
Effect of Strain Rate on the Transverse Tension and Compression Behavior of a Unidirectional Non-Crimp Fabric Carbon Fiber/Snap-Cure Epoxy Composite


 ,
,
Abstract
:1. Introduction
2. Materials and Experimental Set-Up
2.1. Materials and Test Specimens
2.2. Quasi-Static Transverse Tension Test Set-Up
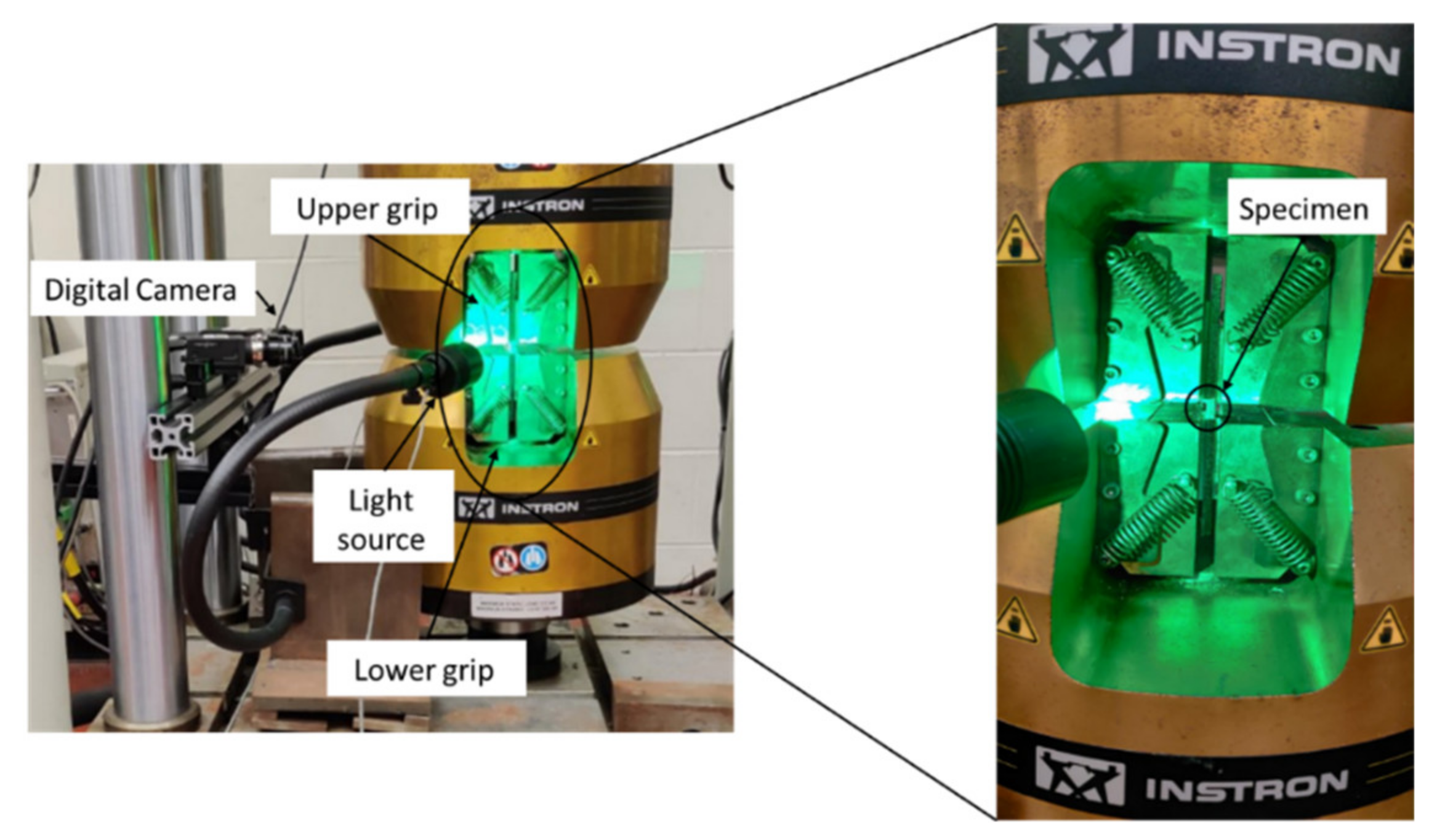
2.3. Intermediate Strain Rate Transverse Tension Test Set-Up
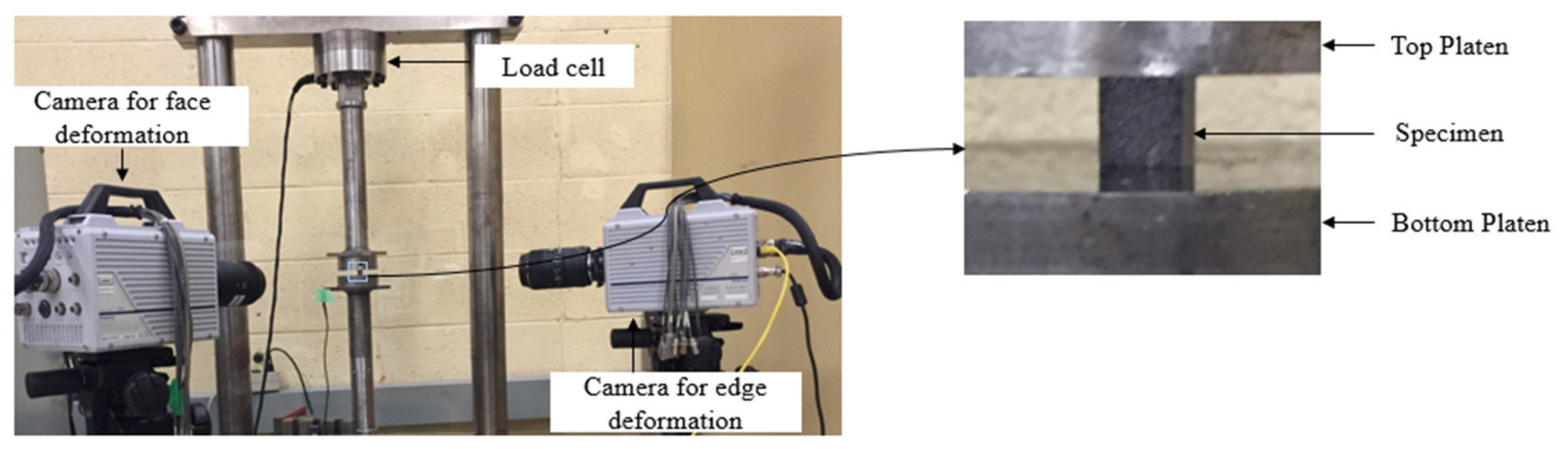
2.4. Quasi-Static Transverse Compression Test Set-Up
2.5. Intermediate Strain Rate Transverse Compression Test Set-Up
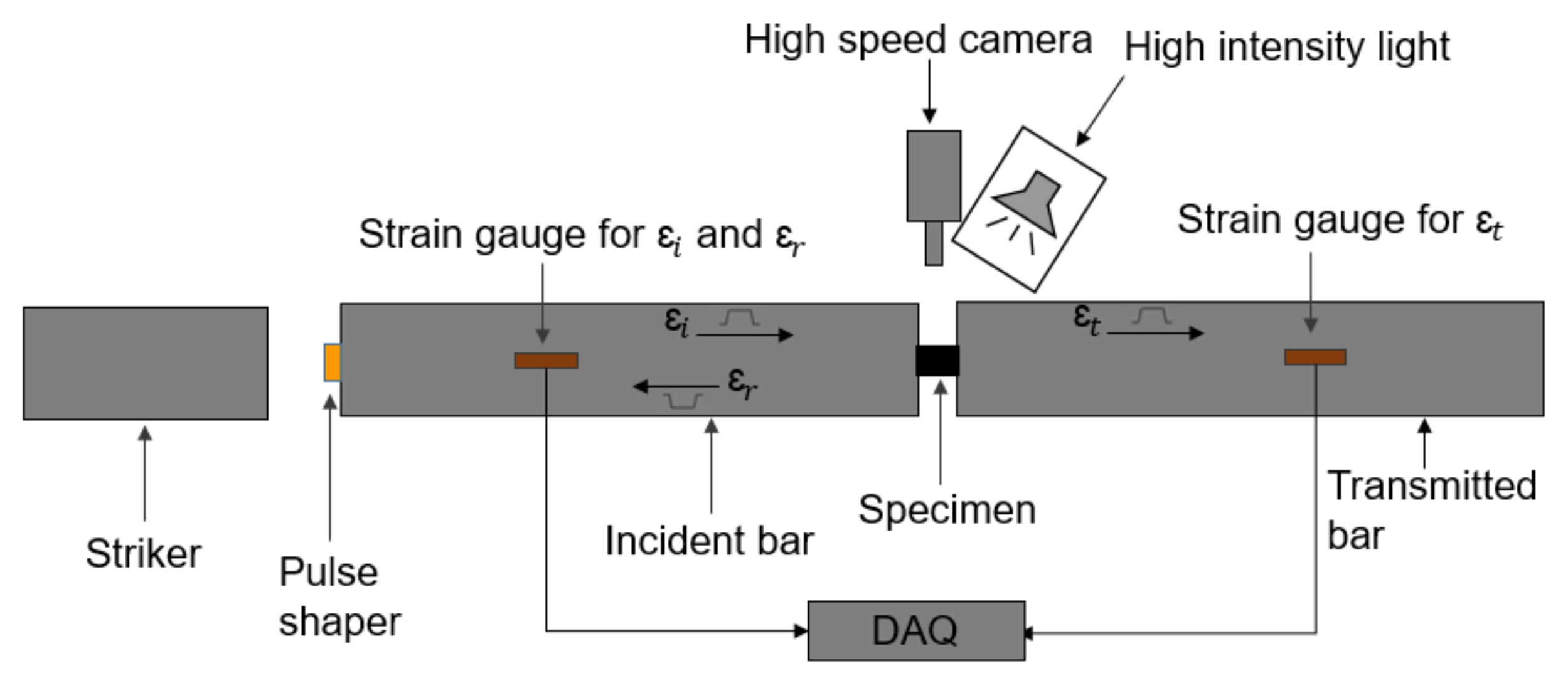
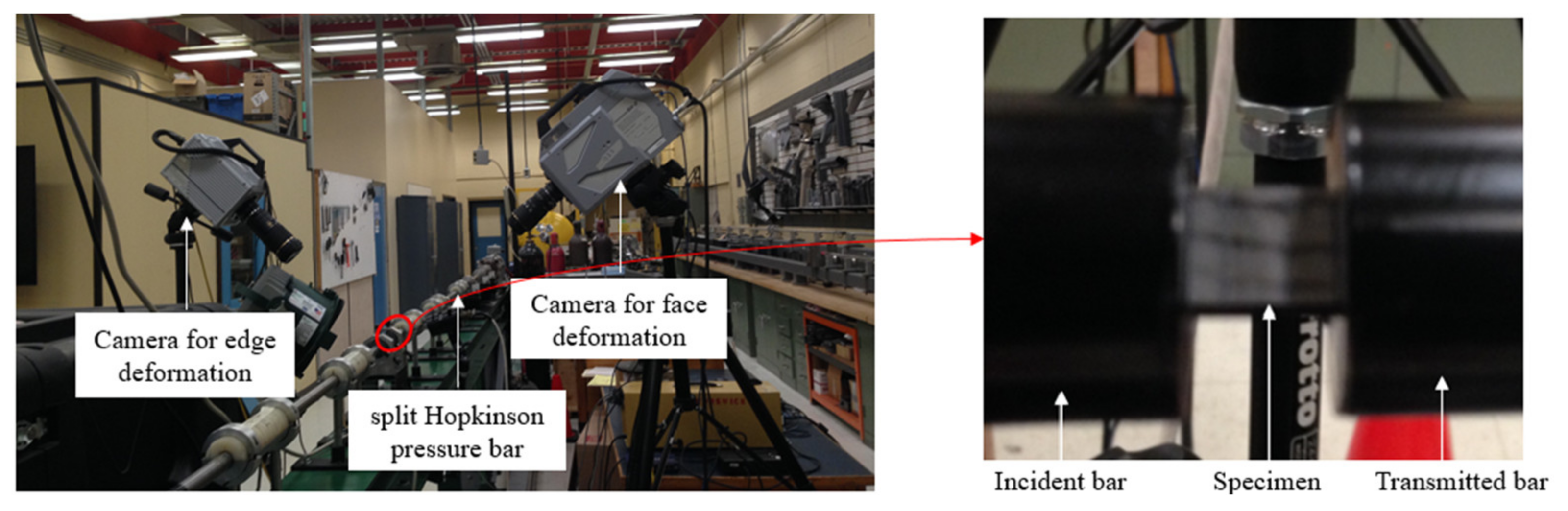
2.6. High Strain Rate Transverse Compression Test Set-Up
3. Results and Discussion
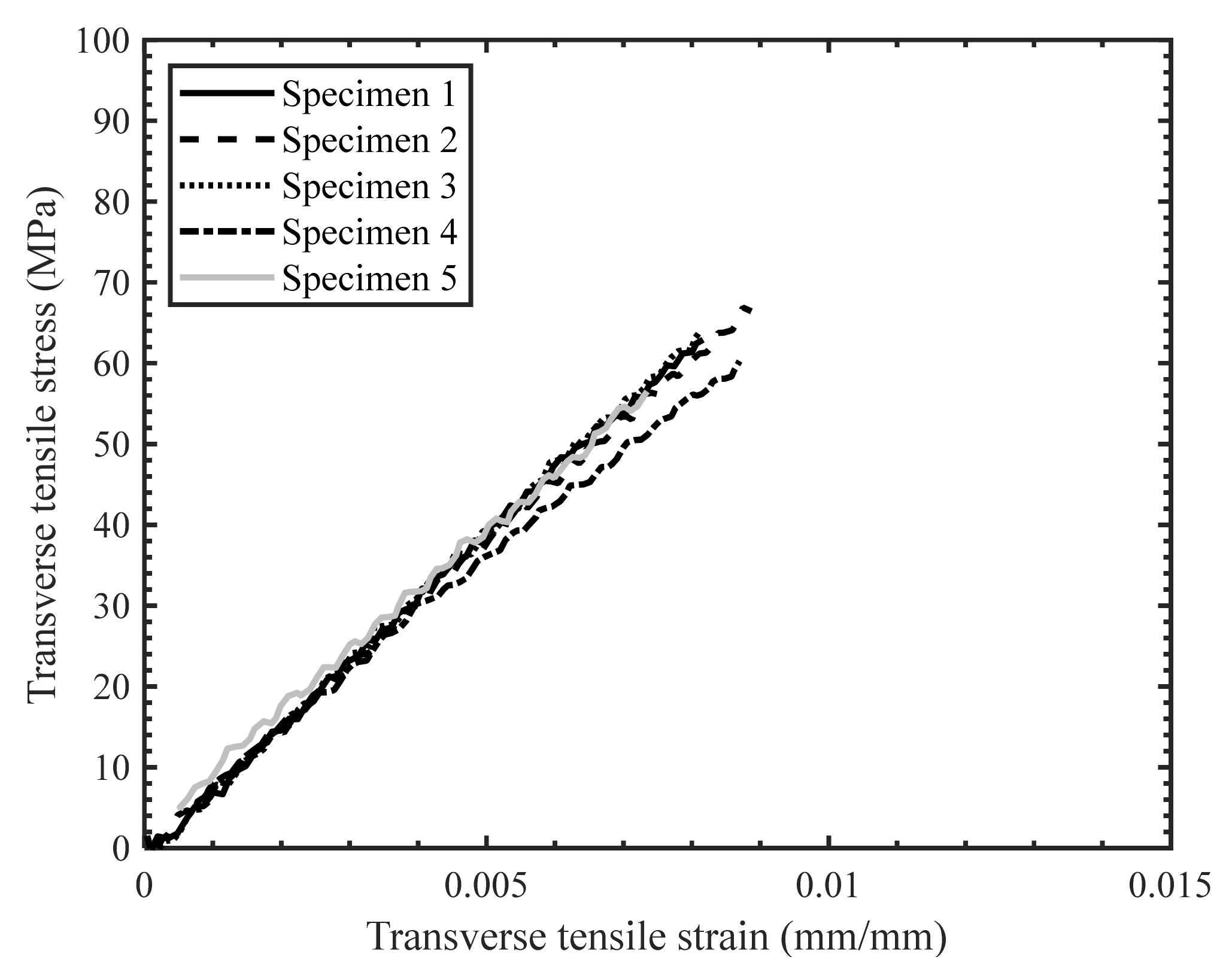
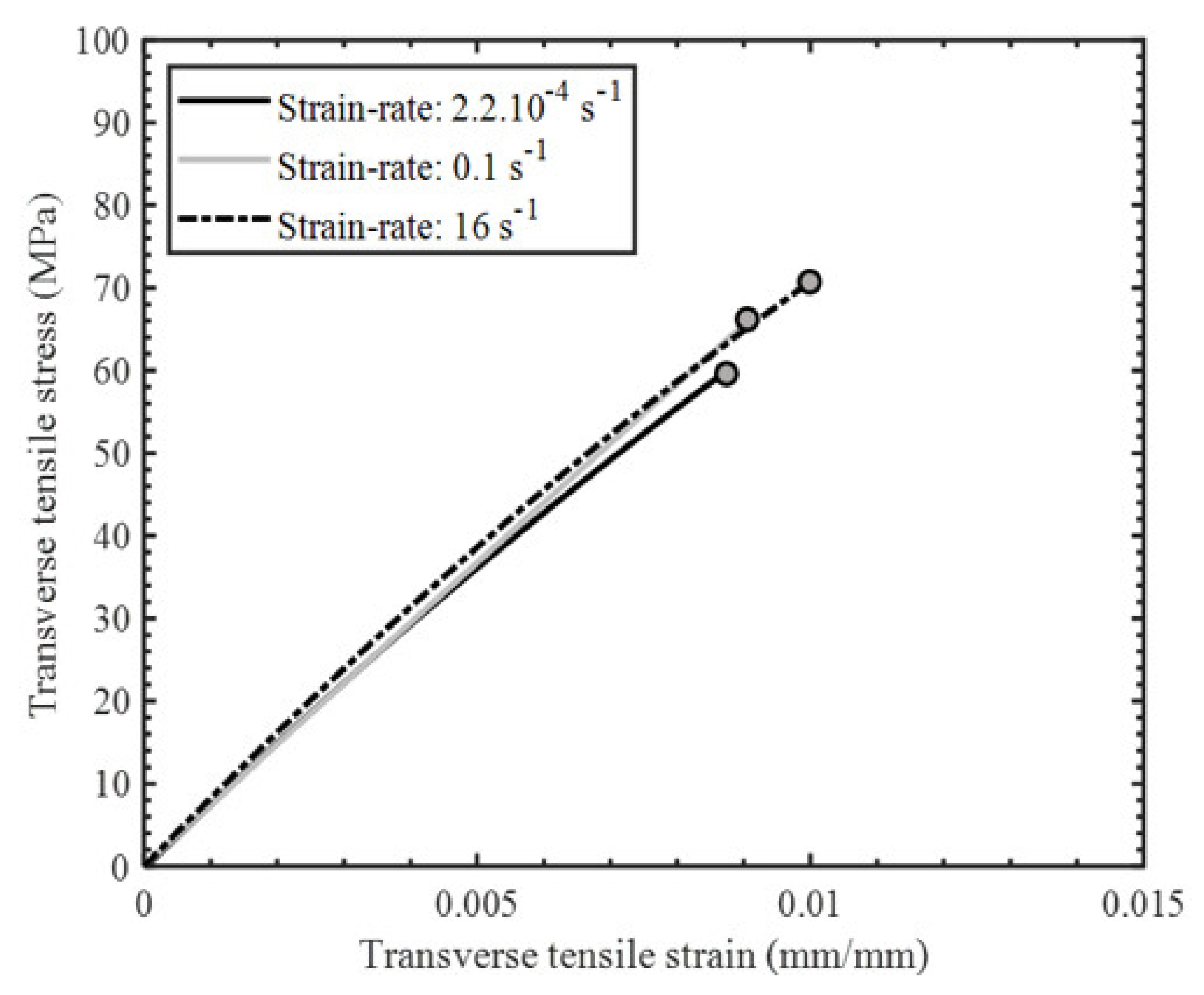
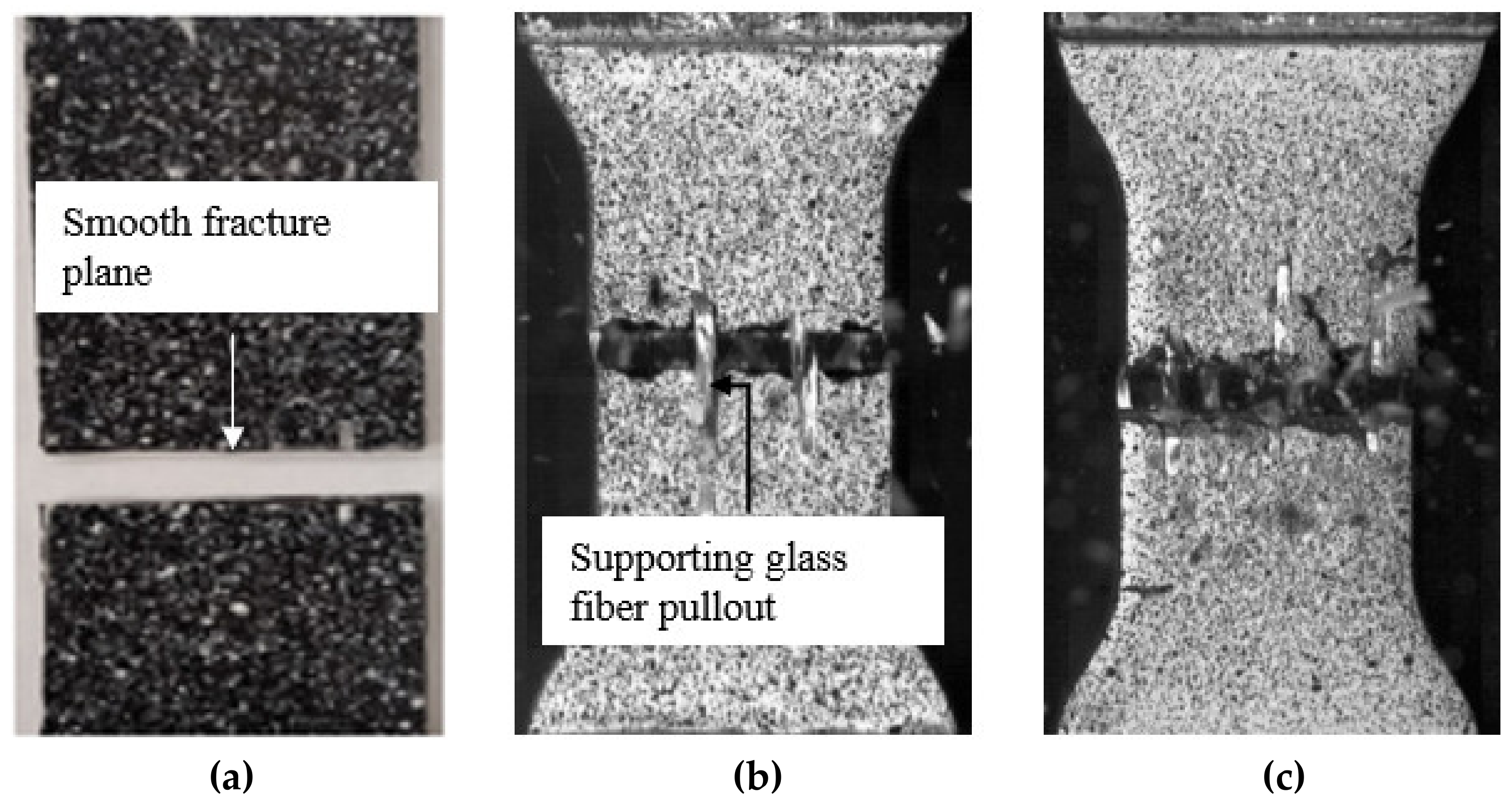
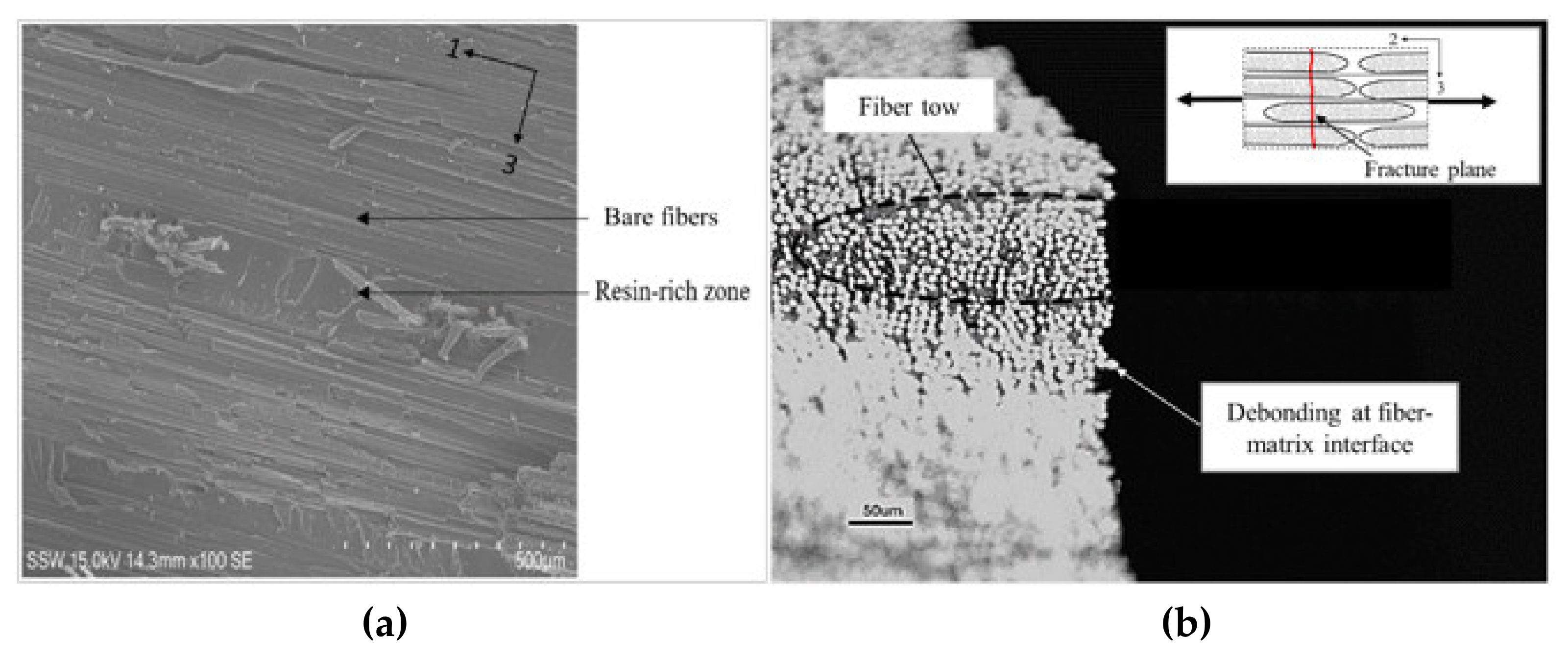
3.1. Transverse Tension Tests
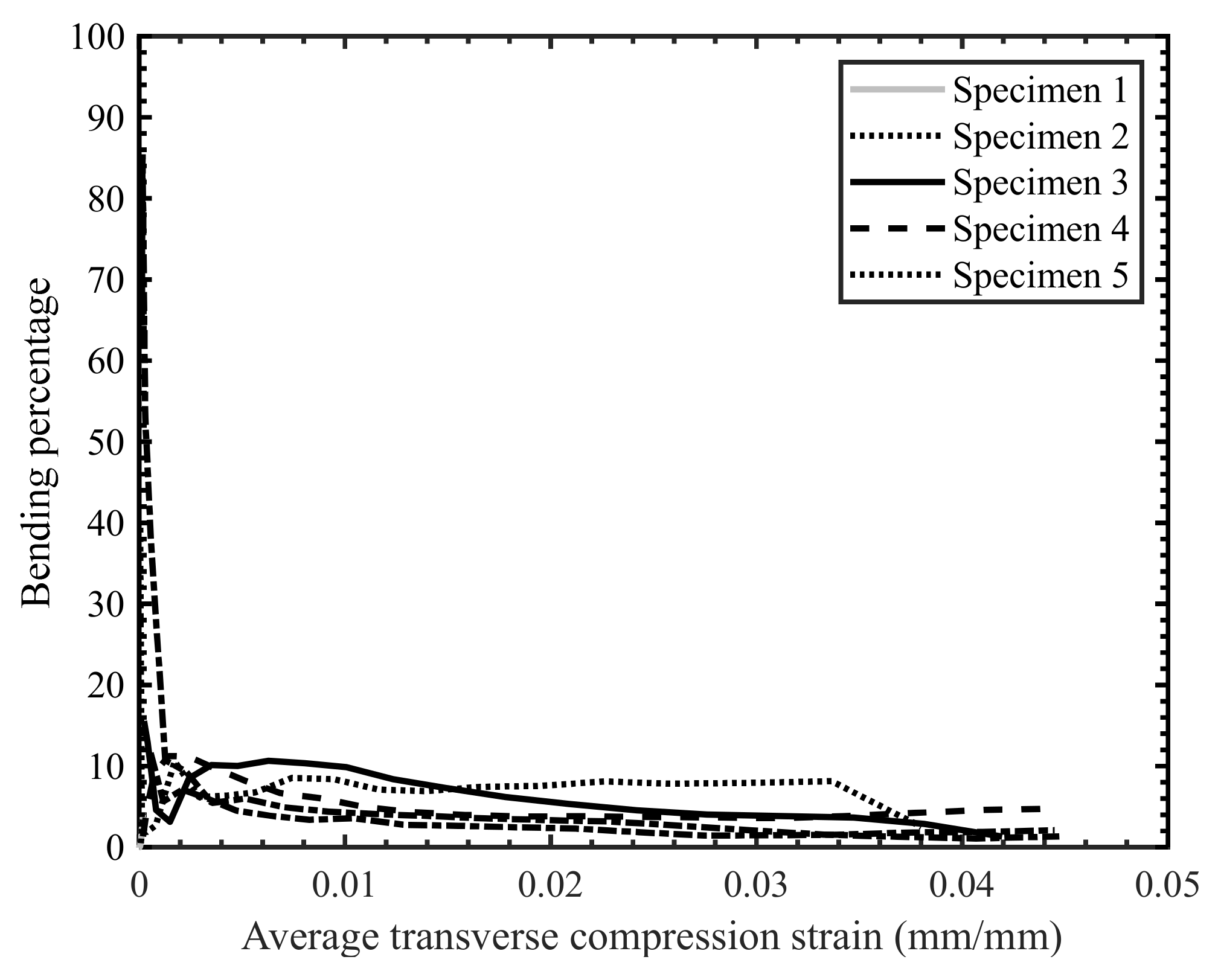
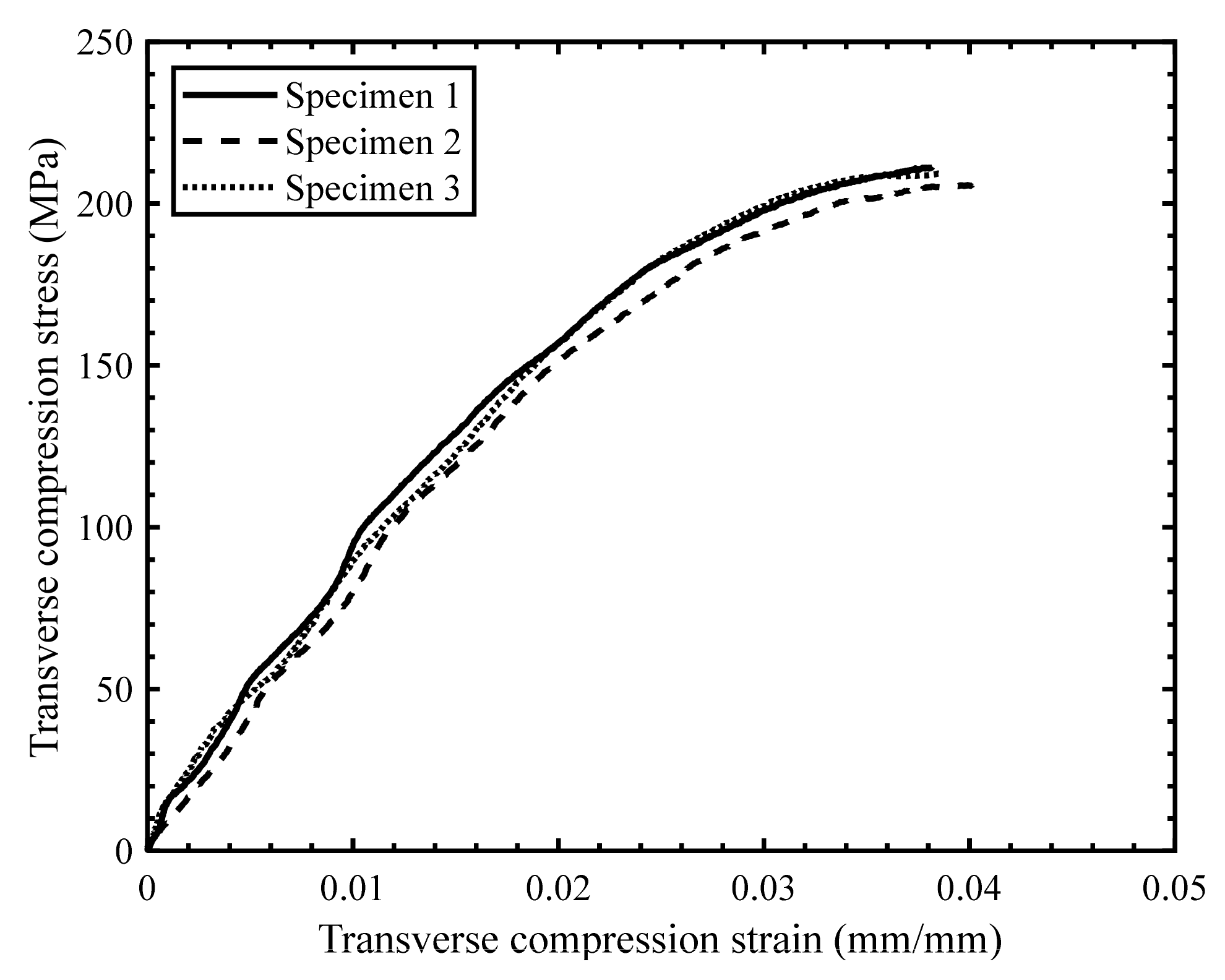
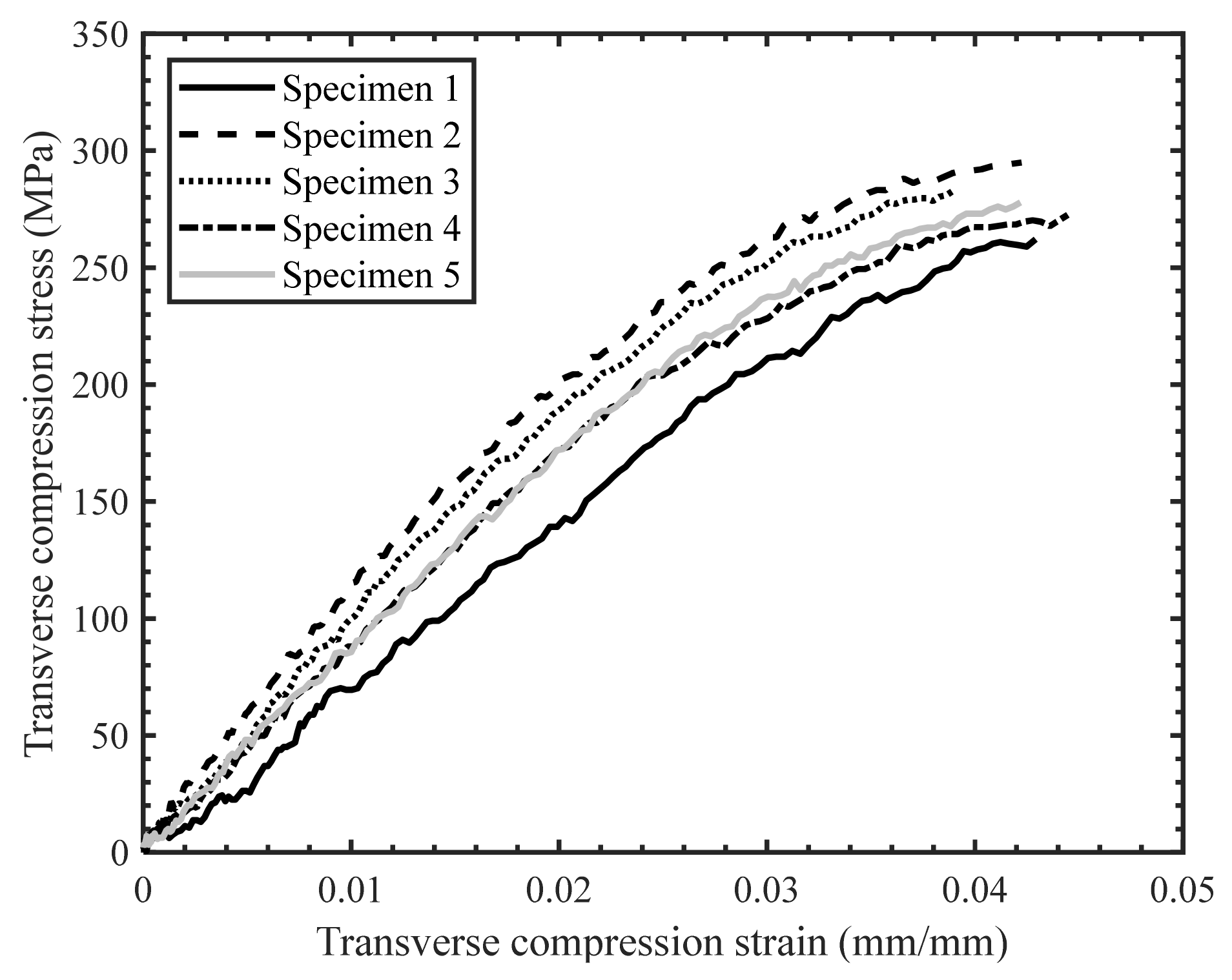
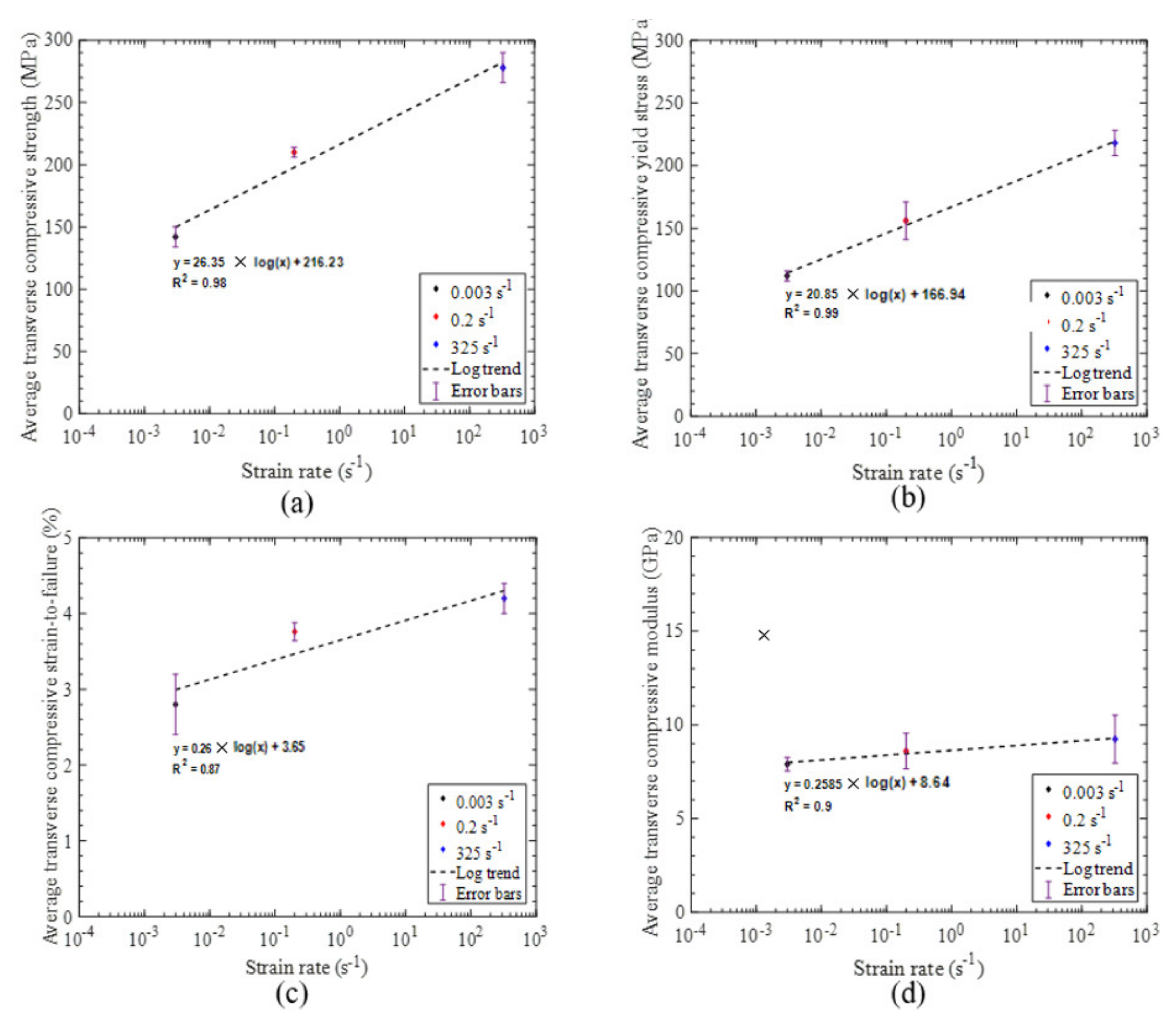
3.2. Transverse Compression Tests
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cherniaev, A.; Zeng, Y.; Cronin, D.; Montesano, J. Quasi-static and dynamic characterization of unidirectional non-crimp carbon fiber fabric composites processed by HP-RTM. Polym. Test. 2019, 76, 365–375. [Google Scholar] [CrossRef]
- Gilat, A.; Goldberg, R.K.; Roberts, G.D. Experimental study of strain-rate-dependent behavior of carbon/epoxy composite. Compos. Sci. Technol. 2002, 62, 1469–1476. [Google Scholar] [CrossRef]
- Shokrieh, M.M.; Omidi, M.J. Investigation of strain rate effects on in-plane shear properties of glass/epoxy composites. Compos. Struct. 2009, 91, 95–102. [Google Scholar] [CrossRef]
- Schaefer, J.; Werner, B.T.; Daniel, I.M. Strain-Rate-Dependent Failure of a Toughened Matrix Composite. Exp. Mech. 2014, 54, 1111–1120. [Google Scholar] [CrossRef]
- Taniguchi, N.; Nishiwaki, T.; Kawada, H. Tensile strength of unidirectional CFRP laminate under high strain rate. Adv. Compos. Mater. 2007, 16, 167–180. [Google Scholar] [CrossRef]
- Koerber, H.; Xavier, J.; Camanho, P. High strain rate characterisation of unidirectional carbon-epoxy IM7-8552 in transverse compression and in-plane shear using digital image correlation. Mech. Mater. 2010, 42, 1004–1019. [Google Scholar] [CrossRef]
- Yokoyama, T.; Nakai, K.; Odamura, T. High strain rate compressive characteristics of a unidirectional carbon/epoxy composite: Effect of loading directions. In Proceedings of the 13th International Conference on Experimental Mechanics, Alexandroupolis, Greece, 1–6 July 2007. [Google Scholar]
- Wiegand, J.; Petrinic, N. Constitutive Modelling of Composite Materials under Impact Loading. Ph.D. Thesis, Oxford University, Oxford, UK, 2009. [Google Scholar]
- Vural, M.; Ravichandran, G. Transverse Failure in Thick S2-Glass/ Epoxy Fiber-Reinforced Composites. J. Compos. Mater. 2004, 38, 609–623. [Google Scholar] [CrossRef]
- May, M.; Ledford, N.; Isakov, M.; Hahn, P.; Paul, H.; Nagasawa, S. The effect of strain rate on the orientation of the fracture plane in a unidirectional polymer matrix composite under transverse compression loading. Compos. Part A Appl. Sci. Manuf. 2020, 138, 106057. [Google Scholar] [CrossRef]
- Trejo, E.A.; Ghazimoradi, M.; Butcher, C.; Montesano, J. Assessing strain fields in unbalanced unidirectional non-crimp fabrics. Compos. Part A Appl. Sci. Manuf. 2020, 130, 105758. [Google Scholar] [CrossRef]
- Ghazimoradi, M.; Trejo, E.A.; Carvelli, V.; Butcher, C.; Montesano, J. Deformation characteristics and formability of a tricot-stitched carbon fiber unidirectional non-crimp fabric. Compos. Part A Appl. Sci. Manuf. 2021, 145, 106366. [Google Scholar] [CrossRef]
- Rouf, K.; Worswick, M.J.; Montesano, J. A multiscale framework for predicting the mechanical properties of unidirectional non-crimp fabric composites with manufacturing induced defects. J. Compos. Mater. 2021, 55, 741–757. [Google Scholar] [CrossRef]
- Zeng, Y. Mechanical Characterization and Computational Modeling of Snap-Cure Epoxy. Master’s Thesis, University of Waterloo, Waterloo, Canada, 2020. [Google Scholar]
- ASTM D6856/D6856M-03. Standard Guide for Testing Fabric-Reinforced Textile Composite Materials; ASTM: West Conshohocken, PA, USA, 2016. [Google Scholar]
- ASTM D3039. Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials; ASTM: West Conshohocken, PA, USA, 2010. [Google Scholar]
- Follansbee, P.S.; Frantz, C. Wave Propagation in the Split Hopkinson Pressure Bar. J. Eng. Mater. Technol. 1983, 105, 61–66. [Google Scholar] [CrossRef]
- Nemat-Nasser, S.; Isaacs, J.B.; Starrett, J.E. Hopkinson techniques for dynamic recovery experiments. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1991, 435, 371–391. [Google Scholar] [CrossRef]
- ASTM D 3410/D 3410M-03. Standard Test Method for Compressive Properties of Polymer Matrix Composite Materials with Unsupported Gage Section by Shear Loading; ASTM: West Conshohocken, PA, USA, 2003. [Google Scholar]
- Gilat, A.; Seidt, J.D. Compression, tension and shear testing of fibrous composite with the split Hopkinson bar technique. In Proceedings of the EPJ Web of Conferences, Arcachon, France, 9–14 September 2018. [Google Scholar]
- Chen, W.; Lu, F.; Cheng, M. Tension and compression tests of two polymers under quasi-static and dynamic loading. Polym. Test. 2002, 21, 113–121. [Google Scholar] [CrossRef]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Strain Rate (s−1) | No. of Tests | Strength (MPa) | Strain-to-Failure (%) | Modulus (GPa) (Measured Range 0.15–0.35%) | |
|---|---|---|---|---|---|
| 2.2 ×10−4 | 5 | Mean | 62 | 0.81 | 8.4 |
| STDV | 3.8 | 0.06 | 0.3 | ||
| CV (%) | 6 | 7 | 4 | ||
| 0.1 | 4 | Mean | 66 | 0.88 | 7.8 |
| STDV | 3 | 0.08 | 0.66 | ||
| CV (%) | 4.6 | 9.1 | 8 | ||
| 16 | 4 | Mean | 72 | 0.98 | 8.8 |
| STDV | 4 | 0.09 | 0.38 | ||
| CV (%) | 5 | 9 | 4 |
| Strain Rate (s−1) | No. of Tests | Strength (MPa) | Yield Stress (MPa) | Strain-to-Failure (%) | Modulus (GPa) (Measured Range 0.15–0.35%) | Fracture Angle, θ (°) | |
|---|---|---|---|---|---|---|---|
| 0.003 | 4 | Mean | 142 | 112 | 2.8 | 7.9 | 53 |
| STDV | 8 | 4 | 0.4 | 0.4 | 1 | ||
| CV (%) | 6 | 4 | 13 | 4.6 | 2 | ||
| 0.2 | 3 | Mean | 210 | 156 | 3.8 | 8.6 | 55 |
| STDV | 4 | 24 | 0.12 | 1.0 | 2 | ||
| CV (%) | 2 | 15 | 3 | 11.0 | 3 | ||
| 325 | 5 | Mean | 278 | 218 | 4.2 | 9.2 | 60* |
| STDV | 12 | 21 | 0.2 | 1.3 | 2* | ||
| CV (%) | 5 | 10 | 5 | 15.9 | 1* |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rouf, K.; Suratkar, A.; Imbert-Boyd, J.; Wood, J.; Worswick, M.; Montesano, J. Effect of Strain Rate on the Transverse Tension and Compression Behavior of a Unidirectional Non-Crimp Fabric Carbon Fiber/Snap-Cure Epoxy Composite. Materials 2021, 14, 7314. https://doi.org/10.3390/ma14237314
Rouf K, Suratkar A, Imbert-Boyd J, Wood J, Worswick M, Montesano J. Effect of Strain Rate on the Transverse Tension and Compression Behavior of a Unidirectional Non-Crimp Fabric Carbon Fiber/Snap-Cure Epoxy Composite. Materials. 2021; 14(23):7314. https://doi.org/10.3390/ma14237314
Chicago/Turabian StyleRouf, Khizar, Aaditya Suratkar, Jose Imbert-Boyd, Jeffrey Wood, Michael Worswick, and John Montesano. 2021. "Effect of Strain Rate on the Transverse Tension and Compression Behavior of a Unidirectional Non-Crimp Fabric Carbon Fiber/Snap-Cure Epoxy Composite" Materials 14, no. 23: 7314. https://doi.org/10.3390/ma14237314