Study of the Microstructure and Crack Evolution Behavior of Al-5Fe-1.5Er Alloy



Abstract
1. Introduction
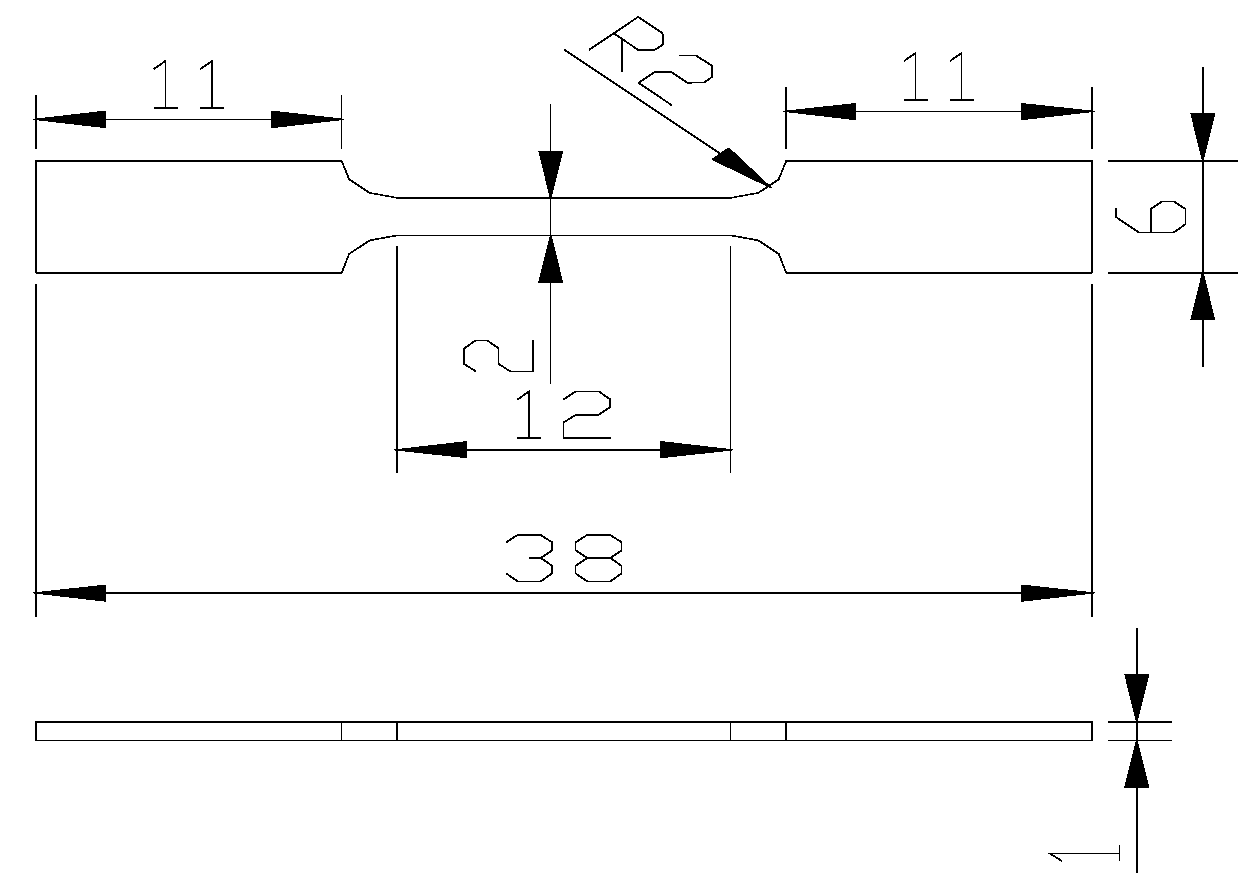
2. Test Methods and Procedures
3. Results and Discussion
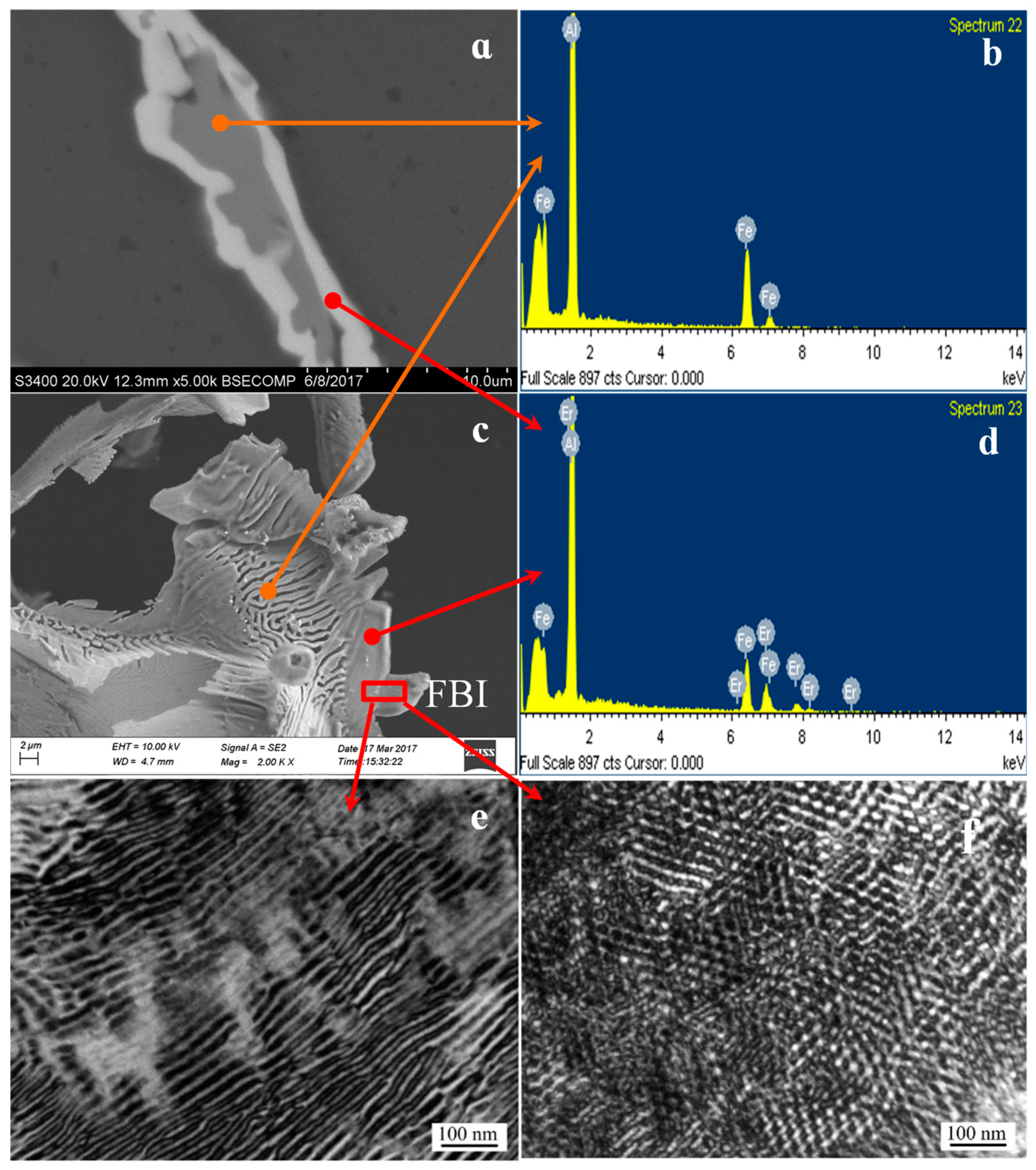
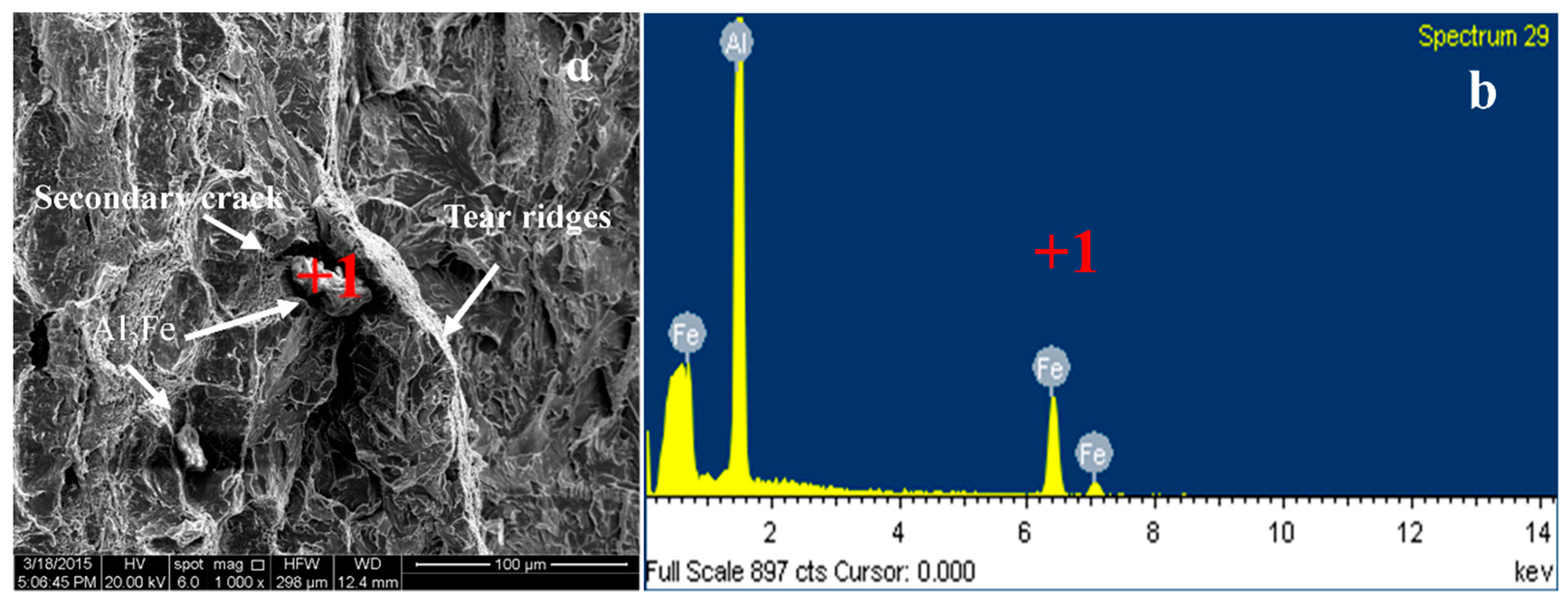
3.1. XRD and SEM Analyses
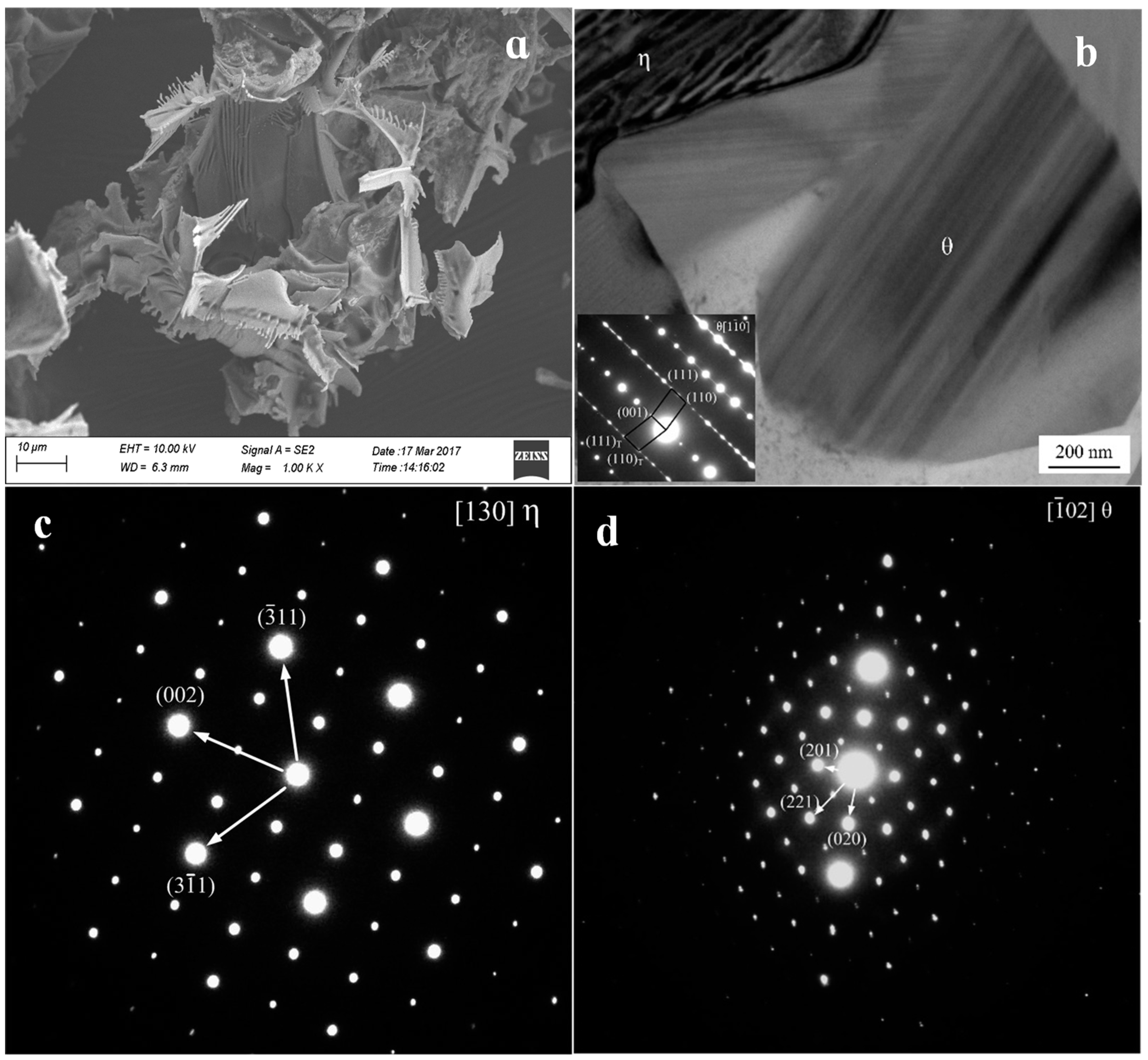
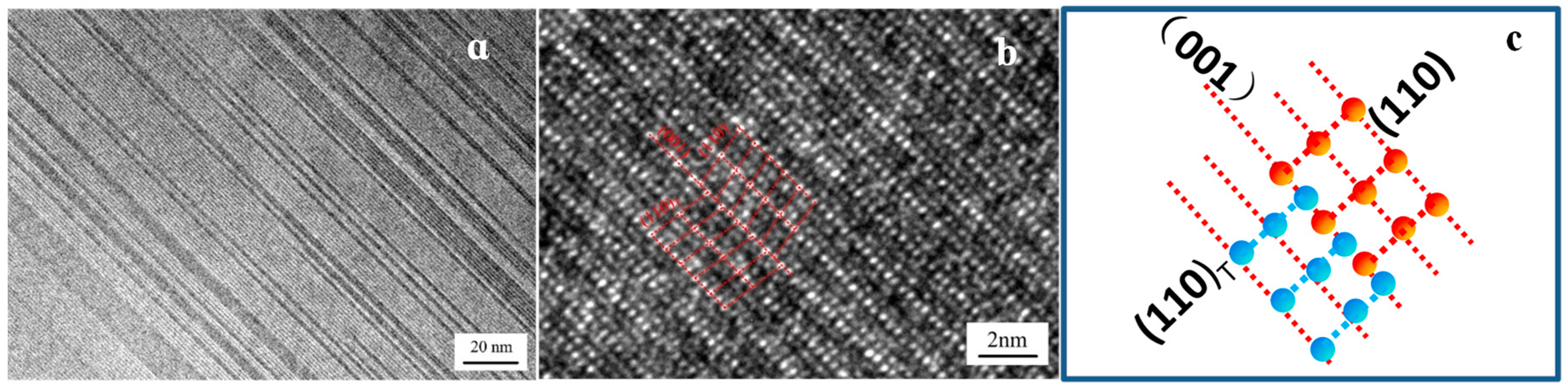
3.2. TEM Analysis
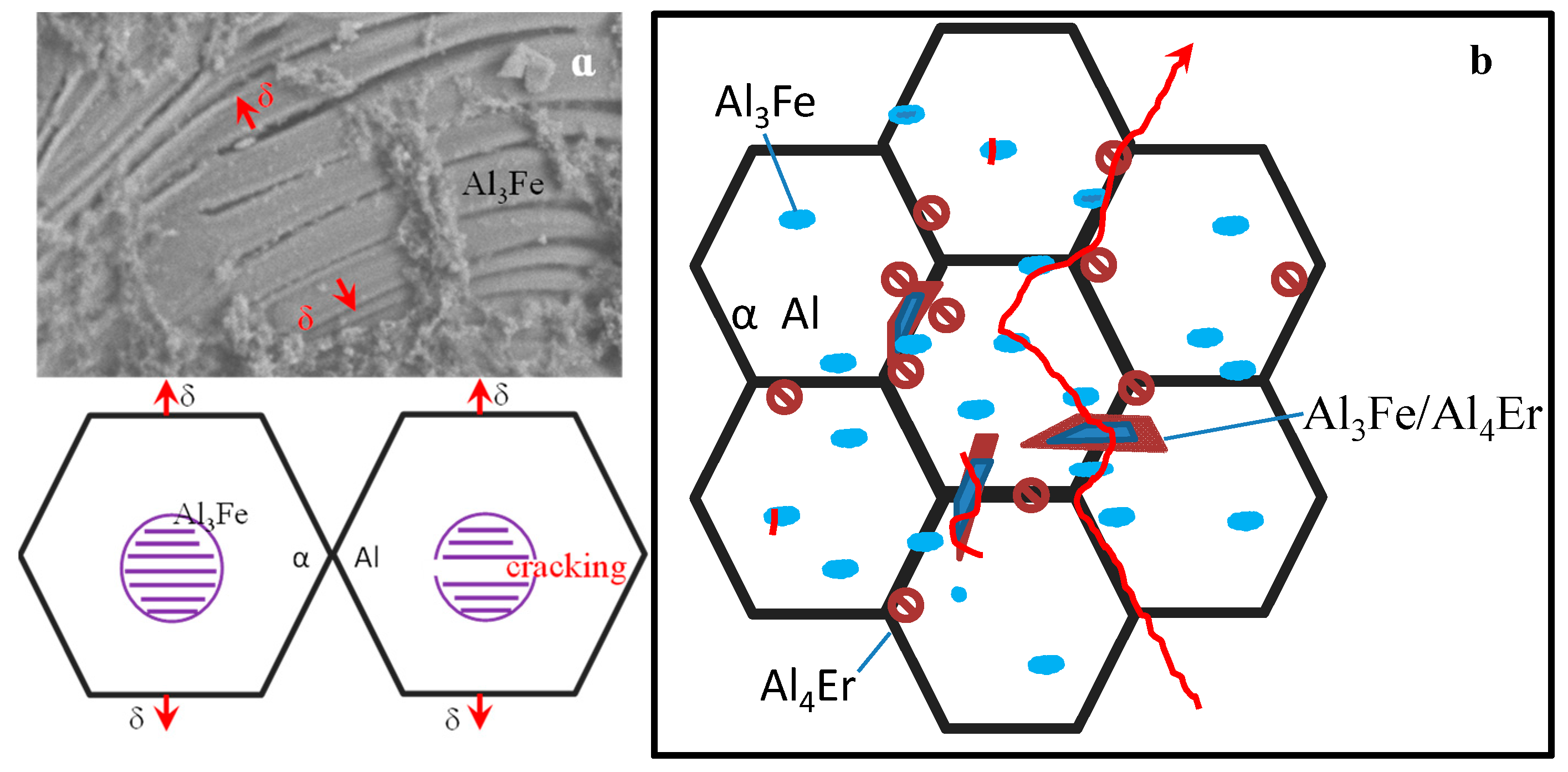
3.3. Analysis of the Results of In Situ Tensile Tests at Room Temperature
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Wang, X.; Guan, R.G.; Wang, Y. Formation Mechanism of Nanoscale Al3Fe Phase in Al-Fe Alloy during Semisolid Forming Process. Metall. Mater. Trans. B 2018, 49, 2225–2231. [Google Scholar] [CrossRef]
- Moustafa, M.A. Effect of iron content on the formation of β-Al5FeSi and porosity in Al-Si eutectic alloys. J. Mater. Process. Technol. 2009, 209, 605–610. [Google Scholar] [CrossRef]
- Emin, Ç.; Hicran, T.; Mevlut, S.; Elif, Y.; Talip, K.; Mehmet, G. Effect of heat treatments on the microhardness and tensile strength of Al-0.25 wt.% Zr alloy. J. Alloy. Compd. 2015, 632, 229–237. [Google Scholar]
- Booth-Morrison, C.; Seidman, D.N.; Dunand, D.C. Effect of Er additions on ambient and high-temperature strength of precipitation-strengthened Al-Zr-Sc-Si alloys. Acta Mater. 2012, 60, 3643–3654. [Google Scholar] [CrossRef]
- Belov, N.A.; Korotkova, N.O.; Alabin, A.N.; Mishurov, S.S. Influence of a Silicon Additive on Resistivity and Hardness of the Al-1% Fe-0.3% Zr Alloy. Russ J. Non-Ferr. Met. 2018, 59, 276–283. [Google Scholar] [CrossRef]
- Zhao, Q.; Qian, Z.; Cui, X.; Wu, Y.; Liu, X. Optimizing microstructures of dilute Al-Fe-Si alloys designed with enhanced electrical conductivity and tensile strength. J. Alloy. Compd. 2015, 650, 768–776. [Google Scholar] [CrossRef]
- Guan, R.; Shen, Y.; Zhao, Z.; Wang, X. A high-strength, ductile Al-0.35Sc-0.2Zr alloy with good electrical conductivity strengthened by coherent nanosized-precipitates. J. Mater. Sci. Technol. 2016, 33, 215–223. [Google Scholar] [CrossRef]
- Karnesky, R.A.; Dunand, D.C.; Seidman, D.N. Evolution of nanoscale precipitates in Al microalloyed with Sc and Er. Acta Mater. 2009, 57, 4022–4031. [Google Scholar] [CrossRef]
- Miyazaki, S.; Kawachi, A.; Kumai, S.; Sato, A. Plastic deformation of hardly deformable Al13Fe4 particles embedded in an Al-Al13Fe4 dual phase alloy. Mater. Sci. Eng. A 2005, 400–401, 294–299. [Google Scholar] [CrossRef]
- Cubero-Sesin, J.M.; Horita, Z. Mechanical Properties and Microstructures of Al-Fe AlloysProcessed by High-Pressure Torsion. Metall. Mater. Trans. A 2012, 43, 5182–5192. [Google Scholar] [CrossRef]
- Nayak, S.S.; Murty, B.S.; Pabi, S.K. Structure of nanocomposites of Al-Fe alloys prepared by mechanical alloying and rapid solidification processing. Bull. Mater. Sci. 2008, 31, 449–454. [Google Scholar] [CrossRef]
- Vo, N.Q.; Dunand, D.C.; Seidman, D.N. Improving aging and creep resistance in a dilute Al-Sc alloy by microalloying with Si, Zr and Er. Acta Mater. 2014, 63, 73–85. [Google Scholar] [CrossRef]
- Mesquita, R.A.; Leiva, D.R.; Yavari, A.R.; Botta Filho, W.J. Microstructures and mechanical properties of bulk AlFeNd(Cu,Si) alloys obtained through centrifugal force casting. Mater. Sci. Eng. A 2007, 452–453, 161–169. [Google Scholar] [CrossRef]
- Starke, E.A., Jr.; Staley, J.T. Application of modern aluminum alloys to aircraft. Prog. Aerosp. Sci. 1996, 32, 131–172. [Google Scholar] [CrossRef]
- Che, H.; Jiang, X.; Qiao, N.; Liu, X. Effects of Er/Sr/Cu additions on the microstructure and mechanical properties of Al-Mg alloy during hot extrusion. J. Alloy. Compd. 2017, 708, 662–670. [Google Scholar] [CrossRef]
- Feng, J.; Huang, W.D.; Lin, X.; Pan, Q.Y.; Li, T.; Zhou, Y.H. Primary cellular/dendritic spacing selection of Al-Zn alloy during unidirectional solidification. J. Cryst. Growth 1999, 197, 393–395. [Google Scholar] [CrossRef]
- Goulart, P.R.; Cruz, K.S.; Spinelli, J.E.; Ferreira, I.L.; Cheung, N.; Garcia, A. Cellular growth during transient directional solidification of hypoeutectic Al-Fe alloys. J. Alloy. Compd. 2009, 470, 589–599. [Google Scholar] [CrossRef]
- Trivedi, R.; Kurz, W. Dendritic growth. Int. Mater. Rev. 1994, 39, 49–74. [Google Scholar] [CrossRef]
- Elisangela, S.M.; Felipe, B.; Pedro, R.G.; Noe, C.; Amauri, G. The effect of the growth rate on microsegregation: Experimental investigation in hypoeutectic Al-Fe and Al-Cu alloys directionally solidified. J. Alloy. Compd. 2013, 561, 193–200. [Google Scholar]
- Dorin, T.; Stanford, N.; Birbilis, N.; Gupta, R.K. Influence of cooling rate on the microstructure and corrosion behavior of Al-Fe alloys. Corros. Sci. 2015, 100, 396–403. [Google Scholar] [CrossRef]
- Wen, S.P.; Gao, K.Y.; Huang, H.; Wang, W.; Nie, Z.R. Precipitation evolution in Al-Er-Zr alloys during aging at elevated temperature. J. Alloy. Compd. 2013, 574, 92–97. [Google Scholar] [CrossRef]
- Zhang, Y.; Gao, K.; Wen, S.; Huang, H.; Nie, Z.; Zhou, D. The study on the coarsening process and precipitation strengthening of Al3Er precipitate in Al-Er binary alloy. J. Alloy. Compd. 2014, 610, 27–34. [Google Scholar] [CrossRef]
- Fuller, C.B.; Seidman, D.N.; Dunand, D.C. Mechanical properties of Al(Sc,Zr) alloys at ambient and elevated temperatures. Acta Mater. 2003, 51, 4803–4814. [Google Scholar] [CrossRef]
- Harada, Y.; Dunand, D.C. Microstructure of Al3Sc with ternary rare-earth additions. Intermetallics 2009, 17, 17–24. [Google Scholar] [CrossRef]
- Samuel, A.M.; Garza-Elizondo, G.H.; Doty, H.W.; Samuel, F.H. Role of modification and melt thermal treatment processes on the microstructure and tensile properties of Al-Si alloys. Mater. Des. 2015, 80, 99–108. [Google Scholar] [CrossRef]
- Prakash, U.; Sauthoff, G. Structure and properties of Fe-Al-Ti intermetallic alloys. Intermetallics 2001, 9, 107–112. [Google Scholar] [CrossRef]
- Sasaki, H.; Kita, K.; Nagahora, J.; Inoue, A. Nanostructures and Mechanical Properties of Bulk Al-Fe Alloys Prepared by Electron-Beam Deposition. Mater. Trans. 2001, 42, 1561–1565. [Google Scholar] [CrossRef]
- Freiburg, C.; Grushko, B. An Al13Fe4 phase in the Al-Cu-Fe alloy system. J. Alloy. Compd. 1994, 210, 149–152. [Google Scholar] [CrossRef]
- Zhang, L.; Schneider, J.; Luck, R. Phase transformations and phase stability of the AlCuFe alloys with low-Fe content. Intermetallics 2005, 13, 1195–1206. [Google Scholar] [CrossRef]
- Wang, X.; Guan, R.G.; Misra, R.D.K.; Wang, Y.; Li, H.C.; Shang, Y.Q. The mechanistic contribution of nanosized Al3Fe phase on the mechanical properties of Al-Fe alloy. Mater. Sci. Eng. A 2018, 724, 452–460. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element (at.%) | Al | Fe | Er |
|---|---|---|---|
| A | 62.66 | 37.34 | - |
| B | 82.38 | 0.64 | 16.98 |
| C | 65.94 | 15.14 | 18.91 |
| D | 81.96 | - | 18.04 |
| E | 100 | - | - |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, M.; Shi, Z.; Wu, X.; Wang, H.; Liu, Y. Study of the Microstructure and Crack Evolution Behavior of Al-5Fe-1.5Er Alloy. Materials 2019, 12, 172. https://doi.org/10.3390/ma12010172
Li M, Shi Z, Wu X, Wang H, Liu Y. Study of the Microstructure and Crack Evolution Behavior of Al-5Fe-1.5Er Alloy. Materials. 2019; 12(1):172. https://doi.org/10.3390/ma12010172
Chicago/Turabian StyleLi, Ming, Zhiming Shi, Xiufeng Wu, Huhe Wang, and Yubao Liu. 2019. "Study of the Microstructure and Crack Evolution Behavior of Al-5Fe-1.5Er Alloy" Materials 12, no. 1: 172. https://doi.org/10.3390/ma12010172
APA StyleLi, M., Shi, Z., Wu, X., Wang, H., & Liu, Y. (2019). Study of the Microstructure and Crack Evolution Behavior of Al-5Fe-1.5Er Alloy. Materials, 12(1), 172. https://doi.org/10.3390/ma12010172