Segregation and Morphological Evolution of Si Phase during Electromagnetic Directional Solidification of Hypereutectic Al-Si Alloys



Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
3. Results
4. Discussion
4.1. Macrosegregation Mechanism of Primary Si Phase
4.2. Microstructural Evolution of the Primary Si Phase in Hypereutectic Al-Si Alloys
5. Conclusions
- (1)
- The primary Si phase was enriched in hypereutectic Al-Si alloys, forming Si-rich regions during EMDS. The fluid flow induced by electromagnetic stirring played an important role in promoting solute exchange between the mushy zone and bulk melt. In addition, the axial temperature distribution significantly influenced the position of the macrosegregated primary Si phase in the ingots. Thus, the severe macrosegregation of the primary Si phase was mainly caused by fluid flow and temperature distribution.
- (2)
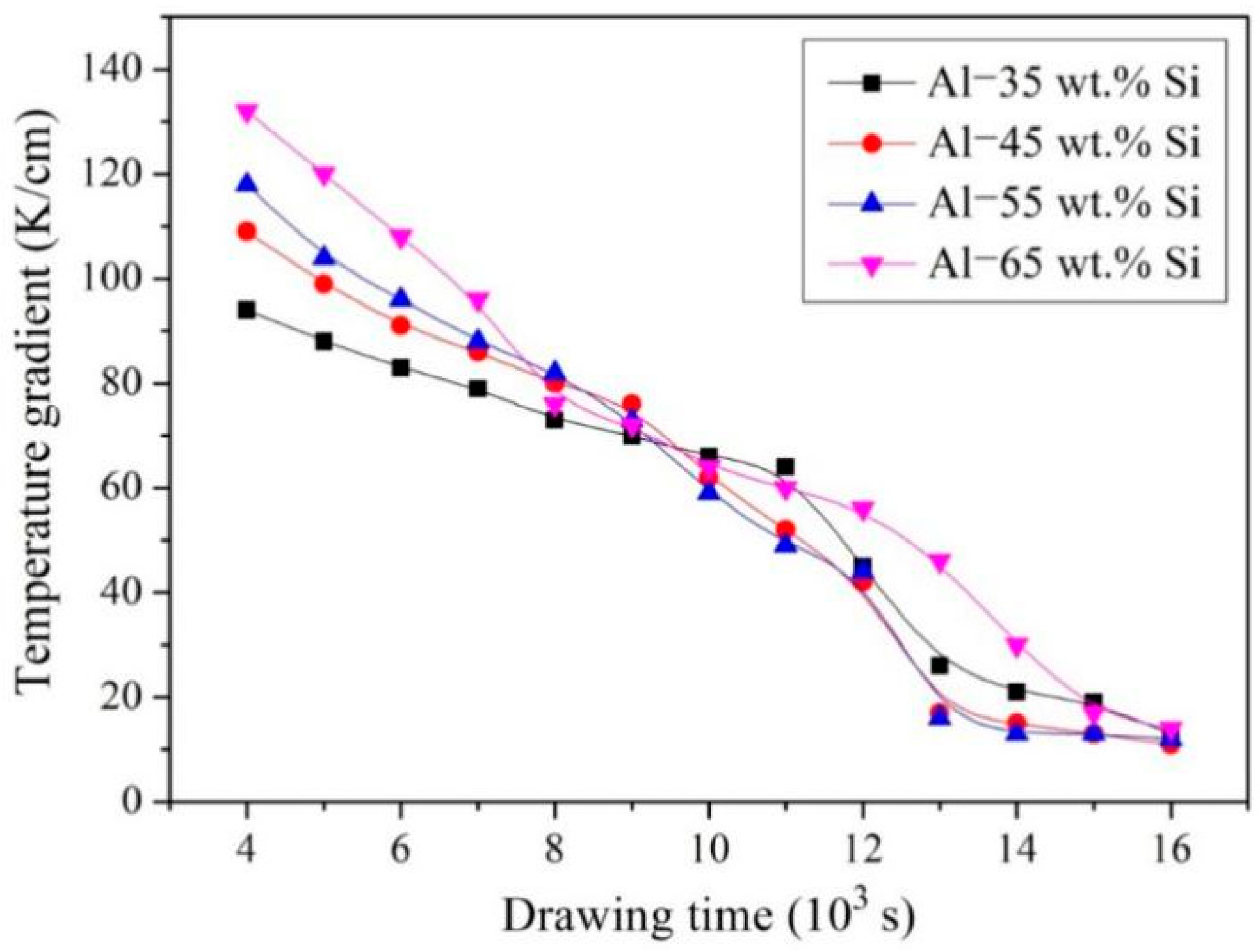
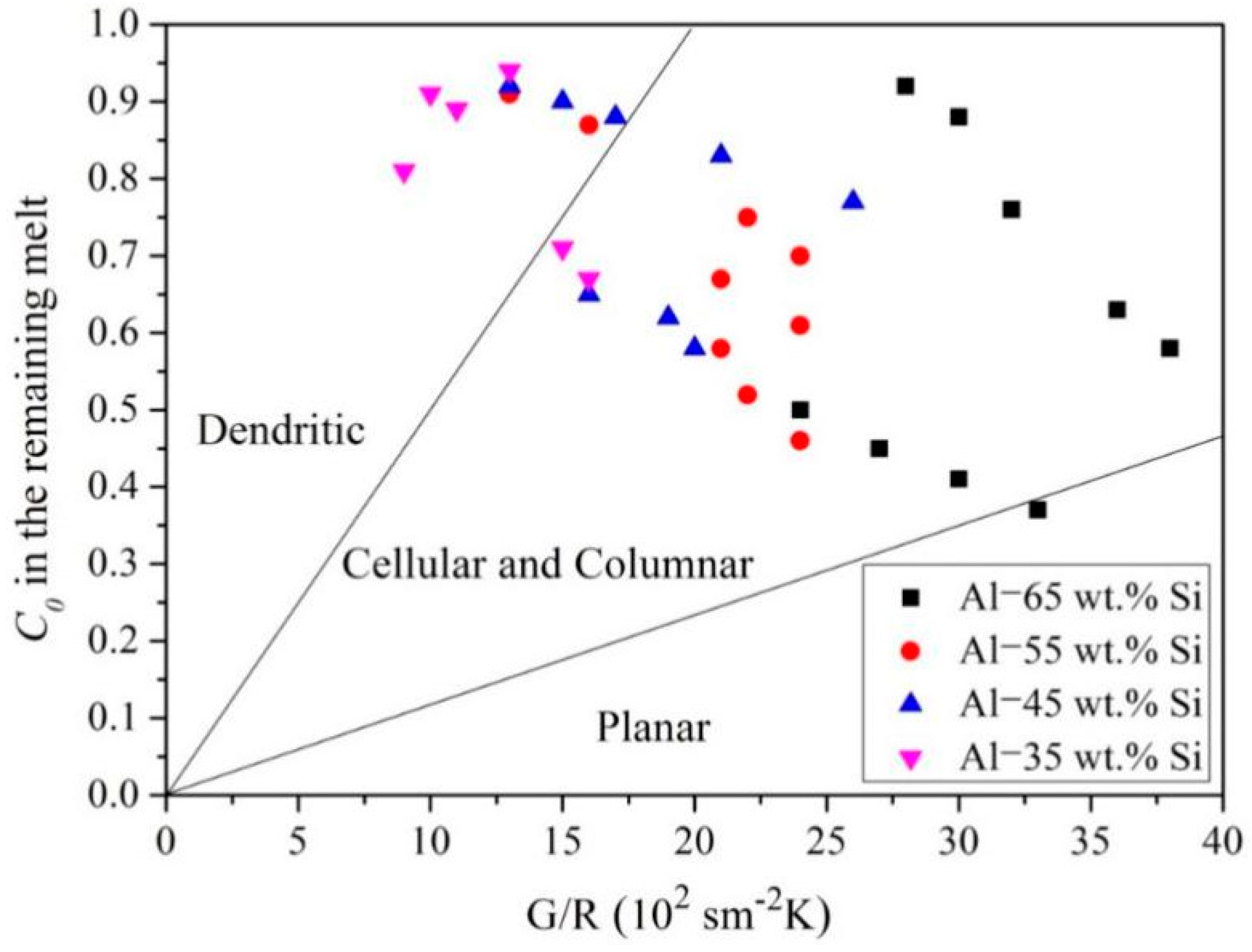
- The morphological evolution of the Si growth interface in the Si-rich region transitioned through planar → cellular → columnar → and dendritic stages during EMDS. The primary reason for the morphological evolution was attributed to the variation in constitutional supercooling ahead of the solid-liquid interface, which was mainly controlled by the temperature gradient (G), Si crystal growth rate (R), and initial concentration of solute in the melt (C0).
- (3)
- The experimental results showed that G and R both decreased while the Al concentration in the remaining A-Si melt (C0) gradually increased as EMDS proceeded. A method for predicting the variation in Si morphology was established using constitutional supercooling theory and experimental data. By adjusting the cooling conditions (G/R) and initial solute concentration (C0), the morphology of the primary Si phases in hypereutectic Al-Si alloys could be accurately controlled.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Samanta, D.; Zabaras, N. Control of macrosegregation during the solidification of alloys using magnetic fields. Int. J. Heat Mass Tran. 2006, 49, 4850–4866. [Google Scholar] [CrossRef]
- Nadella, R.; Eskin, D.G.; Du, Q.; Katgerman, L. Macrosegregation in direct-chill casting of aluminium alloys. Prog. Mater. Sci. 2008, 53, 421–480. [Google Scholar] [CrossRef] [Green Version]
- Griffiths, W.D.; McCartney, D.G. The effect of electromagnetic stirring during solidification on the structure of A1-Si alloys. Mater. Sci. Eng. A 1996, 216, 47–60. [Google Scholar] [CrossRef]
- Paliwal, M.; Jung, I.H. The evolution of the growth morphology in Mg-Al alloys depending on the cooling rate during solidification. Acta Mater. 2013, 61, 4848–4860. [Google Scholar] [CrossRef]
- Xu, C.L.; Jiang, Q.C. Morphologies of primary silicon in hypereutectic Al-Si alloys with melt overheating temperature and cooling rate. Mater. Sci. Eng. A 2006, 437, 451–455. [Google Scholar] [CrossRef]
- Kang, H.S.; Yoon, W.Y.; Kim, K.H.; Kim, M.H.; Yoon, Y.P. Microstructure selections in the undercooled hypereutectic Al-Si alloys. Mater. Sci. Eng. A 2005, 404, 117–123. [Google Scholar] [CrossRef]
- Wang, R.Y.; Lu, W.H.; Hogan, L.M. Growth morphology of primary silicon in cast Al-Si alloys and the mechanism of concentric growth. J. Cryst. Growth 1999, 207, 43–54. [Google Scholar] [CrossRef]
- Kang, N.; Coddet, P.; Liao, H.L.; Coddet, C. Macrosegregation mechanism of primary silicon phases in selective laser melting hypereutectic Al-High Si alloy. J. Alloy Compd. 2016, 662, 259–262. [Google Scholar] [CrossRef]
- Ghods, M.; Johnson, L.; Lauer, M.; Grugel, R.N.; Tewari, S.N.; Poirier, D.R. Macrosegregation in Al-7Si alloy caused by abrupt cross-section change during directional solidification. J. Cryst. Growth 2016, 449, 134–147. [Google Scholar] [CrossRef]
- Lu, D.; Jiang, Y.; Guan, G.; Zhou, R.; Li, Z.; Zhou, R. Refinement of primary Si in hypereutectic Al-Si alloy by electromagnetic stirring. J. Mater. Process Tech. 2007, 189, 13–18. [Google Scholar] [CrossRef]
- Feng, H.K.; Yu, S.R.; Li, Y.L.; Gong, L.Y. Effect of ultrasonic treatment on microstructures of hypereutectic Al-Si alloy. J. Mater. Process Tech. 2008, 208, 330–335. [Google Scholar] [CrossRef]
- Zuo, M.; Liu, X.F.; Sun, Q.Q.; Jiang, K. Effect of rapid solidification on the microstructure and refining performance of an Al-Si–P master alloy. J. Mater. Process Tech. 2009, 209, 5504–5508. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, S.; Li, H.; Liu, X. A new technique to modify hypereutectic Al–24%Si alloys by a Si–P master alloy. J. Alloy Compd. 2009, 477, 139–144. [Google Scholar] [CrossRef]
- Robles Hernández, F.C.; Sokolowski, J.H. Comparison among chemical and electromagnetic stirring and vibration melt treatments for Al-Si hypereutectic alloys. J. Alloy Compd. 2006, 426, 205–212. [Google Scholar] [CrossRef]
- Mizutani, Y.; Kawai, S.; Miwa, K.; Yasue, K.; Tamura, T.; Sakaguchi, Y. Effect of the intensity and frequency of electromagnetic vibrations on refinement of primary silicon in Al–17%Si Alloy. Mater. Trans. 2004, 45, 1939–1943. [Google Scholar] [CrossRef]
- Jie, J.C.; Zou, Q.C.; Sun, J.L.; Lu, Y.P.; Wang, T.M.; Li, T.J. Separation mechanism of the primary Si phase from the hypereutectic Al-Si alloy using a rotating magnetic field during solidification. Acta Mater. 2014, 72, 57–66. [Google Scholar] [CrossRef]
- Yoshikawa, T.; Morita, K. Refining of Si by the solidification of Si–Al melt with electromagnetic force. ISIJ Int. 2005, 45, 967–971. [Google Scholar] [CrossRef]
- Xue, H.; Lv, G.; Ma, W.; Chen, D.; Yu, J. Separation mechanism of primary silicon from hypereutectic Al-Si melts under alternating electromagnetic fields. Metall. Mater. Trans. A 2015, 46, 2922–2932. [Google Scholar] [CrossRef]
- Lei, Y.; Sun, L.; Ma, W.; Wei, K.; Morita, K. Enhancing B removal from Si with small amounts of Ti in electromagnetic solidification refining with Al-Si alloy. J. Alloy Compd. 2016, 666, 406–411. [Google Scholar] [CrossRef]
- Bai, X.; Ban, B.; Li, J.; Fu, Z.; Peng, Z.; Wang, C.; Chen, J. Effect of Ti addition on B removal during silicon refining in Al–30%Si alloy directional solidification. Sep. Purif. Technol. 2017, 174, 345–351. [Google Scholar] [CrossRef]
- Lv, G.Q.; Bao, Y.; Zhang, Y.F.; He, Y.F.; Ma, W.H.; Lei, Y. Effects of electromagnetic directional solidification conditions on the separation of primary silicon from Al-Si alloy with high Si content. Mat. Sci. Semicon. Proc. 2018, 81, 139–148. [Google Scholar] [CrossRef]
- Zhang, Y.; Miao, X.; Shen, Z.; Han, Q.; Song, C.; Zhai, Q. Macro segregation formation mechanism of the primary silicon phase in directionally solidified Al-Si hypereutectic alloys under the impact of electric currents. Acta Mater. 2015, 97, 357–366. [Google Scholar] [CrossRef]
- Eckert, S.; Nikrityuk, P.A.; Räbiger, D.; Eckert, K.; Gerbeth, G. Efficient melt stirring using pulse sequences of a rotating magnetic field: Part I. Flow field in a liquid metal column. Metall. Mater. Trans. B 2007, 38, 977–988. [Google Scholar] [CrossRef]
- Wang, W.; Bian, X.; Qin, J.; Syliusarenko, S.I. The atomic–structure changes in Al–16 pct Si alloy above the liquidus. Metall. Mater. Trans. A 2000, 31, 2163–2168. [Google Scholar] [CrossRef]
- Zhang, Y.; Zheng, H.; Liu, Y.; Shi, L.; Xu, R.; Tian, X. Cluster–assisted nucleation of silicon phase in hypoeutectic Al-Si alloy with further inoculation. Acta Mater. 2014, 70, 162–173. [Google Scholar] [CrossRef]
- Yu, W.Z.; Zhang, Z.; Jiang, W.Y.; Jie, L.I.; TIAN, M.H. Effects of melt viscosity on enrichment and separation of primary silicon from Al-Si melt, Trans. Nonferrous Met. Soc. China 2017, 27, 467–474. [Google Scholar] [CrossRef]
- Shevchenko, N.; Roshchupkina, O.; Sokolova, O.; Eckert, S. The effect of natural and forced melt convection on dendritic solidification in Ga–In alloys. J. Cryst. Growth 2015, 417, 1–8. [Google Scholar] [CrossRef]
- Kurz, W.; Fisher, D.J. Dendrite growth at the limit of stability: tip radius and spacing. Acta Matall. 1981, 29, 11–20. [Google Scholar] [CrossRef]
- Ren, S.; Li, P.; Jiang, D.; Tan, Y.; Li, J.; Zhang, L. Removal of metal impurities by controlling columnar grain growth during directional solidification process. Appl. Therm. Eng. 2016, 106, 875–880. [Google Scholar] [CrossRef]
- Trivedi, R.; Kurz, W. Morphological stability of a planar interface under rapid solidification conditions. Acta Matall. 1986, 34, 1663–1670. [Google Scholar] [CrossRef]
- Liu, Y.C.; Roux, B.; Lan, C.W. Effects of accelerated crucible rotation on segregation and interface morphology for vertical Bridgman crystal growth: Visualization and simulation. J. Cryst. Growth 2007, 304, 236–243. [Google Scholar] [CrossRef]
- Wang, S.Y.; Wang, C.Z.; Zheng, C.X.; Ho, K.M. Structure and dynamics of liquid Al1-xSix alloys by ab initio molecular dynamics simulations. J. Non-Cryst. Solids 2009, 355, 340–347. [Google Scholar] [CrossRef]
- Yoshikawa, T.; Morita, K. Removal of phosphorus by the solidification refining with Si–Al melts. Sci. Technol. Adv. Mat. 2003, 4, 531–537. [Google Scholar] [CrossRef]
- Murray, J.L.; McAlister, A.J. The Al-Si (Aluminum–Silicon) system. Alloy Phase Diagr. 1984, 5, 74–84. [Google Scholar] [CrossRef]











© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, W.; Yu, W.; Li, J.; You, Z.; Li, C.; Lv, X. Segregation and Morphological Evolution of Si Phase during Electromagnetic Directional Solidification of Hypereutectic Al-Si Alloys. Materials 2019, 12, 10. https://doi.org/10.3390/ma12010010
Jiang W, Yu W, Li J, You Z, Li C, Lv X. Segregation and Morphological Evolution of Si Phase during Electromagnetic Directional Solidification of Hypereutectic Al-Si Alloys. Materials. 2019; 12(1):10. https://doi.org/10.3390/ma12010010
Chicago/Turabian StyleJiang, Weiyan, Wenzhou Yu, Jie Li, Zhixiong You, Chunmei Li, and Xuewei Lv. 2019. "Segregation and Morphological Evolution of Si Phase during Electromagnetic Directional Solidification of Hypereutectic Al-Si Alloys" Materials 12, no. 1: 10. https://doi.org/10.3390/ma12010010