Estimation of Specific Cutting Energy in an S235 Alloy for Multi-Directional Ultrasonic Vibration-Assisted Machining Using the Finite Element Method



Abstract
:1. Introduction
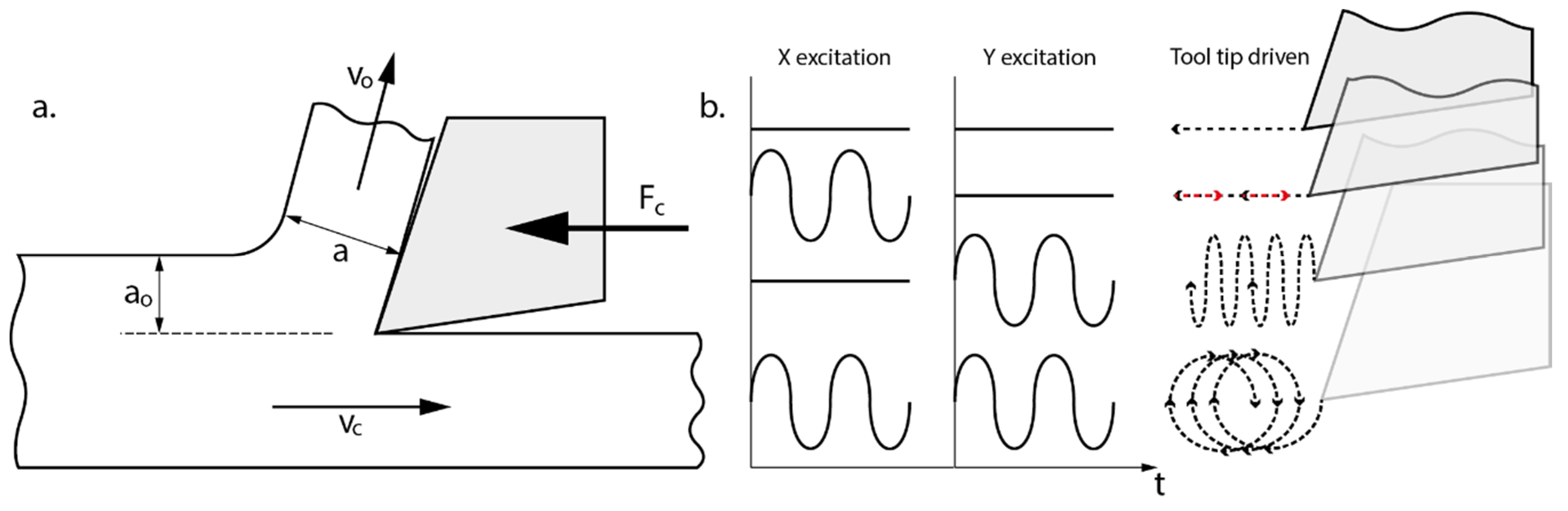
2. Model of Vibration-Assisted Machining
2.1. Cutting Conditions for VAM-1D and VAM-2D
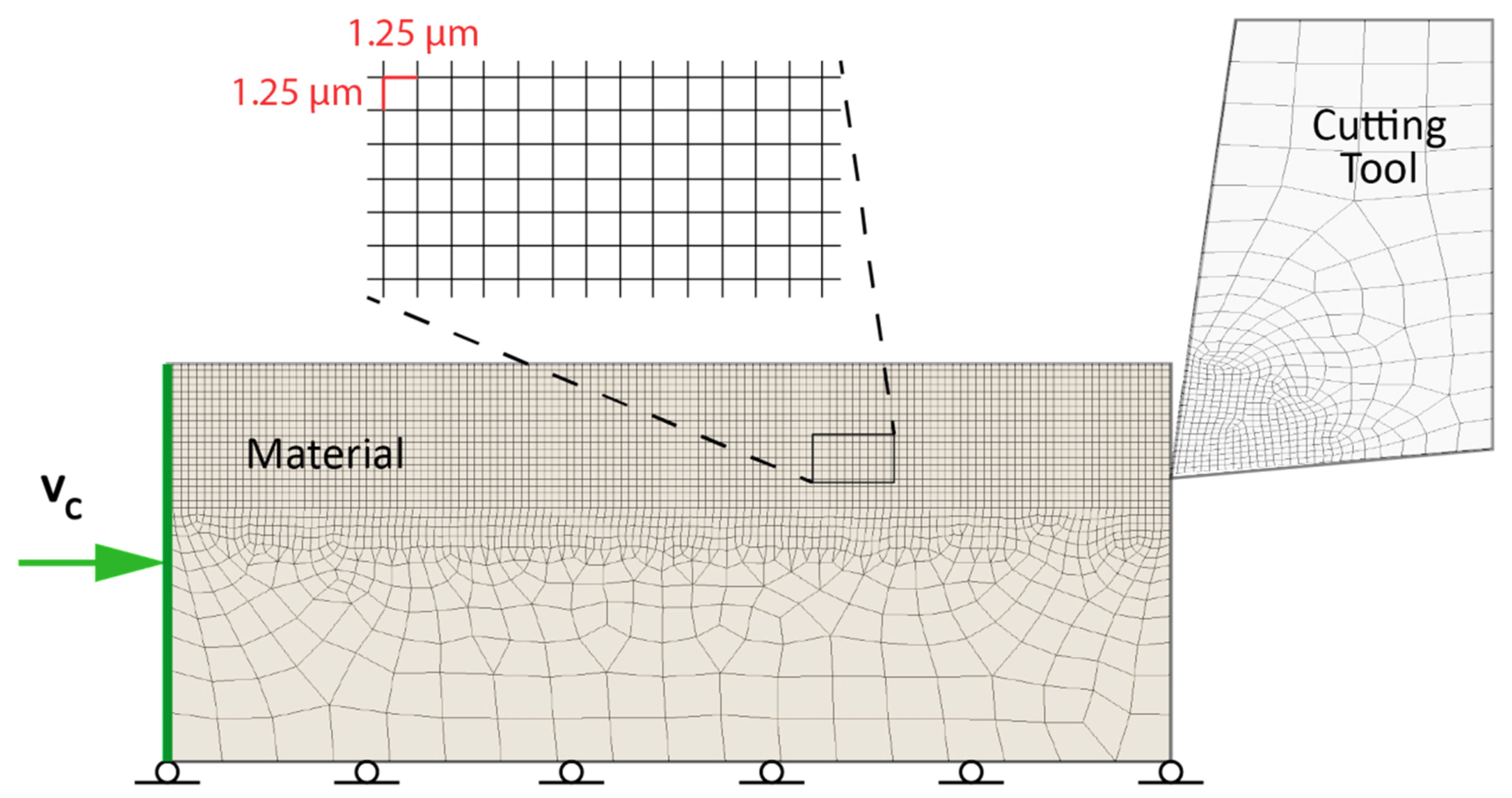
2.2. Numerical Approach to Orthogonal Cutting
3. Results and Discussion
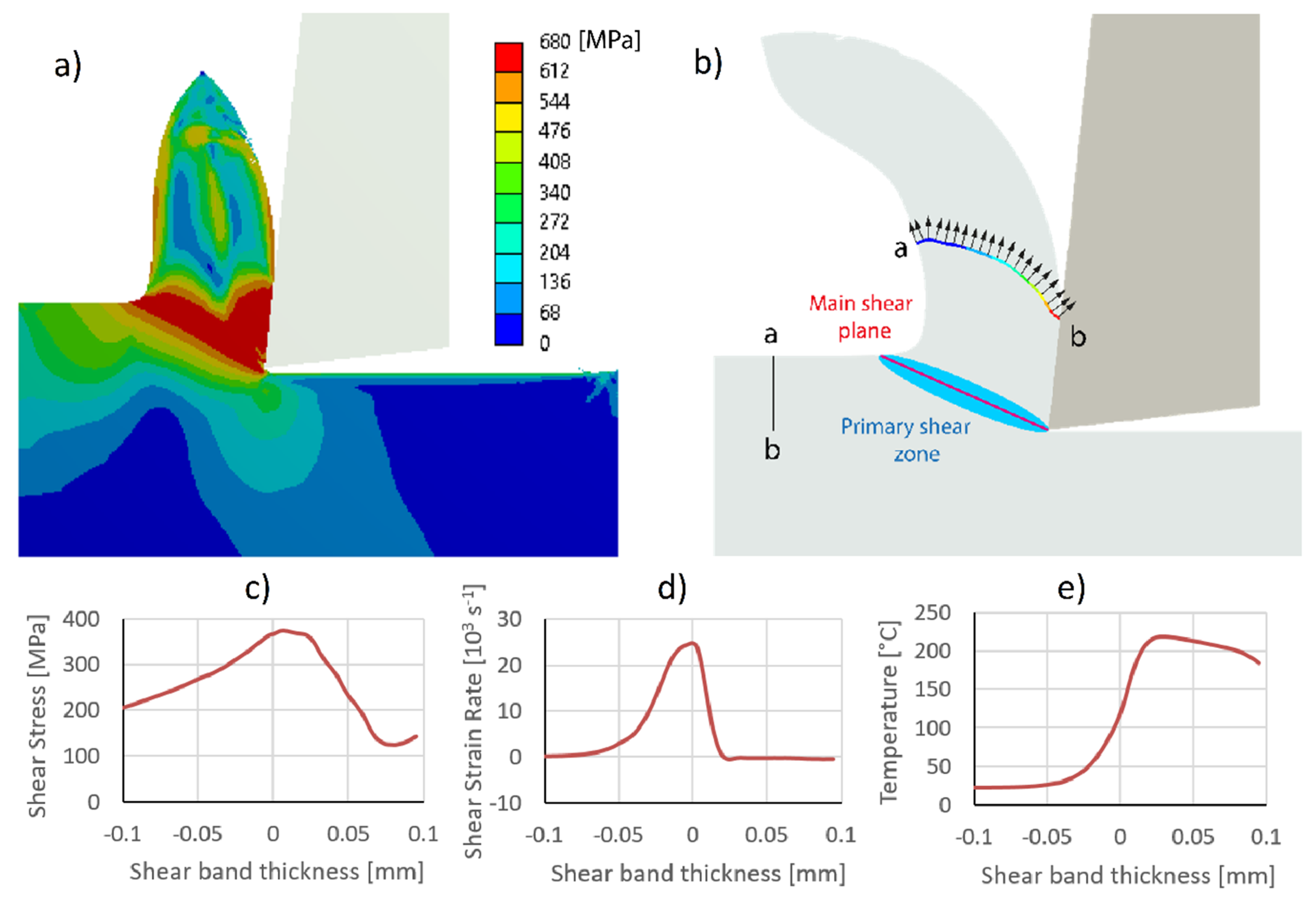
3.1. Stationary Orthogonal Cutting
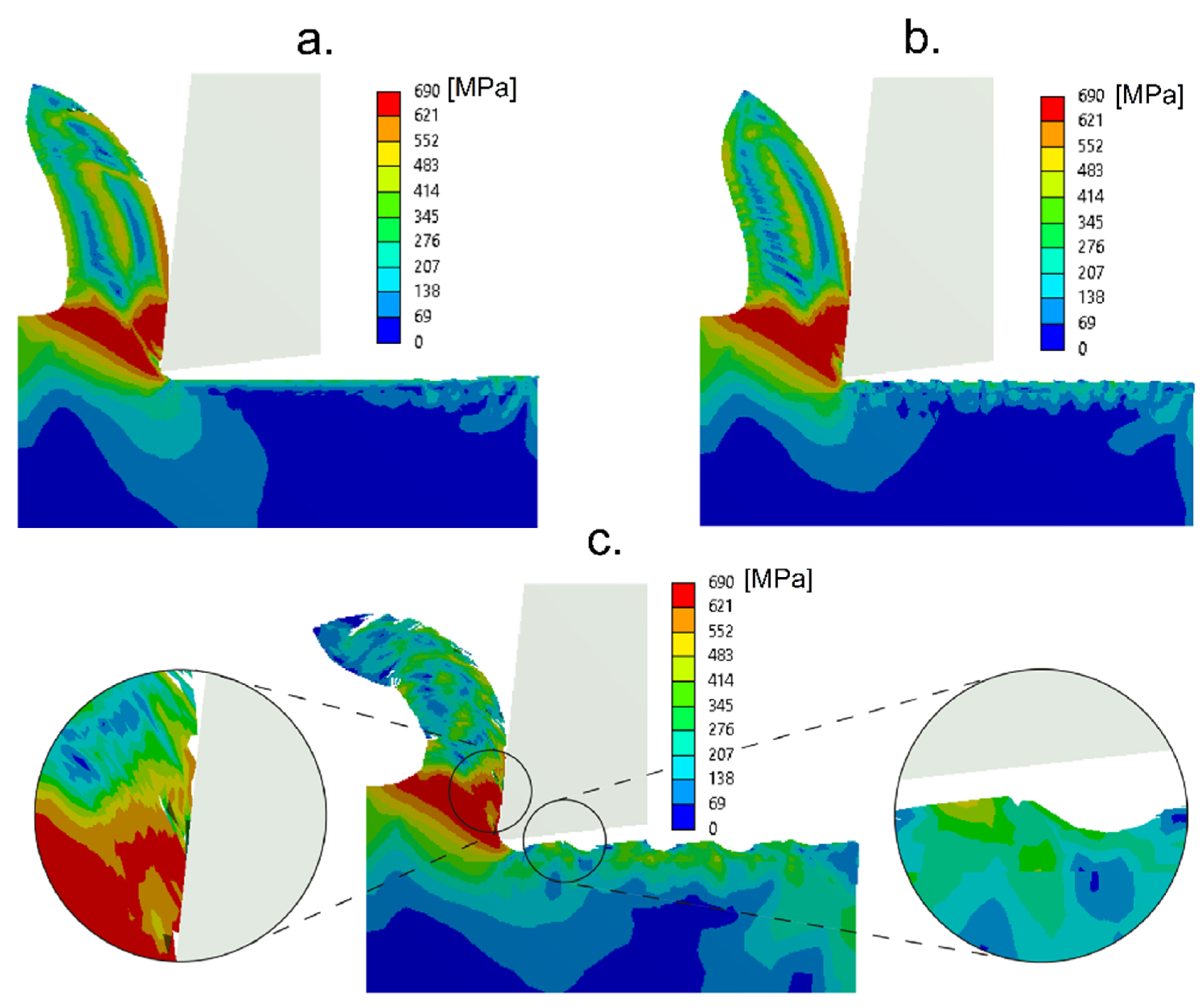
3.2. Multi-Directional Vibration-Assisted Orthogonal Cutting
4. Conclusions
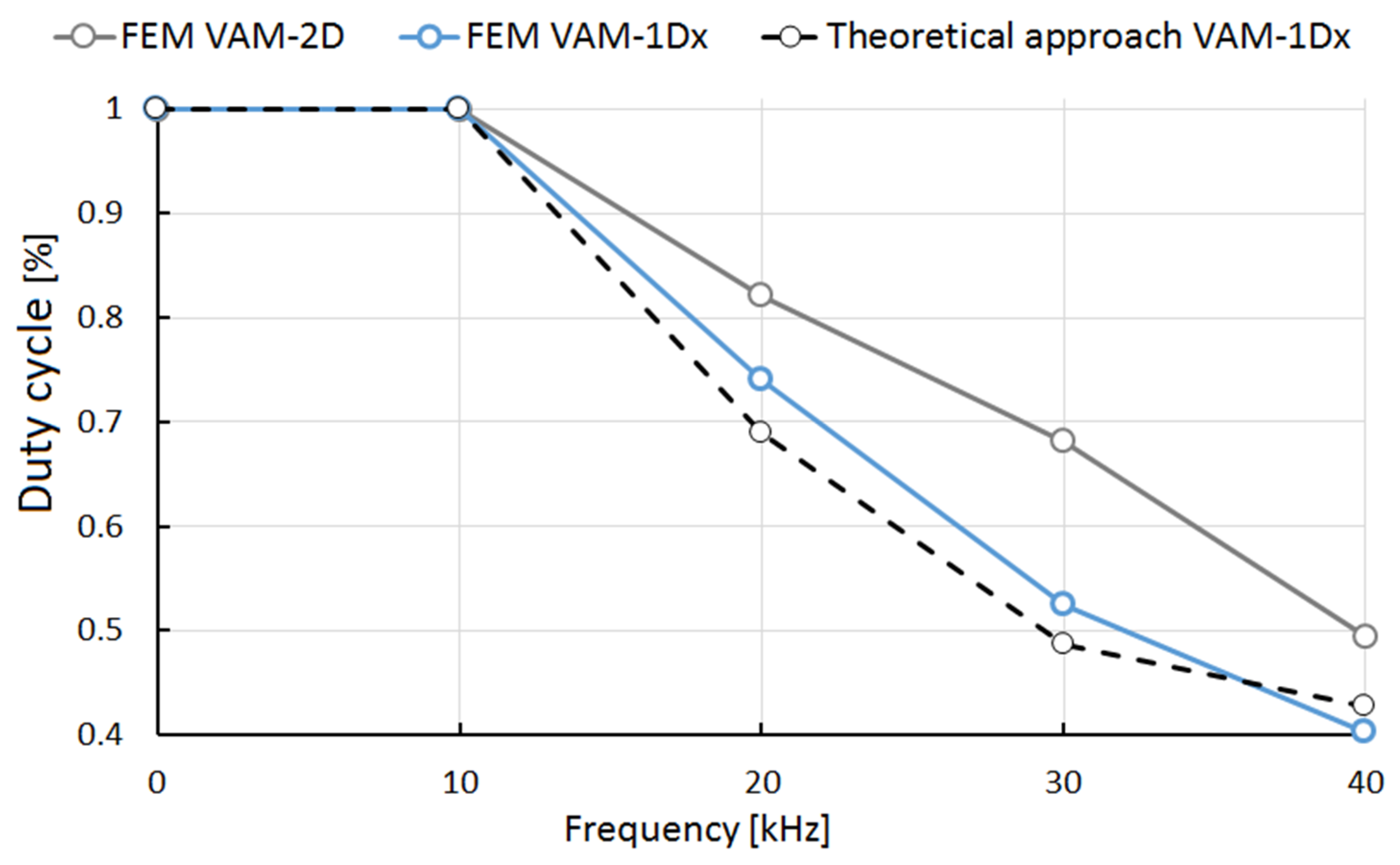
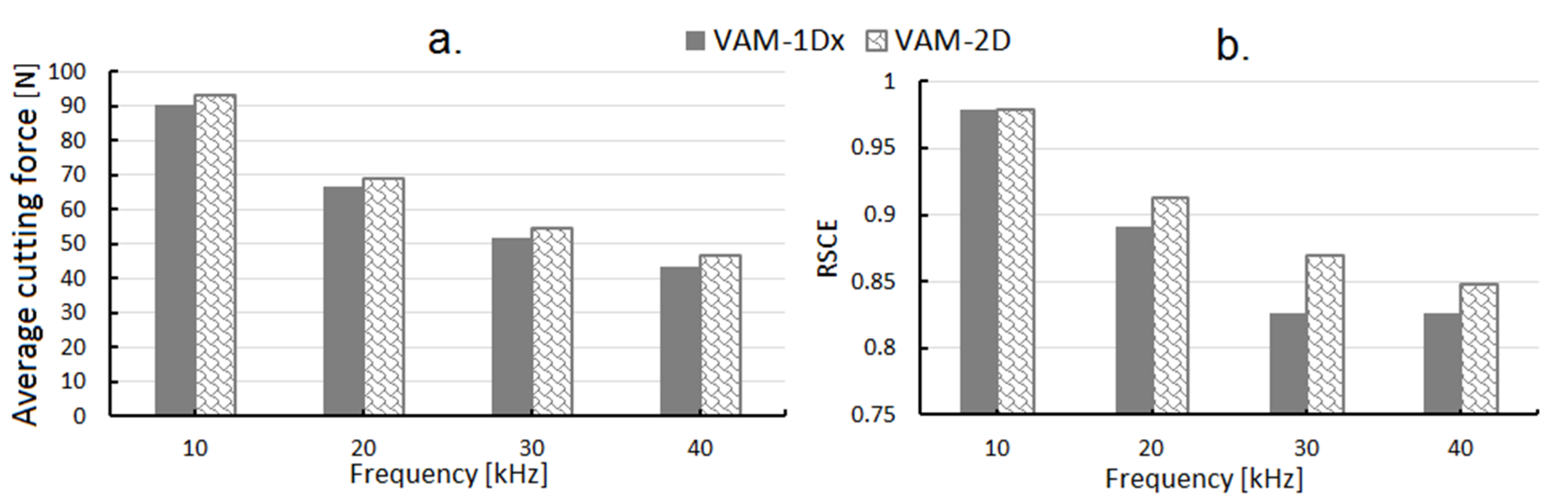
- For the different VAM conditions, there were vibration frequencies where the cutting tool was not permanently in contact with the material to be cut. When this occurred, a lower average of cutting forces was observed.
- The stationary orthogonal cutting presented a greater SCE than any of the studied VAM conditions (VAM-1Dx and VAM-2D). Therefore, VAM seems to be a more efficient process for cutting S235 carbon steel. This process means that the machinability improves with VAM.
- In VAM-1Dy, the estimated cutting forces exhibited unreliable results, due to lack of conservation of energy. Moreover, the chip thickness displayed irregularities in the material surface in contact with the flank and rake faces of the cutting tool.
- The behavior of SCE presented lower values for higher vibration frequencies, despite the fact that higher vibration frequencies lead to lower material removal rates. That is because cutting power decreased faster than the material-removal rate values, due to the intermittent contact between the cutting tool and the material to be cut. Accordingly, the material’s machinability was improved up to 18% when a VAM-1Dx with a vibration frequency of 30 kHz was used.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| Parameter | Definition | Units |
| a | Chip thickness | mm |
| a0 | Undeformed chip thickness | mm |
| A | Initial yield stress | MPa |
| AX | Amplitude of vibration in x-axis | μm |
| AY | Amplitude of vibration in y-axis | μm |
| α | Main shear zone | - |
| αT | Coefficient of thermal deformation | °C−1 |
| b | Shear band thickness | mm |
| B | Hardening constant | MPa |
| β | Angular mismatch | Rad |
| C | Strain rate coefficient | - |
| CP | Specific heat | J/kg·°C |
| D | Density | kg/m3 |
| E | Elastic modulus | GPa |
| Strain rate | s−1 | |
| Initial strain rate | s−1 | |
| f | Cutting feed | mm/rev |
| f0 | Vibration frequency | kHz |
| FC | Cutting force | N |
| Compression ratio | - | |
| Li | Length of segment | mm |
| m | Coefficient of thermal softening | - |
| n | Coefficient of strain hardening | - |
| NC | Cutting power consumption | W |
| QW | Material removal rate | mm3/s |
| RSCE | Relative specific cutting energy | - |
| SCE | Specific cutting energy | W∙s/mm3 |
| Tmelt | Melting temperature | °C |
| Troom | Room temperature | °C |
| Vc | Cutting speed | m/min |
| Vi | Normal component of the speed of each segment | mm/s |
| Vo | Output chip velocity | m/min |
| Shear plane angle | ° |
References
- Rajput, S.; Singh, S.P. Connecting circular economy and industry 4.0. Int. J. Inf. Manag. 2019, 49, 98–113. [Google Scholar] [CrossRef]
- Dalenogare, L.S.; Benitez, G.B.; Ayala, N.F.; Frank, A.G. The expected contribution of Industry 4.0 technologies for industrial performance. Int. J. Prod. Econ. 2018, 204, 383–394. [Google Scholar] [CrossRef]
- Sadeghifar, M.; Sedaghati, R.; Jomaa, W.; Songmene, V. A comprehensive review of finite element modeling of orthogonal machining process: Chip formation and surface integrity predictions. Int. J. Adv. Manuf. Technol. 2018, 96, 3747–3791. [Google Scholar] [CrossRef]
- Sartkulvanich, P.; Altan, T.; Göcmen, A. Effects of flow stress and friction models in finite element simulation of orthogonal cutting—A sensitivity analysis. Mach. Sci. Technol. 2005, 9, 1–26. [Google Scholar] [CrossRef]
- Frank, A.G.; Dalenogare, L.S.; Ayala, N.F. Industry 4.0 technologies: Implementation patterns in manufacturing companies. Int. J. Prod. Econ. 2019, 210, 15–26. [Google Scholar] [CrossRef]
- Jomaa, W.; Songmene, V.; Bocher, P. A Hybrid Approach Based on Machining and Dynamic Tests Data for the Identification of Material Constitutive Equations. J. Mater. Eng. Perform. 2016, 25, 1010–1027. [Google Scholar] [CrossRef]
- Jiang, F.; Yan, L.; Rong, Y. Orthogonal Cutting of Hardened AISI D2 Steel with TiAlN-Coated Inserts—Simulations and Experiments. Int. J. Adv. Manuf. Technol. 2013, 64, 1555–1563. [Google Scholar] [CrossRef]
- Pres, P.; Skoczynski, W.; Jaskiewicz, K. Research and modeling workpiece edge formation process during orthogonal cutting. Arch. Civ. Mech. Eng. 2014, 14, 622–635. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Matuszak, M.; Powałka, B.; Madajewski, M.; Maruda, R.; Królczyk, G. Prediction of cutting forces during micro end milling considering chip thickness accumulation. Int. J. Mach. Tools Manuf. 2019, 147, 103466. [Google Scholar] [CrossRef]
- Parida, A.K.; Maity, K. Numerical and experimental analysis of specific cutting energy in hot turning of Inconel 718. Measurement 2019, 133, 361–369. [Google Scholar] [CrossRef]
- Coelho, R.T.; de Oliveira, J.F.G.; Nascimento, C.H. Thermal Analysis of Chip Formation Using FEM and a Hybrid Explicit-Implicit Approach. Int. J. Adv. Manuf. Technol. 2015, 77, 235–240. [Google Scholar] [CrossRef]
- Zhang, X.; Arefin, S.; Kumar, A.S.; Liu, K. Elastic and plastic chip deformation mechanism in 1D vibration-assisted metal cutting. Procedia CIRP 2018, 71, 309–312. [Google Scholar] [CrossRef]
- Zhang, J.; Cui, T.; Ge, C.; Sui, Y.; Yang, H. Review of micro/nano machining by utilizing elliptical vibration cutting. Int. J. Mach. Tools Manuf. 2016, 106, 109–126. [Google Scholar] [CrossRef]
- Brehl, D.; Dow, T. Review of vibration-assisted machining. Precis. Eng. 2008, 32, 153–172. [Google Scholar] [CrossRef]
- Lin, J.; Lu, M.; Zhou, X. Development of a Non-Resonant 3D Elliptical Vibration Cutting Apparatus for Diamond Turning. Exp. Tech. 2016, 40, 173–183. [Google Scholar] [CrossRef]
- Zhou, X.; Zuo, C.; Liu, Q.; Lin, J. Surface generation of freeform surfaces in diamond turning by applying double-frequency elliptical vibration cutting. Int. J. Mach. Tools Manuf. 2016, 104, 45–57. [Google Scholar] [CrossRef]
- Jieqiong, L.; Jinguo, H.; Xiaoqin, Z.; Zhaopeng, H.; Mingming, L. Study on predictive model of cutting force and geometry parameters for oblique elliptical vibration cutting. Int. J. Mech. Sci. 2016, 117, 43–52. [Google Scholar] [CrossRef]
- Shamoto, E.; Suzuki, N. Ultrasonic Vibration Diamond Cutting and Ultrasonic Elliptical Vibration Cutting. In Comprehensive Materials Processing; Elsevier BV: Amsterdam, The Netherlands, 2014; Volume 11, pp. 405–454. [Google Scholar]
- Wang, X.; Hu, J. Nanowire cutting by an ultrasonically vibrating micro tool. Precis. Eng. 2017, 48, 152–157. [Google Scholar] [CrossRef]
- Dali, M.; Ghani, J.; Haron, C.C. Comparison between Dynamic and Non-Dynamic Cutting Tool Option in FEM Simulation for Producing Dimple Structure. Procedia CIRP 2017, 58, 613–616. [Google Scholar] [CrossRef]
- Zhu, W.-L.; He, Y.; Ehmann, K.F.; Egea, A.J.S.; Wang, X.; Ju, B.-F.; Zhu, Z. Theoretical and Experimental Investigation on Inclined Ultrasonic Elliptical Vibration Cutting of Alumina Ceramics. J. Manuf. Sci. Eng. 2016, 138, 121011. [Google Scholar] [CrossRef]
- Xi, Y.; Bermingham, M.; Wang, G.; Dargusch, M. Finite Element Modeling of Cutting Force and Chip Formation During Thermally Assisted Machining of Ti6Al4V Alloy. J. Manuf. Sci. Eng. 2013, 135, 061014. [Google Scholar] [CrossRef]
- He, Y.; Wang, L.; Wang, Y.; Li, Y.; Wang, S.; Wang, Y.; Liu, C.; Hao, C. An analytical model for predicting specific cutting energy in whirling milling process. J. Clean. Prod. 2019, 240, 118181. [Google Scholar] [CrossRef]
- Dahmus, J.B.; Gutowski, T.G. An Environmental Analysis of Machining. In Proceedings of the ASME 2004 International Mechanical Engineering Congress and Exposition, Anaheim, CA, USA, 13–19 November 2004; Volume 62600, pp. 643–652. [Google Scholar]
- Astakhov, V.P. Geometry of Single-Point Turning Tools and Drills: Fundamentals and Practical Applications; Springer Series in Advanced Manufacturing: Berlin, Germany, 2012. [Google Scholar]
- Simoneau, A.; Meehan, J. The Impact of Machining Parameters on Peak Power and Energy Consumption in CNC Endmilling. Energy Power 2013, 3, 85–90. [Google Scholar]
- Pawade, R.; Sonawane, H.A.; Joshi, S.S. An analytical model to predict specific shear energy in high-speed turning of Inconel 718. Int. J. Mach. Tools Manuf. 2009, 49, 979–990. [Google Scholar] [CrossRef]
- Paul, S.; Bandyopadhyay, P.P.; Paul, S. Minimisation of Specific Cutting Energy and Back Force in Turning of AISI 1060 Steel. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 2019–2029. [Google Scholar] [CrossRef]
- Hameed, S.; Rojas, H.A.G.; Egea, A.J.S.; Alberro, A.N. Electroplastic cutting influence on power consumption during drilling process. Int. J. Adv. Manuf. Technol. 2016, 87, 1835–1841. [Google Scholar] [CrossRef] [Green Version]
- Sarwar, M.; Persson, M.; Hellbergh, H.; Haider, J. Measurement of specific cutting energy for evaluating the efficiency of bandsawing different workpiece materials. Int. J. Mach. Tools Manuf. 2009, 49, 958–965. [Google Scholar] [CrossRef]
- Belytschko, T.; Lin, J.I.; Chen-Shyh, T. Explicit algorithms for the nonlinear dynamics of shells. Comput. Methods Appl. Mech. Eng. 1984, 42, 225–251. [Google Scholar] [CrossRef]
- Martinez-Valle, A.A.; Martínez-Jiménez, J.M.; Goes, P.; Faes, K.; De Waele, W. Multiphysics Fully-Coupled Modelling of the Electromagnetic Compression of Steel Tubes. Adv. Mater. Res. 2011, 214, 31–39. [Google Scholar] [CrossRef]
- Verleysen, P.; Peirs, J.; Van Slycken, J.; Faes, K.; Duchene, L. Effect of strain rate on the forming behaviour of sheet metals. J. Mater. Process. Technol. 2011, 211, 1457–1464. [Google Scholar] [CrossRef]
- Berezvai, S.; Molnar, T.G.; Bachrathy, D.; Stepan, G. Experimental investigation of the shear angle variation during orthogonal cutting. Mater. Today Proc. 2018, 5, 26495–26500. [Google Scholar] [CrossRef] [Green Version]
- Tounsi, N.; Vincenti, J.; Otho, A.; Elbestawi, M. From the basic mechanics of orthogonal metal cutting toward the identification of the constitutive equation. Int. J. Mach. Tools Manuf. 2002, 42, 1373–1383. [Google Scholar] [CrossRef]
- Komanduri, R.; Hou, Z.B. Thermal Modeling of the Metal Cutting Process Part I - Temperature Rise Distribution Due to Shear Plane Heat Source. Int. J. Mech. Sci. 2000, 42, 1715–1752. [Google Scholar] [CrossRef]
- Binglin, L.; Xuelin, W.; Yujin, H.; Chenggang, L. Analytical Prediction of Cutting Forces in Orthogonal Cutting Using Unequal Division Shear-Zone Model. Int. J. Adv. Manuf. Technol. 2011, 54, 431–443. [Google Scholar]
- Jian, L.; Yuanli, B.; Chengying, X. Evaluation of Ductile Fracture Models in Finite Element Simulation of Metal Cutting Processes. J. Manutacturing Sci. Eng. 2014, 136, 1–15. [Google Scholar]
- Nasr, M.N.; Ammar, M.M. An Evaluation of Different Damage Models when Simulating the Cutting Process Using FEM. Procedia CIRP 2017, 58, 134–139. [Google Scholar] [CrossRef]
- Hameed, S.; Rojas, H.A.G.; Benavides, J.I.P.; Alberro, A.N.; Egea, A.J.S. Influence of the Regime of Electropulsing-Assisted Machining on the Plastic Deformation of the Layer Being Cut. Materials 2018, 11, 886. [Google Scholar] [CrossRef] [Green Version]
- Lotfi, M.; Amini, S.; Ashrafi, H. Theoretical and numerical modeling of tool–chip friction in ultrasonic-assisted turning. Proc. Inst. Mech. Eng. Part E J. Process. Mech. Eng. 2018, 233, 824–838. [Google Scholar] [CrossRef]
- Lotfi, M.; Sajjady, S.A.; Amini, S. Development of a friction model based on oblique cutting theory. Int. J. Mech. Sci. 2019, 160, 241–254. [Google Scholar] [CrossRef]
- Naresh, K.M.; Krishna, V.P. FE Modeling and Experimental Analysis of Residual Stresses in Vibration Assisted Turning of Ti6Al4V. Int. J. Precis. Eng. Manuf. 2019, 20, 417–425. [Google Scholar]
- Wei-Xing, X.; Liang-Chi, Z. Ultrasonic Vibration-Assisted Machining: Principle, Design and Application. Adv. Manuf. 2015, 3, 173–192. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Mode | Frequency (kHz) | Amplitude (µm) | |
|---|---|---|---|
| Stationary | 0 | 0 | 0 |
| VAM-1Dx | 10 | 5 | 0 |
| 20 | |||
| 30 | |||
| 40 | |||
| VAM-1Dy | 10 | 0 | 5 |
| VAM-2D | 10 | 5 | 5 |
| 20 | |||
| 30 | |||
| 40 | |||
| Material | Steel S235 |
|---|---|
| (J/kg·°C) | 470 |
| (GPa) | 190 |
| (°C−1) | 12 × 10−6 |
| (kg/m3) | 7800 |
| Hardness (HRB) | 62.8 ± 1.5 |
| Spindle speed (rpm) | 600; 900 |
| Cutting feed (mm/rev) | 0.07; 0.14 |
| Depth of cut (mm) | 0.2; 0.4 |
| A (MPa) | B (MPa) | C | n | m | |||
|---|---|---|---|---|---|---|---|
| 275 | 350 | 0.022 | 0.36 | 0.81 | 5.6 × 10−4 | 22 | 1537.85 |
| Stationary | Vc (m/min) | f (m/rev) | a0 (mm) | ξ | φ (°) | SCE (W·s/mm3) | |||
|---|---|---|---|---|---|---|---|---|---|
| Exp. | FEM | Exp. | FEM | Exp. | FEM | ||||
| Case 1 | 57.46 | 0.07 | 0.2 | 3.69 | 3.09 | 10.5 | 21.3 | 6.7 | 4.6 |
| Case 2 | 57.46 | 0.14 | 0.2 | 2.96 | 2.58 | 10.7 | 21.4 | 4.4 | 3.1 |
| Case 3 | 57.46 | 0.07 | 0.4 | 4.09 | 3.17 | 14.1 | 23.7 | 4.8 | 4.6 |
| Case 4 | 57.46 | 0.14 | 0.4 | 3.06 | 2.46 | 18.9 | 24.8 | 3.4 | 4.1 |
| Case 5 | 38.21 | 0.07 | 0.2 | 6.36 | 3.24 | 10.4 | 21.5 | 6.0 | 5.1 |
| Case 6 | 38.21 | 0.14 | 0.2 | 4.32 | 2.76 | 10.8 | 21.5 | 3.6 | 4.8 |
| Case 7 | 38.21 | 0.07 | 0.4 | 5.25 | 3.20 | 10.9 | 21.8 | 5.4 | 4.9 |
| Case 8 | 38.21 | 0.14 | 0.4 | 3.34 | 2.62 | 17.2 | 24.2 | 4.2 | 3.7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Flórez García, L.C.; González Rojas, H.A.; Sánchez Egea, A.J. Estimation of Specific Cutting Energy in an S235 Alloy for Multi-Directional Ultrasonic Vibration-Assisted Machining Using the Finite Element Method. Materials 2020, 13, 567. https://doi.org/10.3390/ma13030567
Flórez García LC, González Rojas HA, Sánchez Egea AJ. Estimation of Specific Cutting Energy in an S235 Alloy for Multi-Directional Ultrasonic Vibration-Assisted Machining Using the Finite Element Method. Materials. 2020; 13(3):567. https://doi.org/10.3390/ma13030567
Chicago/Turabian StyleFlórez García, Luis C., Hernán A. González Rojas, and Antonio J. Sánchez Egea. 2020. "Estimation of Specific Cutting Energy in an S235 Alloy for Multi-Directional Ultrasonic Vibration-Assisted Machining Using the Finite Element Method" Materials 13, no. 3: 567. https://doi.org/10.3390/ma13030567