
A Flow Stress Model of the AA3104-H19 Alloy for the FEM Simulation of the Beverage Can Manufacturing Process under Large Plastic Deformations



Abstract
:
1. Introduction
2. Materials and Methods
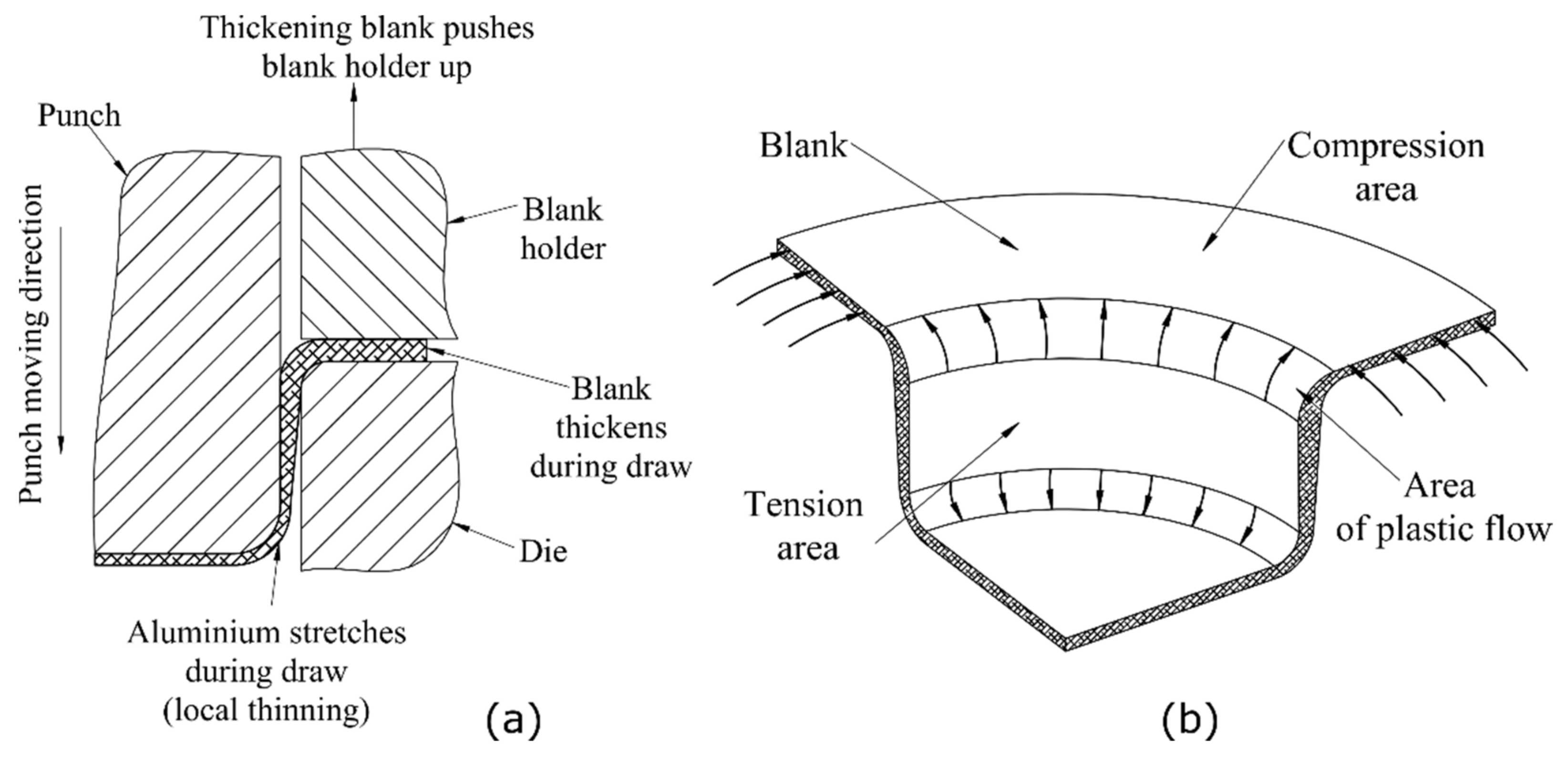
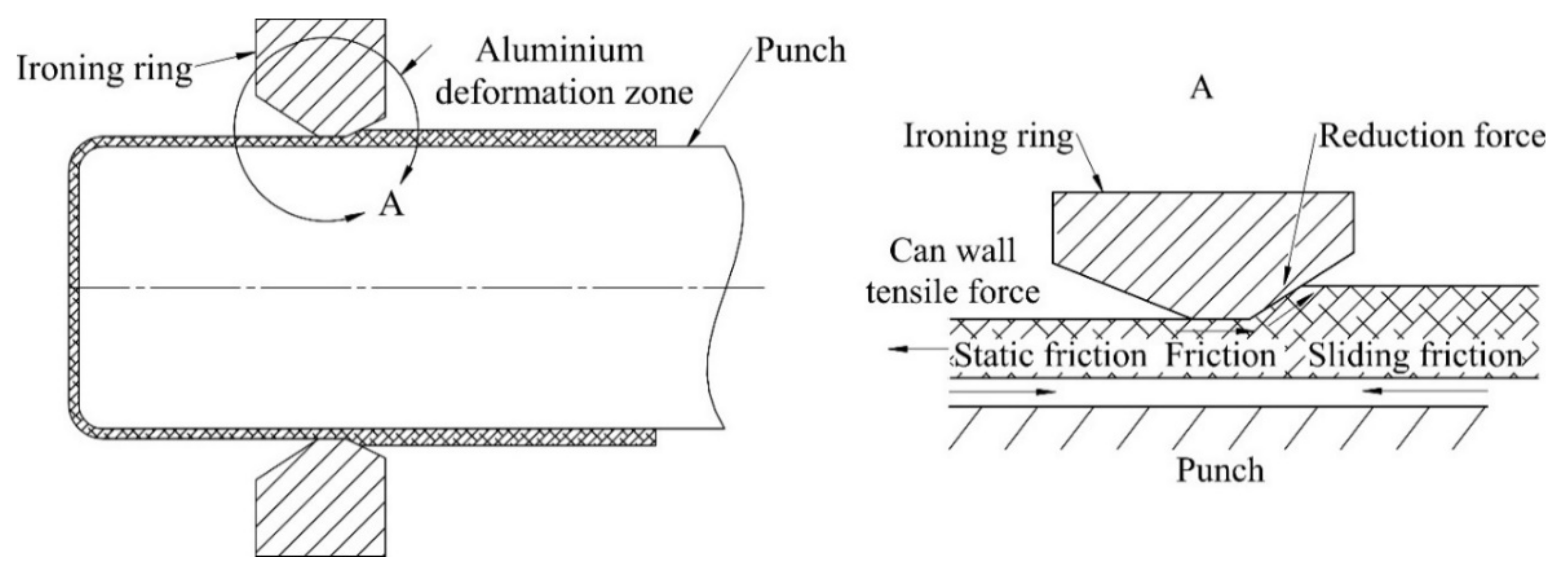
2.1. Technological Process
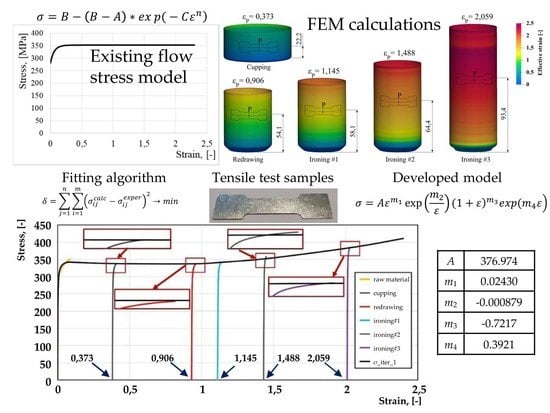
2.2. Existing Flow Stress Model of the AA3104-H19 Alloy for Large Plastic Deformations
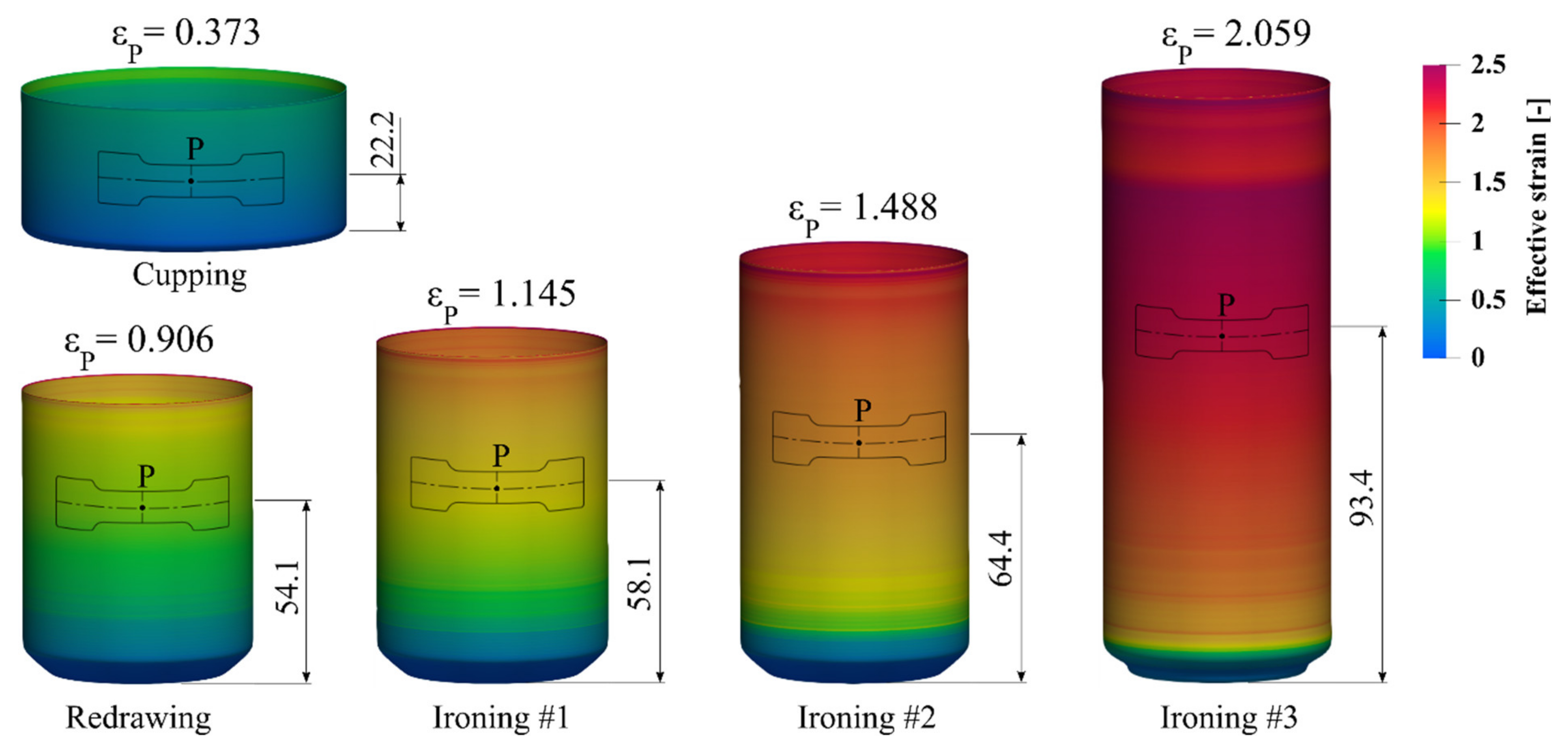
2.3. Numerical Simulations
2.4. Development of Specimens for the Plastometric Tests
2.5. Calibration of the Flow Stress Model
3. Results of the Experimental Study
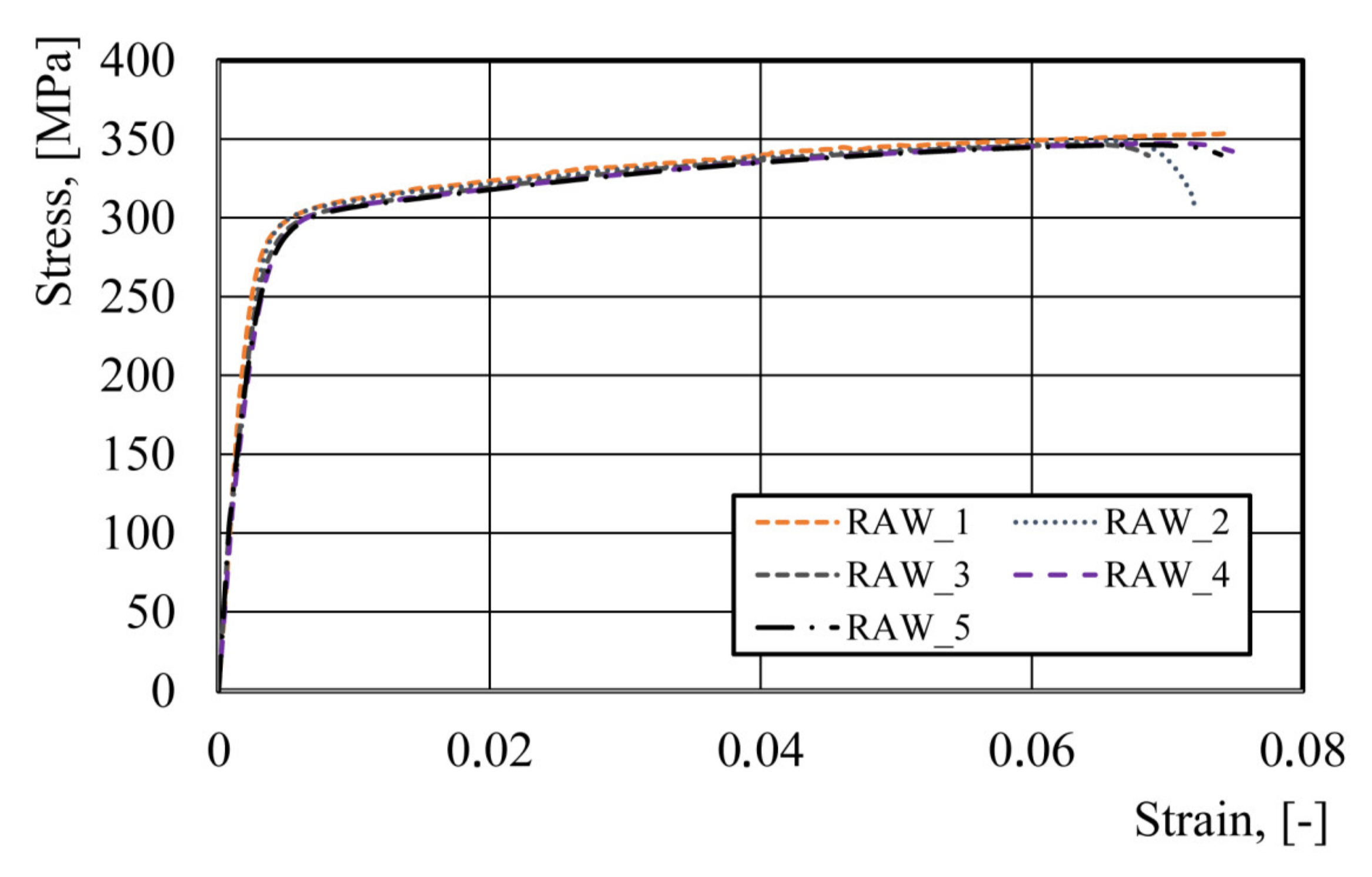
3.1. Tensile Tests of the Blank Material
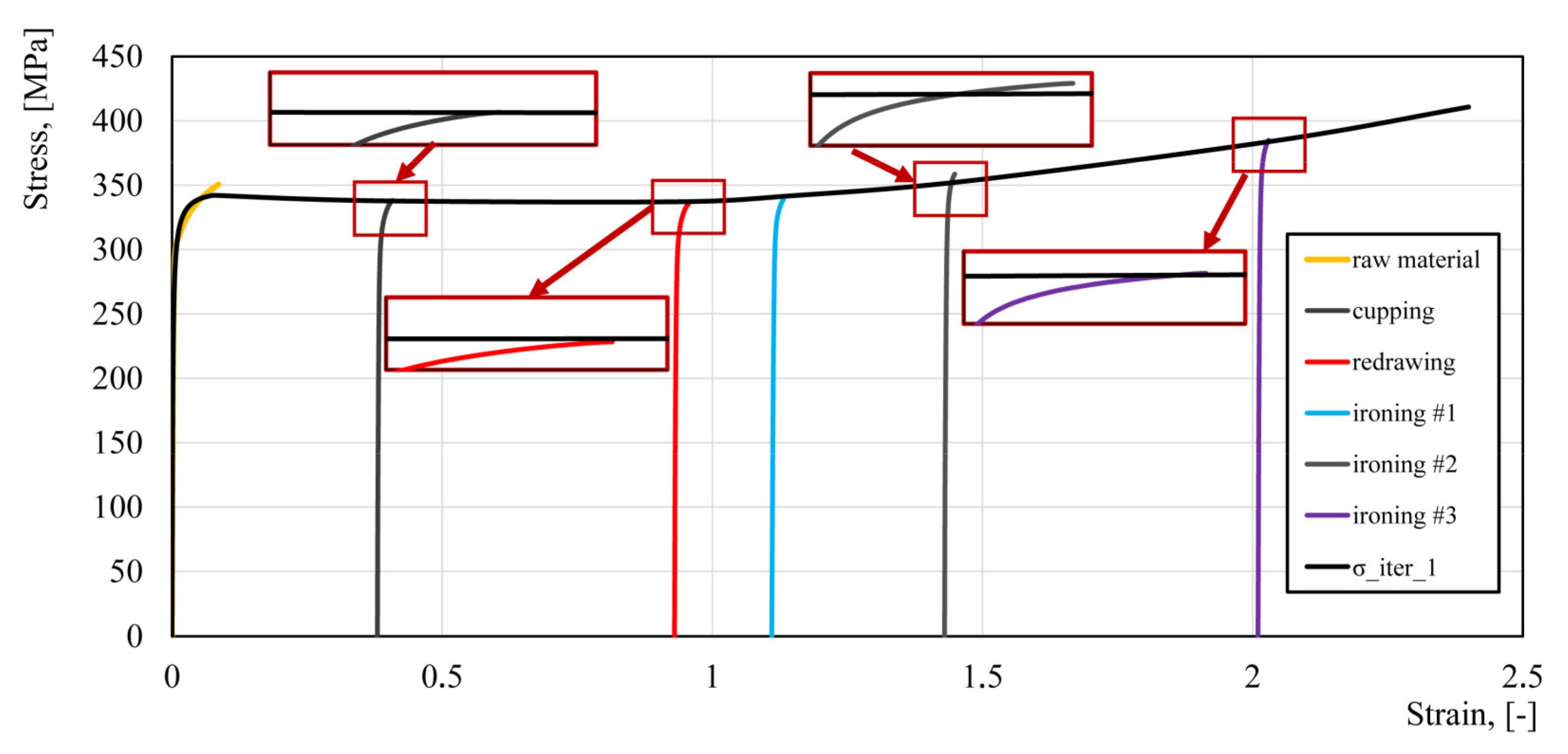
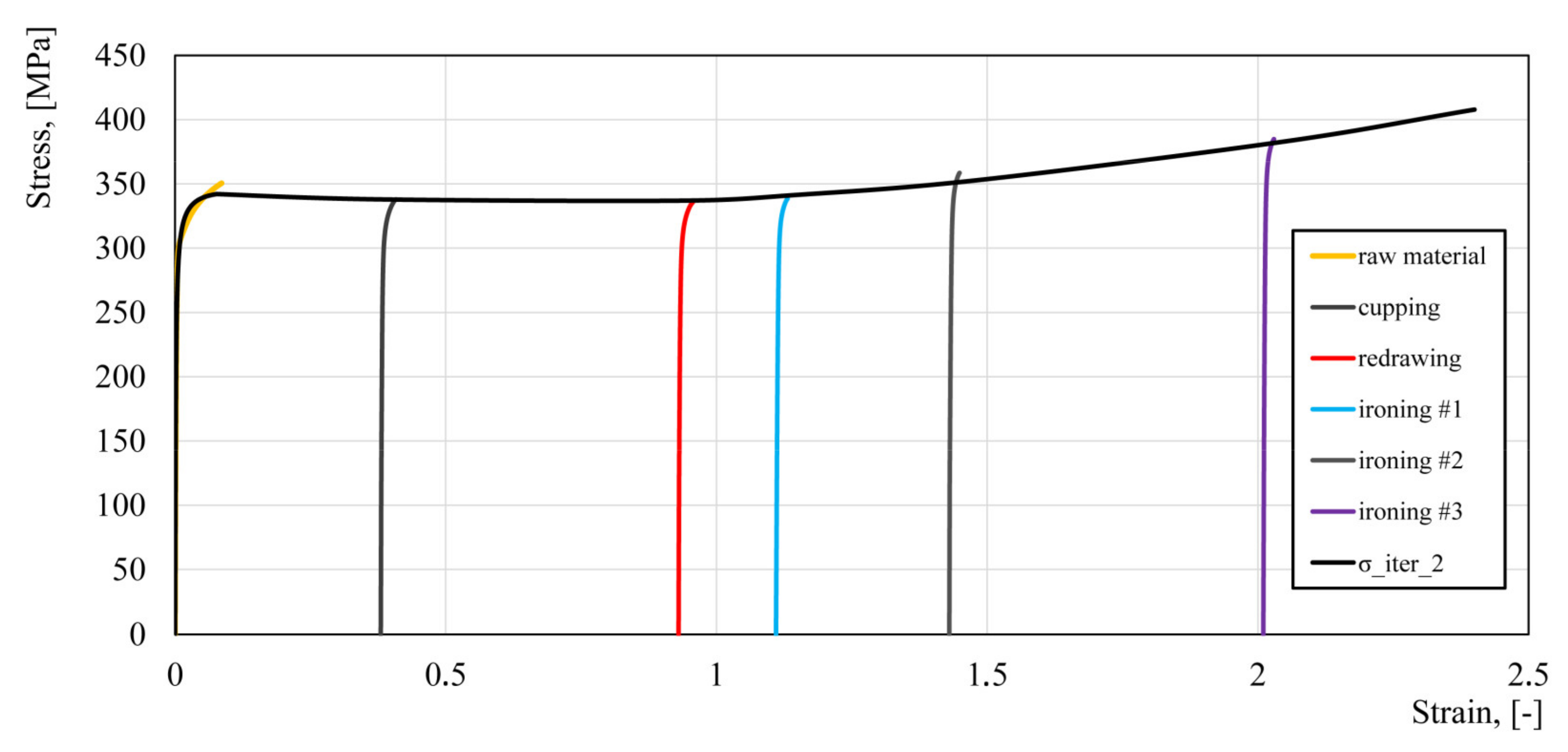
3.2. Calibration of the New Flow Stress Model
4. Discussion
5. Conclusions
- A methodology was developed to determine the flow stress model of the AA3104-H19 alloy for large plastic deformations;
- Since it was not possible to cut the standard samples for the plastometric tests from the wall of the beverage can, a miniaturized specimen was developed and verified;
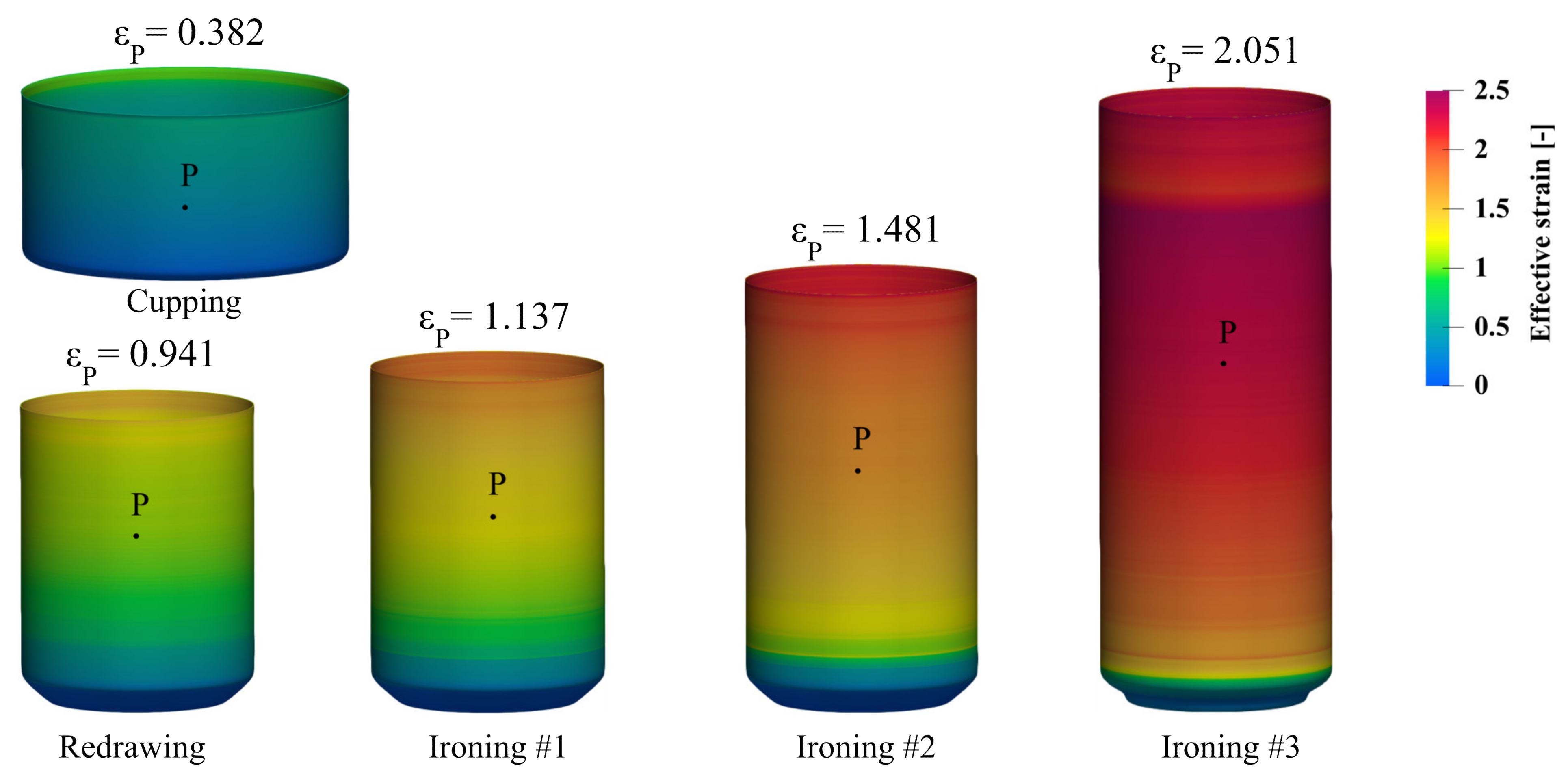
- A numerical model of the beverage can manufacturing process was used to determine the locations of the samples for the plastometric tests and the effective strain in the center of those samples;
- The developed flow stress model covers the range of the actual effective strain in the beverage can manufacturing process up to 2.0. This model also takes into consideration the deformation history and the Bauschinger effect;
- The developed model describes the flow characteristics of the material much more effectively than the model provided by the sheet metal supplier. This results in a better representation of the material thickness in the simulation process. On the cup and redraw operations, the difference in thickness relative to the actual thickness decreased from 5 to 1 and 11.5 to 0.5 µm, respectively;
- The presented flow stress model can be used in the development process of beverage can shaping and manufacturing technology.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Folle, L.F.; Silveira Netto, S.E.; Schaeffer, L. Analysis of the manufacturing process of beverage cans using aluminum alloy. J. Mater. Process. Technol. 2008, 205, 347–352. [Google Scholar] [CrossRef]
- Deneuville, P.; Lecot, R. The study of friction in ironing process by physical and numerical modelling. J. Mater. Process. Technol. 1994, 45, 625–630. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Pösse, O.; Milch, M.; Helms, G. Optimization of ironing processes by means of DOE and FEA. Prod. Eng. 2007, 1, 3–8. [Google Scholar] [CrossRef]
- Tufekci, S.S.; Ahmetoglu, M.A.; Kinzel, G.; Altan, T. Process simulation for can manufacturing by deep drawing and ironing. SAE Trans. 1995, 104, 532–540. [Google Scholar]
- Aretz, H.; Engler, O. Accuracy analysis of earing compensation procedures. Int. J. Solids Struct. 2020, 191–192, 418–433. [Google Scholar] [CrossRef]
- Khan, M.; Levy, C.; Hameed, A.; Khan, A.Z.; Orakzai, K.; Shahazad, K.; Malik, A.; Khushnood, S. An analysis of dome reversal in metal beverage container based on finite element methods. Struct. Durab. Health Monit. 2010, 6, 53–68. [Google Scholar] [CrossRef]
- Paul, R. Draw Die and Method for Manufacturing A Metal Cup. Patent WO/2017/220963, 28 December 2017. [Google Scholar]
- Schünemann, M.; Ahmetoglu, M.A.; Altan, T. Prediction of process conditions in drawing and ironing of cans. J. Mater. Process. Technol. 1996, 59, 1–9. [Google Scholar] [CrossRef]
- Van Haaften, W.M.; Magnin, B.; Kool, W.H.; Katgerman, L. Constitutive behavior of as-cast AA1050, AA3104, and AA5182. Metall. Mater. Trans. A 2002, 33, 1971–1980. [Google Scholar] [CrossRef]
- Mirfalah-Nasiri, S.M.; Basti, A.; Hashemi, R. Forming limit curves analysis of aluminum alloy considering the through-thickness normal stress, anisotropic yield functions and strain rate. Int. J. Mech. Sci. 2016, 117, 93–101. [Google Scholar] [CrossRef]
- Sun, F.; Liu, P.; Liu, W. Multi-level deep drawing simulations of AA3104 aluminium alloy using crystal plasticity finite element modelling and phenomenological yield function. Adv. Mech. Eng. 2021, 13, 16878140211001204. [Google Scholar] [CrossRef]
- Dick, R.E.; Lou, Y.; Zhang, S.; Yoon, J.W. Material characterization and fracture prediction with advanced constitutive model and Polar EPS fracture diagram for AA 3104-H19. J. Phys. Conf. Ser. 2018, 1063, 1–6. [Google Scholar] [CrossRef]
- Zhang, G.Q.; Zhai, J.Q.; Hao, T.; Wang, W.J.; Yang, X.B.; Liu, Y.J. Forming process numerical simulation of beverage can. Adv. Mater. Res. 2013, 753–755, 928–931. [Google Scholar] [CrossRef]
- Kolhatkar, A.; Karthik, V.; Chaitanya, G.; Kumar, A.; Ramchandran, D. Development and validation of a miniature tensile specimen for determination of mechanical properties. J. Test. Eval. 2019, 47, 3417–3431. [Google Scholar] [CrossRef]
- Farrukh, H.; Desmukh, M.N.; Asif, H.; Sehgal, D.K. Miniature test technique for acquiring true stress–strain curves for a large range of strains using a tensile test and inverse finite element method. Appl. Mech. Mater. 2011, 110–116, 4204–4211. [Google Scholar] [CrossRef]
- Kumar, K.; Pooleery, A.; Madhusoodanan, K.; Singh, R.N.; Chakravartty, J.K.; Dutta, B.K.; Sinha, R.K. Use of miniature tensile specimen for measurement of mechanical properties. Procedia Eng. 2014, 86, 899–909. [Google Scholar] [CrossRef] [Green Version]
- Bergonzi, L.; Vettori, M.; Pirondi, A. Development of a miniaturized specimen to perform uniaxial tensile tests on high performance materials. Procedia Struct. Integr. 2019, 24, 213–224. [Google Scholar] [CrossRef]
- Martins, A.L.T.; Couto, A.A.; De Lima, N.B.; Almeida, G.F.C. Crystallographic texture evolution of aluminum alloy 3104 in the drawn and wall ironing (DWI) process. Mater. Res. 2020, 22. [Google Scholar] [CrossRef] [Green Version]
- Bergeson, B.; Reiling, M. Two Piece Beverage Canmaking; Sayers Publishing Group: Crawley, UK, 2002; ISBN 0953100901. [Google Scholar]
- ASM International. ASM Handbook Volume 2: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: Novelty, OH, USA, 1990; ISBN 978-0-87170-378-1. [Google Scholar]
- Sińczak, J. (Ed.) Procesy Przeróbki Plastycznej–Praca Zbiorowa Pod Redakcją dr hab. inż. Jana Sińczaka; AKAPIT: Kraków, Poland, 2001; ISBN 83-89541-11-4. [Google Scholar]
- Lazarescu, L.; Nicodim, I.; Comsa, D.S.; Banabic, D. Effect of the blank-holding load on the drawing force in the deep-drawing process of cylindrical and square cups. Appl. Mech. Mater. 2015, 760, 379–384. [Google Scholar] [CrossRef]
- Hockett, J.E.; Sherby, O.D. Large strain deformation of polycrystalline metals at low homologous temperatures. J. Mech. Phys. Solids 1975, 23, 87–98. [Google Scholar] [CrossRef]
- LS DYNA Keyword User’s Manual. Available online: https://www.dynasupport.com/manuals/ls-dyna-manuals (accessed on 2 October 2021).
- Mackey, A. Numerical analysis of the effect of orthogonal friction and work piece misalignment during an AA5042 cud drawing process. In Proceedings of the 14th International LS-DYNA User Conference, Dearborn, MI, USA, 12–14 June 2016; 2016; pp. 1–13. [Google Scholar]
- Milenin, A.; Kustra, P.; Paćko, M. Mathematical model of warm drawing of MgCa0.8 alloy accounting for ductility of the material. Comput. Methods Mater. Sci. 2010, 10, 69–79. [Google Scholar]
- Hansel, A.; Spittel, T. Kraft- und Arbeitsbedarf Bildsamer Formgebungsverfahren; VEB Deutscher Verlag für Grundstoffindustrie: Lipsk, Germany, 1978. [Google Scholar]
- Duval, J.L.; Teodosiu, C.; Courbon, J. Microstructure-based models of the plastic behaviour of 3104 aluminium alloy. Mater. Sci. Forum 1996, 217–222, 1007–1012. [Google Scholar] [CrossRef]
- Guo, X.; Gu, Y.; Wang, H.; Jin, K.; Tao, J. The Bauschinger effect and mechanical properties of AA5754 aluminum alloy in incremental forming process. Int. J. Adv. Manuf. Technol. 2018, 94, 1387–1396. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grade Designation | Si | Fe | Cu | Mn | Mg | Zn | Ga | V | Ti | Unspecified Other Elements | Al | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Each | Total | |||||||||||
| 3104 | 0.176 ± 0.009 | 0.431 ± 0.003 | 0.129 ± 0.001 | 0.833 ± 0.005 | 1.191 ± 0.020 | 0.032 ± 0.001 | 0.009 ± 0.001 | 0.031 ± 0.002 | 0.015 ± 0.002 | - | 0.071 ± 0.002 | 97.082 ± 0.162 |
| Sample Type | a0 (mm) | b0 (mm) | S0 (mm2) | YS (MPa) | UTS (MPa) | A (%) |
|---|---|---|---|---|---|---|
| Standard sample | 0.240 ± 0.001 | 12.51 ± 0.03 | 3.008 ± 0.005 | 286.74 ± 1.43 | 315.31 ± 1.16 | 4.92 ± 0.36 |
| Miniature sample | 0.240 ± 0.001 | 10.00 ± 0.07 | 2.404 ± 0.019 | 286.10 ± 0.93 | 318.33 ± 0.33 | 6.10 ± 0.39 |
| Forming Step | a0 (mm) | b0 (mm) | YS (MPa) | UTS (MPa) | A (%) |
|---|---|---|---|---|---|
| cupping | 0.245 ± 0.0010 | 10.01 ± 0.01 | 293.65 ± 1.05 | 328.10 ± 0.60 | 2.46 ± 0.06 |
| redrawing | 0.239 ± 0.0015 | 10.01 ± 0.01 | 290.15 ± 0.85 | 325.95 ± 0.85 | 1.52 ± 0.48 |
| ironing #1 | 0.206 ± 0.0005 | 9.98 ± 0.03 | 301.20 ± 5.92 | 330.97 ± 0.33 | 1.41 ± 0.33 |
| ironing #2 | 0.158 ± 0.0005 | 9.92 ± 0.01 | 320.70 ± 0.20 | 351.00 ± 0.60 | 0.92 ± 0.08 |
| ironing #3 | 0.099 ± 0.0005 | 9.86 ± 0.05 | 345.80 ± 2.60 | 374.05 ± 2.65 | 0.72 ± 0.12 |
| A | m1 | m2 | m3 | m4 |
|---|---|---|---|---|
| 377.524 | 0.024674 | −0.00088 | −0.73833 | 0.4027 |
| A | m1 | m2 | m3 | m4 |
|---|---|---|---|---|
| 376.974 | 0.02430 | −0.000879 | −0.7217 | 0.3921 |
| Numerical Models and Measurement | The Thickness of Can Wall in Material Point P (µm) | ||||
|---|---|---|---|---|---|
| Cupping | Redrawing | Ironing #1 | Ironing #2 | Ironing #3 | |
| Existing flow stress model (Equation (1)) | 250 | 251 | 209 | 158 | 99 |
| Proposed flow stress model (Equation (2)) | 246 | 239 | 208 | 158 | 99 |
| Mean value of measured specimens | 245 | 239.5 | 205.7 | 157.5 | 98.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wędrychowicz, P.; Kustra, P.; Paćko, M.; Milenin, A. A Flow Stress Model of the AA3104-H19 Alloy for the FEM Simulation of the Beverage Can Manufacturing Process under Large Plastic Deformations. Materials 2021, 14, 6408. https://doi.org/10.3390/ma14216408
Wędrychowicz P, Kustra P, Paćko M, Milenin A. A Flow Stress Model of the AA3104-H19 Alloy for the FEM Simulation of the Beverage Can Manufacturing Process under Large Plastic Deformations. Materials. 2021; 14(21):6408. https://doi.org/10.3390/ma14216408
Chicago/Turabian StyleWędrychowicz, Przemysław, Piotr Kustra, Marek Paćko, and Andrij Milenin. 2021. "A Flow Stress Model of the AA3104-H19 Alloy for the FEM Simulation of the Beverage Can Manufacturing Process under Large Plastic Deformations" Materials 14, no. 21: 6408. https://doi.org/10.3390/ma14216408
APA StyleWędrychowicz, P., Kustra, P., Paćko, M., & Milenin, A. (2021). A Flow Stress Model of the AA3104-H19 Alloy for the FEM Simulation of the Beverage Can Manufacturing Process under Large Plastic Deformations. Materials, 14(21), 6408. https://doi.org/10.3390/ma14216408