Surface Nanostructuring of a CuAlBe Shape Memory Alloy Produces a 10.3 ± 0.6 GPa Nanohardness Martensite Microstructure

 ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
- (a)
- A Cu-11.4%Al-0.5%Be alloy (wt%) was produced in a high frequency magnetic induction furnace under argon atmosphere and transformed to the β-phase according to the method of Flores-Zuñiga et al. [39]. The martensite start temperature Ms = 253 K was measured on a TA Instruments Q100 differential scanning calorimeter in a temperature range of 233 to 473 K with a ramp of 20 K/min. As a reference, Montecinos et al. [40], analysing a material with the same composition, report Ms = 247 K, Mf = 213 K, As = 233 K and Af = 271 K.
- (b)
- The β-transformed billet was sliced to produce samples for different experiments. One set of samples was used in the as cast-state (AC), another was subject to a hot rolling (HR) reduction of 95% at 750 °C, followed by quenching in water at room temperature.
- (c)
- Wear tests and characterisation were performed on as-cast (AC) material and hot-rolled (HR) material. Square test specimens of 2 mm thickness and 20 mm width were cut with a water-cooled diamond-based metallographic cutting disk and polished according to standard metallographic practice (ASTM E3-2017 [41]) to a surface finish with root mean square roughness (Rms) equal to 25 nm. Five samples each were tested for the AC and HR states.
- (d)
- Surface modification was performed using a purpose-built coaxial tribometer (details of the configuration and test procedures can be found in [13]). The test consists of pressing an AISI9840 steel cylindrical pin against the surface to be tested. The contact surface of the pin is a spherical cap with radius of curvature of 200 mm. Contact is made by applying a constant normal load on the pin in contact with the test specimen. In the earlier work on Al, AlSn, and Cu, the load was fixed at 100 N. Here, 400 N was used due to the higher hardness of the CuAlBe alloy. Before testing, the pins are cleaned and polished to a Rms of 25 nm. Sphericity of the pins is tested periodically and worn pins are discarded. Each test is executed on a new, freshly polished specimen.
- (e)
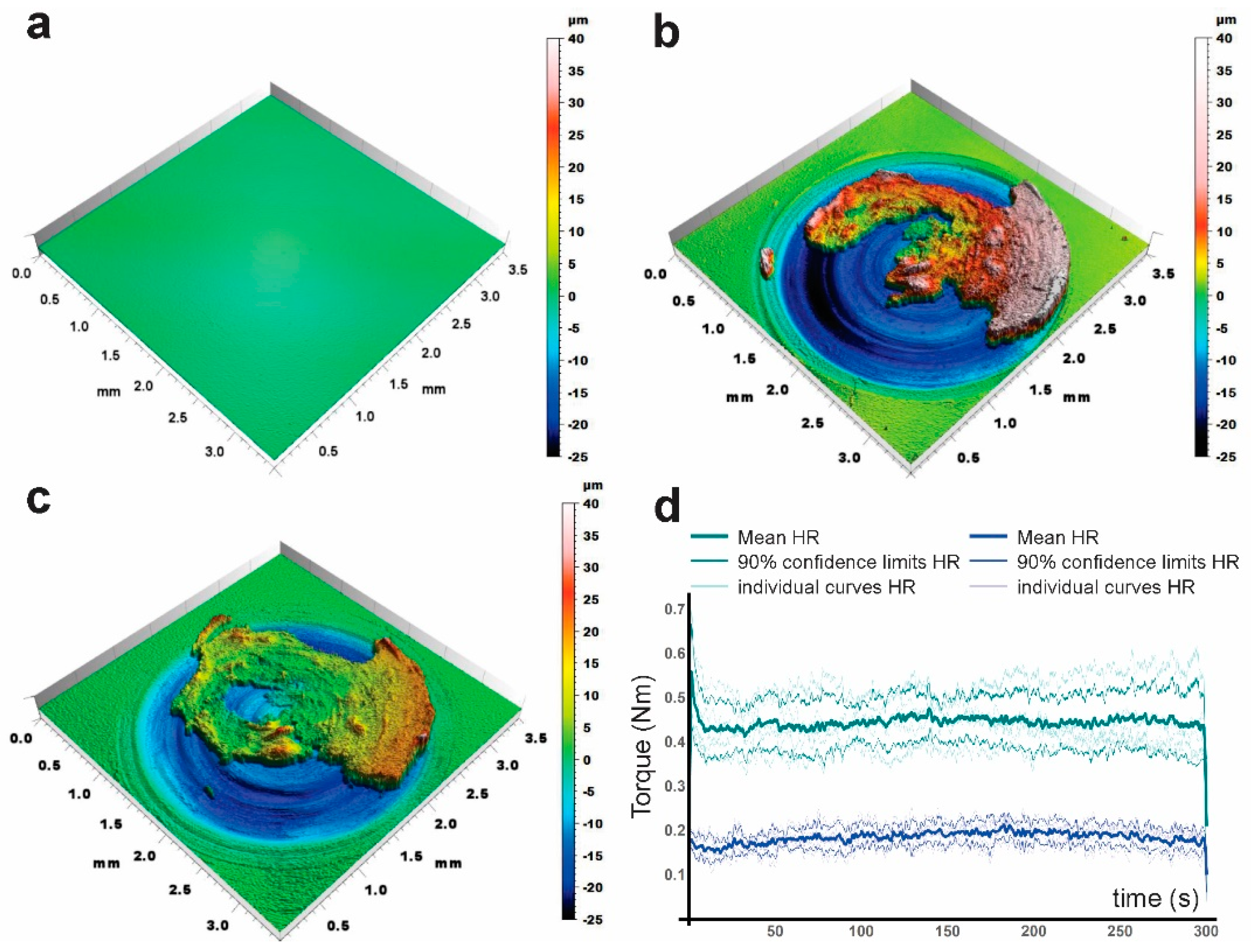
- The pin is rotated around its own axis at a speed of 60 rpm for 5 min, resulting in 300 cycles per test. A closed-loop feedback system is used to maintain constant load and rotating speed. Load and torque are registered at 0.01 s intervals during the entire test. The test is executed at room temperature. Temperature increase in copper-based alloys is below 2 °C due to the high thermal conductivity of copper and of the aluminium sample holder [24].
- (f)
- Samples were weighted before and after the test with a precision of 0.1 mg. No significant weight changes were found. Therefore, wear damage is quantified by the diameter of the wear track, surface roughness and the torque required to rotate the pin under the applied load.
- (g)
- Topography before and after wear testing was measured with a Nanovea optical profilometer using Chromatic Confocal Technology. Rms was calculated after subtracting a 5th-degree fitted polynomial to eliminate the long-range surface topography induced by the test. The Rms after the test is a measure of surface damage for samples which do not show significant weight loss and has been shown to correlate with the measured torque [13].
- (h)
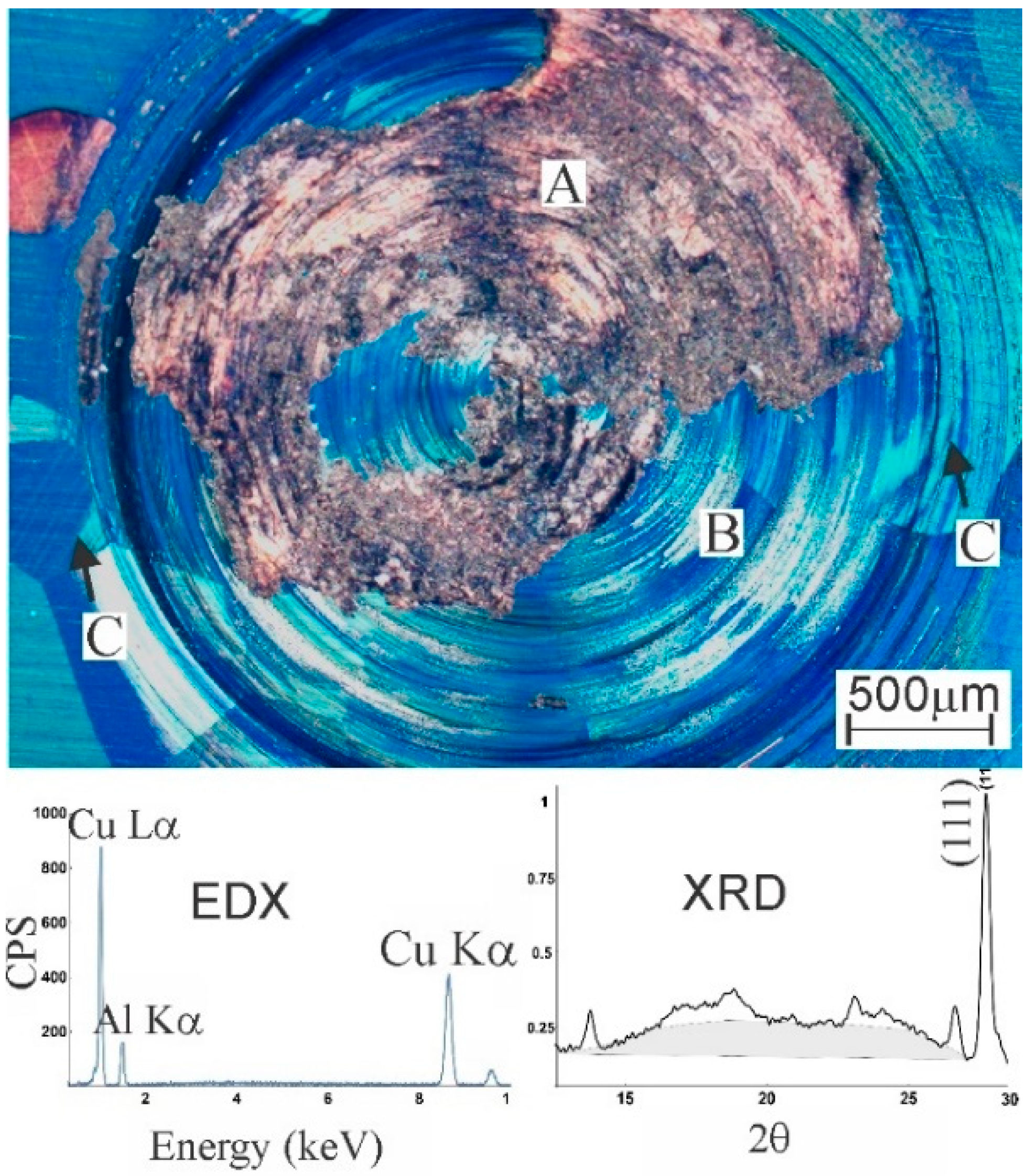
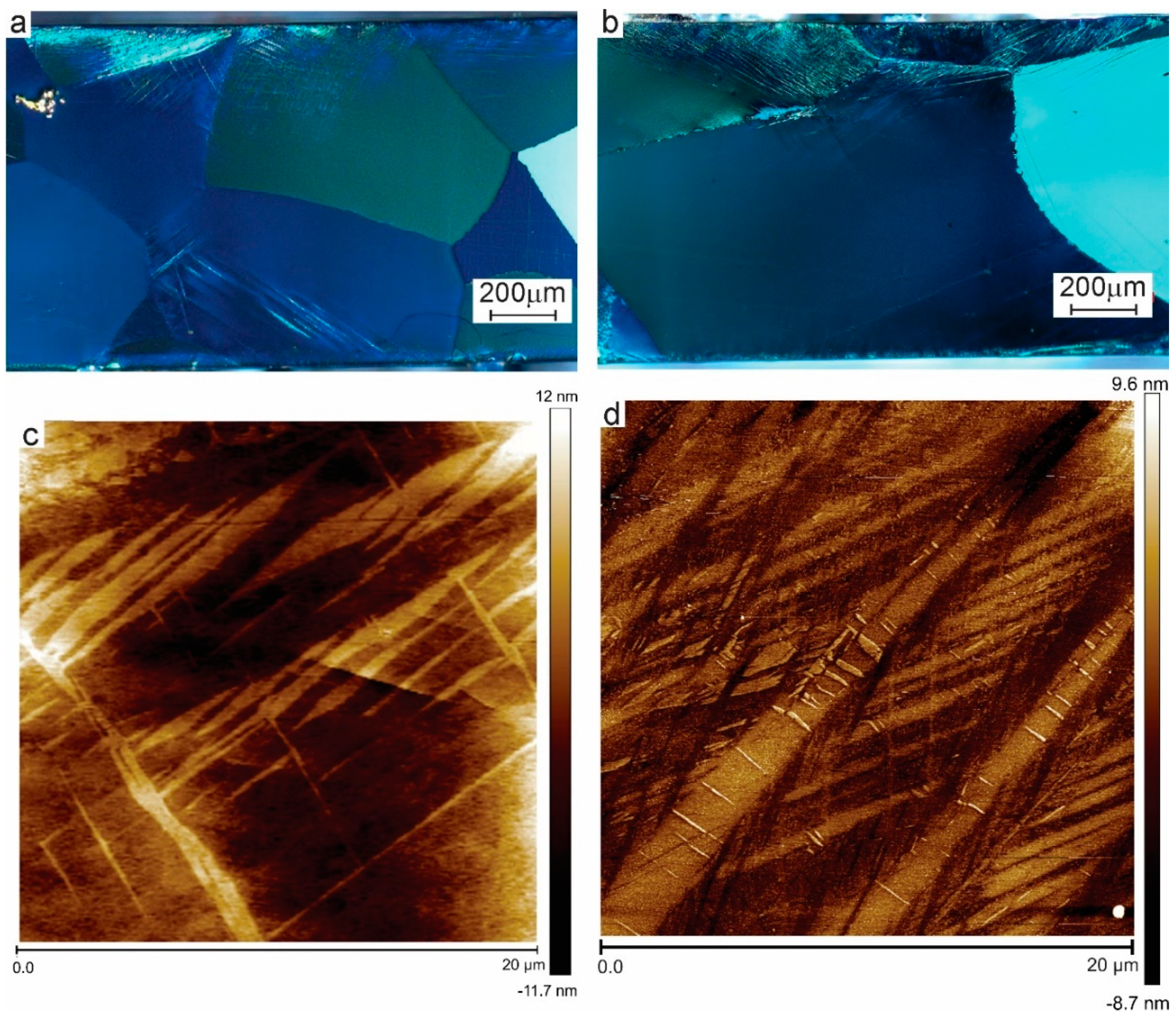
- Observations of the worn surface and metallographic sections were performed by polarised light microscopy on a Zeiss Axio Imager A2m reflected light microscope under crossed polarisers. Under these conditions, the cubic DO3 austenite phase, which is optically isotropic, should appear dark, while the monoclinic R19 martensite is optically active and will produce bright features in the micrograph. However, the presence of a naturally formed oxide layer on the alloy causes the austenite phase to appear in blue-green tones, without losing the sharp contrast expected from martensite.
- (i)
- Electron microscopy observations were performed using a Philips XL20 Scanning Electron Microscope (SEM) with an Oxford Instruments Energy Dispersive X-ray Spectroscope (EDS) and the INCA software system.
- (j)
- X-ray diffraction (XRD) was performed on a Rigaku Ultima IV diffractometer using Co Kα radiation in a 2θ-range from 10° to 30° in steps of 0.02° with 2.4 s per step.
- (k)
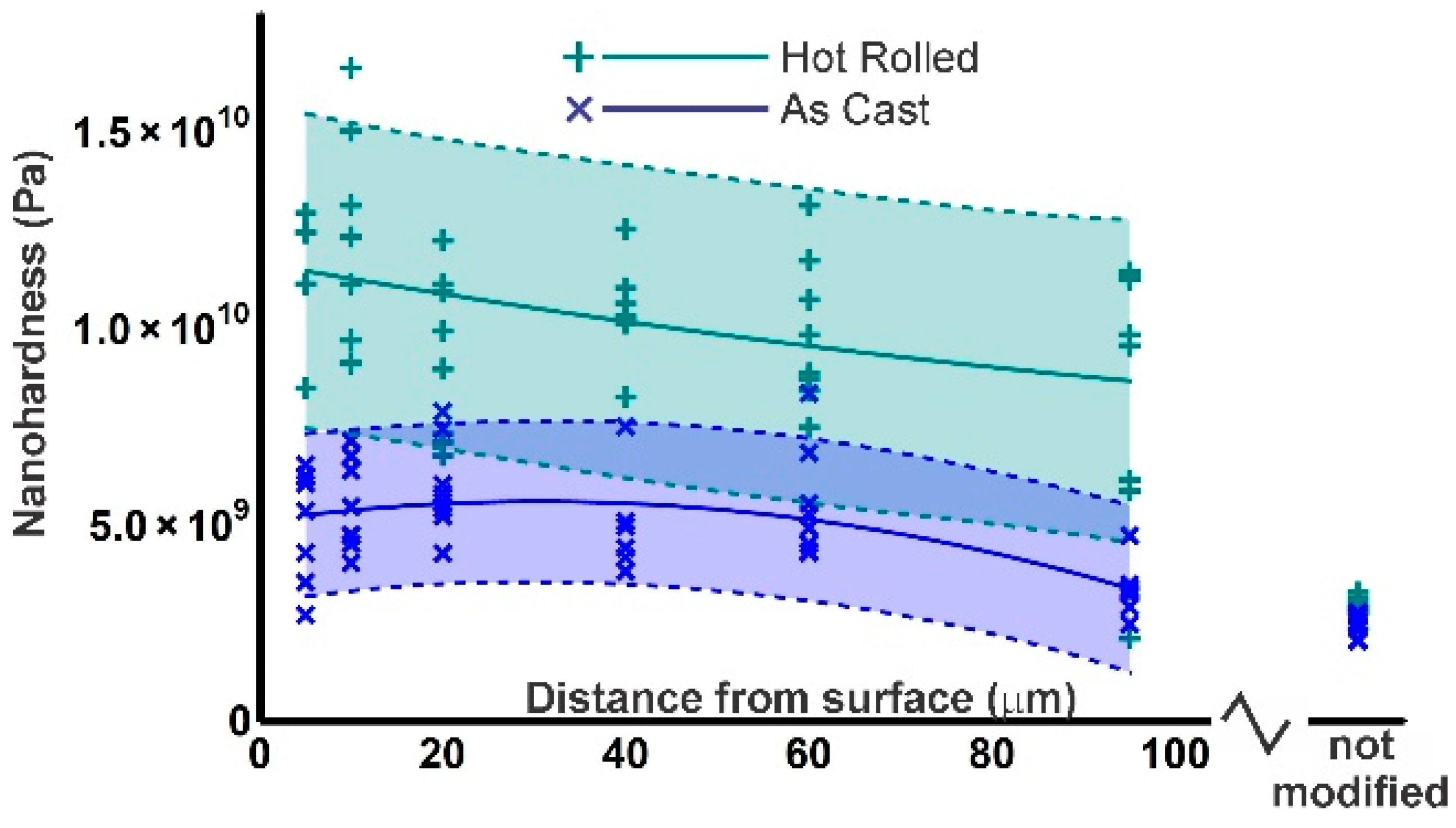
- Atomic force microscopy on polished sections through the centre of the wear zone was performed in contact mode on a Bruker Innova AFM. Nanoindentation measurements were made with a Berkovich indenter with a tip radius of 50 nm on the same AFM. The maximum applied load in nanoindentation was 100 µN with a holding time of 10 s. Post-indentation scans were made in tapping mode to determine the presence of pile-ups/sink-ins. Contact depth was calculated using the Oliver and Pharr method [42,43]. Pile up correction was performed with the semi-ellipse method described by Kese [44,45].
3. Results
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructured materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- RValiev, Z.; Estrin, Y.; Horita, Z.; Langdon, T.G.; Zechetbauer, M.J.; Zhu, Y.T. Producing bulk ultrafine-grained materials by severe plastic deformation. JOM 2006, 58, 33–39. [Google Scholar] [CrossRef] [Green Version]
- Valiev, R.Z.; Estrin, Y.; Horita, Z.; Langdon, T.G.; Zechetbauer, M.J.; Zhu, Y.T. Fundamentals of superior properties in bulk nanoSPD materials. Mater. Res Lett. 2016, 4, 1–21. [Google Scholar] [CrossRef]
- Huang, L.; Lu, J.; Troyon, M. Nanomechanical properties of nanostructured titanium prepared by SMAT. Surf. Coat. Technol. 2006, 201, 208–213. [Google Scholar] [CrossRef]
- Hu, T.; Wen, C.S.; Sun, G.Y.; Wu, S.L.; Chu, C.L.; Wu, Z.W.; Li, G.Y.; Lu, J.; Yeung, K.W.H.; Chu, P.K. Wear resistance of NiTi alloy after surface mechanical attrition treatment. Surf. Coat. Technol. 2010, 205, 506–510. [Google Scholar] [CrossRef]
- Li, D.Z.; Wei, Y.H.; Hou, L.F.; Lin, W.M. Microstructural Evolution of Surface Layer of TWIP Steel Deformed by Mechanical Attrition Treatment. J. Iron Steel Res. 2012, 19, 38–46. [Google Scholar] [CrossRef]
- Shankar, M.R.; Rao, B.C.; Lee, S.; Chandrasekar, S.; King, A.H.; Compton, W.D. Severe plastic deformation (SPD) of titanium at near-ambient temperature. Acta Mater. 2006, 54, 3691–3700. [Google Scholar] [CrossRef]
- Zhao, W.; Liu, D.; Chiang, R.; Qin, H.; Zhang, X.; Zhang, H.; Liu, J.; Ren, Z.; Zhang, R.; Doll, G.L.; et al. Effects of Ultrasonic Nanocrystal Surface Modification on the Surface Integrity, Microstructure, and Wear Resistance of 300M Martensitic Ultra-High Strength Steel. J. Mater. Proc. Technol. 2020, 285, 116767. [Google Scholar] [CrossRef]
- Zhang, F.C.; Yang, Z.N.; Qian, L.H.; Liu, F.C.; Lv, B.; Zhang, M. High speed pounding: A novel technique for the preparation of a thick surface layer with a hardness gradient distribution on Hadfield steel. Scr. Mater. 2011, 64, 560–563. [Google Scholar] [CrossRef]
- Chen, C.; Lv, B.; Feng, X.; Zhang, F.; Beladi, H. Strain hardening and nanocrystallization behaviors in Hadfield steel subjected to surface severe plastic deformation. Mater. Sci. Eng. A 2018, 729, 178–184. [Google Scholar] [CrossRef]
- Fujioka, T.; Horita, Z. Development of high-pressure sliding process for microstructural refinement of rectangular metallic sheets. Mater. Trans. 2009, 50, 930–933. [Google Scholar] [CrossRef] [Green Version]
- Deng, S.Q.; Godfrey, A.; Liu, W.; Zhang, C.L. Microstructural evolution of pure copper subjected to friction sliding deformation at room temperature. Mater. Sci. Eng. A 2015, 639, 448–455. [Google Scholar] [CrossRef]
- Figueroa, C.G.; Jacobo, V.H.; Ortiz, A.; Schouwenaars, R. Critical analysis of a coaxial configuration for the characterization of adhesive wear and its application to Al and Al–Sn alloys. Tribol. Lett. 2015, 59, 14. [Google Scholar] [CrossRef]
- Ren, C.X.; Wang, Q.; Zhang, Z.J.; Zhang, P.; Zhang, Z.F. Surface strengthening behaviors of four structural steels processed by surface spinning strengthening. Mater. Sci. Eng. A 2017, 704, 262–273. [Google Scholar] [CrossRef]
- Ren, C.X.; Wang, Q.; Zhang, Z.J.; Zhu, Y.K.; Zhang, Z.F. A novel method for achieving gradient microstructure in a Cu–Al alloy: Surface spinning strengthening (3S). Acta Metall. Sin. (Engl. Lett.) 2017, 30, 212–217. [Google Scholar] [CrossRef]
- Ren, C.X.; Wang, Q.; Zhang, Z.J.; Yang, H.J.; Zhang, Z.F. Enhanced tensile and bending yield strengths of 304 stainless steel and H62 brass by surface spinning strengthening. Mater. Sci. Eng. A 2019, 754, 593–601. [Google Scholar] [CrossRef]
- Rigney, D.A.; Glaeser, W.A. The significance of near surface microstructure in the wear process. Wear 1978, 46, 241–250. [Google Scholar] [CrossRef]
- Rigney, D.A.; Hirth, J.P. Plastic deformation and sliding friction of metals. Wear 1979, 53, 345–370. [Google Scholar] [CrossRef]
- Rigney, D.A. Transfer, mixing and associated chemical and mechanical processes during the sliding of ductile materials. Wear 2000, 245, 1–9. [Google Scholar] [CrossRef]
- Rainforth, W.M. Microstructural evolution at the worn surface: A comparison of metals and ceramics. Wear 2000, 245, 162–177. [Google Scholar] [CrossRef]
- Meshi, L.; Samuha, S.; Cohen, S.R.; Laikhtman, A.; Moshkovich, A.; Perfilyev, V.; Lapsker, I.; Rapoport, L. Dislocation structure and hardness of surface layers under friction of copper in different lubricant conditions. Acta Mater. 2011, 59, 342–348. [Google Scholar] [CrossRef]
- Moshkovich, A.; Lapsker, I.; Feldman, Y.; Rapoport, L. Severe plastic deformation of four FCC metals during friction under lubricated conditions. Wear 2017, 386, 49–57. [Google Scholar] [CrossRef]
- Huang, C.X.; Hu, W.; Yang, G.; Zhang, Z.F.; Wu, S.D.; Wang, Q.Y.; Gottstein, G. The effect of stacking fault energy on equilibrium grain size and tensile properties of nanostructured copper and copper–aluminum alloys processed by equal channel angular pressing. Mater. Sci. Eng. A 2012, 556, 638–647. [Google Scholar] [CrossRef]
- Figueroa, C.G.; Schouwenaars, R.; Cortés-Pérez, J.; Petrov, R.; Kestens, L. Ultrafine gradient microstructure induced by severe plastic deformation under sliding contact conditions in copper. Mater. Char. 2018, 138, 263–273. [Google Scholar] [CrossRef]
- Schouwenaars, R.; Jacobo, V.H.; Ortiz, A. Microstructural aspects of wear in soft tribological alloys. Wear 2007, 263, 727–735. [Google Scholar] [CrossRef]
- Kapoor, A.; Franklin, F.J. Tribological layers and the wear of ductile materials. Wear 2000, 245, 204–215. [Google Scholar] [CrossRef]
- Kapoor, A. Wear by plastic ratchetting. Wear 1997, 212, 119–130. [Google Scholar] [CrossRef]
- van Humbeeck, J. Non-medical applications of shape memory alloys. Mater. Sci. Eng. A 1999, 273–275, 134–148. [Google Scholar] [CrossRef]
- Lagoudas, D.C.; Entchev, P.B. Modeling of transformation-induced plasticity and its effect on the behavior of porous shape memory alloys. Part I: Constitutive model for fully dense SMAs. Mech. Mater. 2004, 36, 865–892. [Google Scholar] [CrossRef]
- Entchev, P.B.; Lagoudas, D.C. Modeling of transformation-induced plasticity and its effect on the behavior of porous shape memory alloys. Part II: Porous SMA response. Mech. Mater. 2004, 36, 893–913. [Google Scholar] [CrossRef]
- Ebrahimi, P.; Arghavani, J.; Naghdabadi, R.; McGarry, J.P. On the effect of detwinning-induced plasticity in compressive cyclic loading of NiTi shape memory alloys. Mech. Mater. 2020, 148, 103451. [Google Scholar] [CrossRef]
- Jape, S.; Baxevanis, T.; Lagoudas, D.C. On the fracture toughness and stable crack growth in shape memory alloy actuators in the presence of transformation-induced plasticity. Int. J. Fract. 2018, 209, 117–130. [Google Scholar] [CrossRef]
- Paranjape, H.M.; Ng, B.; Ong, I.; Vien, L.; Huntley, C. Phase transformation volume amplitude as a low-cycle fatigue indicator in nickel–titanium shape memory alloys. Scr. Mater. 2020, 178, 442–446. [Google Scholar] [CrossRef]
- Lin, H.C.; He, J.L.; Chen, K.C.; Liao, H.M.; Lin, K.M. Wear characteristics of TiNi shape memory alloys. Metal. Mater. Trans. A 1997, 28, 1871–1877. [Google Scholar] [CrossRef]
- Li, D.Y. Wear behaviour of TiNi shape memory alloys. Scr. Mater. 1996, 34, 195–200. [Google Scholar] [CrossRef]
- Liu, R.; Li, D.Y. Experimental studies on tribological properties of pseudoelastic TiNi alloy with comparison to stainless steel 304. Metal. Mater. Trans. A 2000, 31, 2773–2783. [Google Scholar] [CrossRef]
- Gil, J.P.F.J.; Guilemany, J.M. Effect of microstructure on dry sliding wear behaviour in CuZnAl shape memory alloys. Acta Mater. 2002, 50, 3115–3124. [Google Scholar]
- Younes, A.; Nnamchi, P.; Medina, J.; Pérez, P.; Villapún, V.M.; Badimuro, F.; Kamnis, S.; Jimenez-Melero, E.; Gonzalez, S. Wear rate at RT and 100 °C and operating temperature range of microalloyed Cu50Zr50 shape memory alloy. J. Alloys Comp. 2020, 817, 153330. [Google Scholar] [CrossRef]
- Flores-Zúñiga, H.; Rios-Jara, D.; Guénin, G. In Situ TEM Observations of the Thermal Degradation of the Two Way Memory Effect in a Cu-Al-Be Alloy. J. Phys. IV 1995, 5, C8-1009. [Google Scholar]
- Montecinos, S.; Cuniberti, A.; Sepúlveda, A. Grain size and pseudoelastic behaviour of a Cu–Al–Be alloy. Mater. Charact. 2008, 59, 117–123. [Google Scholar] [CrossRef]
- ASTM Standard E3-01. Standard Guide for Preparation of Metallographic Specimens; ASTM International: West Conshohocken, PA, USA, 2007. [Google Scholar]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Kese, K.O.; Li, Z.C.; Bergman, B. Method to account for true contact area in soda-lime glass during nanoindentation with the Berkovich tip. Mater. Sci. Eng. A 2005, 404, 1–8. [Google Scholar] [CrossRef]
- Kese, K.O.; Li, Z.C. Semi-ellipse method for accounting for the pile-up contact area during nanoindentation with the Berkovich indenter. Scr. Mater. 2006, 55, 699–702. [Google Scholar] [CrossRef]
- Ruiz-Moreno, A.; Hähner, P.; Kurpaska, L.; Jagielski, J.; Spätig, P.; Trebala, M.; Hannula, S.P.; Merino, S.; de Diego, G.; Namburi, H.; et al. Round robin into best practices for the determination of indentation size effects. Nanomaterials 2020, 10, 130. [Google Scholar] [CrossRef] [Green Version]
- Lifshin, E. X-Ray Characterization of Materials; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar]
- Jiang, S.; Hu, L.; Zhang, Y.; Liang, Y. Nanocrystallization and amorphization of NiTi shape memory alloy under severe plastic deformation based on local canning compression. J. Non-Cryst. Solids 2013, 367, 23–29. [Google Scholar] [CrossRef]
- Świec, P.; Zubko, M.; Stróż, D.; Lekston, Z. Analysis of amorphous regions in severely marformed NiTi shape memory alloy. Int. J. Mater. Res. 2019, 110, 18–23. [Google Scholar] [CrossRef]
- Lu, L.; Chen, X.; Huang, X.; Lu, K. Revealing the maximum strength in nanotwinned copper. Science 2009, 323, 607–610. [Google Scholar] [CrossRef]
- Jian, W.W.; Cheng, G.M.; Xu, W.Z.; Yuan, H.; Tsai, M.H.; Wang, Q.D.; Koch, C.C.; Zhu, Y.T.; Mathaudhu, S.N. Ultrastrong Mg alloy via nano-spaced stacking faults. Mater. Res. Lett. 2013, 1, 61–66. [Google Scholar] [CrossRef]
- Zheng, S.; Beyerlein, I.J.; Carpenter, J.S.; Kang, K.; Wang, J.; Han, W.; Mara, N.A. High-strength and thermally stable bulk nanolayered composites due to twin-induced interfaces. Nat. Commun. 2013, 4, 1696. [Google Scholar] [CrossRef] [Green Version]
- Zeng, L.F.; Gao, R.; Xie, Z.M.; Miao, S.; Fang, Q.F.; Wang, X.P.; Zhang, T.; Liu, C.S. Development of interface-dominant bulk Cu/V nanolamellar composites by cross accumulative roll bonding. Sci. Rep. 2017, 17, 40742. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yan, W.; Fang, L.; Sun, K.; Xu, Y. Effect of surface work hardening on wear behavior of Hadfield steel. Mater. Sci. Eng. A 2007, 460–461, 542–549. [Google Scholar] [CrossRef]
- Zhou, Y.; Peng, J.F.; Luo, Z.P.; Cao, B.B.; Jin, X.S.; Zhu, M.H. Phase and microstructural evolution in white etching layer of a pearlitic steel during rolling–sliding friction. Wear 2016, 362, 8–17. [Google Scholar] [CrossRef]
- Guo, W.; Meng, Y.; Zhang, X.; Bedekar, V.; Bei, H.; Hyde, S.; Guo, Q.; Thompson, G.B.; Shivpuri, R.; Zuo, J.M.; et al. Extremely hard amorphous-crystalline hybrid steel surface produced by deformation induced cementite amorphization. Acta Mater. 2018, 152, 107–118. [Google Scholar] [CrossRef]
- Yu, H.; Yan, M.; Lu, C.; Tieu, A.K.; Li, H.; Zhu, Q.; Godbole, A.; Li, J.; Su, L.; Kong, C. Superstrength of nanograined steel with nanoscale intermetallic precipitates transformed from shock-compressed martensitic steel. Sci. Rep. 2016, 6, 36810. [Google Scholar] [CrossRef]
- Wang, Y.M.; Ma, E. Three strategies to achieve uniform tensile deformation in a nanostructured metal. Acta Mater. 2004, 52, 1699–1709. [Google Scholar] [CrossRef]
- Ma, E. Eight routes to improve the tensile ductility of bulk nanostructured metals and alloys. JOM 2006, 58, 49–53. [Google Scholar] [CrossRef]
- Wu, X.; Zhu, Y. Heterogeneous materials: A new class of materials with unprecedented mechanical properties. Mater. Res. Lett. 2017, 5, 527–532. [Google Scholar] [CrossRef]
- Ovid’Ko, I.A.; Valiev, R.Z.; Zhu, Y.T. Review on superior strength and enhanced ductility of metallic nanomaterials. Prog. Mater. Sci. 2018, 94, 462–540. [Google Scholar] [CrossRef]
- Rios-Jara, D.; Belkahlá, S.; Canales, A.; Flores, H.; Guénin, G. Elastic constants measurements of β Cu-Al-Be alloys. Scr. Metall. Mater. 1991, 25, 1351–1355. [Google Scholar] [CrossRef]
- Soer, W.A.; de Hosson, J.T.M. Detection of grain-boundary resistance to slip transfer using nanoindentation. Mater. Lett. 2005, 59, 3192–3195. [Google Scholar] [CrossRef] [Green Version]
- Ohmura, T.; Tsuzaki, K.; Yin, F. Nanoindentation-induced deformation behavior in the vicinity of single grain boundary of interstitial-free steel. Mater. Trans. 2005, 46, 2026–2029. [Google Scholar] [CrossRef] [Green Version]
- Ohmura, T.; Tsuzaki, K.; Matsuoka, S. Nanohardness measurement of high-purity Fe–C martensite. Scr. Mater. 2001, 45, 889–894. [Google Scholar] [CrossRef]
- Cocks, M. Interaction of sliding metal surfaces. J. Appl. Phys. 1962, 33, 2152–2161. [Google Scholar] [CrossRef]
- Challen, J.M.; Oxley, P.L.B. An explanation of the different regimes of friction and wear using asperity deformation models. Wear 1979, 53, 229–243. [Google Scholar] [CrossRef]
- Johnson, K.L. Contact Mechanics; Cambridge University Press: Cambridge, UK, 1987. [Google Scholar]
- Humphreys, F.J.; Hatherly, M. Recrystallisation and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 1995. [Google Scholar]
- Kustov, S.; Pons, J.; Cesari, E.; van Humbeeck, J.; Morin, M. Stabilization and hyperstabilization of Cu–Al–Be β1′ martensite by thermal treatment and plastic deformation. Mater. Sci. Eng. A 2004, 378, 283–288.63. [Google Scholar] [CrossRef]
- Tang, M.; Zhang, Y.; Jiang, S.; Yu, J.; Yan, B.; Zhao, C.; Yan, B. Microstructural evolution and related mechanisms in NiTiCu shape memory alloy subjected local canning compression. Intermetallics 2020, 118, 106700. [Google Scholar] [CrossRef]
- Bowers, M.L.; Gao, Y.; Yang, L.; Gaydosh, D.J.; de Graef, M.; Noebe, R.D.; Wang, Y.; Mills, M.J. Austenite grain refinement during load-biased thermal cycling of a Ni 49.9 Ti 50.1 shape memory alloy. Acta Mater. 2015, 91, 318–329. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Contact Track Diameter (mm) | Average Torque (Nm) | Rms Roughness (µm) | Austenite Hardness (GPa) | Martensite Hardness (GPa) | |
|---|---|---|---|---|---|
| CuAlBe AC | 2.4 ± 0.1 | 0.18 ± 0.02 | 0.64 ± 0.1 | 2.5 ± 0.3 | 2.1 ± 0.5 |
| CuAlBe HR | 3.2 ± 0.2 | 0.44 ± 0.06 | 4.1 ± 0.6 | 2.9 ± 0.2 | 2.1 ± 0.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Figueroa, C.G.; Jacobo, V.H.; Cortés-Pérez, J.; Schouwenaars, R. Surface Nanostructuring of a CuAlBe Shape Memory Alloy Produces a 10.3 ± 0.6 GPa Nanohardness Martensite Microstructure. Materials 2020, 13, 5702. https://doi.org/10.3390/ma13245702
Figueroa CG, Jacobo VH, Cortés-Pérez J, Schouwenaars R. Surface Nanostructuring of a CuAlBe Shape Memory Alloy Produces a 10.3 ± 0.6 GPa Nanohardness Martensite Microstructure. Materials. 2020; 13(24):5702. https://doi.org/10.3390/ma13245702
Chicago/Turabian StyleFigueroa, Carlos Gabriel, Víctor Hugo Jacobo, Jacinto Cortés-Pérez, and Rafael Schouwenaars. 2020. "Surface Nanostructuring of a CuAlBe Shape Memory Alloy Produces a 10.3 ± 0.6 GPa Nanohardness Martensite Microstructure" Materials 13, no. 24: 5702. https://doi.org/10.3390/ma13245702