Microstructural Evolution and Strengthening Mechanism of SiC/Al Composites Fabricated by a Liquid-Pressing Process and Heat Treatment

 ,
, 
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials and Methods
2.2. Characterization
3. Results and Discussion
4. Conclusion
Author Contributions
Funding
Conflicts of Interest
References
- Ghasali, E.; Yazdani-rad, R.; Asadian, K.; Ebadzadeh, T. Production of Al-SiC hybrid composites using pure and 1056 aluminum powders prepared through microwave and conventional heating methods. J. Alloys Compd. 2017, 690, 512–518. [Google Scholar] [CrossRef]
- Zhu, D.; Wu, G.; Chen, G.; Zhang, Q. Dynamic deformation behavior of a high reinforcement content TiB2/Al composite at high strain rates. Mater. Sci. Eng. A. 2008, 487, 536–540. [Google Scholar] [CrossRef]
- Zare, R.; Sharifi, H.; Reza Saeri, M.; Tayebi, M. Investigating the effect of SiC particles on the physical and thermal properties of Al6061/SiCp composite. J. Alloys Compd. 2019, 801, 520–528. [Google Scholar] [CrossRef]
- Leszczyńska-Madej, B.; Garbiec, D.; Madej, M. Effect of sintering temperature on microstructure and selected properties of spark plasma sintered Al-SiC composites. Vacuum. 2019, 164, 250–255. [Google Scholar] [CrossRef]
- Bembalge, O.B.; Panigrahi, S.K. Development and strengthening mechanisms of bulk ultrafine grained AA6063/SiC composite sheets with varying reinforcement size ranging from nano to micro domain. J. Alloys Compd. 2018, 766, 355–372. [Google Scholar] [CrossRef]
- Abdollahi, A.; Alizadeh, A.; Baharvandi, H.R. Comparative studies on the microstructure and mechanical properties of bimodal and trimodal Al2024 based composites. Mater. Sci. Eng. A. 2014, 608, 139–148. [Google Scholar] [CrossRef]
- Pazhouhanfar, Y.; Eghbali, B. Microstructural characterization and mechanical properties of TiB2 reinforced Al6061 matrix composites produced using stir casting process. Mater. Sci. Eng. A. 2018, 710, 172–180. [Google Scholar] [CrossRef]
- Wang, D.; Zheng, Z.; Lv, J.; Xu, G.; Zhou, S.; Tang, W.; Wu, Y. Enhanced thermal conductive 3D-SiC/Al-Si-Mg interpenetrating composites fabricated by pressureless infiltration. Ceram. Int. 2017, 43, 1755–1761. [Google Scholar] [CrossRef]
- Atrian, A.; Majzoobi, G.H.; Enayati, M.H.; Bakhtiari, H. A comparative study on hot dynamic compaction and quasi-static hot pressing of Al7075/SiCnp nanocomposite. Adv. Powder Technol. 2015, 26, 73–82. [Google Scholar] [CrossRef]
- Du, X.; Gao, T.; Qian, Z.; Wu, Y.; Liu, X. The in-situ synthesis and strengthening mechanism of the multi-scale SiC particles in Al-Si-C alloys. J. Alloys Compd. 2018, 750, 935–944. [Google Scholar] [CrossRef]
- Guo, X.; Guo, Q.; Li, Z.; Fan, G.; Xiong, D.-B.; Su, Y.; Zhang, J.; Gan, C.L.; Zhang, D. Interfacial strength and deformation mechanism of SiC-Al composite micro-pillars. Scr. Mater. 2016, 114, 56–59. [Google Scholar] [CrossRef]
- Zhang, L.-J.; Qiu, F.; Wang, J.-G.; Wang, H.-Y.; Jiang, Q.-C. Microstructures and mechanical properties of the Al2014 composites reinforced with bimodal sized SiC particles. Mater. Sci. Eng. A. 2015, 637, 70–74. [Google Scholar] [CrossRef]
- Qiang, L.; Feng, Q.; Bai-Xin, D.; Run, G.; Ming-ming, L.; Qing-Long, Z.; Qi-Chuan, J. Fabrication, microstructure refinement and strengthening mechanisms of nanosized SiCP/Al composites assisted ultrasonic vibration. Mater. Sci. Eng. A. 2018, 735, 310–317. [Google Scholar]
- Kim, H.S. On the rule of mixtures for the hardness of particule reinforced composites. Mater. Sci. Eng. A. 2000, 289, 30–33. [Google Scholar] [CrossRef]
- Jang, Y.H.; Kim, S.S.; Jung, Y.C.; Lee, S.K. Tensile behavior of carbon nanofiber reinforced Cu matrix composite by liquid infiltration process. J. Kor. Inst. Met. Mater. 2004, 42, 425–431. [Google Scholar]
- Lee, S.B.; Lee, S.K.; Lee, S.; Kim, N.J. Microstructure and mechanical properties of two continuous-fiber-reinforced Zr-based amorphous alloy composites fabricated by liquid pressing process. Metall. Mater. Trans. A. 2008, 39, 763–771. [Google Scholar] [CrossRef]
- Molina, J.M.; Narciso, J.; Weber, L.; Mortensen, A.; Louis, E. Thermal conductivity of Al-SiC composites with monomodal and bimodal particle size distribution. Mater. Sci. Eng. A. 2008, 480, 483–488. [Google Scholar] [CrossRef]
- Tan, Z.H.; Pang, B.J.; Gai, B.Z.; Wu, G.H.; Jia, B. The dynamic mechanical response of SiC particulate reinforced 2024 aluminum matrix composites. Mater. Lett. 2007, 61, 4606–4609. [Google Scholar] [CrossRef]
- Tan, Z.H.; Pang, B.J.; Qin, D.T.; Shi, J.Y.; Gai, B.Z. The compressive properties of 2024Al matrix composites reinforced with high content SiC particles at various strain rates. Mater. Sci. Eng. A. 2008, 489, 302–309. [Google Scholar] [CrossRef]
- Ahlatci, H.; Candan, E.; Çimenoglu, H. Mechanical properties of Al-60% SiCp composites alloyed with Mg. Metall. Mater. Trans. A. 2004, 35, 2127–2141. [Google Scholar] [CrossRef]
- Warrier, S.G.; Gundel, D.B.; Majumdar, B.S.; Miracle, D.B. Interface effects on transversely loaded single-fiber SCS-6/Ti-6Al-4V. Mater. Trans. A. 1996, 27, 2035–2043. [Google Scholar] [CrossRef]
- Zhang, S.; Hu, W.; Berghammer, R.; Gottstein, G. Microstructure evolution and deformation behavior of ultrafine-grained Al-Zn-Mg alloys with fine η’ precipitates. Acta Mater. 2010, 58, 6695–6705. [Google Scholar] [CrossRef]
- Li, Q.; Zhao, Y.-Z.; Luo, Q.; Chen, S.-L.; Zhang, J.-Y.; Chou, K.-C. Experimental study and phase diagram calculation in Al-Zn-Mg-Si quaternary system. J. Alloys Compd. 2010, 501, 282–290. [Google Scholar] [CrossRef]
- Zhang, J.; Fan, Z.; Wang, Y.Q.; Zhou, B.L. Effect of cooling rate on the microstructure of hypereutectic Al-Mg2Si alloys. J. Mater. Sci. Lett. 2000, 19, 1825–1828. [Google Scholar] [CrossRef]
- Li, C.; Wu, Y.; Li, H.; Wu, Y.; Liu, Z. Effect of Ni on eutectic structural evolution in hypereutectic Al-Mg2Si cast alloys. Mater. Sci. Eng. A. 2010, 528, 573–577. [Google Scholar] [CrossRef]
- Derlet, P.M.; Andersen, S.J.; Marioara, C.D.; Frøseth, A.J. A first-principles study of the β”-pahse in Al-Mg-Si alloys. Phys. Condens. Matter. 2002, 14, 4011–4024. [Google Scholar] [CrossRef]
- Chacko, M.; Nayak, J. Corrosion inhibition using 2-mercaptobenzimidazole on T6 treated 6061 Al-SiCp composite in acetic acid. Mater. Today Proc. 2015, 2, 2728–2736. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
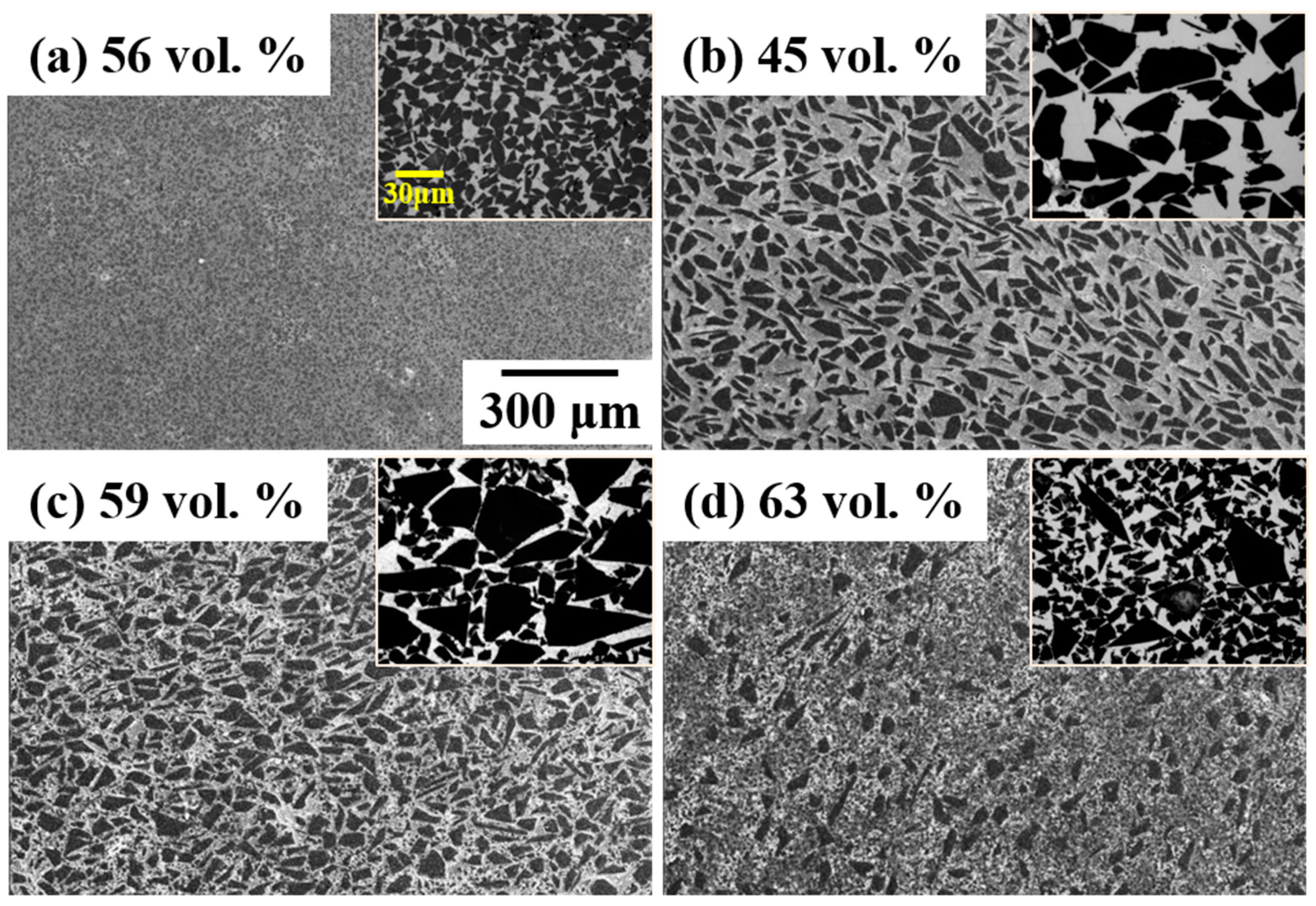
| Reinforcement Type | Composite Designation | |||
|---|---|---|---|---|
| MS60 | MS24 | BS31 | BS13 | |
| F600 Vf (VMD = 11.45 μm) | 100 | - | 75 | 25 |
| F240 Vf (VMD = 46.13 μm) | - | 100 | 25 | 75 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shin, S.; Cho, S.; Lee, D.; Kim, Y.; Lee, S.-B.; Lee, S.-K.; Jo, I. Microstructural Evolution and Strengthening Mechanism of SiC/Al Composites Fabricated by a Liquid-Pressing Process and Heat Treatment. Materials 2019, 12, 3374. https://doi.org/10.3390/ma12203374
Shin S, Cho S, Lee D, Kim Y, Lee S-B, Lee S-K, Jo I. Microstructural Evolution and Strengthening Mechanism of SiC/Al Composites Fabricated by a Liquid-Pressing Process and Heat Treatment. Materials. 2019; 12(20):3374. https://doi.org/10.3390/ma12203374
Chicago/Turabian StyleShin, Sangmin, Seungchan Cho, Donghyun Lee, Yangdo Kim, Sang-Bok Lee, Sang-Kwan Lee, and Ilguk Jo. 2019. "Microstructural Evolution and Strengthening Mechanism of SiC/Al Composites Fabricated by a Liquid-Pressing Process and Heat Treatment" Materials 12, no. 20: 3374. https://doi.org/10.3390/ma12203374