

Digital Image Correlation for Measuring Full-Field Residual Stresses in Wire and Arc Additive Manufactured Components

 ,
,  , ,
, ,  ,
,
Abstract
:1. Introduction
2. Experimental Methods
2.1. Feedstock Wire and Substrate Material
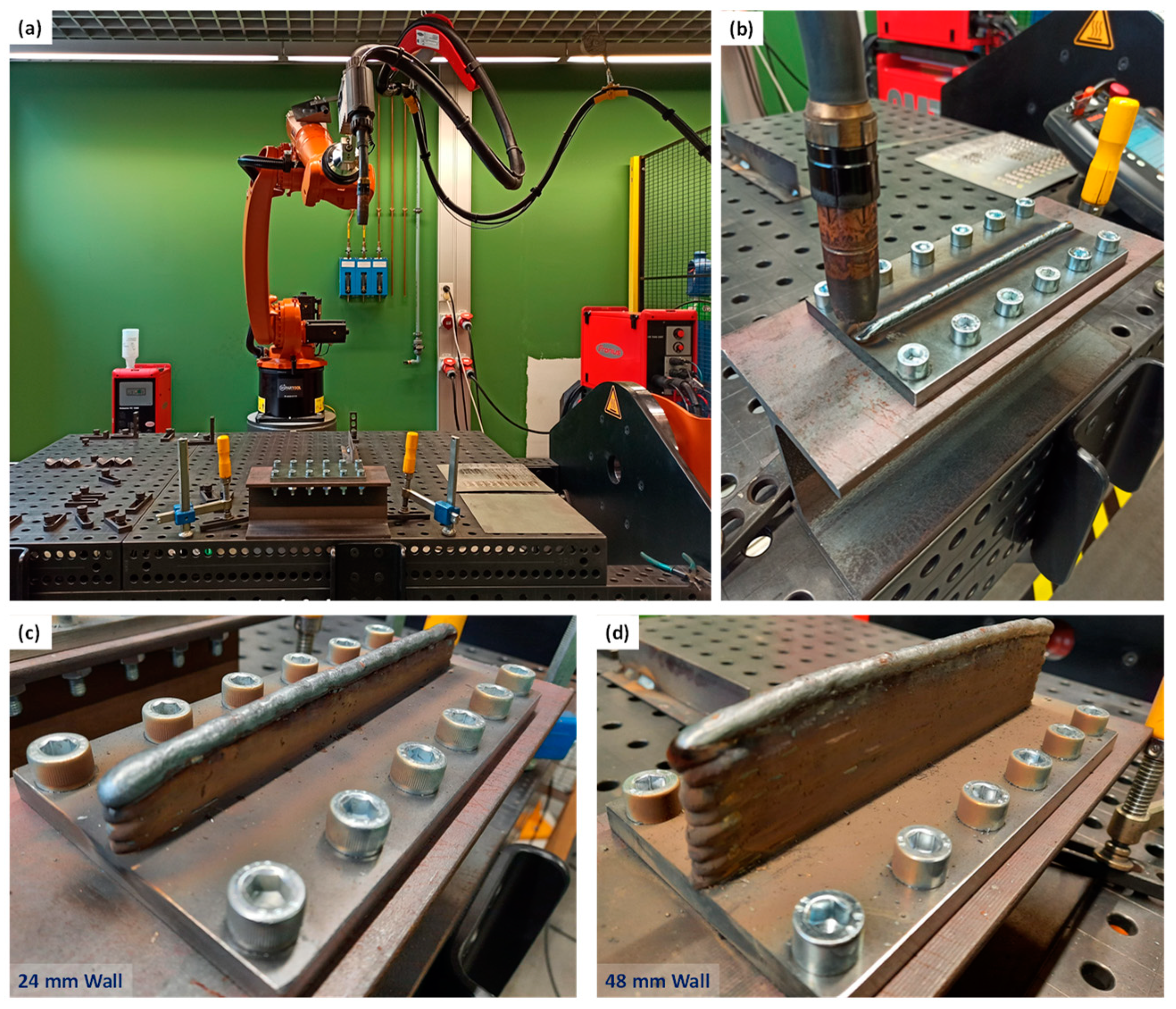
2.2. WAAM Process and Specimen Preparation
2.3. Residual Stress Evaluation Using Digital Image Correlation
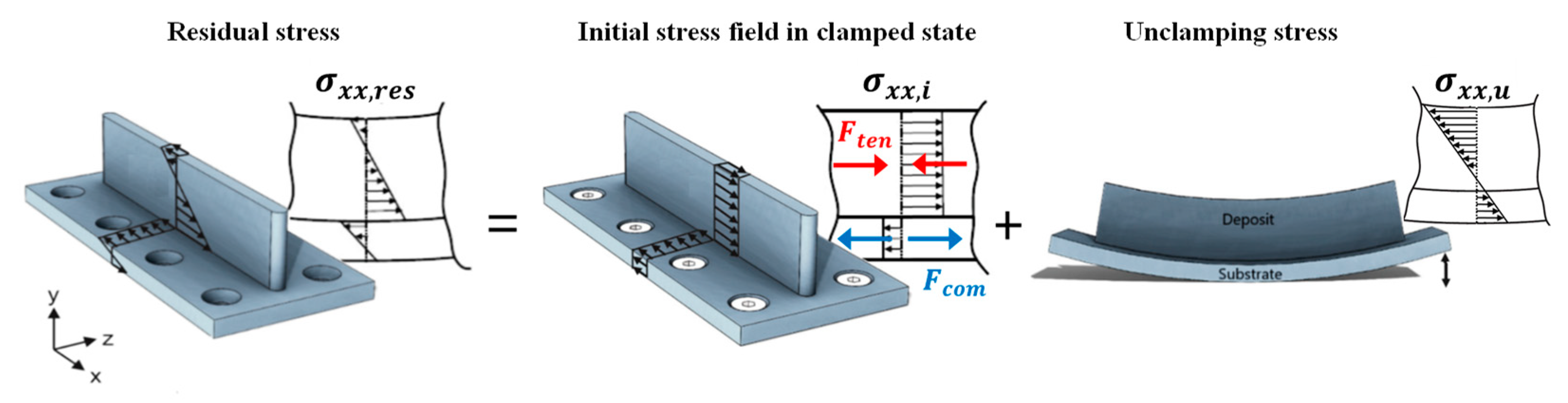
2.3.1. The Concept
2.3.2. Assumptions for Initial Stress Field
- There is no or close-to-zero deflection in the rigidly clamped component during the WAAM deposition process. Once unclamped, the bending moment acting on the cross-section is zero [5].
- The deposited wall initially contains tensile residual stresses due to the restriction to shrinkage deformation during cooling down using rigid clamps. The longitudinal residual stress field that is initially present in a clamped component can be approximated by a constant (or uniform) stress over the height of the wall [5,58]. The magnitude of this stress depends on the thermal properties, and for steel, this can be as high as the material’s yield strength at room temperature [58]. This assumption also provides a safety margin, as equalizing to yield strength represents the worst-case scenario [5,13,59].
- In the substrate, the extent of the plastic zone is negligible in the clamped state and residual stresses are entirely compressive, with a non-continuous transition at the interface wall/substrate to balance the process-induced tensile residual stresses in the deposited wall [5].
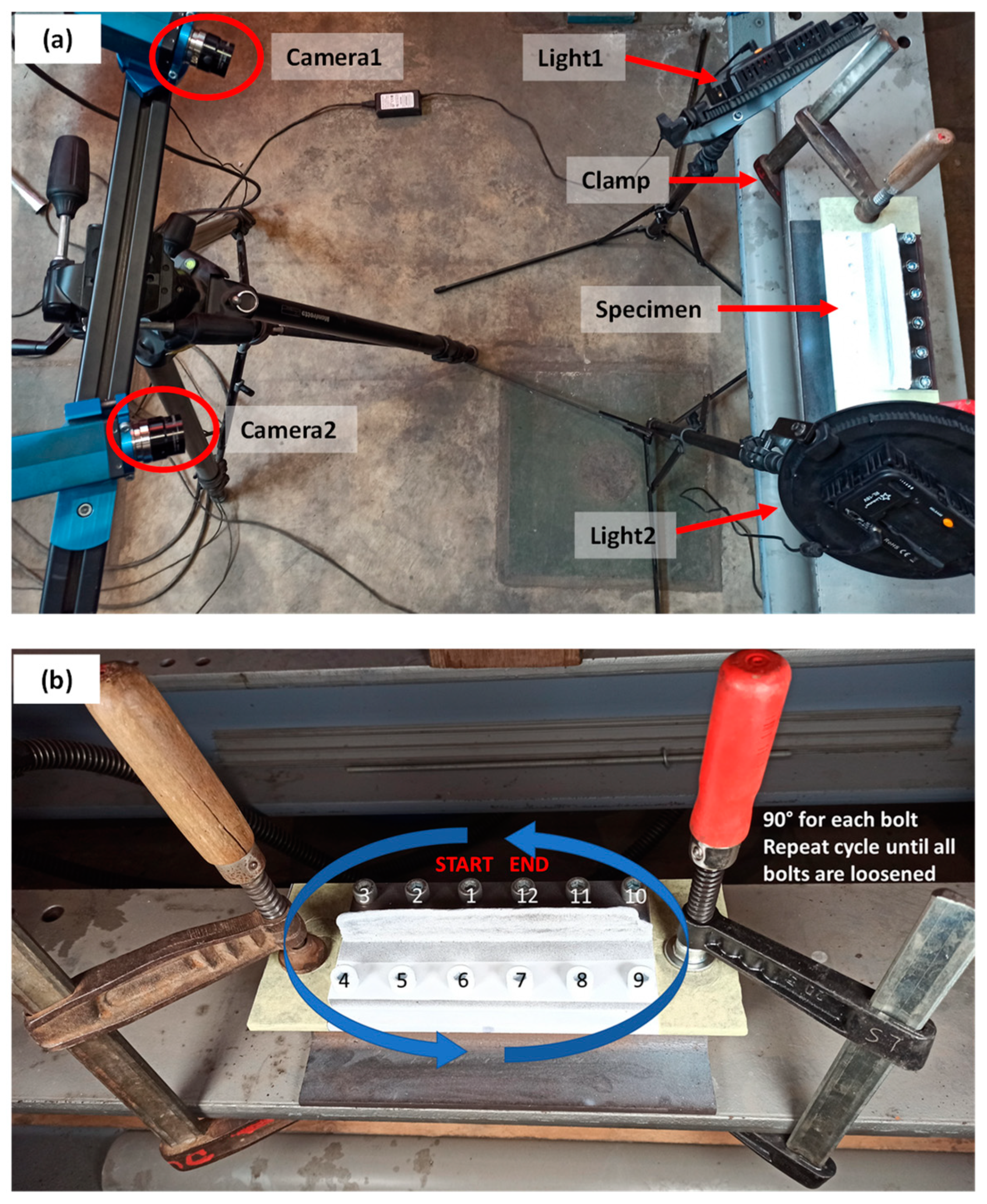
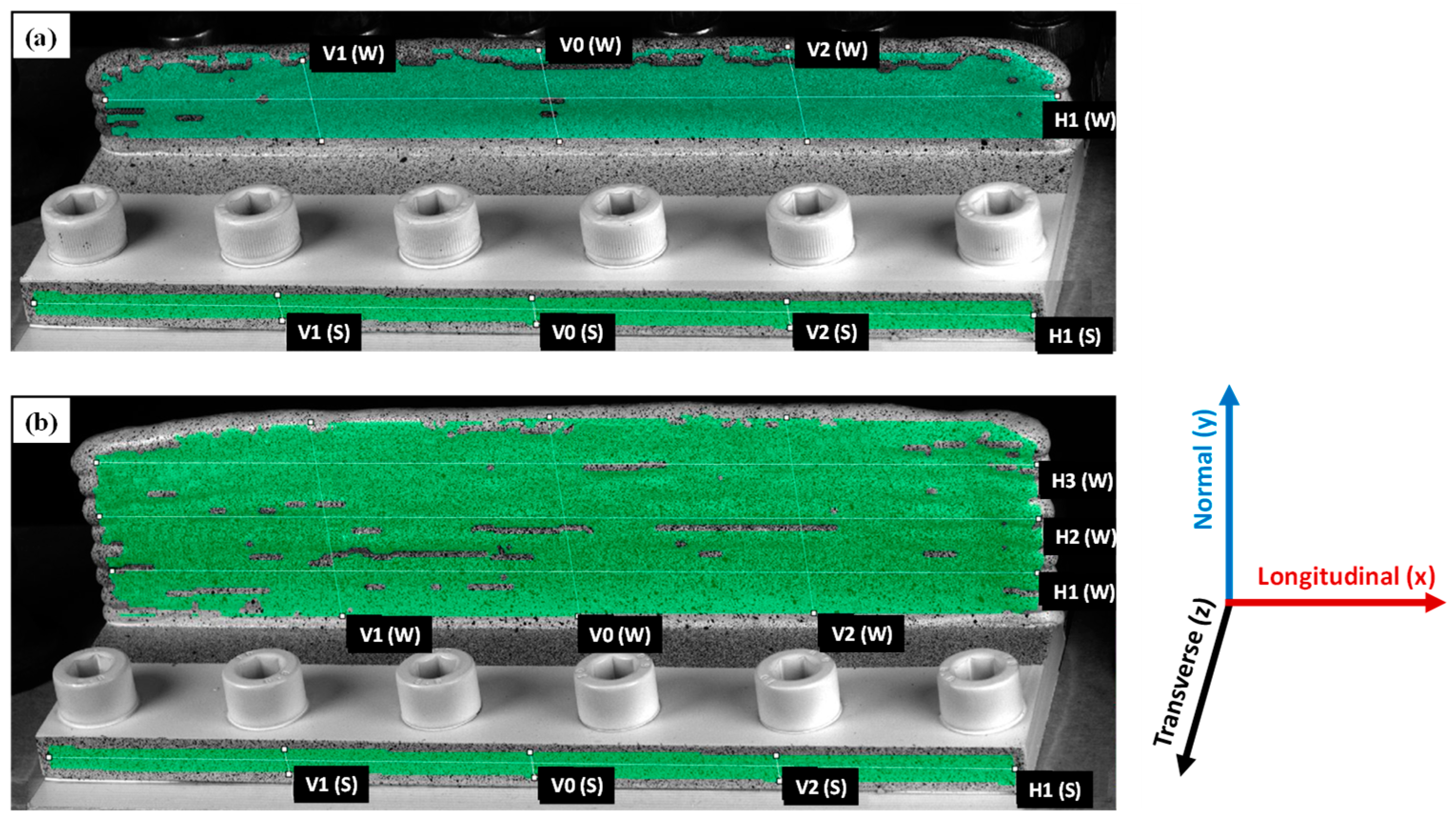
2.3.3. DIC-Monitored Unclamping
2.4. Validation and Verification of DIC Results
- (a)
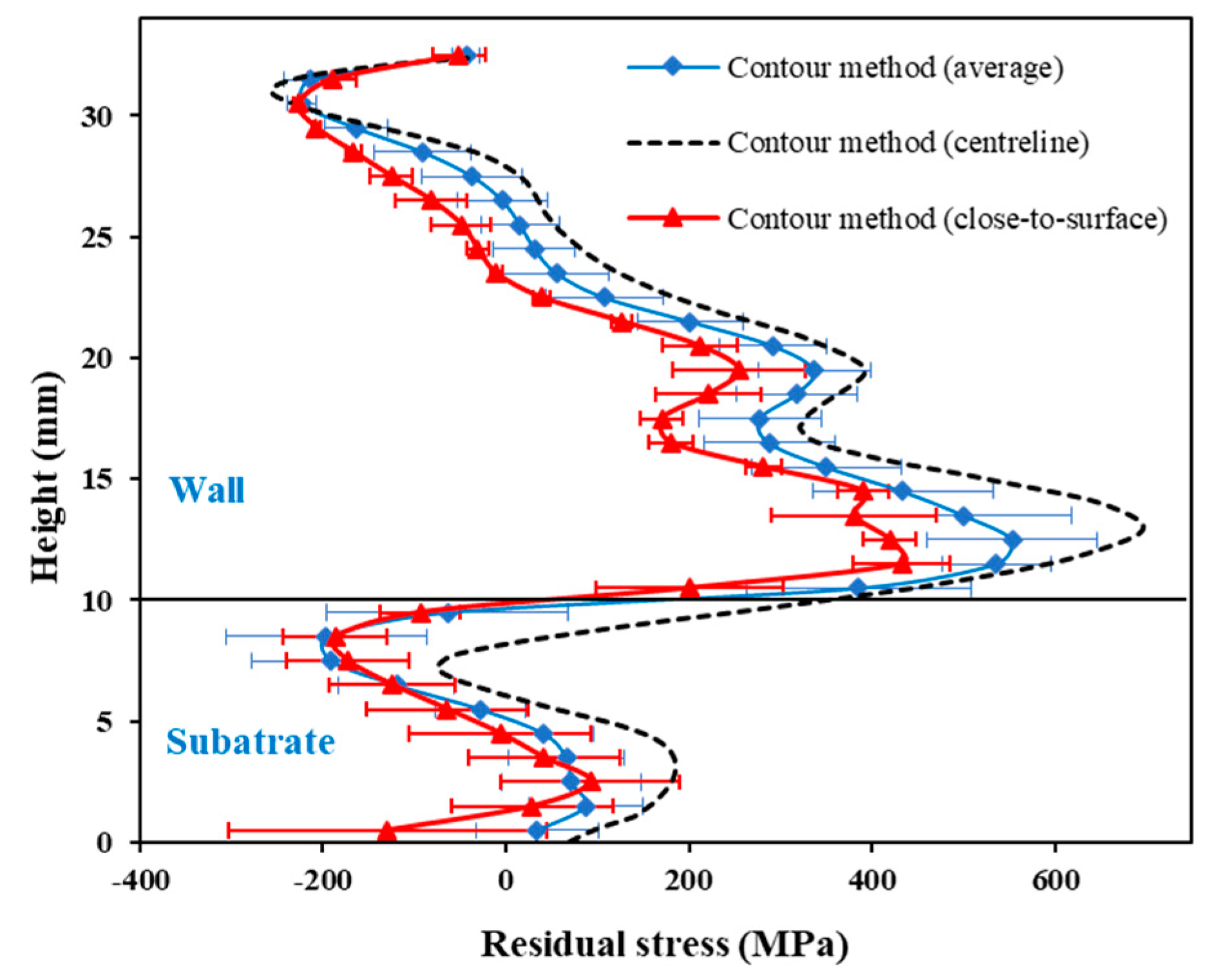
- Contour method: The contour method is a destructive residual stress measurement technique based on stress relaxation [38]. A part containing residual stress is cut into two halves, and the stress component normal to the cut surface is measured. At Coventry University, contour measurements were carried out on two specimens, one each from 24 mm and 48 mm wall height (specimen IDs 24-S2 and 48-S1). Samples were cut on a Fanuc Robocut α-C600i wire electro-discharge machine (Fanuc, Yamanashi, Japan). A brass wire of 0.25 mm diameter was used. Symmetric and rigid clamps were used while cutting. The samples were first cut through the deposit (starting from the top end of the deposit) and finally through the substrate. The cutting speed for all samples was ~0.5 mm/min in the deposit and less in the substrate. The surface displacement profile of the cut surfaces of the samples was measured with a Zeiss Contura g2 coordinate measuring machine (CMM) (Zeiss, Rugby, UK) using a 3 mm diameter touch-trigger probe. The distance from the perimeter and between the individual measurement points of the sample surface was set as 0.2 mm.The displacement data of the cut surfaces of each sample were post-processed using Matlab analysis routines for data aligning, cleaning, flattening and smoothing. The data smoothing of all samples was conducted using a cubic spline with 3 mm knot spacing. A finite element (FE) model of one cut half of the samples was built with 8-node brick elements (C3D8R) of the Abaqus software. A mesh of approx. 0.5 mm size was used on the cut surface. Constraints were applied to the model to avoid rigid body motion. Linear elastic FE analysis with the following material properties was performed to calculate the residual stresses present in the samples before cutting: = 210 GPa, and = 0.30.
- (b)
- X-ray diffraction (XRD): XRD measurements were carried out using a mobile Stresstech X3000 (Stresstech Ltd, Vaajakoski, Finland) with Cr-radiation (30 kV and 8mA) at Sirris. Residual stresses were measured along the centre of a 48 mm wall (48-S2), from the top of the wall to its mid-height. Two sets of measurements were performed on the same locations, one without any surface treatment and one after electropolishing (180–200 µm below the surface). All measurements were performed in the omega-mode using a 3 mm diameter collimator at the Bragg diffraction angle (2θ) of 156.4° for Fe (211) reflection and with a wavelength (λ) of 2.291 Å at an angle of 0° direction (i.e., along the longitudinal or deposition direction of the wall). For each measurement point, there were seven tilt or inclination angles (ψ) varying between 0° and 39.8° using 3 s exposure time. For peak fitting, the Pseudo Voigt method was used for all measurements.
- (c)
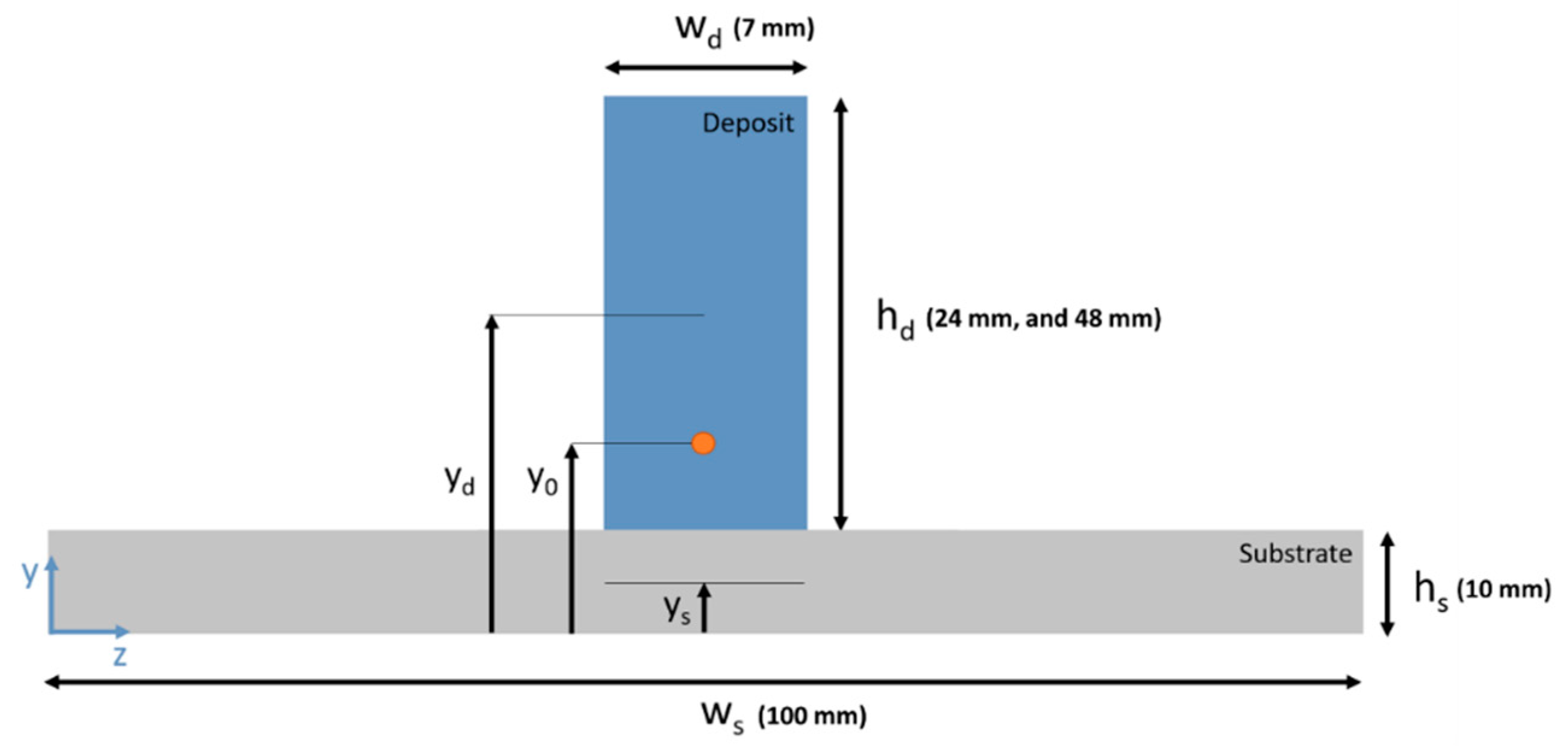
- Analytical method: The stress field caused during unclamping could be calculated using the principles of solid mechanics, as proposed by Hönnige et al. [13]. Stress caused by unclamping was calculated using Equation (3), and then residual stresses were calculated using Equation (1) assuming the initial stress field in deposited walls equalled the tensile yield strength of the material, i.e., 502 MPa. Figure 6 schematically represents the cross-section of the substrate and deposited wall, indicating geometric parameters, where subscript “d” stands for deposit and “s” for substrate. The parameter “w” represents the width, either of deposit or substrate, whilst parameter “h” represents the height. The y-axis lies in the direction of the wall height. The location of the neutral axes of deposit and substrate is characterized by their y-coordinate with respect to the bottom of the substrate.where bending moment , , and is the moment of inertia.
3. Result and Discussion
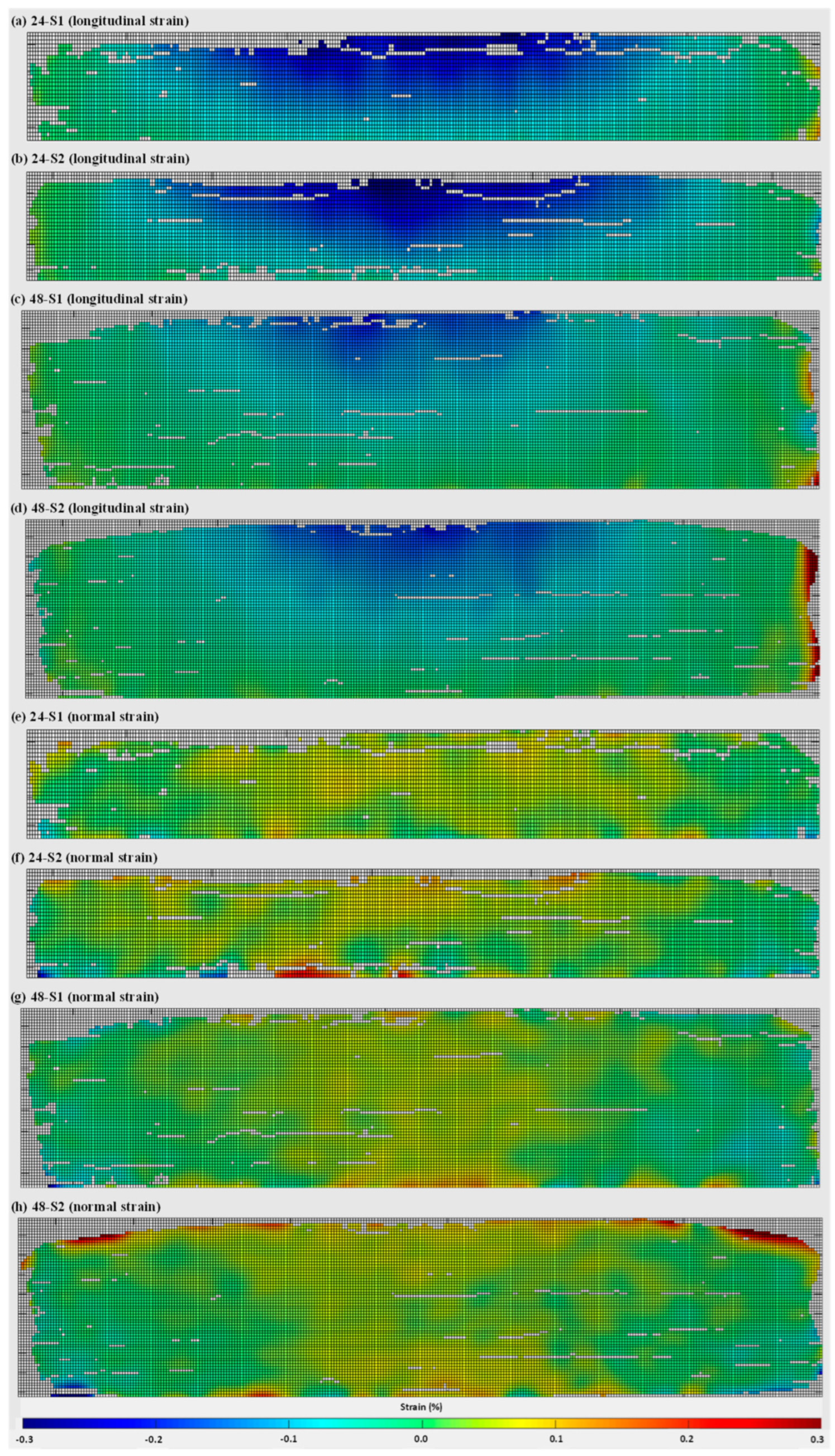
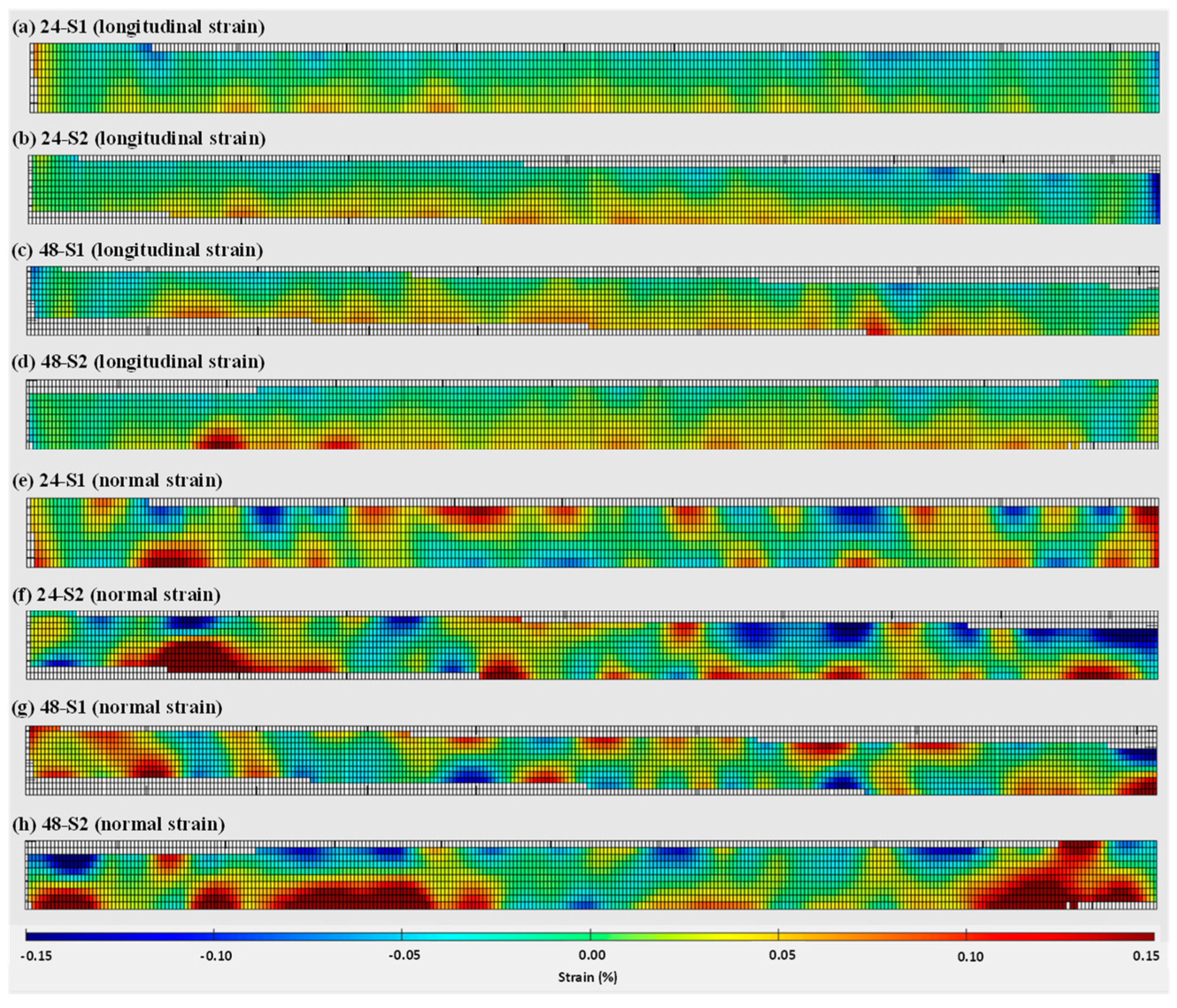
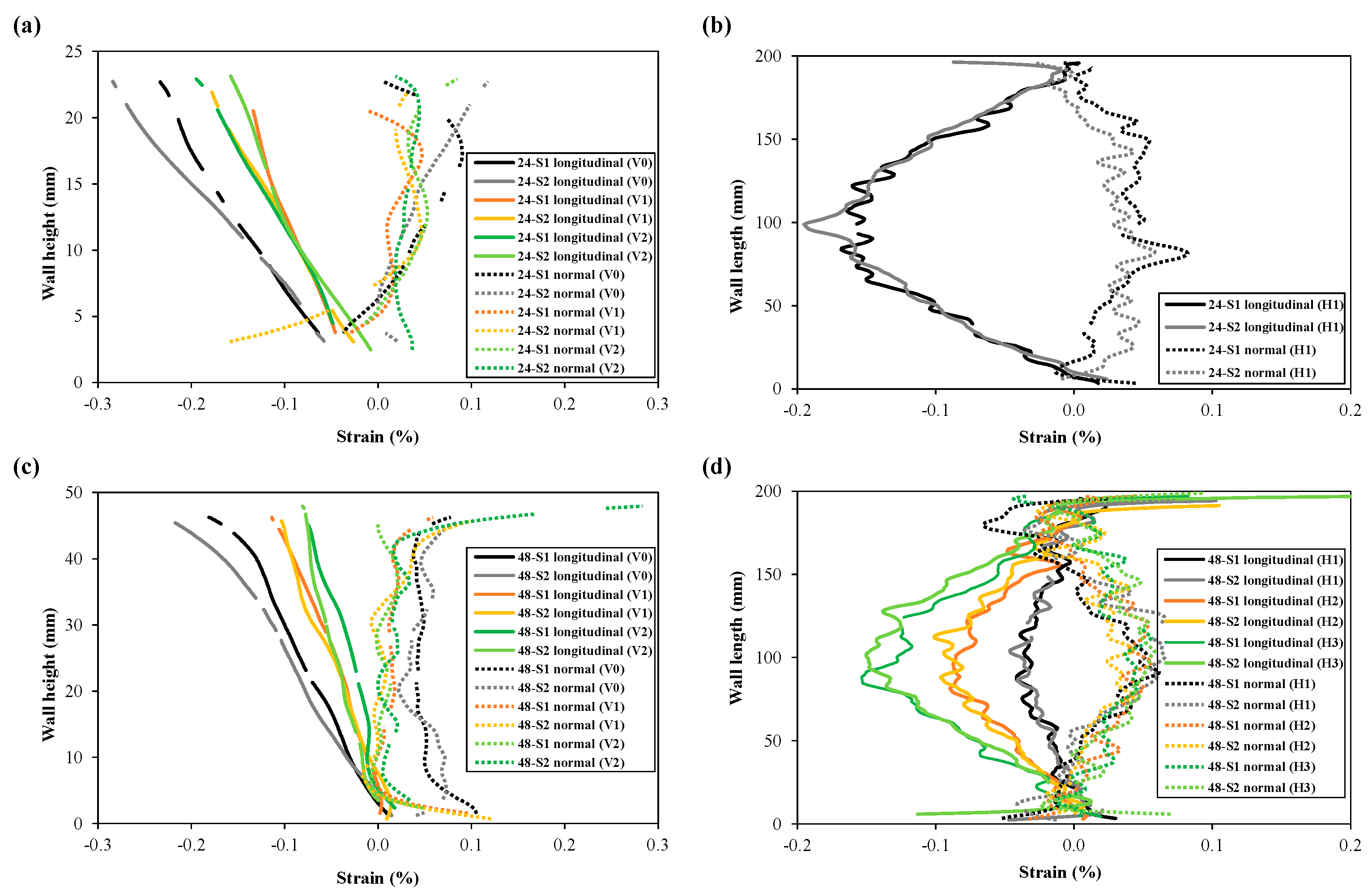
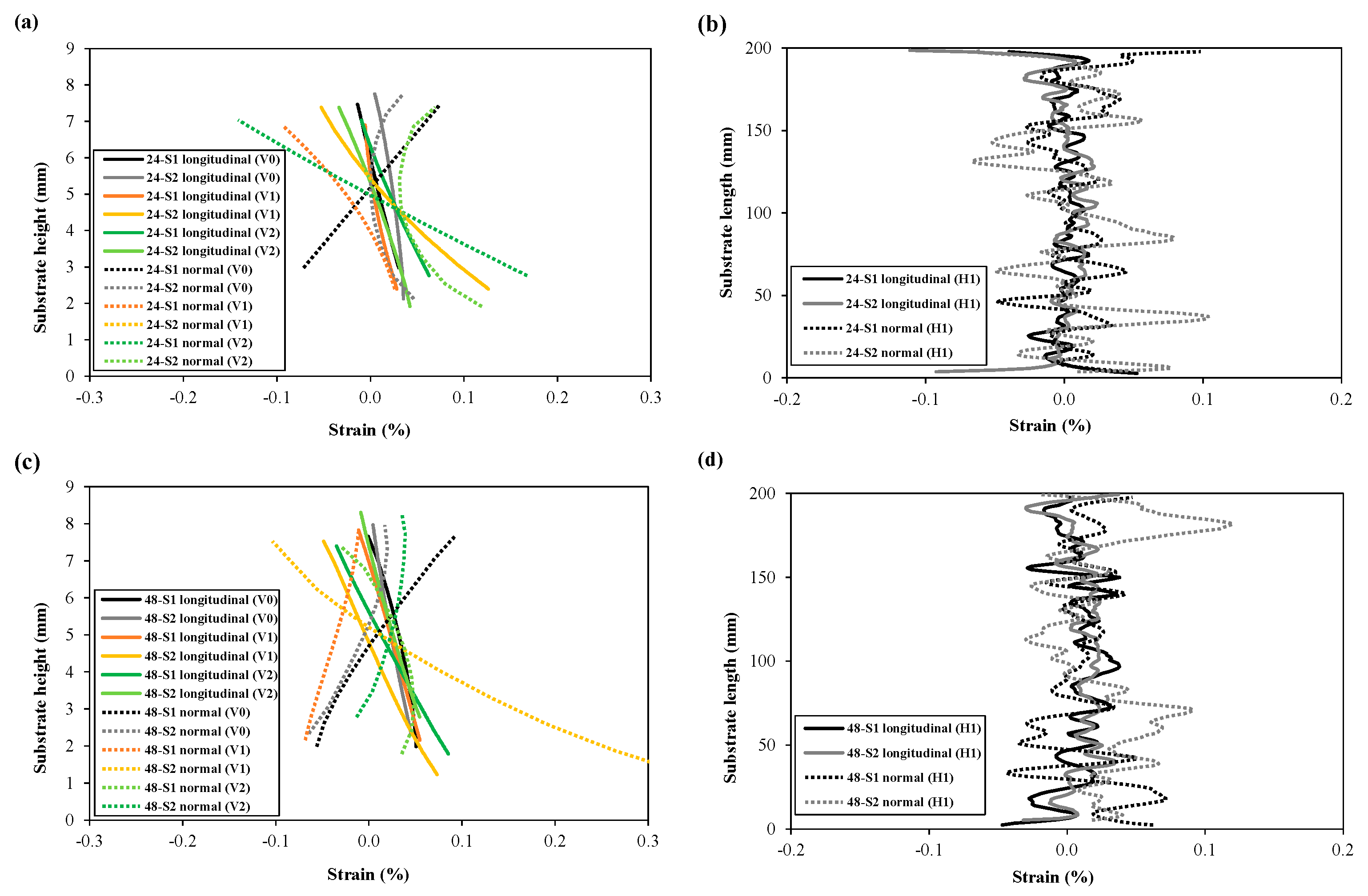
3.1. Strain Field Captured during DIC-Monitored Unclamping
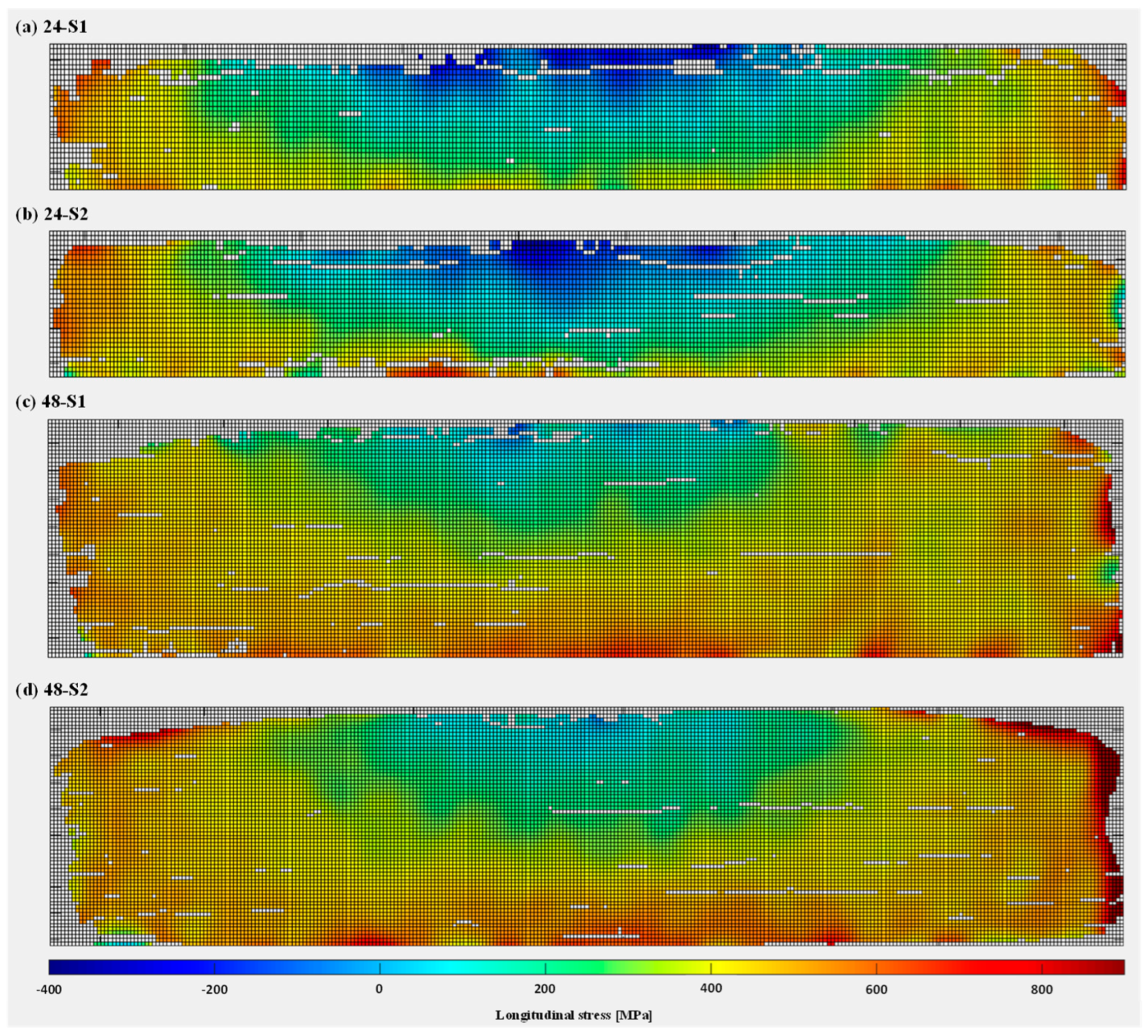
3.2. Residual Stresses Evaluated Using the DIC-Based Approach
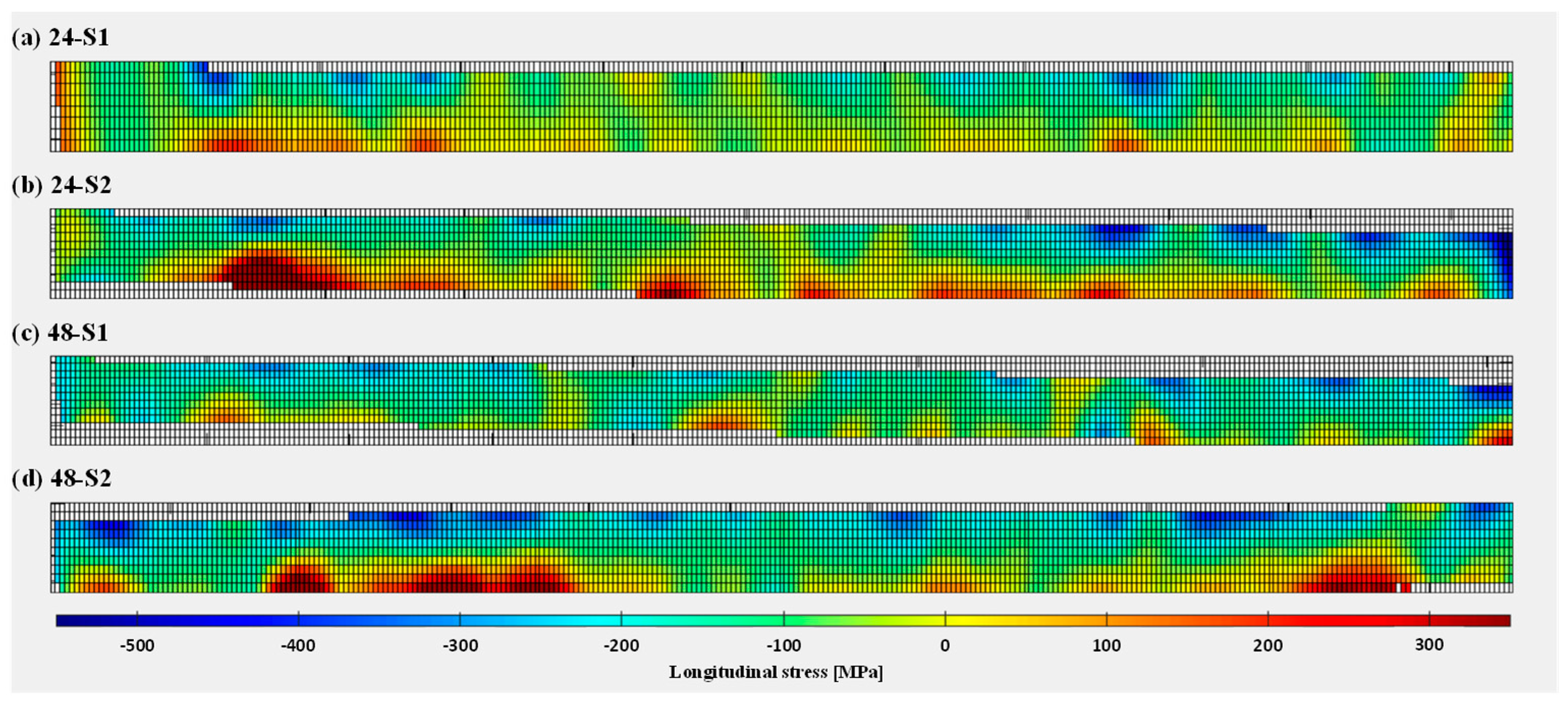
3.3. Validation of DIC Results: Comparison with XRD, Contour Method, and Analytical Prediction
4. Conclusions
- Strain measurements (particularly in the longitudinal direction) obtained from DIC-monitored unclamping demonstrated good repeatability for both wall heights. Repeatability in measurements on the substrate fronts can be questioned due to its small region of interest.
- The proposed DIC-based method allowed capturing of full-field residual stresses for the entire WAAM wall front, showing compressive longitudinal residual stresses at the top centre region of the wall, gradually changing to tensile stresses toward the interface and edges.
- For the 24 mm walls, higher compressive stresses in the longitudinal direction were observed at the top centre of the wall. On the other hand, the magnitude of tensile residual stresses near the interface was higher for the 48 mm walls.
- Residual stress measured using the proposed DIC-based approach demonstrated a good agreement with the results from established stress measurement techniques (contour method, XRD) and analytical predictions, especially for the shorter walls with 24 mm height.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Ahmad, B.; Zhang, X.; Guo, H.; Fitzpatrick, M.E.; Neto, L.M.S.C.; Williams, S. Influence of Deposition Strategies on Residual Stress in Wire + Arc Additive Manufactured Titanium Ti-6Al-4V. Metals 2022, 12, 253. [Google Scholar] [CrossRef]
- Li, R.; Xiong, J.; Lei, Y. Investigation on thermal stress evolution induced by wire and arc additive manufacturing for circular thin-walled parts. J. Manuf. Process. 2019, 40, 59–67. [Google Scholar] [CrossRef]
- Colegrove, P.A.; Coules, H.E.; Fairman, J.; Martina, F.; Kashoob, T.; Mamash, H.; Cozzolino, L.D. Microstructure and residual stress improvement in wire and arc additively manufactured parts through high-pressure rolling. J. Mater. Process. Technol. 2013, 213, 1782–1791. [Google Scholar] [CrossRef]
- Liu, C.; Lin, C.; Wang, J.; Wang, J.; Yan, L.; Luo, Y.; Yang, M. Residual stress distributions in thick specimens excavated from a large circular wire+arc additive manufacturing mockup. J. Manuf. Process. 2020, 56, 474–481. [Google Scholar] [CrossRef]
- Gordon, J.; Haden, C.; Nied, H.; Vinci, R.; Harlow, D. Fatigue crack growth anisotropy, texture and residual stress in austenitic steel made by wire and arc additive manufacturing. Mater. Sci. Eng. A 2018, 724, 431–438. [Google Scholar] [CrossRef]
- Hönnige, J.; Colegrove, P.; Ganguly, S.; Eimer, E.; Kabra, S.; Williams, S. Control of residual stress and distortion in aluminium wire + arc additive manufacture with rolling. Addit. Manuf. 2018, 22, 775–783. [Google Scholar] [CrossRef] [Green Version]
- Somashekara, M.A.; Naveenkumar, M.; Kumar, A.; Viswanath, C.; Simhambhatla, S. Investigations into effect of weld-deposition pattern on residual stress evolution for metallic additive manufacturing. Int. J. Adv. Manuf. Technol. 2016, 90, 2009–2025. [Google Scholar] [CrossRef]
- Gornyakov, V.; Ding, J.; Sun, Y.; Williams, S. Understanding and designing post-build rolling for mitigation of residual stress and distortion in wire arc additively manufactured components. Mater. Des. 2022, 213, 110335. [Google Scholar] [CrossRef]
- Shen, H.; Lin, J.; Zhou, Z.; Liu, B. Effect of induction heat treatment on residual stress distribution of components fabricated by wire arc additive manufacturing. J. Manuf. Process. 2022, 75, 331–345. [Google Scholar] [CrossRef]
- Zhao, H.; Zhang, G.; Yin, Z.; Wu, L. Effects of Interpass Idle Time on Thermal Stresses in Multipass Multilayer Weld-Based Rapid Prototyping. J. Manuf. Sci. Eng. 2013, 135, 011016. [Google Scholar] [CrossRef]
- Williams, S.; Hönnige, J.; Colegrove, P. Analytical Model for Distortion Prediction in Wire + Arc Additive Manufacturing. Mater. Res. Proc. 2018, 6, 277–282. [Google Scholar] [CrossRef] [Green Version]
- Derekar, K.S.; Ahmad, B.; Zhang, X.; Joshi, S.S.; Lawrence, J.; Xu, L.; Melton, G.; Addison, A. Effects of Process Variants on Residual Stresses in Wire Arc Additive Manufacturing of Aluminum Alloy 5183. J. Manuf. Sci. Eng. 2022, 144, 71005–71006. [Google Scholar] [CrossRef]
- Zhang, C.; Shen, C.; Hua, X.; Li, F.; Zhang, Y.; Zhu, Y. Influence of wire-arc additive manufacturing path planning strategy on the residual stress status in one single buildup layer. Int. J. Adv. Manuf. Technol. 2020, 111, 797–806. [Google Scholar] [CrossRef]
- Sun, R.; Li, L.; Zhu, Y.; Guo, W.; Peng, P.; Cong, B.; Sun, J.; Che, Z.; Li, B.; Guo, C.; et al. Microstructure, residual stress and tensile properties control of wire-arc additive manufactured 2319 aluminum alloy with laser shock peening. J. Alloys Compd. 2018, 747, 255–265. [Google Scholar] [CrossRef]
- Geng, H.; Li, J.; Gao, J.; Lin, X. Theoretical Model of Residual Stress and Warpage for Wire and Arc Additive Manufacturing Stiffened Panels. Metals 2020, 10, 666. [Google Scholar] [CrossRef]
- Köhler, M.; Sun, L.; Hensel, J.; Pallaspuro, S.; Kömi, J.; Dilger, K.; Zhang, Z. Comparative study of deposition patterns for DED-Arc additive manufacturing of Al-4046. Mater. Des. 2021, 210, 110122. [Google Scholar] [CrossRef]
- Zhang, S.; Gong, M.; Zeng, X.; Gao, M. Residual stress and tensile anisotropy of hybrid wire arc additive-milling subtractive manufacturing. J. Mater. Process. Technol. 2021, 293, 117077. [Google Scholar] [CrossRef]
- Sun, J.; Hensel, J.; Köhler, M.; Dilger, K. Residual stress in wire and arc additively manufactured aluminum components. J. Manuf. Process. 2021, 65, 97–111. [Google Scholar] [CrossRef]
- Hou, X.; Ye, X.; Qian, X.; Zhang, X.; Zhang, P.; Lu, Q.; Yu, Z.; Shen, C.; Wang, L.; Hua, X. Heat Accumulation, Microstructure Evolution, and Stress Distribution of Ti–Al Alloy Manufactured by Twin-Wire Plasma Arc Additive. Adv. Eng. Mater. 2022, 24, 1–10. [Google Scholar] [CrossRef]
- Luzin, V.; Hoye, N. Stress in Thin Wall Structures Made by Layer Additive Manufacturing. Mater. Res. Proc. 2017, 2, 497–502. [Google Scholar] [CrossRef] [Green Version]
- Martina, F.; Roy, M.J.; Szost, B.A.; Terzi, S.; Colegrove, P.A.; Williams, S.W.; Withers, P.J.; Meyer, J.; Hofmann, M. Residual stress of as-deposited and rolled wire+arc additive manufacturing Ti–6Al–4V components. Mater. Sci. Technol. 2016, 32, 1439–1448. [Google Scholar] [CrossRef] [Green Version]
- Szost, B.A.; Terzi, S.; Martina, F.; Boisselier, D.; Prytuliak, A.; Pirling, T.; Hofmann, M.; Jarvis, D.J. A comparative study of additive manufacturing techniques: Residual stress and microstructural analysis of CLAD and WAAM printed Ti–6Al–4V components. Mater. Des. 2016, 89, 559–567. [Google Scholar] [CrossRef] [Green Version]
- Mishurova, T.; Sydow, B.; Thiede, T.; Sizova, I.; Ulbricht, A.; Bambach, M.; Bruno, G. Residual Stress and Microstructure of a Ti-6Al-4V Wire Arc Additive Manufacturing Hybrid Demonstrator. Metals 2020, 10, 701. [Google Scholar] [CrossRef]
- Chi, J.; Cai, Z.; Wan, Z.; Zhang, H.; Chen, Z.; Li, L.; Li, Y.; Peng, P.; Guo, W. Effects of heat treatment combined with laser shock peening on wire and arc additive manufactured Ti17 titanium alloy: Microstructures, residual stress and mechanical properties. Surf. Coatings Technol. 2020, 396, 125908. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, X.; Paddea, S.; Zhang, X. Fatigue crack propagation behaviour in wire+arc additive manufactured Ti-6Al-4V: Effects of microstructure and residual stress. Mater. Des. 2016, 90, 551–561. [Google Scholar] [CrossRef]
- Yang, Y.; Jin, X.; Liu, C.; Xiao, M.; Lu, J.; Fan, H.; Ma, S. Residual Stress, Mechanical Properties, and Grain Morphology of Ti-6Al-4V Alloy Produced by Ultrasonic Impact Treatment Assisted Wire and Arc Additive Manufacturing. Metals 2018, 8, 934. [Google Scholar] [CrossRef] [Green Version]
- Wu, Q.; Mukherjee, T.; Liu, C.; Lu, J.; DebRoy, T. Residual stresses and distortion in the patterned printing of titanium and nickel alloys. Addit. Manuf. 2019, 29, 100808. [Google Scholar] [CrossRef]
- Springer, S.; Röcklinger, A.; Leitner, M.; Grün, F.; Gruber, T.; Lasnik, M.; Oberwinkler, B. Implementation of a viscoplastic substrate creep model in the thermomechanical simulation of the WAAM process. Weld. World 2022, 66, 441–453. [Google Scholar] [CrossRef]
- Hönnige, J.; Seow, C.E.; Ganguly, S.; Xu, X.; Cabeza, S.; Coules, H.; Williams, S. Study of residual stress and microstructural evolution in as-deposited and inter-pass rolled wire plus arc additively manufactured Inconel 718 alloy after ageing treatment. Mater. Sci. Eng. A 2021, 801, 140368. [Google Scholar] [CrossRef]
- Schroepfer, D.; Treutler, K.; Boerner, A.; Gustus, R.; Kannengiesser, T.; Wesling, V.; Maus-Friedrichs, W. Surface finishing of hard-to-machine cladding alloys for highly stressed components. Int. J. Adv. Manuf. Technol. 2021, 114, 1427–1442. [Google Scholar] [CrossRef]
- Abusalma, H.; Eisazadeh, H.; Hejripour, F.; Bunn, J.; Aidun, D. Parametric study of residual stress formation in Wire and Arc Additive Manufacturing. J. Manuf. Process. 2022, 75, 863–876. [Google Scholar] [CrossRef]
- Shen, C.; Ma, Y.; Reid, M.; Pan, Z.; Hua, X.; Cuiuri, D.; Paradowska, A.; Wang, L.; Li, H. Neutron diffraction residual stress determinations in titanium aluminide component fabricated using the twin wire-arc additive manufacturing. J. Manuf. Process. 2022, 74, 141–150. [Google Scholar] [CrossRef]
- Shen, C.; Reid, M.; Liss, K.-D.; Pan, Z.; Ma, Y.; Cuiuri, D.; van Duin, S.; Li, H. Neutron diffraction residual stress determinations in Fe3Al based iron aluminide components fabricated using wire-arc additive manufacturing (WAAM). Addit. Manuf. 2019, 29, 100774. [Google Scholar] [CrossRef]
- Fitzpatrick, A.L.M.E. Analysis of Residual Stress by Diffraction Using Neutron and Synchrotron Radiation; Taylor & Francis: London, UK, 2003; Available online: http://www.crcpress.com/product/isbn/9780415303972 (accessed on 14 August 2022).
- Fitzpatrick, M.; Fry, A.; Holdway, P.; Kandil, F.; Shackleton, J.; Suominen, L. Determination of residual stresses by X-ray difraction. In Measurement Good Practice Guide; National Physical Laboratory: Teddington, UK, 2005; Available online: https://eprintspublications.npl.co.uk/2391/ (accessed on 14 August 2022).
- Prime, M.B. Cross-Sectional Mapping of Residual Stresses by Measuring the Surface Contour After a Cut. J. Eng. Mater. Technol. 2000, 123, 162–168. [Google Scholar] [CrossRef] [Green Version]
- Grant, P.; Lord, J.D.; Whitehead, P.S. The measurement of residual stresses by the incremental hole drilling technique. In Measurement Good Practice Guide; National Physical Laboratory: Teddington, UK, 2006; Available online: https://eprintspublications.npl.co.uk/2517/ (accessed on 14 August 2022).
- Salehi, S.D.; Rastak, M.A.; Shokrieh, M.M.; Barrallier, L.; Kubler, R. Full-Field Measurement of Residual Stresses in Composite Materials Using the Incremental Slitting and Digital Image Correlation Techniques. Exp. Mech. 2020, 60, 1239–1250. [Google Scholar] [CrossRef]
- De Strycker, M. Experimental Validation of Residual Stress Simulations in Welded Steel Tubes with Digital Image Correlation. Ph.D. Thesis, Katholieke Universiteit Leuven, Leuven, Belgium, 2012. [Google Scholar]
- Chien, C.; Su, T.; Wang, C.; Chen, B. Using Digital Image Correlation Method for Measuring Residual Stress in the Nickel Coating of the Specimen. Exp. Tech. 2015, 40, 1341–1348. [Google Scholar] [CrossRef]
- Bartlett, J.L.; Croom, B.P.; Burdick, J.; Henkel, D.; Li, X. Revealing mechanisms of residual stress development in additive manufacturing via digital image correlation. Addit. Manuf. 2018, 22, 1–12. [Google Scholar] [CrossRef]
- Chen, H.; Song, Y.; Chen, X.; Yu, X.; Chen, S. In situ studies of full-field residual stress mapping of SS304 stainless steel welds using DIC. Int. J. Adv. Manuf. Technol. 2020, 109, 1–11. [Google Scholar] [CrossRef]
- Baldi, A. Residual Stress Measurement Using Hole Drilling and Integrated Digital Image Correlation Techniques. Exp. Mech. 2014, 54, 379–391. [Google Scholar] [CrossRef]
- Brynk, T.; Romelczyk-Baishya, B. Residual stress estimation based on 3D DIC displacement filed measurement around drilled holes. Procedia Struct. Integr. 2018, 13, 1267–1272. [Google Scholar] [CrossRef]
- Nelson, D.V.; Makino, A.; Schmidt, T. Residual Stress Determination Using Hole Drilling and 3D Image Correlation. Exp. Mech. 2006, 46, 31–38. [Google Scholar] [CrossRef]
- Lord, J.D.; Penn, D.; Whitehead, P. The Application of Digital Image Correlation for Measuring Residual Stress by Incremental Hole Drilling. Appl. Mech. Mater. 2008, 13–14, 65–73. [Google Scholar] [CrossRef] [Green Version]
- Xu, Y.; Bao, R. Residual stress determination in friction stir butt welded joints using a digital image correlation-aided slitting technique. Chin. J. Aeronaut. 2017, 30, 1258–1269. [Google Scholar] [CrossRef]
- Li, Y. Residual Stress Measurement in Micro-region Using Digital Image Correlation Method. Optics 2015, 4, 29. [Google Scholar] [CrossRef] [Green Version]
- Statnik, E.S.; Uzun, F.; Lipovskikh, S.A.; Kan, Y.V.; Eleonsky, S.I.; Pisarev, V.S.; Somov, P.A.; Salimon, A.I.; Malakhova, Y.V.; Seferyan, A.G.; et al. Comparative Multi-Modal, Multi-Scale Residual Stress Evaluation in SLM 3D-Printed Al-Si-Mg Alloy (RS-300) Parts. Metals 2021, 11, 2064. [Google Scholar] [CrossRef]
- Song, X.; Everaerts, J.; Zhai, W.; Zheng, H.; Tan, A.W.Y.; Sun, W.; Li, F.; Marinescu, I.; Liu, E.; Korsunsky, A.M. Residual stresses in single particle splat of metal cold spray process–Numerical simulation and direct measurement. Mater. Lett. 2018, 230, 152–156. [Google Scholar] [CrossRef]
- Croom, B.P.; Bumgardner, C.; Li, X. Unveiling residual stresses in air plasma spray coatings by digital image correlation. Extreme Mech. Lett. 2016, 7, 126–135. [Google Scholar] [CrossRef] [Green Version]
- Cunha, F.; Santos, T.; Xavier, J. In Situ Monitoring of Additive Manufacturing Using Digital Image Correlation: A Review. Materials 2021, 14, 1511. [Google Scholar] [CrossRef]
- VEQTER. Residual Stress Experts | Residual Stress Measurements, (n.d.). Available online: https://www.veqter.co.uk/ (accessed on 9 April 2022).
- Panicker, C.J.; Surya, K.R.; Senthilkumar, V. Novel process parameters based approach for reducing residual stresses in WAAM. Mater. Today: Proc. 2022, 59, 1119–1126. [Google Scholar] [CrossRef]
- Hönnige, J.; Colegrove, P.; Ahmad, B.; Fitzpatrick, M.; Ganguly, S.; Lee, T.; Williams, S. Residual stress and texture control in Ti-6Al-4V wire + arc additively manufactured intersections by stress relief and rolling. Mater. Des. 2018, 150, 193–205. [Google Scholar] [CrossRef] [Green Version]
- Roy, M.; Williams, S.; Colegrove, P.; Ganguly, S.; Hönnige, J. Residual Stress Characterization and Control in the Additive Manufacture of Large Scale Metal Structures. Residual Stress. 2016, 2, 455–460. [Google Scholar] [CrossRef] [Green Version]
- Ding, J.; Colegrove, P.; Mehnen, J.; Ganguly, S.; Almeida, P.S.; Wang, F.; Williams, S. Thermo-mechanical analysis of Wire and Arc Additive Layer Manufacturing process on large multi-layer parts. Comput. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar] [CrossRef] [Green Version]
- Jones, E.M.C.; Iadicola, M.A. (Eds.) International Digital Image Correlation Society. A Good Practices Guide for Digital Image Correlation Standardization. 2018. Available online: https://doi.org/10.32720/idics/gpg.ed1 (accessed on 14 August 2022).
- Young, W.C.; Budynas, R.G. Roark’s Formulas for Stress and Strain, 7th ed.; McGraw-Hill: New York, NY, USA, 2001. [Google Scholar]
- Dewagtere, N. Characterization of Residual Stresses in Wire + Arc Additive Manufactured Steel Components Using Digital Image Correlation. M.Sc. Thesis, Ghent University, Ghent, Belgium, 2021. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measurement Technique * | Accuracy (MPa) | Depth (mm) | Stress State | |
|---|---|---|---|---|
| Semi-destructive | Centre-hole drilling | 10–30 | 2 | Allows bi-axial residual stress measurements |
| Deep hole drilling | 10–30 | 750 | Bi-axial measurement; tri-axial is possible, but with extra difficulty and reduced accuracy | |
| Ring coring | 10–30 | 5 (25 with core removal) | Bi-axial measurements | |
| Sachs boring | 10–45 | >100 | Bi-axial measurements | |
| Destructive | Slitting | 10–30 | >100 | Uni-axial measurements |
| Contour method | Depends on cutting, measuring, smoothing, and filtering methods. | Specimen thickness | Uni-axial measurements | |
| Non-destructive | X-ray diffraction | 7–20 | 0.01–0.02 (standard) 1–1.5 (with electro-polishing) | Bi-axial measurements |
| Synchrotron diffraction | 10–30 | 20 (steel) 100 (aluminium) | Tri-axial measurements | |
| Neutron diffraction | 10–30 | 60 (steel) 100 (aluminium) | Tri-axial measurements | |
| Ultrasound | Not reported | 150 | Tri-axial measurements | |
| Alloying Elements | C | Mn | Si | P | S | V | Cu | Cr | Ni | Mo | Al | Nb | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ER70S-6 wire | 0.08 | 1.70 | 0.85 | 0.007 | 0.007 | 0.05 | 0.20 | 0.05 | 0.05 | 0.05 | - | - | - |
| S355 substrate | 0.12 | 1.50 | 0.50 | 0.025 | 0.020 | 0.20 | - | - | - | - | 0.015 | 0.09 | 0.15 |
| Shielding Gas | Welding Mode | Gas Flow (l/min) | Welding Speed (m/min) | Wire Feed Speed AVG (m/min) | Stick-Out (mm) | Current AVG (A) | Voltage AVG (V) | Interlayer Temperature (°C) | |
|---|---|---|---|---|---|---|---|---|---|
| Layer 1 | Ar + 18% CO2 | CMT | 15 | 0.35 | 7.8 | 17 | 205 | 13.2 | 80–100 |
| Layer 2, 3, …17 | Ar + 18% CO2 | CMT | 15 | 0.35 | 6.5 | 17 | 188 | 12.6 | 80–100 |
| Specimen Types | Wall Dimension (Length × Height × Width) | Number of Layers | Number of Specimens | Specimen IDs | Measurement Methods |
|---|---|---|---|---|---|
| Wall—24 | 200 × 24 × 7 | 8 | 2 | 24-S1 | DIC |
| 24-S2 | DIC, contour method | ||||
| Wall—48 | 200 × 48 × 7 | 17 | 2 | 48-S1 | DIC, contour method |
| 48-S2 | DIC, XRD |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boruah, D.; Dewagtere, N.; Ahmad, B.; Nunes, R.; Tacq, J.; Zhang, X.; Guo, H.; Verlinde, W.; De Waele, W. Digital Image Correlation for Measuring Full-Field Residual Stresses in Wire and Arc Additive Manufactured Components. Materials 2023, 16, 1702. https://doi.org/10.3390/ma16041702
Boruah D, Dewagtere N, Ahmad B, Nunes R, Tacq J, Zhang X, Guo H, Verlinde W, De Waele W. Digital Image Correlation for Measuring Full-Field Residual Stresses in Wire and Arc Additive Manufactured Components. Materials. 2023; 16(4):1702. https://doi.org/10.3390/ma16041702
Chicago/Turabian StyleBoruah, Dibakor, Nele Dewagtere, Bilal Ahmad, Rafael Nunes, Jeroen Tacq, Xiang Zhang, Hua Guo, Wim Verlinde, and Wim De Waele. 2023. "Digital Image Correlation for Measuring Full-Field Residual Stresses in Wire and Arc Additive Manufactured Components" Materials 16, no. 4: 1702. https://doi.org/10.3390/ma16041702