Performance Evaluation and Comparison between Direct and Chemical-Assisted Picosecond Laser Micro-Trepanning of Single Crystalline Silicon


Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Set-Up
2.2. Experiment Design
3. Results
3.1. Comparison between Direct and Chemical-Assisted Laser Trepanning
3.2. Effects of Parameters on Direct Laser Trepanning
3.3. Effects of Parameters on Chemical-Assisted Laser Trepanning
4. Discussion
4.1. Material Removal Mechanism in Direct Laser Trepanning Process
4.2. Material Removal Mechanism in Chemical-Assisted Laser Trepanning Process
5. Conclusions
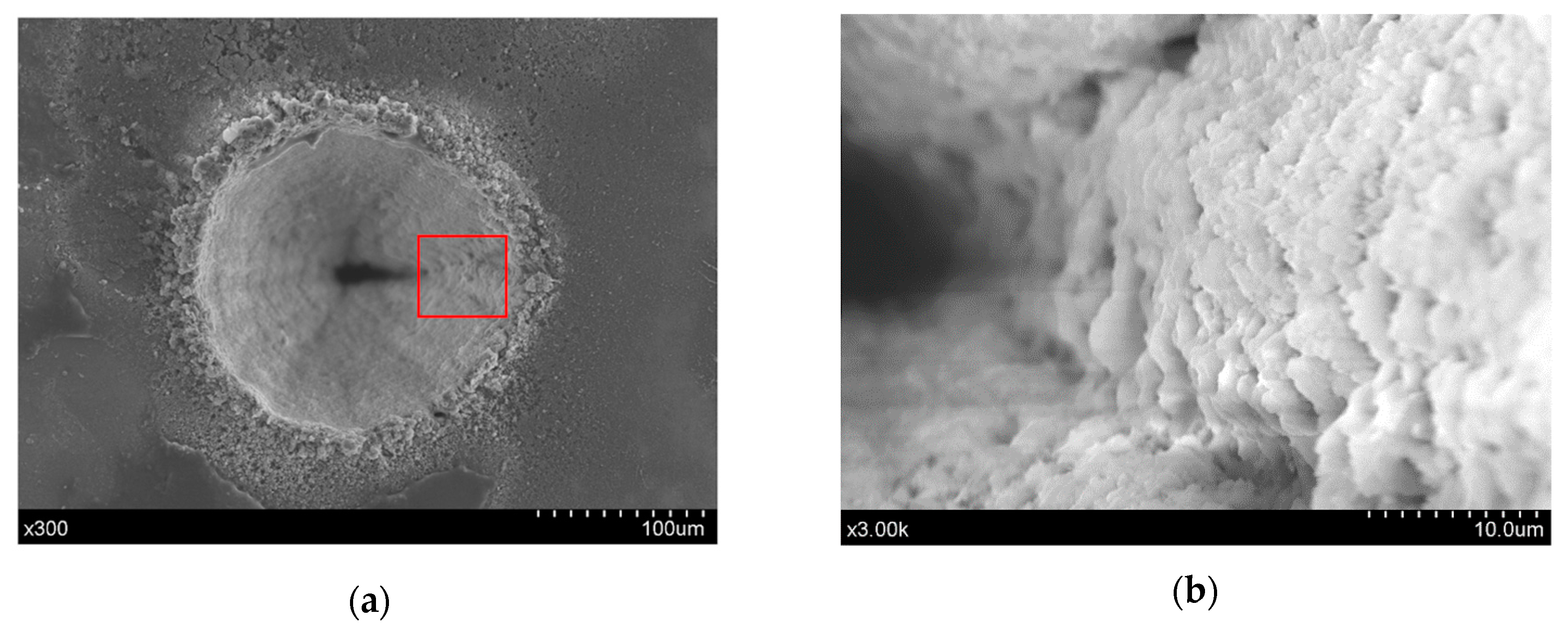
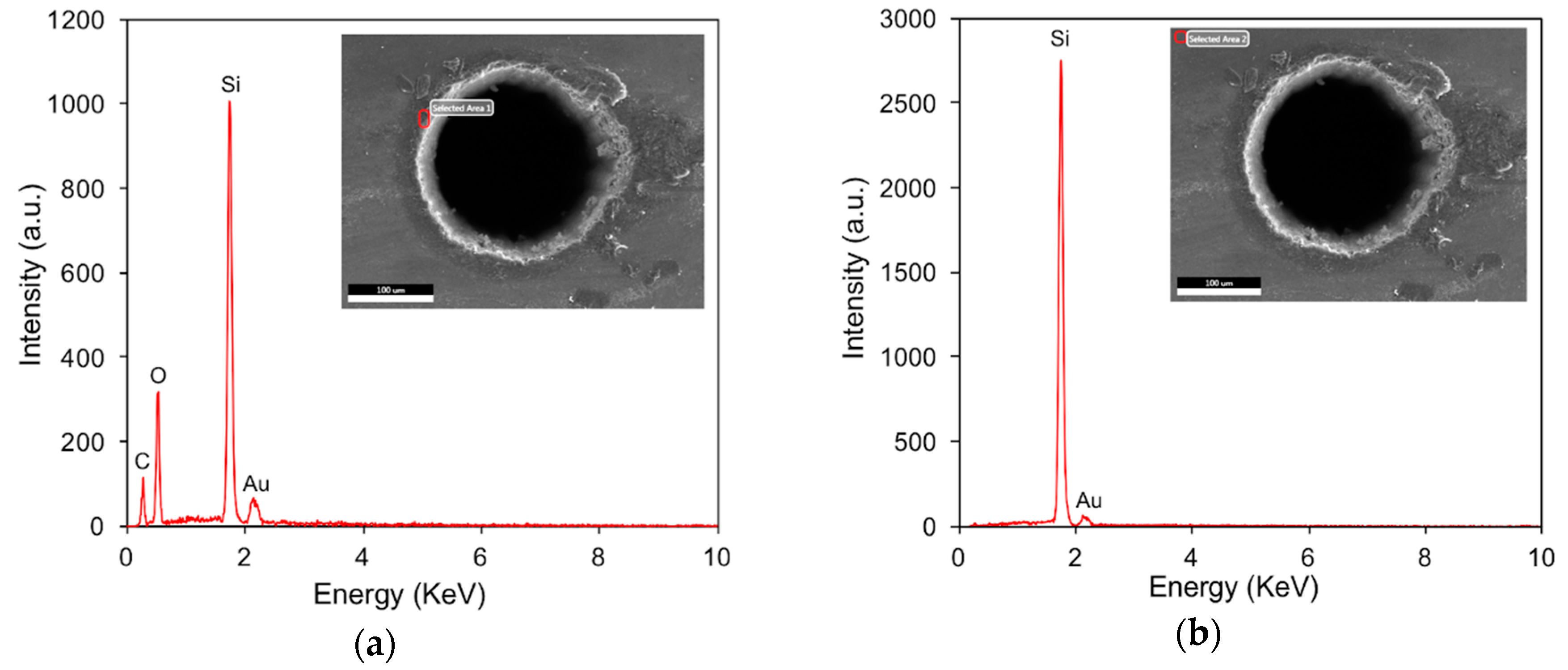
- Chemical-assisted laser trepanning is associated with obviously improved ablated surface quality in comparison to direct laser machining. Thermal defects have been observed in direct laser trepanning, including spatters on the top and rear surfaces, material oxidation near the hole entrance, and micro-scale and sub-micron scale humps on the rough sidewall. In contrast, it has been confirmed that better surface quality with a sharper hole edge, smoother sidewall, and neglected spatters area can be yielded by the chemical-assisted laser machining, which also results in no oxidation. In this study, near damage-free through micro-holes with small tapers down to 2.36° can be produced repeatedly using the NaOH solution-assisted laser trepanning method.
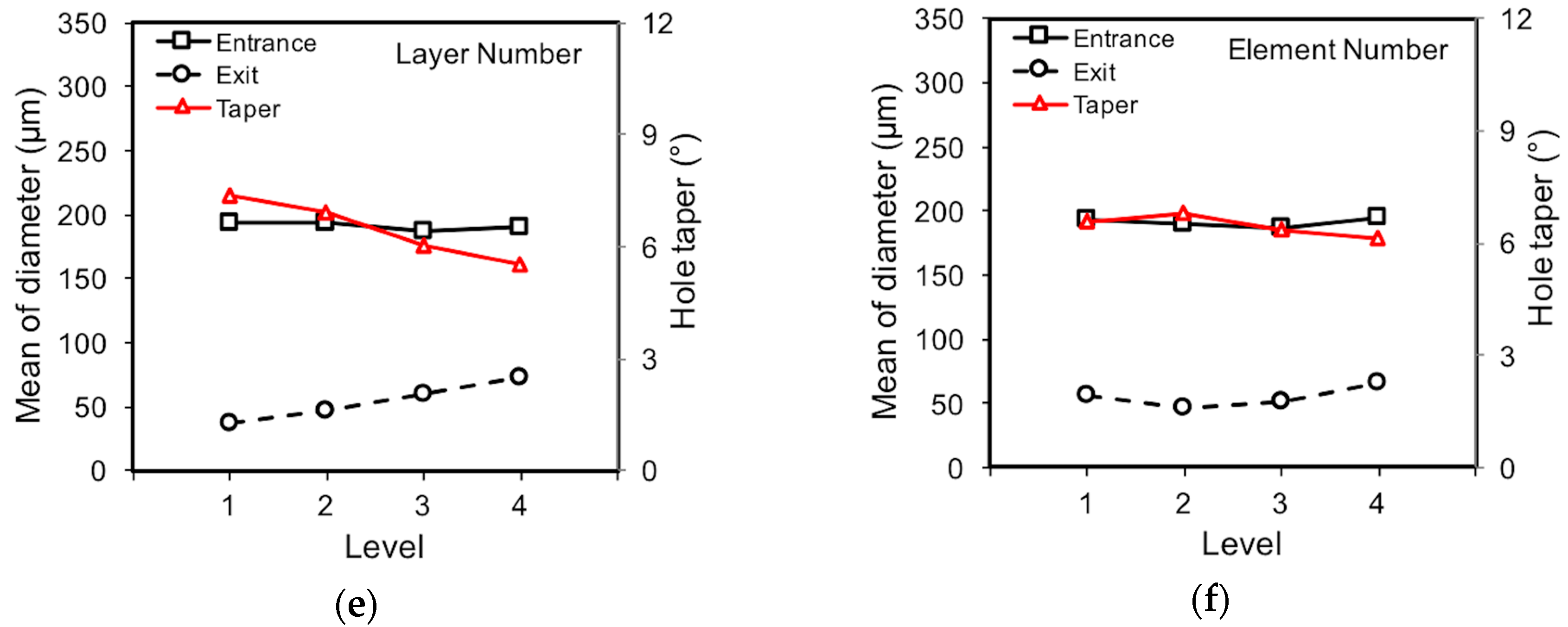
- Range analysis has been conducted. For laser dry trepanning, the pulse frequency outweighs the others in determining the entrance diameter, while the laser power and pulse frequency are the two parameters with more influence on the effects of the exit diameter and hole taper. In contrast, for NaOH solution-assisted laser machining, the laser power far surpasses the other parameters in affecting the exit diameter and hole taper, while the pulse frequency, scanning velocity, and layer number are associated with similar significance in affecting the entrance diameter. Based on the influence analysis, recommendations for the processing parameters have been given for chemical-assisted laser trepanning, including a higher laser power (level three or four), smaller pulse frequency (level one or two), faster laser scanning velocity (level three or four), and fewer layer numbers and element numbers (level one or two).
- Material removal mechanisms associated with the two trepanning methods have been amply discussed based on observations. The direct laser trepanning is accompanied with a thermal–dynamic material removal manner as the aforementioned thermal defects can be found, whereas material is removed in a more efficient way in the chemical-assisted case, as wider holes are yielded under the same processing parameters. The latter may be mainly attributed to the mechanical effects of the liquid-confined plasma and subsequent cavitation bubbles that enhance material removal. The smoother hole sidewall also highlights the benefits of the chemical reaction regarding minimizing surface roughness.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tan, B. Deep micro hole drilling in a silicon substrate using multi-bursts of nanosecond UV laser pulses. J. Micromech. Microeng. 2006, 16, 109–112. [Google Scholar] [CrossRef]
- Lee, Y.H.; Choi, K.J. Analysis of silicon via hole drilling for wafer level chip stacking by UV laser. Int. J. Precis. Eng. Manuf. 2010, 11, 501–507. [Google Scholar] [CrossRef]
- Tagliaferri, F.; Genna, S.; Leone, C.; Palumbo, B.; De Chiara, G. Experimental study of fibre laser microdrilling of aerospace superalloy by trepanning technique. Int. J. Adv. Manuf. Technol. 2017, 93, 3203–3210. [Google Scholar] [CrossRef]
- Pham, K.X.; Tanabe, R.; Ito, Y. Trepanning drilling of microholes on cemented tungsten carbide using femtosecond laser pulses. J. Laser Appl. 2012, 24, 032007. [Google Scholar] [CrossRef]
- Ahn, S.; Hwang, D.J.; Park, H.K.; Grigoropoulos, C.P. Femtosecond laser drilling of crystalline and multicrystalline silicon for advanced solar cell fabrication. Appl. Phys. A Mater. Sci. Process. 2012, 108, 113–120. [Google Scholar] [CrossRef]
- Zhu, H.; Wang, J.; Yao, P. A study of hybrid laser–waterjet micromachining of crystalline germanium. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2016, 232, 1903–1917. [Google Scholar] [CrossRef]
- Wu, Q.; Wang, J.; Huang, C. Analysis of the machining performance and surface integrity in laser milling of polycrystalline diamonds. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2014, 228, 903–917. [Google Scholar] [CrossRef]
- Shi, C.; Ren, N.; Wang, H.; Xia, K.; Wang, L. Effects of ultrasonic assistance on microhole drilling based on Nd:YAG laser trepanning. Opt. Laser Technol. 2018, 106, 451–460. [Google Scholar] [CrossRef]
- Kaspar, J.; Luft, A.; Nolte, S.; Will, M.; Beyer, E. Laser helical drilling of silicon wafers with ns to fs pulses: Scanning electron microscopy and transmission electron microscopy characterization of drilled through-holes. J. Laser Appl. 2006, 18, 85–92. [Google Scholar] [CrossRef]
- Yilbas, B.S.; Akhtar, S.S.; Karatas, C. Laser trepanning of a small diameter hole in titanium alloy: Temperature and stress fields. J. Mater. Process. Technol. 2011, 211, 1296–1304. [Google Scholar] [CrossRef]
- Choudhury, I.A.; Chong, W.C.; Vahid, G. Hole qualities in laser trepanning of polymeric materials. Opt. Laser Eng. 2012, 50, 1297–1305. [Google Scholar] [CrossRef]
- Ashkenasi, D.; Kaszemeikat, T.; Mueller, N.; Dietrich, R.; Eichler, H.J.; Illing, G. Laser trepanning for industrial applications. Phys. Procedia 2011, 12, 323–331. [Google Scholar] [CrossRef]
- Brandi, F.; Burdet, N.; Carzino, R.; Diaspro, A. Very large spot size effect in nanosecond laser drilling efficiency of silicon. Opt. Express 2010, 18, 23488–23494. [Google Scholar] [CrossRef] [PubMed]
- Athanasiou, C.-E.; Bellouard, Y. A monolithic micro-tensile tester for investigating silicon dioxide polymorph micromechanics, fabricated and operated using a femtosecond laser. Micromachines 2015, 6, 1365–1386. [Google Scholar] [CrossRef]
- Chanal, M.; Fedorov, V.Y.; Chambonneau, M.; Clady, R.; Tzortzakis, S.; Grojo, D. Crossing the threshold of ultrafast laser writing in bulk silicon. Nat. Commun. 2017, 8, 773. [Google Scholar] [CrossRef]
- Jiao, L.S.; Moon, S.K.; Ng, E.Y.K.; Zheng, H.Y.; Son, H.S. Influence of substrate heating on hole geometry and spatter area in femtosecond laser drilling of silicon. Appl. Phys. Lett. 2014, 104, 181902. [Google Scholar] [CrossRef]
- Coyne, E.; Magee, J.P.; Mannion, P.; O’Connor, G.M.; Glynn, T.J. STEM (scanning transmission electron microscopy) analysis of femtosecond laser pulse induced damage to bulk silicon. Appl. Phys. A Mater. Sci. Process. 2005, 81, 371–378. [Google Scholar] [CrossRef]
- Jiao, L.S.; Ng, E.Y.K.; Wee, L.M.; Zheng, H.Y. Role of volatile liquids in debris and hole taper angle reduction during femtosecond laser drilling of silicon. Appl. Phys. A Mater. Sci. Process. 2011, 104, 1081–1084. [Google Scholar] [CrossRef]
- Li, G.; Hu, S.; Tang, H.; Chen, B. Laser repeat drilling of alumina ceramics in static water. Int. J. Adv. Manuf. Technol. 2018, 96, 2885–2891. [Google Scholar] [CrossRef]
- Wee, L.M.; Ng, E.Y.K.; Prathama, A.H.; Zheng, H. Micro-machining of silicon wafer in air and under water. Opt. Laser Technol. 2011, 43, 62–71. [Google Scholar] [CrossRef]
- Kaakkunen, J.J.J.; Silvennoinen, M.; Paivasaari, K.; Vahimaa, P. Water-assisted femtosecond laser pulse ablation of high aspect ratio holes. Phys. Procedia 2011, 12, 89–93. [Google Scholar] [CrossRef]
- Nayak, B.K.; Gupta, M.C.; Kolasinski, K.W. Ultrafast-laser-assisted chemical restructuring of silicon and germanium surfaces. Appl. Surf. Sci. 2007, 253, 6580–6583. [Google Scholar] [CrossRef]
- Ehrlich, D.J., Jr.; Osgood, R.M.; Deutsch, T.F. Laser chemical technique for rapid direct writing of surface relief in silicon. Appl. Phys. Lett. 1981, 38, 1018–1020. [Google Scholar] [CrossRef]
- Kullmer, R.; Bäuerle, D. Laser-induced chemical etching of silicon in chlorine atmosphere. Appl. Phys. A 1987, 43, 227–232. [Google Scholar] [CrossRef]
- Li, L.; Achara, C. Chemical assisted laser machining for the minimisation of recast and heat affected zone. CIRP Ann. 2004, 53, 175–178. [Google Scholar] [CrossRef]
- Hopman, S.; Fell, A.; Mayer, K.; Mesec, M.; Rodofili, A.; Kray, D. Comparison of laser chemical processing and LaserMicrojet for structuring and cutting silicon substrates. Appl. Phys. A Mater. Sci. Process. 2009, 95, 857–866. [Google Scholar] [CrossRef]
- Baumann, S.; Kray, D.; Mayer, K.; Eyer, A.; Willeke, G.P. Comparative study of laser induced damage in silicon wafers. In Proceedings of the 2006 IEEE 4th World Conference on Photovoltaic Energy Conference, Waikoloa, HI, USA, 7–12 May 2006. [Google Scholar]
- Akhter, P.; Baig, A.; Mufti, A. Dissolution of Si(100) layers in NaOH aqueous solutions. J. Phys. D Appl. Phys. 1989, 22, 1924–1927. [Google Scholar] [CrossRef]
- Tangwarodomnukun, V.; Wang, J.; Huang, C.Z.; Zhu, H.T. An investigation of hybrid laser-waterjet ablation of silicon substrates. Int. J. Mach. Tool. Manuf. 2012, 56, 39–49. [Google Scholar] [CrossRef]
- Zhu, H.; Zhang, Z.; Xu, J.; Xu, K.; Ren, Y. An experimental study of micro-machining of hydroxyapatite using an ultrashort picosecond laser. Precis. Eng. 2018, 54, 154–162. [Google Scholar] [CrossRef]
- Zhu, H.; Wang, J.; Yao, P.; Huang, C.Z. Heat transfer and material ablation in hybrid laser-waterjet microgrooving of single crystalline germanium. Int. J. Mach. Tool. Manuf. 2017, 116, 25–39. [Google Scholar] [CrossRef]
- Wu, B. High-intensity nanosecond-pulsed laser-induced plasma in air, water, and vacuum: A comparative study of the early-stage evolution using a physics-based predictive model. Appl. Phys. Lett. 2008, 93, 101104. [Google Scholar] [CrossRef]
- Wu, B.; Shin, Y.C. A self-closed thermal model for laser shock peening under the water confinement regime configuration and comparisons to experiments. J. Appl. Phys. 2005, 97, 113517. [Google Scholar] [CrossRef]
- Zhu, X.; Naumov, A.Y.; Villeneuve, D.M.; Corkum, P.B. Influence of laser parameters and material properties on micro drilling with femtosecond laser pulses. Appl. Phys. A Mater. Sci. Process. 1999, 69, S367–S371. [Google Scholar] [CrossRef]
- Ki, H.; Mohanty, P.S.; Mazumder, J. Modelling of high-density laser-material interaction using fast level set method. J. Phys. D Appl. Phys. 2001, 34, 364–372. [Google Scholar] [CrossRef]
- Von der Linde, D.; Sokolowski-Tinten, K. The physical mechanisms of short-pulse laser ablation. Appl. Surf. Sci. 2000, 154, 1–10. [Google Scholar] [CrossRef]
- Chichkov, B.N.; Momma, C.; Nolte, S.; von Alvensleben, F.; Tunnermann, A. Femtosecond, picosecond and nanosecond laser ablation of solids. Appl. Phys. A Mater. Sci. Process. 1996, 63, 109–115. [Google Scholar] [CrossRef]
- Peyre, P.; Berthe, L.; Fabbro, R.; Sollier, A. Experimental determination by PVDF and EMV techniques of shock amplitudes induced by 0.6-3 ns laser pulses in a confined regime with water. J. Phys. D Appl. Phys. 2000, 33, 498–503. [Google Scholar] [CrossRef]
- Hammer, D.X.; Jansen, E.D.; Frenz, M.; Noojin, G.D.; Thomas, R.J.; Noack, J.; Vogel, A.; Rockwell, B.A.; Welch, A.J. Shielding properties of laser-induced breakdown in water for pulse durations from 5 ns to 125 fs. Appl. Opt. 1997, 36, 5630–5640. [Google Scholar] [CrossRef]
- Noack, J.; Vogel, A. Laser-induced plasma formation in water at nanosecond to femtosecond time scales: calculation of thresholds, absorption coefficients, and energy density. IEEE J. Quantum Electron. 1999, 35, 1156–1167. [Google Scholar] [CrossRef]
- Saxena, I.; Ehmann, K.; Cao, J. High throughput microfabrication using laser induced plasma in saline aqueous medium. J. Mater. Process. Technol. 2015, 217, 77–87. [Google Scholar] [CrossRef]
- Pallav, K.; Han, P.; Ramkumar, J.; Nagahanumaiah; Ehmann, K.F. Comparative assessment of the laser induced plasma micromachining and the micro-EDM processes. J. Manuf. Sci. Eng. 2013, 136, 011001. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Values |
|---|---|
| Density (Kg/m3) | 2329 |
| Heat capacity (J/(kg⋅K)) | 700 |
| Thermal conductivity (W/(m⋅K)) | 130 |
| Thermal diffusivity (m2/s) | 7.974 × 10−5 |
| Melting point (K) | 1687 |
| Machining Parameters | Abbreviation | Levels | |||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | ||
| Laser power (W) | P | 11.5 | 18.5 | 25.5 | 32 |
| Pulse frequency (MHz) | f | 0.4 | 0.6 | 0.8 | 1 |
| Scanning velocity (mm/s) | v | 300 | 600 | 900 | 1200 |
| Layer number | n | 10 | 15 | 20 | 25 |
| Element number | m | 60 | 80 | 100 | 120 |
| Test No | P | f | v | n | m | Entrance Diameter (μm) | σ-Entrance (μm) | Exit Diameter (µm) | σ-Exit (µm) | Taper (°) | Note |
|---|---|---|---|---|---|---|---|---|---|---|---|
| L1 | 1 | 1 | 1 | 1 | 1 | 208.92 | 5.73 | 40.02 | 17.12 | 8.01 | Through |
| L2 | 1 | 2 | 2 | 2 | 2 | 197.68 | 4.38 | 0.00 | 0.00 | 9.35 | Blind |
| L3 | 1 | 3 | 3 | 3 | 3 | 181.12 | 5.05 | 0.00 | 0.00 | 8.58 | Blind |
| L4 | 1 | 4 | 4 | 4 | 4 | 170.26 | 6.14 | 0.00 | 0.00 | 8.08 | Blind |
| L5 | 2 | 1 | 2 | 3 | 4 | 206.87 | 5.10 | 126.60 | 6.09 | 3.83 | Through |
| L6 | 2 | 2 | 1 | 4 | 3 | 180.57 | 6.88 | 48.01 | 9.49 | 6.30 | Through |
| L7 | 2 | 3 | 4 | 1 | 2 | 177.64 | 8.26 | 0.00 | 0.00 | 8.42 | Blind |
| L8 | 2 | 4 | 3 | 2 | 1 | 178.41 | 7.91 | 4.20 | 8.48 | 8.26 | Through |
| L9 | 3 | 1 | 3 | 4 | 2 | 212.10 | 6.53 | 155.00 | 9.19 | 2.72 | Through |
| L10 | 3 | 2 | 4 | 3 | 1 | 190.77 | 7.85 | 87.30 | 21.78 | 4.93 | Through |
| L11 | 3 | 3 | 1 | 2 | 4 | 197.36 | 11.93 | 23.93 | 13.88 | 8.22 | Through |
| L12 | 3 | 4 | 2 | 1 | 3 | 182.27 | 9.77 | 0.00 | 0.00 | 8.64 | Blind |
| L13 | 4 | 1 | 4 | 2 | 3 | 200.88 | 8.48 | 160.37 | 3.17 | 1.93 | Through |
| L14 | 4 | 2 | 3 | 1 | 4 | 203.40 | 7.43 | 110.94 | 13.45 | 4.41 | Through |
| L15 | 4 | 3 | 2 | 4 | 1 | 197.23 | 7.73 | 92.20 | 10.36 | 5.00 | Through |
| L16 | 4 | 4 | 1 | 3 | 2 | 169.28 | 13.18 | 28.28 | 18.79 | 6.70 | Through |
| Test No | P | f | v | n | m | Entrance Diameter (µm) | σ-Entrance (µm) | Exit Diameter (µm) | σ-Exit (µm) | Taper (°) | Note |
|---|---|---|---|---|---|---|---|---|---|---|---|
| L1 | 1 | 1 | 1 | 1 | 1 | 251.81 | 4.84 | 84.88 | 21.80 | 7.92 | Through |
| L2 | 1 | 2 | 2 | 2 | 2 | 249.22 | 5.88 | 71.81 | 19.31 | 8.41 | Through |
| L3 | 1 | 3 | 3 | 3 | 3 | 243.50 | 10.99 | 61.39 | 20.07 | 9.76 | Through |
| L4 | 1 | 4 | 4 | 4 | 4 | 234.41 | 12.67 | 57.39 | 19.18 | 8.92 | Through |
| L5 | 2 | 1 | 2 | 3 | 4 | 269.60 | 9.22 | 168.47 | 19.15 | 5.21 | Through |
| L6 | 2 | 2 | 1 | 4 | 3 | 275.18 | 9.00 | 151.15 | 21.88 | 5.90 | Through |
| L7 | 2 | 3 | 4 | 1 | 2 | 226.59 | 8.92 | 116.94 | 19.41 | 5.22 | Through |
| L8 | 2 | 4 | 3 | 2 | 1 | 232.18 | 7.37 | 115.92 | 23.52 | 5.53 | Through |
| L9 | 3 | 1 | 3 | 4 | 2 | 273.06 | 13.45 | 205.79 | 11.90 | 3.21 | Through |
| L10 | 3 | 2 | 4 | 3 | 1 | 236.45 | 9.58 | 137.47 | 14.32 | 4.72 | Through |
| L11 | 3 | 3 | 1 | 2 | 4 | 260.18 | 11.88 | 186.81 | 10.03 | 3.50 | Through |
| L12 | 3 | 4 | 2 | 1 | 3 | 230.90 | 7.05 | 83.79 | 22.85 | 6.99 | Through |
| L13 | 4 | 1 | 4 | 2 | 3 | 253.58 | 13.89 | 181.71 | 11.39 | 3.43 | Through |
| L14 | 4 | 2 | 3 | 1 | 4 | 251.51 | 8.67 | 176.34 | 15.43 | 3.58 | Through |
| L15 | 4 | 3 | 2 | 4 | 1 | 263.83 | 8.24 | 198.64 | 12.34 | 3.11 | Through |
| L16 | 4 | 4 | 1 | 3 | 2 | 260.41 | 7.33 | 211.06 | 9.04 | 2.36 | Through |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, H.; Zhang, Z.; Xu, K.; Xu, J.; Zhu, S.; Wang, A.; Qi, H. Performance Evaluation and Comparison between Direct and Chemical-Assisted Picosecond Laser Micro-Trepanning of Single Crystalline Silicon. Materials 2019, 12, 41. https://doi.org/10.3390/ma12010041
Zhu H, Zhang Z, Xu K, Xu J, Zhu S, Wang A, Qi H. Performance Evaluation and Comparison between Direct and Chemical-Assisted Picosecond Laser Micro-Trepanning of Single Crystalline Silicon. Materials. 2019; 12(1):41. https://doi.org/10.3390/ma12010041
Chicago/Turabian StyleZhu, Hao, Zhaoyang Zhang, Kun Xu, Jinlei Xu, Shuaijie Zhu, Anbin Wang, and Huan Qi. 2019. "Performance Evaluation and Comparison between Direct and Chemical-Assisted Picosecond Laser Micro-Trepanning of Single Crystalline Silicon" Materials 12, no. 1: 41. https://doi.org/10.3390/ma12010041
APA StyleZhu, H., Zhang, Z., Xu, K., Xu, J., Zhu, S., Wang, A., & Qi, H. (2019). Performance Evaluation and Comparison between Direct and Chemical-Assisted Picosecond Laser Micro-Trepanning of Single Crystalline Silicon. Materials, 12(1), 41. https://doi.org/10.3390/ma12010041