Experimental Research and Numerical Analysis of the Elastic Properties of Paper Cell Cores before and after Impregnation



Abstract
1. Introduction
2. Materials and Methods
2.1. Choice of Papers and Impregnating
2.2. Method for Determining Ultimate Strength of Papers
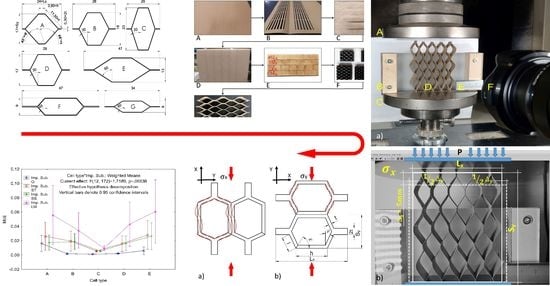
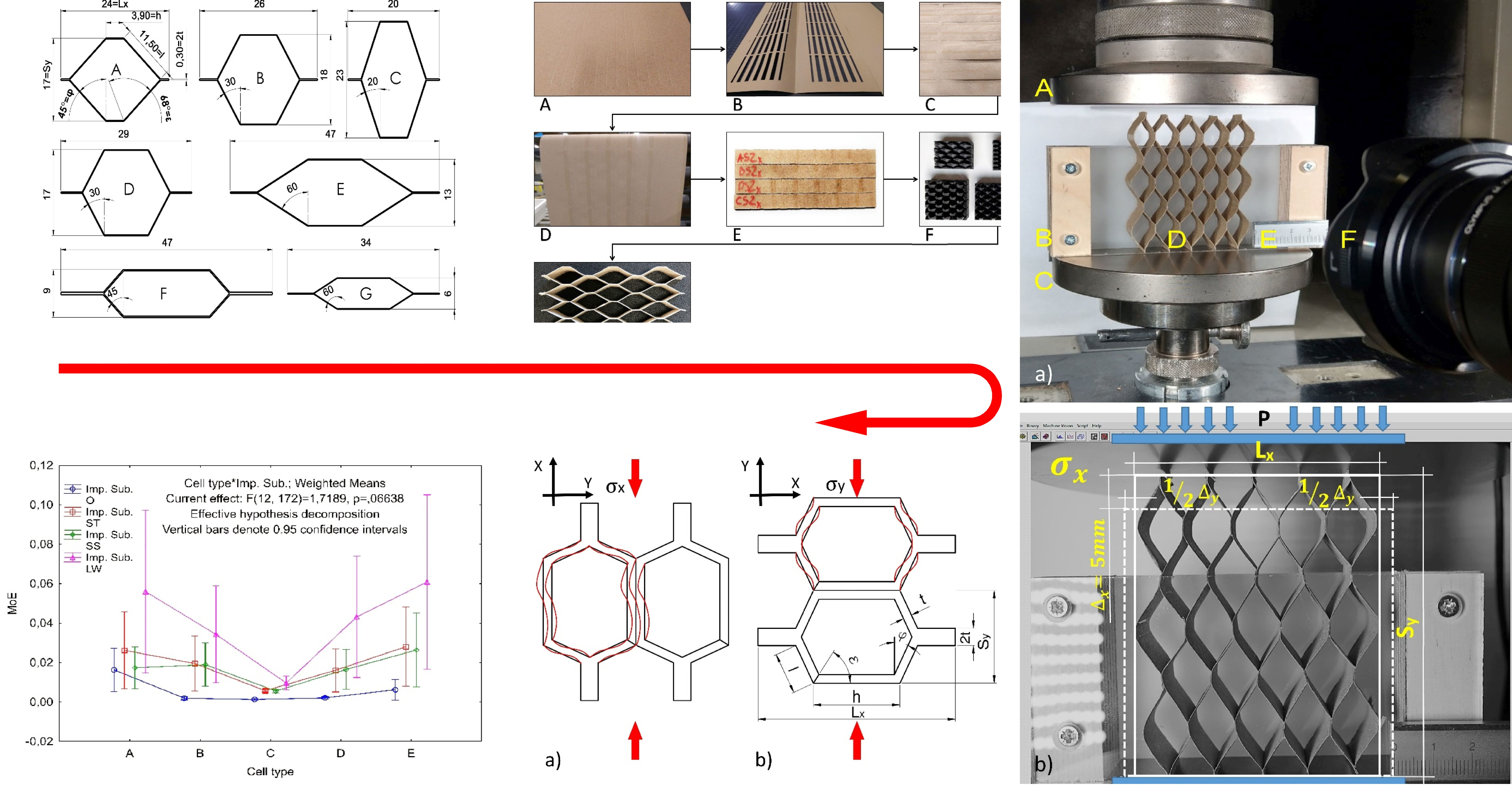
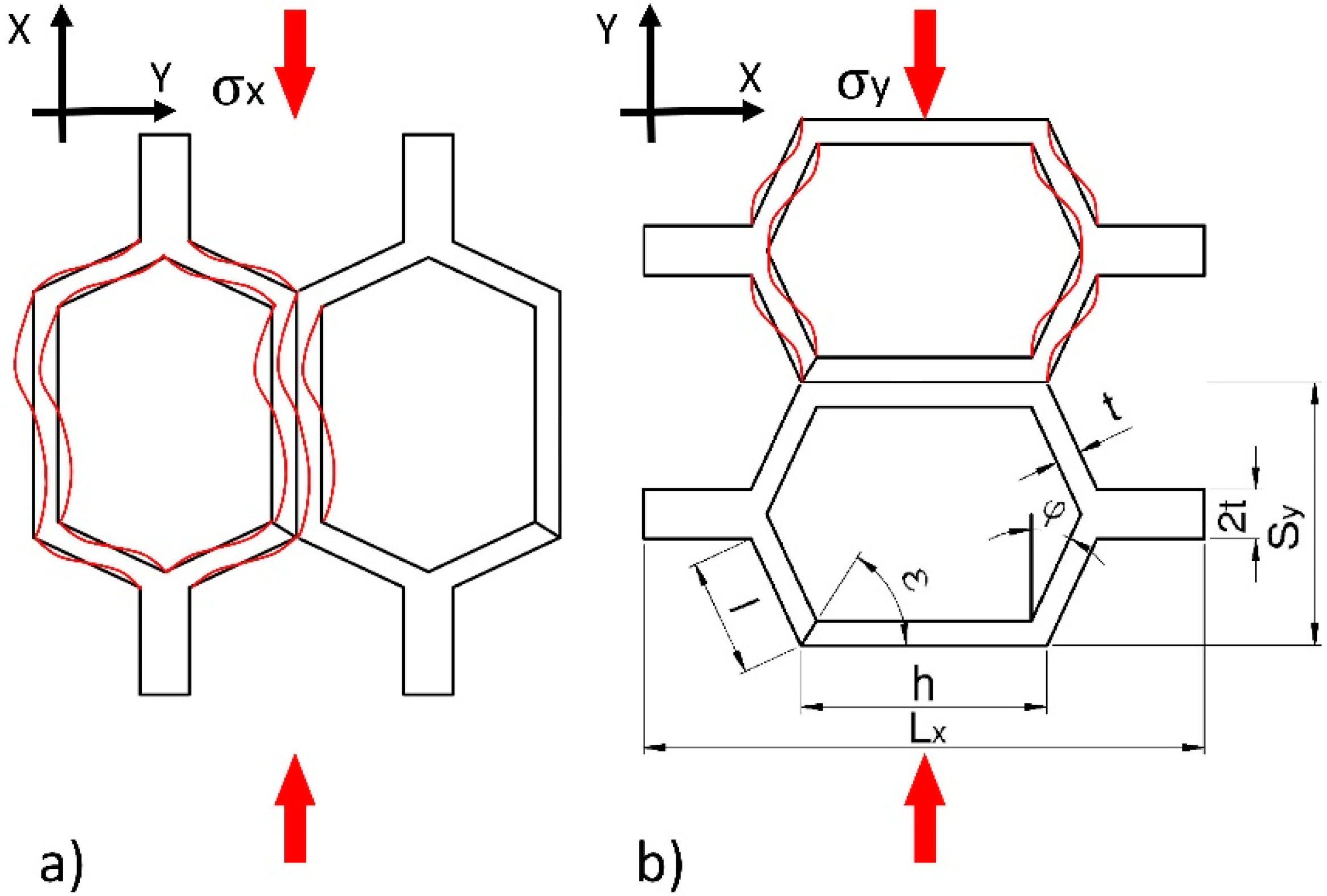
2.3. Choice of Cell Geometry
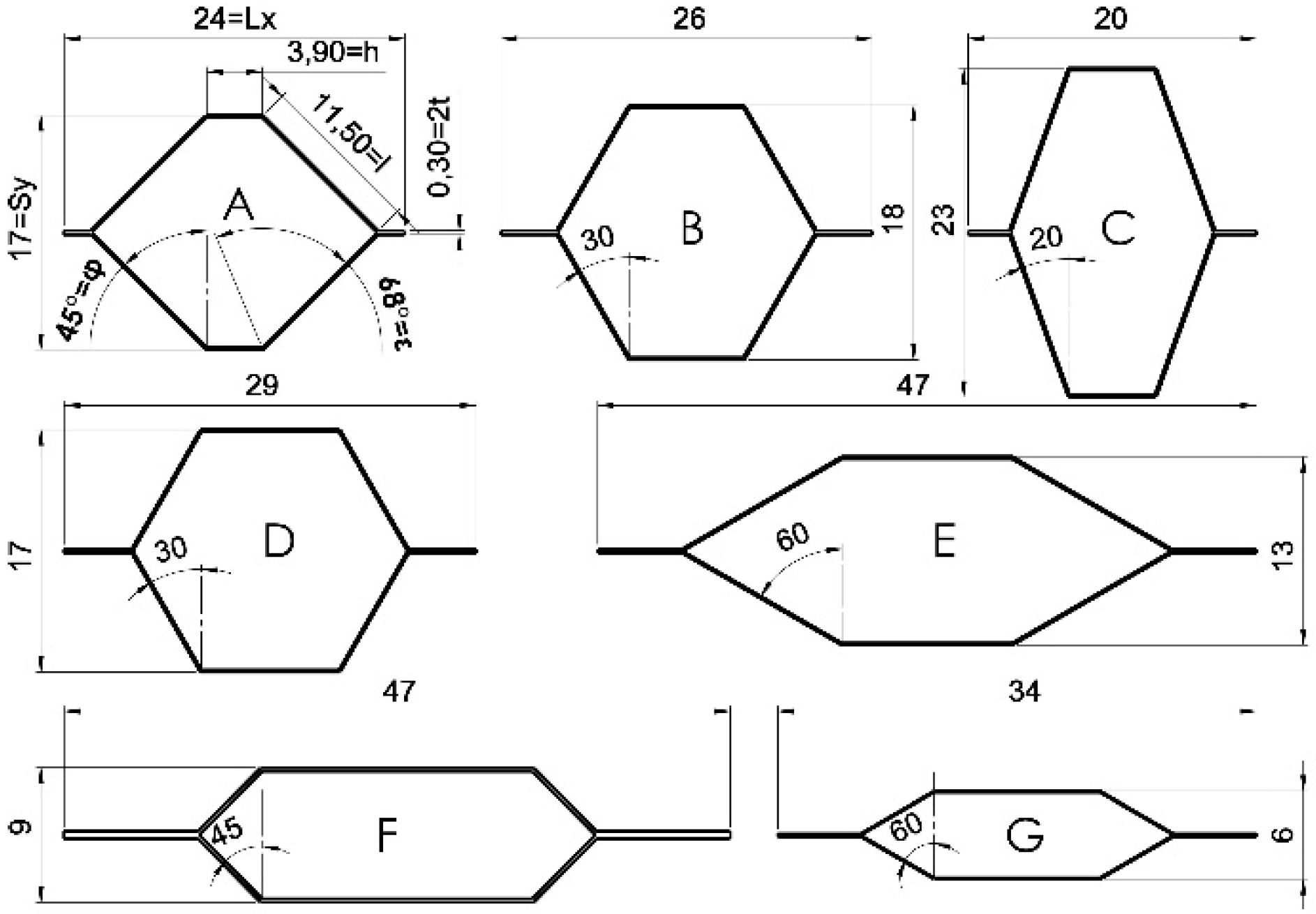
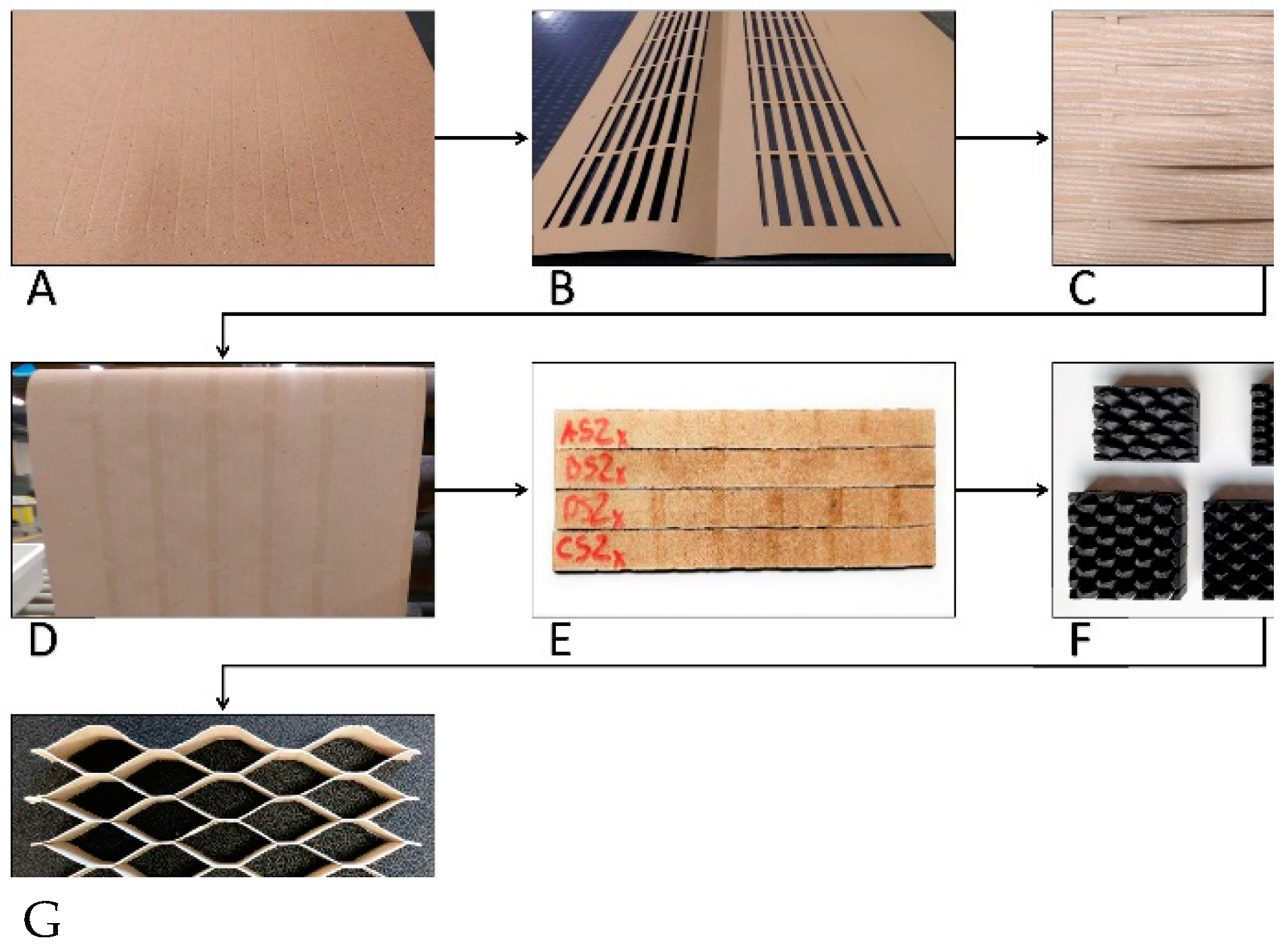
2.4. Method of Manufacturing Core Cells
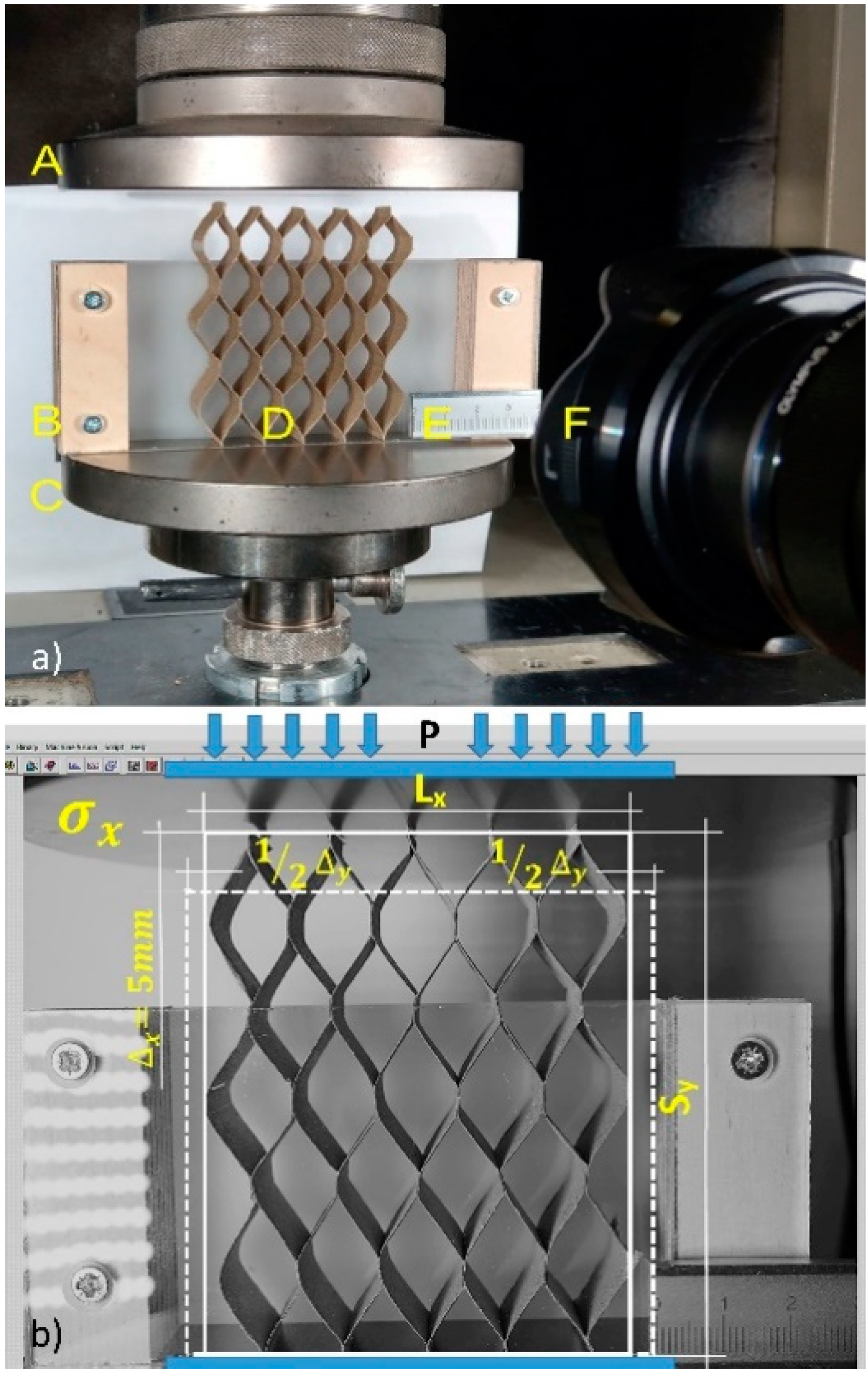
2.5. Method for Determining the Elastic Properties of Cores
2.6. Numerical Models of Cores
3. Research Results and Their Analysis
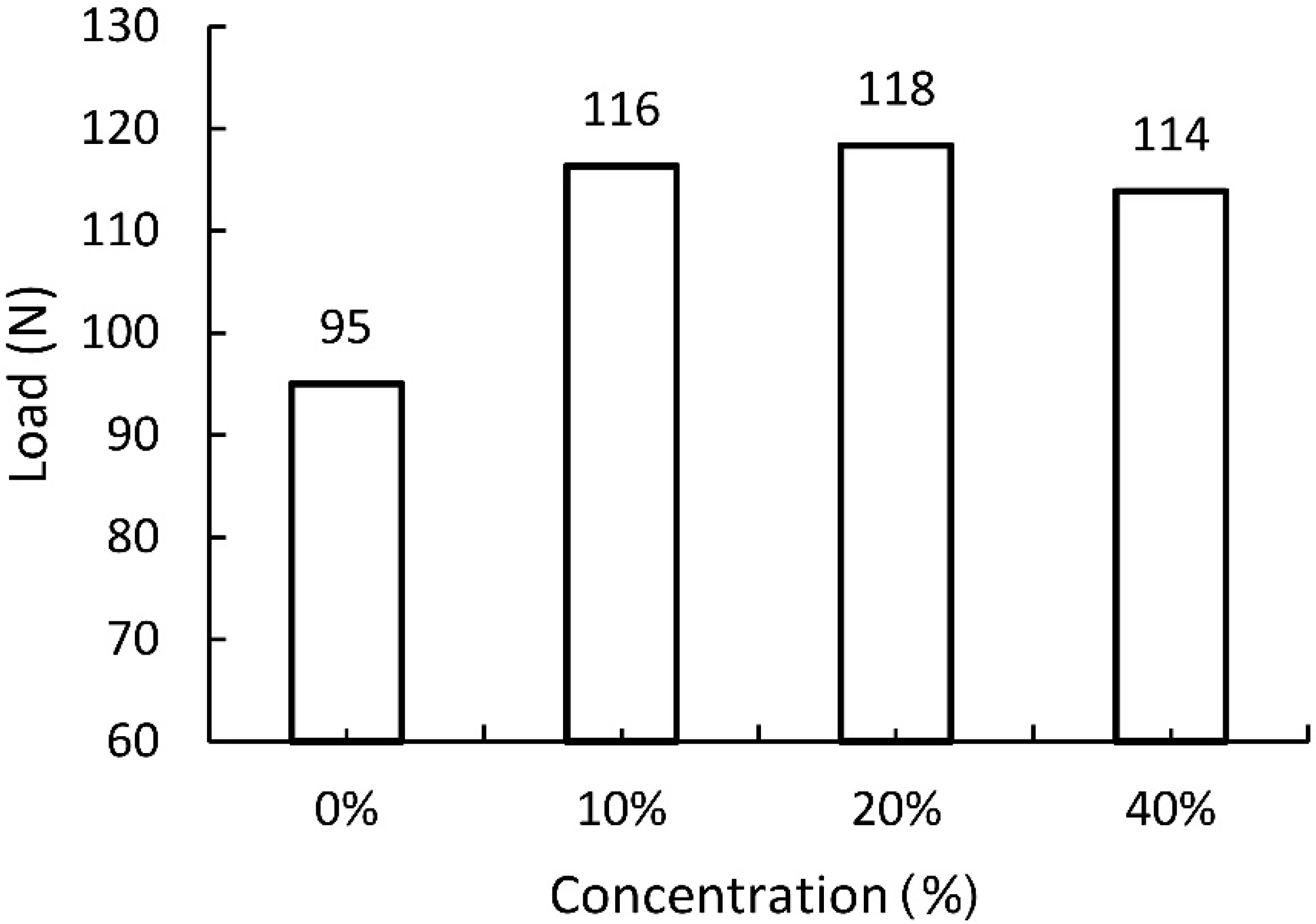
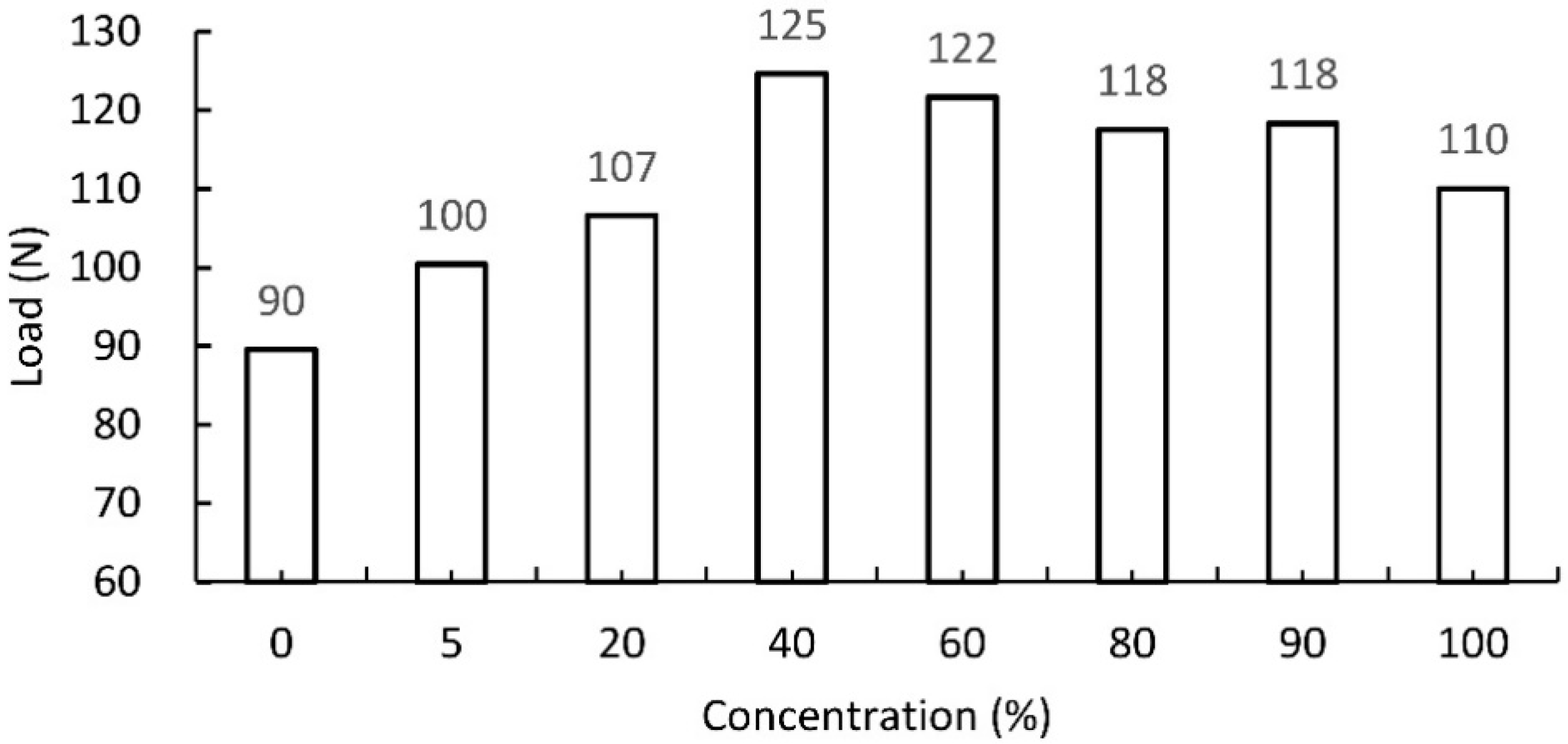
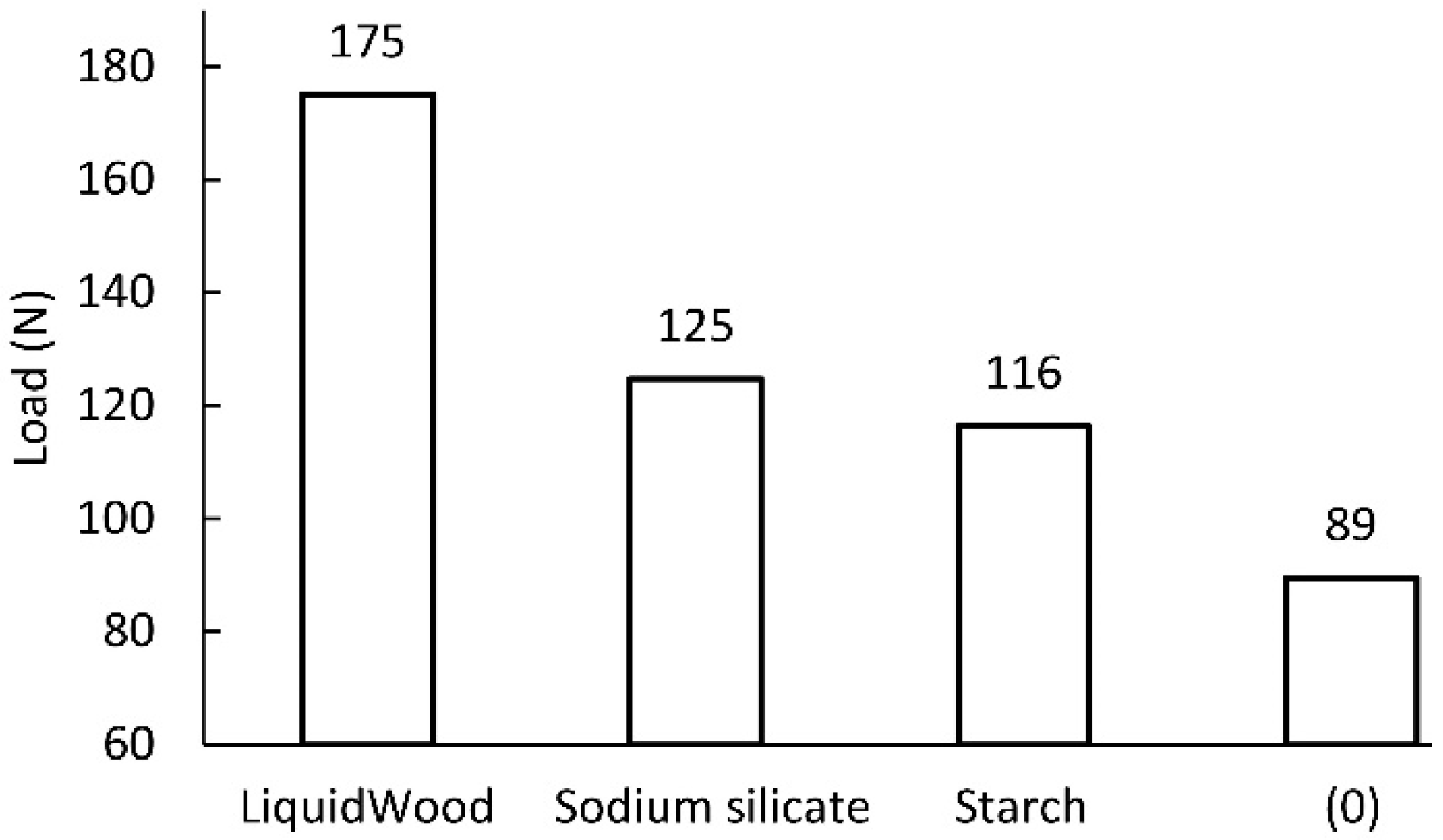
3.1. Influence of Impregnating Agent Concentration on Paper Strength
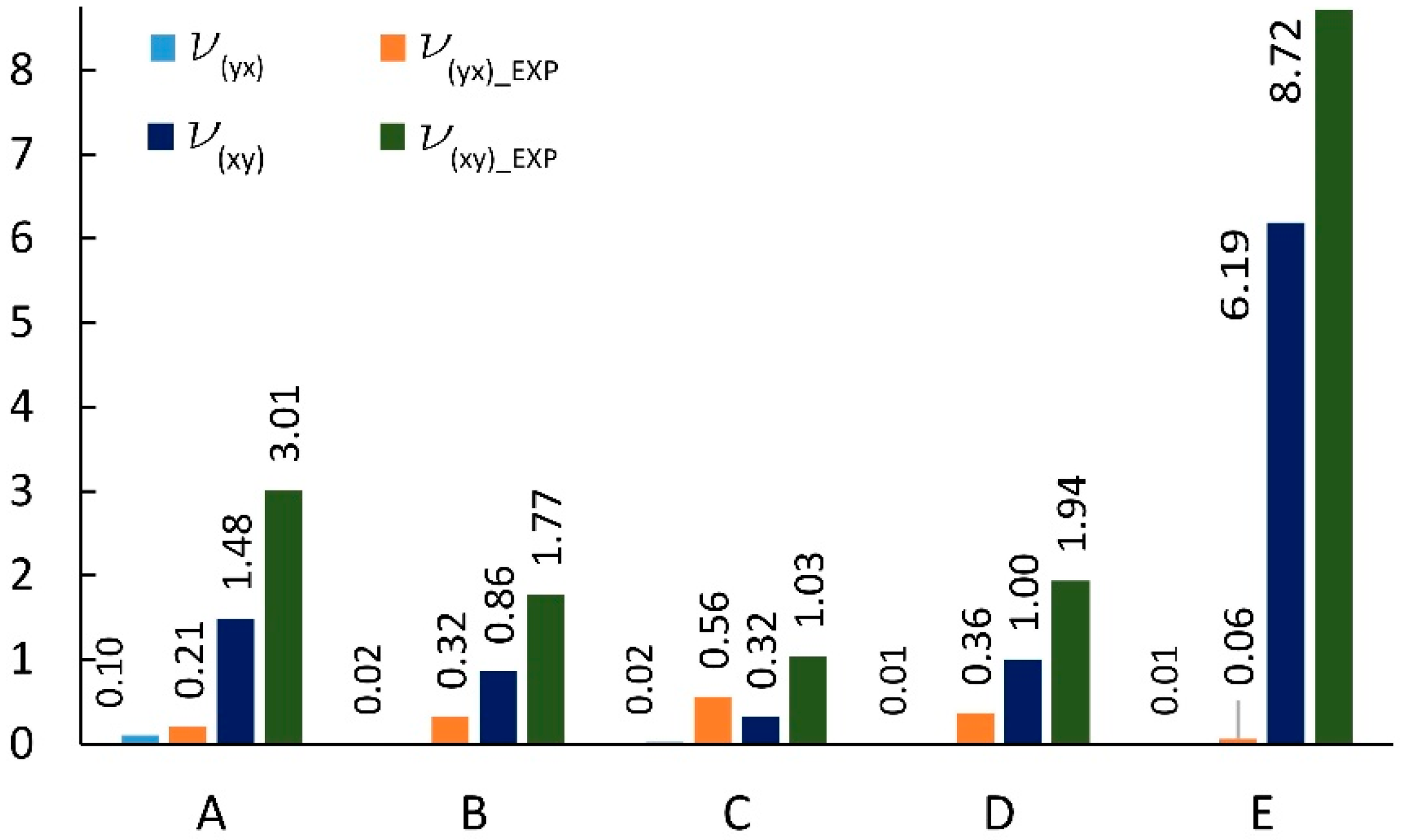
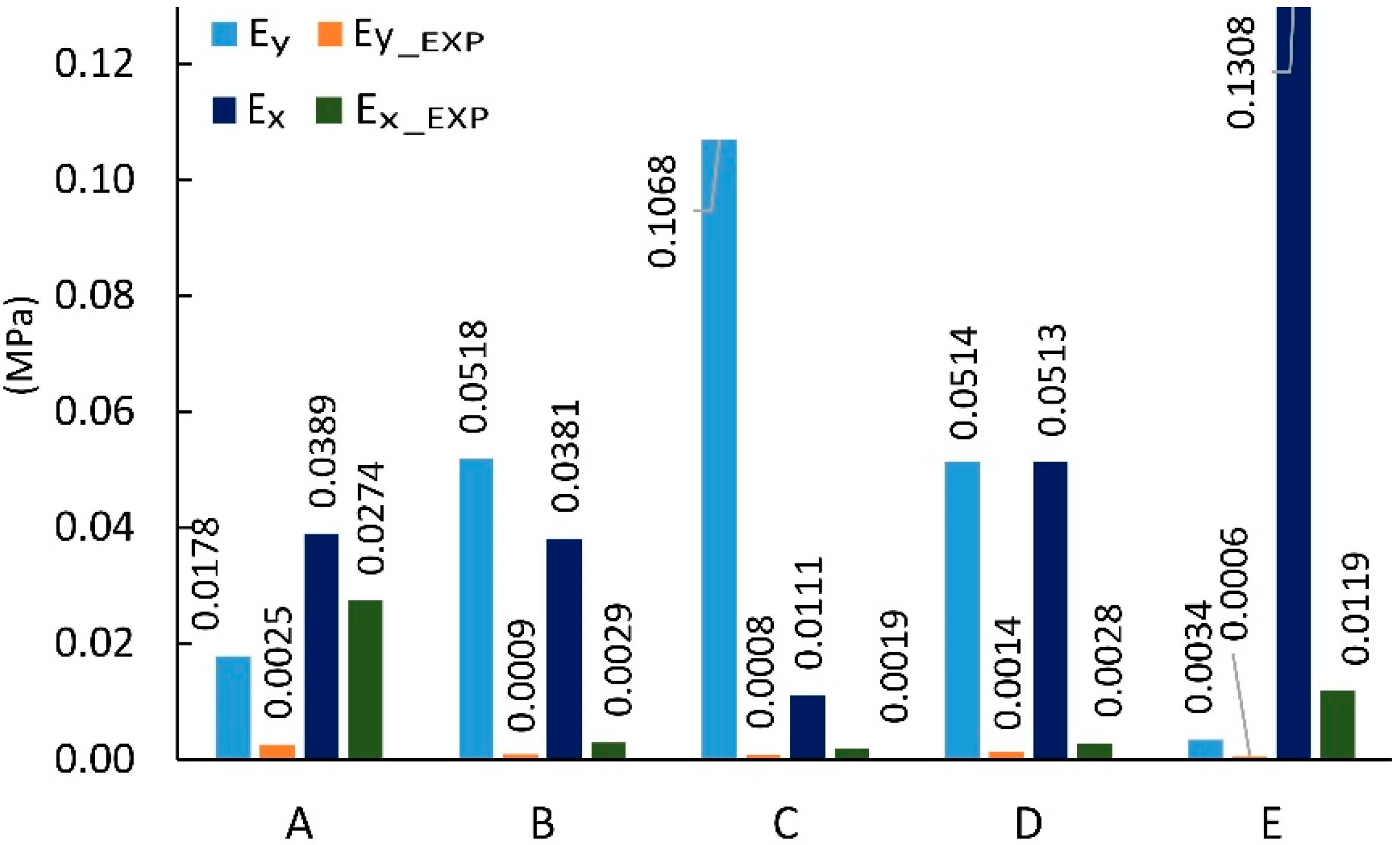
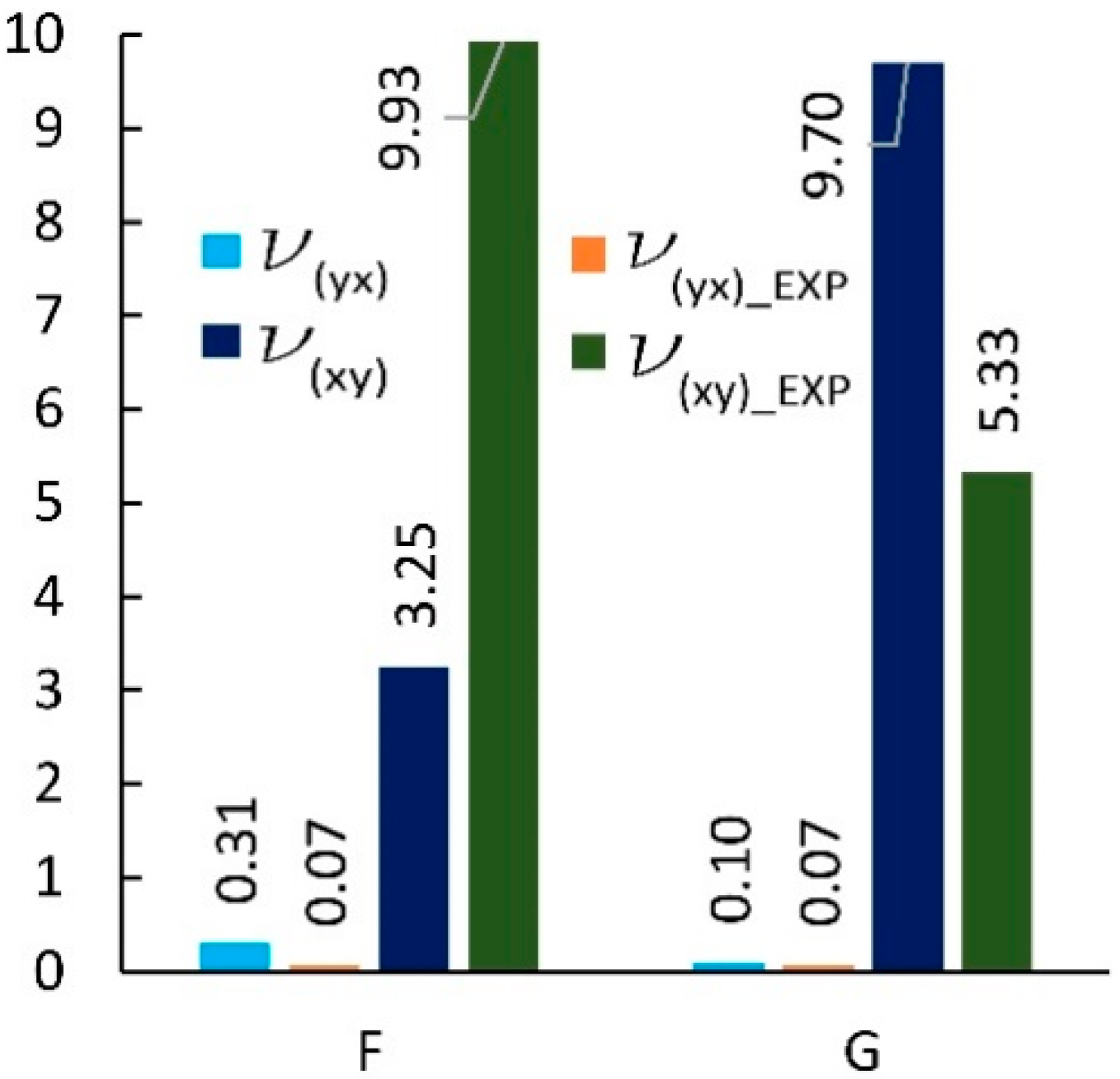
3.2. Elastic Properties of Hexagonal Cores
3.3. Comparison of Experimental and Analytical Results
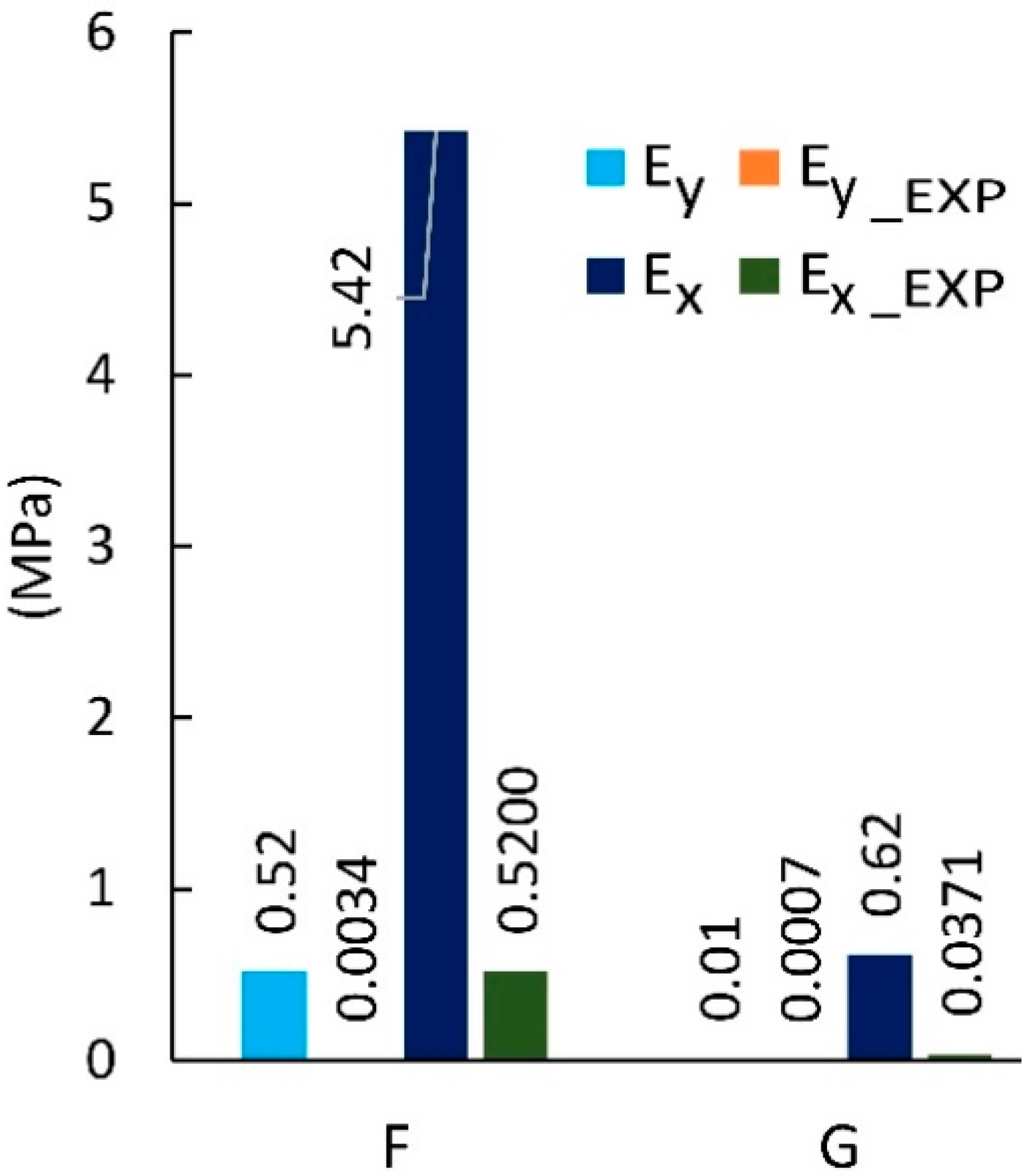
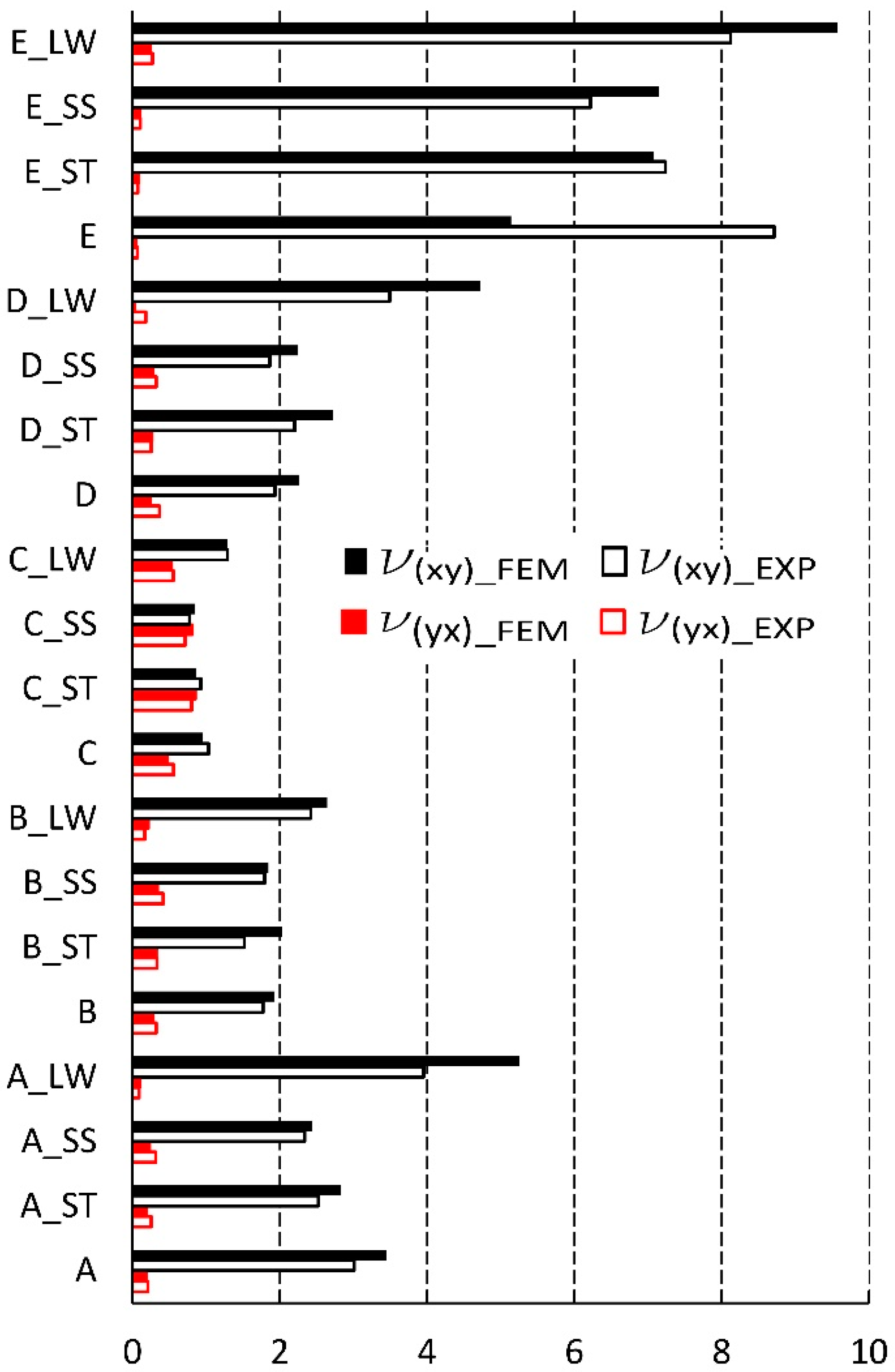
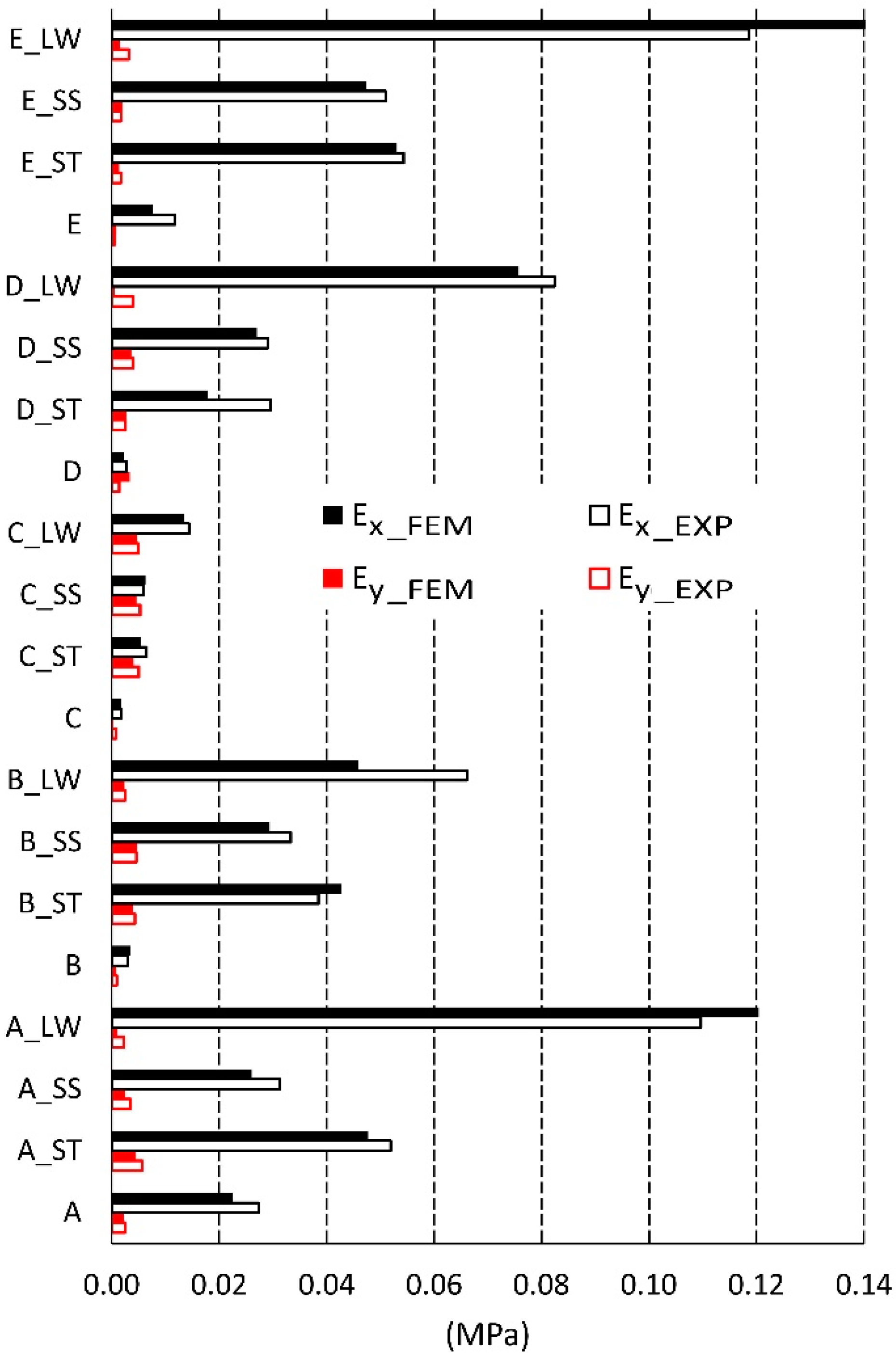
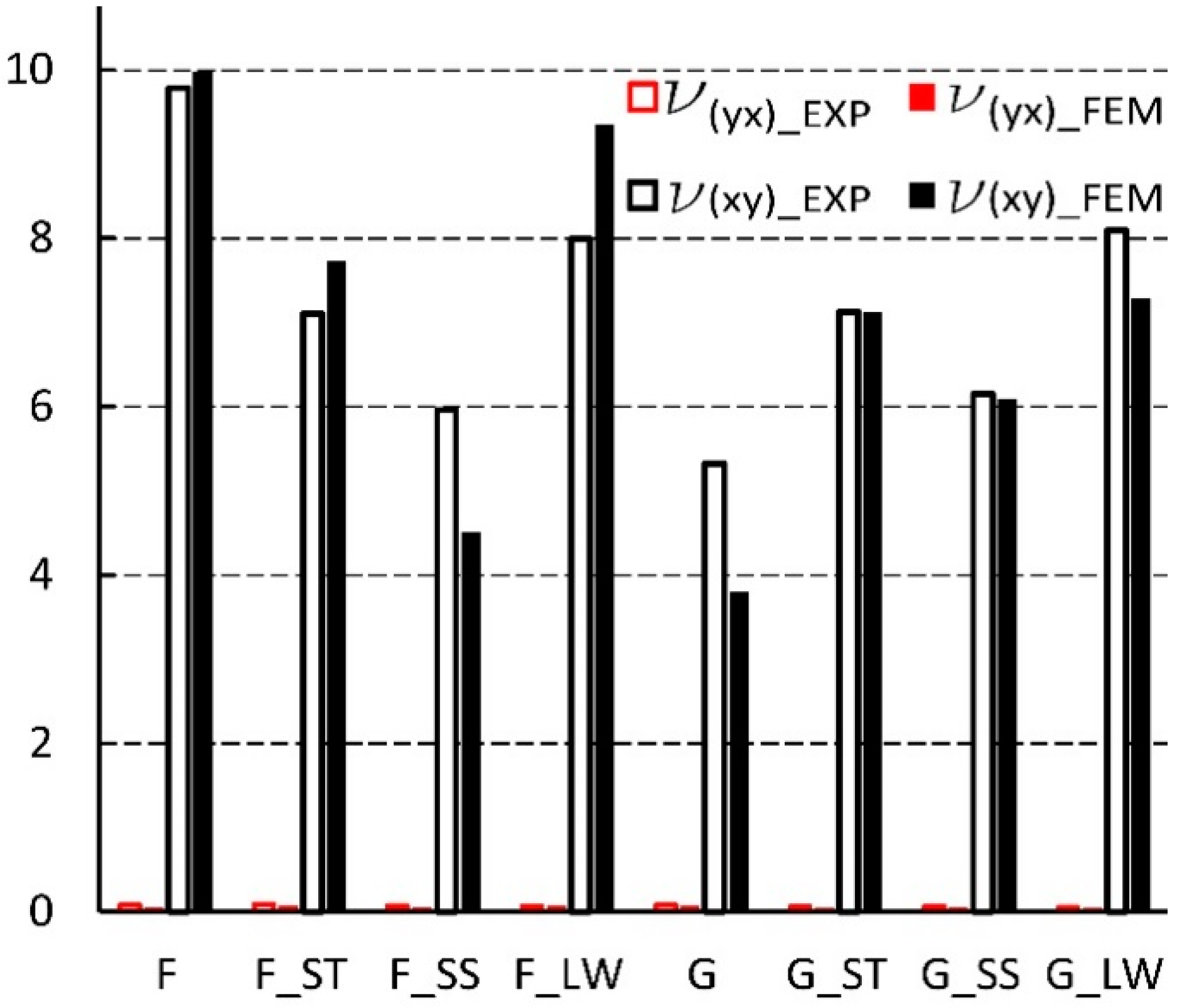
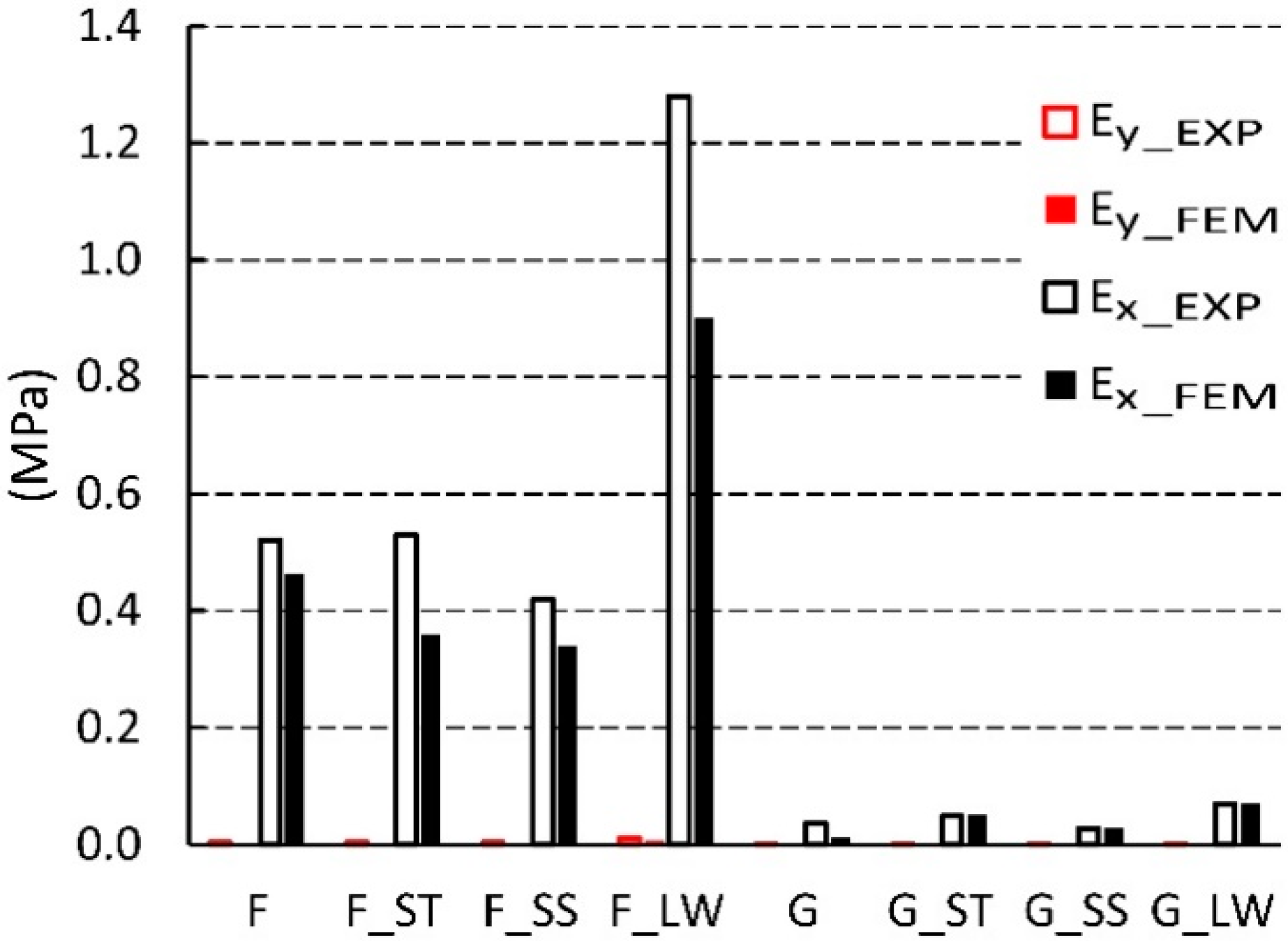
3.4. Comparison of Experimental Results and FEM Numerical Calculations
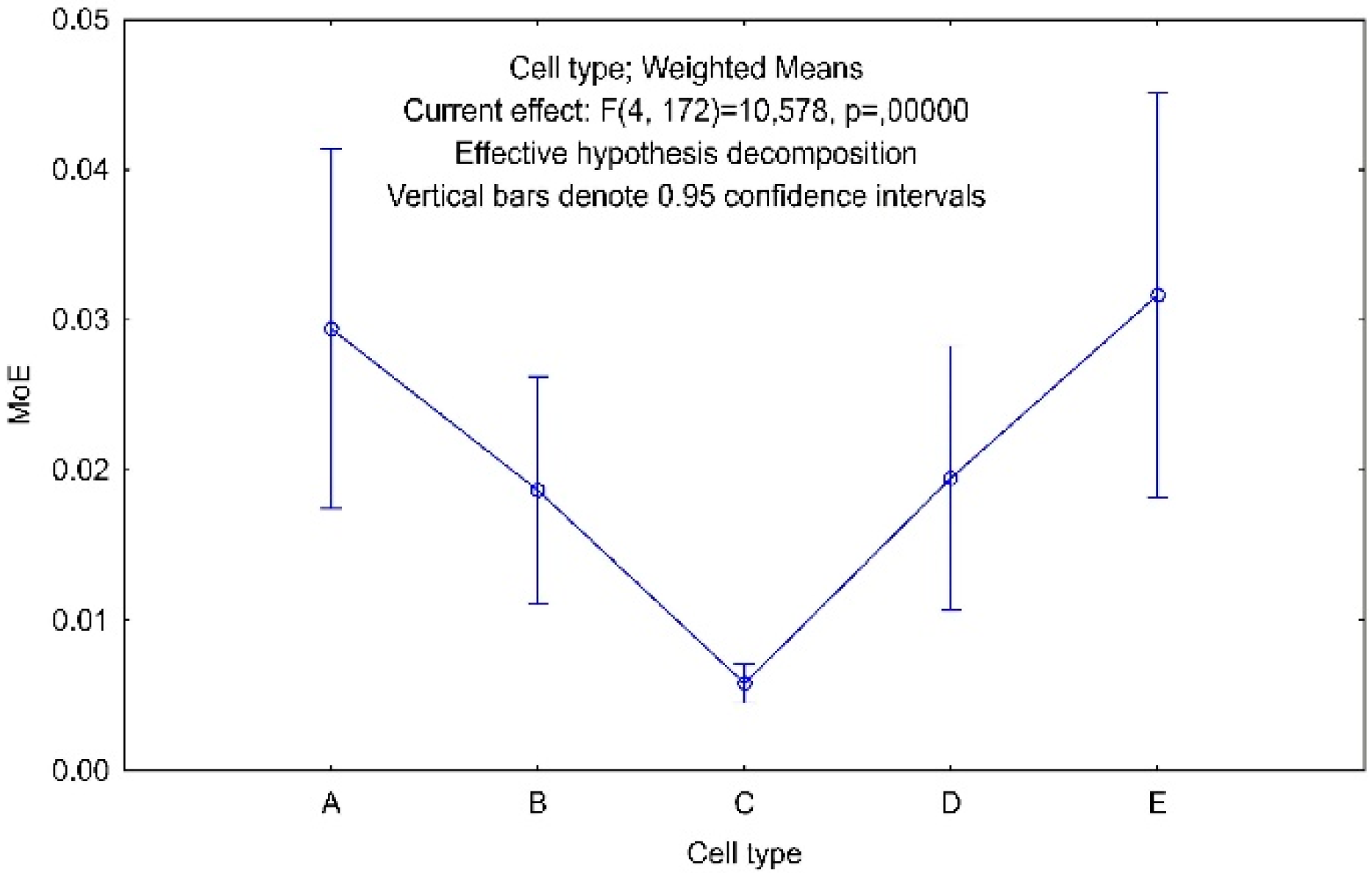
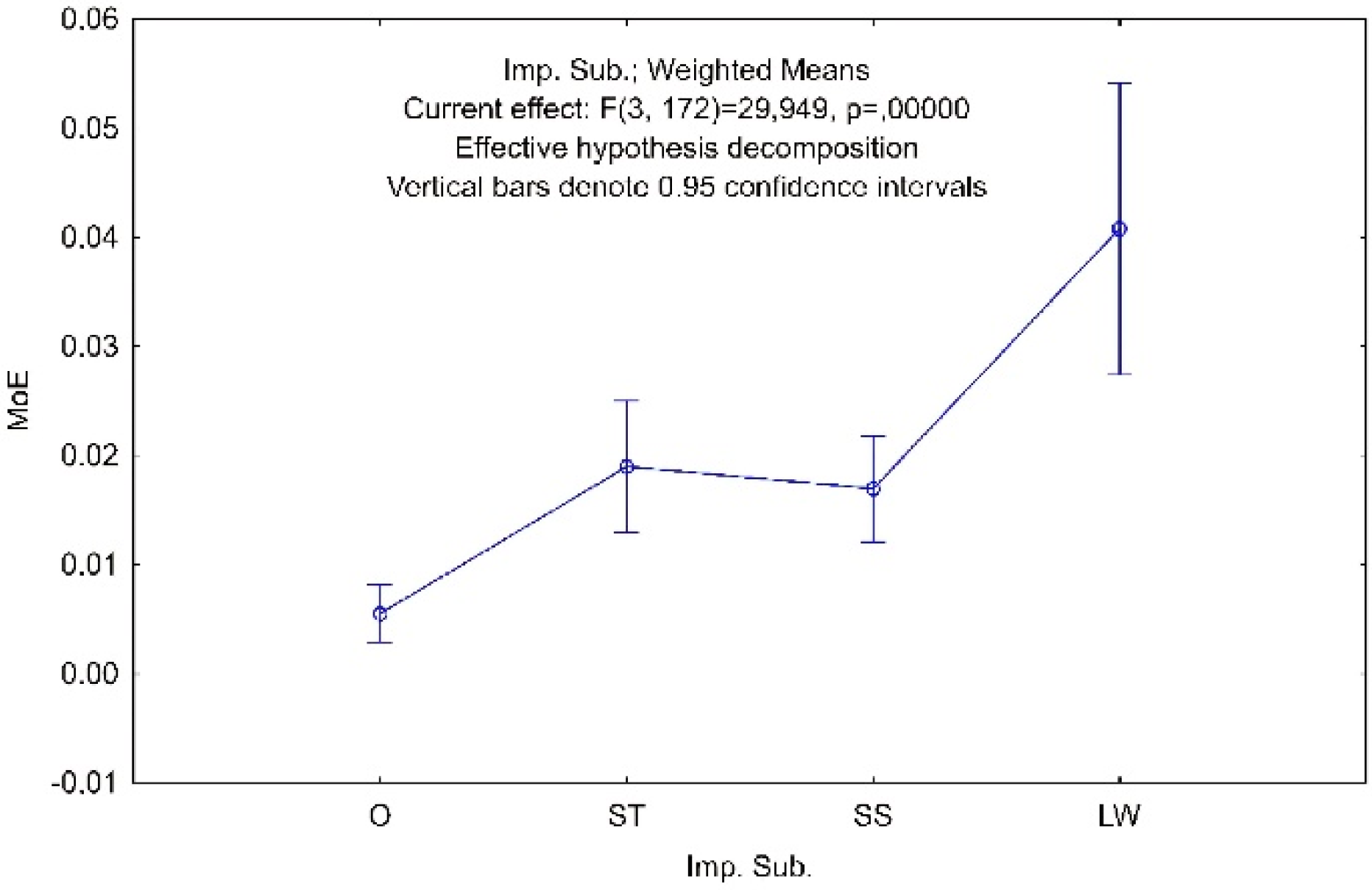
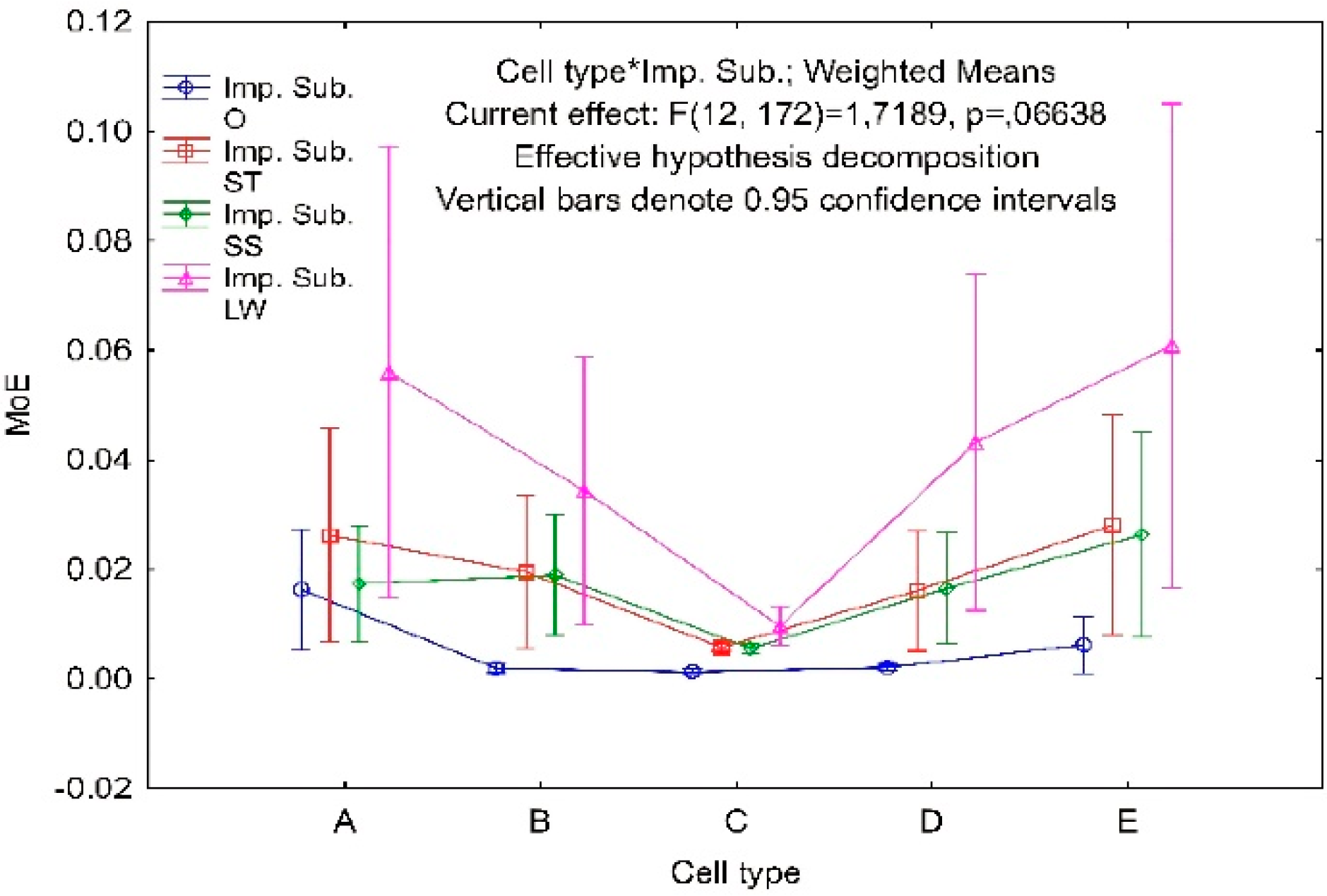
4. Statistical Analysis
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Anonymous. HexWeb™ Honeycomb Sandwich Design Technology; Hexcel Composites: Duxford, UK, 2000. [Google Scholar]
- Njuguna, J. Lightweight Composite Structures in Transport, 1st ed.; Woodhead Publishing: Sawston, UK, 2016; ISBN 9781782423256. [Google Scholar]
- Cunningham, P.R.; White, R.G. Free vibration of doubly curved composite honeycomb rectangular sandwich panels. In Proceedings of the IMAC XVII: 17th International Modal Analysis Conference; University of Southampton: Bellingham, WA, USA, 1999; pp. 65–71. [Google Scholar]
- Marsh, G.; Jacob, A. Trends in marine composites. Reinf. Plast. 2007, 51, 22–27. [Google Scholar] [CrossRef]
- Negro, F.; Cremonini, C.; Zanuttini, R.; Properzi, M. A new wood-based lightweight composite for boatbuilding. Wood Res. 2011, 56, 257–266. [Google Scholar]
- Prucz, J.C.; Shoukry, S.N.; William, G.W.; Shoukry, M.S. Lightweight Composite Materials for Heavy Duty Vehicles; West Virginia University: Morgantown, WV, USA, 2013. [Google Scholar] [CrossRef]
- Jen, Y.; Chang, L. Evaluating bending fatigue strength of aluminum honeycomb sandwich beams using local parameters. Int. J. Fatigue 2008, 30, 1103–1114. [Google Scholar] [CrossRef]
- Chang, C.C.; Ebcioglu, I.K. Effect of cell geometry on the shear modulus and on density of sandwich panel cores. J. Basic Eng. 1961, 83, 513–517. [Google Scholar] [CrossRef]
- Smardzewski, J. Elastic properties of cellular wood panels with hexagonal and auxetic cores. Holzforschung 2013, 67, 87–92. [Google Scholar] [CrossRef]
- Smardzewski, J. Mechanical properties of wood-based sandwich panels with a wavy core. In Proceedings of the XXVII International Conference Research for Furniture Industry, Gazi University, Ankara, Turkey, 17–18 September 2015; pp. 242–255. [Google Scholar]
- Bitzer, T.N. Honeycomb Technology: Materials, Design, Manufacturing, Applications and Testing; Springer Science & Business Media: London, UK, 1997. [Google Scholar]
- Pour, N.; Itzhaki, L.; Hoz, B.; Altus, E.; Basch, H.; Hoz, S. Auxetics at the molecular level: A negative Poisson’s ratio in molecular rods. Angew. Chem. Int. Ed. 2006, 45, 5981–5983. [Google Scholar] [CrossRef]
- Alderson, A.; Alderson, K. Auxetic materials. Int. J. Trends Eng. Technol. 2007, 5, 156–160. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties; Cambridge University Press: London, UK, 1999. [Google Scholar]
- Masters, I.G.G.; Evans, K.E.E. Models for the elastic deformation of honeycombs. Compos. Struct. 1996, 35, 403–422. [Google Scholar] [CrossRef]
- Gibson, L.J. Biomechanics of cellular solids. J. Biomech. 2005, 38, 377–399. [Google Scholar] [CrossRef]
- Fortes, M.A.; Ashby, M.F. The effect of non-uniformity on the in-plane modulus of honeycombs. Acta Mater. 1999, 47, 3469–3473. [Google Scholar] [CrossRef]
- Noor, A.K.; Burton, W.S.; Bert, C.W. Computational models for sandwich panels and shells. Appl. Mech. Rev. 1996, 49, 155–199. [Google Scholar] [CrossRef]
- Wang, H.; Ramakrishnan, K.R.; Shankar, K. Experimental study of the medium velocity impact response of sandwich panels with different cores. Mater. Des. 2016, 99, 68–82. [Google Scholar] [CrossRef]
- Foo, C.C.; Seah, L.K.; Chai, G.B. Low-velocity impact failure of aluminium honeycomb sandwich panels. Compos. Struct. 2008, 85, 20–28. [Google Scholar] [CrossRef]
- Murthy, O.; Munirudrappa, N.; Srikanth, L.; Rao, R. Strength and stiffness optimization studies on honeycomb core sandwich panels. J. Reinf. Plast. Compos. 2005, 25, 663–671. [Google Scholar] [CrossRef]
- Pflug, J.; Vangrimde, B.; Verpoest, I.; Vandepitte, D.; Britzke, M.; Wagenführ, A. Continuously produced paper honeycomb sandwich panels for furniture applications. In Proceedings of the 5th Global Wood Natural Fibre Composites Symposium, Kassel, Germany, 27–28 April 2004; pp. 1–9. [Google Scholar]
- Kretschmann, D.E. Mechanical properties of wood. In Wood Handbook—Wood as an Engineering Material; USDA Forest Service, Forest Products Laboratory: Madison, WI, USA, 2010; pp. 1–46. [Google Scholar]
- Robert, J. Mechanical properties of wood-based composite materials. In Wood Handbook—Wood as an Engineering Material; USDA Forest Service, Forest Products Laboratory: Madison, WI, USA, 2010; pp. 1–12. [Google Scholar]
- Zenkert, D. An Introduction to Sandwich Construction; Engineering Materials Advisory Service: Sheffield, UK, 1995. [Google Scholar]
- Barboutis, I.; Vassiliou, V. Strength properties of lightweight paper honeycomb panels for the furniture. In Proceedings of the International Scientific Conference 10th Anniversary of Engineering Design (Interior and Furniture Design), Sofia, Bulgaria, 17–18 October 2005; pp. 17–18. [Google Scholar]
- Smardzewski, J.; Majewski, A.; Prekrat, S. Effect of cell-wall angle on the uniaxial crushing behaviour of paper hexagonal honeycombs. In Proceedings of the 24th International Scientific Conference, Wood is good - user oriented material, technology and design, University of Zagreb, Faculty of Forestry, Zagreb, Croatia, 18 October 2013; pp. 127–136. [Google Scholar]
- Smardzewski, J.; Jasińska, D. Mathematical models and experimental data for HDF based sandwich panels with dual corrugated lightweight core. Holzforschung 2016, 71, 265–273. [Google Scholar] [CrossRef]
- Voth, C.; Yadama, V. Sustainable lightweight wood-strand panels for building construction. In Proceedings of the International Convention of Society of Wood Science and Technology and United Nations Economic Commission for Europe—Timber Committee, Geneva, Switzerland, 11–14 October 2010; pp. 1–7. [Google Scholar]
- Smardzewski, J.; Prekrat, S. Modelling of thin paper honeycomb panels for furniture. In Proceedings of the 22th International Scientific Conference, Wood is Good—With Knowledge and Technology to a Competitive Forestry and Wood Technology Sector, University of Zagreb, Faculty of Forestry, Zagreb, Croatia, 2 October 2012; pp. 179–186. [Google Scholar]
- Majewski, A.; Smardzewski, J. Models for elastic deformation of auxetic honeycomb with triangular cells. In Proceedings of the XXVII International Conference Research for Furniture Industry, Gazi University, Ankara, Turkey, 17–18 September 2015; pp. 255–268. [Google Scholar]
- Chen, Z.; Yan, N. Investigation of elastic moduli of kraft paper honeycomb core sandwich panels. Compos. Part B Eng. 2012, 43, 2107–2114. [Google Scholar] [CrossRef]
- Sam-Brew, S.; Semple, K.; Smith, G.D. Preliminary experiments on the manufacture of hollow core composite panels. For. Prod. J. 2011, 61, 381–389. [Google Scholar] [CrossRef]
- Majewski, A.; Smardzewski, J. Thin purenit honeycomb panels. In Proceedings of the XXVIth International Conference Research for Furniture Industry, Poznań, Poland, 19–20 September 2013; pp. 63–72. [Google Scholar]
- Aboura, Z.; Talbi, N.; Allaoui, S.; Benzeggagh, M.L. Elastic behavior of corrugated cardboard: Experiments and modeling. Compos. Struct. 2004, 63, 53–62. [Google Scholar] [CrossRef]
- Petutschnigg, A.J.; Koblinger, R.; Pristovnik, M.; Truskaller, M.; Dermouz, H.; Zimmer, B. Leichtbauplatten aus Holzwerkstoffen? Teil I: Eckverbindungen. Holz als Roh- und Werkst. 2004, 405–410. [Google Scholar] [CrossRef]
- Petutschnigg, A.J.; Koblinger, R.; Pristovnik, M.; Truskaller, M.; Dermouz, H.; Zimmer, B. Leichtbauplatten aus Holzwerkstoffen. Teil II: Untersuchung zum Schraubenausziehwiderstand, Lightweight panels made of wood based materials. Part II: Fixing of screws. Holz als Roh- und Werkst. 2005, 63, 19–22. [Google Scholar] [CrossRef]
- Biancolini, M.E. Evaluation of equivalent stiffness properties of corrugated board. Compos. Struct. 2005, 69, 322–328. [Google Scholar] [CrossRef]
- Guedes, J.; Kikuchi, N. Preprocessing and postprocessing for materials based on the homogenization method with adaptive finite element methods. Comput. Methods Appl. Mech. Eng. 1990, 83, 143–198. [Google Scholar] [CrossRef]
- Geers, M.G.D.; Kouznetsova, V.G.; Brekelmans, W.A.M. Multi-scale computational homogenization: Trends and challenges. J. Comput. Appl. Math. 2010, 234, 2175–2182. [Google Scholar] [CrossRef]
- Hohe, J.; Becker, W. Effective stress-strain relations for two-dimensional cellular sandwich cores: Homogenization, material models, and properties. Appl. Mech. Rev. 2001, 55, 61–87. [Google Scholar] [CrossRef]
- Hartung, D.; Sickinger, C.; Herbeck, L. A Simple Homogenization Method for a Flat Periodic Plate Structure. In Computational Fluid and Solid Mechanics; Bathe, K.J., Ed.; Elsevier Science Ltd.: Oxford, UK, 2003; pp. 2294–2297. ISBN 978-0-08-044046-0. [Google Scholar]
- Park, K.J.; Jung, K.; Kim, Y.W. Evaluation of homogenized effective properties for corrugated composite panels. Compos. Struct. 2016, 140. [Google Scholar] [CrossRef]
- Jeong, S.; Zhu, F.; Lim, H.; Kim, Y.; Yun, G.J. 3D stochastic computational homogenization model for carbon fiber reinforced CNT/epoxy composites with spatially random properties. Compos. Struct. 2019, 207, 858–870. [Google Scholar] [CrossRef]
- Librescu, L.; Hause, T. Recent developments in the modeling and behavior of advanced sandwich constructions: A survey. Compos. Struct. 2000, 48, 1–17. [Google Scholar] [CrossRef]
- Smardzewski, J.; Słonina, M.; Maslej, M. Stiffness and failure behaviour of wood based honeycomb sandwich corner joints in different climates. Compos. Struct. 2017, 168, 153–163. [Google Scholar] [CrossRef]
- Pohl, A. Strengthened Corrugated Paper Honeycomb for Application in Structural Elements. Ph.D. Thesis, ETH Zurich, Zurich, Switzerland, 2009. [Google Scholar]
- Roberts, J. The Chemistry of Paper; Royal Society of Chemistry: London, UK, 1996. [Google Scholar]
- Alava, M.; Niskanen, K. The physics of paper. Reports Prog. Phys. 2006, 69, 669–723. [Google Scholar] [CrossRef]
- White, R.G. Developments in the acoustic fatigue design process for composite aircraft structures. Compos. Struct. 1990, 16, 171–192. [Google Scholar] [CrossRef]
- Zauscher, S.; Caulfield, D.F.; Nissan, A.H. The influence of water on the elastic modulus of paper. Part I: Extension of the H-bond theory. Tappi J. 1996, 79, 178–182. [Google Scholar]
- Smardzewski, J.; Kramski, D. Modelling stiffness of furniture manufactured from honeycomb panels depending on changing climate conditions. Thin Walled Struct. 2019, 137, 295–302. [Google Scholar] [CrossRef]
- British Standards Institution. EN 318: Wood-Based Panels. Determination of Dimensional Changes Associated with Changes in Relative Humidity; BSI: London, UK, 2002. [Google Scholar]
- Peliński, K.; Wojnowska, M.; Maslej, M.; Słonina, M.; Smardzewski, J. Modeling of density of periodic structures cores of honeycomb panels. In Proceedings of the The XXVIIIth International Conference Research for Furniture Industry; Poznan University of Life Sciences: Poznań, Poland, 2017; p. 285. [Google Scholar]
- The International Organization for Standardization. PN-EN ISO 1924-2: Paper and Board—Determination of Tensile Properties—Part 2: Constant Rate of Elongation Method (20 mm/min); ISO: Geneva, Switzerland, 2010. [Google Scholar]
- Słonina, M.; Smardzewski, J. Physical and mechanical properties of cells and hexagonal cores made of impregnated recycled paper. In Proceedings of the XXIXTH International Conference Research for Furniture Industry; Gazi University, Technology Faculty Wood Products Industrial Engineering Department: Ankara, Turkey; Poznan University of Life Sciences, Faculty of Wood Technology, Department of Furniture Design: Poznan, Poland, 2019; pp. 518–528. [Google Scholar]
- Peliński, K.; Smardzewski, J. Stiffness of cabinet furniture made from auxetic sandwich panels. In Proceedings of the XXIXTH International Conference Research for Furniture Industry; Gazi University, Technology Faculty Wood Products Industrial Engineering Department: Ankara, Turkey; Poznan University of Life Sciences, Faculty of Wood Technology, Department of Furniture Design: Poznan, Poland, 2019; pp. 72–79. [Google Scholar]
- Heimbs, S.; Schmeer, S.; Middendorf, P.; Maier, M. Strain rate effects in phenolic composites and phenolic-impregnated honeycomb structures. Compos. Sci. Technol. 2007, 67, 2827–2837. [Google Scholar] [CrossRef]
- Zinno, A.; Prota, A.; Di Maio, E.; Bakis, C.E. Experimental characterization of phenolic-impregnated honeycomb sandwich structures for transportation vehicles. Compos. Struct. 2011, 93, 2910–2924. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Paper Thickness (mm) Agent | 0.1 | 0.15 | 0.25 |
|---|---|---|---|
| Paper Grammage (g/m2) | |||
| Test zero-without agent | 85 | 123 | 134 |
| Acetylated starch (ST) | 90 | 139 | 178 |
| Sodium silicate (SS) | 101 | 150 | 207 |
| LiquidWood® (LW) | 148 | 178 | 256 |
| Cell Type | ρ | Sy | Lx | I | h | t | φ | ε |
|---|---|---|---|---|---|---|---|---|
| (–) | (mm) | (˚) | ||||||
| A | 0.0249 | 16.62 | 23.99 | 11.5 | 3.9 | 0.15 | 45 | 67.5 |
| B | 0.0249 | 17.91 | 25.99 | 10.2 | 8.0 | 0.15 | 30 | 60.0 |
| C | 0.0249 | 23.28 | 20.15 | 12.2 | 6.0 | 0.15 | 20 | 55.0 |
| D | 0.0249 | 17.08 | 28.89 | 9.7 | 9.7 | 0.15 | 30 | 60.0 |
| E | 0.0249 | 13.33 | 46.48 | 13.0 | 12.0 | 0.15 | 60 | 75.0 |
| F | 0.0585 | 9.47 | 46.84 | 6.3 | 19.1 | 0.25 | 45 | 67.5 |
| G | 0.0344 | 6.21 | 33.74 | 6.0 | 11.7 | 0.10 | 60 | 75.0 |
| Cell Type | ||||
|---|---|---|---|---|
| (–) | (MPa) | |||
| A | 0.210/0.030 | 3.01/0.64 | 0.0025/0.0005 | 0.0274/0.0084 |
| A_(ST) | 0.250/0.060 | 2.52/0.33 | 0.0057/0.0013 | 0.0519/0.0117 |
| A_(SS) | 0.310/0.040 | 2.33/0.14 | 0.0035/0.0002 | 0.0313/0.0025 |
| A_(LW) | 0.090/0.010 | 3.95/0.25 | 0.0023/0.0007 | 0.1097/0.0174 |
| B | 0.320/0.030 | 1.77/0.25 | 0.0009/0.0001 | 0.0029/0.0009 |
| B_(ST) | 0.330/0.050 | 1.52/0.17 | 0.0043/0.0007 | 0.0385/0.0034 |
| B_(SS) | 0.420/0.050 | 1.80/0.06 | 0.0046/0.0003 | 0.0333/0.0045 |
| B_(LW) | 0.160/0.020 | 2.42/0.23 | 0.0025/0.0005 | 0.0661/0.0111 |
| C | 0.560/0.030 | 1.03/0.12 | 0.0008/0.0001 | 0.0019/0.0002 |
| C_(ST) | 0.800/0.010 | 0.93/0.07 | 0.0050/0.0006 | 0.0065/0.0004 |
| C_(SS) | 0.720/0.370 | 0.77/0.07 | 0.0053/0.0015 | 0.0059/0.0013 |
| C_(LW) | 0.550/0.050 | 1.28/0.14 | 0.0049/0.0007 | 0.0144/0.0004 |
| D | 0.360/0.030 | 1.94/0.31 | 0.0014/0.0001 | 0.0028/0.0002 |
| D_(ST) | 0.250/0.050 | 2.20/0.49 | 0.0026/0.0009 | 0.0296/0.0089 |
| D_(SS) | 0.320/0.030 | 1.86/0.28 | 0.0040/0.0007 | 0.0291/0.0770 |
| D_(LW) | 0.180/0.010 | 3.49/0.69 | 0.0040/0.0003 | 0.0824/0.0173 |
| E | 0.060/0.010 | 8.72/0.50 | 0.0006/0.0001 | 0.0119/0.0023 |
| E_(ST) | 0.070/0.010 | 7.24/1.12 | 0.0018/0.0002 | 0.0544/0.0070 |
| E_(SS) | 0.110/0.010 | 6.22/1.14 | 0.0017/0.0003 | 0.0510/0.0055 |
| E_(LW) | 0.270/0.010 | 8.12/0.21 | 0.0032/0.0007 | 0.1185/0.0163 |
| F | 0.074/0.021 | 9.93/1.13 | 0.0034/0.0012 | 0.5200/0.1900 |
| F_(ST) | 0.091/0.017 | 7.10/1.12 | 0.0044/0.0009 | 0.5300/0.1000 |
| F_(SS) | 0.067/0.008 | 5.96/0.37 | 0.0030/0.0007 | 0.4200/0.0700 |
| F_(LW) | 0.060/0.010 | 7.99/0.81 | 0.0108/0.0015 | 1.2800/0.0500 |
| G | 0.074/0.009 | 5.32/0.40 | 0.0007/0.0001 | 0.0371/0.0049 |
| G_(ST) | 0.053/0.009 | 7.16/0.93 | 0.0007/0.0001 | 0.0487/0.0056 |
| G_(SS) | 0.063/0.010 | 6.15/1.29 | 0.0006/0.0001 | 0.0272/0.0033 |
| G_(LW) | 0.051/0.015 | 8.09/1.19 | 0.0007/0.0001 | 0.0689/0.0084 |
| Cell Type | A | B | C | D | E | F | G | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Test | R | T | R | T | R | T | R | T | R | T | R | T | R | T |
| l (mm) | 10.68 | 11.50 | 9.93 | 10.20 | 11.67 | 12.20 | 9.41 | 9.70 | 12.98 | 13.00 | 6.52 | 8.00 | 5.13 | 6.00 |
| h (mm) | 4.70 | 3.90 | 8.32 | 8.00 | 6.58 | 6.00 | 9.86 | 9.70 | 11.35 | 12.00 | 16.30 | 17.00 | 12.50 | 11.70 |
| φ (°) | 59.19 | 45.00 | 45.58 | 30.00 | 32.18 | 20.00 | 44.24 | 30.00 | 74.23 | 60.00 | 57.47 | 45.00 | 58.60 | 60.00 |
| Effect | |||||
|---|---|---|---|---|---|
| Intercept | 0.082457 | 1 | 0.082457 | 234.4467 | 0.000000 |
| Cell type | 0.014881 | 4 | 0.003720 | 10.5777 | 0.000000 |
| Imp. sub. | 0.031600 | 3 | 0.010533 | 29.9487 | 0.000000 |
| Dir. | 0.062411 | 1 | 0.062411 | 177.4510 | 0.000000 |
| Cell type*Imp. sub. | 0.007255 | 12 | 0.000605 | 1.7189 | 0.066376 |
| Error | 0.060494 | 172 | 0.000352 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Słonina, M.; Dziurka, D.; Smardzewski, J. Experimental Research and Numerical Analysis of the Elastic Properties of Paper Cell Cores before and after Impregnation. Materials 2020, 13, 2058. https://doi.org/10.3390/ma13092058
Słonina M, Dziurka D, Smardzewski J. Experimental Research and Numerical Analysis of the Elastic Properties of Paper Cell Cores before and after Impregnation. Materials. 2020; 13(9):2058. https://doi.org/10.3390/ma13092058
Chicago/Turabian StyleSłonina, Michał, Dorota Dziurka, and Jerzy Smardzewski. 2020. "Experimental Research and Numerical Analysis of the Elastic Properties of Paper Cell Cores before and after Impregnation" Materials 13, no. 9: 2058. https://doi.org/10.3390/ma13092058
APA StyleSłonina, M., Dziurka, D., & Smardzewski, J. (2020). Experimental Research and Numerical Analysis of the Elastic Properties of Paper Cell Cores before and after Impregnation. Materials, 13(9), 2058. https://doi.org/10.3390/ma13092058