
Regeneration of Aluminum Matrix Composite Reinforced by SiCp and GCsf Using Gas Tungsten Arc Welding Technology



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- It is possible to modify or repair the surface of AlSi12/SiCp + GCsf aluminum matrix composites reinforced by SiCp/GCsf made by centrifugal casting. The application of GTAW method with filler metal characterized by a chemical composition similar to the aluminum metal matrix composite is a confirmed method to achieve pad welding with the required properties. The process should be carried out in argon gas, at a flow rate of 10 l/min, and with an alternating current from 120 to 140 A.
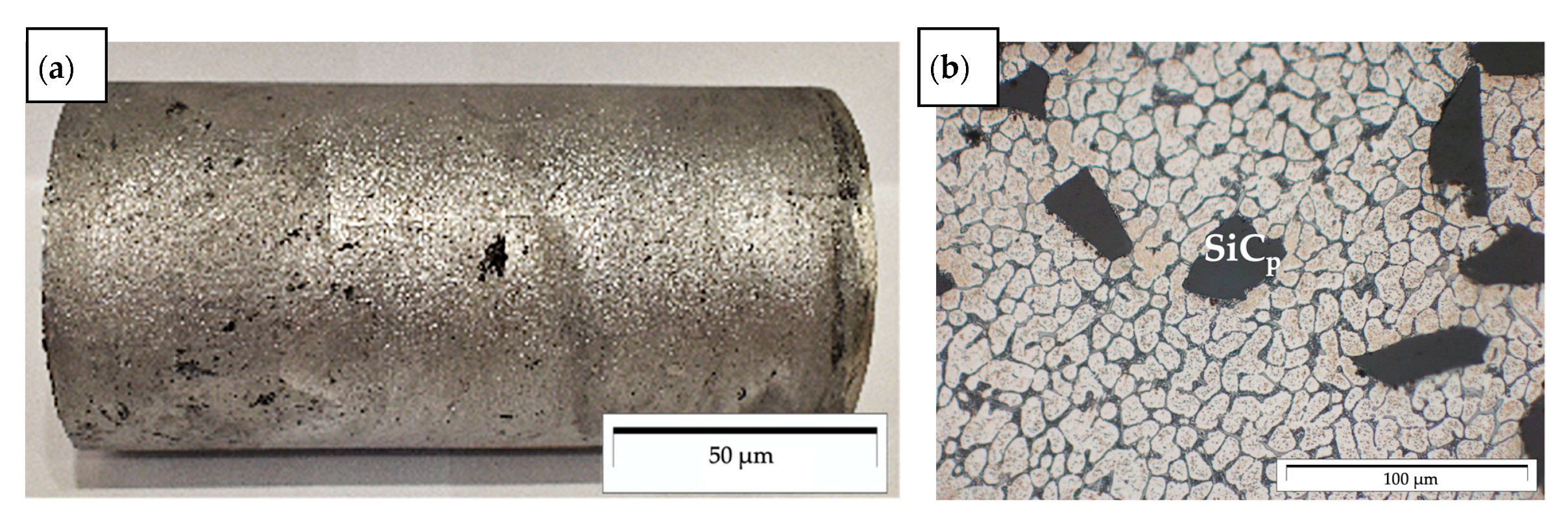
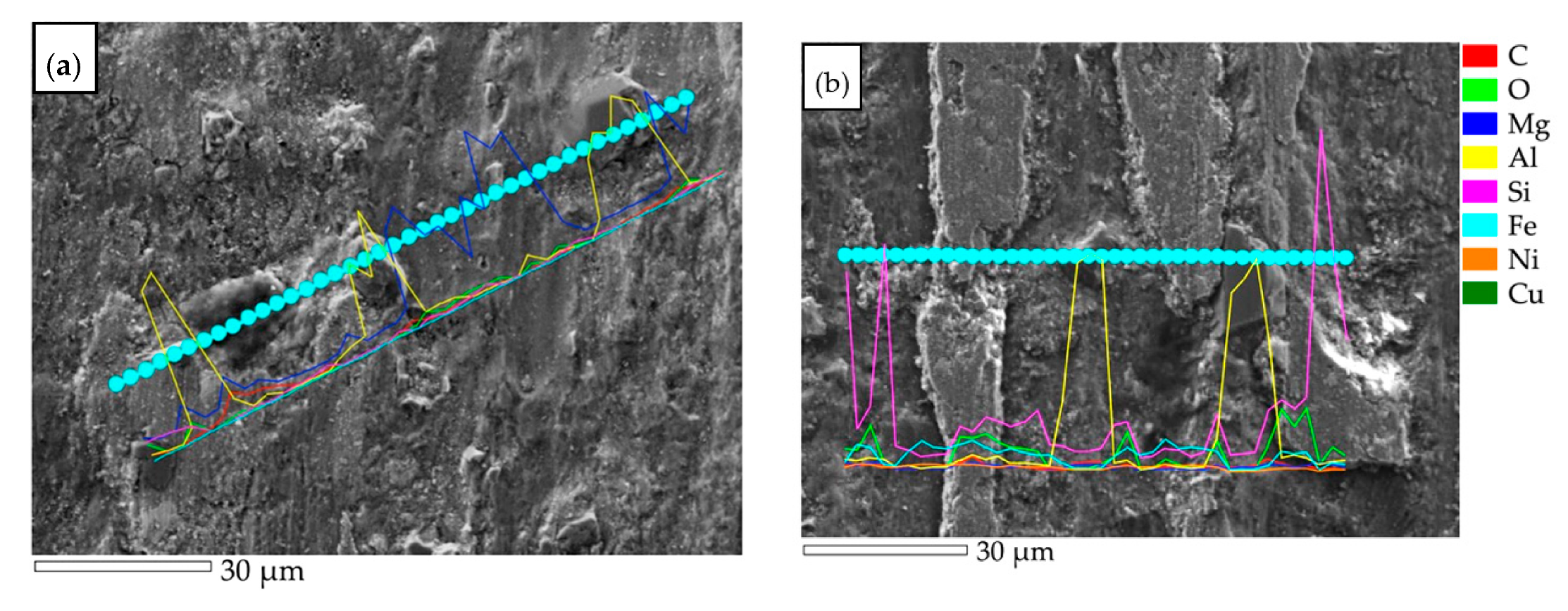
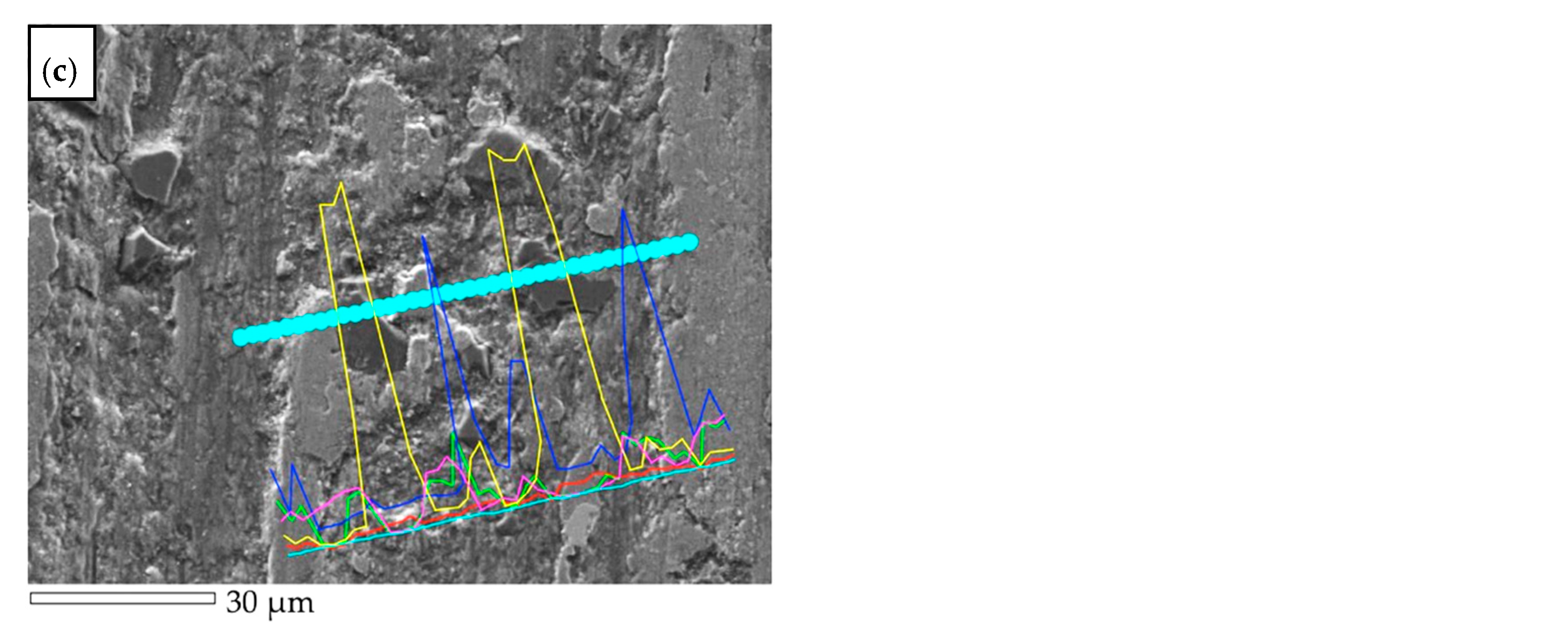
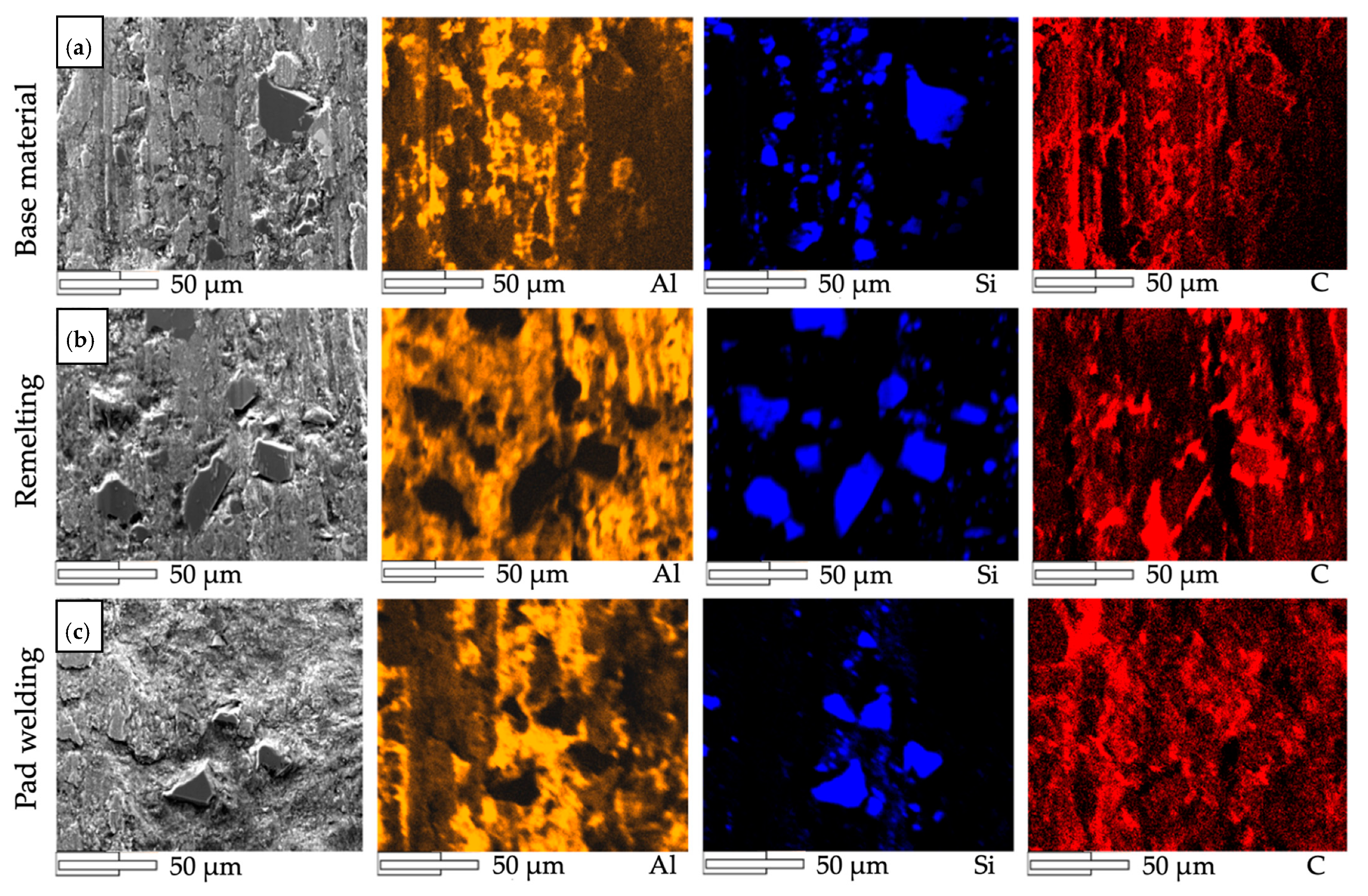
- The surface of the composite sleeve after remelting is characterized by the correct structure, in which the SiCp/GCsf reinforcing particles are observed. A much lower porosity of the remelted zone was found. This is due to a better homogeneity of the SiCp distribution in the composite and better filling spaces between liquid metal particles in comparison to the base material.
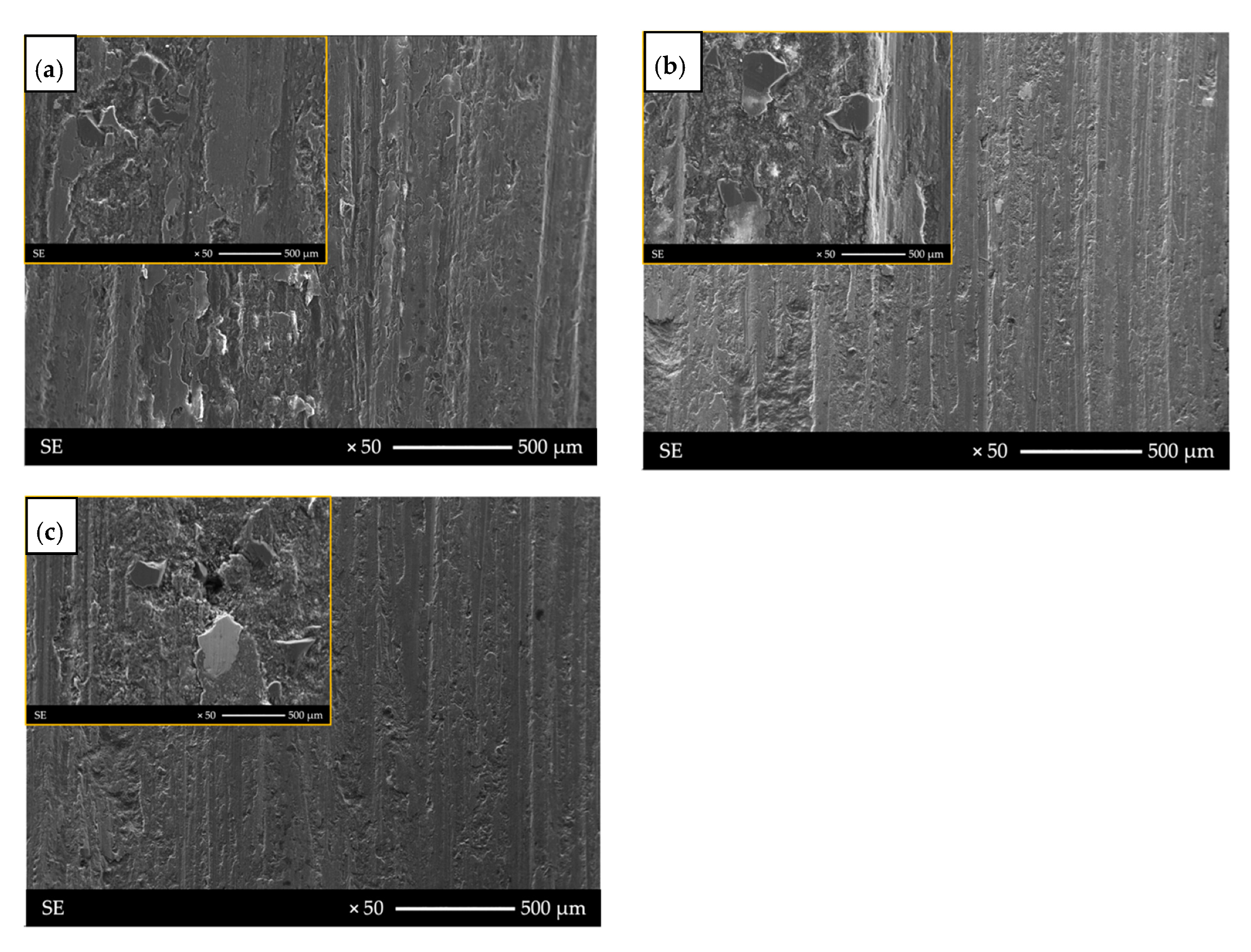
- Single SiCp particles were observed in the area of pad welding made with AlSi12 filler metal, this results from the major volume of the matrix in the liquid metal pool. No pores or gases were observed in the pad welding, which confirms the correct repair process.
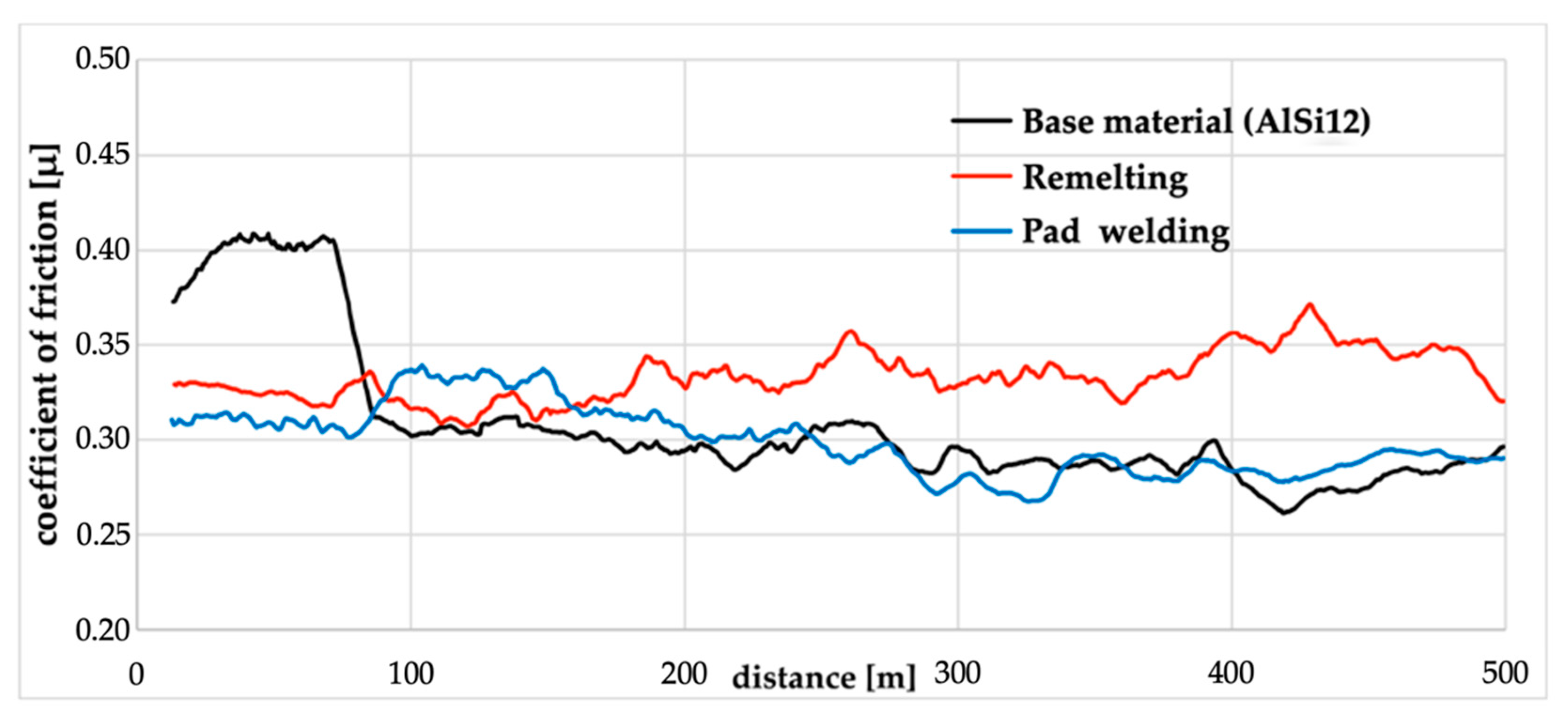
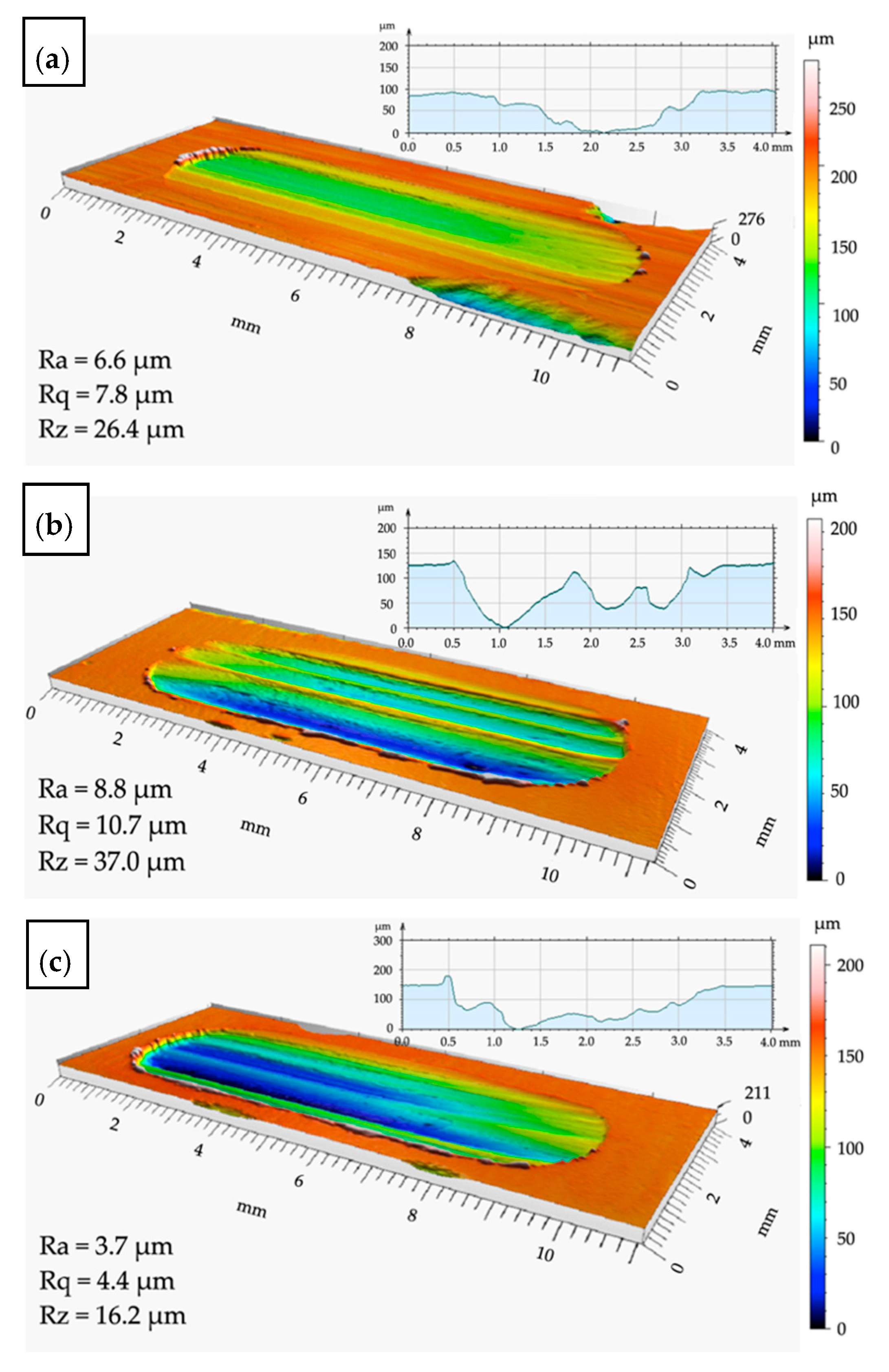
- The surface of the composite after the pad welding process is characterized by similar tribological properties as the base material, while the pad welding under the same conditions shows a lower degree of wear. This is due to a smaller number of reinforcing particles that cause the surface to be furrowed and the plastic to deformation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bodunrin, M.O.; Alaneme, K.K.; Chown, L.H. Aluminium matrix hybrid composites: A review of reinforcement philosophies; mechanical, corrosion and tribological characteristics. J. Mater. Res. Technol. 2015, 4, 434–445. [Google Scholar] [CrossRef] [Green Version]
- Comosite Materials Handbook; MIL-HDBK-17; Department of Defense of USA: Philadelphia, PA, USA, 2002.
- Nishchev, K.N.; Novopoltsev, M.I.; Mishkin, V.P.; Shchetanov, B.V. Studying the microstructure of AlSiC metal matrix composite material by scanning electron microscopy. Bull. Russ. Acad. Sci. Phys. 2013, 77, 981–985. [Google Scholar] [CrossRef]
- Hekner, B.; Myalski, J.; Valle, N.; Botor-Probierz, A.; Sopicka-Lizer, M.; Wieczorek, J. Friction and wear behavior of Al-SiC(n) hybrid composites with carbon addition. Compos. Part B Eng. 2017, 108, 291–300. [Google Scholar] [CrossRef]
- Mussatto, A.; Inam, U.A.; Reza, T.M.; Yan, D.; Dermot, B. Advanced Production Routes for Metal Matrix Composites. Eng. Rep. 2021, 3, 1–25. [Google Scholar] [CrossRef]
- Wieczorek, J. Tribological Properties and a Wear Model of Aluminium Matrix Composites—SiC Particles Designed for Metal Forming. Arch. Met. Mater. 2015, 60, 111–115. [Google Scholar] [CrossRef] [Green Version]
- Dolata, A.J. Hybrid Comopsites Shaped by Casting Methods, in Light Metal and their Alloys III—Technology, Microstructure and Properties. Solid State Phenom. 2013, 211, 47–52. [Google Scholar] [CrossRef]
- Gao, Z.; Ba, X.; Yang, H.; Yin, C.; Liu, S.; Niu, J.; Brnic, J. Joining of Silicon Particle-Reinforced Aluminum Matrix Composites to Kovar Alloys Using Active Melt-Spun Ribbons in Vacuum Conditions. Materials 2020, 13, 2965. [Google Scholar] [CrossRef]
- Panchenko, O.V.; Zhabrev, L.A.; Kurushkin, D.; Popovich, A.A. Macrostructure and Mechanical Properties of Al-Si, Al-Mg-Si, and Al-Mg-Mn Aluminum Alloys Produced by Electric Arc Additive Growth. Met. Sci. Heat Treat. 2019, 60, 749–754. [Google Scholar] [CrossRef]
- Sobczak, J.; Slawinski, Z.; Darlak, P.; Asthana, R.; Rohatgi, P.; Sobczak, N. Thermal Fatigue Resistance of Discontinuously Reinforced Cast Aluminum-Matrix Composites. J. Mater. Eng. Perform. 2002, 11, 595–602. [Google Scholar] [CrossRef]
- Hekner, B.; Myalski, J.; Pawlik, T.; Sopicka-Lizer, M. Effect of Carbon in Fabrication Al-SiC Nanocomposites for Tribological Application. Materials 2017, 10, 679. [Google Scholar] [CrossRef] [Green Version]
- Dolata, A.J.; Dyzia, M.; Wieczorek, J. Tribological Properties of Single (AlSi7/SiCp, AlSi7/GCsf) and Hybrid (AlSi7/SiCp + GCsf) Composite Layers Formed in Sleeves via Centrifugal Casting. Materials 2019, 12, 2803. [Google Scholar] [CrossRef] [Green Version]
- Dolata, A.J.; Golak, S.; Ciepliński, P. The Eulerian multiphase model of centrifugal casting process of particle reinforced Al matrix composites. Compos. Theory Pract. 2017, 17, 200–205. [Google Scholar]
- Dyzia, M. Aluminum Matrix Composite (AlSi7Mg2Sr0.03/SiCp) Pistons Obtained by Mechanical Mixing Method. Materials 2017, 11, 42. [Google Scholar] [CrossRef] [Green Version]
- Kumar, D.; Ottarackal, D.J.; Acharya, U.; Medhi, T.; Roy, B.S.; Saha, S.C. A parametric study of friction stir welded AA6061/SiC AMC and its effect on microstructure and mechanical properties. Mater. Today Proc. 2021, 46, 9378–9386. [Google Scholar] [CrossRef]
- Kurganova, Y.A.; Chernyshova, T.A.; Kobeleva, L.I.; Kurganov, S.V. Service properties of aluminum-matrix precipitation-hardened composite materials and the prospects of their use on the modern structural material market. Russ. Met. (Met.) 2011, 2011, 663–666. [Google Scholar] [CrossRef]
- Golak, S.; Dolata, A.J. Controlling the distribution of reinforcement in metal composite using a low frequency homogenised alternating electromagnetic field. J. Compos. Mater. 2016, 50, 1751–1760. [Google Scholar] [CrossRef]
- Ciappa, M. Selected failure mechanisms of modern power modules. Microelectron. Reliab. 2002, 42, 653–667. [Google Scholar] [CrossRef]
- Khan, S.; Manjunatha, K. Comparison of Pitting Corrosive Behaviour of as Casted and Heat Treated Al6061-SiC Metal Matrix Composite in Various Medium by Weight Loss Method. Mater. Today Proc. 2018, 5, 22517–22525. [Google Scholar] [CrossRef]
- Xia, J.; Lewandowski, J.J.; Willard, M.A. Tension and fatigue behavior of Al-2124A/SiC-particulate metal matrix composites. Mater. Sci. Eng. A 2020, 770, 138518. [Google Scholar] [CrossRef]
- Li, W.; Liang, H.; Chen, J.; Zhu, S.; Chen, Y. Effect of SiC Particles on Fatigue Crack Growth Behavior of SiC Particulate-reinforced Al-Si Alloy Composites Produced by Spray Forming. Procedia Mater. Sci. 2014, 3, 1694–1699. [Google Scholar] [CrossRef] [Green Version]
- Kurtyka, P.; Sulima, I.; Wójcicka, A.; Ryłko, N.; Pietras, A. The influence of friction stir welding process on structure and mechanical properties of the AlSiCu / SiC composites. J. Achiev. Mater. Manuf. Eng. 2012, 55, 339–344. [Google Scholar]
- Kurtyka, P.; Rylko, N.; Tokarski, T.; Wójcicka, A.; Pietras, A. Cast aluminium matrix composites modified with using FSP process—Changing of the structure and mechanical properties. Compos. Struct. 2015, 133, 959–967. [Google Scholar] [CrossRef]
- Stawiarz, M.; Kurtyka, M.; Rylko, N.; Gluzman, S. Influence of FSP process modification on selected properties of Al-Si-Cu/SiCp composite surface layer. Compos. Theory Pract. 2019, 19, 161–168. [Google Scholar]
- Salih, O.S.; Ou, H.; Sun, W.; McCartney, G. A review of friction stir welding of aluminium matrix composites. Mater. Des. 2015, 86, 61–71. [Google Scholar] [CrossRef]
- Wang, S.G.; Ji, X.H.; Zhao, X.Q.; Dong, N.N. Interfacial characteristics of electron beam welding joints of SiCp/Al composites. Mater. Sci. Technol. 2011, 27, 60–64. [Google Scholar] [CrossRef]
- Dahotre, N.B.; McCay, M.H.; McCay, T.D.; Gopinathan, S.; Allard, L.F. Pulse laser processing of a SiC/Al-alloy metal matrix composite. J. Mater. Res. 1991, 6, 514–529. [Google Scholar] [CrossRef]
- Banerjee, A.J.; Biswal, M.K.; Lohar, A.K.; Chattopadhyay, H.; Hanumaiah, N. Review on experimental study of Nd:YAG laser beam welding, with a focus on aluminium metal matrix composites. Int. J. Eng. Technol. 2016, 5, 92. [Google Scholar] [CrossRef] [Green Version]
- Wang, P.; Gao, Z.; Niu, J. Micro–nano filler metal foil on vacuum brazing of SiCp/Al composites. Appl. Phys. A Mater. Sci. Process. 2016, 122, 592. [Google Scholar] [CrossRef]
- Harshavardhan, K.; Nagendran, S.; Shanmugasundaram, A.; Sankar, S.P.; Kowshik, K.S. Investigating the effect of reinforcing SiC and graphite on aluminium alloy brake rotor using plasma spray process. Mater. Today Proc. 2021, 38, 2706–2712. [Google Scholar] [CrossRef]
- Tjahjanti, P.H.; Hermansyah, F.; Prasetya, L.H.; Sulistyanto, M.P.T. Casting and Welding of Aluminium Matrix Composite Materials Reinforced by SiC Particles. IOP Conf. Series: Mater. Sci. Eng. 2018, 434, 012222. [Google Scholar] [CrossRef]
- Nowacki, J.; Sajek, A. Trends of Joining Composite AlSi-SiC Foams. Adv. Mater. Sci. 2019, 19, 70–82. [Google Scholar] [CrossRef] [Green Version]
- Ogonowski, K.; Wysocki, J.; Gawdzińska, K.; Przetakiewicz, W. Direct current TIG welding of metal matrix composites. Weld. Technol. Rev. 2018, 90, 51–54. [Google Scholar] [CrossRef]
- Pichumani, S.; Srinivasan, R.; Ramamoorthi, V. Mechanical properties, thermal profiles, and microstructural characteristics of Al-8 %SiC composite welded using pulsed current TIG welding. J. Mech. Sci. Technol. 2018, 32, 1713–1723. [Google Scholar] [CrossRef]
- Molenaar, J.M.M.; Katgerman, L.; Kool, W.H.; Smeulders, R.J. On the formation of the stircast structure. J. Mater. Sci. 1986, 21, 389–394. [Google Scholar] [CrossRef]
- Zhang, L.; Eskin, D.G.; Miroux, A.; Katgerman, L. Formation of Microstructure in Al-Si Alloys under Ultrasonic Melt Treatment. Light Met. 2012, 2012, 999–1004. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composite Material | Process | Welding Current (A) | Voltage (V) | Welding Speed (cm/min) | Gas Flow Rate (L/min) |
|---|---|---|---|---|---|
| AlSi12/SiCp + GCsf | Remelting | 120 | 14 | 20 | 10 |
| Pad welding | 140 | 16 | 20 | 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Łyczkowska, K.; Adamiec, J.; Dolata, A.J.; Dyzia, M.; Wieczorek, J. Regeneration of Aluminum Matrix Composite Reinforced by SiCp and GCsf Using Gas Tungsten Arc Welding Technology. Materials 2021, 14, 6410. https://doi.org/10.3390/ma14216410
Łyczkowska K, Adamiec J, Dolata AJ, Dyzia M, Wieczorek J. Regeneration of Aluminum Matrix Composite Reinforced by SiCp and GCsf Using Gas Tungsten Arc Welding Technology. Materials. 2021; 14(21):6410. https://doi.org/10.3390/ma14216410
Chicago/Turabian StyleŁyczkowska, Katarzyna, Janusz Adamiec, Anna Janina Dolata, Maciej Dyzia, and Jakub Wieczorek. 2021. "Regeneration of Aluminum Matrix Composite Reinforced by SiCp and GCsf Using Gas Tungsten Arc Welding Technology" Materials 14, no. 21: 6410. https://doi.org/10.3390/ma14216410