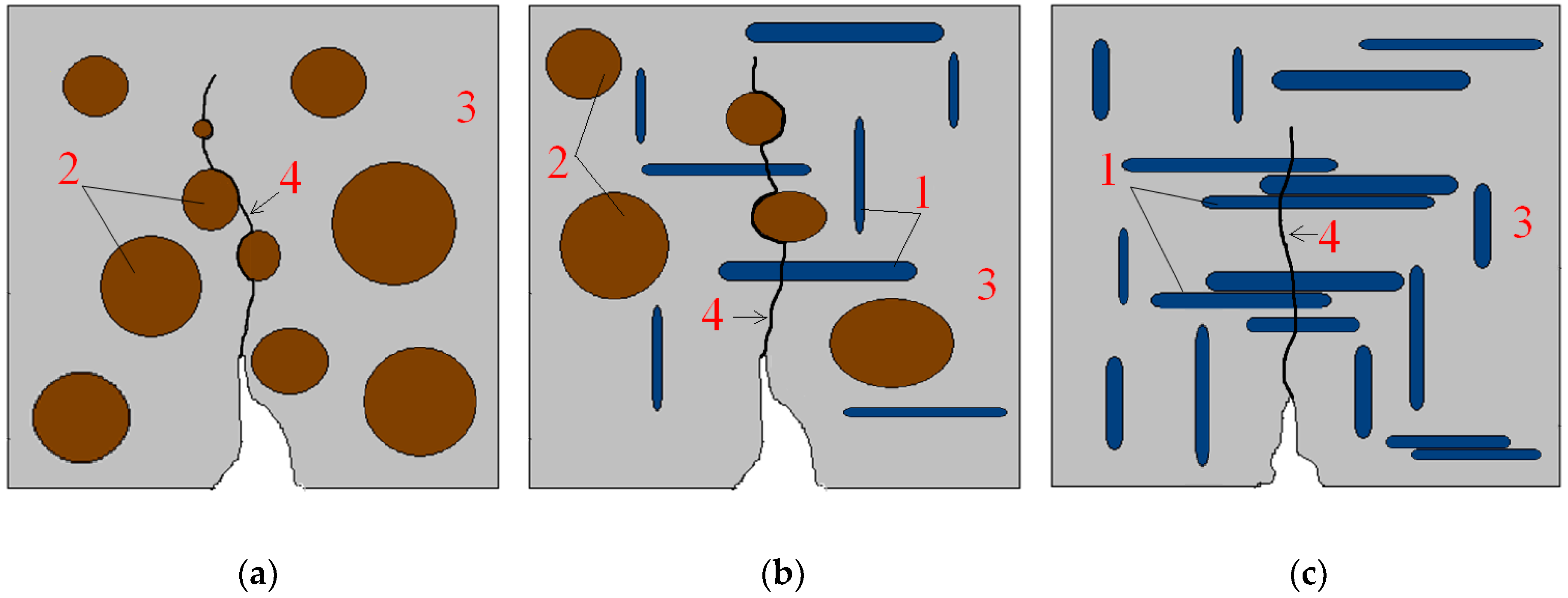
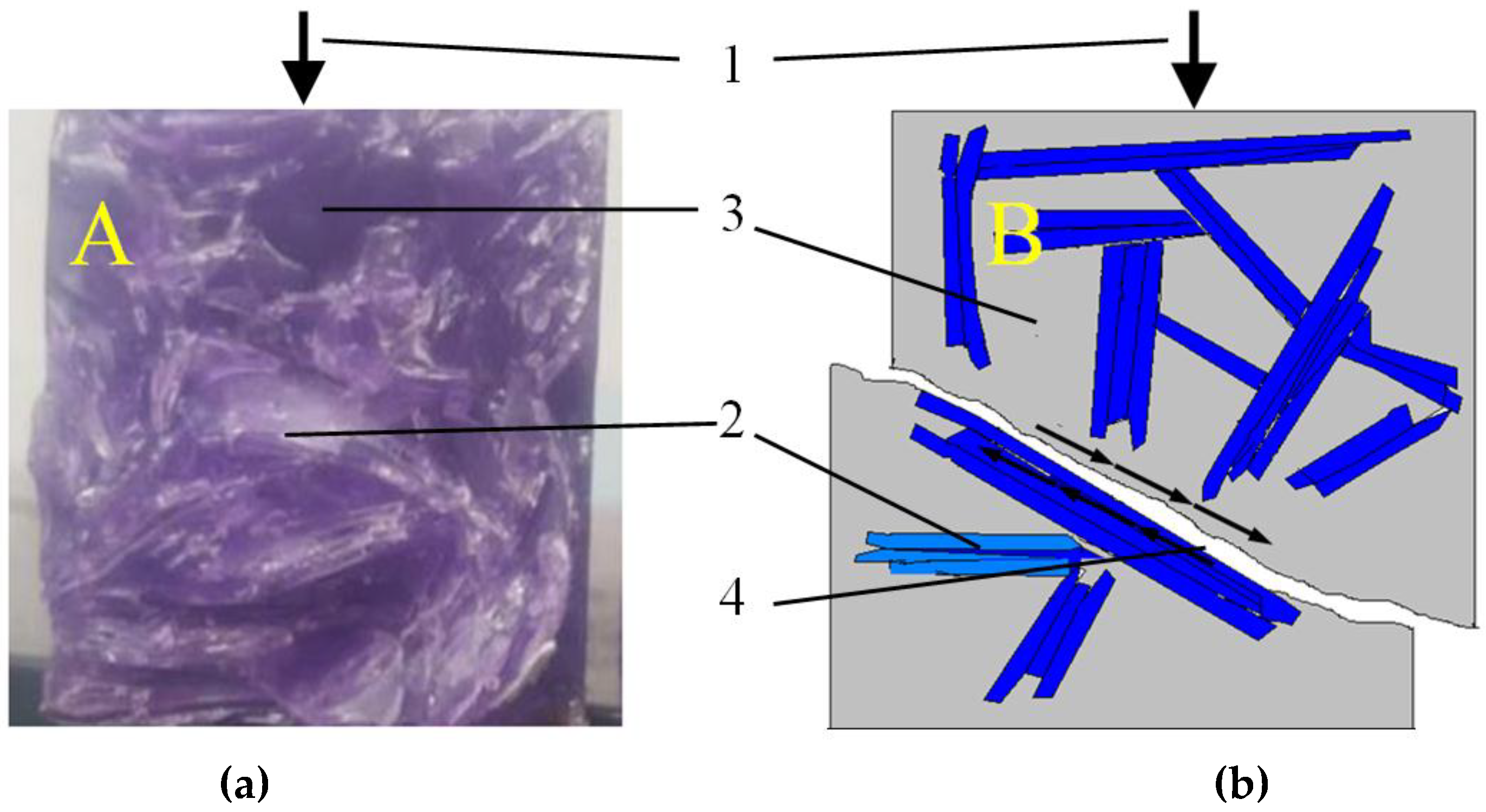
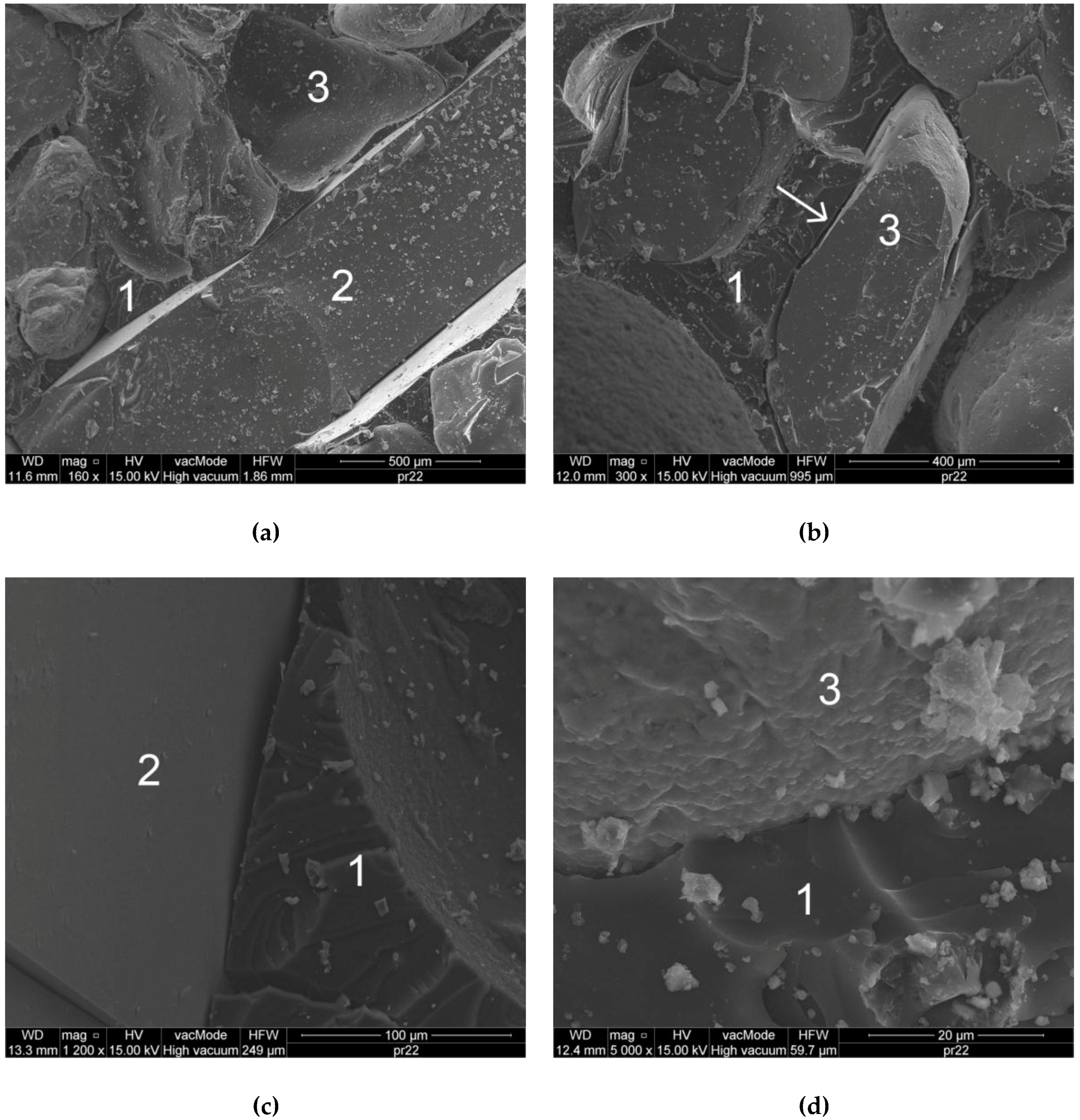
3.6. Analysis of the Local Microstructure
3.7. Aesthetic Values of the Polymer Concrete with RGA
4. Conclusions
- Aggregate made from worn out lighting elements has both beneficial and unfavorable features compared to traditional aggregates used for concretes; the advantage is very high compressive strength and almost zero water absorption; the disadvantage is a high degree of crushing and flat grain shape.
- The higher the content of recycled glass aggregate in the volume of the polymer matrix, the greater the bulk density and lower water absorption of the polymer concrete.
- The highest tensile and cubic compressive strength values were obtained by a composite in which 50% of the aggregate consisted of glass aggregate; these values were higher by respectively 14% and 38% than the values obtained for the reference concrete (only with sand–gravel aggregate).
- In composites in which the amount of waste aggregate was up to 50%, it was noticed that the glass grains were well surrounded by a binder on each side; in this case, the adhesion of the grains to the matrix was high, and the grains that were arranged perpendicular to the direction of the destructive force could be a form of micro-reinforcement that resulted in increased tensile strength.
- In concretes in which the amount of waste aggregate exceeded 50%, it was noticed that the glass grains tended to agglomerate while at the same time touching their planes; in this case, the surrounding of the grains with the binder was incomplete, so their adhesion to the matrix was low, which resulted in a reduction in both tensile and compressive strength.
- The zone of destruction in the vicinity of the grains of the traditional aggregate ran through the grain–matrix interface (debonding); in the case of flat grains of glass aggregate, destruction was most often caused by grain breakage, which was anchored in the matrix.
- In cases of agglomeration of flat grains in a polymer matrix, the destruction occurred due to the shear along adjoining grains.
- Analysis of the microstructure indicated that the adhesion of glass aggregate grains to the matrix is most likely a resultant of the friction force between the grain surface and the binder; due to the smooth surface of the glass grain, there was no structural bonding of the matrix to the grain.
- Favorable technical features and interesting aesthetics of the polymer composites with waste glass aggregate mean that the material can be successfully used for the production of such elements as: window sills, kitchen countertops, and structural components from exposed composites.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tonglet, M.; Phillips, P.; Bates, M. Determining the drivers for householder pro-environmental behaviour: Waste minimisation compared to recycling. Resour. Conserv. Recycl. 2004, 42, 27–48. [Google Scholar] [CrossRef]
- Cui, J.; Forssberg, E. Mechanical recycling of waste electric and electronic equipment: A review. J. Hazard. Mater. 2003, 99, 243–263. [Google Scholar] [CrossRef]
- Kang, H.; Schoenung, J. Electronic waste recycling: A review of us infrastructure and technology options. Resour. Conserv. Recycl. 2005, 45, 368–400. [Google Scholar] [CrossRef]
- Shao, Y.; Lefort, T.; Moras, S.; Rodriguez, D. Studies on concrete containing ground waste glass. Cem. Concr. Res. 2000, 30, 91–100. [Google Scholar] [CrossRef]
- Ismail, Z.; Al-Hashmi, E. Recycling of waste glass as a partial replacement for fine aggregate in concrete. Waste Manag. 2009, 29, 655–659. [Google Scholar] [CrossRef] [PubMed]
- Park, S.; Lee, B.; Kim, J. Studies on mechanical properties of concrete containing waste glass aggregate. Cem. Concr. Res. 2004, 34, 2181–2189. [Google Scholar] [CrossRef]
- Ahmad, S.; Umar, A.; Masood, A.; Gupta, N.; Iqbal, M. Properties of normal concrete, self-compacting concrete and glass fibre-reinforced self-compacting concrete: An experimental study. Plast. Impact Mech. 2017, 173, 807–813. [Google Scholar] [CrossRef]
- Dehghan, A.; Peterson, K.; Shvarzman, A. Recycled glass fiber reinforced polymer additions to portland cement concrete. Constr. Build. Mater. 2017, 146, 238–250. [Google Scholar] [CrossRef]
- Sivakumar, V.; Kavitha, O.; Arulraj, G.; Srisanthi, V. An experimental study on combined effects of glass fiber and metakaolin on the rheological, mechanical, and durability properties of self-compacting concrete. Appl. Clay Sci. 2017, 147, 12–127. [Google Scholar] [CrossRef]
- Sathanandam, T.; Awoyera, P.; Vijayan, V.; Sathishkumar, K. Low carbon building: Experimental insight on the use of fly ash and glass fibre for making geopolymer concrete. Sustain. Environ. Res. 2017, 27, 14–153. [Google Scholar] [CrossRef]
- Soliman, N.; Tagnit-Hamou, A. Development of ultra-high-performance concrete using glass powder—Towards ecofriendly concrete. Constr. Build. Mater. 2016, 125, 60–612. [Google Scholar] [CrossRef]
- Omran, A.; Harbec, D.; Tagnit-Hamou, A.; Gagne, R. Production of roller-compacted concrete using glass powder: Field study. Constr. Build. Mater. 2017, 133, 45–458. [Google Scholar] [CrossRef]
- Omran, A.; Morin, E.; Harbec, D.; Tagnit-Hamou, A. Long-term performance of glass-powder concrete in large-scale field applications. Constr. Build. Mater. 2017, 135, 43–58. [Google Scholar] [CrossRef]
- Du, H.; Tan, K. Properties of high volume glass powder concrete. Cem. Concr. Res. 2017, 75, 22–29. [Google Scholar] [CrossRef]
- Omran, A.; Tagnit-Hamou, A. Performance of glass-powder concrete in field applications. Constr. Build. Mater. 2016, 109, 84–95. [Google Scholar] [CrossRef]
- Aliabdo, A.; Abd Elmoaty, A.; Aboshama, A. Utilization of waste glass powder in the production of cement and concrete. Constr. Build. Mater. 2016, 124, 866–877. [Google Scholar] [CrossRef]
- Halicka, A.; Ogrodnik, P.; Zegardlo, B. Using ceramic sanitary ware waste as concrete aggregate. Constr. Build. Mater. 2013, 48, 295–305. [Google Scholar] [CrossRef]
- Zegardlo, B.; Szelag, M.; Ogrodnik, P. Ultra-high strength concrete made with recycled aggregate from sanitary ceramic wastes - the method of production and the interfacial transition zone. Constr. Build. Mater. 2016, 122, 736–742. [Google Scholar] [CrossRef]
- Zegardło, B.; Szeląg, M.; Ogrodnik, P. Concrete resistant to spalling made with recycled aggregate from sanitary ceramic wastes—The effect of moisture and porosity on destructive processes occurring in fire conditions. Constr. Build. Mater. 2018, 173, 58–68. [Google Scholar] [CrossRef]
- Ogrodnik, P.; Zegardlo, B.; Szelag, M. The use of heat-resistant concrete made with ceramic sanitary ware waste for a thermal energy storage. Appl. Sci. 2017, 7, 1303. [Google Scholar] [CrossRef]
- Saccani, A.; Bignozzi, M.; Barbieri, L.; Lancellotti, I.; Bursi, E. Effect of the chemical composition of different types of recycled glass used as aggregates on the asr performance of cement mortars. Constr. Build. Mater. 2017, 154, 804–809. [Google Scholar] [CrossRef]
- Rajabipour, F.; Maraghechi, H.; Fischer, G. Investigating the alkali-silica reaction of recycled glass aggregates in concrete materials. J. Mater. Civil Eng. 2010, 22, 1201–1208. [Google Scholar] [CrossRef]
- Saccani, A.; Bignozzi, M. Asr expansion behavior of recycled glass fine aggregates in concrete. Cem. Concr. Res. 2010, 40, 531–536. [Google Scholar] [CrossRef]
- Rebeiz, K. Precast use of polymer concrete using unsaturated polyester resin based on recycled pet waste. Constr. Build. Mater. 1996, 10, 215–220. [Google Scholar] [CrossRef]
- Jo, B.; Park, S.; Kim, C. Mechanical properties of polyester polymer concrete using recycled polyethylene terephthalate. ACI Struct. J. 2006, 103, 219–225. [Google Scholar]
- Shokrieh, M.; Rezvani, S.; Mosalmani, R. Mechanical behavior of polyester polymer concrete under low strain rate loading conditions. Polym. Test. 2017, 63, 596–604. [Google Scholar] [CrossRef]
- Neville, A.M. Properties of Concrete, 4th ed.; Arkady: Warszawa, Poland, 2000; ISBN 978-0582230705. [Google Scholar]
- En 12620:2002. Aggregate for Concrete; European Committee for Standarization: Brussels, Belgium, 2002. [Google Scholar]
- En 1097-7:2001. Tests for Mechanical and Physical Properties of Aggregate. Part 7: Determination of Particle Density of Filler—Pyknometer Method; European Committee for Standarization: Brussels, Belgium, 2001. [Google Scholar]
- En 1097-6:2011. Tests for Mechanical and Physical Properties of Aggregate. Part 6: Determination of Particle Density and Water Absorption; European Committee for Standarization: Brussels, Belgium, 2011. [Google Scholar]
- Pn-B-06714-40:1978. Mineral Aggregates. Testing. Determination of Crushing Strength; Polski Komitet Normalizacyjny: Warsaw, Poland, 1978. [Google Scholar]
- Jamroży, Z. Beton i Jego Technologie; Wydawnictwo Naukowe PWN: Warszawa, 2008. [Google Scholar]
- En 12390-7. Testing Hardened Concrete—Part 7: Density of Hardened Concrete; European Committee for Standarization: Brussels, Belgium, 2009. [Google Scholar]
- En 12390-8. Testing Hardened Concrete. Part 8: Depth of Penetration of Water under Pressure; European Committee for Standarization: Brussels, Belgium, 2009. [Google Scholar]
- En 12390–5. Testing Hardened Concrete—Part 5: Flexural Strength of Test Specimens; European Committee for Standarization: Brussels, Belgium, 2009. [Google Scholar]
- En 12390-3. Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens; European Committee for Standarization: Brussels, Belgium, 2009. [Google Scholar]
- Alexander, M.; Mindess, S. Aggregates in Concrete; CRC Press: London, UK, 2014. [Google Scholar]
- Castro, J.; Bentz, D.; Weiss, J. Effect of sample conditioning on the water absorption of concrete. Cem. Concr. Res. 2011, 33, 805–813. [Google Scholar] [CrossRef]
- Ferreira, L.; de Brito, J.; Barra, M. Influence of the pre-saturation of recycled coarse concrete aggregates on concrete properties. Mag. Concr. Res. 2011, 63, 617–627. [Google Scholar] [CrossRef]
- Taha, B.; Nounu, G. Properties of concrete contains mixed colour waste recycled glass as sand and cement replacement. Constr. Build. Mater. 2008, 22, 713–720. [Google Scholar] [CrossRef]
- Szeląg, M. Wpływ Składu Kompozytów Cementowych na Geometrię ich Spękań Termicznych; Lublin University of Technology: Lublin, Poland, 2017. [Google Scholar]
- Szelag, M. Mechano-physical properties and microstructure of carbon nanotube reinforced cement paste after thermal load. Nanomaterials 2017, 7, 267. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Brookfield’s viscosity at 23 °C | 1200 mPa∙s |
| Specific weight | 1.04 g/cm3 |
| Time of maintaining the plastic state | 20 min |
| Time of demolding | 16 h |
| Shore’s hardness | 80 |
| Breaking strength | 17.2 N/mm2 |
| Modulus of elasticity | 504 N/mm2 |
| Elongation at break | 10% |
| Flexural strength | 73.35 N/mm2 |
| Bending modulus | 1377 N/mm2 |
| Compressive strength | 43.98 N/mm2 |
| Shrinkage | 0.1 |
| Heat resistance | 50 °C |
| The refractive index at 20 °C | 1.49962 |
| Parameter | Value |
|---|---|
| Density at 20 °C | 1170 kg/m3 |
| Viscosity at 20 °C | 25 mPa∙s |
| Temperature of self-ignition | 220 |
| Form | transparent liquid |
| Solubility in water | insoluble |
| Solubility in flatanes | soluble |
| Ingredient | Amount [kg/m3] | Density [kg/dm3] | Volume [dm3] | % by Weight |
|---|---|---|---|---|
| Polyester resin | 369.97 | 1.1 | 336.34 | 17.65 |
| Hardener | 11.10 | 1.17 | 9.49 | 0.53 |
| Color pigment | 5.55 | 1.29 | 4.30 | 0.26 |
| Recycled glass aggregate (RGA) | 1709.26 | 2.63 | 649.91 | 81.55 |
| Property | Unit | Traditional Aggregate—SGA | Recycled Aggregate—RGA |
|---|---|---|---|
| Specific density | g/cm3 | 2.65 | 2.63 |
| Bulk density | g/cm3 | 2.20 | 2.62 |
| Compressive strength [37] | MPa | 33 | 650 |
| Modulus of elasticity [37] | 102 MPa | 330 | 700 |
| Water absorption | % | 2.1 | 0.1 |
| Crushing degree | % | 8.3 | 34.5 |
| Property | A Type of Polymer Concrete | |||||
|---|---|---|---|---|---|---|
| CG-0 | CG-10 | CG-30 | CG-50 | CG-70 | CG-100 | |
| Bulk density [g/cm3] | 1.86 | 1.89 | 1.93 | 1.93 | 1.94 | 2.04 |
| Water adsorption [%] | 1.55 | 1.53 | 1.49 | 1.46 | 1.37 | 1.22 |
| Water resistance | above W6 | |||||
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zegardło, B.; Szeląg, M.; Ogrodnik, P.; Bombik, A. Physico-Mechanical Properties and Microstructure of Polymer Concrete with Recycled Glass Aggregate. Materials 2018, 11, 1213. https://doi.org/10.3390/ma11071213
Zegardło B, Szeląg M, Ogrodnik P, Bombik A. Physico-Mechanical Properties and Microstructure of Polymer Concrete with Recycled Glass Aggregate. Materials. 2018; 11(7):1213. https://doi.org/10.3390/ma11071213
Chicago/Turabian StyleZegardło, Bartosz, Maciej Szeląg, Paweł Ogrodnik, and Antoni Bombik. 2018. "Physico-Mechanical Properties and Microstructure of Polymer Concrete with Recycled Glass Aggregate" Materials 11, no. 7: 1213. https://doi.org/10.3390/ma11071213
APA StyleZegardło, B., Szeląg, M., Ogrodnik, P., & Bombik, A. (2018). Physico-Mechanical Properties and Microstructure of Polymer Concrete with Recycled Glass Aggregate. Materials, 11(7), 1213. https://doi.org/10.3390/ma11071213