
Short-Loop Recycling of Nd-Fe-B Permanent Magnets: A Sustainable Solution for the RE2Fe14B Matrix Phase Recovery
 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Hydrogen Decrepitation of Nd-Fe-B Magnet
2.2. Leaching of Hydrogen-Decrepitated Nd-Fe-B Powder with Citric Acid
2.3. Characterization of Samples
3. Results and Discussion
3.1. Microstructure of Sintered Nd-Fe-B Magnet
3.2. Microstructure of NFB-HD and Leached Powder Samples
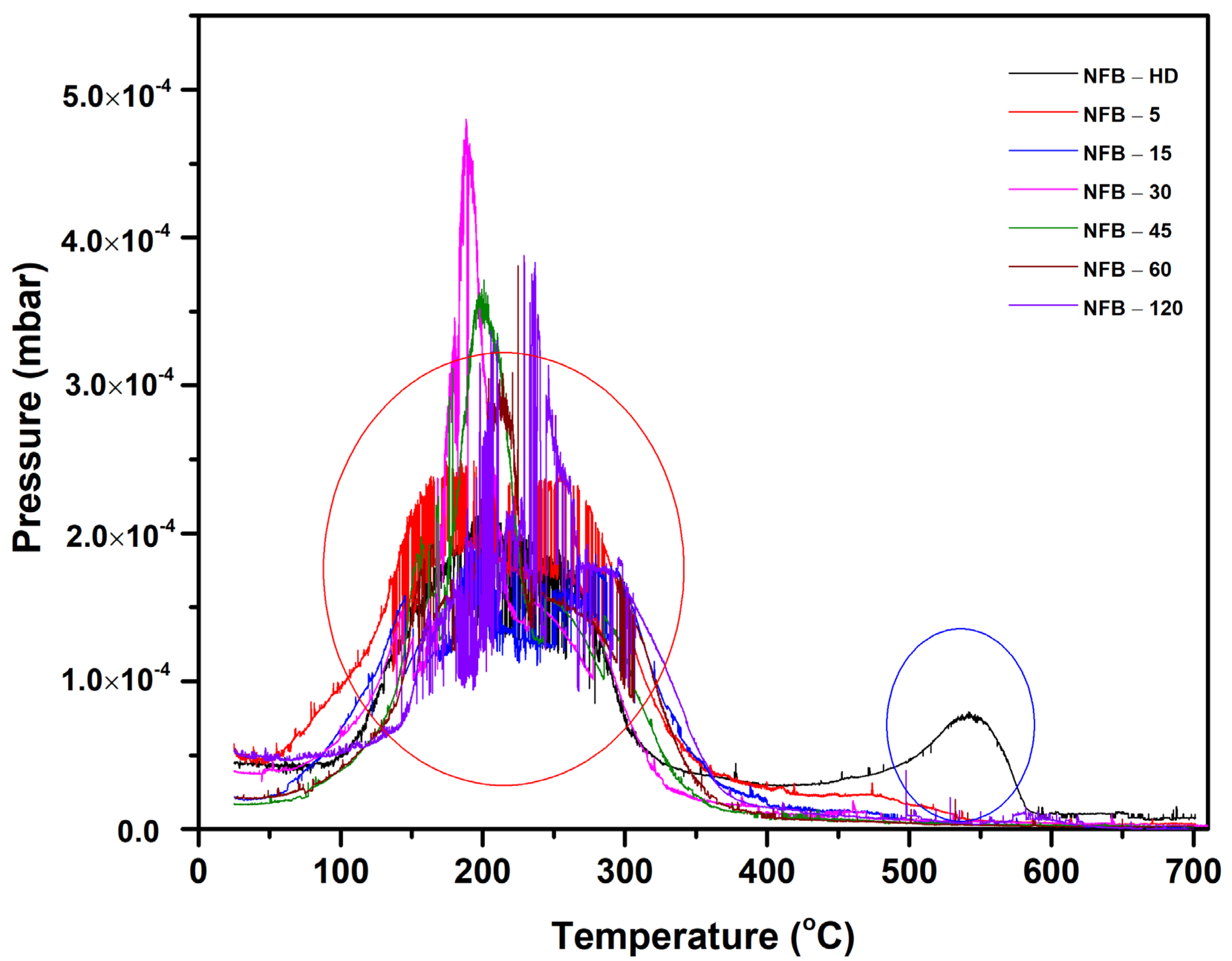
3.3. Degassing Profiles
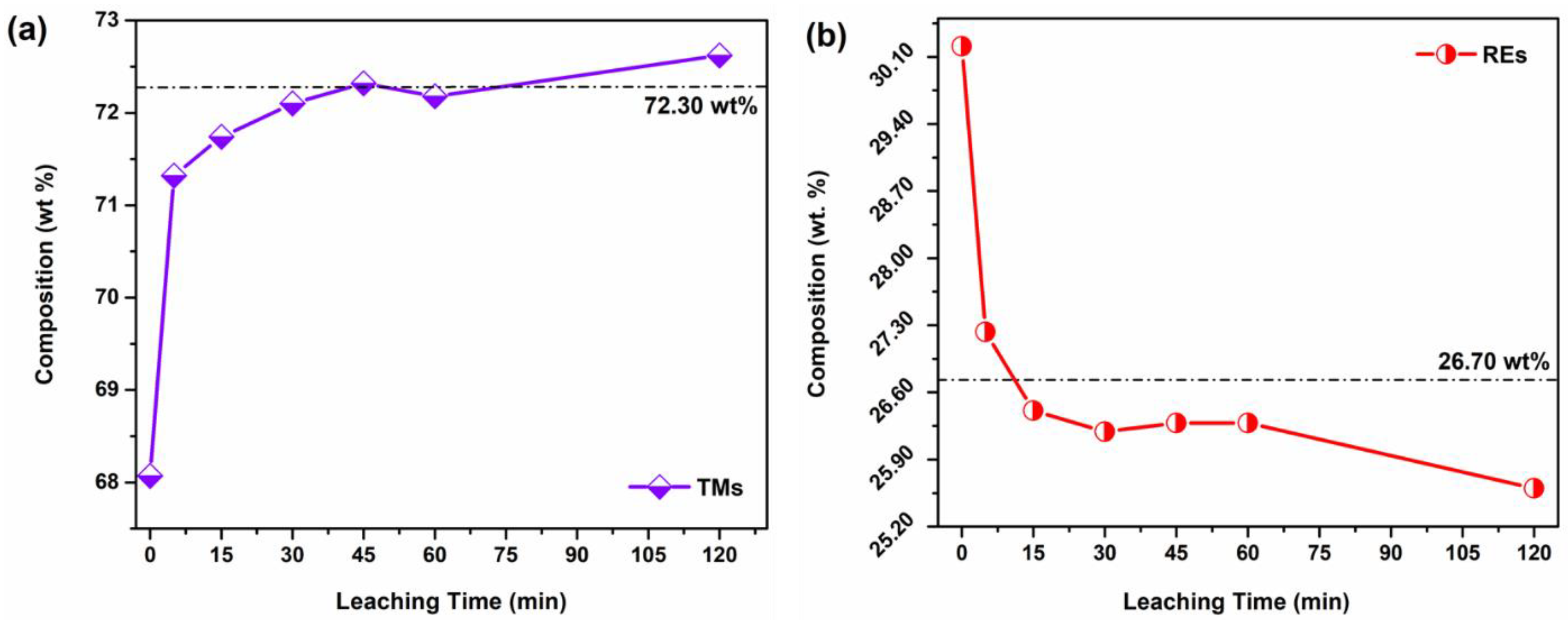
3.4. Compositional Analysis of NFB-HD, Leached Powder Samples, and Leachates by ICP-MS Analysis
3.5. Analysis of Magnetic Properties
3.6. Discussion on the Leaching Mechanism
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Rodewald, W.; Wall, B.; Katter, M.; Uestuener, K. Top Nd-Fe-B magnets with greater than 56 MGOe energy density and 9.8 kOe coercivity. IEEE Trans. Magn. 2002, 38, 2955. [Google Scholar] [CrossRef]
- Liu, Z.; He, J.; Zhou, Q.; Huang, Y.; Jiang, Q. Development of non-rare earth grain boundary modification techniques for Nd-Fe-B permanent magnets. J. Mater. Sci. Technol. 2022, 98, 51. [Google Scholar] [CrossRef]
- Yang, Y.; Walton, A.; Sheridan, R.; Güth, K.; Gauß, R.; Gutfleisch, O.; Buchert, M.; Steenari, B.-M.; Van Gerven, T.; Jones, P.T.; et al. REE Recovery from End-of-Life NdFeB Permanent Magnet Scrap: A Critical Review. J. Sustain. Metall. 2017, 3, 122. [Google Scholar] [CrossRef]
- Gutfleisch, O.; Willard, M.A.; Brück, E.; Chen, C.H.; Sankar, S.; Liu, J.P. Magnetic materials and devices for the 21st century: Stronger, lighter, and more energy efficient. Adv. Mater. 2011, 23, 821. [Google Scholar] [CrossRef]
- Xu, X.; Sturm, S.; Samardzija, Z.; Vidmar, J.; Scancar, J.; Rozman, K.Z. Direct Recycling of Nd–Fe–B Magnets Based on the Recovery of Nd2Fe14B Grains by Acid-free Electrochemical Etching. ChemSUSChem 2019, 12, 4754. [Google Scholar] [CrossRef]
- Reck, B.K.; Graedel, T.E. Challenges in metal recycling. Science 2012, 337, 690. [Google Scholar] [CrossRef]
- Venkatesan, P.; Vander Hoogerstraete, T.; Hennebel, T.; Binnemans, K.; Sietsma, J.; Yang, Y. Selective electrochemical extraction of REEs from NdFeB magnet waste at room temperature. Green Chem. 2018, 20, 1065. [Google Scholar] [CrossRef]
- Jin, H.; Afiuny, P.; Dove, S.; Furlan, G.; Zakotnik, M.; Yih, Y.; Sutherland, J.W. Life cycle assessment of neodymium-iron-boron magnet-to-magnet recycling for electric vehicle motors. Environ. Sci. Technol. 2018, 52, 3796. [Google Scholar] [CrossRef]
- Xu, X.; Sturm, S.; Samardzija, Z.; Scancar, J.; Markovic, K.; Rozman, K.Z. A facile method for the simultaneous recovery of rare-earth elements and transition metals from Nd–Fe–B magnets. Green Chem. 2020, 22, 1105. [Google Scholar] [CrossRef]
- Coey, J. Perspective and prospects for rare earth permanent magnets. Engineering 2020, 6, 119. [Google Scholar] [CrossRef]
- Walton, A.; Yi, H.; Rowson, N.A.; Speight, J.D.; Mann, V.; Sheridan, R.S.; Bradshaw, A.; Harris, I.R.; Williams, A.J. The use of hydrogen to separate and recycle neodymium–iron–boron-type magnets from electronic waste. J. Clean. Prod. 2015, 104, 236. [Google Scholar] [CrossRef]
- Zakotnik, M.; Harris, I.; Williams, A.J. Possible methods of recycling NdFeB-type sintered magnets using the HD/degassing process. J. Alloys Compd. 2008, 450, 525. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Yang, Y.; Walton, A.; Buchert, M.J. Recycling of rare earths: A critical review. J. Clean. Prod. 2013, 51, 1. [Google Scholar] [CrossRef]
- Reimer, M.V.; Schenk-Mathes, H.Y.; Hoffmann, M.F.; Elwert, T. Recycling decisions in 2020, 2030, and 2040—When can substantial NdFeB extraction be expected in the EU? Metals 2018, 8, 867. [Google Scholar] [CrossRef]
- Firdaus, M.; Rhamdhani, M.A.; Durandet, Y.; Rankin, W.J.; McGregor, K.J. Review of high-temperature recovery of rare earth (Nd/Dy) from magnet waste. J. Sustain. Metall. 2016, 2, 276. [Google Scholar] [CrossRef]
- Soderžnik, K.Ž.; Rožman, K.Ž.; Komelj, M.; Kovács, A.; Diehle, P.; Denneulin, T.; Savenko, A.; Soderžnik, M.; Kobe, S.; Dunin-Borkowski, R.E. Microstructural insights into the coercivity enhancement of grain-boundary-diffusion-processed Tb-treated Nd-Fe-B sintered magnets beyond the core-shell formation mechanism. J. Alloys Compd. 2021, 864, 158915. [Google Scholar] [CrossRef]
- Tomše, T.; Jaćimović, J.; Dubois, J.-M.; Kobe, S.; Rožman, K.Ž.; Šturm, S. Nanostructured multicomponent Nd-Fe-B magnets prepared by a spark-plasma-sintering approach. J. Magn. Magn. Mater. 2021, 533, 168011. [Google Scholar] [CrossRef]
- Tomše, T.; Samardžija, Z.; Scherf, L.; Kessler, R.; Kobe, S.; Rožman, K.Ž.; Šturm, S. A spark-plasma-sintering approach to the manufacture of anisotropic Nd-Fe-B permanent magnets. J. Magn. Magn. Mater. 2020, 502, 166504. [Google Scholar] [CrossRef]
- Schultz, L.; El-Aziz, A.; Barkleit, G.; Mummert, K. Corrosion behaviour of Nd–Fe–B permanent magnetic alloys. J. Mater. Sci. Eng. 1999, 267, 307. [Google Scholar] [CrossRef]
- Szymura, S.; Bala, H.; Pawłowska, G.; Rabinovich, Y.M.; Sergeev, V.; Pokrovskii, D. Modification of the magnetic properties and corrosion resistance of Nd-Fe-B permanent magnets with addition of cobalt. J. Less Common Met. 1991, 175, 185. [Google Scholar] [CrossRef]
- Lixandru, A.; Poenaru, I.; Güth, K.; Gauß, R.; Gutfleisch, O. A systematic study of HDDR processing conditions for the recycling of end-of-life Nd-Fe-B magnets. J. Alloys Compd. 2017, 724, 51. [Google Scholar] [CrossRef]
- Khoshsima, S.; Vidmar, J.; Samardžija, Z.; Tomše, T.; Mishra, A.; Šturm, S.; Žužek Rožman, K. Environmentally Friendly Approach for Nd2fe14b Magnetic Phase Extraction by Selective Chemical Leaching: A Proof of concept study. Materials 2023, 16, 5181. [Google Scholar] [CrossRef] [PubMed]
- Michalski, B.; Szymanski, M.; Gola, K.; Zygmuntowicz, J.; Leonowicz, M. Experimental evidence for the suitability of the hydrogen decomposition process for the recycling of Nd-Fe-B sintered magnets. J. Magn. Magn. Mater. 2022, 548, 168979. [Google Scholar] [CrossRef]
- Yartys, V.; Gutfleisch, O.; Panasyuk, V.; Harris, I. Desorption characteristics of rare earth (R) hydrides (R= Y, Ce, Pr, Nd, Sm, Gd and Tb) in relation to the HDDR behaviour of R–Fe-based-compounds. J. Alloys Compd. 1997, 253, 128. [Google Scholar] [CrossRef]
- Shen, Z.; Wen, S.; Wang, H.; Miao, Y.; Wang, X.; Meng, S.; Feng, Q. Effect of dissolved components of malachite and calcite on surface properties and flotation behavior. Int. J. Miner. Metall. Mater. 2023, 30, 1297–1309. [Google Scholar] [CrossRef]
- Zhao, W.; Yang, B.; Yi, Y.; Feng, Q.; Liu, D. Synergistic activation of smithsonite with copper-ammonium species for enhancing surface reactivity and xanthate adsorption. Int. J. Min. Sci. Technol. 2023, 33, 519–527. [Google Scholar] [CrossRef]
- Sheridan, R.; Harris, I.; Walton, A. The development of microstructure during hydrogenation–disproportionation–desorption–recombination treatment of sintered neodymium-iron-boron-type magnets. J. Magn. Magn. Mater. 2016, 401, 455. [Google Scholar] [CrossRef]
- Li, J.; Sepehri-Amin, H.; Sasaki, T.; Ohkubo, T.; Hono, K. Most frequently asked questions about the coercivity of Nd-Fe-B permanent magnets. Sci. Technol. Adv. Mater. 2021, 22, 386. [Google Scholar] [CrossRef]
- Pandian, S.; Chandrasekaran, V.; Markandeyulu, G.; Iyer, K.; Rama Rao, K. Effect of Al, Cu, Ga, and Nb additions on the magnetic properties and microstructural features of sintered NdFeB. J. Appl. Phys. 2002, 92, 6082. [Google Scholar] [CrossRef]
- Duan, Z.; Xuan, H.; Su, J.; Chen, J.; Yi, X.; Liu, Y.; Han, P. Effects of Al Nanopowder Intergranular Addition on the Magnetic Properties and Temperature Stability of Sintered Nd-Fe-B Magnet. J. Supercond. Nov. Magn. 2021, 35, 547–553. [Google Scholar] [CrossRef]
- Davies, B.; Mottram, R.; Harris, I. Recent developments in the sintering of NdFeB. Mater. Chem. Phys. 2001, 67, 272. [Google Scholar] [CrossRef]
- Pandian, S.; Chandrasekaran, V.; Markandeyulu, G.; Iyer, K.; Rao, K. Effect of Co, Dy and Ga on the magnetic properties and the microstructure of powder metallurgically processed Nd–Fe–B magnets. J. Alloys Compd. 2004, 364, 295. [Google Scholar] [CrossRef]
- Williams, A.; McGuiness, P.J.; Harris, I. Mass spectrometer hydrogen desorption studies on some hydrided NdFeB-type alloys. J. Less Common Met. 1991, 171, 149. [Google Scholar] [CrossRef]
- Bulyk, I.I.; Luo, S.; Rehman, S.U.; Zhong, S.; Yang, M. Peculiarities of conventional HDDR process in (Nd, Pr)-Fe-B alloy powders under low hydrogen pressure. Intermetallics 2022, 148, 107621. [Google Scholar] [CrossRef]
- Yartys, V.; Williams, A.; Knoch, K.; McGuiness, P.; Harris, I. Further studies of anisotropic hydrogen decrepitation in Nd16Fe76B8 sintered magnets. J. Alloys Compd. 1996, 239, 50. [Google Scholar] [CrossRef]
- Sasaki, T.; Ohkubo, T.; Hono, K. Structure and chemical compositions of the grain boundary phase in Nd-Fe-B sintered magnets. Acta Mater. 2016, 115, 269. [Google Scholar] [CrossRef]
- Behera, S.; Parhi, P. Leaching kinetics study of neodymium from the scrap magnet using acetic acid. Sep. Purif. Technol. 2016, 160, 59. [Google Scholar] [CrossRef]
- Reisdörfer, G.; Bertuol, D.; Tanabe, E.H. Recovery of neodymium from the magnets of hard disk drives using organic acids. Miner. Eng. 2019, 143, 105938. [Google Scholar] [CrossRef]
- Holc, J.; Beseničar, S.; Kolar, D. A study of Nd 2 Fe 14 B and a neodymium-rich phase in sintered NdFeB magnets. J. Mater. Sci. 1990, 25, 215. [Google Scholar] [CrossRef]
- Marshakov, I. Anodic dissolution and selective corrosion of alloys. Prot. Met. 2002, 38, 118. [Google Scholar] [CrossRef]
- Katter, M.; Zapf, L.; Blank, R.; Fernengel, W.; Rodewald, W. Corrosion mechanism of RE-Fe-Co-Cu-Ga-Al-B magnets. IEEE Trans. Magn. 2001, 37, 2474. [Google Scholar] [CrossRef]
- Gergoric, M.; Ravaux, C.; Steenari, B.-M.; Espegren, F.; Retegan, T. Leaching and recovery of rare-earth elements from neodymium magnet waste using organic acids. Metals 2018, 8, 721. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Fe | Co | Ga | Pr | Nd | O | |
|---|---|---|---|---|---|---|---|
| Site 1 | / | 86.6 | / | / | 3.2 | 10.2 | / |
| Site 2 | / | 58.6 | / | 6.2 | 8.5 | 19.8 | 6.9 |
| Site 3 | 2.0 | 59.3 | / | 4.3 | 8.0 | 19.9 | 6.5 |
| Site 4 | 1.5 | 67.7 | / | 3.9 | 5.7 | 14.3 | 6.9 |
| Site 5 | / | 34.3 | 10.9 | / | 16.3 | 32.8 | 5.7 |
| Site 6 | / | 26.2 | 10.2 | / | 18.0 | 34.9 | 10.7 |
| Site 7 | / | 3.4 | / | / | 14.0 | 36.3 | 46.3 |
| Sample | RE2Fe14B (Reference) | NFB-HD | NFB-5 | NFB-15 | NFB-30 | NFB-45 | NFB-60 | NFB-120 |
|---|---|---|---|---|---|---|---|---|
| Element | ||||||||
| B | 0.99 | 1.02 | 0.98 | 0.95 | 0.95 | 0.97 | 1.02 | 0.97 |
| Al | - | 0.13 | 0.15 | 0.14 | 0.14 | 0.15 | 0.16 | 0.17 |
| Fe | - | 67.18 | 70.41 | 70.89 | 71.22 | 71.45 | 71.29 | 71.70 |
| Co | - | 0.89 | 0.91 | 0.85 | 0.88 | 0.87 | 0.89 | 0.92 |
| Fe + Co (TM) | 72.30 | 68.07 | 71.32 | 71.74 | 72.10 | 72.32 | 72.18 | 72.62 |
| Cu | - | 0.09 | 0.09 | 0.08 | 0.08 | 0.09 | 0.09 | 0.12 |
| Ga | - | 0.22 | 0.18 | 0.16 | 0.15 | 0.14 | 0.14 | 0.13 |
| Pr | - | 7.35 | 6.38 | 6.16 | 6.03 | 6.12 | 6.08 | 5.89 |
| Nd | - | 22.86 | 20.85 | 20.24 | 20.16 | 20.16 | 20.19 | 19.70 |
| Nd + Pr (RE) | 26.70 | 30.21 | 27.23 | 26.40 | 26.19 | 26.28 | 26.27 | 25.59 |
| RE/TM | 0.36 | 0.44 | 0.38 | 0.36 | 0.36 | 0.36 | 0.36 | 0.35 |
| Sample | NFB-5 | NFB-15 | NFB-30 | NFB-45 | NFB-60 | NFB-120 |
|---|---|---|---|---|---|---|
| Element | ||||||
| B | 0.008 | 0.032 | 0.044 | 0.068 | 0.088 | 0.174 |
| Al | 0.003 | 0.008 | 0.011 | 0.014 | 0.019 | 0.034 |
| Fe | 0.690 | 2.620 | 3.670 | 5.350 | 7.070 | 13.900 |
| Co | 0.035 | 0.076 | 0.087 | 0.116 | 0.142 | 0.229 |
| TMs (Fe + Co) | 0.725 | 2.696 | 3.757 | 5.466 | 7.212 | 14.129 |
| Cu | 0.006 | 0.008 | 0.004 | 0.003 | 0.002 | 0.002 |
| Ga | 0.032 | 0.064 | 0.068 | 0.079 | 0.088 | 0.104 |
| Pr | 0.900 | 1.480 | 1.480 | 1.700 | 1.930 | 2.610 |
| Nd | 2.170 | 3.690 | 3.730 | 4.390 | 4.990 | 7.360 |
| Nd + Pr (REs) | 3.070 | 5.170 | 5.210 | 6.090 | 6.920 | 9.970 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mishra, A.; Khoshsima, S.; Tomše, T.; Podmiljšak, B.; Šturm, S.; Burkhardt, C.; Žužek, K. Short-Loop Recycling of Nd-Fe-B Permanent Magnets: A Sustainable Solution for the RE2Fe14B Matrix Phase Recovery. Materials 2023, 16, 6565. https://doi.org/10.3390/ma16196565
Mishra A, Khoshsima S, Tomše T, Podmiljšak B, Šturm S, Burkhardt C, Žužek K. Short-Loop Recycling of Nd-Fe-B Permanent Magnets: A Sustainable Solution for the RE2Fe14B Matrix Phase Recovery. Materials. 2023; 16(19):6565. https://doi.org/10.3390/ma16196565
Chicago/Turabian StyleMishra, Amit, Sina Khoshsima, Tomaž Tomše, Benjamin Podmiljšak, Sašo Šturm, Carlo Burkhardt, and Kristina Žužek. 2023. "Short-Loop Recycling of Nd-Fe-B Permanent Magnets: A Sustainable Solution for the RE2Fe14B Matrix Phase Recovery" Materials 16, no. 19: 6565. https://doi.org/10.3390/ma16196565