A New Design of Recycled Ethylene Propylene Diene Monomer Rubber Modified Epoxy Based Composites Reinforced with Alumina Fiber: Fracture Behavior and Damage Analyses


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials
2.2. Materials Processing and Experimental Characterization Procedures
3. Results and Discussions
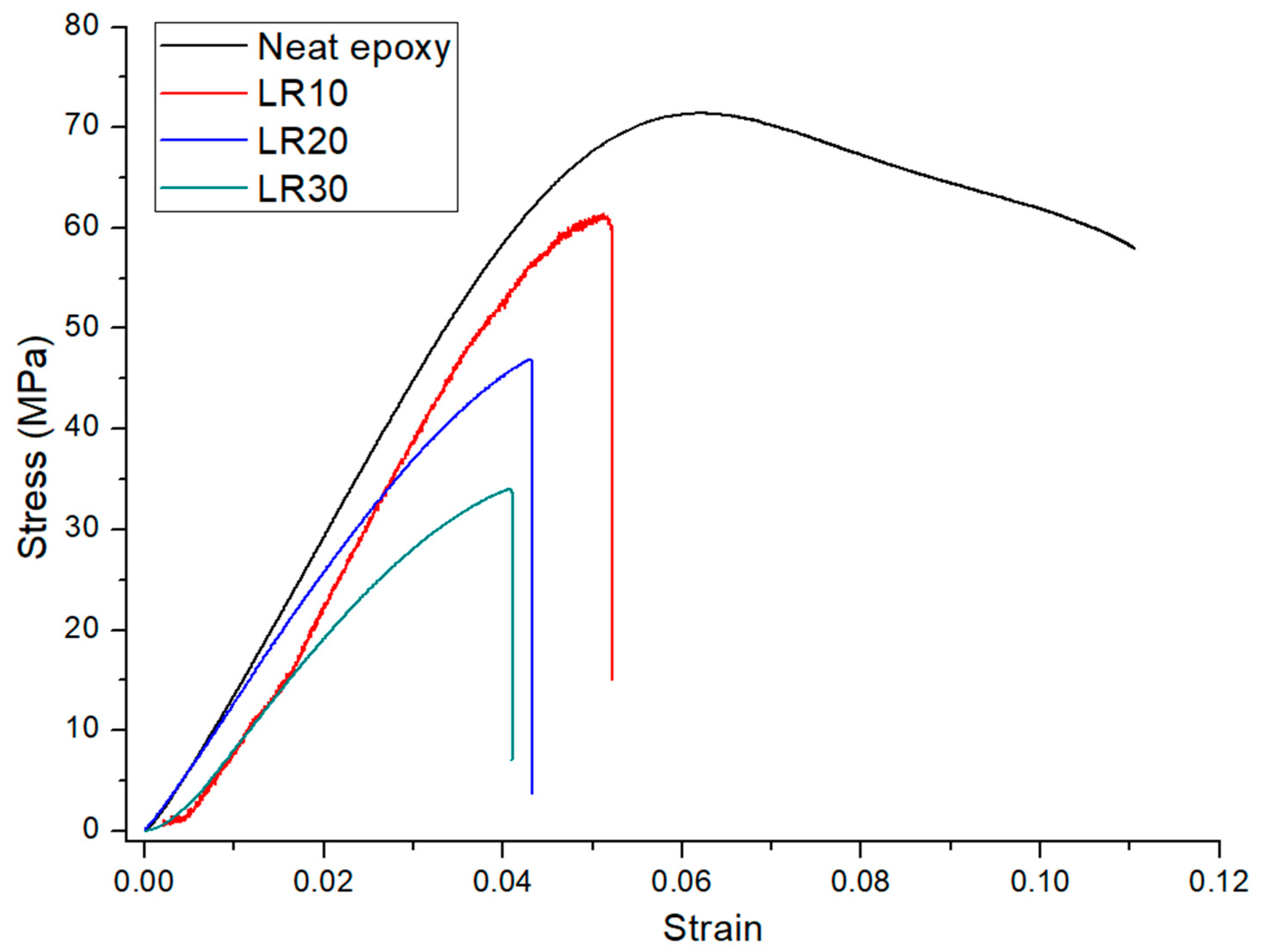
3.1. Experimental Characterization of the Manufactured Composites
3.2. Toughening Mechanisms Identification by Means of SEM
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Isayev, A.I. Recycling of Rubbers. In Science and Technology of Rubber, 3rd ed.; Mark, J., Erman, B., Eirich, F., Eds.; Academic Press: Cambridge, MA, USA, 2005; pp. 663–701. [Google Scholar]
- Fiksel, J.; Bakshi, B.R.; Baral, A.; Guerra, E.; De Quervain, B. Comparative life cycle assessment of beneficial applications for scrap tires. Clean Technol. Environ. Policy 2011, 13, 19–35. [Google Scholar] [CrossRef]
- Adhikari, B.; De, D.; Maiti, S. Reclamation and recycling of waste rubber. Prog. Polym. Sci. 2000, 25, 909–948. [Google Scholar] [CrossRef]
- May, C. Epoxy Resins: Chemistry and Technology, 2nd ed.; CRC Press: London, UK, 1987; pp. 46–121. [Google Scholar]
- Irez, A.B.; Bayraktar, E.; Miskioglu, I. Flexural fatigue damage analyses of recycled rubber-modified epoxy-based composites reinforced with alumina fibres. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 959–971. [Google Scholar] [CrossRef]
- Dhingra, A.K.; Peacock, N.; Ubbelohde, A.R.; Manfre, C. Alumina Fibre FP [and Discussion]. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 1980, 294, 411–417. [Google Scholar] [CrossRef]
- Araldite DBF Aradur HY 956 EN, Material Safety Data Sheets. Available online: https://dokumen.tips/documents/araldite-dbf-aradur-hy-956-en-eur-e-dbf-100-pbw-aradur-hy-956-en-20-pbw-araldite.html (accessed on 15 August 2019).
- Yamamoto, N.; Guzman de Villoria, R.; Wardle, B.L. Electrical and thermal property enhancement of fiber-reinforced polymer laminate composites through controlled implementation of multi-walled carbon nanotubes. Compos. Sci. Technol. 2012, 72, 2009–2015. [Google Scholar] [CrossRef]
- Irez, A.B.; Hay, J.; Miskioglu, I.; Bayraktar, E. Scrap-Rubber Based Composites Reinforced with Boron and Alumina. In Mechanics of Composite, Hybrid and Multifunctional Materials, 1st ed.; Thakre, P.R., Singh, P.R., Slipher, G., Eds.; Springer International Publishing: Cham, Switzerland, 2018; Volume 5, pp. 1–9. [Google Scholar]
- Moghaddamzadeh, S.; Rodrigue, D. The effect of polyester recycled tire fibers mixed with ground tire rubber on polyethylene composites. Part II: Physico-mechanical analysis. Prog. Rubber, Plast. Recycl. Technol. 2018, 34, 128–142. [Google Scholar] [CrossRef]
- Medina, N.F.; Garcia, R.; Hajirasouliha, I.; Pilakoutas, K.; Guadagnini, M.; Raffoul, S. Composites with recycled rubber aggregates: Properties and opportunities in construction. Constr. Build. Mater. 2018, 188, 884–897. [Google Scholar] [CrossRef]
- Purdue University, Department of Statistics. Available online: http://www.stat.purdue.edu/~jtroisi/STAT350Spring2015/tables/FTable.pdf (accessed on 15 August 2019).
- Luo, Z.; Li, X.; Shang, J.; Zhu, H.; Fang, D. Modified rule of mixtures and Halpin–Tsai model for prediction of tensile strength of micron-sized reinforced composites and Young’s modulus of multiscale reinforced composites for direct extrusion fabrication. Adv. Mech. Eng. 2018, 10, 1–10. [Google Scholar] [CrossRef]
- Irez, A.B. Conception, Elaboration et Caractérisation des Composites Modifiées par Incorporation de Particules de Caoutchouc Recyclées et Devulcanisées à base D’époxy: Une Approche Expérimentale Pour des Mécanismes de Renforcement. Ph.D. Thesis, Université-Paris Saclay, Paris, France, 2018. [Google Scholar]
- Quan, D.; Ivankovic, A. Effect of core–shell rubber (CSR) nano-particles on mechanical properties and fracture toughness of an epoxy polymer. Polymer. 2015, 66, 16–28. [Google Scholar] [CrossRef]
- Hamid, B.N. A Methodology for the Reliability-Based Fracture Assessment of Structural Components Containing Cracks. Ph.D. Thesis, University of Aberdeen, Aberdeen, UK, 2006. [Google Scholar]
- Irez, A.B.; Bayraktar, E.; Miskioglu, I. Devulcanized Rubber Based Composite Design Reinforced with Nano Silica, Graphene Nano Platelets (GnPs) and Epoxy for “Aircraft Wing Spar” to Withstand Bending Moment. In Mechanics of Composite, Hybrid and Multifunctional Materials, 1st ed.; Thakre, P.R., Singh, P.R., Slipher, G., Eds.; Springer International Publishing: Cham, Switzerland, 2019; Volume 5, pp. 9–22. [Google Scholar]
- Mostafavi, M.; Smith, D.J.; Pavier, M.J. Reduction of measured toughness due to out-of-plane constraint in ductile fracture of aluminium alloy specimens. Fatigue Fract. Eng. Mater. Struct. 2010, 33, 724–739. [Google Scholar] [CrossRef]
- Anderson, T.L. Fracture Mechanics: Fundamentals and Applications, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2005; pp. 73–81. [Google Scholar]
- Ladani, R.B.; Wu, S.; Kinloch, A.J.; Ghorbani, K.; Zhang, J.; Mouritz, A.P.; Wang, C.H. Improving the toughness and electrical conductivity of epoxy nanocomposites by using aligned carbon nanofibres. Compos. Sci. Technol. 2015, 117, 146–158. [Google Scholar] [CrossRef]
- Gong, Y.; Zhao, L.; Zhang, J.; Hu, N. An improved power law criterion for the delamination propagation with the effect of large-scale fiber bridging in composite multidirectional laminates. Compos. Struct. 2018, 184, 961–968. [Google Scholar] [CrossRef]
- Ravindran, A.R.; Ladani, R.B.; Wu, S.; Kinloch, A.J.; Wang, C.H.; Mouritz, A.P. Multi-scale toughening of epoxy composites via electric field alignment of carbon nanofibres and short carbon fibres. Compos. Sci. Technol. 2018, 167, 115–125. [Google Scholar] [CrossRef] [Green Version]
- Zewde, B.; Pitliya, P.; Karim, A.; Raghavan, D. Synergistic Effect of Functionalized Carbon Nanotubes and Micron-Sized Rubber Particles on the Mechanical Properties of Epoxy Resin. Macromol. Mater. Eng. 2016, 301, 542–548. [Google Scholar] [CrossRef]
- Low, I.-M.; Mai, Y.-W.; Bandyopadhayay, S. Effects of temperature and rate on fracture toughness of short-alumina-fibre-reinforced epoxies. Compos. Sci. Technol. 1992, 43, 3–12. [Google Scholar] [CrossRef]
- Kinloch, A.J.; Young, R.J. Fracture Behaviour of Polymers, 1st ed.; Springer Netherlands: Dordrecht, The Netherlands, 1995; pp. 107–146. [Google Scholar]
- Manjunatha, C.M.; Taylor, A.C.; Kinloch, A.J.; Sprenger, S. The cyclic-fatigue behaviour of an epoxy polymer modified with micron-rubber and nano-silica particles. J. Mater. Sci. 2009, 44, 4487–4490. [Google Scholar] [CrossRef] [Green Version]
- Irez, A.B.; Miskioglu, I.; Bayraktar, E. Toughening Mechanisms on Recycled Rubber Modified Epoxy Based Composites Reinforced with Alumina Fibers. In Mechanics of Composite, Hybrid and Multifunctional Materials, 1st ed.; Thakre, P.R., Singh, P.R., Slipher, G., Eds.; Springer International Publishing: Cham, Switzerland, 2019; Volume 5, pp. 275–282. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| LRAL Composites | Alumina Fiber Content (wt. %) | |||
|---|---|---|---|---|
| Rubber content (wt. %) | 0% | 5% | 7.50% | 10% |
| 10% | LR10 | LR1AL5 | LR1AL7.5 | LR1AL10 |
| 20% | LR20 | LR2AL5 | LR2AL7.5 | LR2AL10 |
| 30% | LR30 | LR3AL5 | LR3AL7.5 | LR3AL10 |
| Composition Name | Density (g/cm3) | Composition Name | Density (g/cm3) | Composition Name | Density (g/cm3) |
|---|---|---|---|---|---|
| LR10 | 1.120 | LR20 | 1.115 | LR30 | 1.035 |
| LR1AL5 | 1.140 | LR2AL5 | 1.129 | LR3AL5 | 1.060 |
| LR1AL7.5 | 1.151 | LR2AL7.5 | 1.135 | LR3AL7.5 | 1.089 |
| LR1AL10 | 1.176 | LR2AL10 | 1.141 | LR3AL10 | 1.103 |
| Composition Name | Ultimate Flexural Stress (MPa) | Flexural Modulus (MPa) | Strain at Break |
|---|---|---|---|
| Neat epoxy | 78.96 ± 1.22 | 1465.83 ± 145.05 | 0.13 ± 0.017 |
| LR10 | 61.58 ± 1.64 | 1454.71 ± 16.28 | 0.049 ± 0.002 |
| LR1AL5 | 55.63 ± 2.05 | 1552.61 ± 67.64 | 0.038 ± 0.001 |
| LR1AL7.5 | 50.73 ± 0.95 | 1754.25 ± 57.10 | 0.030 ± 0.001 |
| LR1AL10 | 49.15 ± 0.35 | 1911.75 ± 12.02 | 0.027 ± 0.001 |
| LR20 | 48.33 ± 1.02 | 1149.64 ± 20.74 | 0.045 ± 0.001 |
| LR2AL5 | 40.17 ± 0.93 | 1220.77 ± 38.43 | 0.035 ± 0.001 |
| LR2AL7.5 | 40.06 ± 1.20 | 1349.33 ± 42.30 | 0.037 ± 0.006 |
| LR2AL10 | 40.97 ± 0.91 | 1564.50 ± 83.23 | 0.040 ± 0.001 |
| LR30 | 34.27 ± 3.77 | 478.25 ± 64.13 | 0.037 ± 0.001 |
| LR3AL5 | 30.61 ± 0.99 | 962.94 ± 14.23 | 0.033 ± 0.001 |
| LR3AL7.5 | 29.59 ± 1.30 | 1029.57 ± 30.09 | 0.030 ± 0.001 |
| LR3AL10 | 39.75 ± 0.60 | 1259.82 ± 13.64 | 0.033 ± 0.001 |
| Two-Way ANOVA | Ultimate Flexural Stress | Flexural Modulus | Strain at Break | ||||||
|---|---|---|---|---|---|---|---|---|---|
| R wt. % | AF wt. % | R × AF wt. % | R wt. % | AF wt. % | R × AF wt. % | R wt. % | AF wt. % | R × AF wt. % | |
| DF | 2 | 3 | 6 | 2 | 3 | 6 | 2 | 3 | 6 |
| SS | 3621.2 | 288.1 | 517.5 | 3,996,251 | 1,761,240 | 190,714 | 0.000147 | 0.001153 | 0.000351 |
| MS | 1810.58 | 96.04 | 86.25 | 1,998,126 | 587,080 | 31,786 | 0.000074 | 0.000384 | 0.000059 |
| F-Value | 322.26 | 17.09 | 15.35 | 332.41 | 97.67 | 5.29 | 10.65 | 55.61 | 8.47 |
| P-Value | 0.000 | 0.000 | 0.000 | 0.000 | 0.000 | 0.000 | 0.000 | 0.000 | 0.000 |
| Thickness (mm) | 9.47 |
| Width (mm) | 6.03 |
| Length (mm) | 50 |
| Notch Length (mm) | 4.20 |
| Force to Failure (N) | 87 |
| Elasticity Modulus (MPa) | 1552 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Irez, A.B.; Zambelis, G.; Bayraktar, E. A New Design of Recycled Ethylene Propylene Diene Monomer Rubber Modified Epoxy Based Composites Reinforced with Alumina Fiber: Fracture Behavior and Damage Analyses. Materials 2019, 12, 2729. https://doi.org/10.3390/ma12172729
Irez AB, Zambelis G, Bayraktar E. A New Design of Recycled Ethylene Propylene Diene Monomer Rubber Modified Epoxy Based Composites Reinforced with Alumina Fiber: Fracture Behavior and Damage Analyses. Materials. 2019; 12(17):2729. https://doi.org/10.3390/ma12172729
Chicago/Turabian StyleIrez, Alaeddin Burak, Georges Zambelis, and Emin Bayraktar. 2019. "A New Design of Recycled Ethylene Propylene Diene Monomer Rubber Modified Epoxy Based Composites Reinforced with Alumina Fiber: Fracture Behavior and Damage Analyses" Materials 12, no. 17: 2729. https://doi.org/10.3390/ma12172729