Deposition of Stainless Steel Thin Films: An Electron Beam Physical Vapour Deposition Approach

 ,
, 
Abstract
:1. Introduction
2. Experimental
2.1. Materials
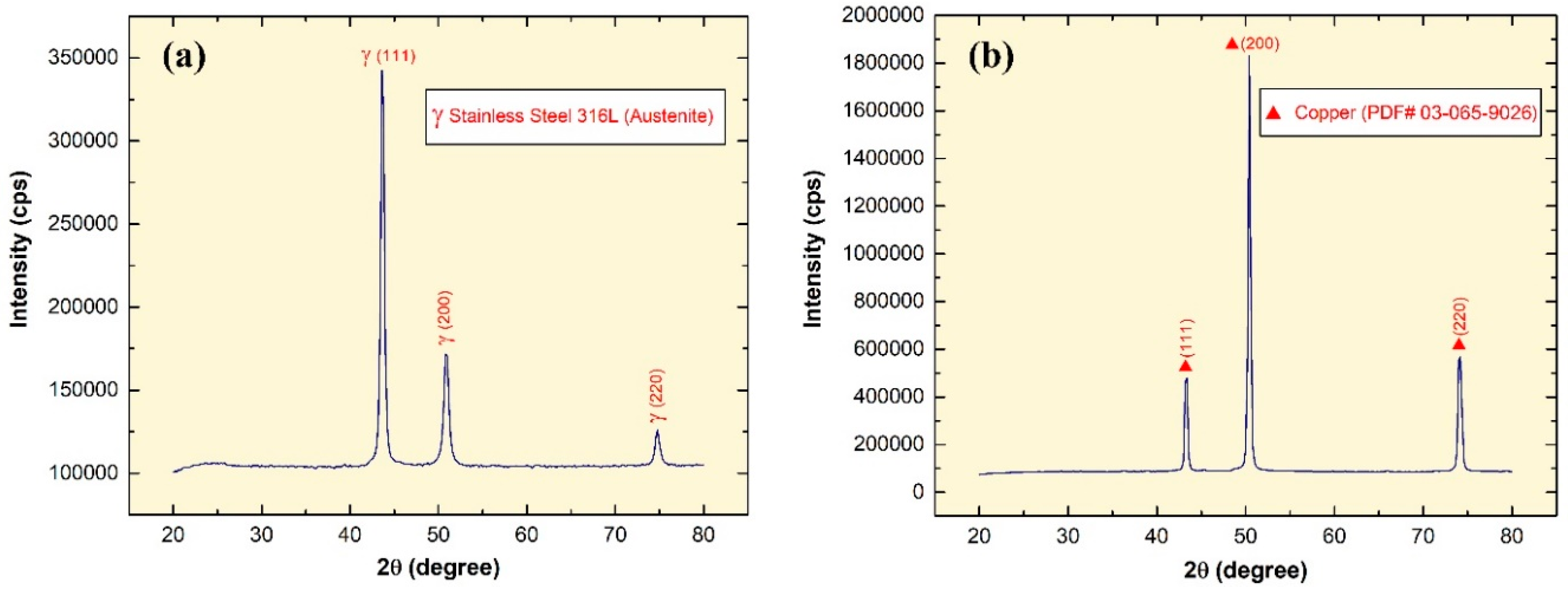
2.2. X-ray Fluorescence and X-ray Diffraction Characterisation
2.3. Stainless Steel Film Deposition
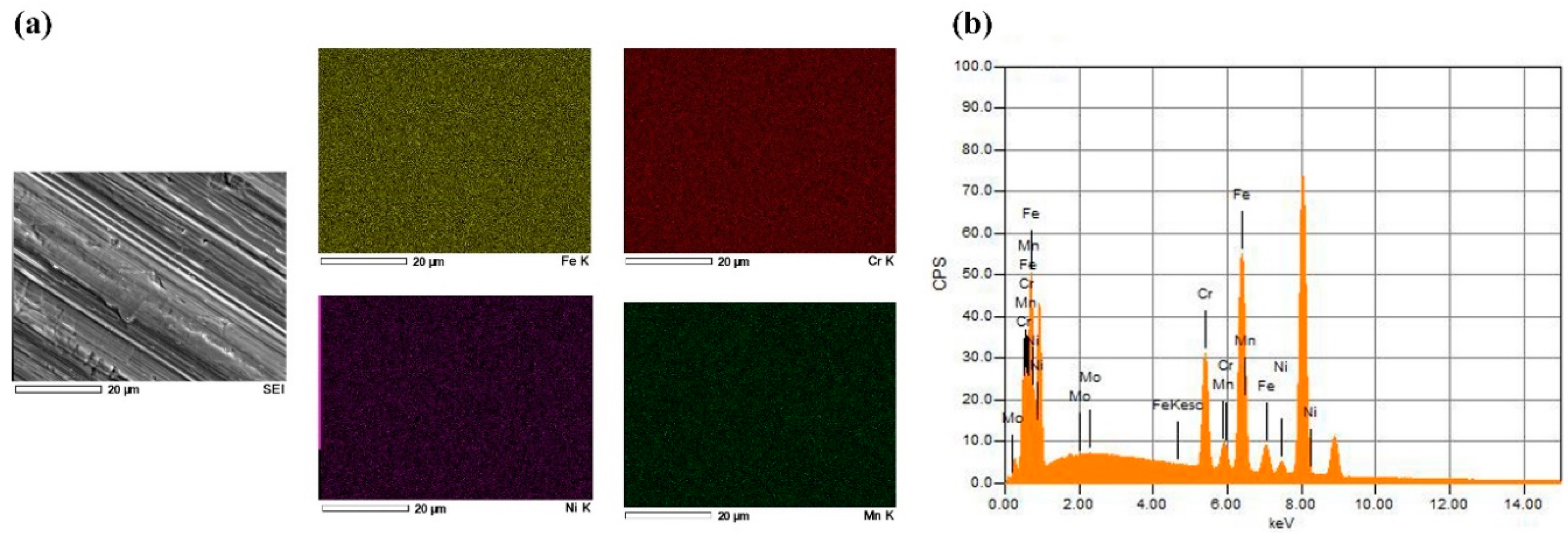
2.4. Scanning Electron Microscopy and Elemental Mapping
2.5. Atomic Force Microscopy
2.6. Deionised Water Properties Measurements and Theoretical Calculation
2.7. Surface Wettability Characterisation
3. Results and Discussion
3.1. Substrates Elemental Analysis
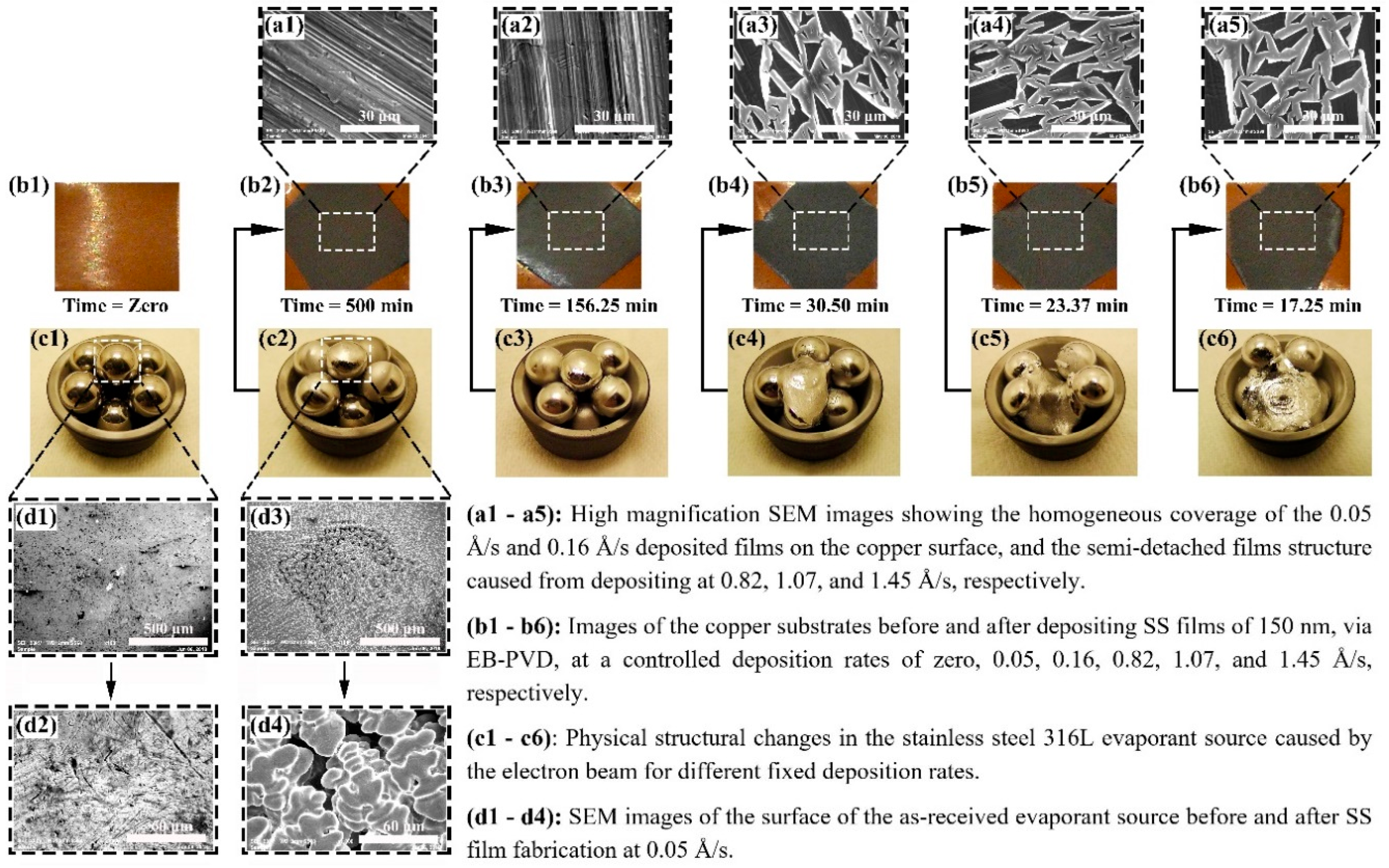
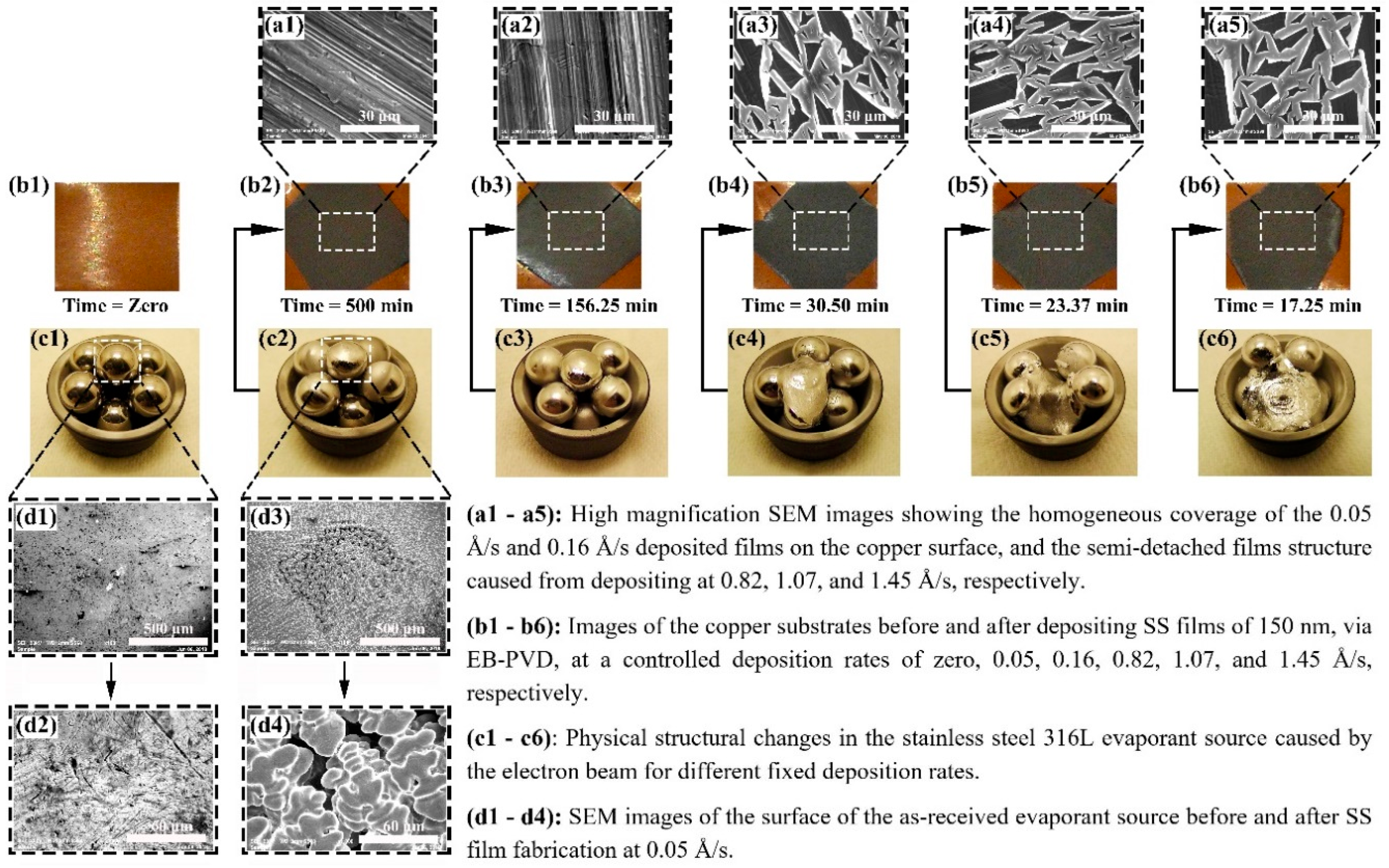
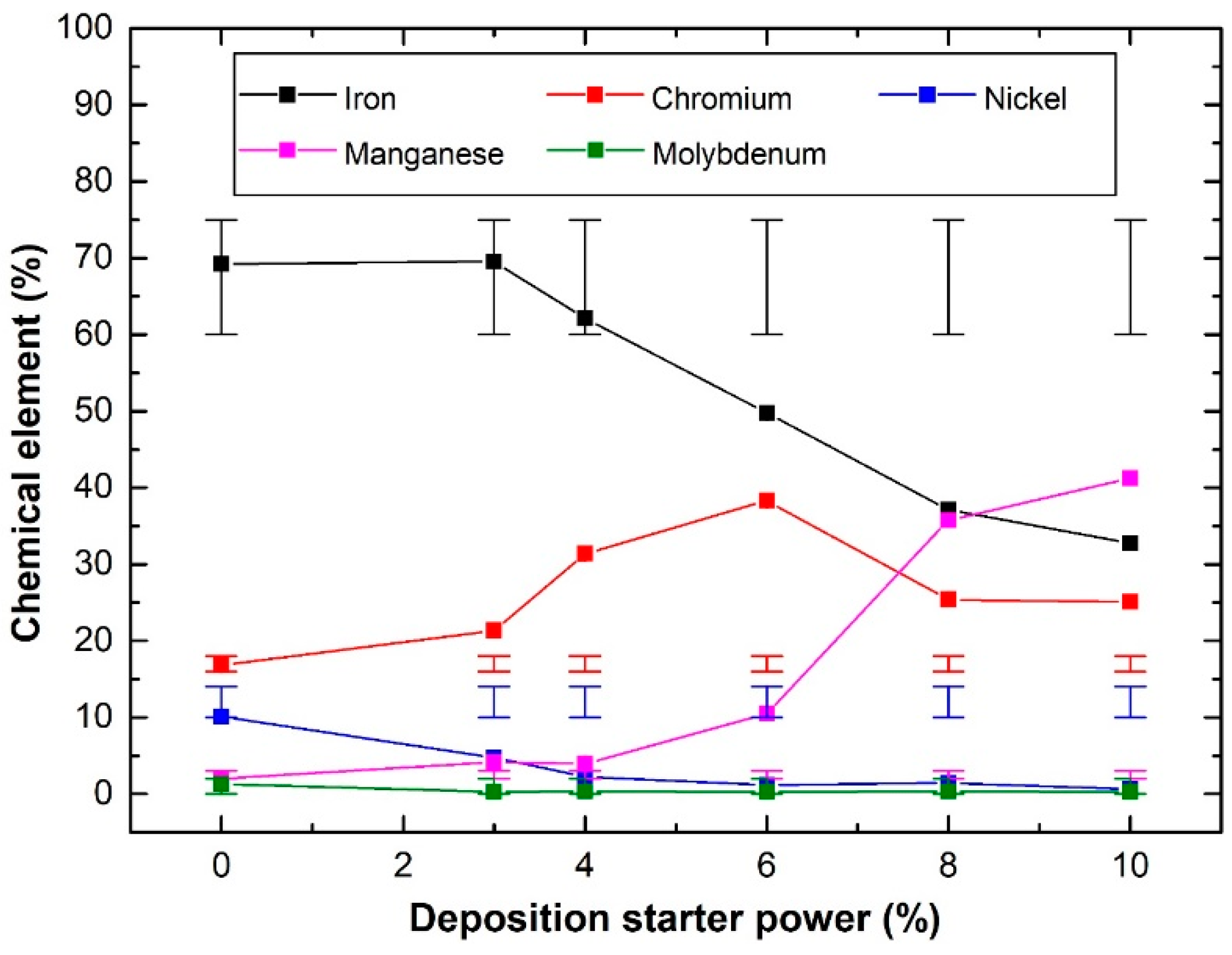
3.2. Deposition Morphology
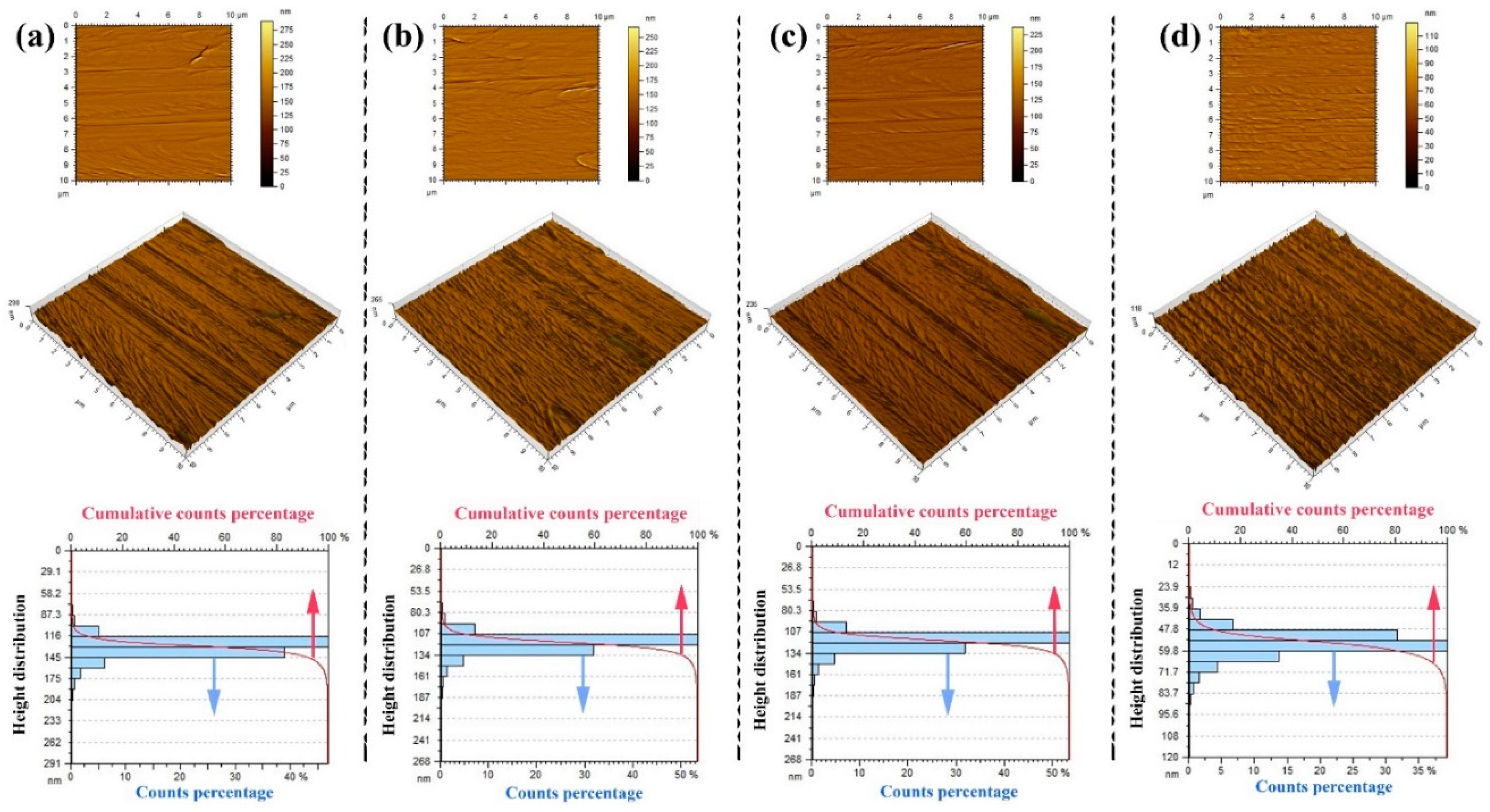
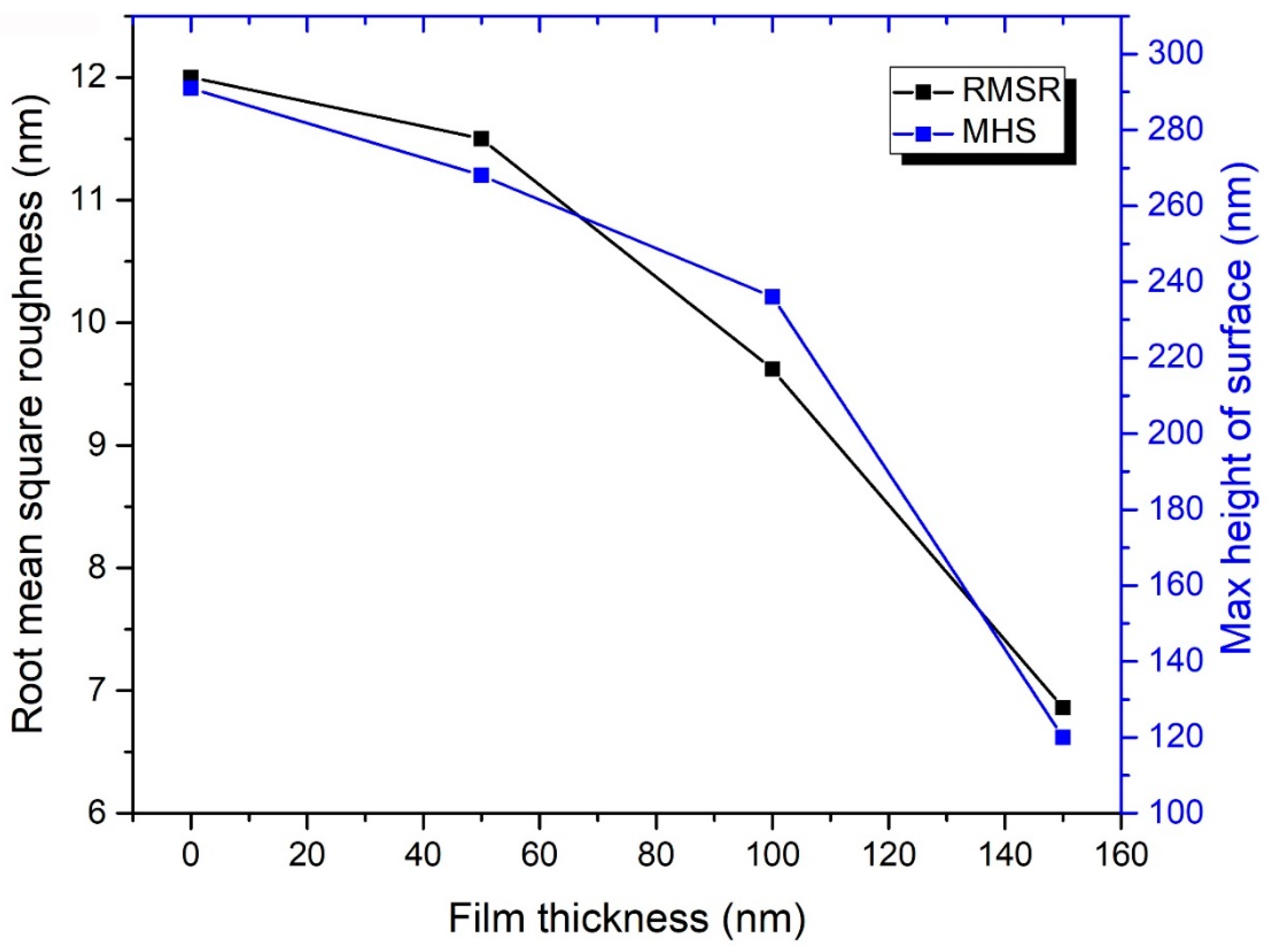
3.3. Surface Topography
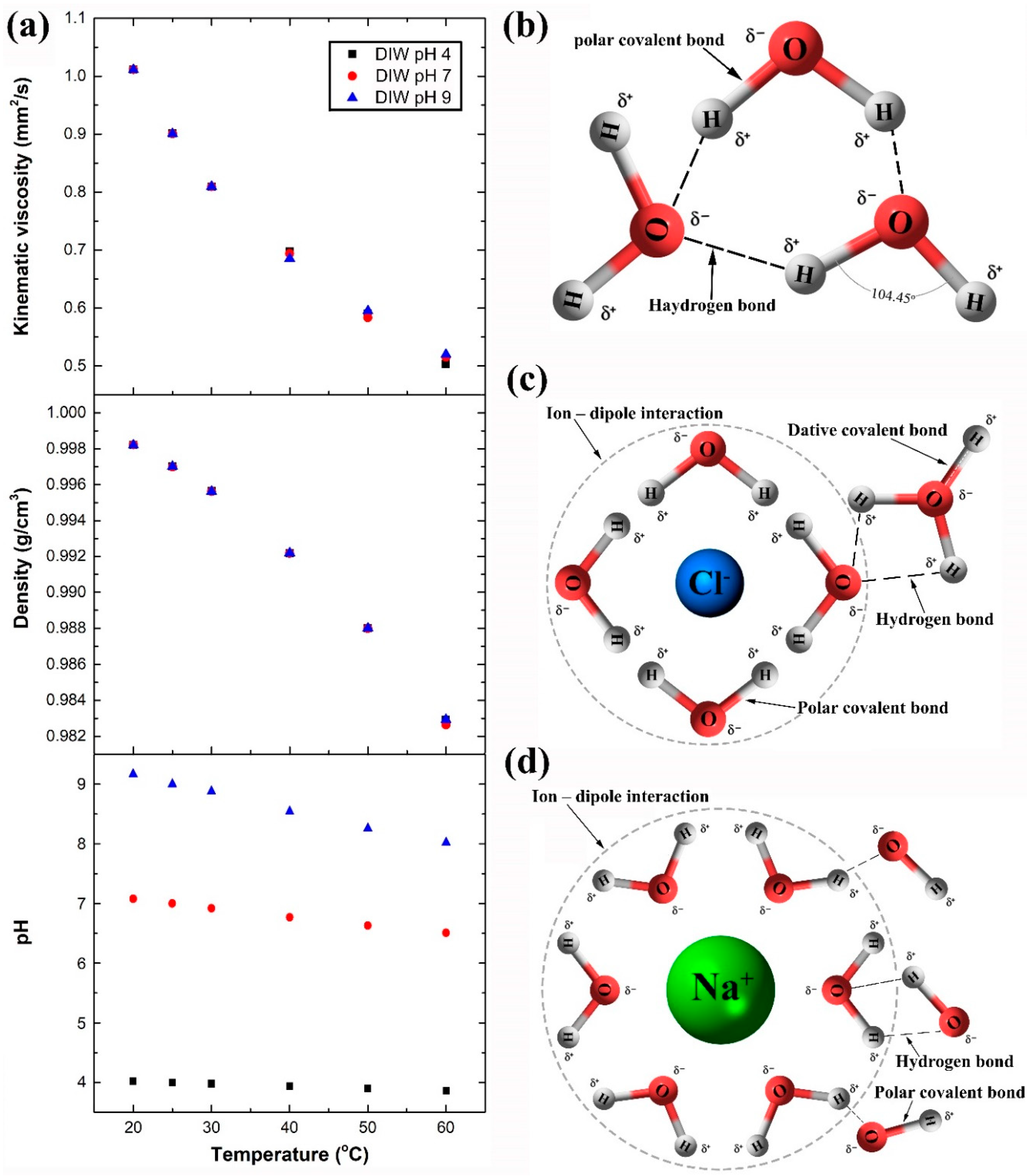
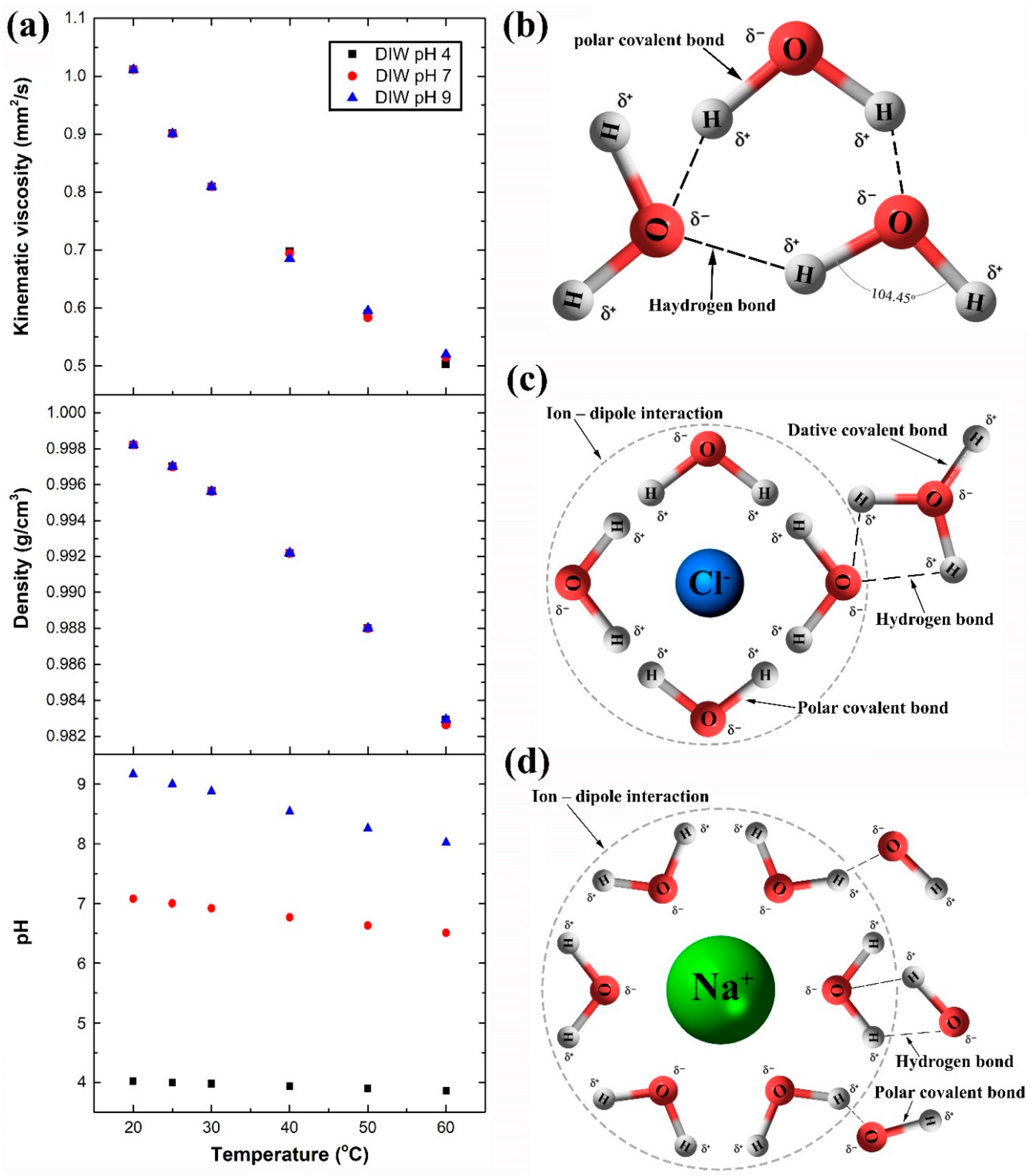
3.4. Deionised Water Properties Variation with Temperature
3.5. Contact Angle Measurement
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Landoulsi, J.; Genet, M.J.; Richard, C.; El Kirat, K.; Pulvin, S.; Rouxhet, P.G. Evolution of the passive film and organic constituents at the surface of stainless steel immersed in fresh water. J. Colloid Interface Sci. 2008, 318, 278–289. [Google Scholar] [CrossRef] [PubMed]
- Tylek, I.; Kuchta, K. Mechanical properties of structural stainless steels. Civil Eng. 2014, 4-B, 59–80. [Google Scholar]
- Corradi, M.; Di Schino, A.; Borri, A.; Rufini, R. A review of the use of stainless steel for masonry repair and reinforcement. Constr. Build. Mater. 2018, 181, 335–346. [Google Scholar] [CrossRef]
- Bowden, D.; Krysiak, Y.; Palatinus, L.; Tsivoulas, D.; Plana-Ruiz, S.; Sarakinou, E.; Kolb, U.; Stewart, D.; Preuss, M. A high-strength silicide phase in a stainless steel alloy designed for wear-resistant applications. Nat. Commun. 2018, 9, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Trzaskowska, P.A.; Kuźmińska, A.; Butruk-Raszeja, B.; Rybak, E.; Ciach, T. Electropolymerized hydrophilic coating on stainless steel for biomedical applications. Colloids Surf. B 2018, 167, 499–508. [Google Scholar] [CrossRef] [PubMed]
- Song, Y.Y.; Bhadeshia, H.K.D.H.; Suh, D.W. Stability of stainless-steel nanoparticle and water mixtures. Powder Technol. 2015, 272, 34–44. [Google Scholar] [CrossRef]
- Ali, N.; Teixeira, J.A.; Addali, A. A Review on Nanofluids: Fabrication, Stability, and Thermophysical Properties. J. Nanomater. 2018, 33, 1–33. [Google Scholar] [CrossRef]
- Spencer, K.; Zhang, M.X. Optimisation of stainless steel cold spray coatings using mixed particle size distributions. Surf. Coat. Technol. 2011, 205, 5135–5140. [Google Scholar] [CrossRef]
- Sova, A.; Grigoriev, S.; Okunkova, A.; Smurov, I. Cold spray deposition of 316L stainless steel coatings on aluminium surface with following laser post-treatment. Surf. Coat. Technol. 2013, 235, 283–289. [Google Scholar] [CrossRef]
- Vitos, L.; Korzhavyi, P.A.; Johansson, B. Stainless steel optimization from quantum mechanical calculations. Nat. Mater. 2002, 2, 25. [Google Scholar] [CrossRef]
- Li, W.-Y.; Liao, H.; Douchy, G.; Coddet, C. Optimal design of a cold spray nozzle by numerical analysis of particle velocity and experimental validation with 316L stainless steel powder. Mater. Des. 2007, 28, 2129–2137. [Google Scholar] [CrossRef]
- Wanjara, P.; Brochu, M.; Jahazi, M. Electron beam freeforming of stainless steel using solid wire feed. Mater. Des. 2007, 28, 2278–2286. [Google Scholar] [CrossRef]
- Davé, V.R.; Matz, J.E.; Eagar, T.W. Electron beam solid freeform fabrication of metal parts. Available online: http://sffsymposium.engr.utexas.edu/Manuscripts/1995/1995-09-Dave.pdf (accessed on 12 February 2019).
- Sahoo, B.; Schlage, K.; Major, J.; Von Hörsten, U.; Keune, W.; Wende, H.; Röhlsberger, R. Preparation and characterization of ultrathin stainless steel films. AIP Conf. Proc. 2011, 1347, 57–60. [Google Scholar]
- Nomura, K.; Iio, S.; Ujihira, Y.; Terai, T. DCEMS study of thin stainless steel films deposited by RF sputtering of AISI316L. AIP Conf. Proc. 2005, 765, 108–113. [Google Scholar]
- De Baerdemaeker, J.; Van Hoecke, T.; Van Petegem, S.; Segers, D.; Bauer-Kugelmann, W.; Sperr, P.; Terwagne, G. Investigation of stainless steel films sputtered on glass. Mater. Sci. Forum 2001, 363, 496–498. [Google Scholar] [CrossRef]
- Kraack, M.; Boehni, H.; Muster, W.; Patscheider, J. Influence of molybdenum on the corrosion properties of stainless steel films. Surf. Coat. Technol. 1994, 68–69, 541–545. [Google Scholar] [CrossRef]
- Eymer, J.P. On the hyperfine field of bcc 304 L stainless steel films. J. Phys. IV France 1992, 2, C3-211–C213-215. [Google Scholar]
- Godbole, M.J.; Pedraza, A.J.; Allard, L.F.; Geesey, G. Characterization of sputter-deposited 316L stainless steel films. J. Mater. Sci. 1992, 27, 5585–5590. [Google Scholar] [CrossRef]
- Fabis, P.M. Microporosity in 304 stainless steel films prepared by vapor quenching. Thin Solid Films 1985, 128, 57–66. [Google Scholar] [CrossRef]
- Pedraza, A.J.; Godbole, M.J.; Bremer, P.J.; Avci, R.; Drake, B.; Geesey, G.G. Stability in aqueous media of 316L stainless steel films deposited on internal reflection elements. Appl. Spectmsc. 1993, 47, 161–166. [Google Scholar] [CrossRef]
- Song, Y.S.; Lee, J.H.; Lee, K.H.; Lee, D.Y. Corrosion properties of N-doped austenitic stainless steel films prepared by IBAD. Surf. Coat. Technol. 2005, 195, 227–233. [Google Scholar] [CrossRef]
- Nomura, K.; Yamada, Y.; Tomita, R.; Yajima, T.; Shimizu, K.; Mashlan, M. CEMS study of stainless steel films deposited by pulsed laser ablation of AISI316. Czech J. Phys. 2005, 55, 845–852. [Google Scholar] [CrossRef]
- Koinkar, V.N.; Chaudhari, S.M.; Kanetkar, S.M.; Ogale, S.B. Deposition of stainless steel film using pulsed laser evaporation. Thin Solid Films 1989, 171, 335–342. [Google Scholar] [CrossRef]
- Singh, J.; Wolfe, D.E. Review Nano and macro-structured component fabrication by electron beam-physical vapor deposition (EB-PVD). J. Mater. Sci. 2005, 40, 1–26. [Google Scholar] [CrossRef]
- Arunkumar, P.; Aarthi, U.; Sribalaji, M.; Mukherjee, B.; Keshri, A.K.; Tanveer, W.H.; Cha, S.-W.; Babu, K.S. Deposition rate dependent phase/mechanical property evolution in zirconia and ceria-zirconia thin film by EB-PVD technique. J. Alloys Compd. 2018, 765, 418–427. [Google Scholar] [CrossRef]
- De Almeida, D.S.; da Silva, C.R.M.; do Carmo, M. Ni Al alloy coating deposition by electron beam physical vapour deposition. In Proceedings of the 17th Brazilian Congress of Engineering and Materials Science, Paraná, Brazil, 15–19 November 2006. [Google Scholar]
- Singh, J.; Wolfe, D.; Quli, F. Electron beam-physical vapor deposition technology: Present and future applications. In IMAST Quarterly; Pennsylvania State University: University Park, PA, USA, 2000; pp. 3–6. [Google Scholar]
- Nam, Y.; Ju, Y.S. A comparative study of the morphology and wetting characteristics of micro/nanostructured Cu surfaces for phase change heat transfer applications. J. Adhes. Sci. Technol. 2013, 27, 2163–2176. [Google Scholar] [CrossRef]
- Cai, Y.; Chang, W.; Luo, X.; Sousa, A.M.L.; Lau, K.H.A.; Qin, Y. Superhydrophobic structures on 316L stainless steel surfaces machined by nanosecond pulsed laser. Precis. Eng. 2018, 52, 266–275. [Google Scholar] [CrossRef] [Green Version]
- Ali, N.; Teixeira, J.A.; Addali, A.; Al-Zubi, F.; Shaban, E.; Behbehani, I. The effect of aluminium nanocoating and water pH value on the wettability behavior of an aluminium surface. Appl. Surf. Sci. 2018, 443, 24–30. [Google Scholar] [CrossRef]
- Light, T.S. Temperature dependence and measurement of resistivity of pure water. Anal. Chem. 1984, 56, 1138–1142. [Google Scholar] [CrossRef]
- Down, R.D.; Lehr, J.H. Environmental Instrumentation and Analysis Handbook; John Wiley & Sons: Hoboken, NJ, USA, 2005. [Google Scholar]
- Langelier, W.F. Effect of Temperature on the pH of Natural Waters. J. Am. Water Works Assoc. 1946, 38, 179–185. [Google Scholar] [CrossRef]
- Yokogawa Electric Corporation, Technical Note TNA0924. Available online: https://web-material3.yokogawa.com/TNA0924.us.pdf (accessed on 11 February 2019).
- Villa, F.; Marengo, M.; De Coninck, J. A new model to predict the influence of surface temperature on contact angle. Sci. Rep. 2018, 8, 6549. [Google Scholar] [CrossRef] [PubMed]
- Tylek, I.; Kuchta, K. Physical and technological properties of structural stainless steel. Civil Eng. 2014, 4-B, 81–100. [Google Scholar]
- Association, I.M. Practical Guidelines for the Fabrication of Duplex Stainless Steels; IMOA: London, UK, 2009; pp. 1–64. [Google Scholar]
- Stainless Steel Grade Datasheets. Available online: http://www.worldstainless.org/Files/issf/non-image-files/PDF/Atlas_Grade_datasheet_-_all_datasheets_rev_Aug_2013.pdf (accessed on 12 February 2019).
- Capus, J. 100 Years of Stainless Steel. Met. Powder Rep. 2013, 68, 12. [Google Scholar] [CrossRef]
- Hariprasad, S.; Gowtham, S.; Arun, S.; Ashok, M.; Rameshbabu, N. Fabrication of duplex coatings on biodegradable AZ31 magnesium alloy by integrating cerium conversion (CC) and plasma electrolytic oxidation (PEO) processes. J. Alloys Compd. 2017, 722, 698–715. [Google Scholar]
- King, T.G. rms skew and kurtosis of surface profile height distributions: Some aspects of sample variation. Precis. Eng. 1980, 2, 207–215. [Google Scholar] [CrossRef]
- Zuo, Y.; Wang, H.; Xiong, J. The aspect ratio of surface grooves and metastable pitting of stainless steel. Corros. Sci. 2002, 44, 25–35. [Google Scholar] [CrossRef]
- Hong, T.; Nagumo, M. Effect of surface roughness on early stages of pitting corrosion of type 301 stainless steel. Corros. Sci. 1997, 39, 1665–1672. [Google Scholar] [CrossRef]
- Baboian, R. Corrosion Tests and Standards: Application and Interpretation; ASTM International: West Conshohocken, PA, USA, 2005. [Google Scholar]
- Dougherty, R.C. Temperature and pressure dependence of hydrogen bond strength: A perturbation molecular orbital approach. J. Chem. Phys. 1998, 109, 7372–7378. [Google Scholar] [CrossRef]
- Kauffman, G.B. The Bronsted-Lowry acid base concept. J. Chem. Edu. 1988, 65, 28. [Google Scholar] [CrossRef]
- Gregorčič, P.; Šetina-Batič, B.; Hočevar, M. Controlling the stainless steel surface wettability by nanosecond direct laser texturing at high fluences. Appl. Phys. A: Mater. Sci. Process. 2017, 123, 1–8. [Google Scholar] [CrossRef]
- Cassie, A.B.D.; Baxter, S. Wettability of porous surfaces, Trans. Faraday Soc. 1944, 40, 546–551. [Google Scholar] [CrossRef]
- Wenzel, R.N. Resistance of solid surfaces to wetting by water. Ind. Eng. Chem. 1936, 28, 988–994. [Google Scholar] [CrossRef]
- Steele, A.; Bayer, I.; Moran, S.; Cannon, A.; King, W.P.; Loth, E. Conformal ZnO nanocomposite coatings on micro-patterned surfaces for superhydrophobicity. Thin Solid Films 2010, 518, 5426–5431. [Google Scholar] [CrossRef]
- Schwierz, N.; Horinek, D.; Sivan, U.; Netz, R.R. Reversed Hofmeister series—The rule rather than the exception. Curr. Opin. Colloid Interface Sci. 2016, 23, 10–18. [Google Scholar] [CrossRef]
- Mantel, M.; Wightman, J.P. Influence of the surface chemistry on the wettability of stainless steel. Surf. Interface Anal. 1994, 21, 595–605. [Google Scholar] [CrossRef]
- Rupp, F.; Gittens, R.A.; Scheideler, L.; Marmur, A.; Boyan, B.D.; Schwartz, Z.; Geis-Gerstorfer, J. A review on the wettability of dental implant surfaces I: Theoretical and experimental aspects. Acta Biomater. 2014, 10, 2894–2906. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Stainless Steel 316L | Element | Copper | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Content | Max. | Min. | +/− Error | Content | Max. | Min. | +/− Error | ||
| (%) | (%) | (%) | (%) | (%) | (%) | (%) | (%) | ||
| Iron | 69.22 | 75 | 60 | 0.5 | Copper | 99.82 | 100 | 90 | 0.39 |
| Chromium | 16.78 | 18 | 16 | 0.18 | Zirconium | 0.02 | - | - | 0.01 |
| Nickel | 10.12 | 14 | 10 | 0.21 | - | - | - | - | - |
| Manganese | 2.02 | 3 | 2 | 0.04 | - | - | - | - | - |
| Molybdenum | 1.32 | 2 | 0 | 0.11 | - | - | - | - | - |
| Silicon | 0.27 | 1 | 0 | 0.05 | - | - | - | - | - |
| Element | Mass % | Atom % | Sigma | Net | K ratio |
|---|---|---|---|---|---|
| Iron | 69.52 | 68.62 | 0.05 | 2879132 | 0.3919295 |
| Chromium | 21.33 | 22.61 | 0.03 | 1347161 | 0.1368063 |
| Nickel | 4.76 | 4.47 | 0.03 | 131065 | 0.0250911 |
| Manganese | 4.15 | 4.16 | 0.03 | 201285 | 0.0236898 |
| Molybdenum | 0.25 | 0.14 | 0.03 | 12922 | 0.0009314 |
| Total | 100 | 100 | - | - | - |
| Height Parameters | Film Thickness (nm) | |||
|---|---|---|---|---|
| 0 | 50 | 100 | 150 | |
| Root mean square roughness (nm) | 12 | 11.5 | 9.62 | 6.86 |
| Skewness | −1.08 | −1.0 | −0.654 | −0.535 |
| Kurtosis | 16.8 | 18 | 19.6 | 6.39 |
| Maximum peak height (nm) | 131 | 119 | 119 | 55.4 |
| Maximum valley depth (nm) | 160 | 149 | 118 | 64.1 |
| Maximum height of surface (nm) | 291 | 268 | 236 | 120 |
| Average roughness (nm) | 7.87 | 7.48 | 6.0 | 4.88 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ali, N.; Teixeira, J.A.; Addali, A.; Saeed, M.; Al-Zubi, F.; Sedaghat, A.; Bahzad, H. Deposition of Stainless Steel Thin Films: An Electron Beam Physical Vapour Deposition Approach. Materials 2019, 12, 571. https://doi.org/10.3390/ma12040571
Ali N, Teixeira JA, Addali A, Saeed M, Al-Zubi F, Sedaghat A, Bahzad H. Deposition of Stainless Steel Thin Films: An Electron Beam Physical Vapour Deposition Approach. Materials. 2019; 12(4):571. https://doi.org/10.3390/ma12040571
Chicago/Turabian StyleAli, Naser, Joao A. Teixeira, Abdulmajid Addali, Maryam Saeed, Feras Al-Zubi, Ahmad Sedaghat, and Husain Bahzad. 2019. "Deposition of Stainless Steel Thin Films: An Electron Beam Physical Vapour Deposition Approach" Materials 12, no. 4: 571. https://doi.org/10.3390/ma12040571