
Enhancing Applicability of Reversible UV Thermochromic Offset Inks: Edge Quality Parameters and Thermochromic Printing System Modulation Transfer Function
 ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials Used in the Study
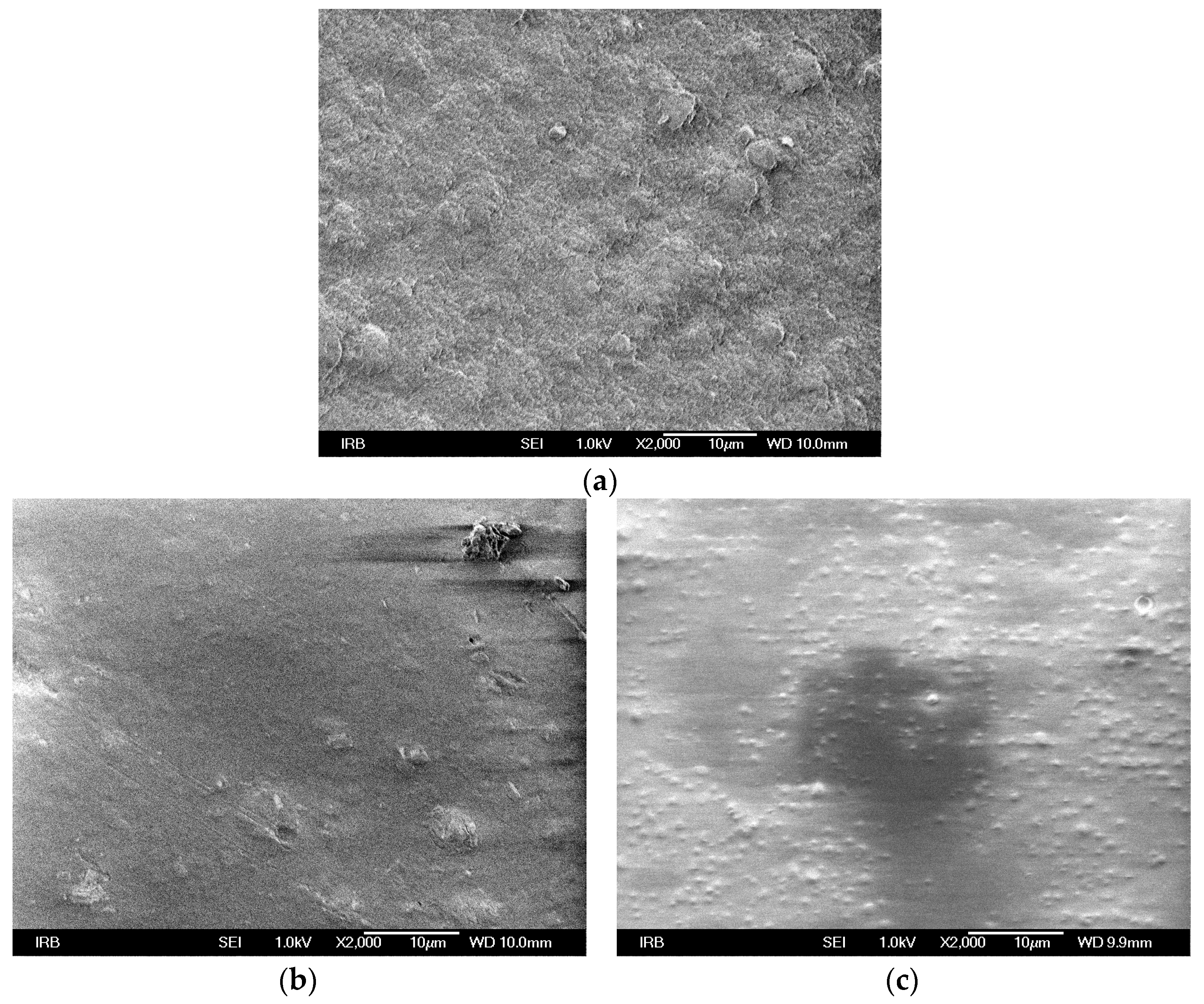
2.2. Scanning Electron Microscopy (SEM)
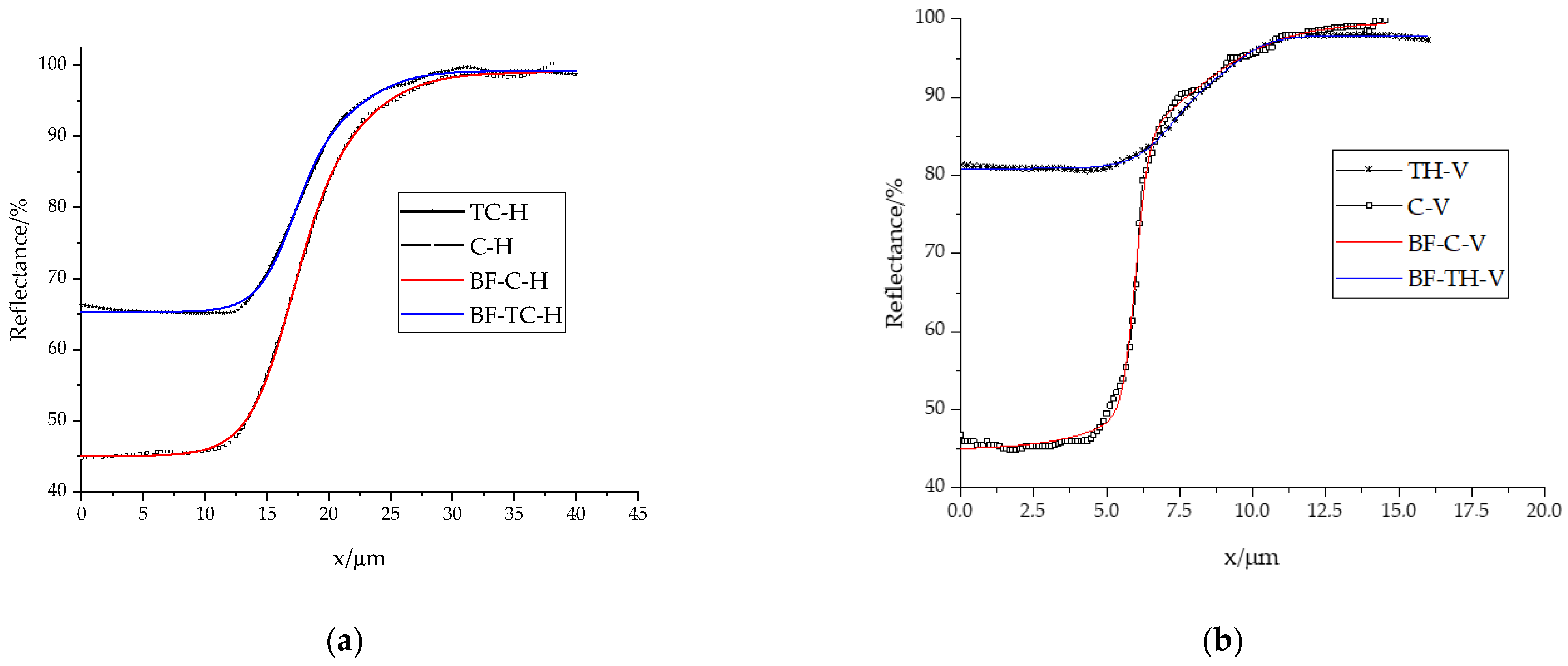
2.3. Edge Quality Parameters
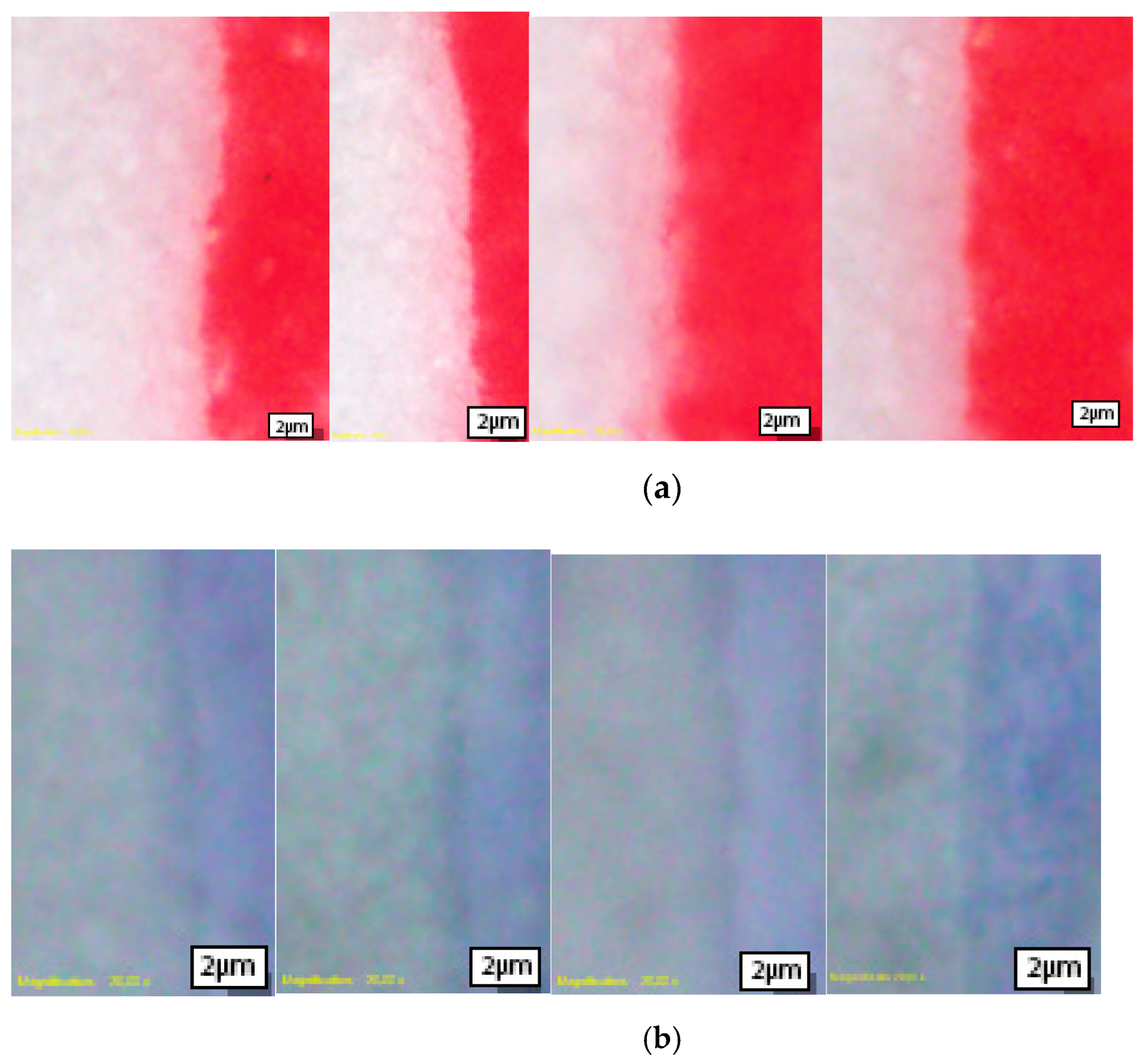
2.4. Microscopic Imaging
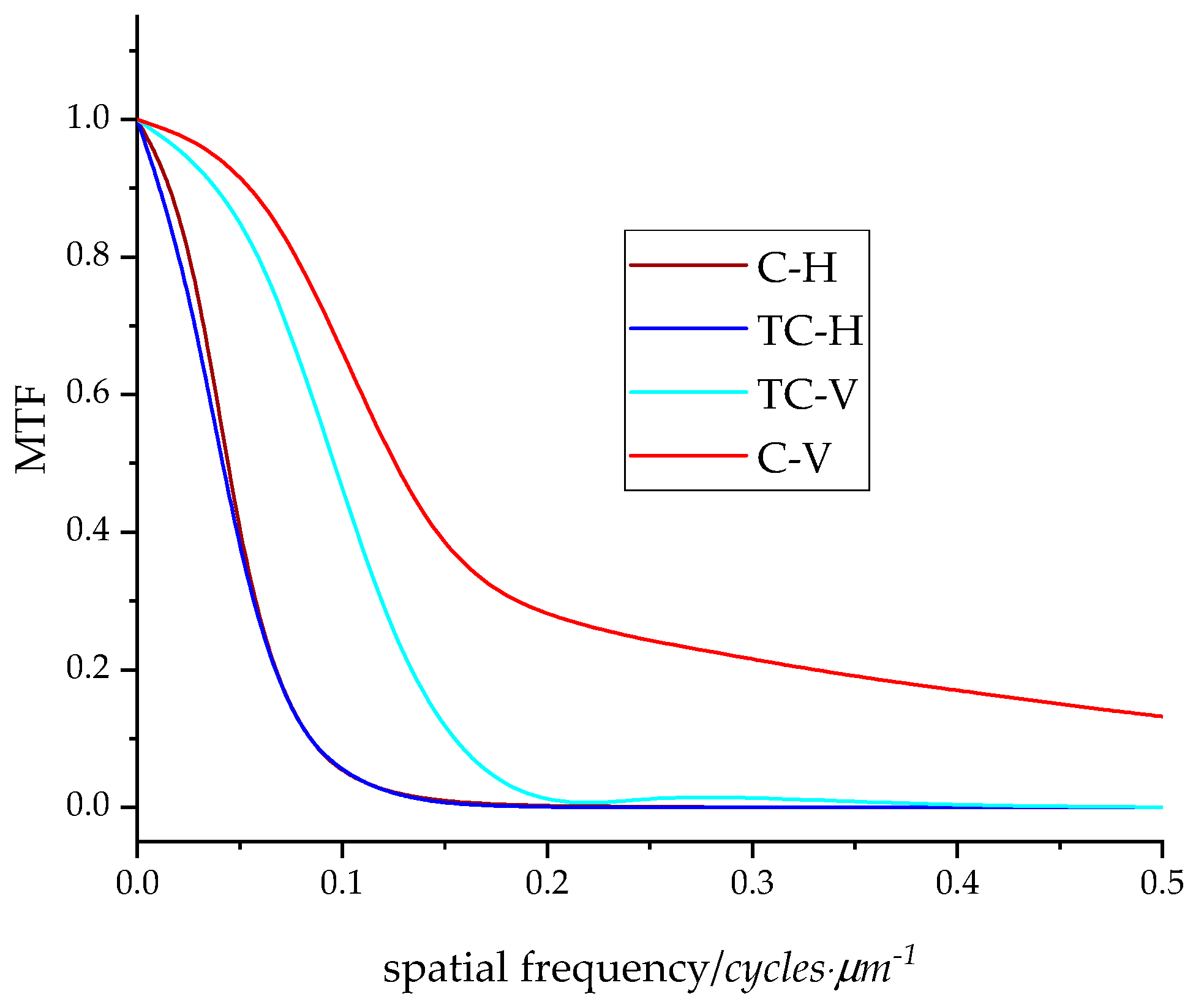
2.5. Procedure of Generating MTF
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- MacLaren, D.C.; White, M.A. Dye-developer interactions in the crystal violet lactone-lauryl gallate binary system: Implications for thermochromism. J. Mater. Chem. 2003, 13, 1695. [Google Scholar] [CrossRef]
- MacLaren, D.C.; White, M.A. Competition between dye-developer and solvent-developer interactions in a reversible thermochromic system. J. Mater. Chem. 2003, 13, 1701. [Google Scholar] [CrossRef]
- Maclaren, D.C.; White, M.A. Design rules for reversible thermochromic mixtures. J. Mater. Sci. 2005, 40, 669–676. [Google Scholar] [CrossRef]
- Burkinshaw, S.M.; Griffiths, J.; Towns, A. Reversibly thermochromic systems based on pH-sensitive spirolactone-derived functional dyes. J. Mater. Chem. 1998, 8, 2677–2683. [Google Scholar] [CrossRef]
- Zhu, C.F.; Wu, A.B. Studies on the synthesis and thermochromic properties of crystal violet lactone and its reversible thermochromic complexes. Thermochim. Acta 2005, 425, 7–12. [Google Scholar] [CrossRef]
- Barrow, M.J.; Christie, R.M.; Monteith, J.E. The crystal and molecular structures of three diarylide yellow pigments C. I. Pigments Yellow 13, 14 and 63. Dye. Pigment. 2002, 55, 79–89. [Google Scholar] [CrossRef]
- Seeboth, A.; Lo, D.; Ruhmann, R.; Muehling, O. Thermochromic Polymers—Function by Design. Chem. Rev. 2014, 114, 3037–3068. [Google Scholar] [CrossRef]
- Friškovec, M.; Kulčar, R.; Klanjšek Gunde, M. Advances in Printing and Media Technology. In Proceedings of the 37th International Research Conference of Iarigai, Montreal, QC, Canada, 12–15 September 2010; pp. 1–7. [Google Scholar]
- Kulčar, R.; Gunde, M.K.; Knešaurek, N. Dynamic Colour Possibilities and Functional Properties of Thermochromic Printing Inks. Acta Graph. 2012, 23, 25–36. [Google Scholar]
- Friškovec, M.; Kulčar, R.; Klanjšek Gunde, M. Light fastness and high-temperature stability of thermochromic printing inks. Color. Technol. 2013, 129, 214–222. [Google Scholar] [CrossRef]
- Vukoje, M.; Huzjak, J.; Kulčar, R. 22th International Conference on Materials, Tribology & Recycling; Bušić, M., Leder Horina, J., Tropša, V., Eds.; Hrvatsko Društvo za Materijale i Tribologiju: Vela Luka, Croatia, 2022; pp. 441–452. [Google Scholar]
- Jamnicki Hanzer, S.; Kulčar, R.; Vukoje, M.; Marošević Dolovski, A. Assessment of Thermochromic Packaging Prints’ Resistance to UV Radiation and Various Chemical Agents. Polymers 2023, 15, 1208. [Google Scholar] [CrossRef] [PubMed]
- Kulčar, R.; Vukoje, M.; Krajnović, I.; Rožić, M. Proceedings—The 10th International Symposium GRID 2020; Dedijer, S., Ed.; University of Novi Sad Faculty of Technical Sciences Department of Graphic Engineering and Design: Novi Sad, Serbia, 2020; pp. 161–168. [Google Scholar]
- Rožić, M.; Kulčar, R.; Jamnicki, S.; Lozo, B.; Gregor-Svetec, D. UV stability of thermochromic ink on paper containing clinoptilolite tuff as a filler. Cellul. Chem. Technol. 2015, 49, 693–699. [Google Scholar]
- Rožić, M.; Vukoje, M.; Kapović, D.; Marošević, L. Solvents interactions with thermochromic print. J. Graph. Eng. Des. 2017, 8, 19–25. [Google Scholar] [CrossRef]
- Vukoje, M.; Kulčar, R.; Itrić Ivanda, K.; Bota, J.; Cigula, T. Improvement in Thermochromic Offset Print UV Stability by Applying PCL Nanocomposite Coatings. Polymers 2022, 14, 1484. [Google Scholar] [CrossRef]
- Friškovec, M.; Kulčar, R.; Hauptman, N.; Klanjšek Gunde, M. Reproduction Quality of Thermochromic Line Prints. In Proceedings of the 5th International Symposium on Novelities in Graphics, Ljubljana, Slovenia, 9–10 November 2022. [Google Scholar]
- Itrić Ivanda, K.; Vukoje, M.; Kulčar, R.; Cigula, T.; Jakopčević, Z. Reproduction Quality of Thermochromic Line Prints 6th International Conference Materials Science & Engineering & 3rd International Conference on Functional Materials and Chemical Engineering; Coalesce Research Group: Dubai, United Arab Emirates, 2022; p. 101. [Google Scholar]
- Henderson, P.W.; Cote, J.A. Guidelines for selecting or modifying logos. J. Mark. 1998, 62, 14–30. [Google Scholar] [CrossRef]
- Wong, W. Principles of Form and Design; John Wiley & Sons: Hoboken, NJ, USA, 1993. [Google Scholar]
- Wong, W. Principles of Two-Dimensional Design; John Wiley & Sons: Hoboken, NJ, USA, 1991. [Google Scholar]
- Liu, G.; Yu, T.; Yao, Z.; Xu, H.; Zhang, Y.; Xu, X.; Xu, X.; Gao, M.; Sun, Q.; Zhang, T.; et al. ViviPaint: Creating Dynamic Painting with a Thermochromic Toolkit. Multimodal Technol. Interact. 2022, 6, 63. [Google Scholar] [CrossRef]
- Steenis, N.D.; van Herpen, E.; van der Lans, I.A.; Ligthart, T.N.; van Trijp, H.C.M. Consumer response to packaging design: The role of packaging materials and graphics in sustainability perceptions and product evaluations. J. Clean. Prod. 2017, 162, 286–298. [Google Scholar] [CrossRef]
- Shukla, P.; Singh, J.; Wang, W. The influence of creative packaging design on customer motivation to process and purchase decisions. J. Bus. Res. 2022, 147, 338–347. [Google Scholar] [CrossRef]
- Valdec, D.; Hajdek, K.; Majnarić, I.; Čerepinko, D. Influence of Printing Substrate on Quality of Line and Text Reproduction in Flexography. Appl. Sci. 2021, 11, 7827. [Google Scholar] [CrossRef]
- Sousa, S.; de Sousa, A.M.; Reis, B.; Ramos, A. Influence of Binders on Inkjet Print Quality. Mater. Sci. 2014, 20, 55–60. [Google Scholar] [CrossRef] [Green Version]
- Cui, X.M.; Chen, G.X.; Wang, H.M. Survey and Analyze the Line Output Characteristics in Inkjet Printing. Adv. Mater. Process Technol. 2012, 217–219, 2603–2606. [Google Scholar] [CrossRef]
- Hui, J.Z.; Zhang, H.; Lv, J.X.; Lee, C.H.; Chen, C.; Yan, Z.Q.; Wang, J.J.; Peng, T.; Guo, L.; Xu, Z.G. Investigation and Prediction of Nano-Silver Line Quality upon Various Process Parameters in Inkjet Printing Process Based on an Experimental Method. 3D Print. Addit. Manuf. 2023. [Google Scholar] [CrossRef]
- Rosalen, S.; Backhaus, J. Comparing quality attributes of coated cardboards for inkjet printing by using different methods Comparing quality attributes of coated cardboards for inkjet printing by using different methods. J. Print Media Technol. Res. 2020, 8, 93–108. [Google Scholar] [CrossRef]
- Rogers, G.L. Optical Dot Gain in a Halftone Print. J. Imaging Sci. Technol. 1997, 41, 643–656. [Google Scholar]
- Rogers, G.L. Measurement of the modulation transfer function of paper. Appl. Opt. 1998, 37, 7235–7240. [Google Scholar] [CrossRef]
- Yang, L.; Lundström, N. Physical dot gain of offset: Understanding and determination. Nord. Pulp Pap. Res. J. 2007, 22, 388–393. [Google Scholar] [CrossRef]
- Koopipat, C.; Tsumura, N.; Miyake, Y.; Fujino, M. Effect of Ink Spread and Opitcal Dot Gain on the MTF of Ink Jet Image. J. Imaging Sci. Technol. 2002, 46, 321–325. [Google Scholar]
- Jackson, L.L. Optical Dot Gain and the Off-Press Color Proof; Graphic Arts Technical Foundation: Pittsburgh, PA, USA, 1990. [Google Scholar]
- Wang, W.; Bauer, P.; Wagner, J.; Allebach, J.P. MFP scanner diagnostics using a self-printed target to measure the modulation transfer function. Image Qual. Syst. Perform. XI 2014, 9016, 90160A. [Google Scholar] [CrossRef]
- Zhang, X.; Kashti, T.; Kella, D.; Frank, T.; Shaked, D.; Ulichney, R.; Fischer, M.; Allebach, J.P. Measuring the modulation transfer function of image capture devices: What do the numbers really mean? Image Qual. Syst. Perform. IX 2012, 8293, 829307. [Google Scholar] [CrossRef]
- Li, T.; Feng, H.; Xu, Z.; Li, X.; Cen, Z.; Li, Q. Comparison of different analytical edge spread function models for MTF calculation using curve-fitting. Remote Sens. GIS Data Process. Other Appl. 2009, 7498, 74981H. [Google Scholar] [CrossRef]
- Madanipour, K.; Tavassoly, M.T. Determination of modulation transfer function of a printer by measuring the autocorrelation of the transmission function of a printed Ronchi grating. Appl. Opt. 2009, 48, 725–729. [Google Scholar] [CrossRef] [PubMed]
- Koopipat, C.; Tsumura, N. Image Evaluation and Analysis of Ink Jet Printing System (I): MTF Measurement and Analysis of Ink Jet Images. J. Imaging Sci. Technol. 2001, 45, 591–597. [Google Scholar]
- Itrić, K.; Modrić, D.; Milković, M.; Divjak, A. Application of gradient method for separately analyzing optical and mechanical dot gain of electrophotography prints. Nord. Pulp Pap. Res. J. 2019, 34, 534–539. [Google Scholar] [CrossRef]
- AveryDennison. Fasson ® Thermal Top. 2022. Available online: https://www.pds.averydennison.com/content/PDS/AI837?UL=1 (accessed on 11 September 2022).
- Malenica, I.; Vukoje, M.; Kulčar, R.; Rožić, M.; Itrić Ivanda, K. PRINTING & DESIGN 2022; Žiljak Gršić, J., Ed.; Fotosoft d.o.o.: Zagreb, Croatia, 2022; pp. 50–55. [Google Scholar]
- ISO 16610-21:2011; Technical Committee ISO/TC 213, D. and Geometrical Product Specifications and Verification. ISO: Geneva, Switzerland, 2011.
- ISO 13660 (2001) ISO/IEC 13660; Information Technology–Ofce Equipment–Measurement of Image Quality Attributes–Binary Monochrome Text and Graphic Images. ISO: Geneva, Switzerland, 2001.
- Tse, M.K. A portable image quality analysis system: Design and applications. Int. Conf. Digit. Print. Technol. 2007, 2007, 434–439. [Google Scholar]
- Briggs, J.C.; Tse, M.K. Objective Print Quality Analysis and The Portable Personal IAS® Image Analysis System. J. Imaging Soc. Jpn. 2005, 44, 505–513. [Google Scholar]
- Itrić, K.; Modrić, D.; Milković, M. Edge spread function for the paper-ink system. Nord. Pulp Pap. Res. J. 2018, 33, 542–547. [Google Scholar] [CrossRef]
- Gellerstedt, G.; Henriksson, G.; Ek, M. Pulp and Paper Chemistry and Technology Volume 1-Wood Chemistry and Wood Technology; Walter de Gruyter GmbH & Co: Berlin, Germany, 2009. [Google Scholar]
- Rožić, M.; Šegota, N.; Vukoje, M.; Kulčar, R.; Šegota, S. Description of Thermochromic Offset Prints Morphologies Depending on Printing Substrate. Appl. Sci. 2020, 10, 8095. [Google Scholar] [CrossRef]
- Jahn, R.; Jung, T. Relationship between pigment properties and UV-curing efficiency. Prog. Org. Coat. 2001, 43, 50–55. [Google Scholar] [CrossRef]
- Macarie, L.; Ilia, G. Influence of Pigment Properties on UV-Curing Efficiency. J. Appl. Polym. Sci. 2006, 104, 247–252. [Google Scholar] [CrossRef]
- Sarkodie, B.; Acheampong, C.; Asinyo, B.; Zhang, X.; Tawiah, B. Characteristics of pigments, modification, and their functionalities. Color Res Appl. 2019, 44, 396–410. [Google Scholar] [CrossRef]
- Elwan, A.A. Influence of Ink Viscosity Level on Tone Value Increase in Sheet-Fed Offset Printing. Int. Des. J. 2017, 7, 307–312. [Google Scholar] [CrossRef]
- Lindner, A.J.; Bonnier, N.; Leynadier, C.; Schmitt, F. Evaluation of characterization methods of printer MTF. Proc. SPIE 2008, 6808, 680806. [Google Scholar] [CrossRef] [Green Version]
- Cisarova, M.; Pedersen, M.; Nussbaum, P.; Gaykema, F. Verification of proposed ISO methods to measure resolution capabilities of printing systems. Image Qual. Syst. Perform. X 2013, 8653, 86530M. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Opacity | Brightness/ISO | Lightness | Ra/µm | Rz/µm | Rmax/µm |
|---|---|---|---|---|---|---|
| 100 ± 0 | 76.5 ± 0.5 | 80 ± 2 | 0.566 | 3.455 | 4.493 |
| Sample | Raggedness/µm | Blurriness/µm |
|---|---|---|
| TC-H | 4.0 ± 0.3 | 101 ± 9 |
| C-H | 24 ± 3 | 734 ± 46 |
| TC-V | 13 ± 2 | 430 ± 10 |
| C-V | 17.0 ± 0.5 | 451 ± 45 |
| Sample | a1/% | a2/% | b1/µm | b2/µm | h1/µm−1 | h2/µm−1 | p |
|---|---|---|---|---|---|---|---|
| TC-H | 65.28 ± 0.06 | 99.21 ± 0.08 | 17.2 ± 0.1 | 23 ± 1 | 0.29 ± 0.01 | 0.20 ± 0.03 | 0.77 ± 0.07 |
| C-H | 44.99 ± 0.07 | 99.0 ± 0,1 | 16.9 ± 0.2 | 22 ± 2 | 0.25 ± 0.01 | 0.15 ± 0.02 | 0.75 ± 0.11 |
| TC-V | 80.88 ± 0.05 | 97.89 ± 0.04 | 7.3 ± 0.1 | 9.5 ± 0.2 | 0.64 ± 0.04 | 0.72 ± 0.09 | 0.68 ± 0.06 |
| C-V | 44.9 ± 0.2 | 99.7 ± 0.2 | 5.99 ± 0.01 | 7.7 ± 0.1 | 1.96 ± 0.09 | 0.27 ± 0.01 | 0.64 ± 0.01 |
| Sample | Spatial Frequency at 50% MTF/Cycles·µm−1 | Spatial Frequency at 10% MTF/Cycles·µm−1 |
|---|---|---|
| TC-H | 0.041495 | 0.083561 |
| C-H | 0.044459 | 0.083561 |
| TC-V | 0.094847 | 0.153215 |
| C-V | 0.125969 | 0.605107 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jakopčević, Z.; Itrić Ivanda, K.; Kulčar, R.; Pasanec Preprotić, S.; Vukoje, M. Enhancing Applicability of Reversible UV Thermochromic Offset Inks: Edge Quality Parameters and Thermochromic Printing System Modulation Transfer Function. Materials 2023, 16, 3125. https://doi.org/10.3390/ma16083125
Jakopčević Z, Itrić Ivanda K, Kulčar R, Pasanec Preprotić S, Vukoje M. Enhancing Applicability of Reversible UV Thermochromic Offset Inks: Edge Quality Parameters and Thermochromic Printing System Modulation Transfer Function. Materials. 2023; 16(8):3125. https://doi.org/10.3390/ma16083125
Chicago/Turabian StyleJakopčević, Zrinka, Katarina Itrić Ivanda, Rahela Kulčar, Suzana Pasanec Preprotić, and Marina Vukoje. 2023. "Enhancing Applicability of Reversible UV Thermochromic Offset Inks: Edge Quality Parameters and Thermochromic Printing System Modulation Transfer Function" Materials 16, no. 8: 3125. https://doi.org/10.3390/ma16083125