

Effect of Heat Input on Microstructure and Properties of Laser-Welded 316L/In601 Dissimilar Overlap Joints in High-Temperature Thermocouple
Abstract
:1. Introduction
2. Experimental Materials and Procedures
2.1. Material Preparation
2.2. Experimental System
2.3. Analysis Method
3. Results and Discussion
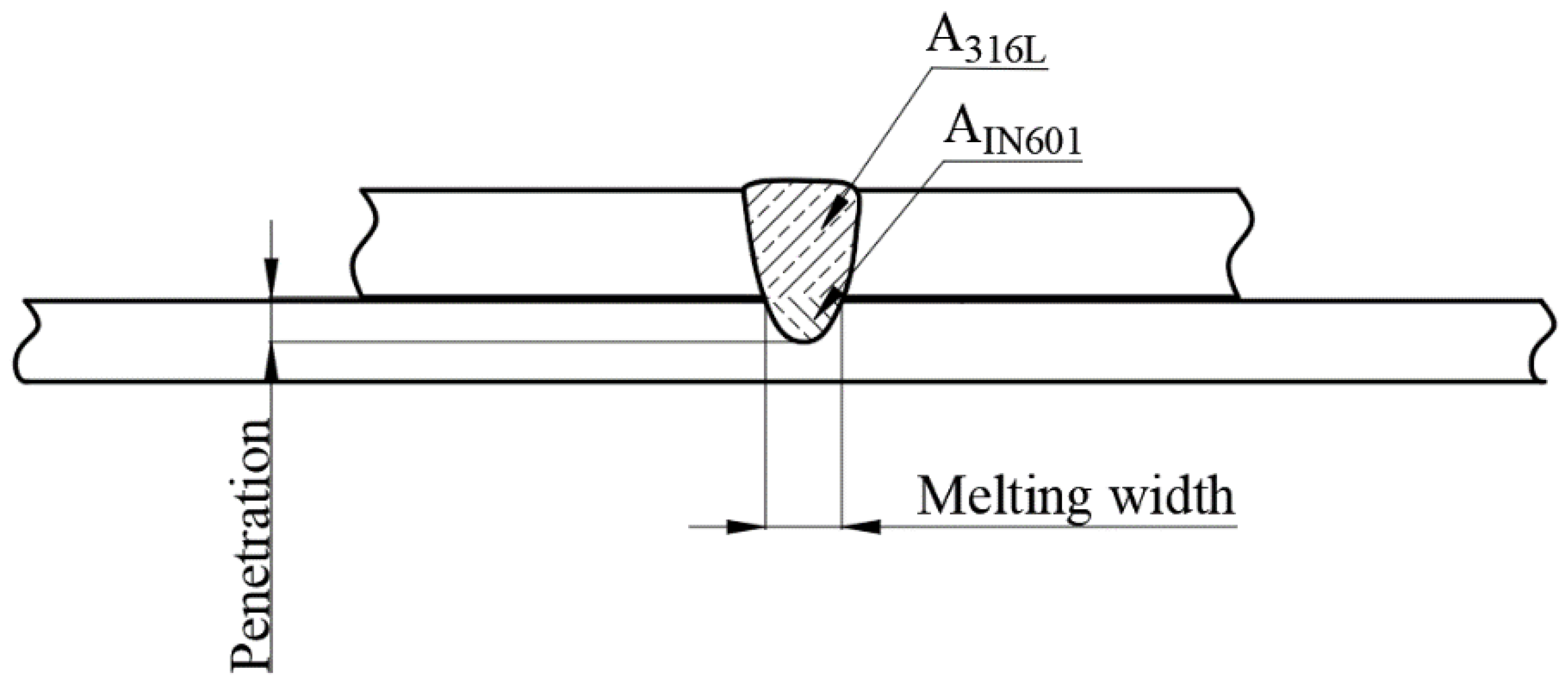
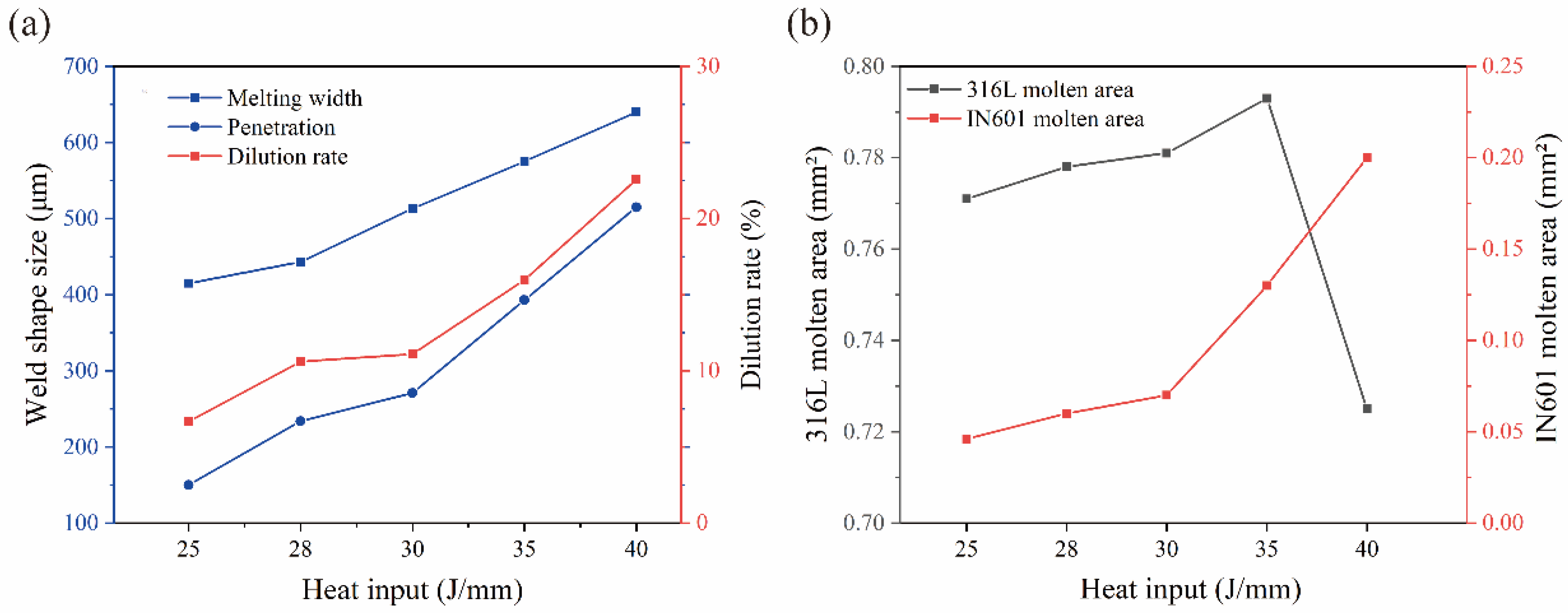
3.1. Macroscopic Morphology Characteristics
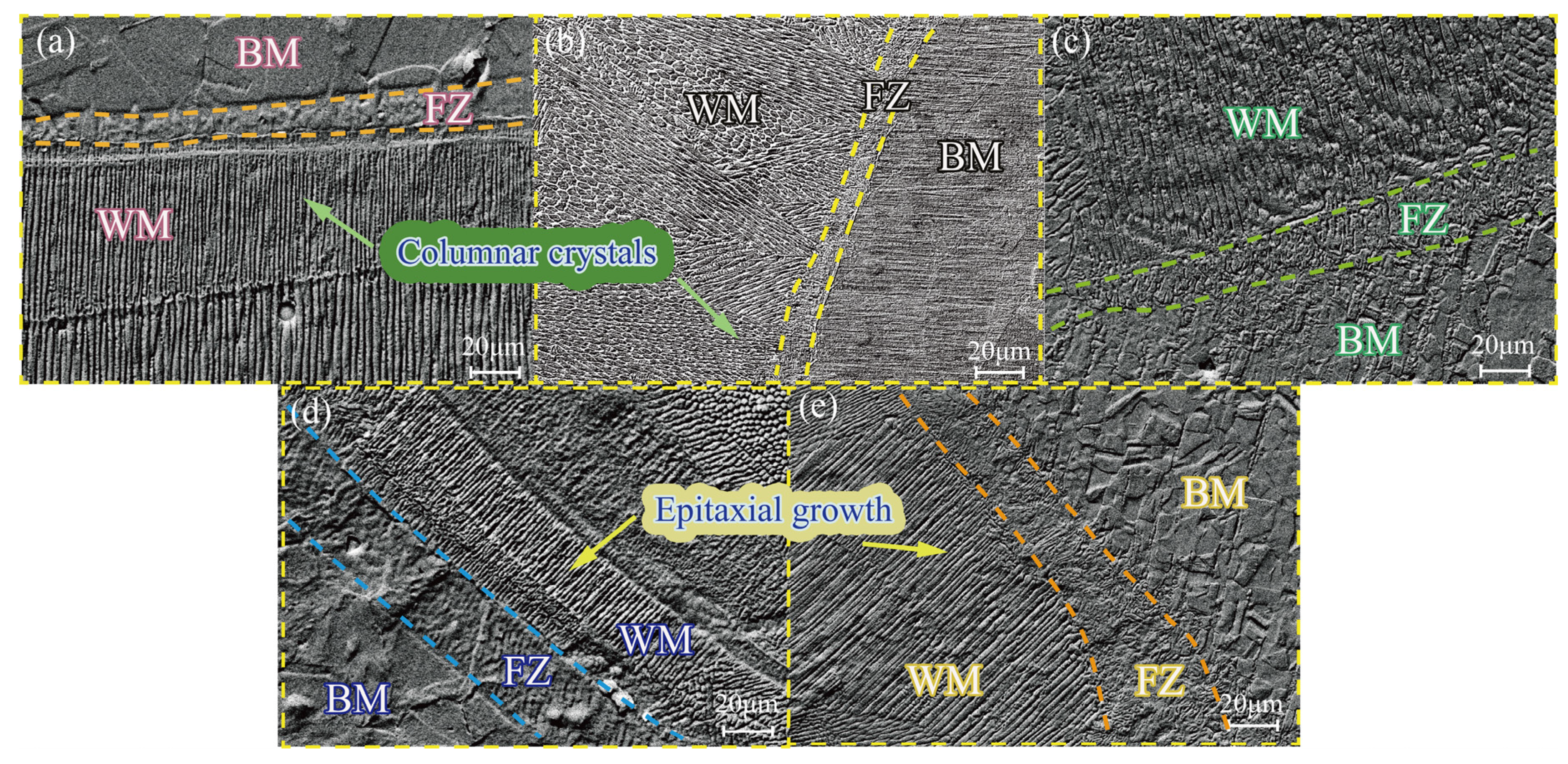
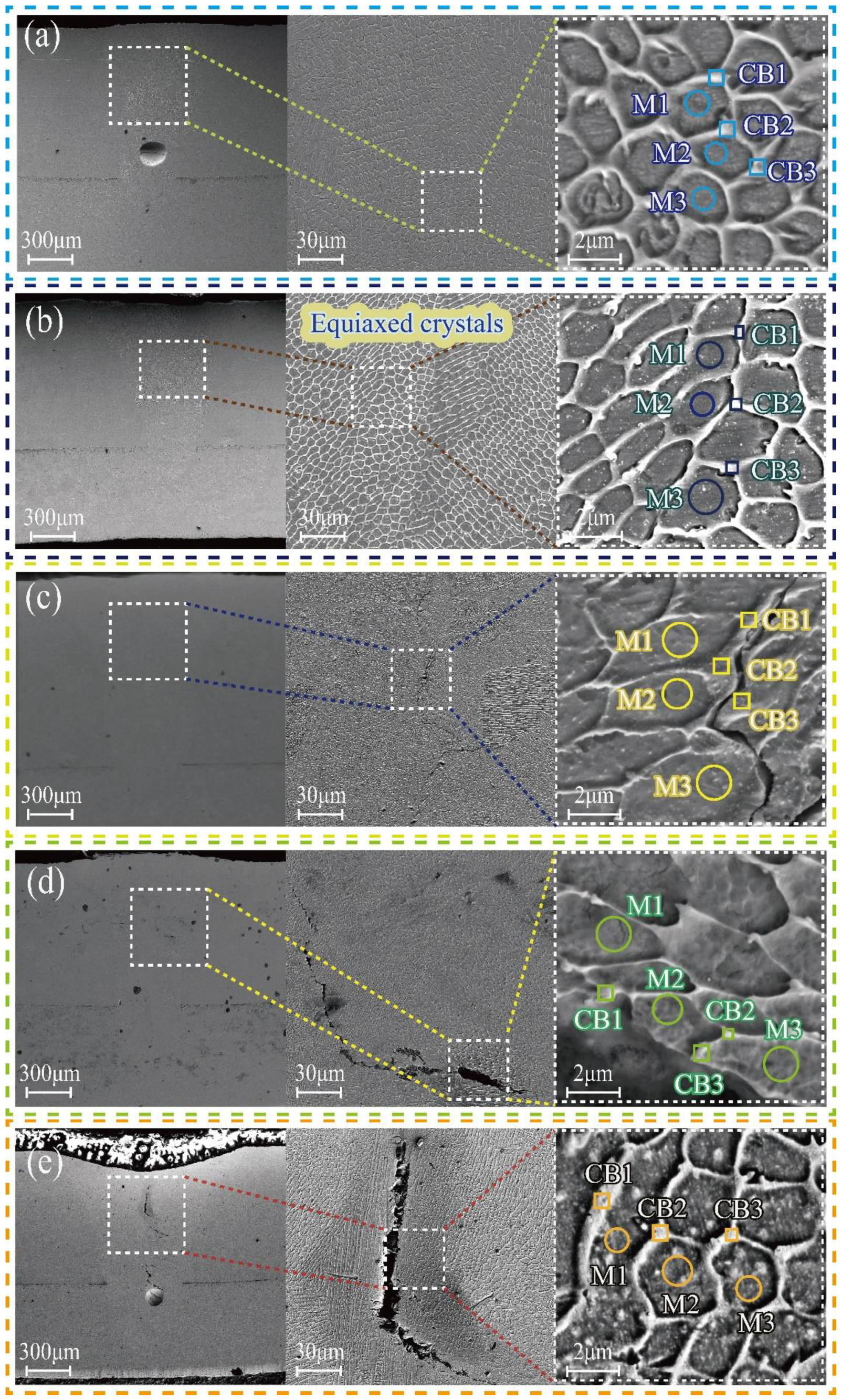
3.2. Microstructural Characteristics
3.3. Performance Evaluation
4. Conclusions
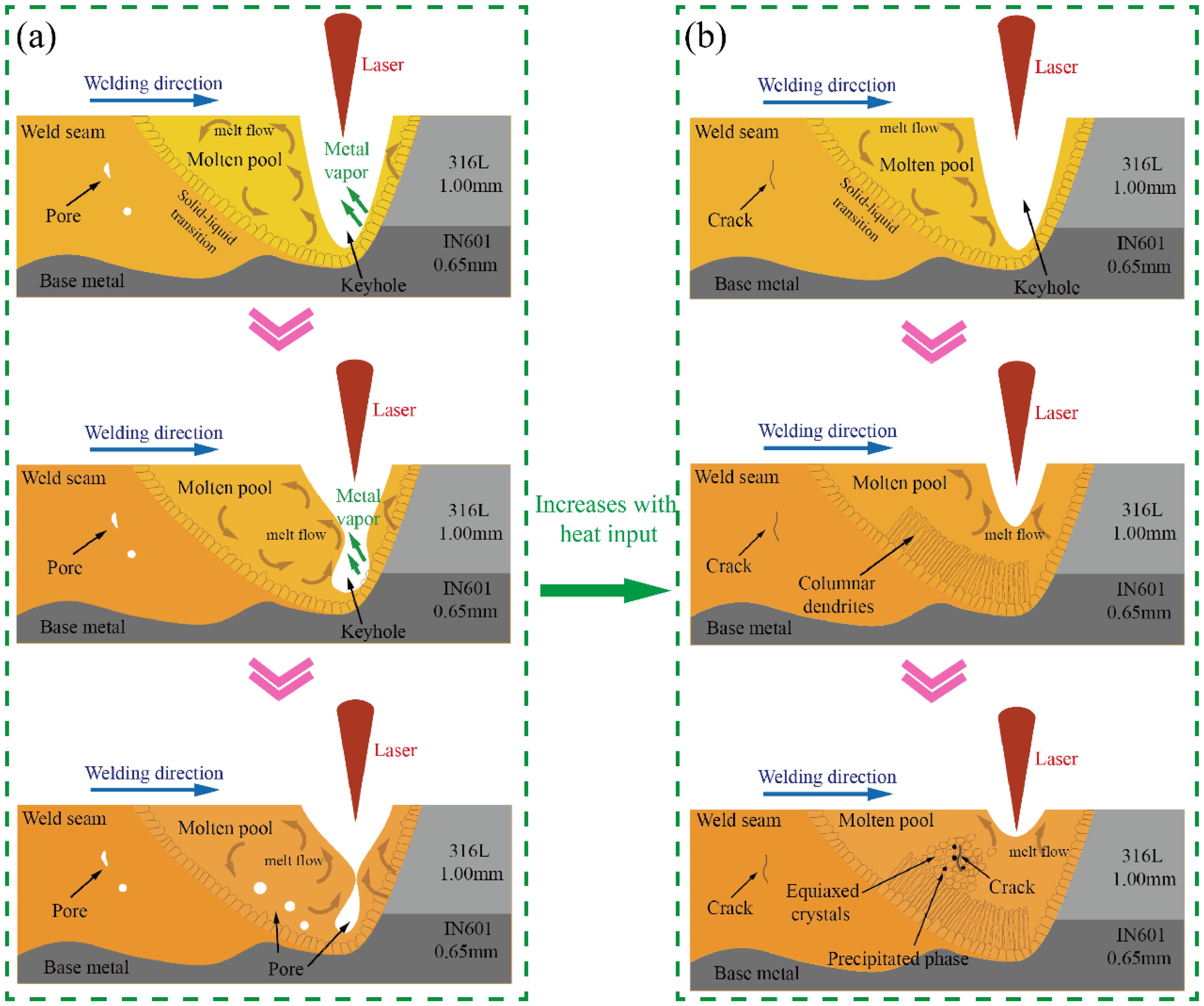
- The heat input above 25 J/mm can break through the contact thermal resistance of 1 mm stainless-steel- and nickel-based alloy 601 and form an effective molten pool. The penetration width and penetration depth of the weld increase with the increase of heat input. At the same time, the crack defects in the molten pool are becoming more and more significant.
- The proportion of nickel-based alloys in the weld is observed to rise as the heat input increases. This rise in heat input leads to alterations in the elemental content of the weld, resulting in the presence of a significant quantity of chromium (Cr) and nickel (Ni) elements outside the grain at the center of the weld. Analysis of the phase structure composition through X-ray diffraction (XRD) reveals the presence of abundant Cr2Fe14C and Fe3Ni2 phases.
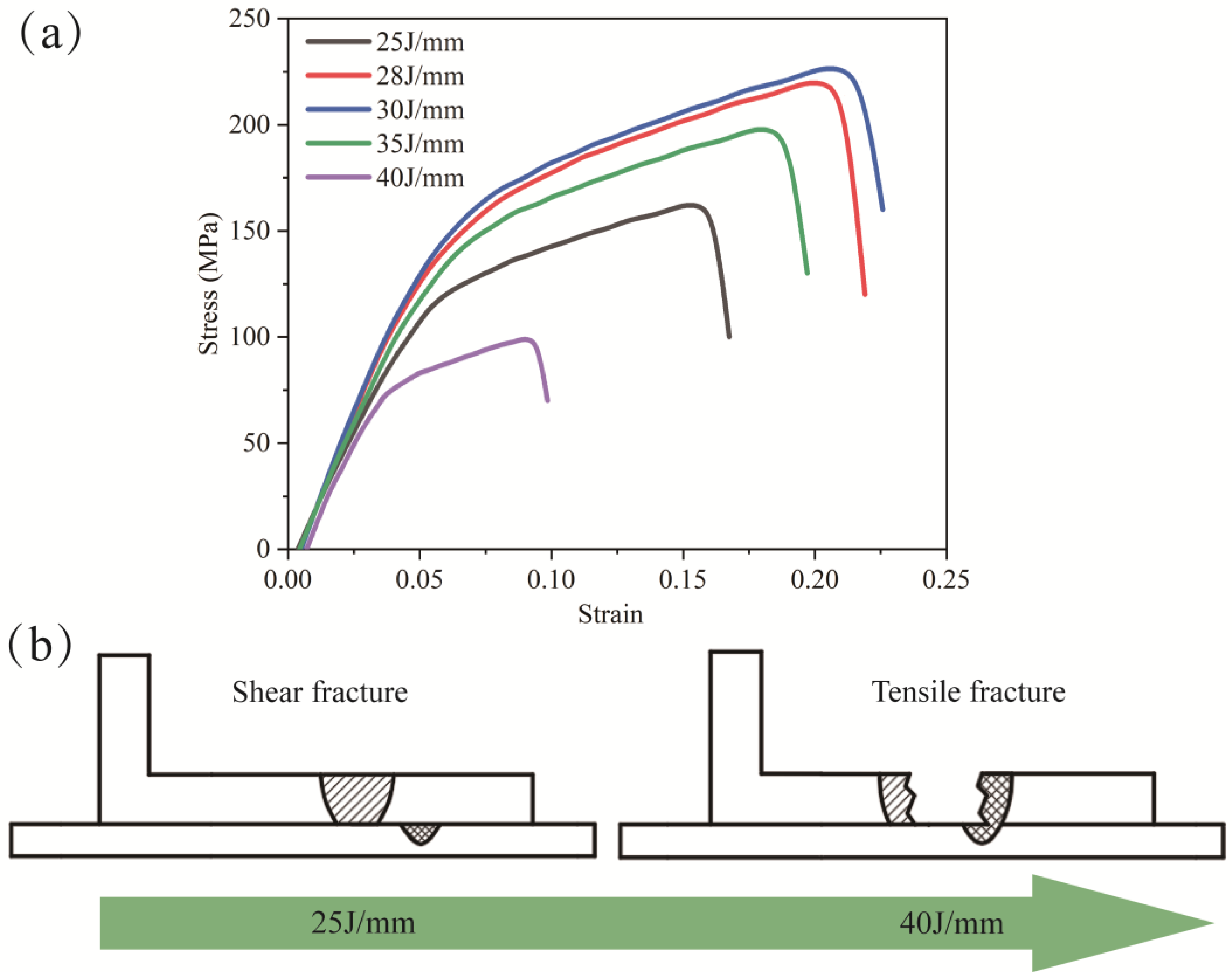
- In instances of low heat input, the joint exhibits shear breakage. As the heat input increases, the width of melting also increases, leading to tensile fracture. However, the tensile fracture strength is compromised due to the presence of longitudinal cracks in the center. When the heat input is below 40 J/mm, the weld’s Vickers hardness surpasses that of the base metal. Conversely, when the heat input reaches 40 J/mm, the weld’s Vickers hardness is lower than that of the base metal.
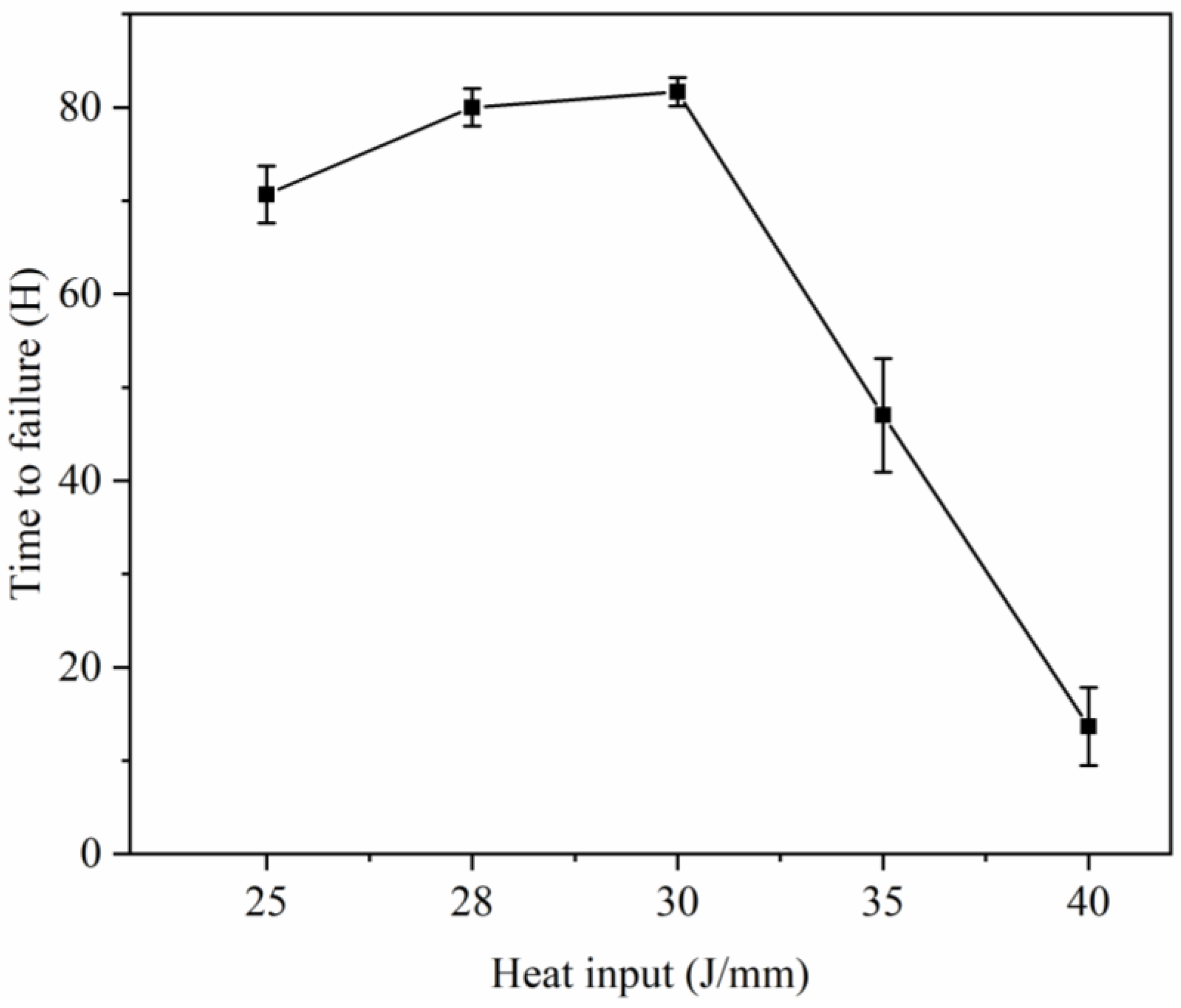
- With the escalation of heat input, there is a notable decrease in the joint’s ability to withstand temperature shocks. The joint exhibits its highest capacity when subjected to a heat input range of 28–30 J/mm. In order to enhance the joint’s ability to withstand temperature shocks, the utilization of high heat input is circumvented.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kenda, M.; Klobčar, D.; Nagode, A.; Bračun, D. Analysis and prevention of weld crater cracking in circumferential laser microwelding of automotive pressure sensors. Eng. Fail. Anal. 2021, 128, 105579. [Google Scholar] [CrossRef]
- Hosseini, H.S.; Shamanian, M.; Kermanpur, A. Characterization of microstructures and mechanical properties of Inconel 617/310 stainless steel dissimilar welds. Mater. Charact. 2011, 62, 425–431. [Google Scholar] [CrossRef]
- Mortezaie, A.; Shamanian, M. An assessment of microstructure, mechanical properties and corrosion resistance of dissimilar welds between Inconel 718 and 310S austenitic stainless steel. Int. J. Press. Vessel. Pip. 2014, 116, 37–46. [Google Scholar] [CrossRef]
- Shakil, M.; Ahmad, M.; Tariq, N.H.; Hasan, B.A.; Akhter, J.I.; Ahmed, E.; Mehmood, M.A.; Choudhry, M.A.; Iqbal, M. Microstructure and hardness studies of electron beam welded Inconel 625 and stainless steel 304L. Vacuum 2014, 110, 121–126. [Google Scholar] [CrossRef]
- Derakhshi, M.A.; Kangazian, J.; Shamanian, M. Electron beam welding of inconel 617 to AISI 310: Corrosion behavior of weld metal. Vacuum 2019, 161, 371–374. [Google Scholar] [CrossRef]
- Mostaan, H.; Shamanian, M.; Monirvaghefi, S.; Behjati, P.; Hasani, S.; Moghaddam, M.F.; Amiri, M.; Szpunar, J. Analysis and characterization of microstructural evolutions, mechanical response and fracture mechanism of laser welded Fe–Co–V ultra-thin foils. Opt. Laser Technol. 2015, 68, 211–219. [Google Scholar] [CrossRef]
- Naffakh, H.; Shamanian, M.; Ashrafizadeh, F. Dissimilar welding of AISI 310 austenitic stainless steel to nickel-based alloy Inconel 657. J. Mater. Process. Technol. 2009, 209, 3628–3639. [Google Scholar] [CrossRef]
- Ramkumar, K.D.; Dev, S.; Prabhakar, K.V.P.; Rajendran, R.; Mugundan, K.G.; Narayanan, S. Microstructure and properties of inconel 718 and AISI 416 laser welded joints. J. Mater. Process. Technol. 2019, 266, 52–62. [Google Scholar] [CrossRef]
- Ahmad, G.N.; Raza, M.S.; Singh, N.K.; Kumar, H. Experimental investigation on Ytterbium fiber laser butt welding of Inconel 625 and Duplex stainless steel 2205 thin sheets. Opt. Laser Technol. 2020, 126, 106117. [Google Scholar] [CrossRef]
- Ahmad, G.N.; Raza, M.S.; Singh, N.; Kumar, H. Effect of parameters on microstructure and mechanical property of dissimilar joints between 316L stainless steel and GH909 alloy by laser welding. J. Manuf. Process. 2021, 65, 60–69. [Google Scholar] [CrossRef]
- Chen, L.; Wang, C.; Zhang, X.; Mi, G. Comparative study on microstructure and properties of laser welding and argon arc welding Hastelloy C-276/SS304 with filler wire. Opt. Laser Technol. 2023, 164, 109565. [Google Scholar] [CrossRef]
- Zhao, D.; Liu, F.; Tan, Y.-B.; Shi, W.; Xiang, S. Improving the strength-ductility synergy and corrosion resistance of Inconel 718/316L dissimilar laser beam welding joint via post-weld heat treatment. J. Mater. Res. Technol. 2023, 26, 71–87. [Google Scholar] [CrossRef]
- Li, S.; Chen, G.; Katayama, S.; Zhang, Y. Relationship between spatter formation and dynamic molten pool during high-power deep-penetration laser welding. Appl. Surf. Sci. 2014, 303, 481–488. [Google Scholar] [CrossRef]
- Rinne, J.; Seffer, O.; Nothdurft, S.; Hermsdorf, J.; Kaierle, S.; Overmeyer, L. Investigations on the weld metal composition and associated weld metal cracking in laser beam welded steel copper dissimilar joints. J. Am. Acad. Dermatol. 2021, 296, 117178. [Google Scholar] [CrossRef]
- Wang, Y.; Cui, H.; Fan, M.; Chen, Y.; Lu, F. Characterization on the gradient microstructure near the fusion interface of dissimilar metal between high Cr heat-resistant steel and Ni-based Alloy 617. Mater. Charact. 2019, 151, 227–236. [Google Scholar] [CrossRef]
- Dye, D.; Hunziker, O.; Reed, R. Numerical analysis of the weldability of superalloys. Acta Mater. 2001, 49, 683–697. [Google Scholar] [CrossRef]
- Wang, X.; Wang, H.-P.; Lu, F.; Carlson, B.E.; Wu, Y. Analysis of solidification cracking susceptibility in side-by-side dual-beam laser welding of aluminum alloys. Int. J. Adv. Manuf. Technol. 2014, 73, 73–85. [Google Scholar] [CrossRef]
- Icală, E.; Duffet, G.; Andrzejewski, H.; Grevey, D.; Ignat, S. Hot cracking in Al–Mg–Si alloy laser welding–operating parameters and their effects. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2005, 395, 1–9. [Google Scholar] [CrossRef]
- Jiang, L.; Shi, L.; Lu, Y.; Xiang, Y.; Zhang, C.; Gao, M. Effects of sidewall grain growth on pore formation in narrow gap oscillating laser welding. Opt. Laser Technol. 2022, 156, 108483. [Google Scholar] [CrossRef]
- Huang, S.; Xu, L.; Lou, M.; Chen, H.; Zhang, K.; Li, Y. Keyhole-induced pore formation mechanism in laser-MIG hybrid welding of aluminum alloy based on experiment and multiphase numerical model. J. Mater. Process. Technol. 2023, 314, 117903. [Google Scholar] [CrossRef]
- Zheng, H.; Shi, M.; Mao, Q.; Zhang, M.; Li, H. The concentration of chromium at the grain boundaries of different types in Inconel 600 alloys. Chin. J. Mater. Res. 2020, 139, 511–517. (In Chinese) [Google Scholar]
- Zhou, S.; Ma, G.; Chai, D.; Niu, F.; Dong, J.; Wu, D.; Zou, H. Nickel-based alloy/austenitic stainless steel dissimilar weld properties prediction on asymmetric distribution of laser energy. Opt. Laser Technol. 2016, 81, 33–39. [Google Scholar] [CrossRef]
- Lehto, P.; Remes, H.; Saukkonen, T.; Hänninen, H.; Romanoff, J. Influence of grain size distribution on the Hall–Petch relationship of welded structural steel. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2014, 592, 28–39. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | Cr | Ni | Mn | Si | C | Al | Ti | Mo | N | S | P | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 316L | 69.789 | 16.32 | 10.11 | 1.11 | 0.51 | 0.016 | - | - | 2.06 | 0.032 | 0.001 | 0.022 |
| Inconel 601 | 14.05 | 23.14 | 59.57 | 0.72 | 0.33 | 0.05 | 1.46 | 0.44 | - | - | 0.001 | 0.02 |
| Experiment Serial Number | Laser Power (W) | Welding Speed (mm/s) | Heat Input (J/mm) |
|---|---|---|---|
| 1 | 200 | 8 | 25 |
| 2 | 196 | 7 | 28 |
| 3 | 240 | 8 | 30 |
| 4 | 210 | 6 | 35 |
| 5 | 240 | 6 | 40 |
| Heat Input (J/mm) | Scan Location | Average Content of Chemical Elements (wt%) | |||
|---|---|---|---|---|---|
| C | Cr | Fe | Ni | ||
| 25 | Inside the grain | 3.84 | 16.30 | 60.30 | 15.39 |
| Outside the grain | 3.95 | 16.38 | 59.69 | 16.38 | |
| 28 | Inside the grain | 4.08 | 15.88 | 65.09 | 11.53 |
| Outside the grain | 4.44 | 16.48 | 64.07 | 12.86 | |
| 30 | Inside the grain | 4.10 | 15.94 | 62.37 | 12.23 |
| Outside the grain | 4.39 | 16.55 | 61.05 | 13.61 | |
| 35 | Inside the grain | 4.99 | 16.04 | 53.96 | 23.58 |
| Outside the grain | 5.27 | 17.12 | 50.8 | 24.09 | |
| 40 | Inside the grain | 4.57 | 16.39 | 56.07 | 20.42 |
| Outside the grain | 5.14 | 17.82 | 51.61 | 24.85 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Zhao, S.; Luo, G.; Tang, Z.; Li, X.; Lu, W.; Wang, M. Effect of Heat Input on Microstructure and Properties of Laser-Welded 316L/In601 Dissimilar Overlap Joints in High-Temperature Thermocouple. Materials 2023, 16, 7114. https://doi.org/10.3390/ma16227114
Wang H, Zhao S, Luo G, Tang Z, Li X, Lu W, Wang M. Effect of Heat Input on Microstructure and Properties of Laser-Welded 316L/In601 Dissimilar Overlap Joints in High-Temperature Thermocouple. Materials. 2023; 16(22):7114. https://doi.org/10.3390/ma16227114
Chicago/Turabian StyleWang, Hao, Shengbin Zhao, Guifeng Luo, Zilin Tang, Xiang Li, Wenyuan Lu, and Mingdi Wang. 2023. "Effect of Heat Input on Microstructure and Properties of Laser-Welded 316L/In601 Dissimilar Overlap Joints in High-Temperature Thermocouple" Materials 16, no. 22: 7114. https://doi.org/10.3390/ma16227114