

A Study of 2D Roughness Periodical Profiles on a Flat Surface Generated by Milling with a Ball Nose End Mill
 ,
,
Abstract
:1. Introduction
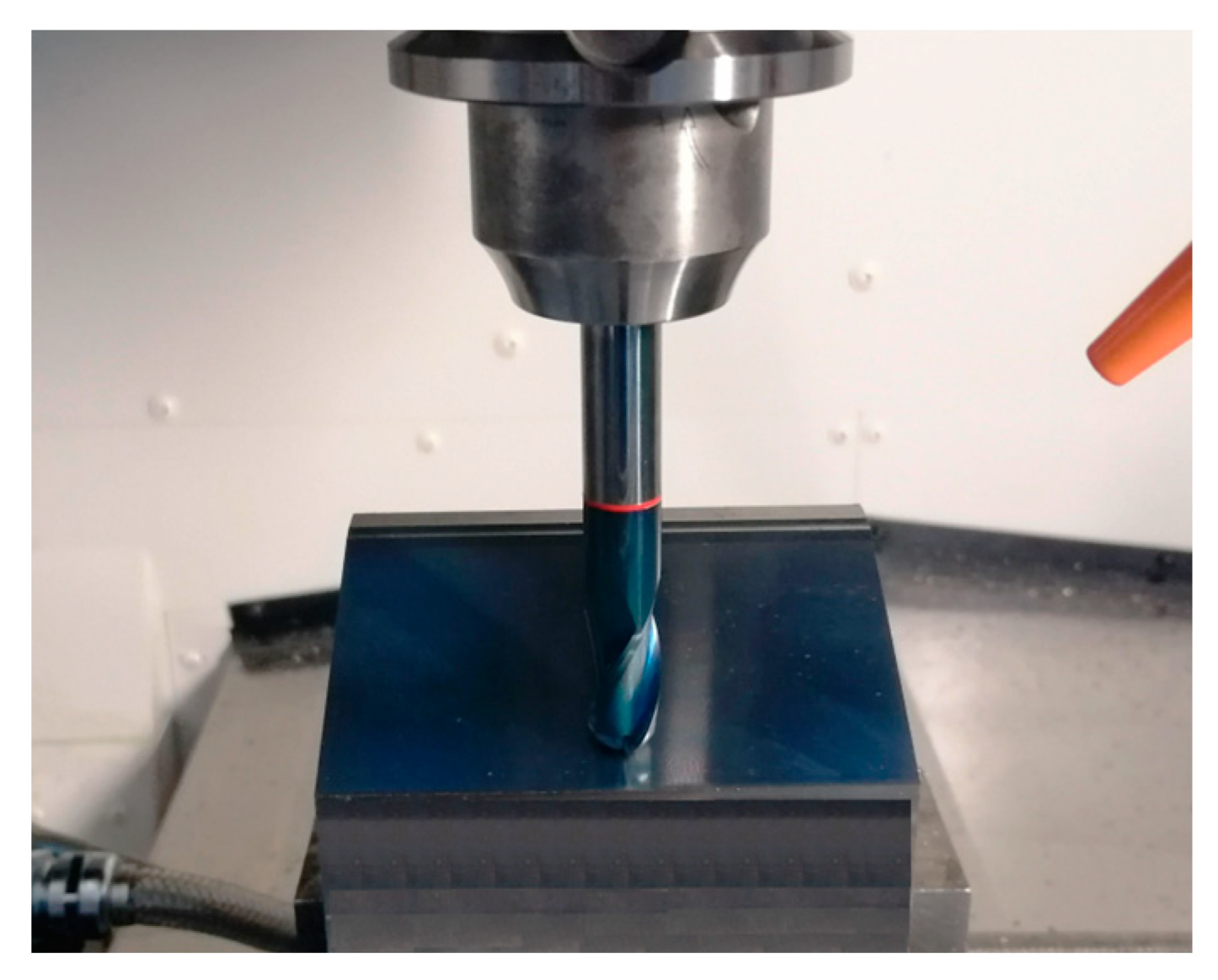
2. Materials and Methods
3. Results and Discussion
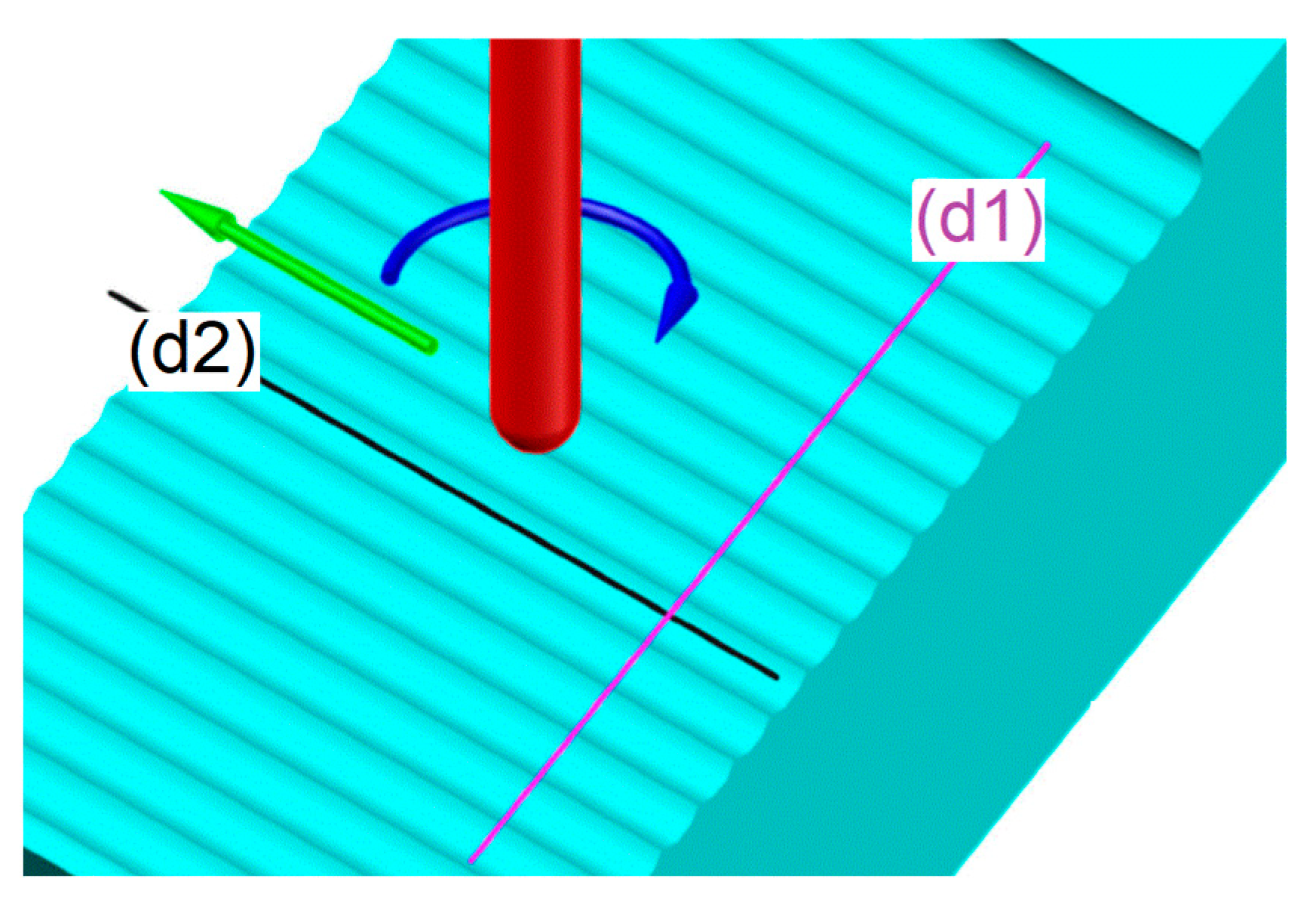
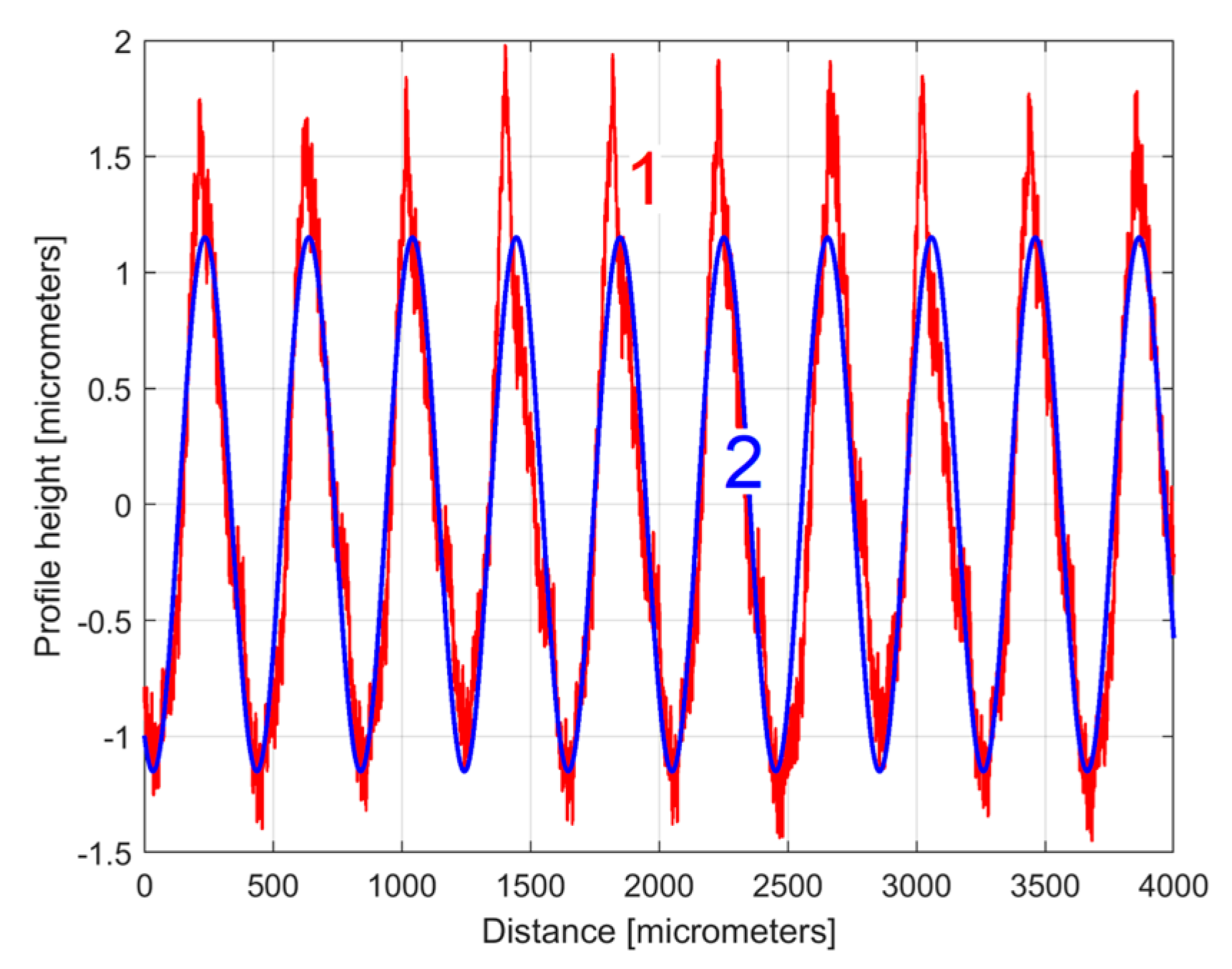
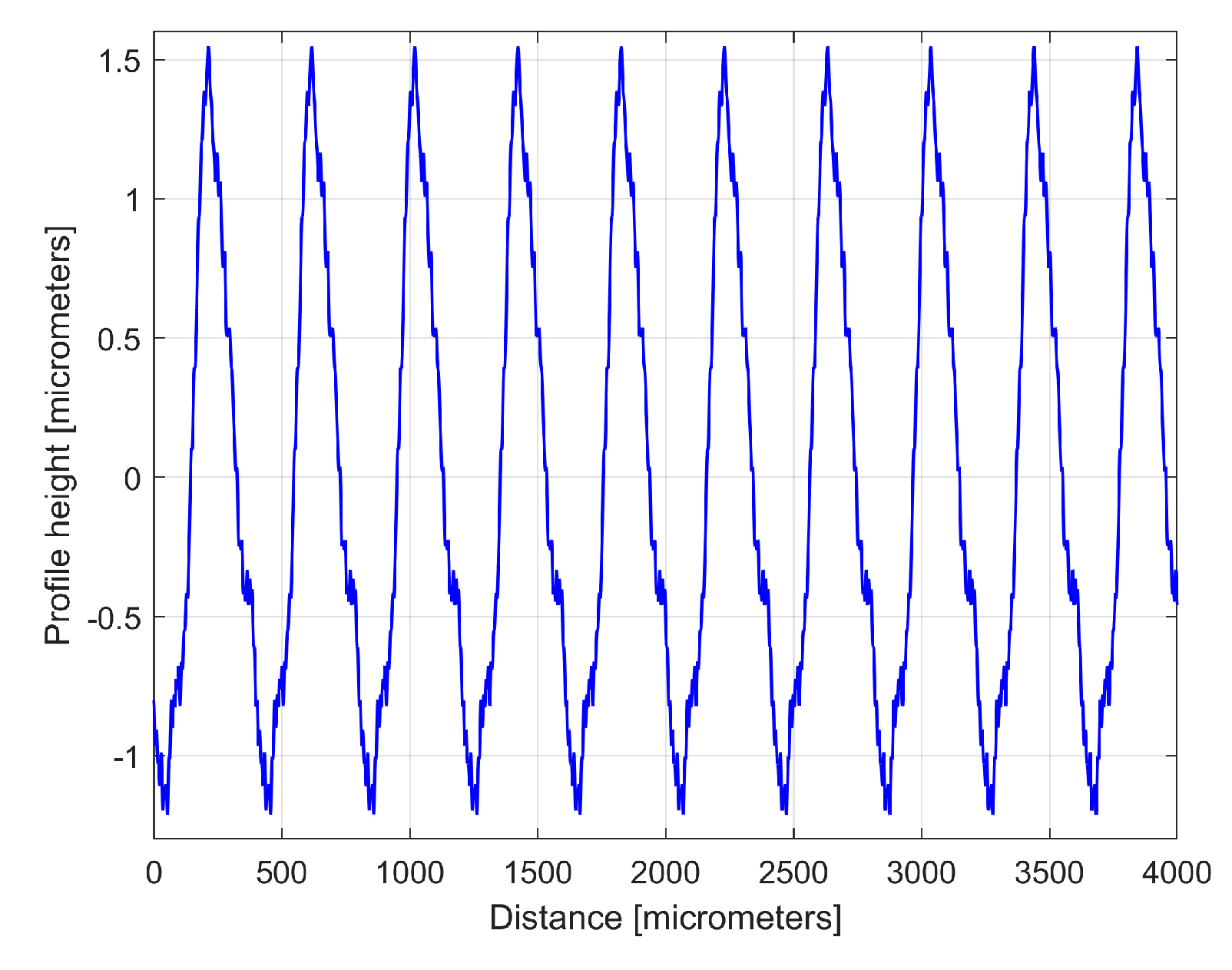
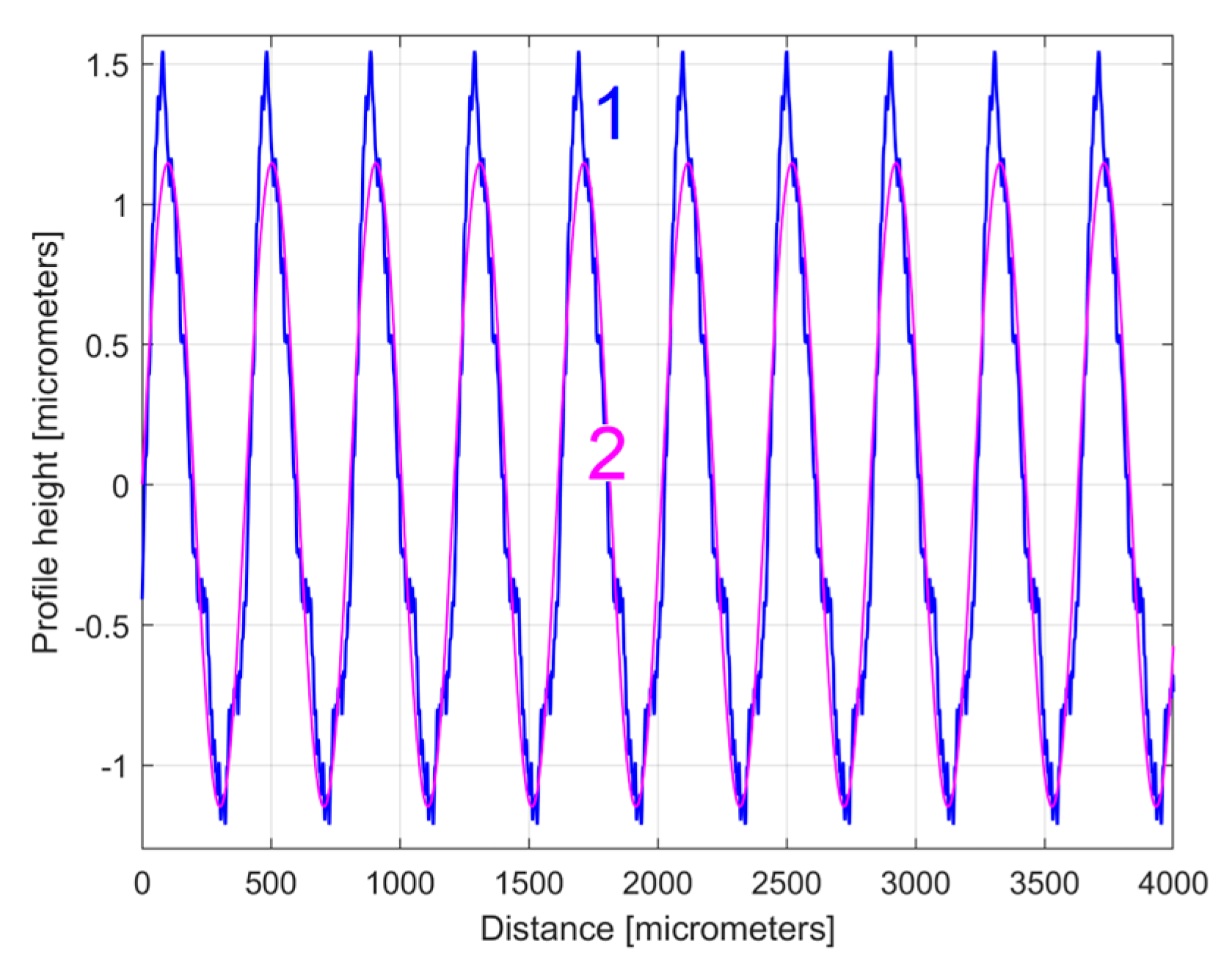
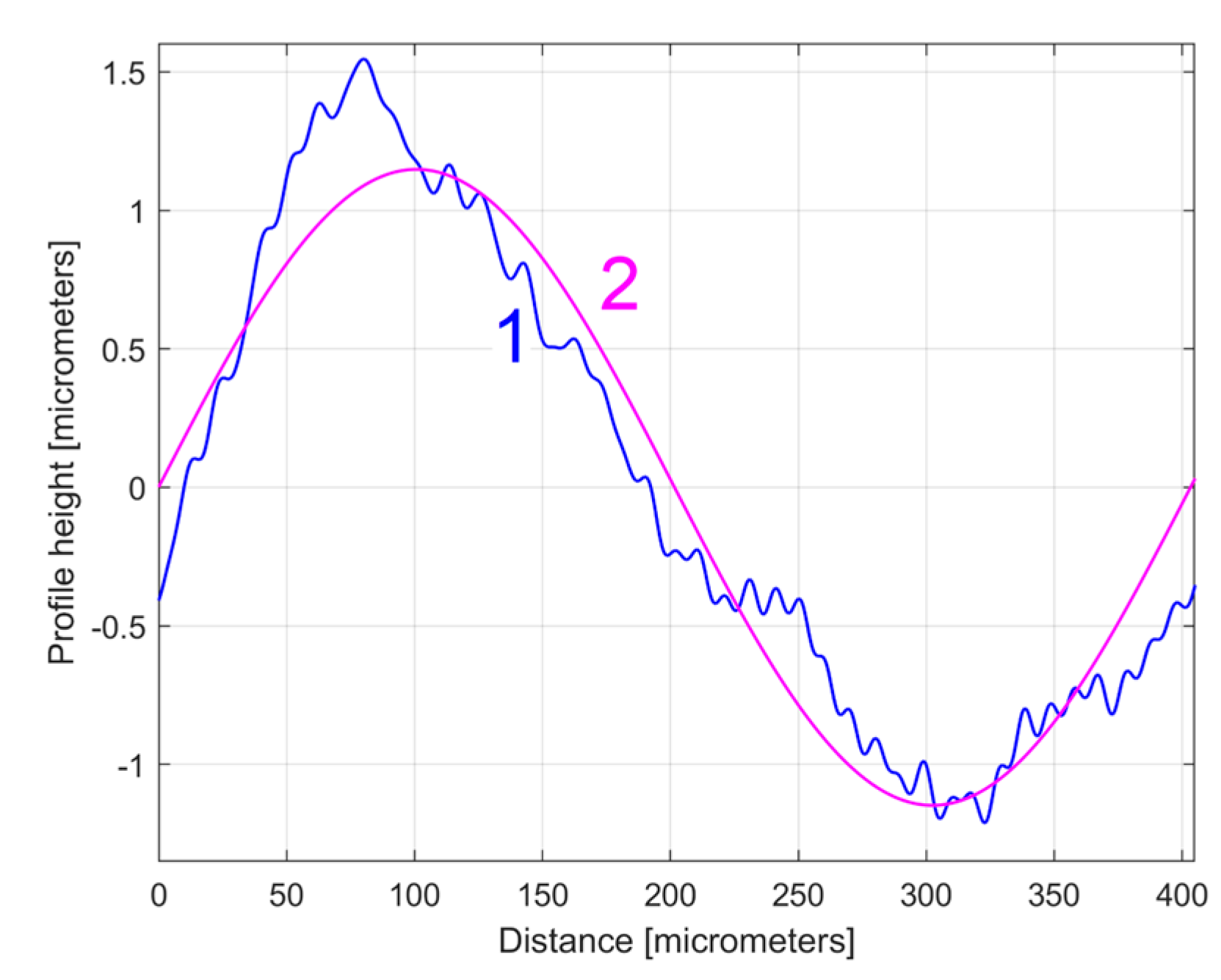
3.1. Analysis of 2D Roughness Profiles in the Pick Direction by Curve Fitting

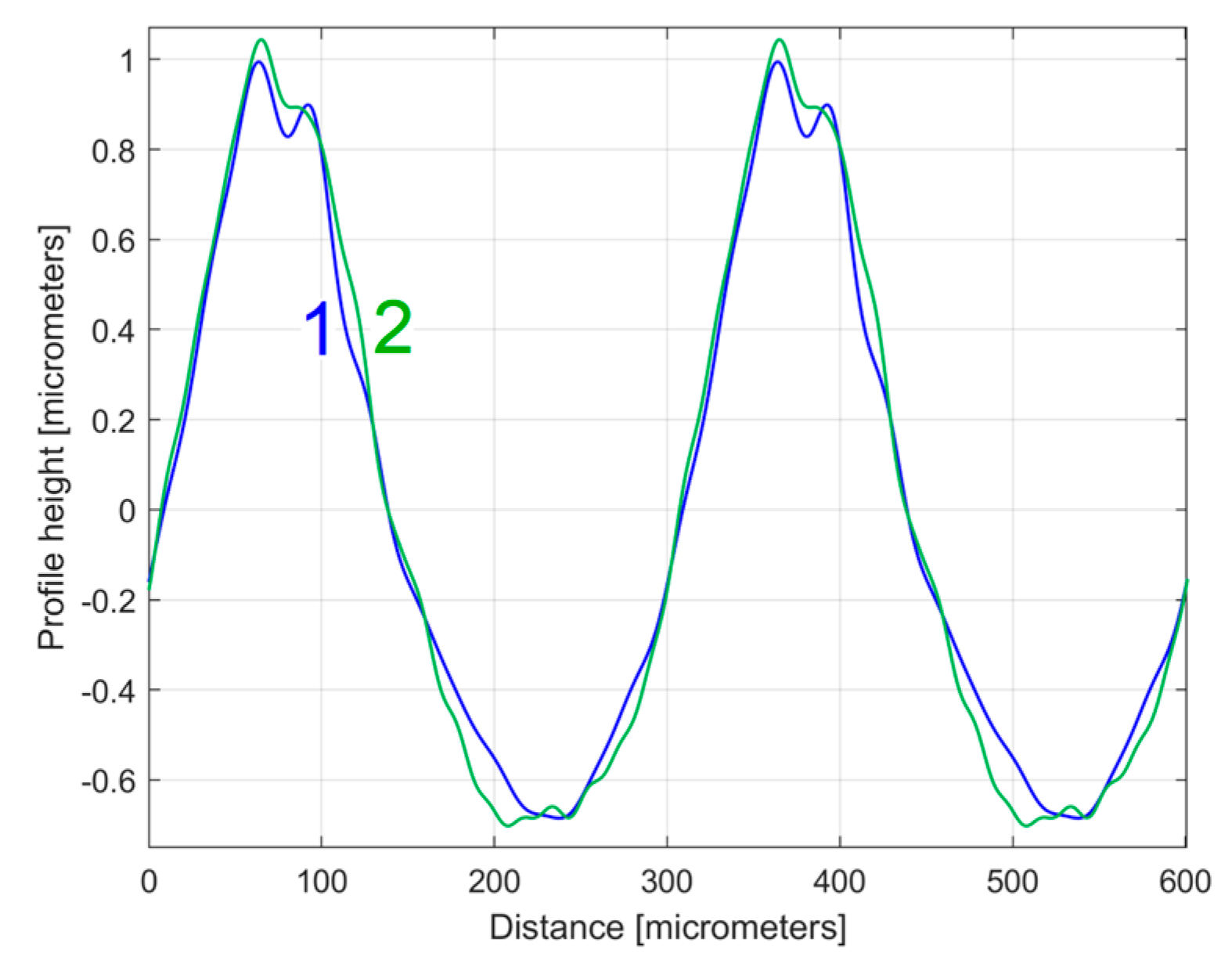
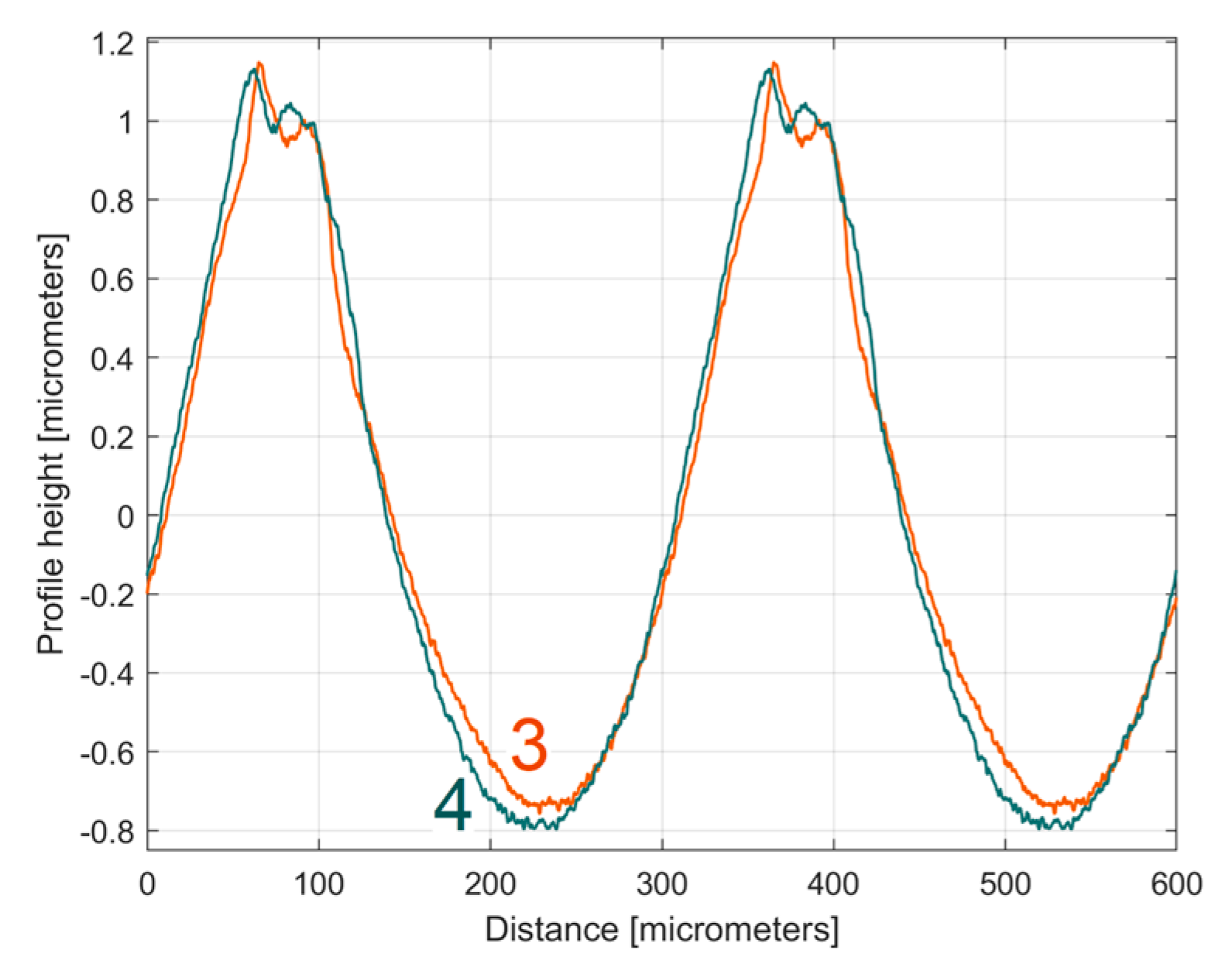
3.1.1. Synthesis of a 2D Roughness Profile Pattern on a Period by Profile Averaging
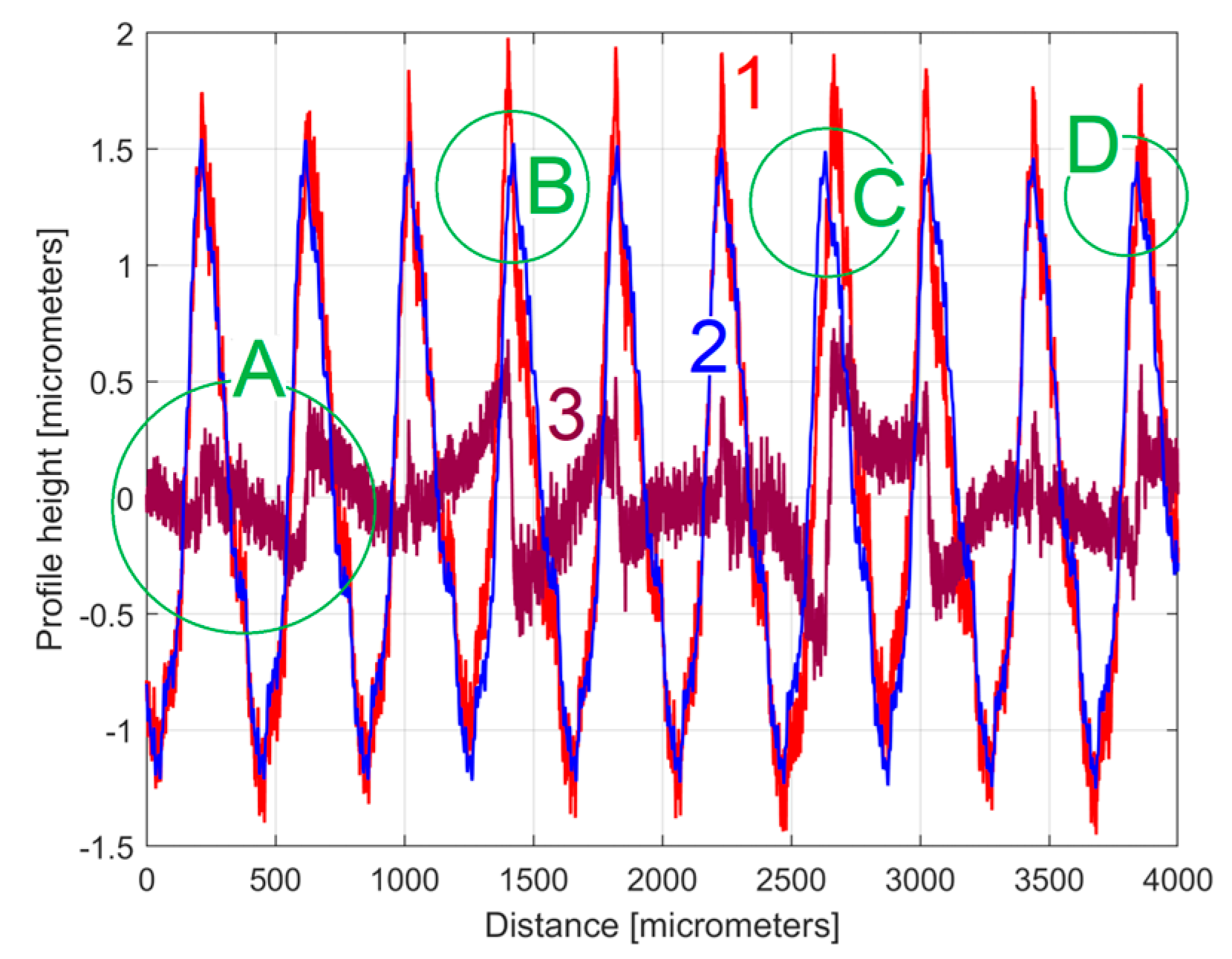
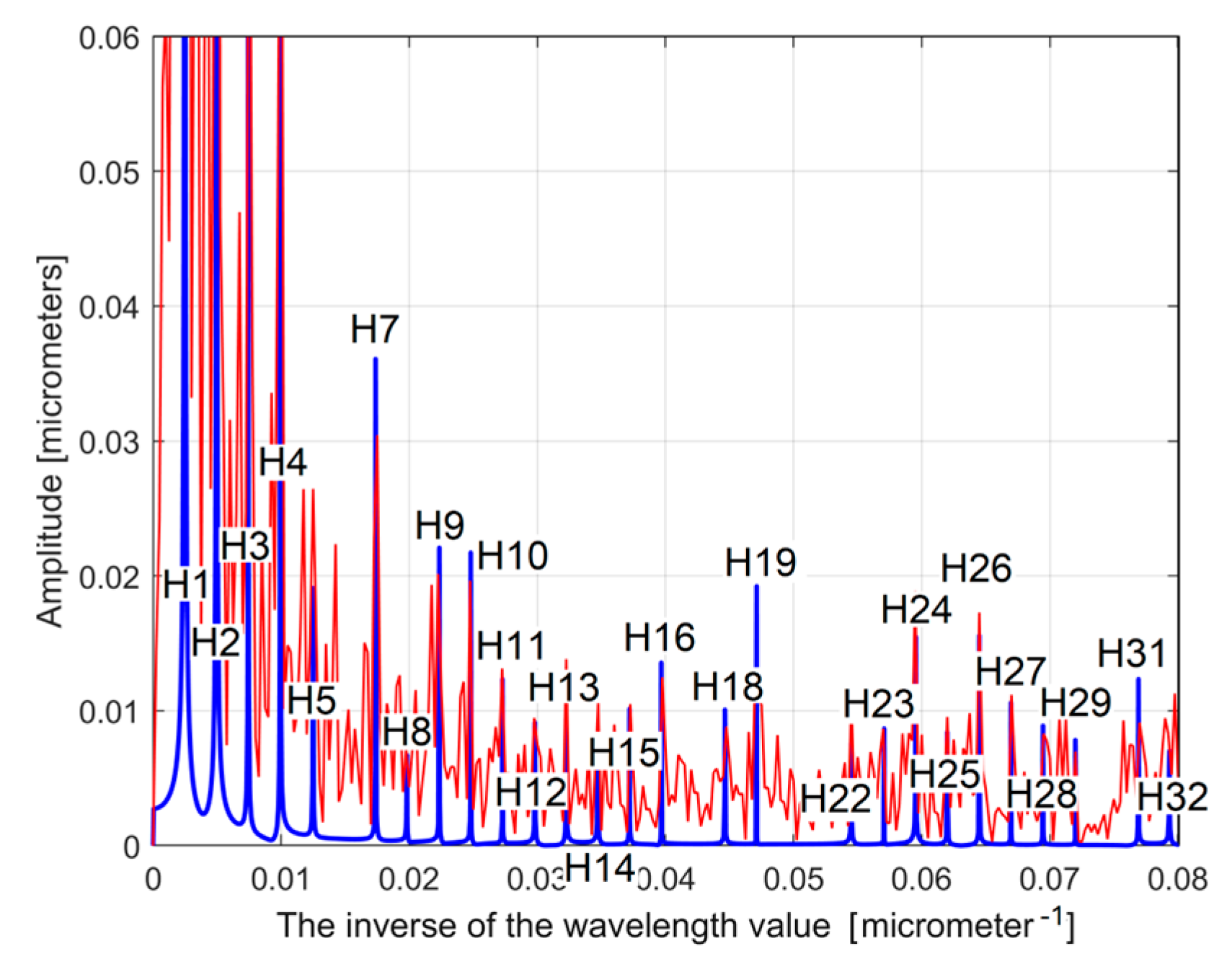
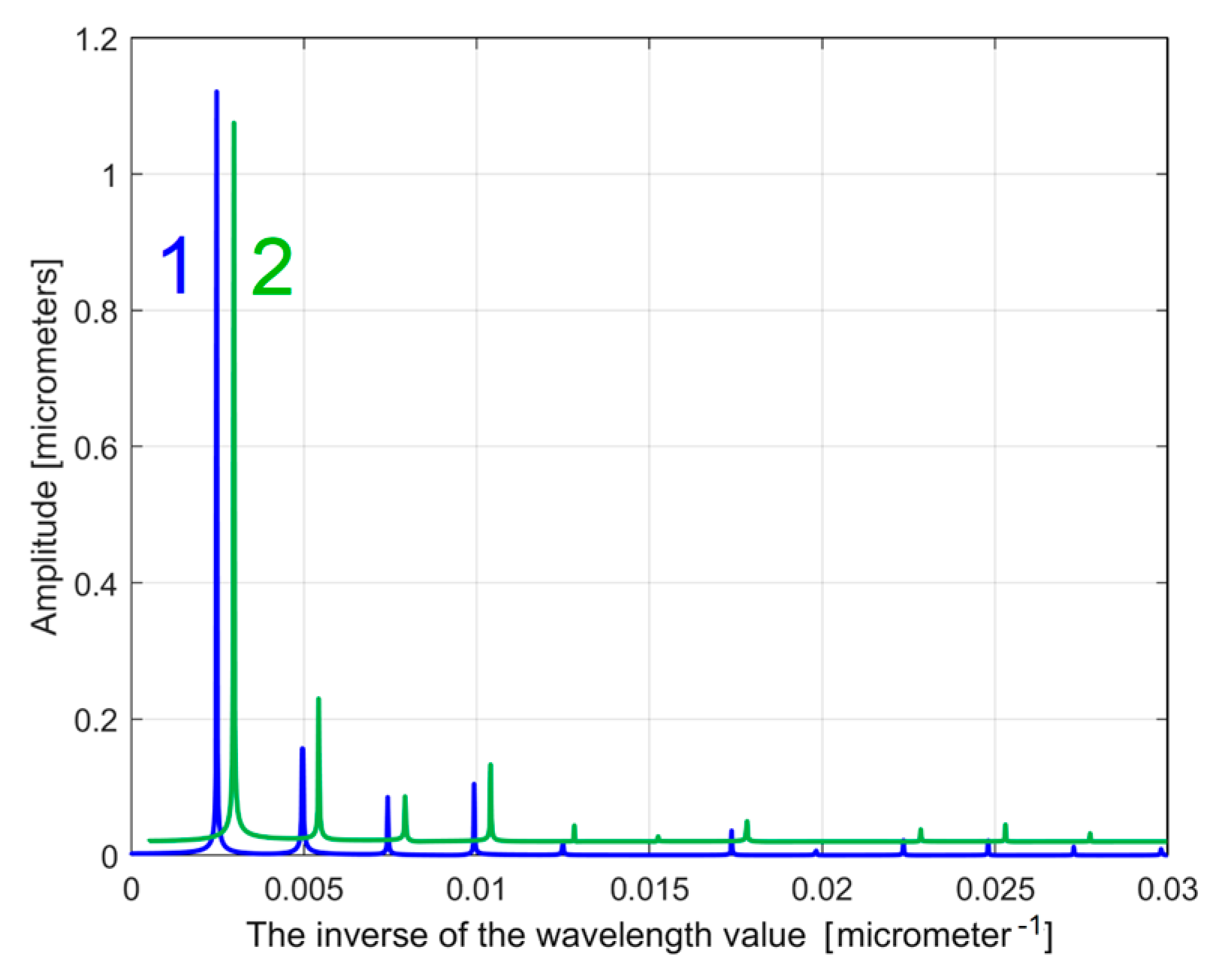
3.1.2. An Approach on FFT Spectrum in 2D Roughness Profile Description
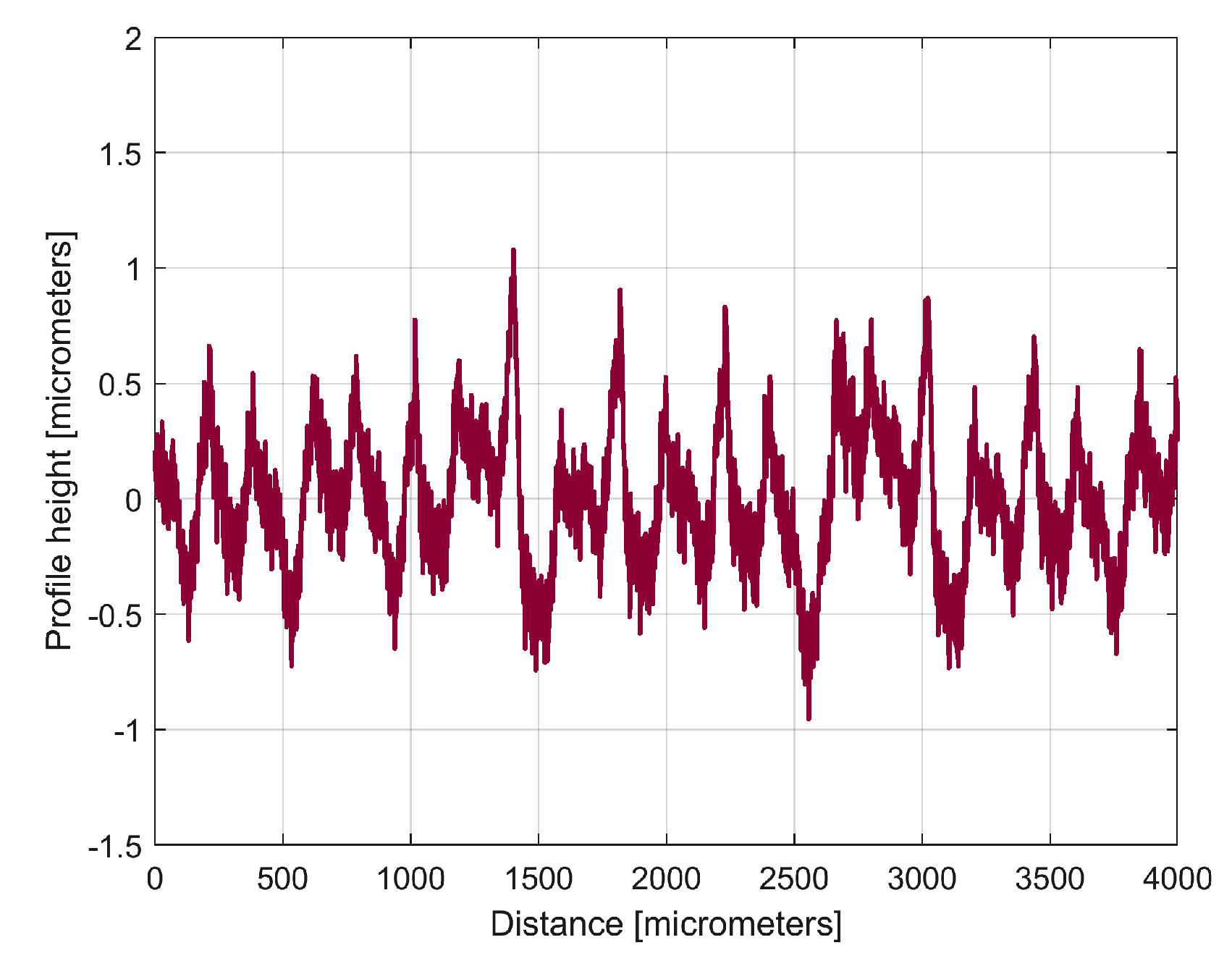
3.2. Analysis of 2D Roughness Profiles in the Feed Direction
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, J.S.; Huang, Y.K.; Chen, M.S. A study of the surface scallop generating mechanism in the ball-end milling process. Int. J. Mach. Tools Manuf. 2005, 45, 1077–1084. [Google Scholar] [CrossRef]
- Costes, J.P. A predictive surface profile model for turning based on spectral analysis. J. Mater. Process. Technol. 2013, 213, 94–100. [Google Scholar] [CrossRef]
- Ren, Z.; Fang, Z.; Kobayashi, G.; Kizaki, T.; Sugita, N.; Nishikawa, T.; Kugo, J.; Nabata, E. Influence of tool eccentricity on surface roughness in gear skiving. Precis. Eng. 2020, 63, 170–176. [Google Scholar] [CrossRef]
- Álvarez-Flórez, J.; Buj-Corral, I.; Vivancos-Calvet, J. Analysis of roughness, force and vibration signals in ball-end milling processes. J. Trends Dev. Mach. Assoc. Technol. 2015, 19, 1–4. [Google Scholar]
- Zahaf, M.Z.; Benghersallah, M. Surface roughness and vibration analysis in end milling of annealed and hardened bearing steel. Measur. Sens. 2021, 13, 100035. [Google Scholar] [CrossRef]
- Bai, J.; Zhao, H.; Zhao, L.; Cao, M.; Duan, D. Modelling of surface roughness and studying of optimal machining position in side milling. Int. J. Adv. Manuf. Technol. 2021, 116, 3651–3662. [Google Scholar] [CrossRef]
- Grzesik, W.; Brol, S. Wavelet and fractal approach to surface roughness characterization after finish turning of different workpiece materials. J. Mater. Process. Technol. 2009, 209, 2522–2531. [Google Scholar] [CrossRef]
- Drbúl, M.; Martikáň, P.; Bronček, J.; Litvaj, I.; Svobodová, J. Analysis of roughness profile on curved surfaces. MATEC Web Conf. 2018, 244, 01024. [Google Scholar] [CrossRef]
- Dumitras, C.G.; Chitariu, D.F.; Chifan, F.; Lates, C.G.; Horodinca, M. Surface Quality Optimization in Micromachining with Cutting Tool Having Regular Constructive Geometry. Micromachines 2022, 13, 422. [Google Scholar] [CrossRef]
- Seyedi, S.S.; Shabgard, M.R.; Mousavi, S.B.; Heris, S.Z. The impact of SiC, Al2O3, and B2O3 abrasive particles and temperature on wear characteristics of 18Ni (300) maraging steel in abrasive flow machining (AFM). Int. J. Hydrogen Energy 2021, 46, 33991–34001. [Google Scholar] [CrossRef]
- Krolczyk, G.; Legutko, S. Experimental analysis by measurement of surface roughness variations in turning process of duplex stainless steel. Metrol. Meas. Syst. 2014, XXI, 759–770. [Google Scholar] [CrossRef]
- Shang, S.; Wang, C.; Liang, X.; Cheung, C.F.; Zheng, P. Surface roughness prediction in ultra-precision milling: An extreme learning machine method with data fusion. Micromachines 2023, 14, 2016. [Google Scholar] [CrossRef]
- Wang, N.; Jiang, F.; Zhu, J.; Xu, Y.; Shi, C.; Yan, H.; Gu, C. Experimental study on the grinding of an Fe-Cr-Co permanent magnet alloy under a small cutting depth. Micromachines 2022, 13, 1403. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Xu, W.; Shen, T.; Jin, W.; Wu, C. Evaluating surface roughness of curved surface with circular profile based on arithmetic circular arc fitting. AIP Adv. 2023, 13, 125312. [Google Scholar] [CrossRef]
- Kundrák, J.; Felhő, C.; Nagy, A. Analysis and prediction of roughness of face milled surfaces using CAD model. Manuf. Technol. 2022, 22, 555–572. [Google Scholar] [CrossRef]
- Lazkano, X.; Aristimunno, P.X.; Aizpuru, O.; Arrazola, P.J. Roughness maps to determine the optimum process window parameters in face milling. Int. J. Mech. Sci. 2022, 221, 107191. [Google Scholar] [CrossRef]
- Varga, J.; Ižol, P.; Vrabel’, M.; Kaščák, L.; Drbúl, M.; Brindza, J. Surface Quality Evaluation in the Milling Process Using a Ball Nose End Mill. Appl. Sci. 2023, 13, 10328. [Google Scholar] [CrossRef]
- Żurawski, K.; Żurek, P.; Kawalec, A.; Bazan, A.; Olko, A. Modeling of Surface Topography after Milling with a Lens-Shaped End-Mill, Considering Runout. Materials 2022, 15, 1188. [Google Scholar] [CrossRef]
- Palani, S.; Natarajan, U. Prediction of surface roughness in CNC end milling by machine vision system using artificial neural network based on 2D Fourier transform. Int. J. Adv. Manuf. Technol. 2011, 54, 1033–1042. [Google Scholar] [CrossRef]
- Lou, Z.; Yan, Y.; Wang, J.; Zhang, A.; Cui, H.; Li, C.; Geng, Y. Exploring the structural color of micro-nano composite gratings with FDTD simulation and experimental validation. Opt. Express 2024, 32, 2432–2451. [Google Scholar] [CrossRef]
- Zeng, Q.; Qin, Y.; Chang, W.; Luo, X. Correlating and evaluating the functionality-related properties with surface texture parameters and specific characteristics of machined components. Int. J. Mech. Sci. 2018, 149, 62–72. [Google Scholar] [CrossRef]
- Filtration Techniques for Surface Texture. Available online: https://guide.digitalsurf.com/en/guide-filtration-techniques.html (accessed on 15 February 2024).
- Josso, B.; Burton, D.R.; Lalor, M.J. Frequency normalised wavelet transform for surface roughness analysis and characterisation. Wear 2002, 252, 491–500. [Google Scholar] [CrossRef]
- Josso, B.; Burton, D.R.; Lalor, M.J. Wavelet strategy for surface roughness analysis and characterization. Comput. Methods Appl. Mech. Eng. 2001, 191, 829–842. [Google Scholar] [CrossRef]
- Wang, X.; Shi, T.; Liao, G.; Zhang, Y.; Hong, Y.; Chen, K. Using wavelet packet transform for surface roughness evaluation and texture extraction. Sensors 2017, 17, 933. [Google Scholar] [CrossRef]
- Hao, H.; He, D.; Li, Z.; Hu, P.; Chen, Y.; Tang, K. Efficient cutting path planning for a non-spherical tool based on an iso-scallop height distance field. Chin. J. Aeronaut. 2023, in press, uncorrected proof. [Google Scholar] [CrossRef]
- Horodinca, M.; Bumbu, N.-E.; Chitariu, D.-F.; Munteanu, A.; Dumitras, C.-G.; Negoescu, F.; Mihai, C.-G. On the behaviour of an AC induction motor as sensor for condition monitoring of driven rotary machines. Sensors 2023, 23, 488. [Google Scholar] [CrossRef]
- Lecture: Sums of Sinusoids (of Different Frequency). Available online: http://www.spec.gmu.edu/~pparis/classes/notes_201/notes_2019_09_12.pdf (accessed on 15 February 2024).
- Chen, C.-H.; Jeng, S.-Y.; Lin, C.-J. Prediction and analysis of the surface roughness in CNC end milling using neural networks. Appl. Sci. 2022, 12, 393. [Google Scholar] [CrossRef]
- Peng, Z.; Jiao, L.; Yan, P.; Yuan, M.; Gao, S.; Yi, J.; Wang, X. Simulation and experimental study on 3D surface topography in micro-ball-end milling. Int. J. Adv. Manuf. Technol. 2018, 96, 1943–1958. [Google Scholar] [CrossRef]








































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Harmonic # (Hi) | Amplitude AHi [μm] | Conventional Angular Frequency ωHi [rad/μm] | Wavelength λHi = 2π/ωi [μm] | Phase φHi at Origin (x = 0) [rad] |
|---|---|---|---|---|
| H1 | AH1 = 1.148 | ωH1 = 0.01557 | λH1 = 403.544 | φH1 = 4.2031 |
| H2 | 0.2459 | 0.03118 (as 2.0025·ωH1) | 201.53 (as λH1/2.0024) | 1.412 |
| H3 | 0.09367 | 0.04669 (as 2.9987·ωH1) | 134.57 (as λH1/2.9988) | 4.3261 |
| H4 | 0.1116 | 0.06239 (as 4.0070·ωH1) | 100.70 (as λH1/4.0074) | 2.456 |
| H5 | 0.02461 | 0.07848 (as 5.0404·ωH1) | 80.061 (as λH1/5.0405) | 3.085 |
| H7 | 0.03816 | 0.1092 (as 7.0138·ωH1) | 57.538 (as λH1/7.0135) | 4.785 |
| H8 | 0.009202 | 0.1245 (as 7.9961·ωH1) | 50.467 (as λH1/7.9962) | 5.8120 |
| H9 | 0.0236 | 0.1404 (as 9.0173·ωH1) | 44.752 (as λH1/9.0173) | 3.4731 |
| H10 | 0.02267 | 0.1558 (as 10.0064·ωH1) | 40.328 (as λH1/10.0065) | 4.6591 |
| H11 | 0.0129 | 0.1714 (as 11.0083·ωH1) | 36.658 (as λH1/11.0083) | 1.21 |
| H12 | 0.01171 | 0.1873 (as 12.0295·ωH1) | 33.546 (as λH1/12.0296) | 5.3275 |
| H13 | 0.01317 | 0.2027 (as 13.0186·ωH1) | 30.997 (as λH1/13.0188) | 1.796 |
| H14 | 0.01174 | 0.2181 (as 14.0077·ωH1) | 28.808 (as λH1/14.0081) | 5.8364 |
| H15 | 0.01097 | 0.2337 (as 15.0096·ωH1) | 26.885 as λH1/15.0100) | 5.3481 |
| H16 | 0.01386 | 0.2493 (as 16.0016·ωH1) | 25.203 (as λH1/16.0117) | 3.097 |
| H18 | 0.01152 | 0.2805 (as 18.0154·ωH1) | 22.399 (as λ1/18.0162) | 5.5279 |
| H19 | 0.0192 | 0.2961 (as 19.0173·ωH1) | 21.219 (as λH1/19.0180) | 0.628 |
| H22 | 0.01029 | 0.3425 (as 21.9974·ωH1) | 18.345 (as λH1/21.9975) | 3.9651 |
| H23 | 0.008842 | 0.3586 (as 23.0315·ωH1) | 17.521 (as λH1/23.0320) | 2.8171 |
| H24 | 0.02065 | 0.3741 (as 24.0270·ωH1) | 16.795 (as λH1/24.0276) | 4.3321 |
| H25 | 0.009471 | 0.3896 (as 25.0225·ωH1) | 16.127 (as λH1/25.0229) | 1.299 |
| H26 | 0.01693 | 0.4053 (as 26.0308·ωH1) | 15.502 (as λH1/26.0317) | 1.822 |
| H27 | 0.01081 | 0.4208 (as 27.0263·ωH1) | 14.931 (as λH1/27.0273) | 4.2351 |
| H28 | 0.009238 | 0.4365 (as 28.0347·ωH1) | 14.394 (as λH1/28.0356) | 1.563 |
| H29 | 0.007853 | 0.4524 (as 29.0559·ωH1) | 13.888 (as λH1/29.0570) | 0.7781 |
| H31 | 0.01326 | 0.4833 (as 31.0405·ωH1) | 13.000 (as λH1/31.0418) | 0.5155 |
| H32 | 0.01014 | 0.4985 (as 32.0167·ωH1 | 12.604 (as λH1/32.0171) | 3.9471 |
| H38 | 0.008485 | 0.5924 (as 38.0475·ωH1) | 10.606 (as λH1/38.0487) | 5.7423 |
| H41 | 0.02497 | 0.6392 (as 41.0533·ωH1) | 9.829 (as λH1/41.0565) | 1.478 |
| H42 | 0.01782 | 0.6548 (as 42.0552·ωH1) | 9.595 (as λH1/42.0577) | 0.9996 |
| Harmonic # (Hi) | Amplitude AHi [μm] | Conventional Angular Frequency ωHi [rad/μm] | Wavelength λHi = 2π/ωi [μm] | Phase φHi at Origin (x = 0) [rad] |
|---|---|---|---|---|
| H1 | AH1 = 1.124 | ωH1 = 0.01552 | λH1 = 404.8444 | φH1 = 0.4821 |
| H2 | 0.2406 | 0.03099 (as 1.9968·ωH1) | 202.7488 (as λH1/1.9968) | 0.407 |
| H3 | 0.08159 | 0.04671 (as 3.0097·ωH1) | 134.5148 (as λH1/3.0097) | 5.2621 |
| H4 | 0.1232 | 0.06224 (as 4.0103·ωH1) | 100.9509 (as λH1/4.0103) | 6.1897 |
| H5 | 0.0234 | 0.07745 (as 4.9903·ωH1) | 81.1257 (as λH1/4.9903) | 4.9971 |
| H6 | 0.008268 | 0.09263 (as 5.9604·ωH1) | 67.8310 (as λH1/5.9684) | 0.205 |
| H7 | 0.03793 | 0.1088 (as 7.0103·ωH1) | 57.7499 (as λH1/7.0103) | 3.7771 |
| H9 | 0.01861 | 0.1404 (as 9.0464·ωH1) | 44.7520 (as λH1/9.0464) | 0.1429 |
| H10 | 0.02616 | 0.1558 (as 10.0387·ωH1) | 40.3285 (as λH1/10.0387) | 3.6981 |
| H11 | 0.01256 | 0.1712 (as 11.0309·ωH1) | 36.7008 (as λH1/11.0309) | 2.608 |
| H13 | 0.01106 | 0.2026 (as 13.0541·ωH1) | 31.0128 (as λH1/13.0541) | 2.05 |
| H22 | 0.0107 | 0.3425 (as 22.0683·ωH1) | 18.3451 (as λH1/22.0683) | 1.326 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Horodinca, M.; Chifan, F.; Paduraru, E.; Dumitras, C.G.; Munteanu, A.; Chitariu, D.-F. A Study of 2D Roughness Periodical Profiles on a Flat Surface Generated by Milling with a Ball Nose End Mill. Materials 2024, 17, 1425. https://doi.org/10.3390/ma17061425
Horodinca M, Chifan F, Paduraru E, Dumitras CG, Munteanu A, Chitariu D-F. A Study of 2D Roughness Periodical Profiles on a Flat Surface Generated by Milling with a Ball Nose End Mill. Materials. 2024; 17(6):1425. https://doi.org/10.3390/ma17061425
Chicago/Turabian StyleHorodinca, Mihaita, Florin Chifan, Emilian Paduraru, Catalin Gabriel Dumitras, Adriana Munteanu, and Dragos-Florin Chitariu. 2024. "A Study of 2D Roughness Periodical Profiles on a Flat Surface Generated by Milling with a Ball Nose End Mill" Materials 17, no. 6: 1425. https://doi.org/10.3390/ma17061425