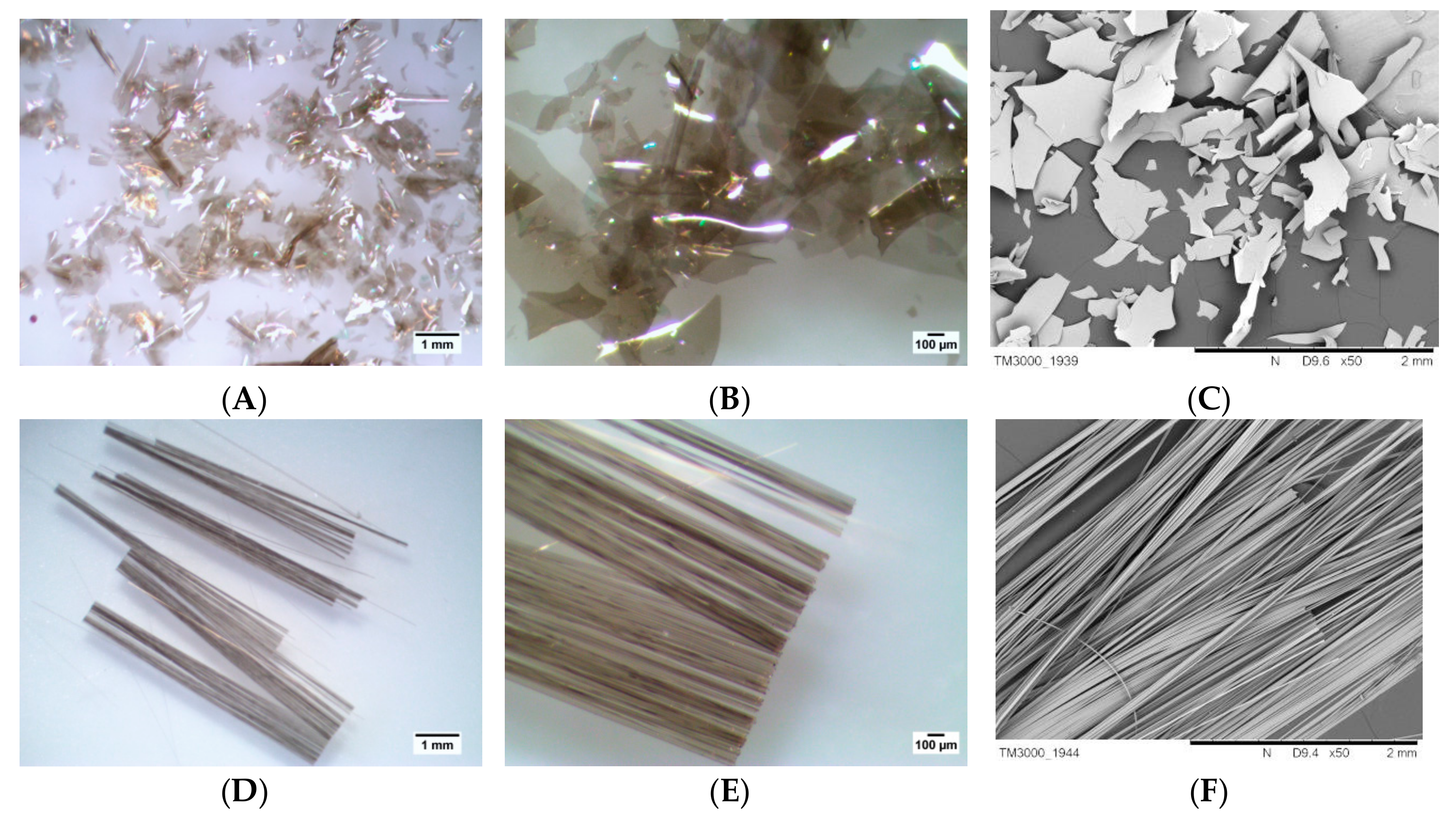
Figure 1.
Basalt flake optic photos (A) ×10; (B) ×40. (C) Basalt flake SEM photo ×50. Basalt fiber optic photos (D) ×10; (E) ×40. (F) Basalt fiber SEM photo ×50.
Figure 1.
Basalt flake optic photos (A) ×10; (B) ×40. (C) Basalt flake SEM photo ×50. Basalt fiber optic photos (D) ×10; (E) ×40. (F) Basalt fiber SEM photo ×50.
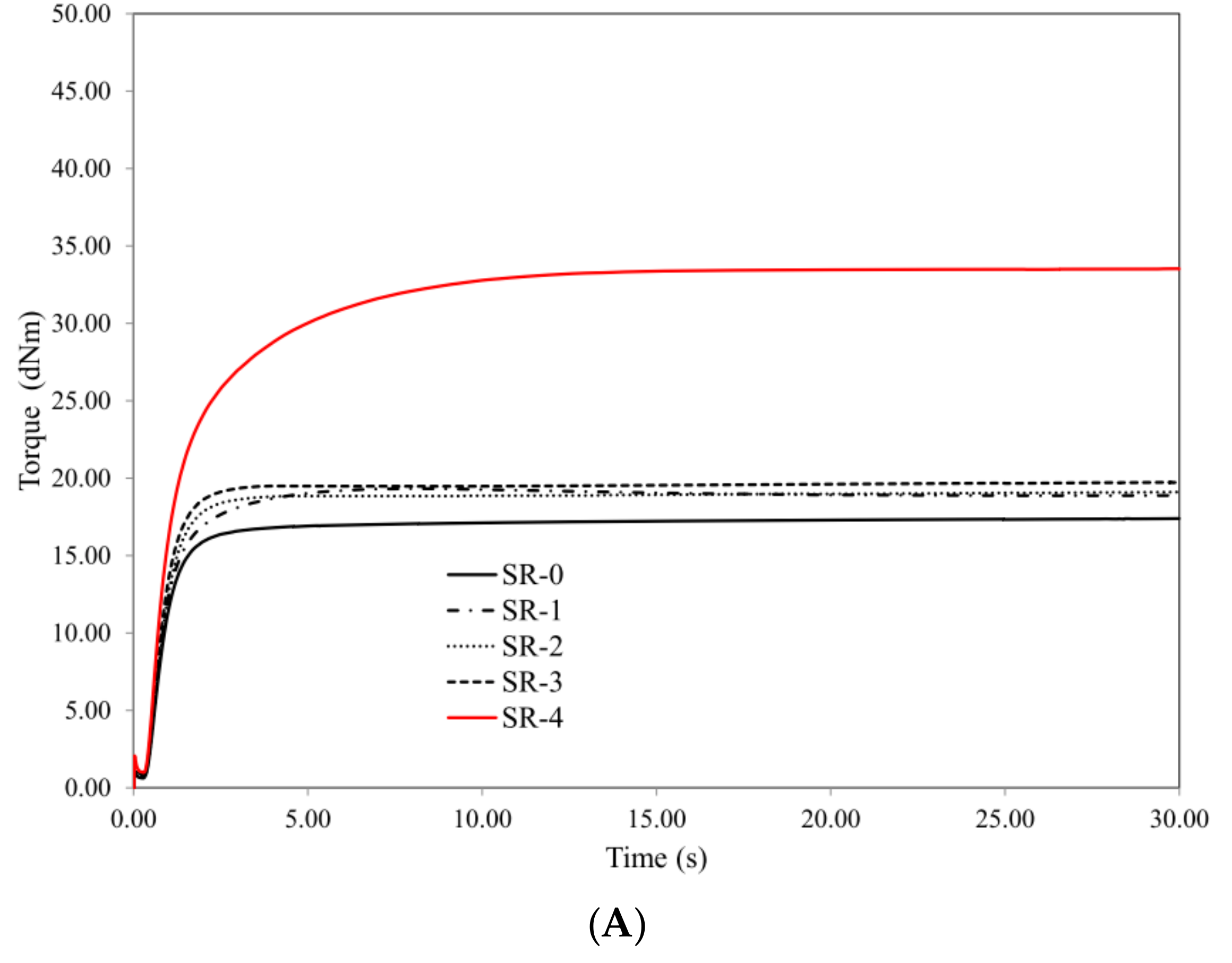
Figure 2.
Vulcanization kinetics: (A) composite mixes, (B) ceramizable composite mixes.
Figure 2.
Vulcanization kinetics: (A) composite mixes, (B) ceramizable composite mixes.
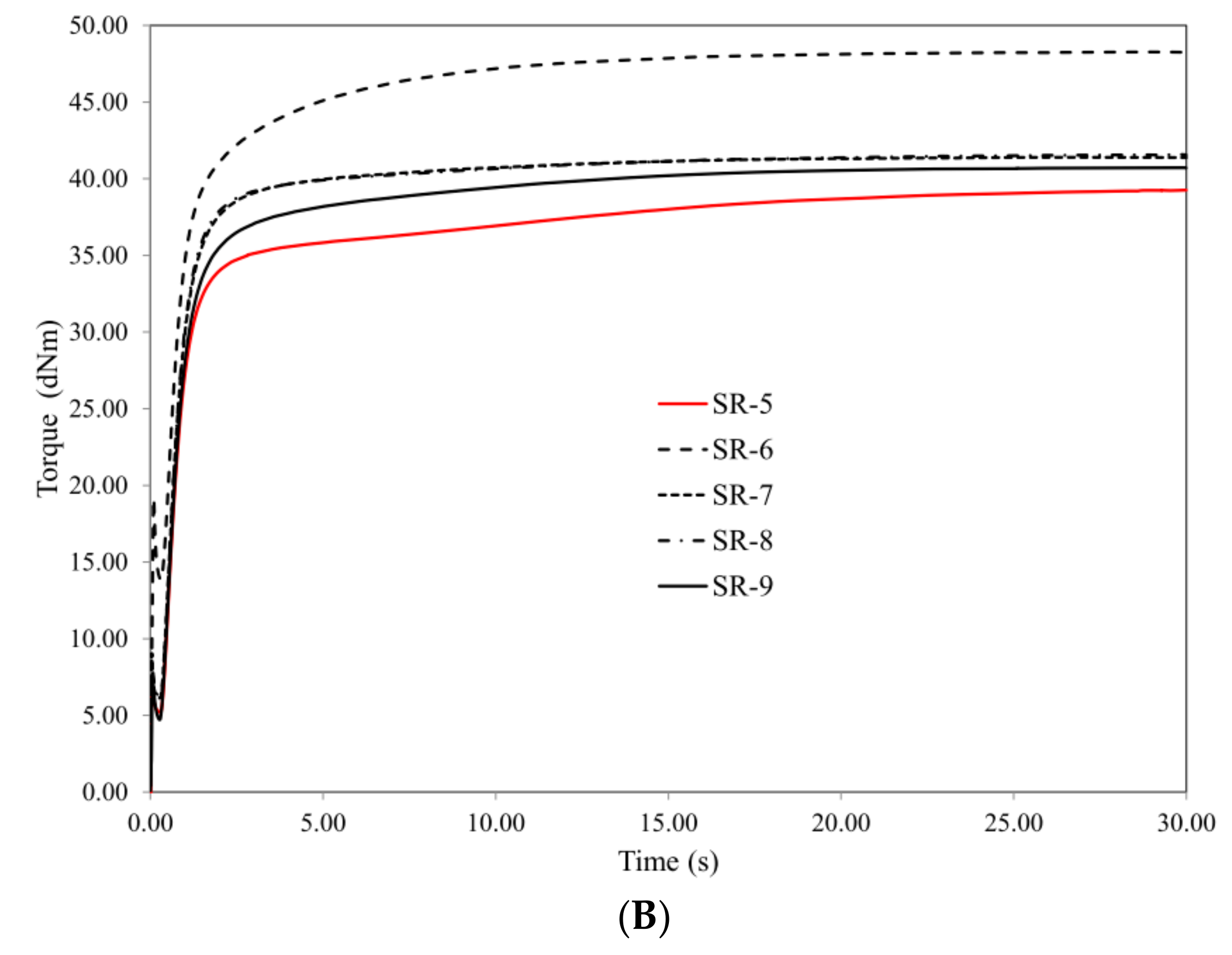
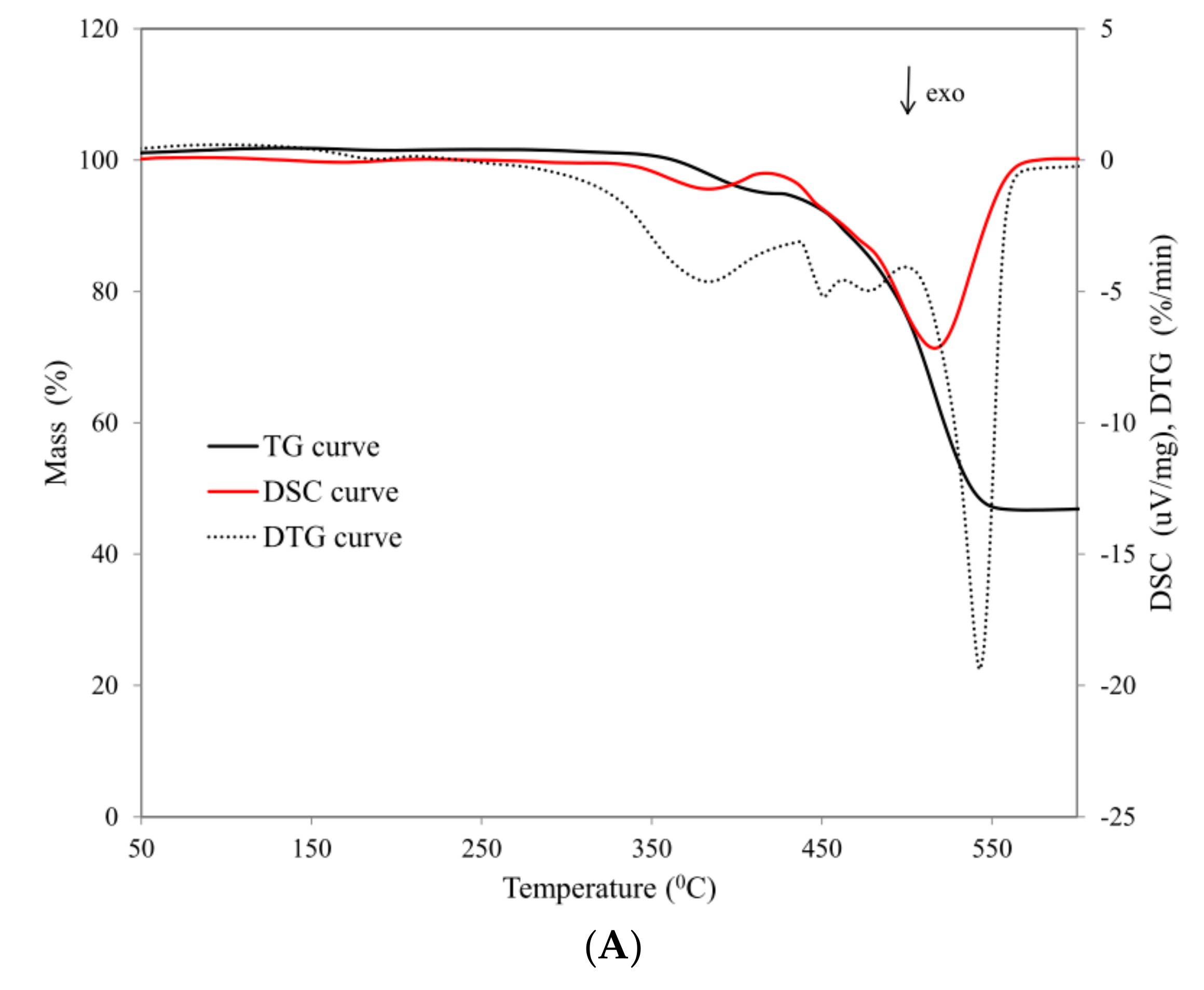
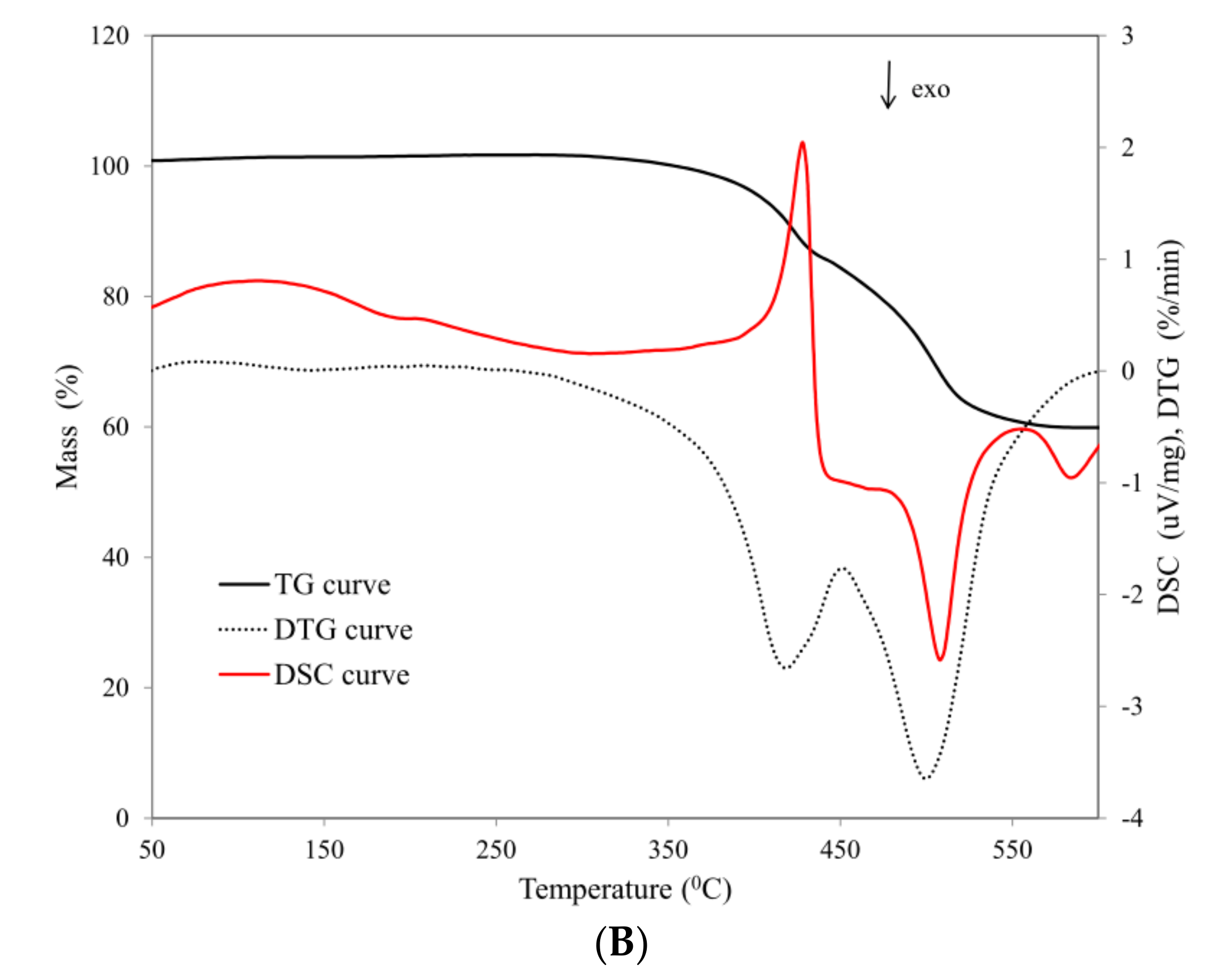
Figure 3.
Thermal curves: (A) SR-0 composite (B) SR-5 composite.
Figure 3.
Thermal curves: (A) SR-0 composite (B) SR-5 composite.
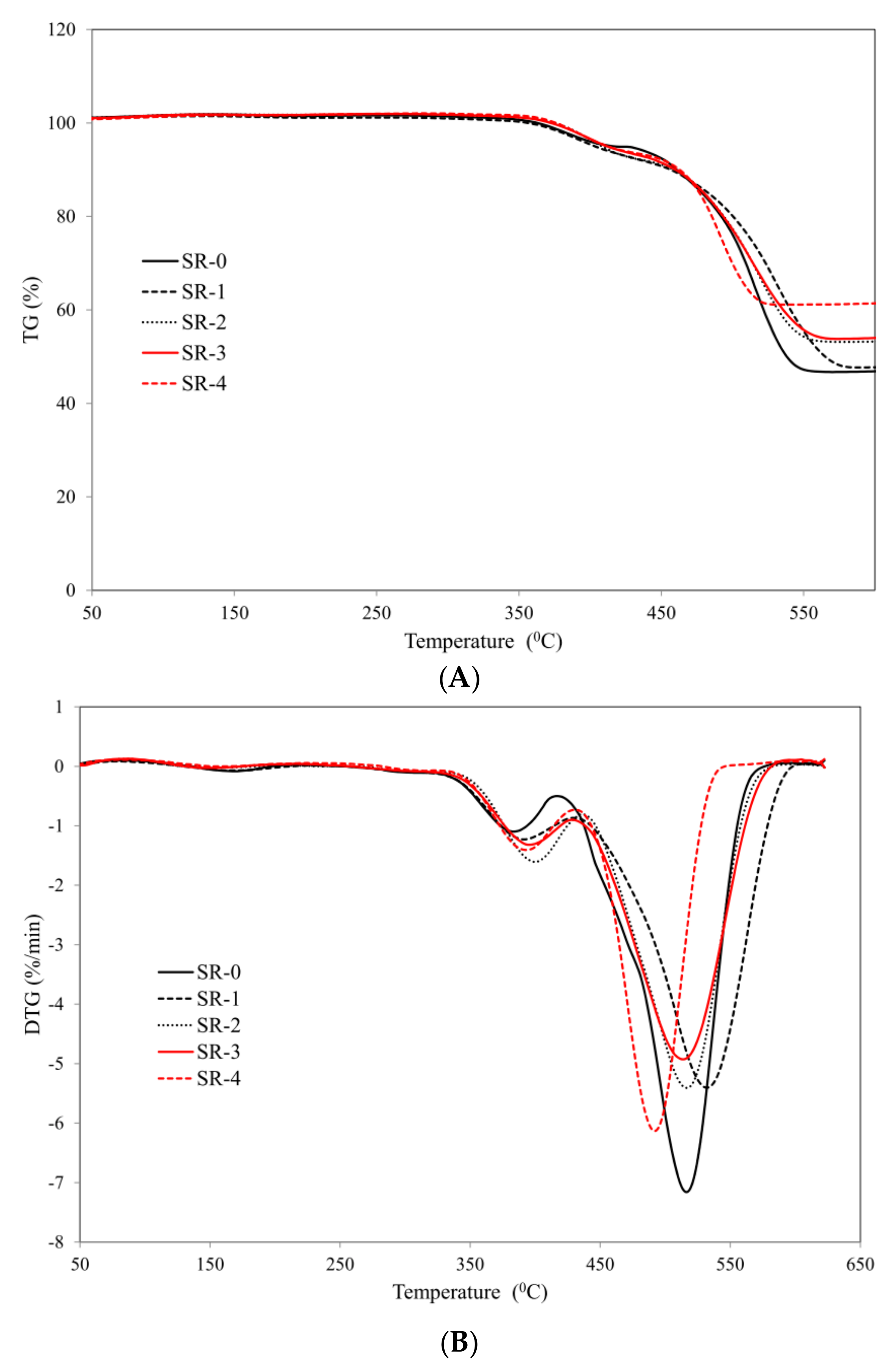
Figure 4.
Thermal curves: (A) TG (B) DTG of studied composites.
Figure 4.
Thermal curves: (A) TG (B) DTG of studied composites.
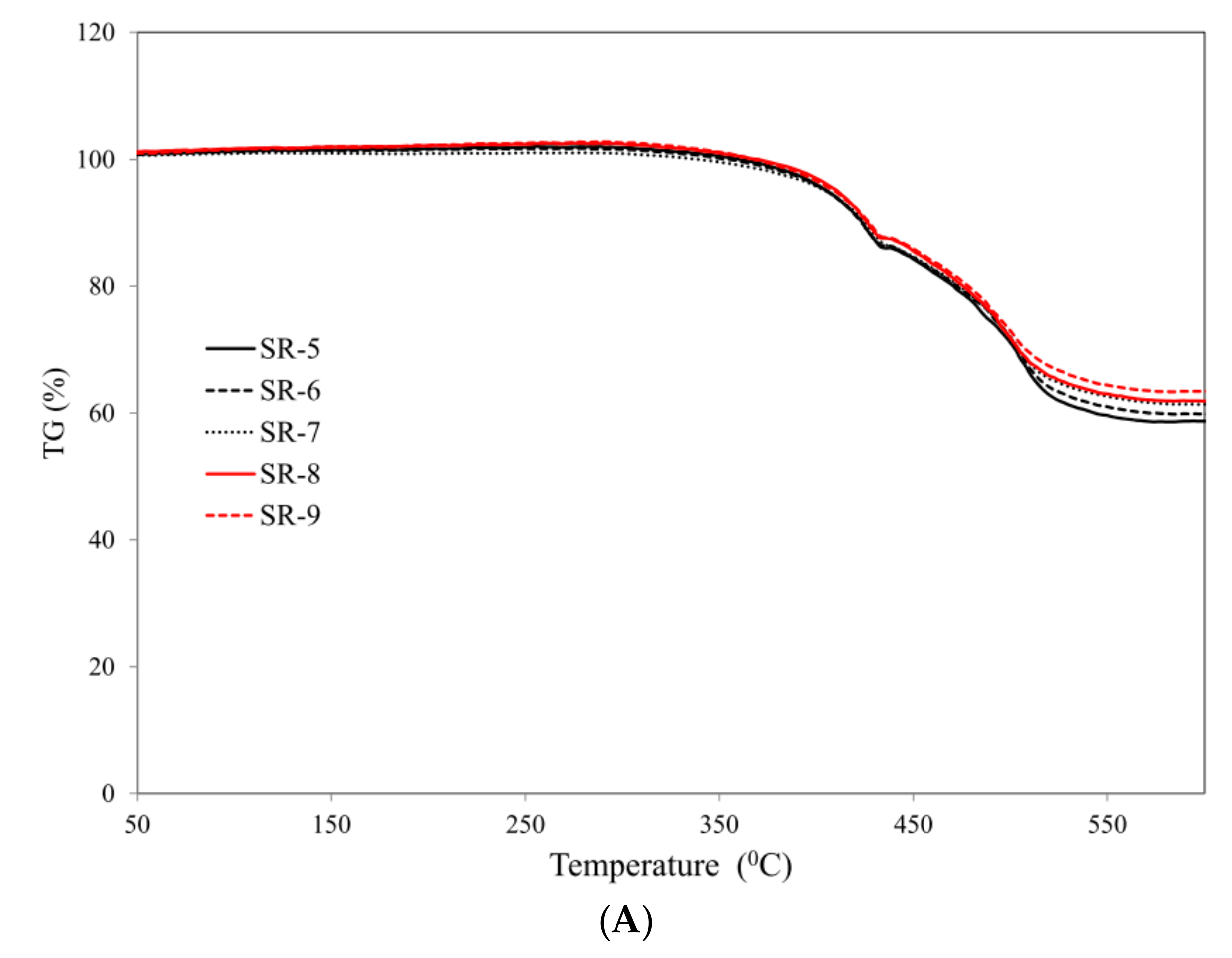
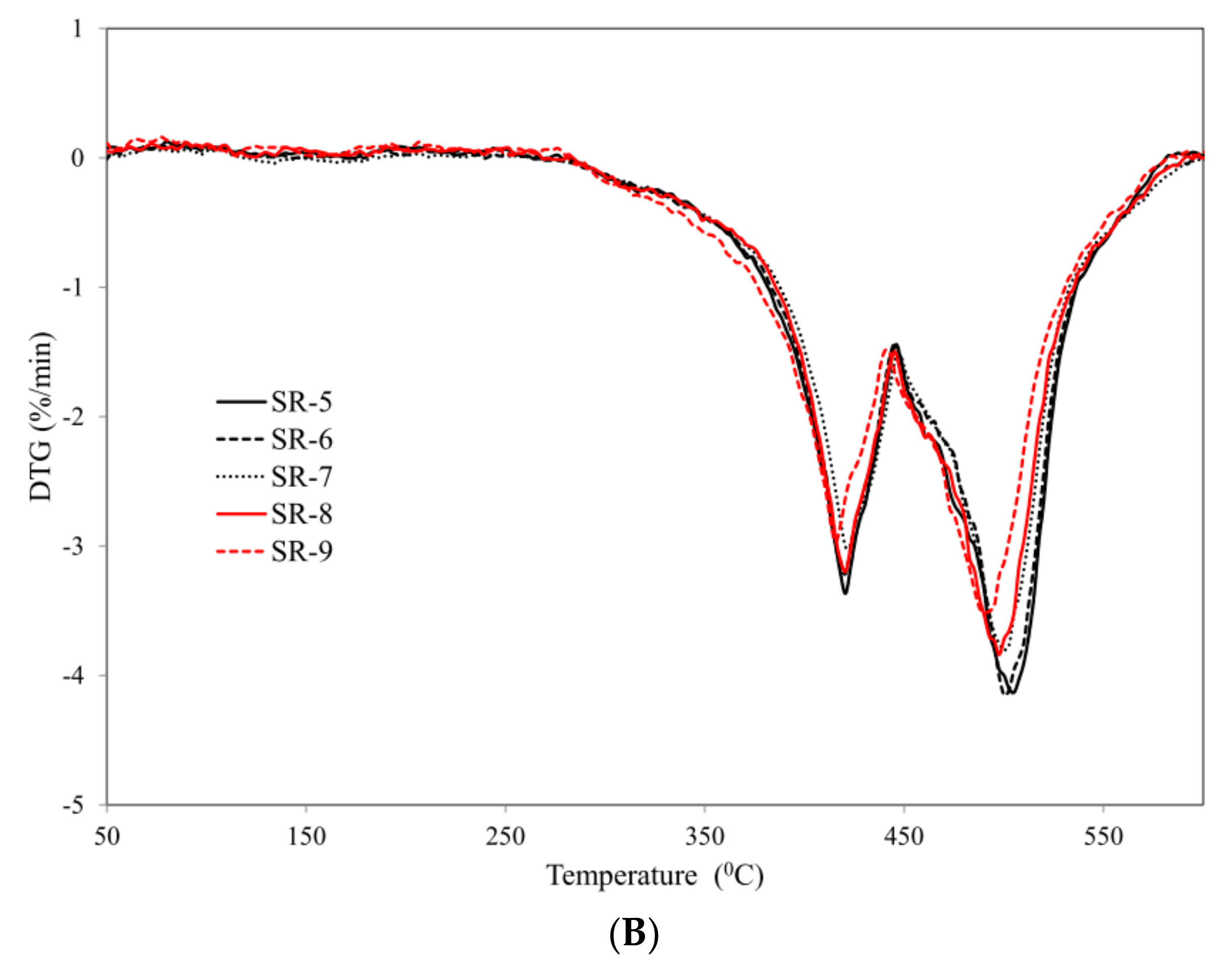
Figure 5.
Curves: (A) TG (B) DTG of the studied ceramizable composites.
Figure 5.
Curves: (A) TG (B) DTG of the studied ceramizable composites.
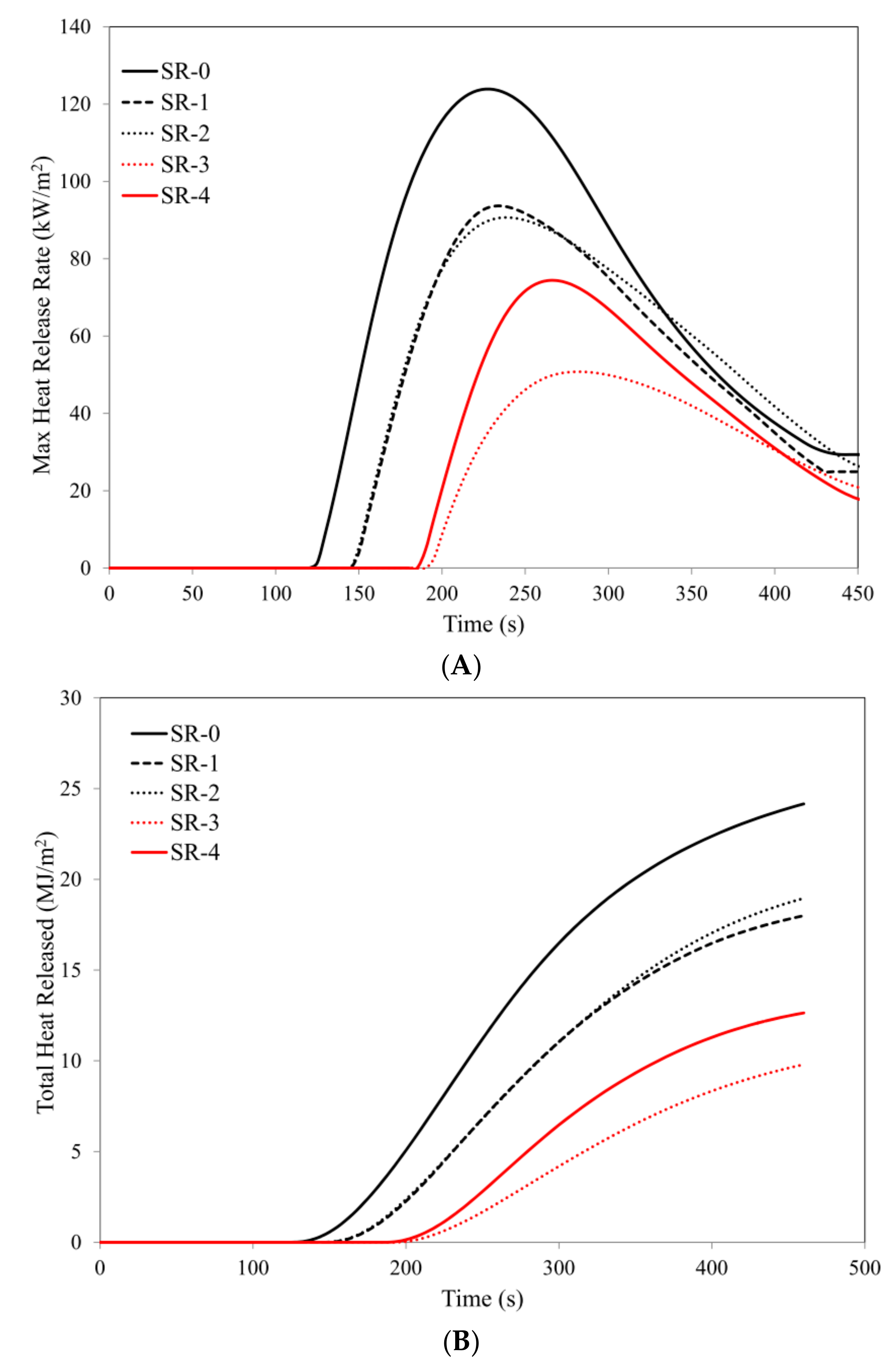
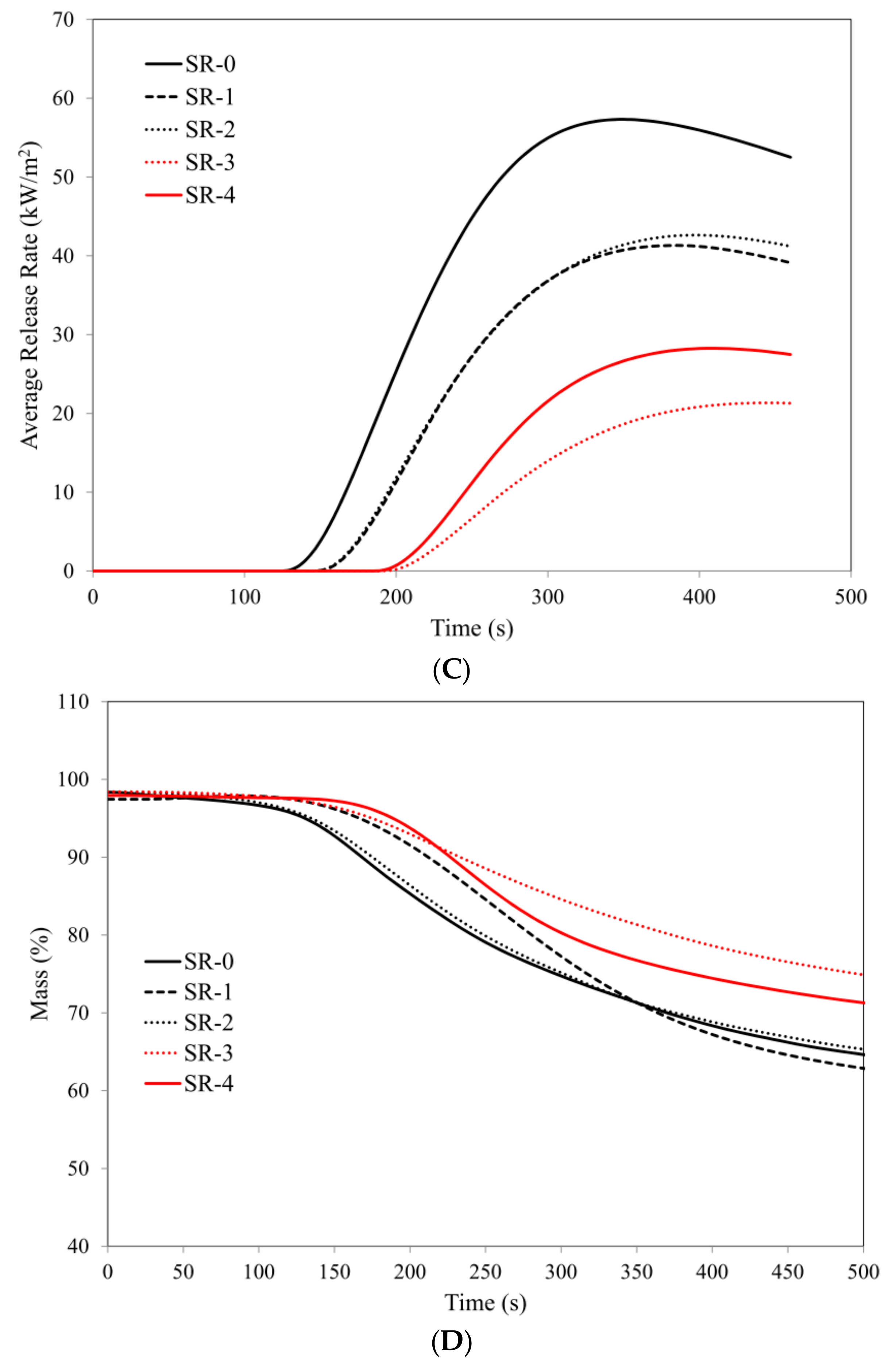
Figure 6.
Cone calorimetry analysis: (A) max heat release rate, (B) total heat released, (C) average release rate (ARHE), (D) mass loss.
Figure 6.
Cone calorimetry analysis: (A) max heat release rate, (B) total heat released, (C) average release rate (ARHE), (D) mass loss.
Figure 7.
SEM images of non-vulcanized mixtures: (A) SR-3 ×50; (B) SR-3 ×250; (C) SR-4 ×50, (D) SR-4 ×250.
Figure 7.
SEM images of non-vulcanized mixtures: (A) SR-3 ×50; (B) SR-3 ×250; (C) SR-4 ×50, (D) SR-4 ×250.
Figure 8.
Remains after burning of the composites (A) SR-0, (B) SR-3 followed by removing the outer layer, and (C) SR-4 followed by removing the outer layer.
Figure 8.
Remains after burning of the composites (A) SR-0, (B) SR-3 followed by removing the outer layer, and (C) SR-4 followed by removing the outer layer.
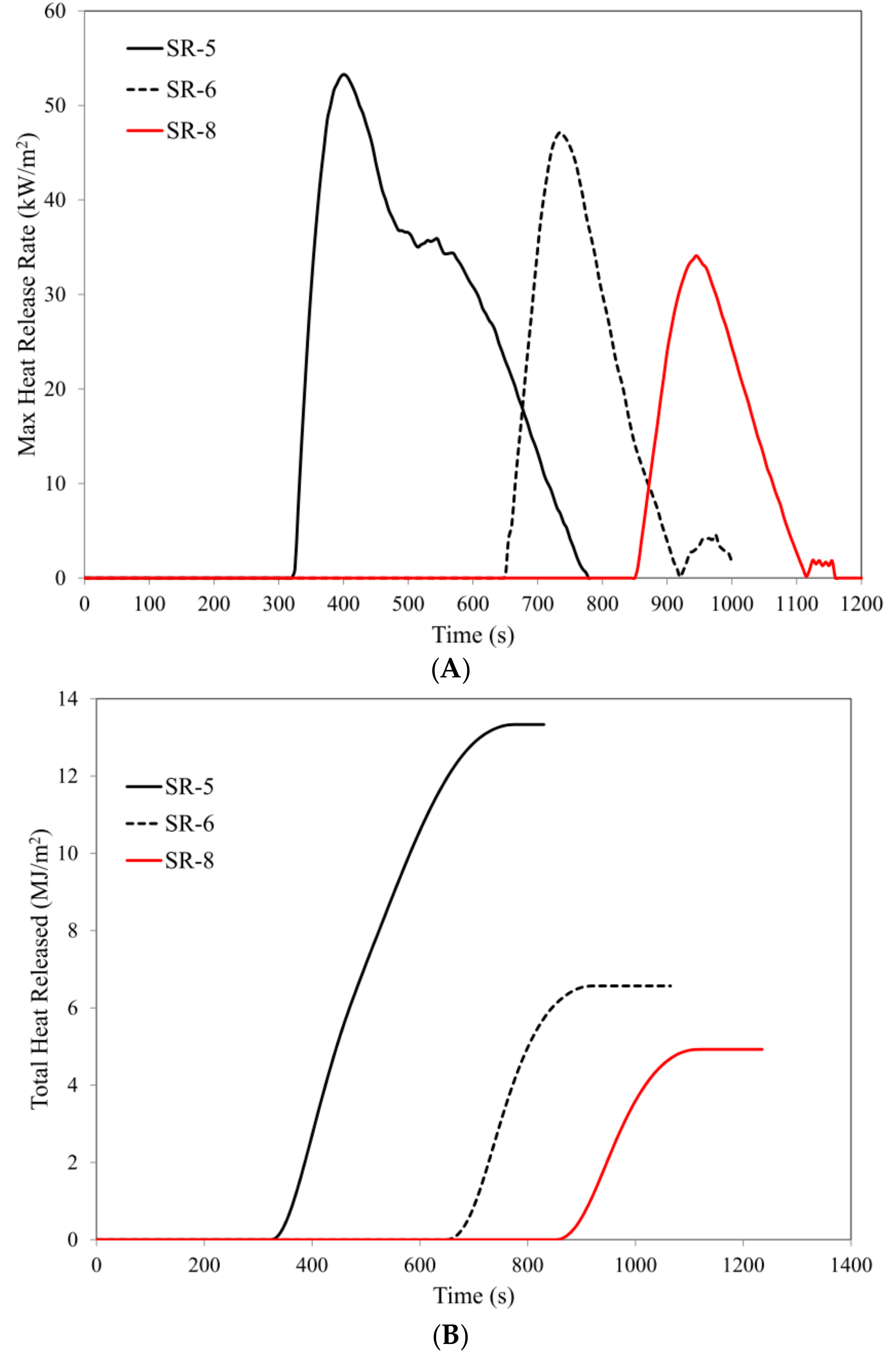
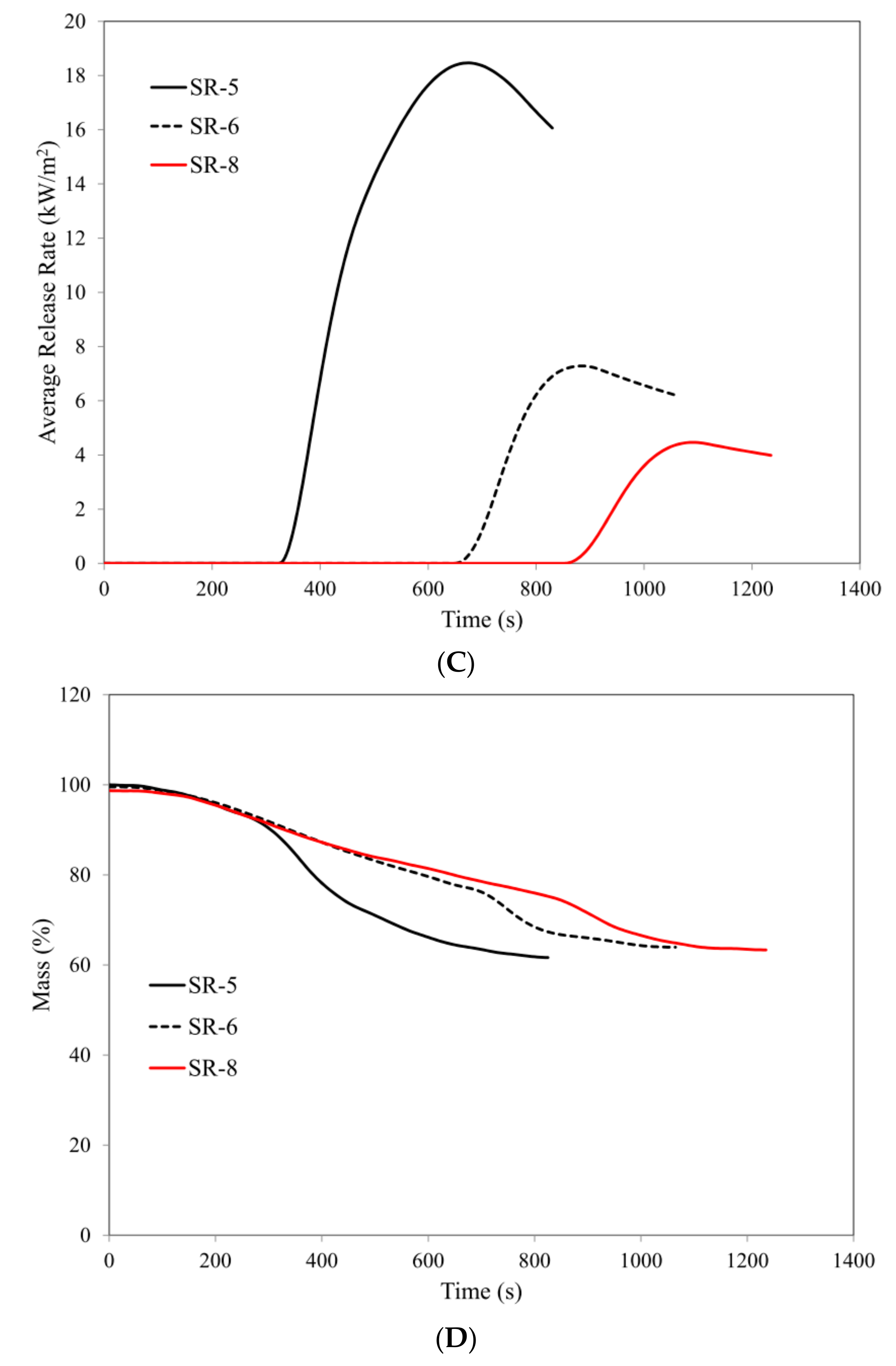
Figure 9.
Cone calorimetry analysis: (A) max heat release rate, (B) total heat released, (C) average release rate (ARHE), (D) mass loss.
Figure 9.
Cone calorimetry analysis: (A) max heat release rate, (B) total heat released, (C) average release rate (ARHE), (D) mass loss.
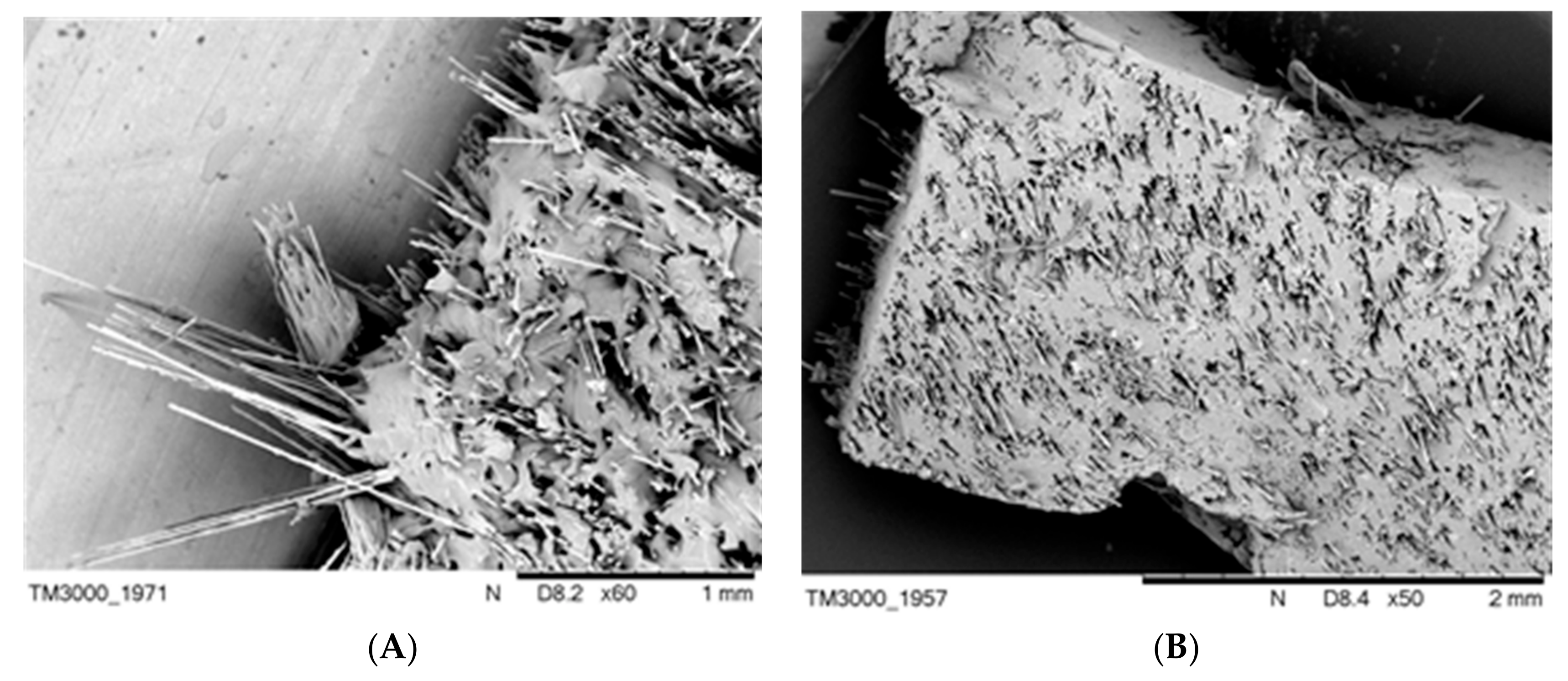
Figure 10.
Images of elastomer mixes before vulcanization: (A) composite SR-3; (B) composite SR-9.
Figure 10.
Images of elastomer mixes before vulcanization: (A) composite SR-3; (B) composite SR-9.
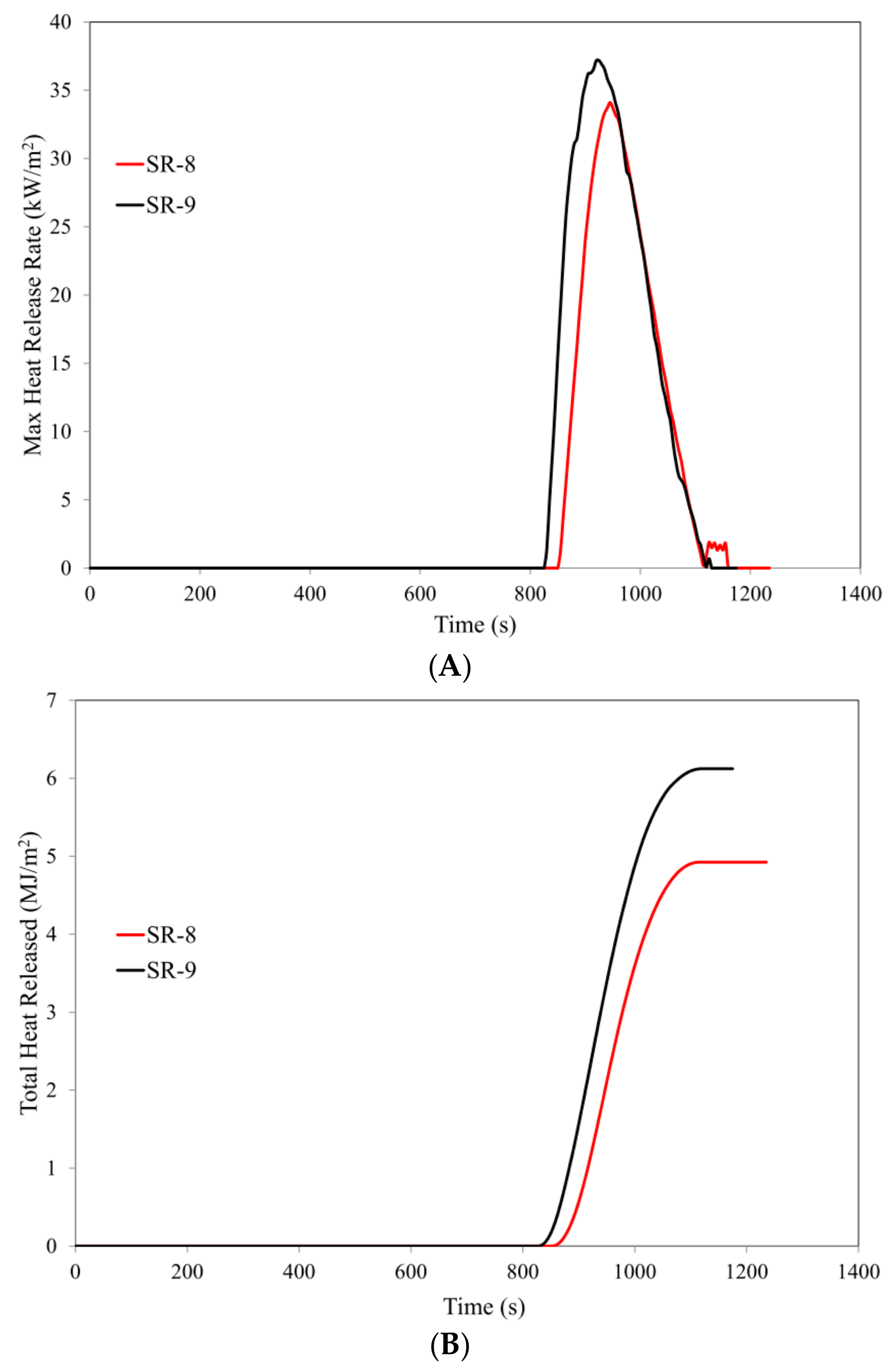
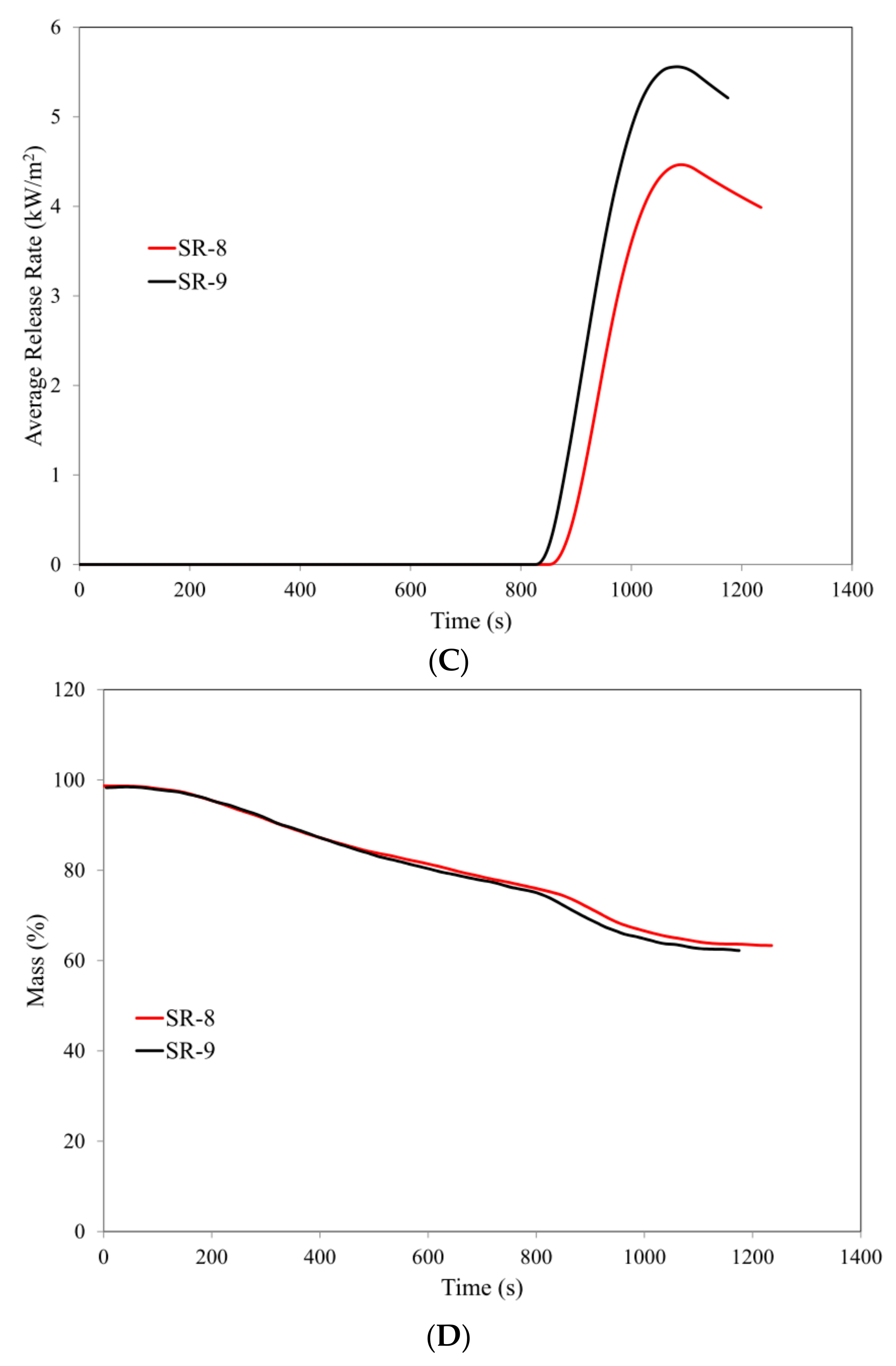
Figure 11.
Cone calorimetry analysis: (A) max heat release rate, (B) total heat released, (C) average release rate (ARHE), (D) mass loss.
Figure 11.
Cone calorimetry analysis: (A) max heat release rate, (B) total heat released, (C) average release rate (ARHE), (D) mass loss.
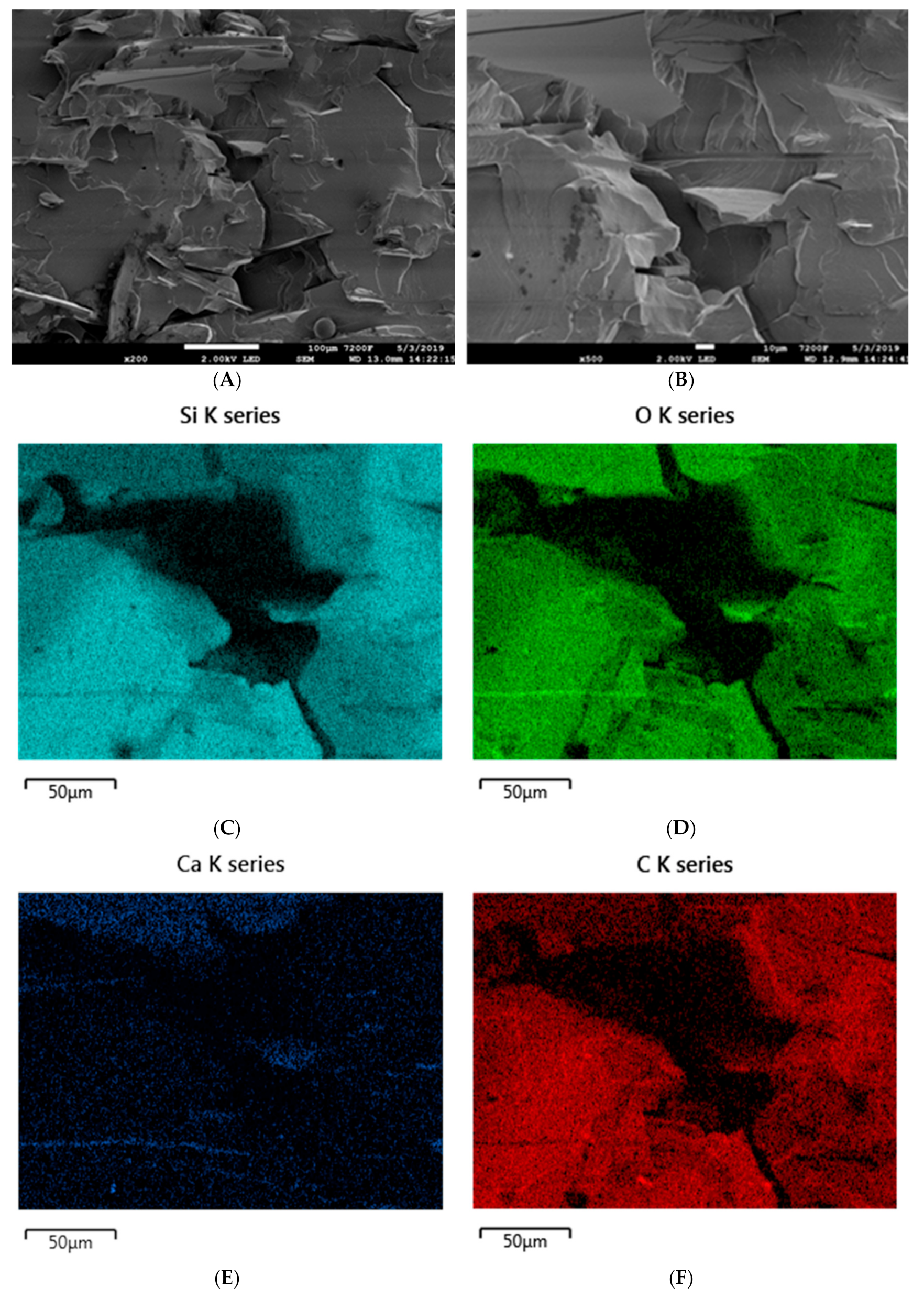
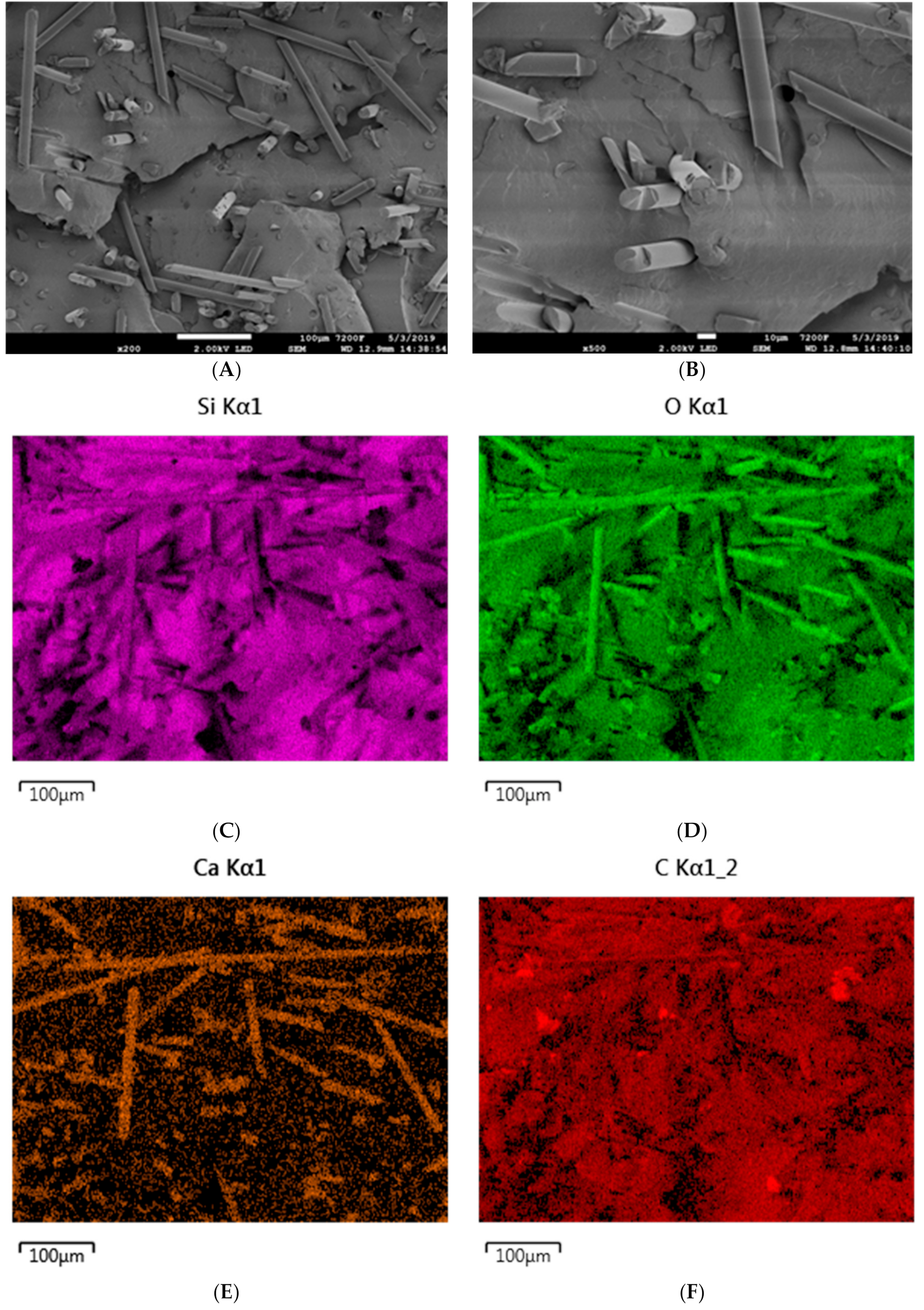
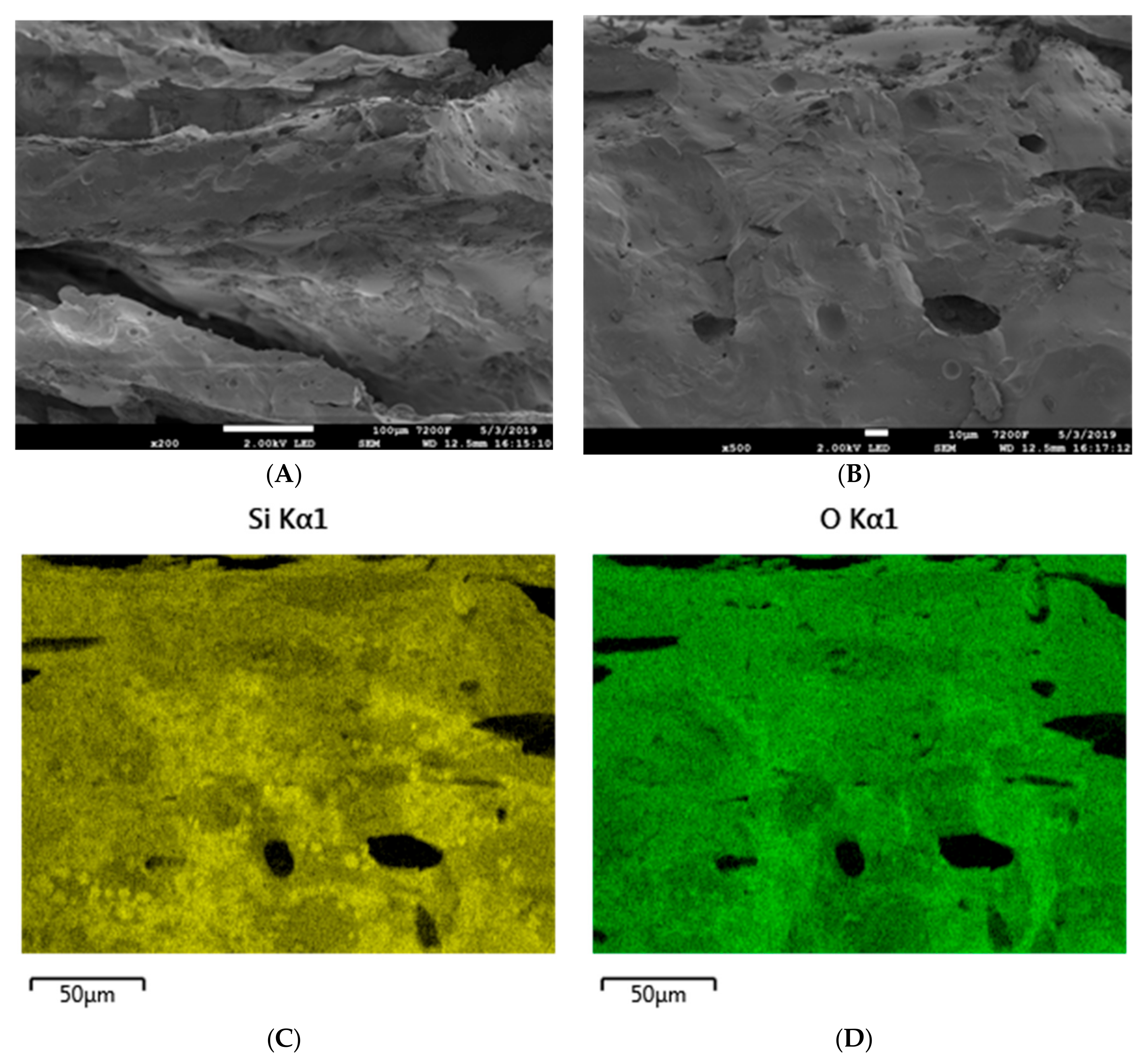
Figure 12.
SEM images of the SR-3 composite at magnifications of (A) ×200 and (B) ×500. EDS mapping of SR-3 (C) silicon distribution, (D) oxygen distribution, (E) calcium distribution, and (F) carbon distribution.
Figure 12.
SEM images of the SR-3 composite at magnifications of (A) ×200 and (B) ×500. EDS mapping of SR-3 (C) silicon distribution, (D) oxygen distribution, (E) calcium distribution, and (F) carbon distribution.
Figure 13.
SEM images of the SR-4 composite at magnifications of (A) ×200 and (B) ×500. EDS mapping of SR-3 (C) silicon distribution, (D) oxygen distribution, (E) calcium distribution, (F) carbon distribution.
Figure 13.
SEM images of the SR-4 composite at magnifications of (A) ×200 and (B) ×500. EDS mapping of SR-3 (C) silicon distribution, (D) oxygen distribution, (E) calcium distribution, (F) carbon distribution.
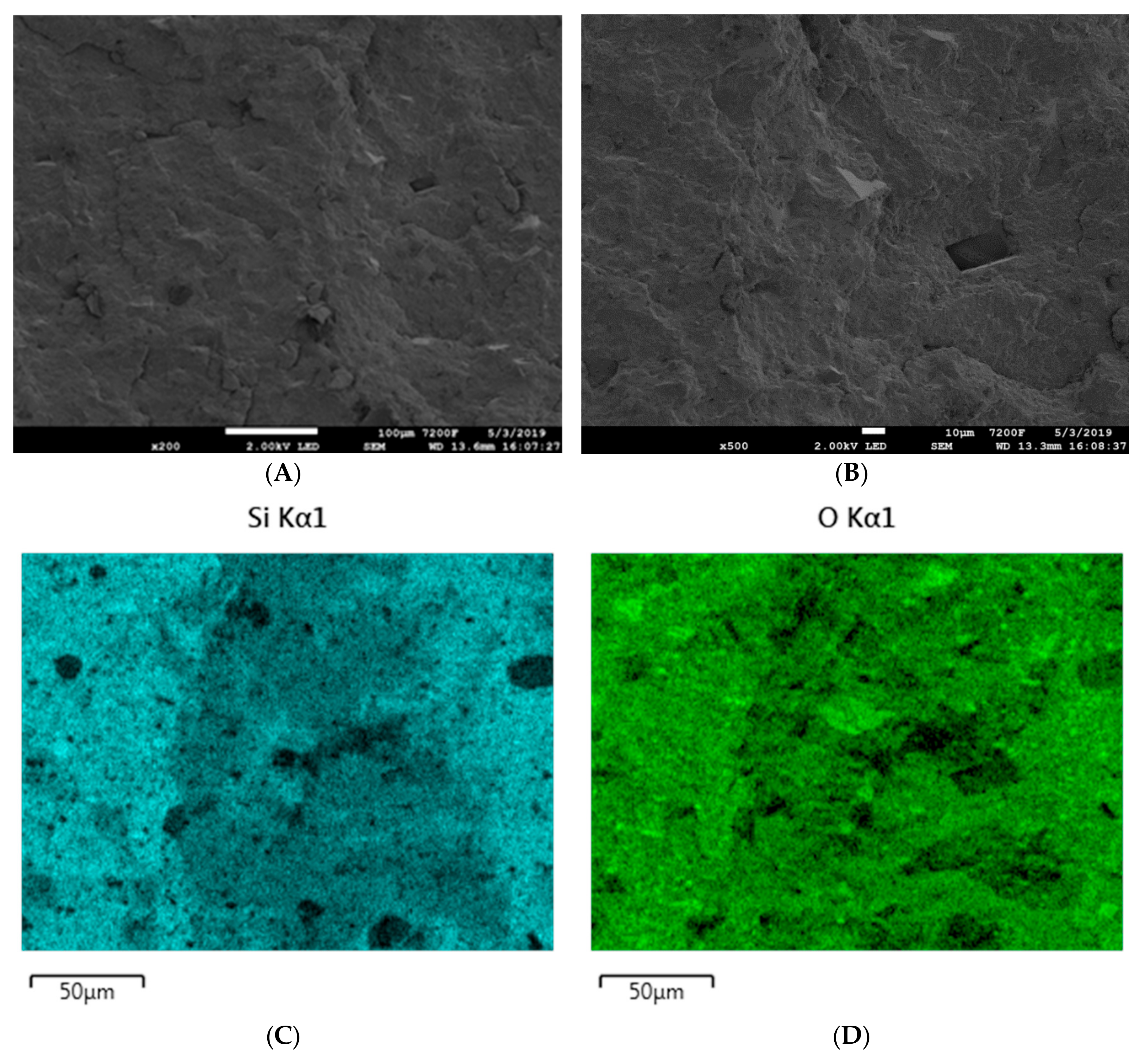
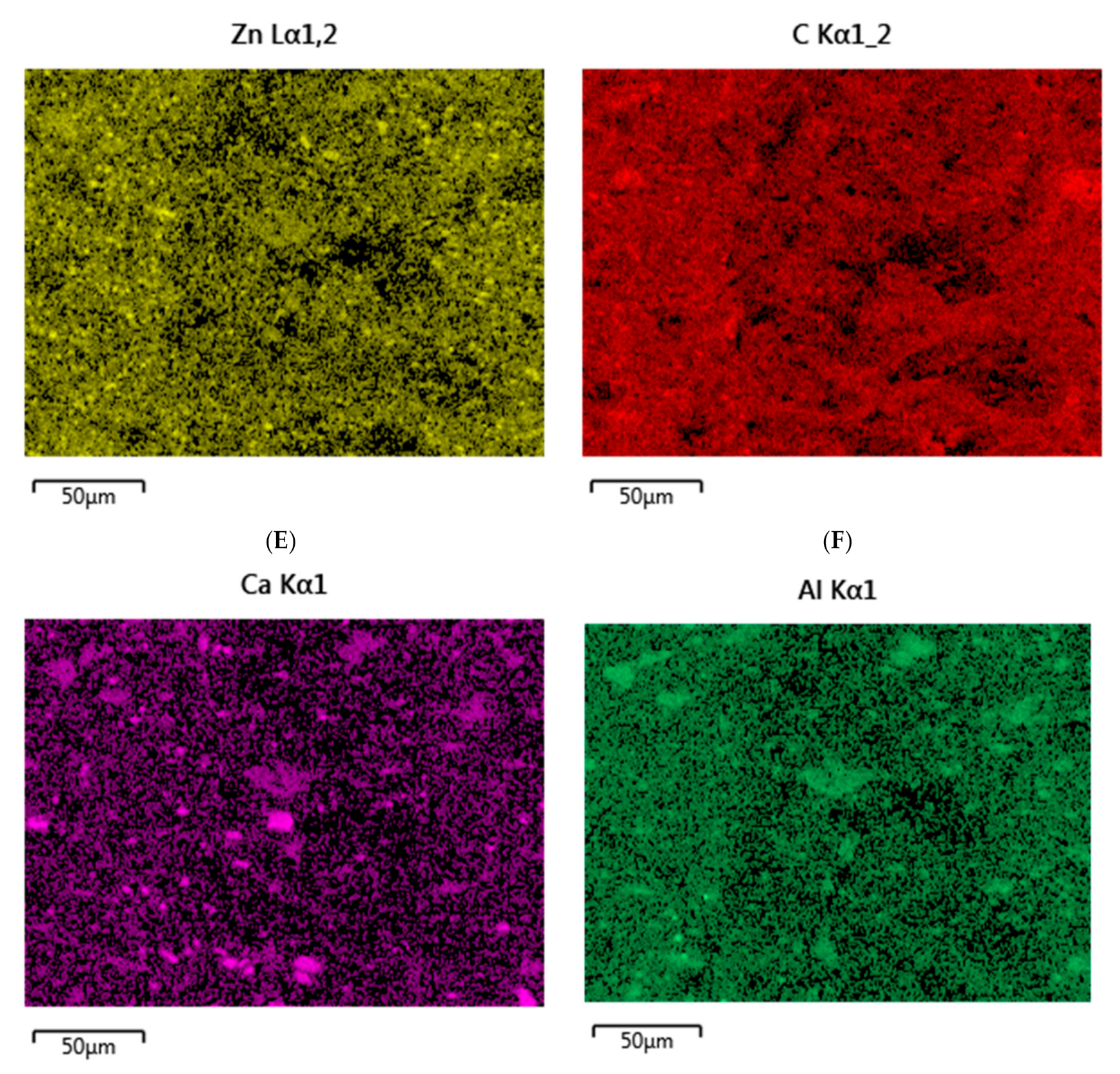
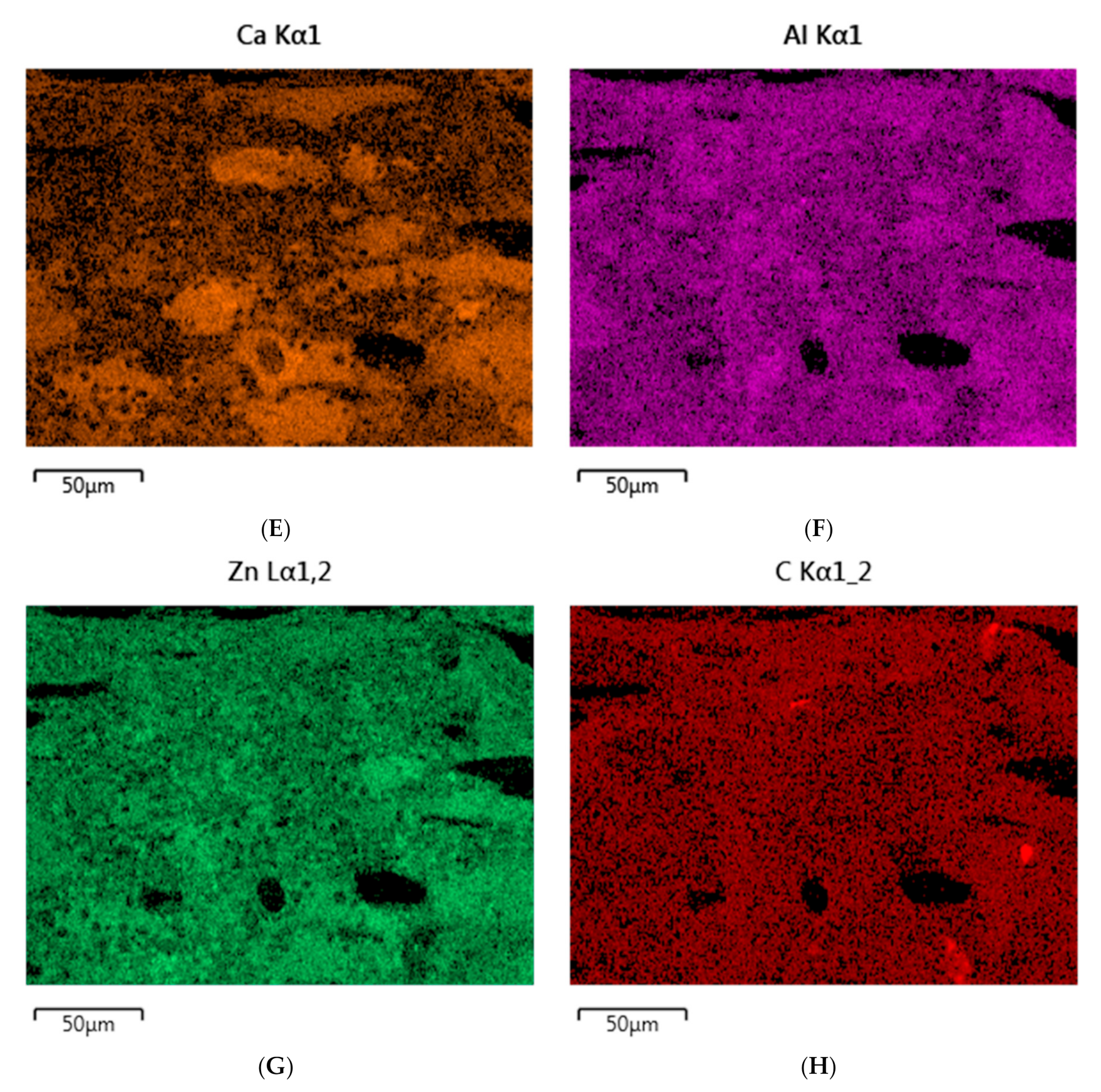
Figure 14.
SEM images of the SR-5 composite at magnifications of (A) ×200 and (B) ×500. EDS mapping of SR-5 (C) silicon distribution, (D) oxygen distribution, € zinc distribution, (F) carbon distribution, (G) calcium distribution, and (H) aluminum distribution.
Figure 14.
SEM images of the SR-5 composite at magnifications of (A) ×200 and (B) ×500. EDS mapping of SR-5 (C) silicon distribution, (D) oxygen distribution, € zinc distribution, (F) carbon distribution, (G) calcium distribution, and (H) aluminum distribution.
Figure 15.
SEM images of the SR-6 composite at magnifications of (A) ×200 and (B) ×500. EDS mapping of SR-5 (C) silicon distribution, (D) zinc distribution, (E) calcium distribution, and (F) aluminum distribution.
Figure 15.
SEM images of the SR-6 composite at magnifications of (A) ×200 and (B) ×500. EDS mapping of SR-5 (C) silicon distribution, (D) zinc distribution, (E) calcium distribution, and (F) aluminum distribution.
Figure 16.
SEM images of SR-5 composite after its ceramization At a magnification of (A) ×200 and (B) ×500. EDS mapping of SR-5 (C) silicon distribution, (D) oxygen distribution, € calcium distribution, (F) aluminum distribution, (G) zinc distribution, and (H) calcium distribution.
Figure 16.
SEM images of SR-5 composite after its ceramization At a magnification of (A) ×200 and (B) ×500. EDS mapping of SR-5 (C) silicon distribution, (D) oxygen distribution, € calcium distribution, (F) aluminum distribution, (G) zinc distribution, and (H) calcium distribution.
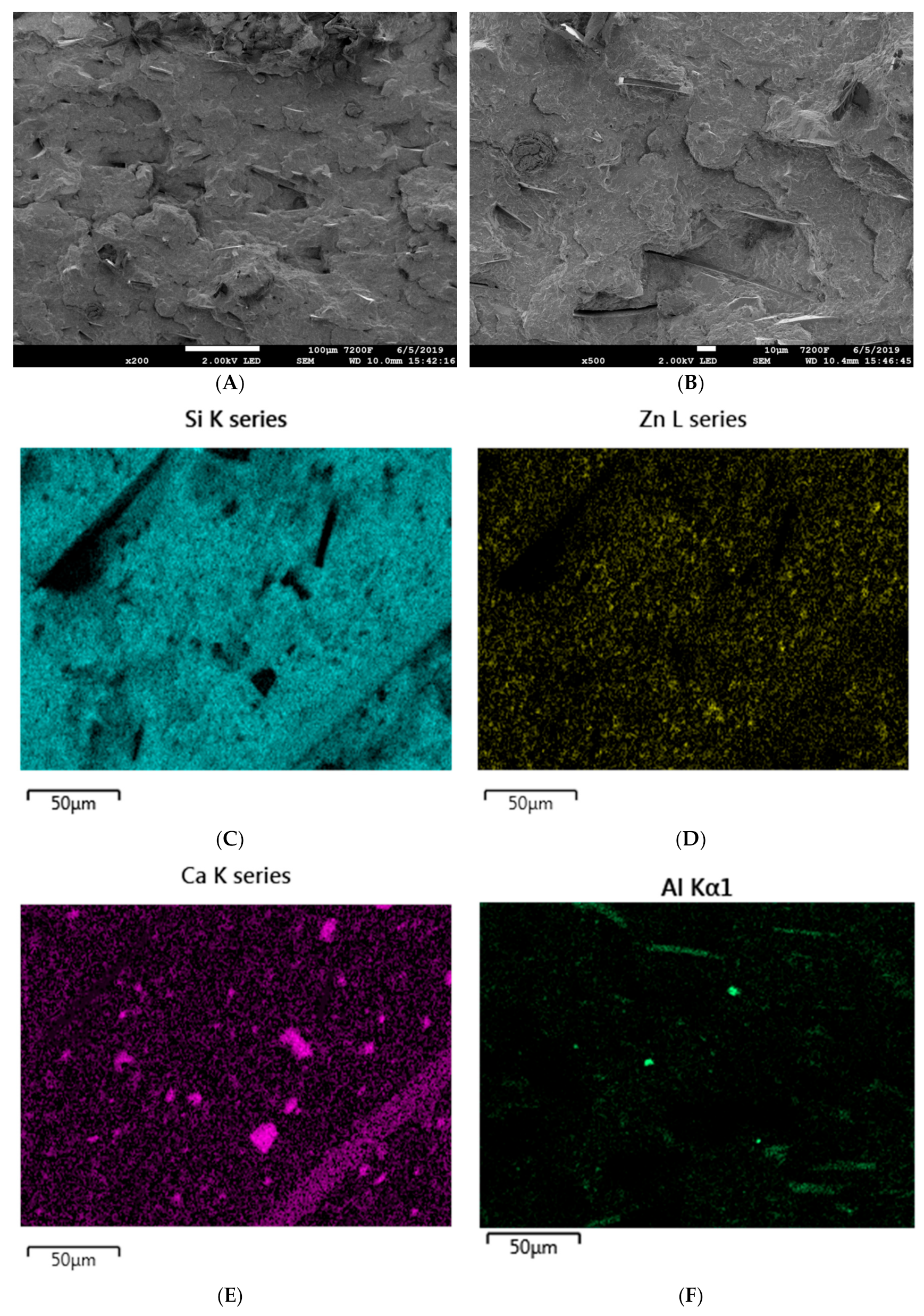
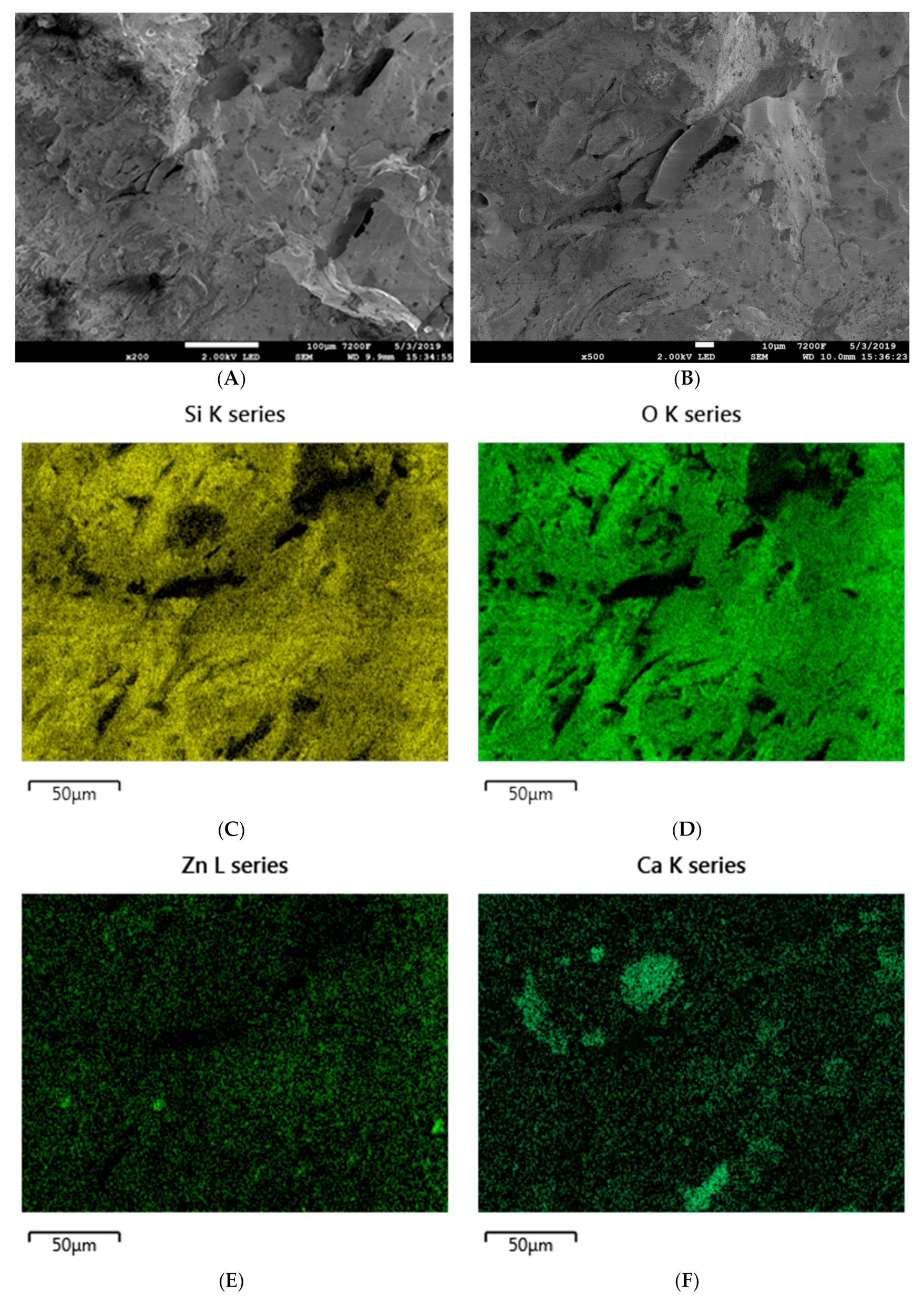
Figure 17.
SEM images of the SR-6 composite after its ceramization At magnifications of (A) ×200 and (B) ×500. EDS mapping of SR-6 (C) silicon distribution, (D) oxygen distribution, (E) zinc distribution, and (F) calcium distribution.
Figure 17.
SEM images of the SR-6 composite after its ceramization At magnifications of (A) ×200 and (B) ×500. EDS mapping of SR-6 (C) silicon distribution, (D) oxygen distribution, (E) zinc distribution, and (F) calcium distribution.
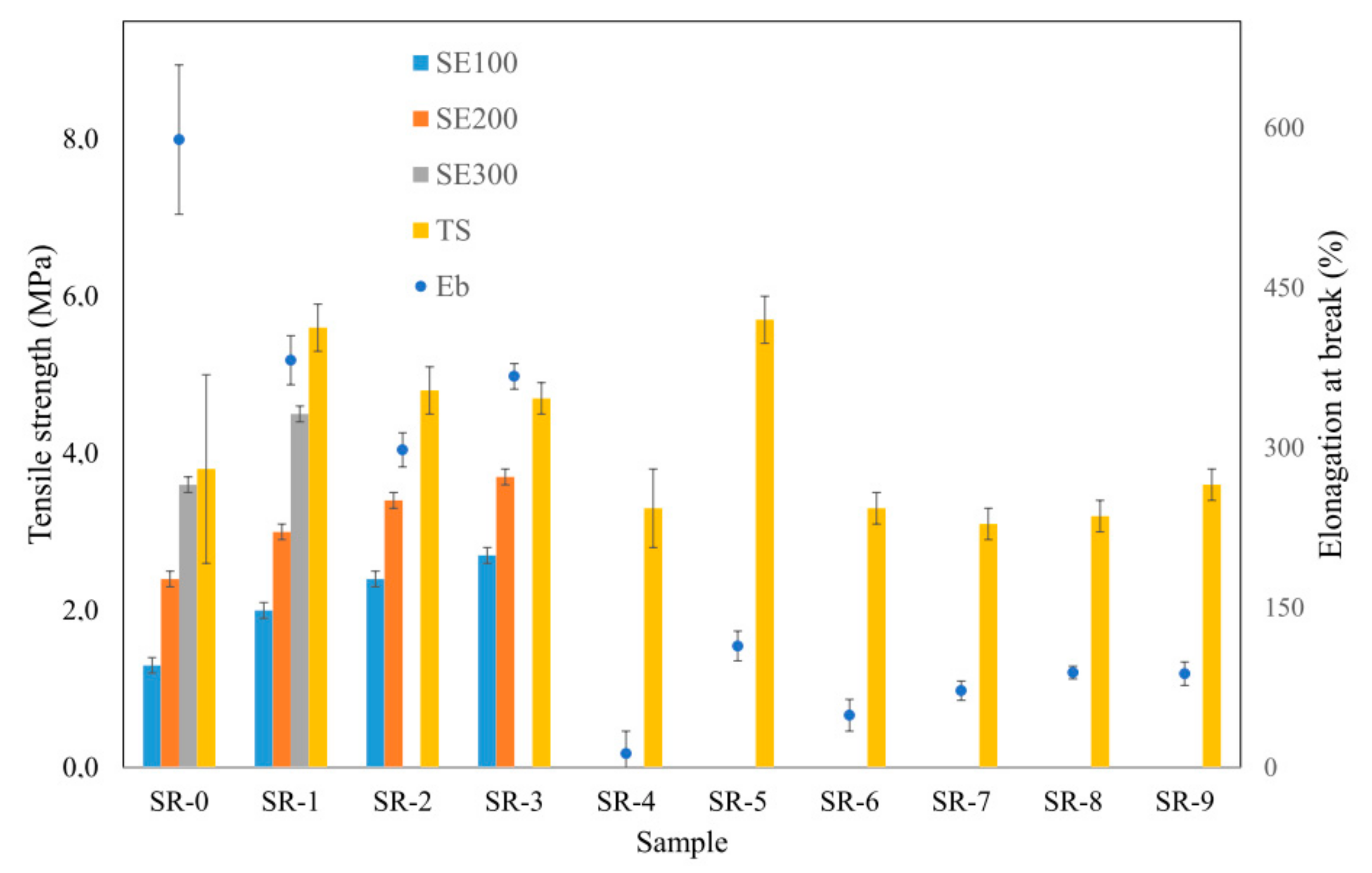
Figure 18.
Mechanical properties of the studied composites.
Figure 18.
Mechanical properties of the studied composites.
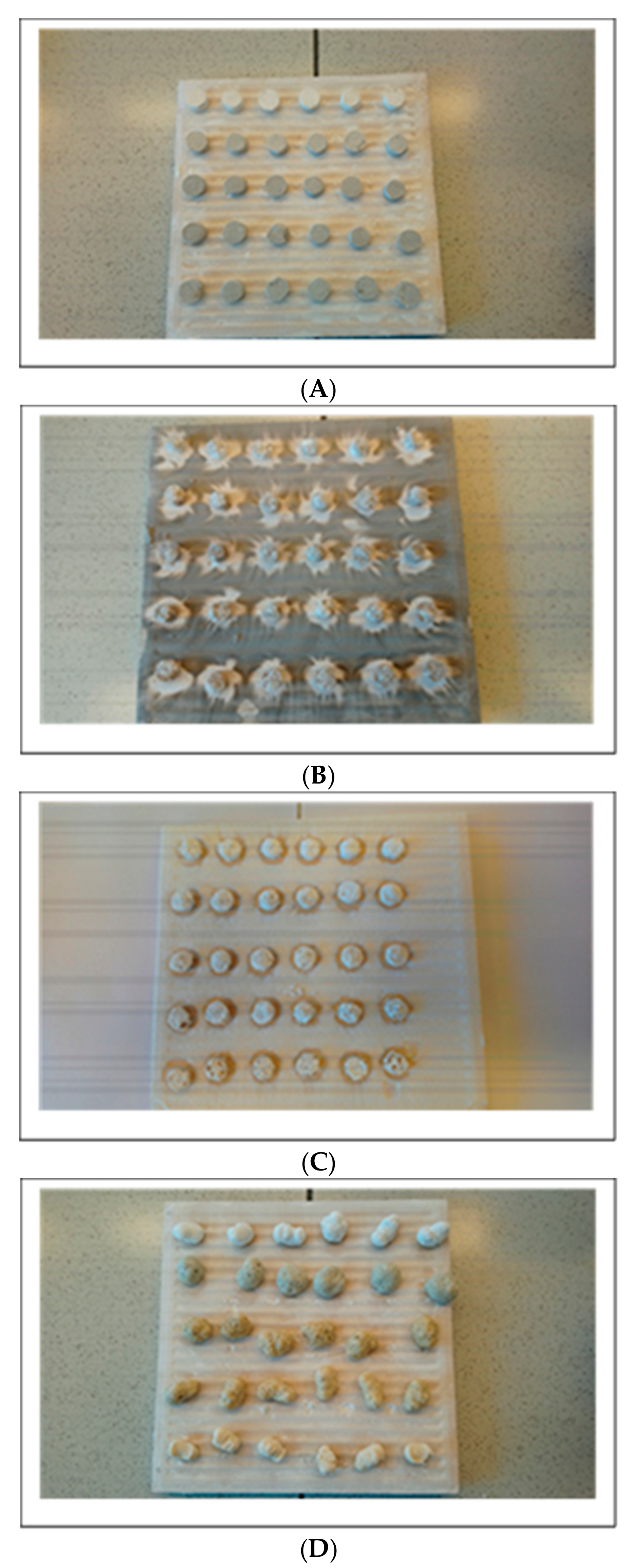
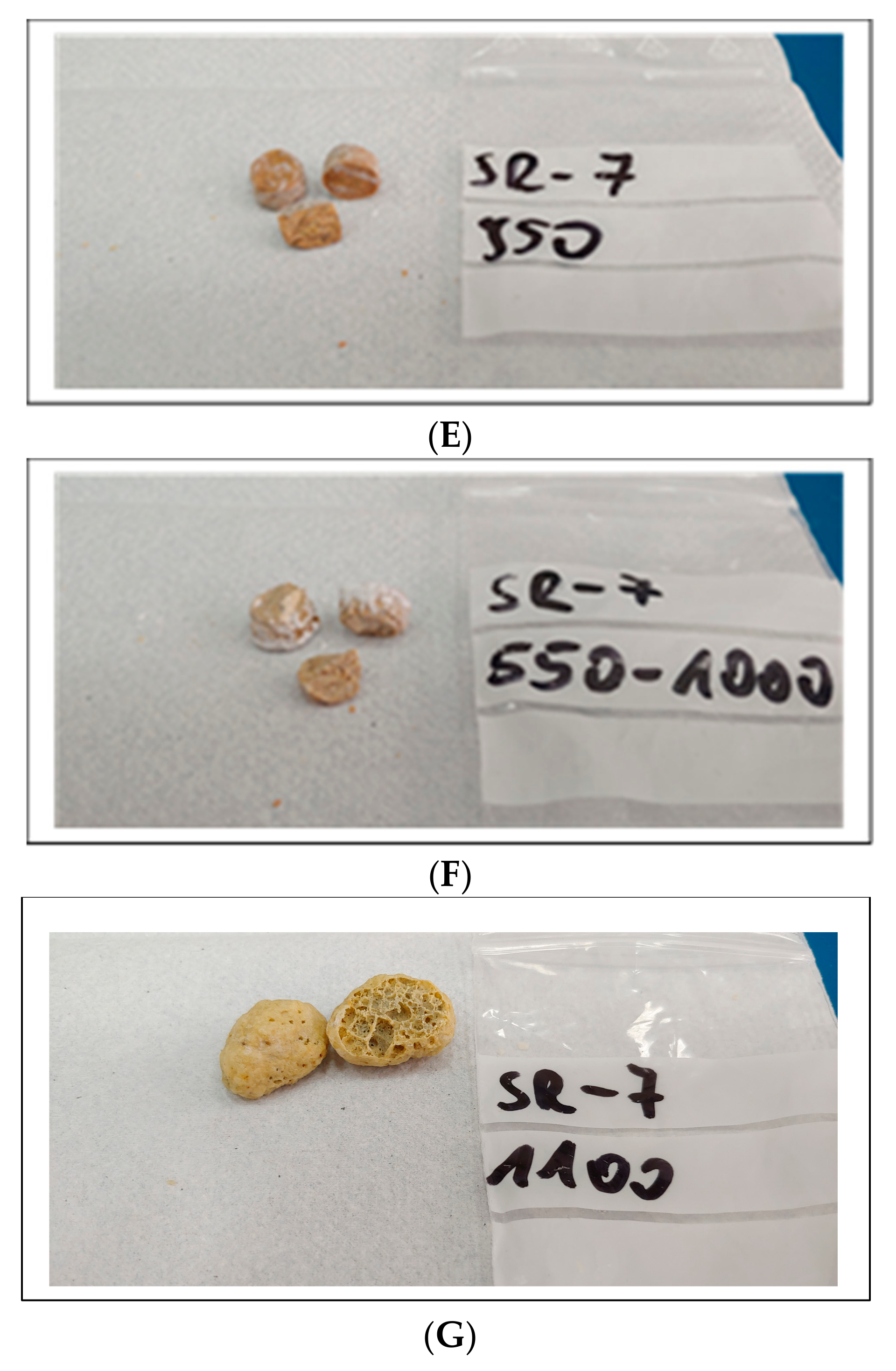
Figure 19.
(A) Composites SR-5÷9 before ceramization, (B) Composites SR-5÷9 after ceramization at a temperature of 950 °C (programme 1), (C) Composites SR-5÷9 after ceramization at a temperature of 550–950 °C (programme 2), (D) Composites SR-5÷9 after ceramization at a temperature of 1100 °C (programme 3), (E) Composite SR-7 after ceramization at a temperature of T = 950 °C, (F) Composite SR-7 after ceramization at a temperature of T = 550–950 °C, (G) Composite SR-7 after ceramization at a temperature of T = 1100 °C.
Figure 19.
(A) Composites SR-5÷9 before ceramization, (B) Composites SR-5÷9 after ceramization at a temperature of 950 °C (programme 1), (C) Composites SR-5÷9 after ceramization at a temperature of 550–950 °C (programme 2), (D) Composites SR-5÷9 after ceramization at a temperature of 1100 °C (programme 3), (E) Composite SR-7 after ceramization at a temperature of T = 950 °C, (F) Composite SR-7 after ceramization at a temperature of T = 550–950 °C, (G) Composite SR-7 after ceramization at a temperature of T = 1100 °C.
Table 1.
Composition (in phr—parts per hundred parts of rubber) of the composite mixes.
Table 1.
Composition (in phr—parts per hundred parts of rubber) of the composite mixes.
| Ingredient | Composition of the Samples (phr) |
|---|
| SR-0 | SR-1 | SR-2 | SR-3 | SR-4 |
|---|
| SR | 100 | 100 | 100 | 100 | 100 |
| DCP | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 |
| Silica | − | − | − | − | − |
| MC | − | − | − | − | − |
| CaCO3 | − | − | − | − | − |
| Glass frit | − | − | − | − | − |
| ZnB | − | − | − | − | − |
| BFL | − | 10 | 15 | 20 | − |
| BFS | − | − | − | − | 20 |
Table 2.
Composition (in phr—parts per hundred parts of rubber) of the ceramizable composite mixes.
Table 2.
Composition (in phr—parts per hundred parts of rubber) of the ceramizable composite mixes.
| Ingredient | Composition of the Samples (phr) |
|---|
| SR-5 | SR-6 | SR-7 | SR-8 | SR-9 |
|---|
| SR | 100 | 100 | 100 | 100 | 100 |
| DCP | 2.5 | 2.5 | 2.5 | 2.5 | 2.5 |
| Silica | 15 | 30 | 15 | 15 | 15 |
| MC | 30 | 30 | 30 | 30 | 30 |
| CaCO3 | 15 | 15 | 15 | 15 | 15 |
| Glass frits | 30 | 30 | 30 | 30 | 30 |
| ZnB | 15 | 15 | 15 | 15 | 15 |
| BFL | − | 10 | 15 | 20 | − |
| BFS | − | − | − | − | 20 |
Table 3.
Vulcanization parameters of the composite mixes.
Table 3.
Vulcanization parameters of the composite mixes.
| Vulcanized Composites Description | Vulcanization Parameters |
|---|
| Scorch Time t05 (s) | Torque at t05 (dNm) | Optimum Curing Time t90 (s) | Torque at t09 (dNm) |
|---|
| SR-0 | 25 | 0.62 | 113 | 14.89 |
| SR-1 | 25 | 0.75 | 141 | 17.21 |
| SR-2 | 25 | 0.76 | 104 | 16.11 |
| SR-3 | 25 | 0.82 | 99 | 16.72 |
| SR-4 | 26 | 0.99 | 316 | 30.12 |
| SR-5 | 24 | 5.21 | 306 | 35.82 |
| SR-6 | 25 | 6.21 | 180 | 38.74 |
| SR-7 | 24 | 6.13 | 126 | 37.82 |
| SR-8 | 24 | 6.17 | 124 | 38.01 |
| SR-9 | 24 | 4.73 | 183 | 37.11 |
Table 4.
Thermal properties of SR rubber composites.
Table 4.
Thermal properties of SR rubber composites.
| Vulcanized Composites Description | Thermal Properties Parameter |
|---|
| T5 (°C) | T50 (°C) | Trmax1 (°C) | Trmax2 (°C) | dm/dt (%/min) | P650 (%) |
|---|
| SR-0 | 415 | 538 | 383 | 516 | 7.15 | 46.8 |
| SR-1 | 402 | 560 | 390 | 535 | 5.96 | 47.7 |
| SR-2 | 411 | − | 398 | 518 | 5.38 | 54.0 |
| SR-3 | 408 | − | 397 | 516 | 5.41 | 53.2 |
| SR-4 | 412 | − | 391 | 492 | 6.13 | 61.4 |
| SR-5 | 403 | − | 424 | 500 | 3.48 | 58.7 |
| SR-6 | 404 | − | 423 | 497 | 3.29 | 61.3 |
| SR-7 | 404 | − | 423 | 500 | 3.38 | 59.8 |
| SR-8 | 409 | − | 421 | 494 | 3.21 | 61.9 |
| SR-9 | 408 | − | 424 | 494 | 3.01 | 63.4 |
Table 5.
Flammability of composites with BFL and BFS.
Table 5.
Flammability of composites with BFL and BFS.
| Combustibility Parameters | Vulcanized Composites Description |
|---|
| SR-0 | SR-1 | SR-2 | SR-3 | SR-4 |
|---|
| ti (s) | 115 | 145 | 147 | 190 | 195 |
| tf-o (s) | 390 | 690 | 710 | 730 | 725 |
| HRR (kW/m2) | 76.6 | 31.7 | 36.2 | 15.3 | 25.3 |
| HRRmax (kW/m2) | 134.7 | 96.2 | 90.7 | 48.5 | 77.3 |
| tHRRmax (s) | 225 | 230 | 245 | 290 | 270 |
| THR (MJ/m2) | 24.7 | 17.1 | 19.3 | 9.7 | 12.5 |
| EHC (MJ/kg) | 38.2 | 23.9 | 25.1 | 12.7 | 19.2 |
| EHCmax (MJ/kg) | 80.8 | 78.5 | 78.1 | 68.2 | 79.9 |
| MLR (g/s) | 0.02 | 0.013 | 0.013 | 0.01 | 0.011 |
| MLRmax (g/s) | 0.07 | 0.044 | 0.043 | 0.044 | 0.046 |
| AMLR (g/m2 × s) | 2.89 | 2.82 | 2.30 | 1.43 | 1.44 |
| FIGRA (kW/m2s) | 0.59 | 0.41 | 0.37 | 0.16 | 0.28 |
| MARHE (kW/m2) | 67.3 | 43.1 | 41.5 | 19.3 | 30.3 |
| Burning droplets | no | no | no | no | no |
Table 6.
Flammability of ceramizable composites.
Table 6.
Flammability of ceramizable composites.
| Combustibility Parameters | Vulcanized Composites Description |
|---|
| SR-5 | SR-6 | SR-7 | SR-8 | SR-9 |
|---|
| ti (s) | 310 | 650 | 665 | 850 | 819 |
| tf-o (s) | 780 | 920 | 990 | 1125 | 1120 |
| HRR (kW/m2) | 27.3 | 20.1 | 21.4 | 14.9 | 17.0 |
| HRRmax (kW/m2) | 55.2 | 48.3 | 43.4 | 33.1 | 37.9 |
| tHRRmax (s) | 410 | 770 | 780 | 990 | 930 |
| THR (MJ/m2) | 14.4 | 7.6 | 6.9 | 4.7 | 6.3 |
| EHC (MJ/kg) | 16.7 | 16.3 | 14.5 | 11.8 | 13.9 |
| EHCmax (MJ/kg) | 57.1 | 43.6 | 41.1 | 47.5 | 43.5 |
| MLR (g/s) | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 |
| MLRmax (g/s) | 0.05 | 0.05 | 0.042 | 0.022 | 0.029 |
| AMLR (g/m2 × s) | 1.21 | 1.11 | 1.01 | 0.89 | 0.89 |
| FIGRA (kW/m2s) | 0.13 | 0.06 | 0.05 | 0.03 | 0.04 |
| MARHE (kW/m2) | 18.5 | 7.3 | 6.38 | 4.51 | 5.62 |
| Burning droplets | no | no | no | no | no |
Table 7.
Mechanical properties of the studied composites.
Table 7.
Mechanical properties of the studied composites.
| Mechanical Parameter | Vulcanized Composites Description |
|---|
| SR-0 | SR-1 | SR-2 | SR-3 | SR-4 | SR-5 | SR-6 | SR-7 | SR-8 | SR-9 |
|---|
| SE100 (MPa) | 1.3 ± 0.1 | 2.0 ± 0.1 | 2.4 ± 0.1 | 2.7 ± 0.1 | − | − | − | − | − | − |
| SE200 (MPa) | 2.4 ± 0.1 | 3.0 ± 0.1 | 3.4 ± 0.1 | 3.7 ± 0.1 | − | − | − | − | − | − |
| SE300 (MPa) | 3.6 ± 0.1 | 4.5 ± 0.1 | − | − | − | − | − | − | − | − |
| TS (MPa) | 3.8 ± 1.2 | 5.6 ± 0.3 | 4.8 ± 0.3 | 4.7 ± 0.2 | 3.3 ± 0.2 | 3.7 ± 0.5 | 3.3 ± 0.3 | 3.1 ± 0.2 | 3.2 ± 0.2 | 3.6 ± 0.2 |
| Eb (%) | 589 ± 70 | 382 ± 23 | 298 ± 16 | 367 ± 12 | 114 ± 11 | 49 ± 21 | 72 ± 14 | 89 ± 15 | 88 ± 9 | 13 ± 6 |
Table 8.
Compression strength of the ceramized studied composites.
Table 8.
Compression strength of the ceramized studied composites.
| Ceramization Conditions | Vulcanized Composites Compression Strength (N) |
|---|
| SR-5 | SR-6 | SR-7 | SR-8 | SR-9 |
|---|
| 950 °C | 645 ± 155 | 710 ± 130 | 898 ± 263 | 1263 ± 168 | 937 ± 176 |
| 550–1000 °C | 729 ± 11 | 832 ± 265 | 968 ± 191 | 1016 ± 265 | 1000 ± 23 |
| 1100 °C | − | − | − | − | − |

 ,
, 




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}