Experimental and Numerical Study of Vacuum Resin Infusion of Stiffened Carbon Fiber Reinforced Panels

 ,
, 

Abstract
1. Introduction
2. Mathematical Models for Numerical Simulation
3. Experimental
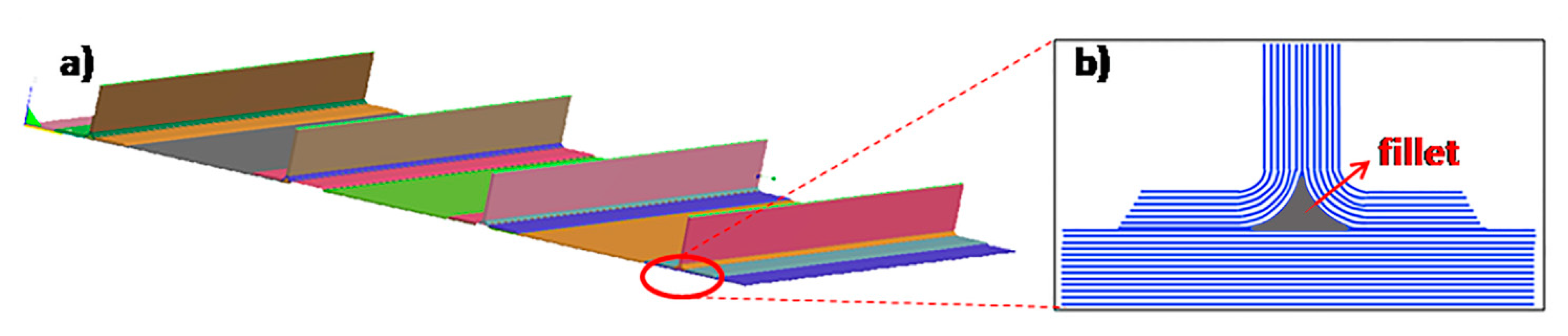
3.1. Component Geometry and Reinforcement
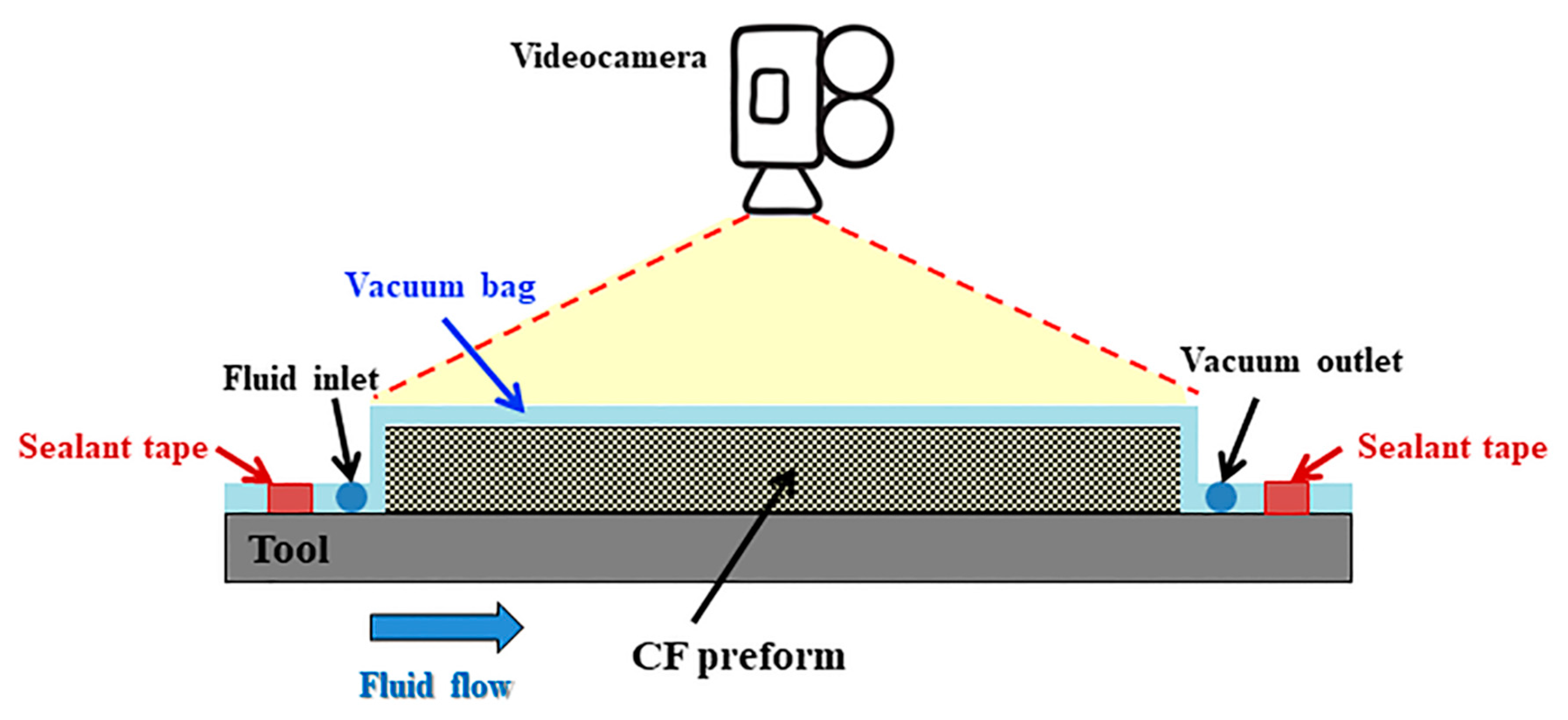
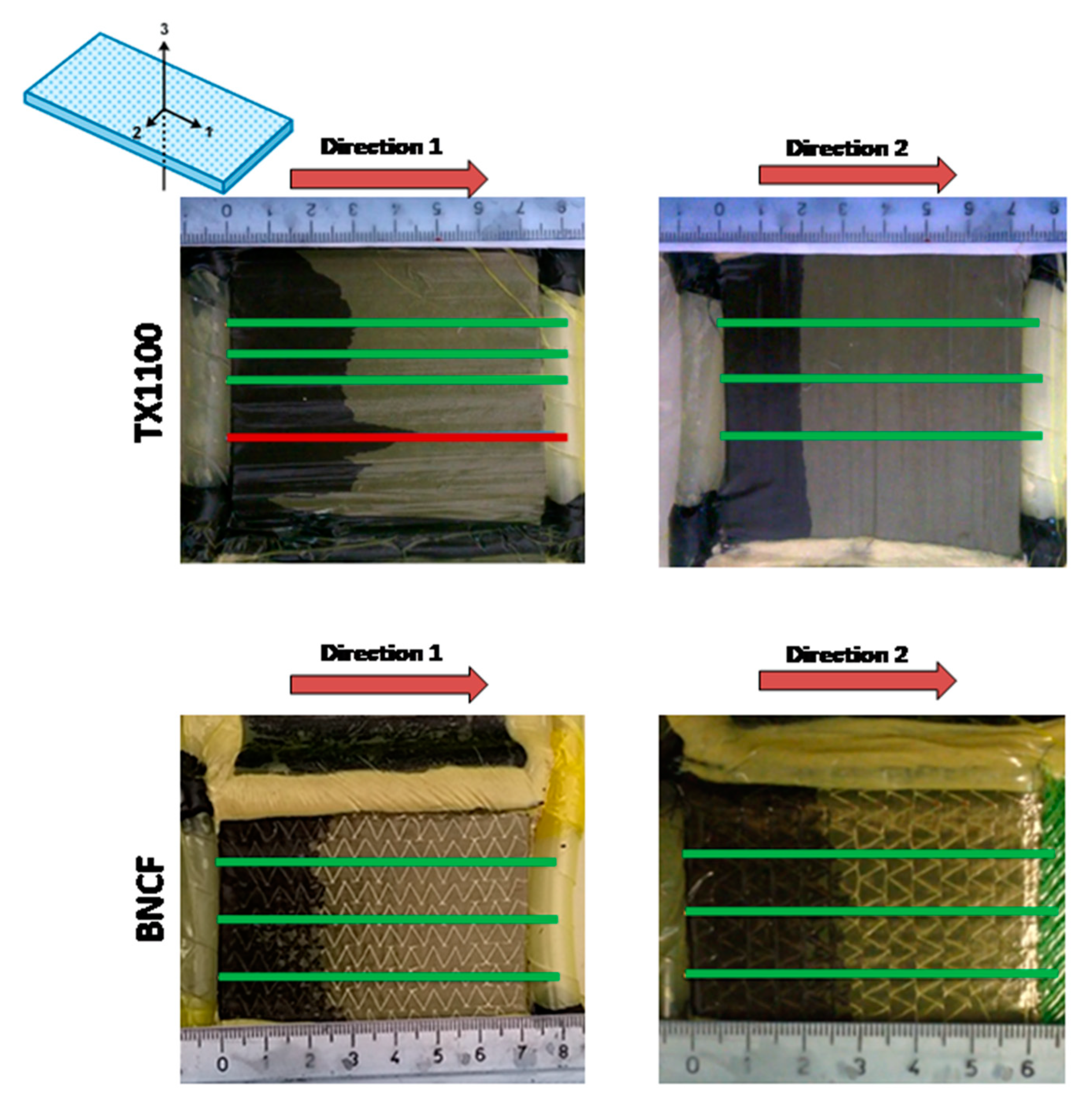
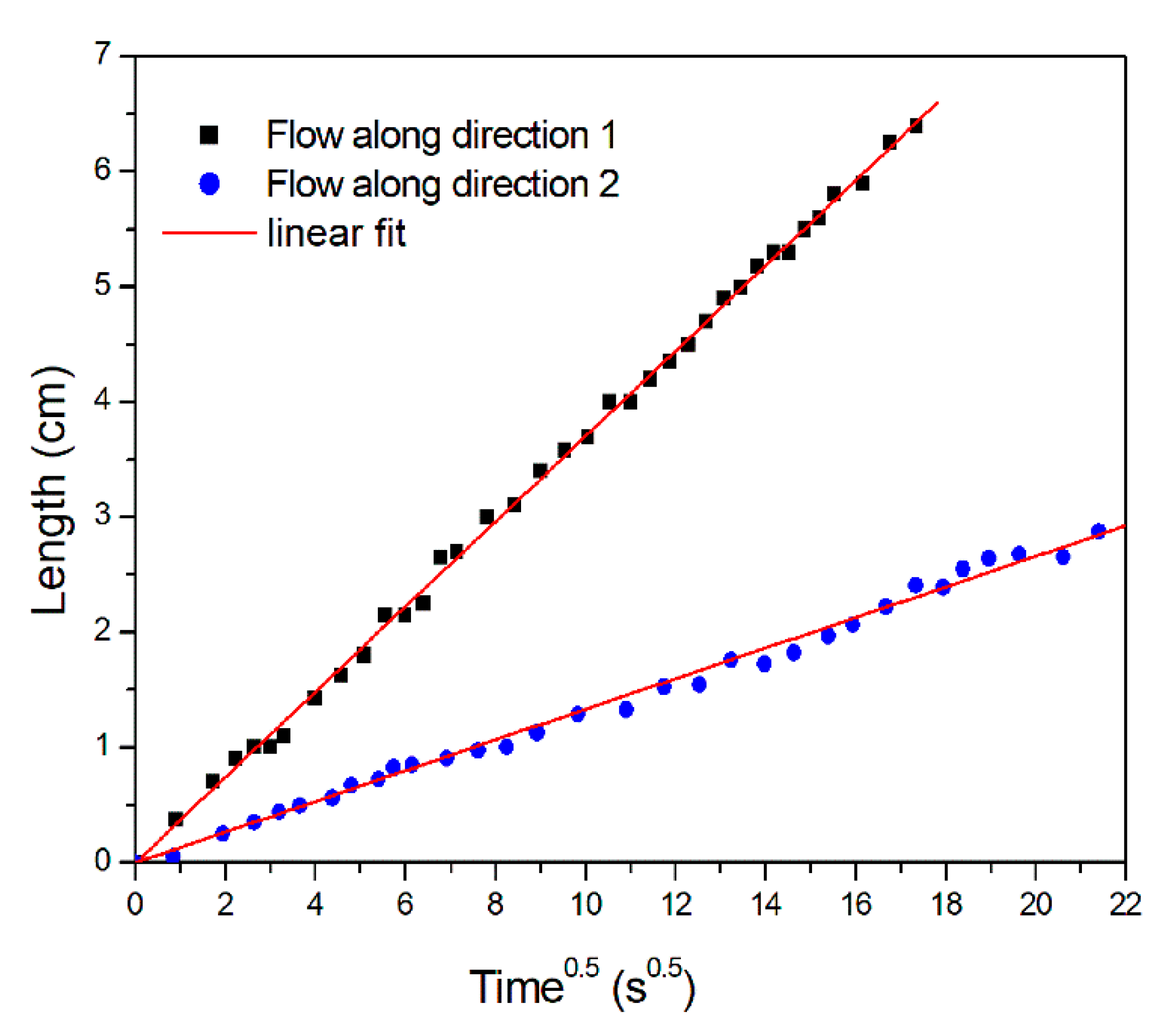
3.2. In-Plane Permeability Measurement
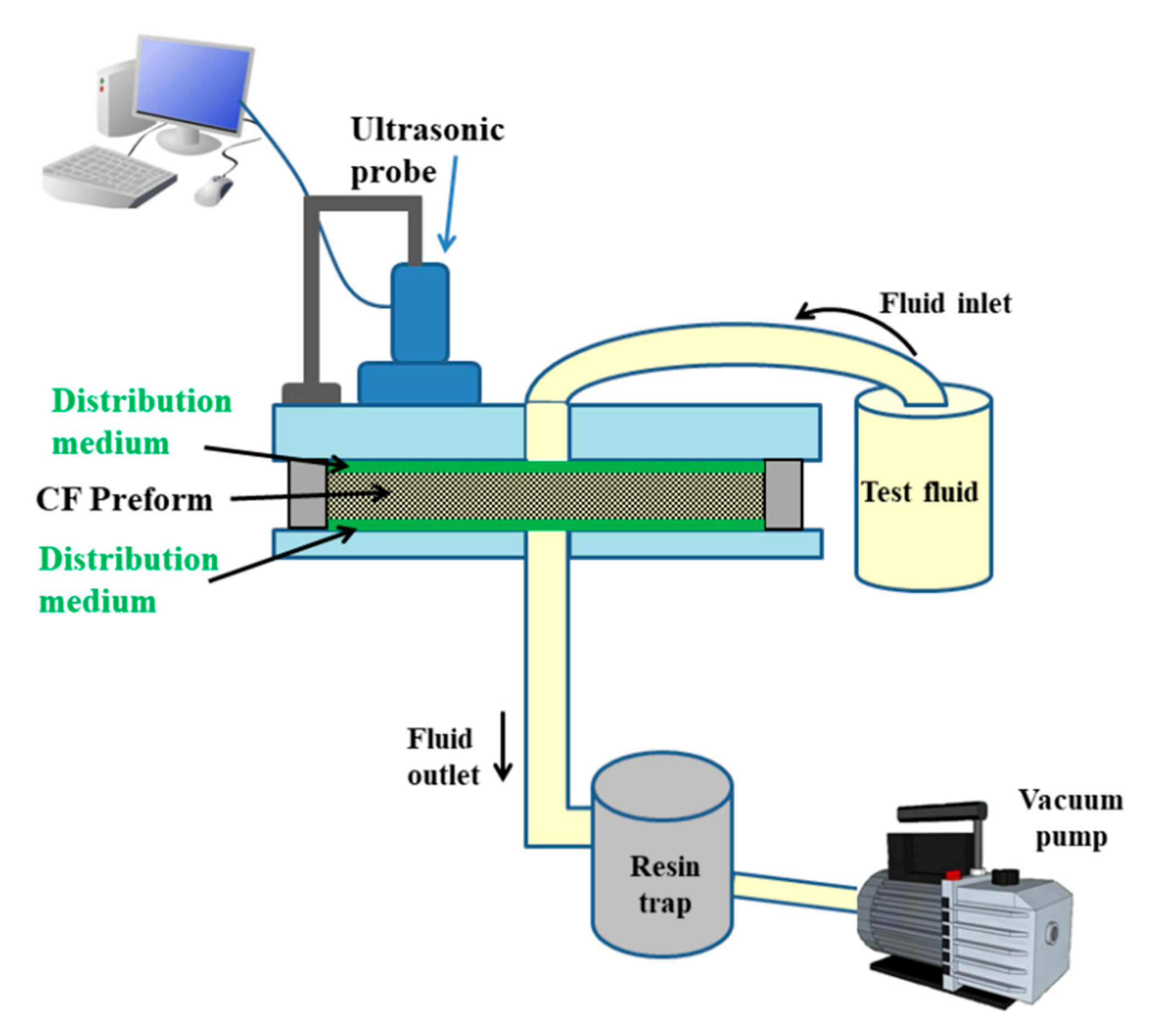
3.3. Out of Plane Permeability Measurement
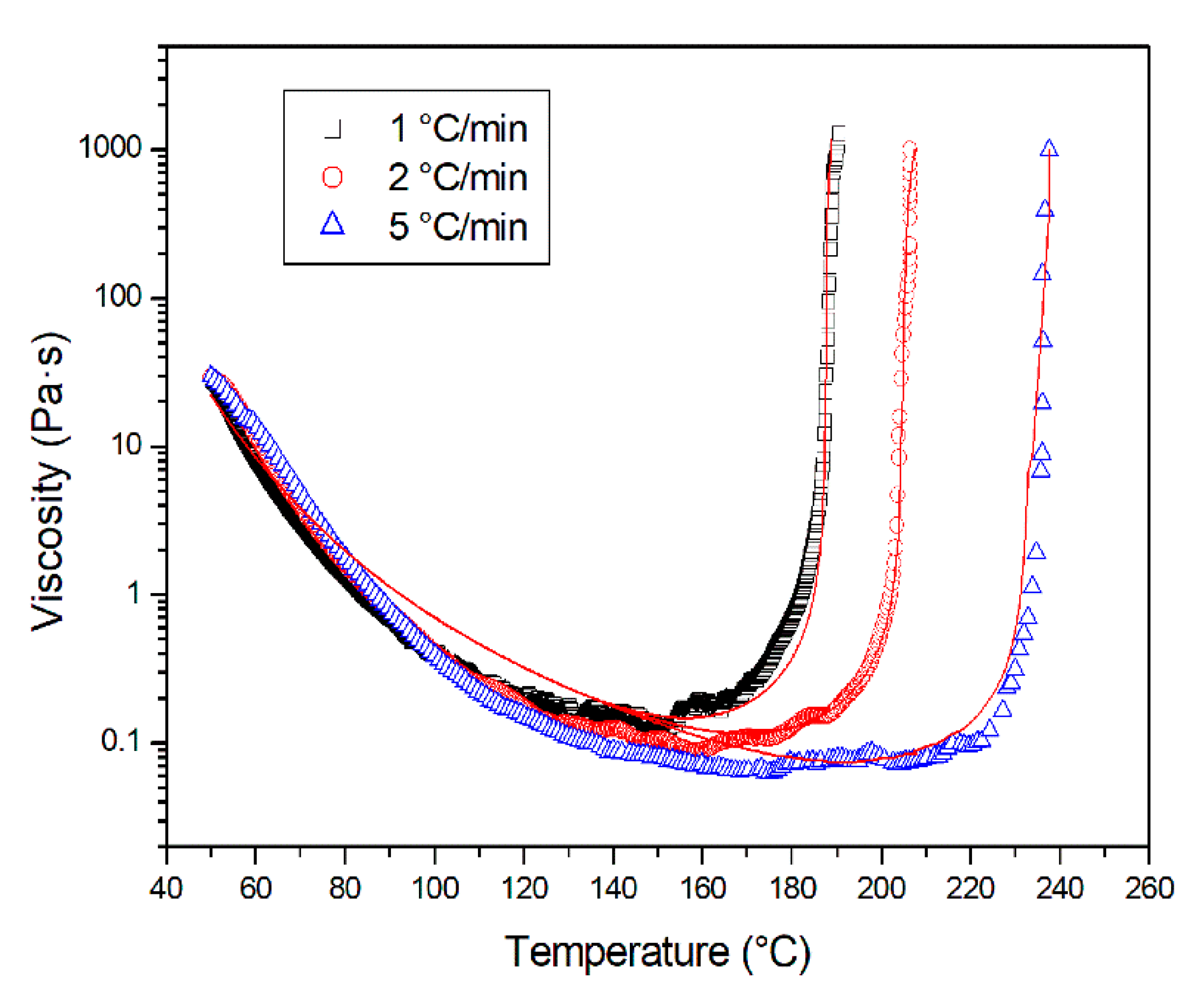
3.4. Resin Characterization
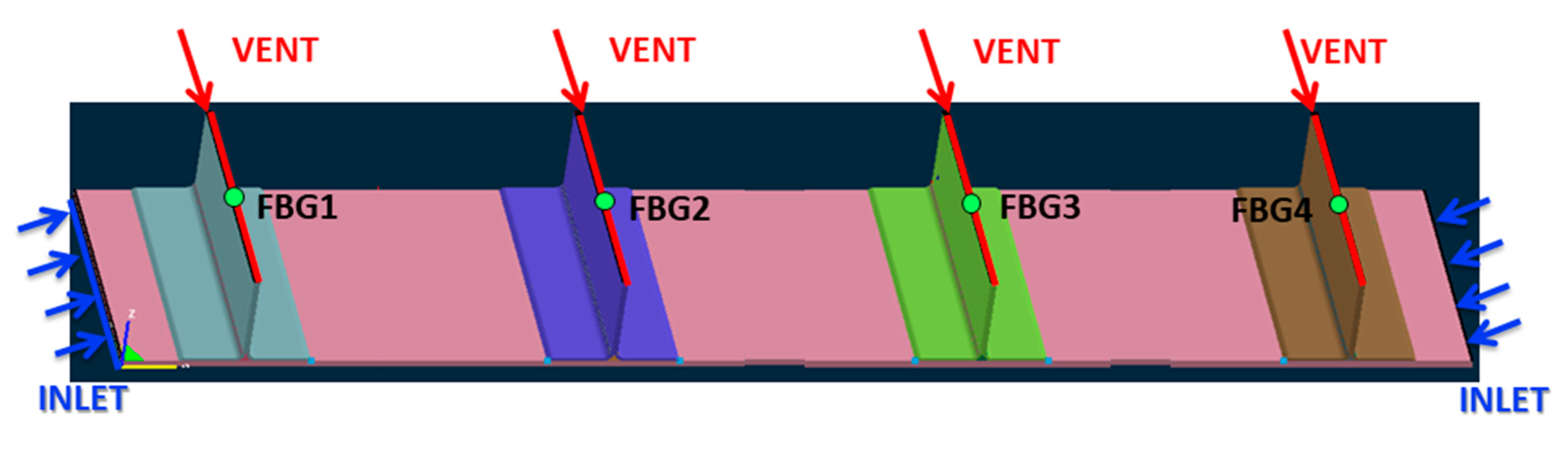
3.5. Infusion Monitoring by Fiber Bragg Grating Sensors
3.6. PAM-RTM
4. Results and Discussion
4.1. Permeability Measurement Results
4.2. Chemorheology of the Epoxy Matrix
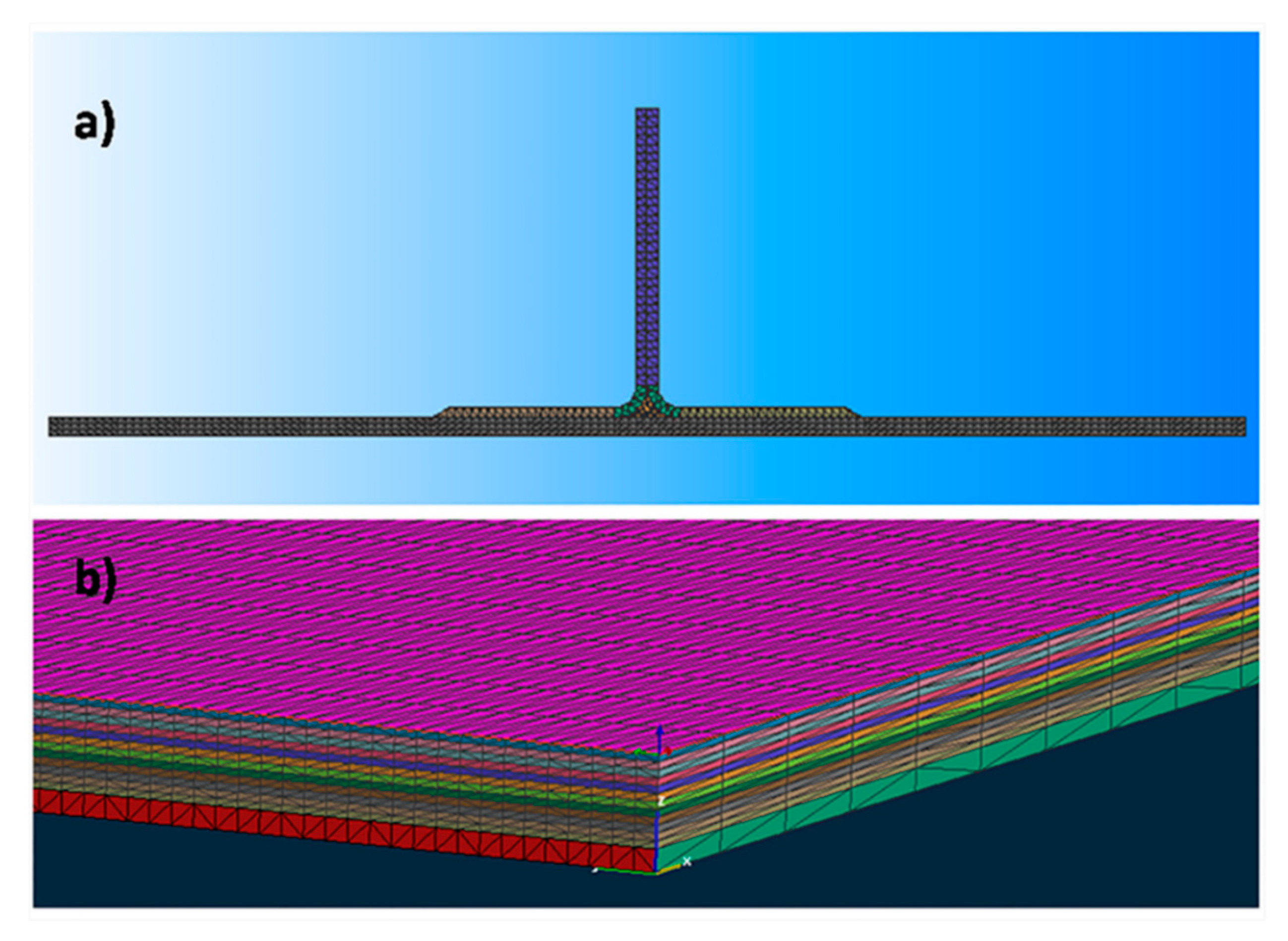
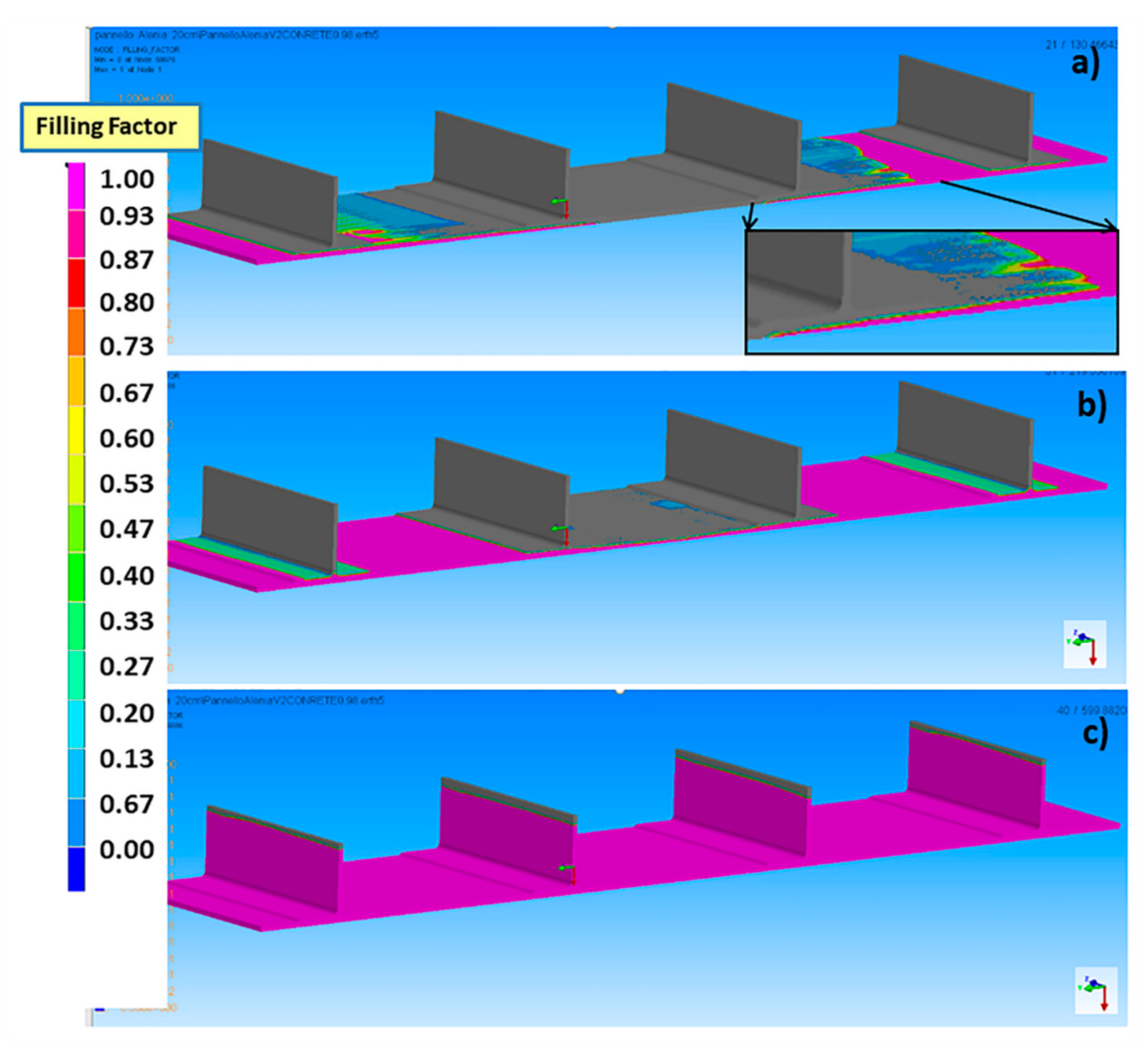
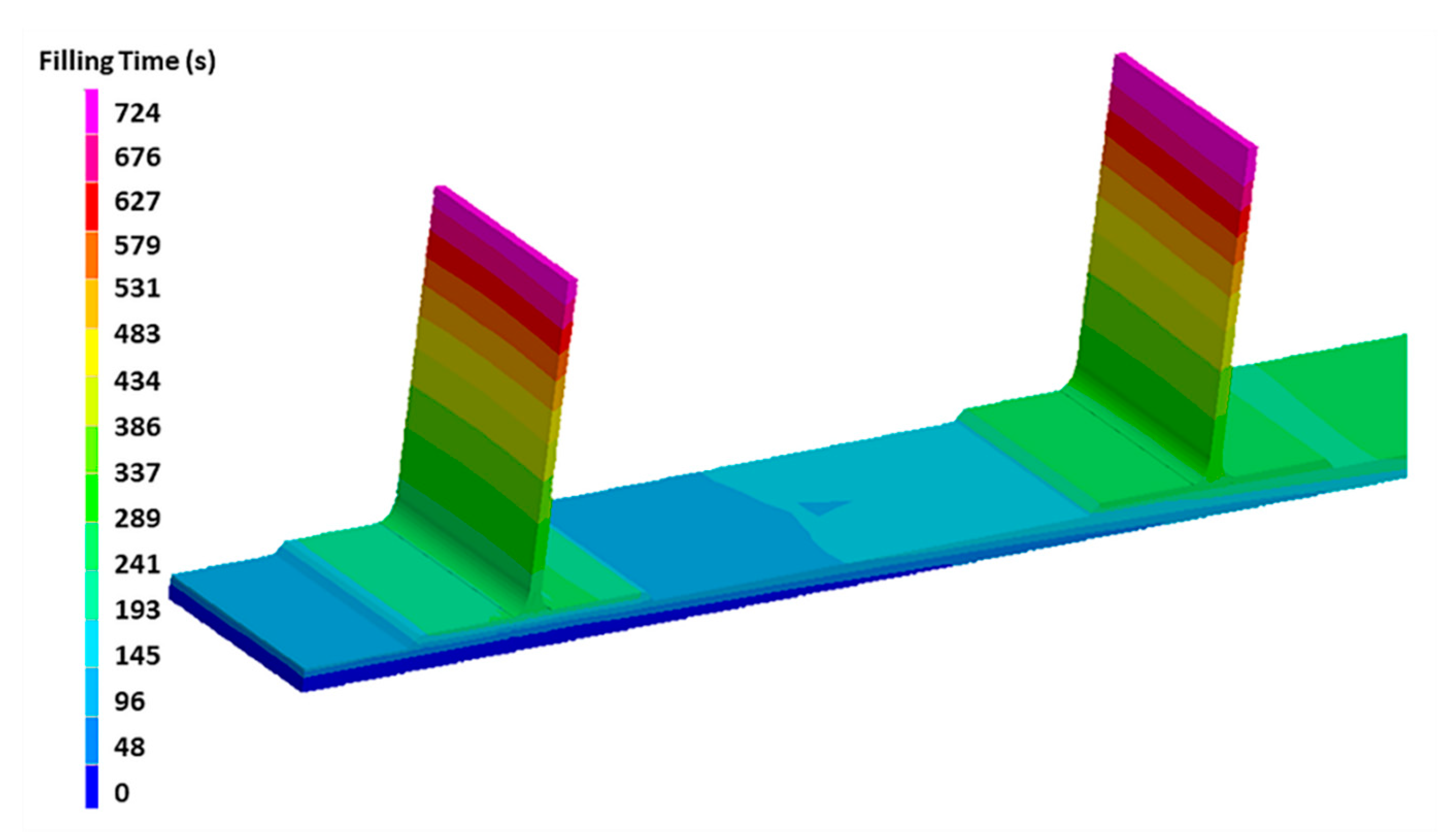
4.3. Simulation of the Infusion Process of a Stiffened Panel
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Barra, G.; Guadagno, L.; Vertuccio, L.; Simonet, B.; Santos, B.; Zarrelli, M.; Arena, M.; Viscardi, M. Different methods of dispersing carbon nanotubes in epoxy resin and initial evaluation of the obtained nanocomposite as a matrix of carbon fiber reinforced laminate in terms of vibroacoustic performance and flammability. Materials 2019, 12, 2998. [Google Scholar] [CrossRef]
- Martulli, L.M.; Creemers, T.; Schöberl, E.; Hale, N.; Kerschbaum, M.; Lomov, S.V.; Swolfs, Y. A thick-walled sheet moulding compound automotive component: Manufacturing and performance. Compos. Part A Appl. Sci. Manuf. 2020, 128, 105688. [Google Scholar] [CrossRef]
- Tiuc, A.E.; Nemeş, O.; Vermeşan, H.; Toma, A.C. New sound absorbent composite materials based on sawdust and polyurethane foam. Compos. Part B Eng. 2019, 165, 120–130. [Google Scholar] [CrossRef]
- Dell’Anna, R.; Lionetto, F.; Montagna, F.; Maffezzoli, A. Lay-up and consolidation of a composite pipe by in situ ultrasonic welding of a thermoplastic matrix composite tape. Materials 2018, 11, 786. [Google Scholar] [CrossRef] [PubMed]
- Lionetto, F.; Timo, A.; Frigione, M. Cold-cured epoxy-based organic–inorganic hybrid resins containing deep eutectic solvents. Polymers 2019, 11, 14. [Google Scholar] [CrossRef] [PubMed]
- Lionetto, F.; López-Muñoz, R.; Espinoza-González, C.; Mis-Fernández, R.; Rodríguez-Fernández, O.; Maffezzoli, A. A study on exfoliation of expanded graphite stacks in candelilla wax. Materials 2019, 12, 2530. [Google Scholar] [CrossRef] [PubMed]
- Rubino, F.; Carlone, P. A semi-analytical model to predict infusion time and reinforcement thickness in VARTM and SCRIMP processes. Polymers 2019, 11, 20. [Google Scholar] [CrossRef]
- Maung, P.P.; Htet, T.L.; Malysheva, G.V. Simulation and optimization of vacuum assisted resin infusion process for large-sized structures made of carbon fiber-reinforced plastics. In Proceedings of the IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; Volume 709, p. 22041. [Google Scholar]
- Afendi, M.; Banks, W.M.; Kirkwood, D. Bubble free resin for infusion process. Compos. Part A Appl. Sci. Manuf. 2005, 36, 739–746. [Google Scholar] [CrossRef]
- Greco, A.; Lionetto, F.; Maffezzoli, A. Processing and characterization of amorphous polyethylene terephthalate fibers for the alignment of carbon nanofillers in thermosetting resins. Polym. Compos. 2015, 36, 1096–1103. [Google Scholar] [CrossRef]
- Hu, Q.; Memon, H.; Qiu, Y.; Wei, Y. The Failure mechanism of composite stiffener components reinforced with 3D woven fabrics. Materials 2019, 12, 2221. [Google Scholar] [CrossRef]
- Wang, H.; Memon, H.; AM Hassan, E.; Miah, M.; Ali, M. Effect of jute fiber modification on mechanical properties of jute fiber composite. Materials 2019, 12, 1226. [Google Scholar] [CrossRef] [PubMed]
- Pillai, K.M. Modeling the unsaturated flow in liquid composite molding processes: A review and some thoughts. J. Compos. Mater. 2004, 38, 2097–2118. [Google Scholar] [CrossRef]
- Shevtsov, S.; Zhilyaev, I.; Chang, S.-H.; Wu, J.-K.; Huang, J.-P.; Snezhina, N. Experimental and numerical study of vacuum resin infusion for thin-walled composite parts. Appl. Sci. 2020, 10, 1485. [Google Scholar] [CrossRef]
- Menta, V.; Vuppalapati, R.; Chandrashekhara, K.; Schuman, T.; Sha, J. Elevated-temperature vacuum-assisted resin transfer molding process for high performance aerospace composites. Polym. Int. 2013, 62, 1465–1476. [Google Scholar] [CrossRef]
- Seong, D.G.; Kim, S.; Lee, D.; Yi, J.W.; Kim, S.W.; Kim, S.Y. Prediction of defect formation during resin impregnation process through a multi-layered fiber preform in resin transfer molding by a proposed analytical model. Materials 2018, 11, 2055. [Google Scholar] [CrossRef] [PubMed]
- Ehsani, A.; Rezaeepazhand, J.; Attaran, I. Fabrication of laminated composite grid structures using VIP. Fibers Polym. 2019, 20, 1909–1917. [Google Scholar] [CrossRef]
- Yenilmez, B.; Senan, M.; Sozer, E.M. Variation of part thickness and compaction pressure in vacuum infusion process. Compos. Sci. Technol. 2009, 69, 1710–1719. [Google Scholar] [CrossRef]
- Carlone, P.; Rubino, F.; Paradiso, V.; Tucci, F. Multi-scale modeling and online monitoring of resin flow through dual-scale textiles in liquid composite molding processes. Int. J. Adv. Manuf. Technol. 2018, 96, 2215–2230. [Google Scholar] [CrossRef]
- Ma, L.; Athreya, S.R.; Mehta, R.; Barpanda, D.; Shafi, A. Numerical modeling and experimental validation of nonisothermal resin infusion and cure processes in large composites. J. Reinf. Plast. Compos. 2017, 36, 780–794. [Google Scholar] [CrossRef]
- Heider, D.; Simacek, P.; Dominauskas, A.; Deffor, H.; Advani, S.; Gillespie Jr, J.W. Infusion design methodology for thick-section, low-permeability preforms using inter-laminar flow media. Compos. Part A Appl. Sci. Manuf. 2007, 38, 525–534. [Google Scholar] [CrossRef]
- Achim, V.; Ruiz, E. Guiding selection for reduced process development time in RTM. Int. J. Mater. Form. 2010, 3, 1277–1286. [Google Scholar] [CrossRef]
- Lionetto, F.; Moscatello, A.; Maffezzoli, A. Effect of binder powders added to carbon fiber reinforcements on the chemoreology of an epoxy resin for composites. Compos. Part B Eng. 2017, 112, 243–250. [Google Scholar] [CrossRef]
- Kozioł, M.; Rydarowski, H.; Myalski, J. Evaluation of vacuum resin infusion process on selected glass fibre preforms. Compos. Theory Pract. 2012, 12, 285–290. [Google Scholar]
- Genna, S.; Papa, I.; Lopresto, V.; Tagliaferri, V. Mechanical characterisation of CFRP laminates with recycled carbon fiber obtained by resin infusion under Flexible Tooling (RIFT) technology. Compos. Sci. Technol. 2020, 199, 108328. [Google Scholar] [CrossRef]
- Chebil, N.; Deléglise-Lagardère, M.; Park, C.H. Efficient numerical simulation method for three dimensional resin flow in laminated preform during liquid composite molding processes. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105519. [Google Scholar] [CrossRef]
- Chen, Z.; Pan, S.; Zhou, Z.; Lei, T.; Dong, B.; Xu, P. The effect of shear deformation on permeability of 2.5 d woven preform. Materials 2019, 12, 3594. [Google Scholar] [CrossRef]
- Lionetto, F.; Montagna, F.; Maffezzoli, A. Out-of-plane permeability evaluation of carbon fiber preforms by ultrasonic wave propagation. Materials 2020, 13, 2684. [Google Scholar] [CrossRef] [PubMed]
- Park, C.H.; Krawczak, P. Unsaturated and saturated permeabilities of fiber reinforcement: Critics and suggestions. Front. Mater. 2015, 2, 38. [Google Scholar] [CrossRef]
- Agogue, R.; Chebil, N.; Deleglise-Lagardere, M.; Beauchene, P.; Park, C.H. Efficient permeability measurement and numerical simulation of the resin flow in low permeability preform fabricated by automated dry fiber placement. Appl. Compos. Mater. 2018, 25, 1169–1182. [Google Scholar] [CrossRef]
- Konstantopoulos, S.; Grössing, H.; Hergan, P.; Weninger, M.; Schledjewski, R. Determination of the unsaturated through-thickness permeability of fibrous preforms based on flow front detection by ultrasound. Polym. Compos. 2018, 39, 360–367. [Google Scholar] [CrossRef]
- Poodts, E.; Minak, G.; Mazzocchetti, L.; Giorgini, L. Fabrication, process simulation and testing of a thick CFRP component using the RTM process. Compos. Part B Eng. 2014, 56, 673–680. [Google Scholar] [CrossRef]
- Kamal, M.R. Thermoset characterization for moldability analysis. Polym. Eng. Sci. 1974, 14, 231–239. [Google Scholar] [CrossRef]
- Lionetto, F.; Buccoliero, G.; Pappadà, S.; Maffezzoli, A. Resin pressure evolution during autoclave curing of epoxy matrix composites. Polym. Eng. Sci. 2017, 57, 631–637. [Google Scholar] [CrossRef]
- Lionetto, F.; Timo, A.; Frigione, M. Curing kinetics of epoxy-deep eutectic solvent mixtures. Thermochim. Acta 2015, 612, 70–78. [Google Scholar] [CrossRef]
- PRISM EP2400. Available online: https://www.solvay.com/en/product/prism-ep2400 (accessed on 10 July 2020).
- Mallick, P.K. Processing of Polymer Matrix Composites: Processing and Applications; CRC Press: Boca Raton, FL, USA, 2017; ISBN 1466578238. [Google Scholar]
- Patiño, I.; Vargas, C.; Vanegas, J. Methods for permeability measurements of fibrous reinforced preforms. Rev. Fac. Ing. Univ. Antioquia 2014, 72, 186–202. [Google Scholar]
- May, D.; Aktas, A.; Advani, S.G.; Berg, D.C.; Endruweit, A.; Fauster, E.; Lomov, S.V.; Long, A.; Mitschang, P.; Abaimov, S. In-plane permeability characterization of engineering textiles based on radial flow experiments: A benchmark exercise. Compos. Part A Appl. Sci. Manuf. 2019, 121, 100–114. [Google Scholar] [CrossRef]
- PAM RTM. Available online: www.esi-group.com (accessed on 10 July 2020).
- Lelli, G.; Terenzi, A.; Kenny, J.M.; Torre, L. Modelling of the chemo-rheological behavior of thermosetting polymer nanocomposites. Polym. Compos. 2009, 30, 1–12. [Google Scholar] [CrossRef]
- Garschke, C.; Parlevliet, P.P.; Weimer, C.; Fox, B.L. Cure kinetics and viscosity modelling of a high-performance epoxy resin film. Polym. Test. 2013, 32, 150–157. [Google Scholar] [CrossRef]
- Lionetto, F.; Pappadà, S.; Buccoliero, G.; Maffezzoli, A. Finite element modeling of continuous induction welding of thermoplastic matrix composites. Mater. Des. 2017, 120, 212–221. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Permeability | TX1100 Preform | BNCF Preform | Distribution Medium |
|---|---|---|---|
| K1 (µm2) | 2.81 ± 0.55 | 1.73 ± 0.57 | 1700 ± 160 |
| K2 (µm2) | 0.38 ± 0.43 | 1.68 ± 0.01 | 1700 ± 160 |
| K3 (µm2) [18] | 0.043 ± 0.009 | 0.036 ± 0.009 | not measured |
| k01 (s−1) | Ea1 (kJ/mol) | k02 (s−1) | Ea2 (kJ/mol) | m (-) | n (-) |
|---|---|---|---|---|---|
| 288,713 | 82.92 | 3596 | 60.43 | 0.45 | 0.89 |
| ηg0 (Pa·s) | C1 (-) | C2 (K) | αg (-) | A (-) | B (-) |
|---|---|---|---|---|---|
| 3.9 × 109 | 28.7 | 30.7 | 0.46 | 2.05 | 1.9 |
| Filling Temperature (°C) | ΔP (bar) | Filling Time (s) | Degree of Curing α (%) |
|---|---|---|---|
| 100 | 0.90 | 724 | 0.64 |
| 100 | 0.98 | 654 | 0.62 |
| 110 | 0.90 | 457 | 0.125 |
| 110 | 0.98 | 420 | 0.127 |
| Filling Time (s) | ||
|---|---|---|
| Numerical | Experimental | |
| FBG1 | 719 | 764 |
| FBG2 | 724 | 700 |
| FBG3 | 724 | 705 |
| FBG4 | 719 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lionetto, F.; Moscatello, A.; Totaro, G.; Raffone, M.; Maffezzoli, A. Experimental and Numerical Study of Vacuum Resin Infusion of Stiffened Carbon Fiber Reinforced Panels. Materials 2020, 13, 4800. https://doi.org/10.3390/ma13214800
Lionetto F, Moscatello A, Totaro G, Raffone M, Maffezzoli A. Experimental and Numerical Study of Vacuum Resin Infusion of Stiffened Carbon Fiber Reinforced Panels. Materials. 2020; 13(21):4800. https://doi.org/10.3390/ma13214800
Chicago/Turabian StyleLionetto, Francesca, Anna Moscatello, Giuseppe Totaro, Marco Raffone, and Alfonso Maffezzoli. 2020. "Experimental and Numerical Study of Vacuum Resin Infusion of Stiffened Carbon Fiber Reinforced Panels" Materials 13, no. 21: 4800. https://doi.org/10.3390/ma13214800
APA StyleLionetto, F., Moscatello, A., Totaro, G., Raffone, M., & Maffezzoli, A. (2020). Experimental and Numerical Study of Vacuum Resin Infusion of Stiffened Carbon Fiber Reinforced Panels. Materials, 13(21), 4800. https://doi.org/10.3390/ma13214800