
Regularities of Structure Formation in 30 mm Rods of Thermoelectric Material during Hot Extrusion


Abstract
:1. Introduction
2. Materials and Methods
3. Results
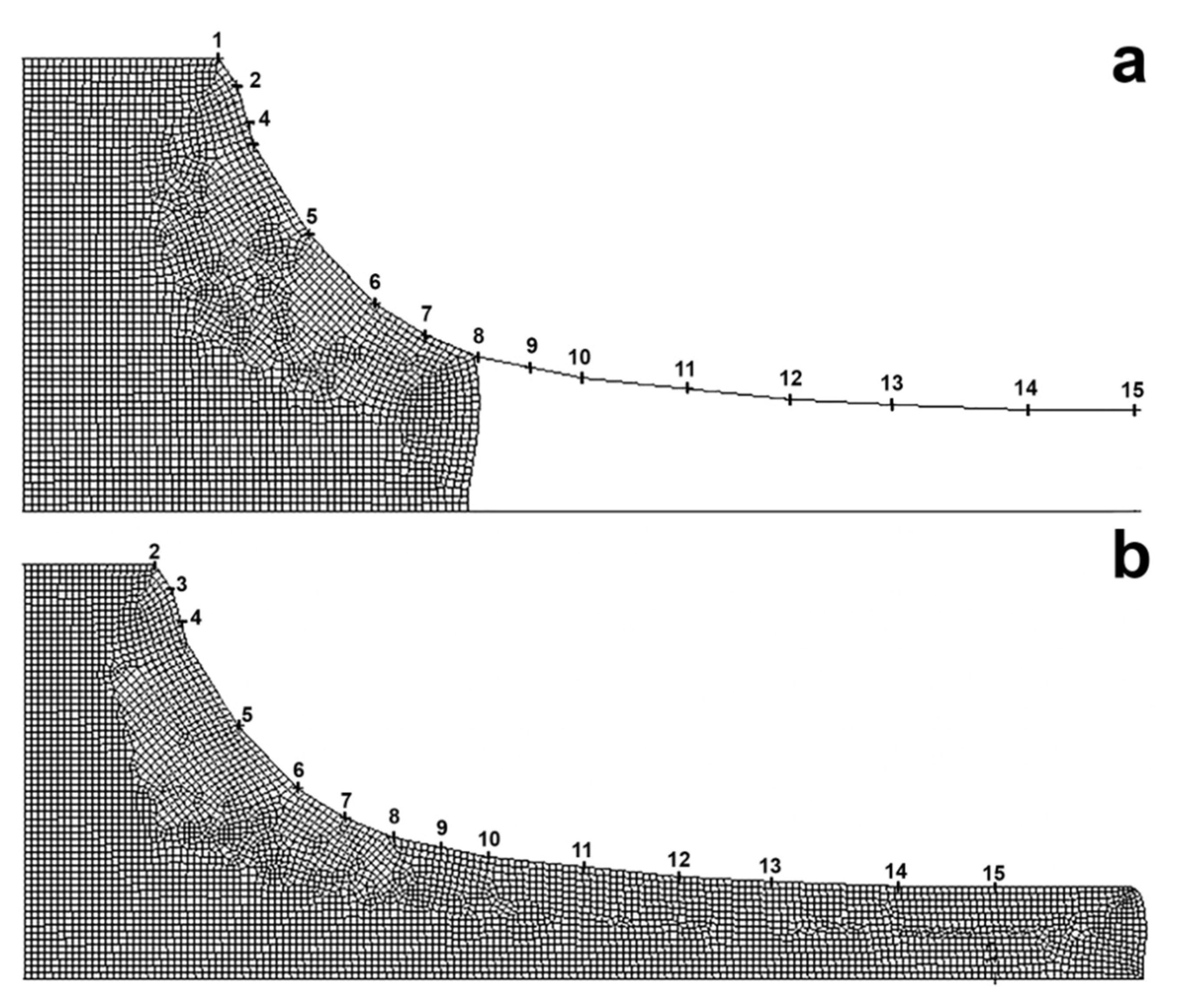
3.1. Mathematical Simulation of Extrusion Process
3.1.1. Methodical Approach to Calculation of Elastic-Plastic Strains during Hot Extrusion
∂τxy/∂x + ∂σy/∂y + ∂τzy/∂z + ρY = 0
∂τxz/∂x + ∂τyz/∂y + ∂σz/∂z + ρZ = 0
∂τxy/∂x + ∂σy/∂y = 0
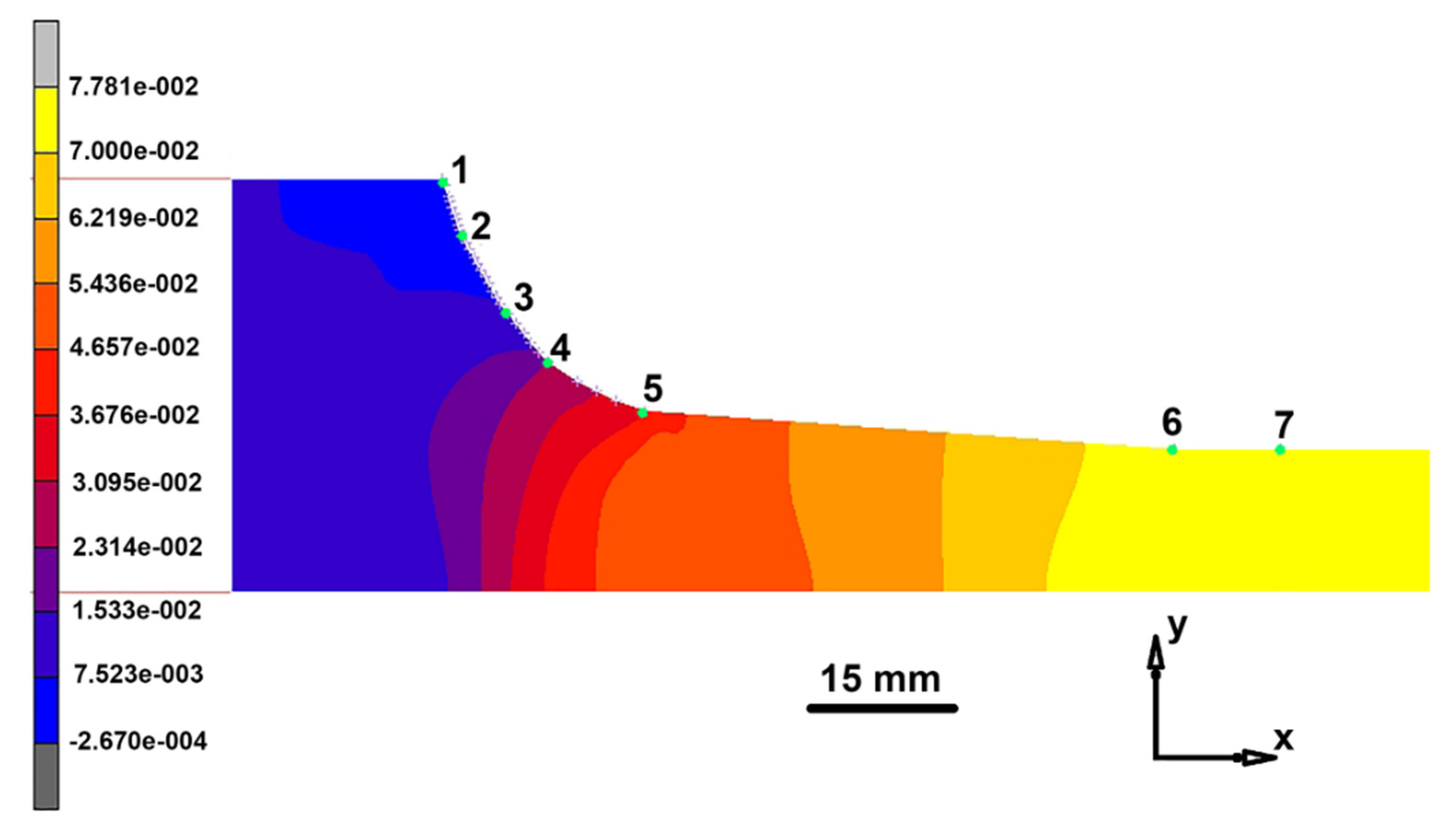
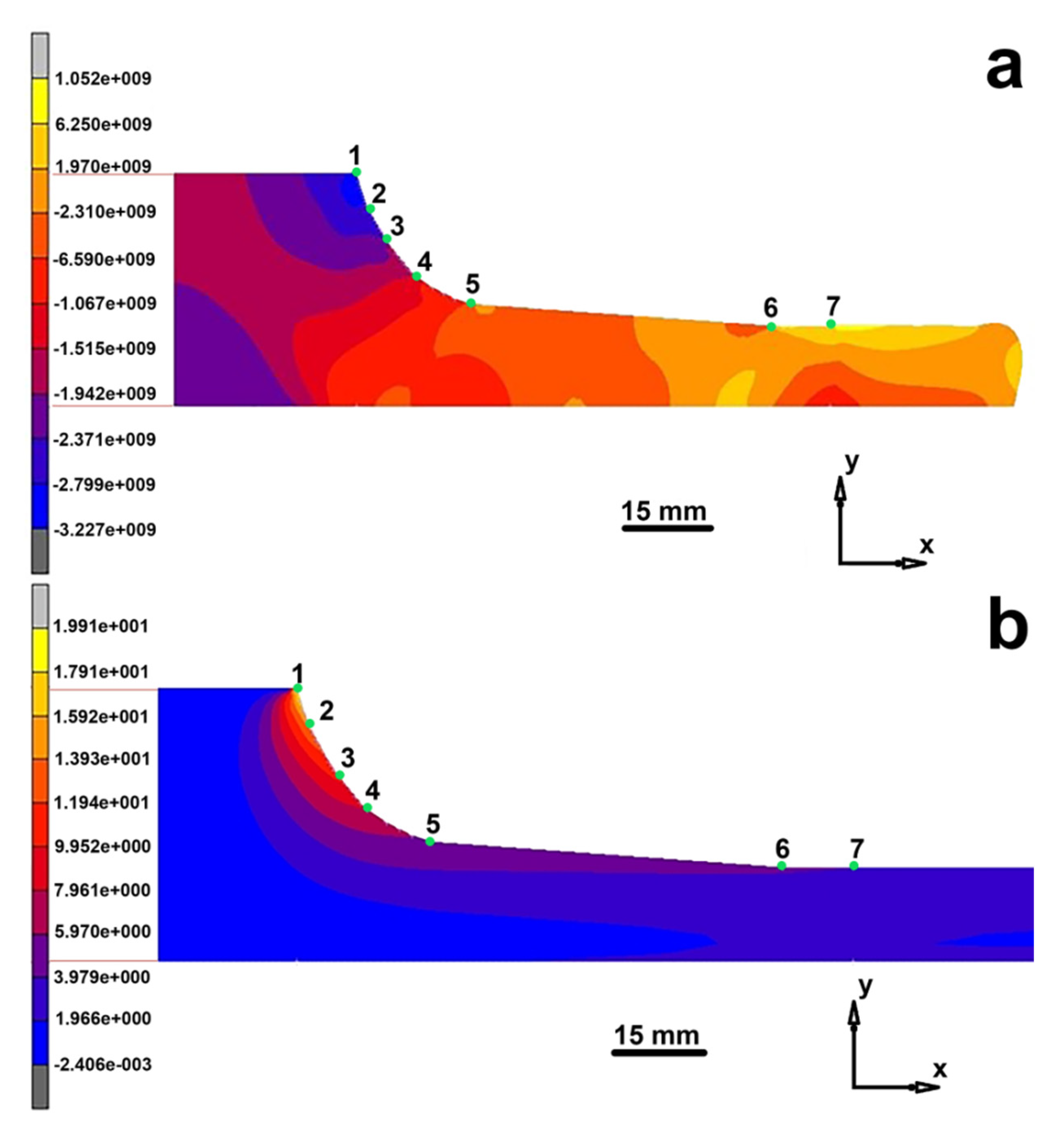
3.1.2. Results of Mathematical Simulation of Extrusion Process
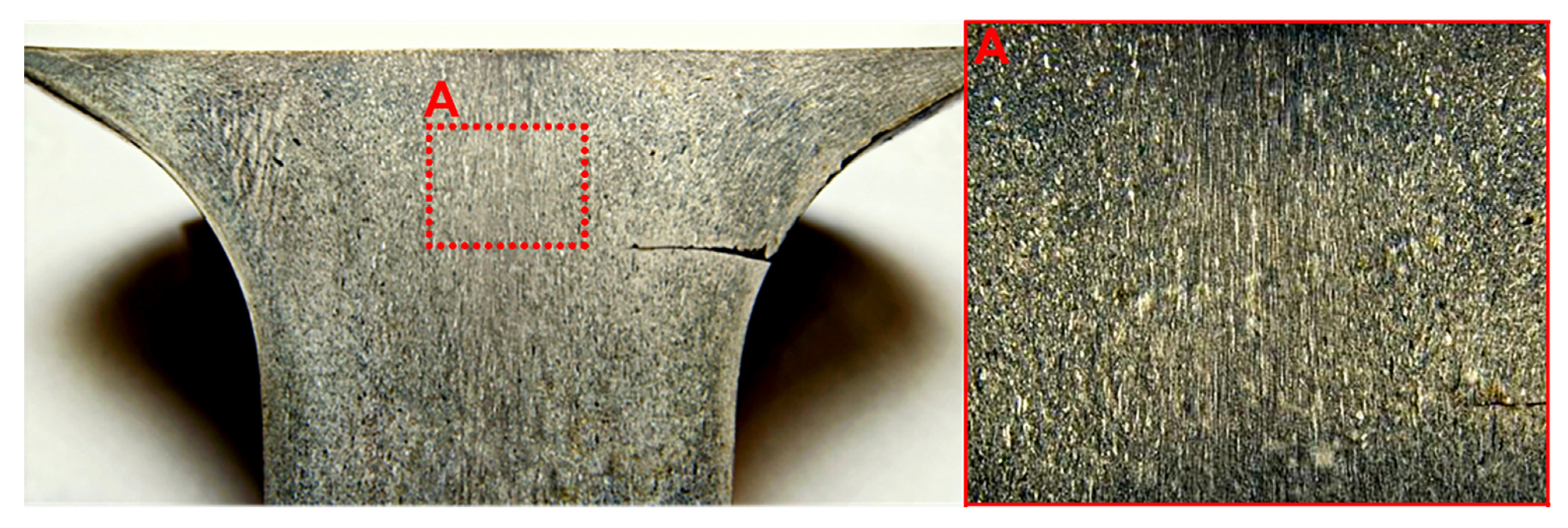
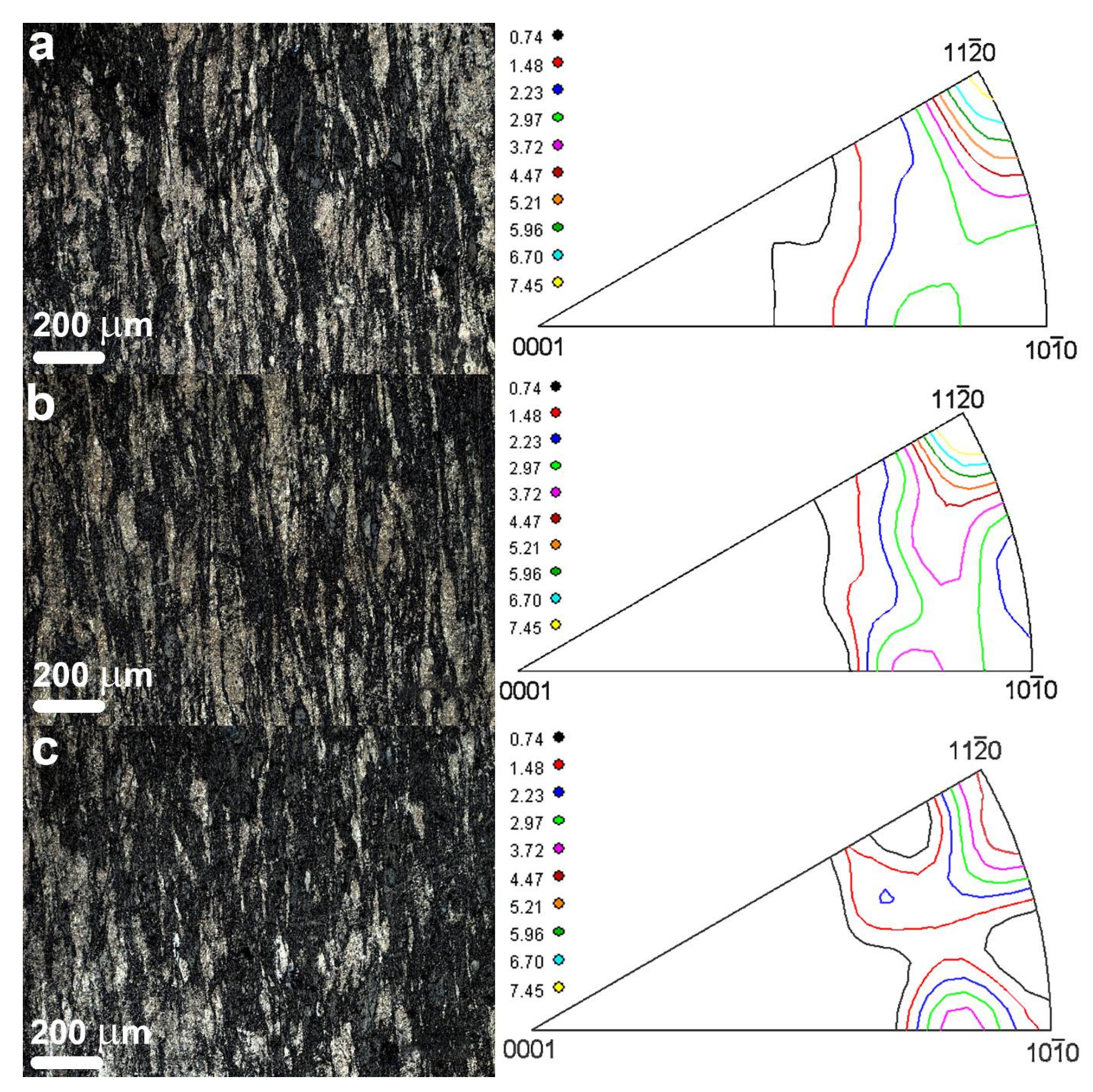
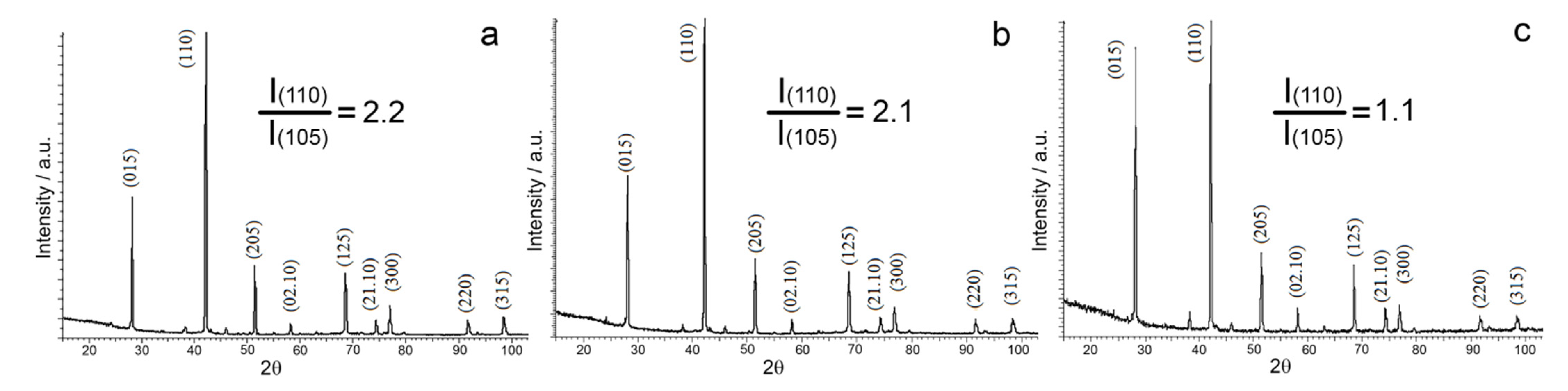
3.2. Structural Study of Extruded Rod
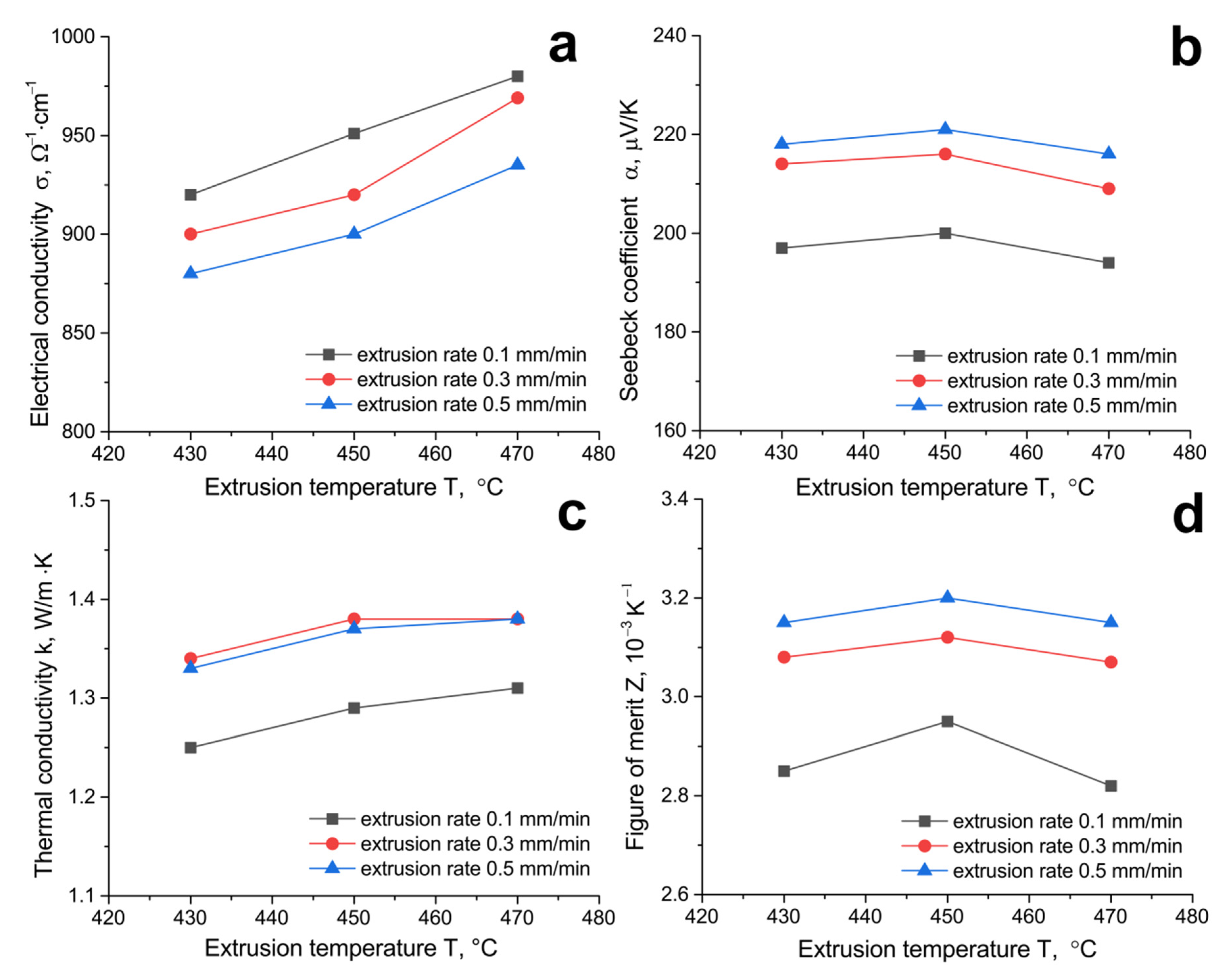
3.3. Thermoelectric Properties of Extruded (Bi Sb)2Te3 Solid Solutions Depending on Extrusion Temperature and Rate
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lavrentev, M.G.; Drabkin, I.A.; Ershova, L.B.; Volkov, M.P. Improved Extruded Thermoelectric Materials. J. Electron. Mater. 2020, 49, 2937–2942. [Google Scholar] [CrossRef]
- Parashchuk, T.; Sidorenko, N.; Ivantsov, L.; Sorokin, A.; Maksymuk, M.; Dzundza, B.; Dashevsky, Z. Development of a solid-state multi-stage thermoelectric cooler. J. Power Sources 2021, 496, 229821. [Google Scholar] [CrossRef]
- Pourkiaei, S.M.; Ahmadi, M.H.; Sadeghzadehm, M.; Moosavi, S.; Kumar, R. Thermoelectric cooler and thermoelectric generator devices: A review of present and potential applications, modeling and materials. Energy 2019, 186, 115849. [Google Scholar] [CrossRef]
- Kozhemyakin, G.N.; Belov, Y.S.; Parashenko, A.N.; Artemov, V.V.; Soklakova, O.N. Morphology and nanostructured features in BiSbTe and BiSeTe solid solutions obtained by hot extrusion. Mater. Sci. Eng. B 2021, 271, 115270. [Google Scholar] [CrossRef]
- Skipidarov, S.; Nikitin, M. Novel Thermoelectric Materials and Device Design Concepts, 1st ed.; Springer: Basel, Switzerland, 2019; pp. 3–21. [Google Scholar]
- Zheng, Y.; Xie, H.; Shu, S.; Yan, Y.; Li, H.; Tang, X. High-Temperature Mechanical and Thermoelectric Properties of p-Type Bi0.5Sb1.5Te3 Commercial Zone Melting Ingots. J. Electron. Mater. 2014, 43, 2017–2022. [Google Scholar] [CrossRef]
- Xu, Z.J.; Hu, L.P.; Ying, P.J.; Zhao, X.B.; Zhu, T.J. Enhanced thermoelectric and mechanical properties of zone melted p-type (Bi, Sb)2Te3 thermoelectric materials by hot deformation. Acta Mater. 2015, 84, 385–392. [Google Scholar] [CrossRef]
- Hu, X.; Fan, X.A.; Jiang, C.; Pan, Z.; Feng, B.; Liu, P.; Li, G.; Li, Y. Thermal stability of n-type zone-melting Bi2(Te, Se)3 alloys for thermoelectric generation. Mater. Res. Express 2019, 6, 035907. [Google Scholar] [CrossRef]
- Cai, B.; Zhuang, H.-L.; Pei, J.; Su, B.; Li, J.-W.; Hu, H.; Jiang, Y. Spark plasma sintered Bi-Sb-Te alloys derived from ingot scrap: Maximizing thermoelectric performance by tailoring their composition and optimizing sintering time. Nano Energy 2021, 85, 106040. [Google Scholar] [CrossRef]
- Li, D.; Li, J.M.; Wang, Y.S.; Zhang, J.; Qin, X.Y.; Cao, Y.; Li, Y.S.; Tang, G.D. High thermoelectric performance of n-type Bi2Te2.7Se0.3 via nanostructure engineering. J. Mater. Chem. A 2018, 6, 9642–9649. [Google Scholar] [CrossRef]
- Tong, X.; Liu, Z.; Zhu, J.; Yang, T.; Wang, Y.; Xia, A. Enhanced thermoelectric performance of solution-derived bismuth telluride based nanocomposites via liquid-phase Sintering. Nano Energy 2016, 30, 630–638. [Google Scholar]
- Ivanov, O.; Yaprintsev, M.; Vasil’ev, A. Anisotropy of the grain size effect on the electrical resistivity of n-type Bi1.9Gd0.1Te3 thermoelectric textured by spark plasma sintering. J. Eur. Ceram. Soc. 2020, 40, 3431–3436. [Google Scholar] [CrossRef]
- Jung, W.-J.; Kim, I.-H. Thermoelectric and mechanical properties of Bi0.4Sb1.6Te3 prepared by using encapsulated melting and hot extrusion. J. Korean Phys. Soc. 2017, 70, 511–516. [Google Scholar] [CrossRef]
- Wang, Z.; Yokoyama, Y.; Onda, T.; Adachi, Y.; Chen, Z. Improved Thermoelectric Properties of Hot-Extruded Bi–Te–Se Bulk Materials with Cu Doping and Property Predictions via Machine Learning. Adv. Electron. Mater. 2019, 5, 1900079. [Google Scholar] [CrossRef]
- Wang, Z.L.; Araki, T.; Onda, T.; Chen, Z.C. Effect of annealing on microstructure and thermoelectric properties of hot-extruded Bi–Sb–Te bulk materials. J. Mater. Sci. 2018, 53, 9117–9130. [Google Scholar] [CrossRef]
- Lavrentev, M.G.; Osvenskii, V.B.; Parkhomenko, Y.N.; Pivovarov, G.I.; Sorokin, A.I.; Bulat, L.P.; Kim, H.-S.; Witting, I.T.; Snyder, G.J.; Bublik, V.T.; et al. Improved mechanical properties of thermoelectric (Bi0.2Sb0.8)2Te3 by nanostructuring. APL Mater. 2016, 4, 104807. [Google Scholar] [CrossRef] [Green Version]
- Lavrentev, M.G.; Osvenskii, V.B.; Parkhomenko, Y.N.; Pivovarov, G.I.; Sorokin, A.I.; Bulat, L.P.; Kim, H.-S.; Witting, I.T.; Snyder, G.J.; Bublik, V.T.; et al. Texture-induced reduction in electrical resistivity of p-type (Bi, Sb)2Te3 by a hot extrusion. J. Alloys Compd. 2018, 764, 261–266. [Google Scholar]
- Cho, H.; Yun, J.H.; Back, S.Y.; Lee, J.S.; Kang, N.; Jang, Y.I.; Lim, J.; Son, J.H.; Park, J.Y.; Kim, J.; et al. Superior thermoelectric cooling performance by suppressing bipolar diffusion effect and enhancing anisotropic texture in p-/n-type Bi2Te3 based compounds. J. Alloys Compd. 2021, 888, 161572. [Google Scholar] [CrossRef]
- Yang, J.; Chen, R.; Fan, X.; Zhu, W.; Bao, S.; Duan, X. Microstructure control and thermoelectric properties improvement to n-type bismuth telluride, based materials by hot extrusion. J. Alloys Compd. 2007, 429, 156–162. [Google Scholar] [CrossRef]
- Lysko, V.V. Computer simulation of extrusion process of Bi2Te3 based tape thermoelectric materials. J. Thermoelectr. 2019, 1, 58–64. [Google Scholar]
- Harman, T.C. Special Techniques for Measurement of Thermoelectric Properties. J. Appl. Phys. 1958, 29, 1373. [Google Scholar] [CrossRef]
- Nolas, G.S.; Sharp, J.; Goldsmid, H.J. Thermoelectrics: Basic Principles and New Material Developments; Springer: Berlin/Heidelberg, Germany, 2001; pp. 99–105. [Google Scholar]
- Eger, J.K. Uprugost’, Prochnost’ i Tekuchest’ [Elasticity, Strength and Fluidity]; Mashgiz: Moscow, Russia, 1961; p. 170. [Google Scholar]
- Horrobin, D.J.; Nedderman, R.M. Die entry pressure drops in paste extrusion. Chem. Eng. Sci. 1998, 53, 3215–3225. [Google Scholar] [CrossRef]
- Tiernan, P.; Hillery, M.T.; Graganescu, B.; Gheorghe, M. Modelling of cold extrusion with experimental verification. J. Mater. Process. Technol. 2005, 168, 360–366. [Google Scholar] [CrossRef]
- Prostomolotov, A.I.; Verezub, N.A.; Ilyasov, H.H. “CRYSTMO/MARC” Program for Conjugate Thermal Simulation. Comput. Programs 2009, 4, 110. [Google Scholar]
- Lavrentyev, M.G.; Osvensky, V.B.; Mezhennyi, M.V.; Prostomolotov, A.I.; Bublik, V.T.; Tabachkova, N.Y. Experiment-calculated study on structure formation of thermoelectric material based on solid solutions of bismuth and antimony chalcogenides prepared by hot extrusion method. J. Thermoelectr. 2012, 4, 33–38. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Extrusion Rate, mm/min | CSR Size, nm | Microstrain, % |
|---|---|---|
| 0.1 | 120 | 0.16 |
| 0.3 | 115 | 0.12 |
| 0.5 | 125 | 0.08 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lavrentev, M.G.; Bublik, V.T.; Milovich, F.O.; Panchenko, V.P.; Parkhomenko, Y.N.; Prostomolotov, A.I.; Tabachkova, N.Y.; Verezub, N.A.; Voronov, M.V.; Yarkov, I.Y. Regularities of Structure Formation in 30 mm Rods of Thermoelectric Material during Hot Extrusion. Materials 2021, 14, 7059. https://doi.org/10.3390/ma14227059
Lavrentev MG, Bublik VT, Milovich FO, Panchenko VP, Parkhomenko YN, Prostomolotov AI, Tabachkova NY, Verezub NA, Voronov MV, Yarkov IY. Regularities of Structure Formation in 30 mm Rods of Thermoelectric Material during Hot Extrusion. Materials. 2021; 14(22):7059. https://doi.org/10.3390/ma14227059
Chicago/Turabian StyleLavrentev, Mikhail G., Vladimir T. Bublik, Filipp O. Milovich, Viktoriya P. Panchenko, Yuri N. Parkhomenko, Anatoly I. Prostomolotov, Nataliya Yu. Tabachkova, Nataliya A. Verezub, Mikhail V. Voronov, and Ivan Yu. Yarkov. 2021. "Regularities of Structure Formation in 30 mm Rods of Thermoelectric Material during Hot Extrusion" Materials 14, no. 22: 7059. https://doi.org/10.3390/ma14227059