
Considerations on the Failure Mechanisms at Fatigue Loading of 1018 Steel Samples Coated with Wip-C1 by Cold Spray
 ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Coating Process
2.2. Tensile Testing and Fracture Analysis at Static Loading
- (i)
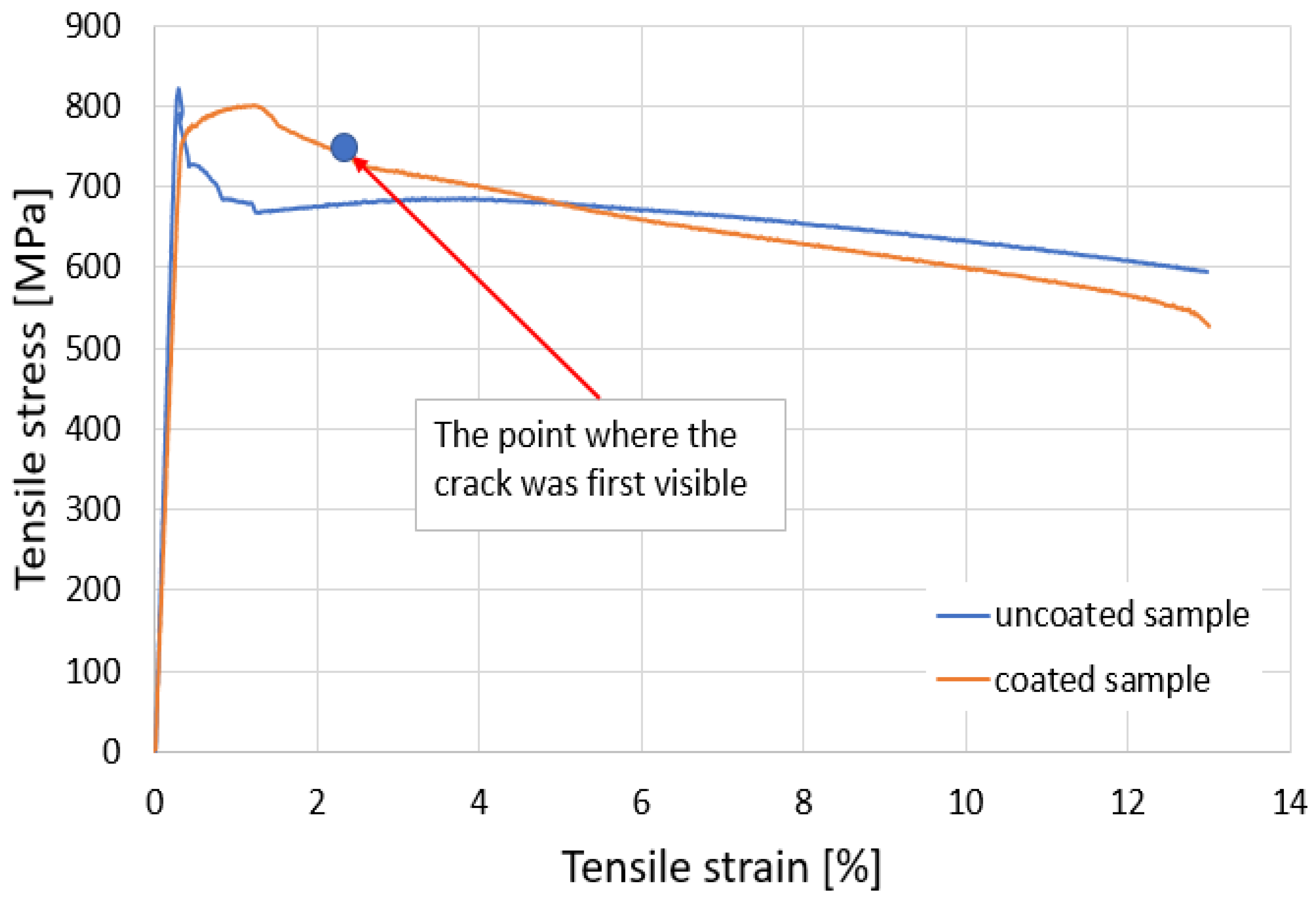
- The initial elasticity zone is large, reaching high values of stress on a linear portion;
- (ii)
- No strain hardening zone of the material is observed in the characteristic curve; after reaching the offset yield point Rp0.2 (σp0.2), the material undergoes pronounced elongation, but without any further increase in force;
- (iii)
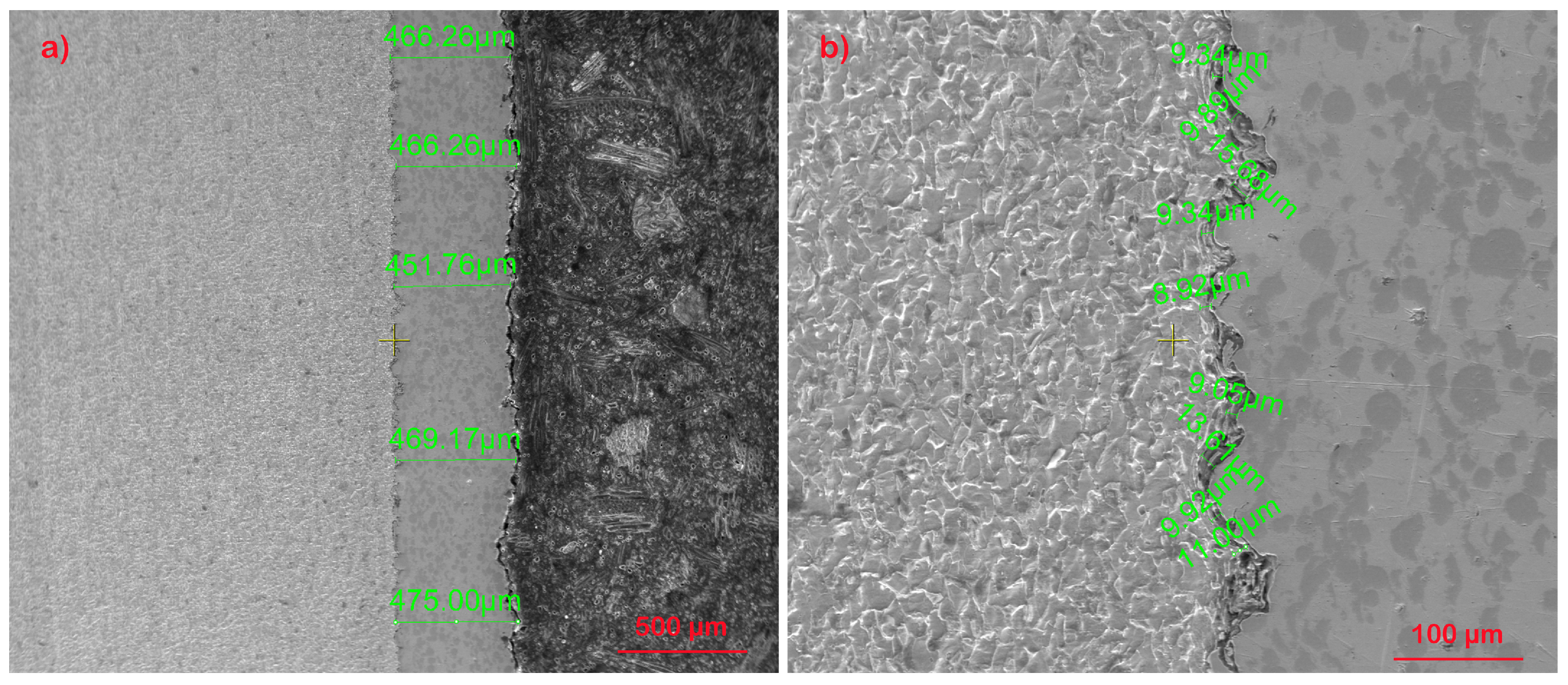
- The appearance of the curve is mainly influenced by the behavior of the base material. However, it can be noted that, due to the surface of the base material being bombarded with the coating particles, changes appear in the shape of the stress–strain curve specific to the coated sample. The maximum stress is lower for the coated sample, but the yield zone presents higher stresses;
- (iv)
- The total elongations of the two samples are similar, at approximately 13%, with a decrease in breaking stress for the coated sample;
- (v)
- After the appearance of the first crack in the coating material, it suffers significant damage because the values of the elastic constants of the two materials differ substantially;
- (vi)
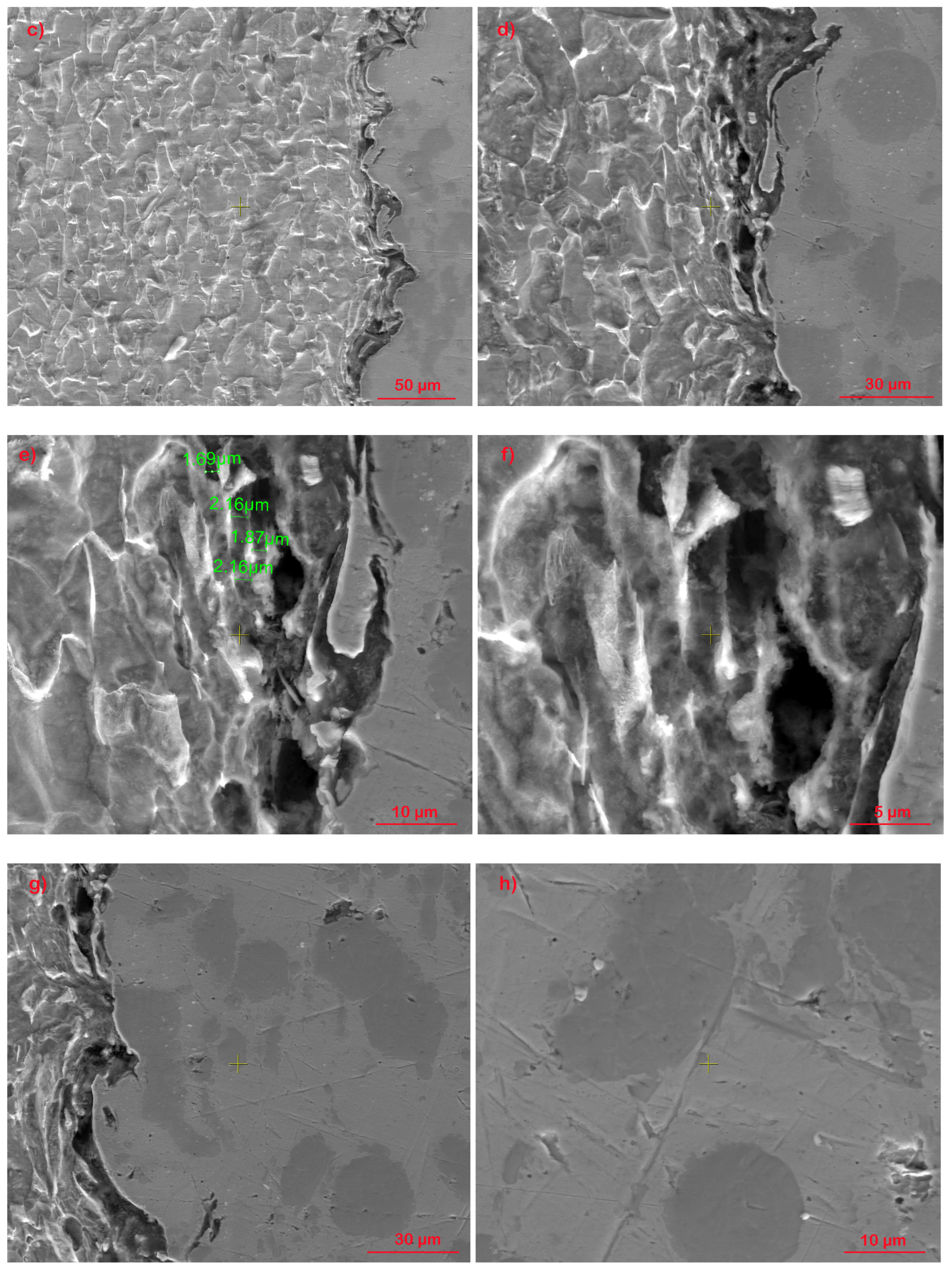
- The surfaces resulting from static stress breaking, for the base material, are approximately perpendicular to the direction of stress, which shows the slightly brittle character of this material;
- (vii)
- The coating material presents two breaking zones. These are determined by the appearance of the first crack in the coating material and the fracture of the base material in another zone, which also determines the breaking of the coating material;
- (viii)
- The yield limit (σp0.2) was determined to be 726 MPa and was taken from the data table corresponding to the static tensile test.
2.3. Fatigue Analysis Performed on Coated Samples
- -
- An overview image, with a magnification of approx. 30×, to be compared with the photo taken with the electronic microscope (Figure 8c);
- -
- An image of the final, abrupt break area, (Figure 8d);
- -
- A close-up image in the crack initiation region with a magnification of 50× (Figure 8e);
- -
- An image with a magnification of 500× from the crack nucleation/initiation area highlighting the initial crack (Figure 8f).
3. Results and Discussion
3.1. Sample 2 (σmax (MPa); N), (601; 12141)
3.1.1. Macroscopic Observations
3.1.2. Microscopic Observations
3.2. Sample 3 (σmax (MPa); N), (530; 38234)
3.2.1. Macroscopic Observations
3.2.2. Microscopic Observations
3.3. Sample 4 (σmax (MPa); N), (495; 54704)
3.3.1. Macroscopic Observations
3.3.2. Microscopic Observations
3.4. Samples 5, 6, and 7 (σmax (MPa); N), (459; 74787), (452; 88823), (449; 100970)
3.4.1. Macroscopic Observations
3.4.2. Microscopic Observations
3.5. Samples 9, 10, 11, and 12 (σmax (MPa); N), (445; 131110), (442; 234291), (440; 461533), (438; 738335)
3.5.1. Macroscopic Observations
3.5.2. Microscopic Observations
3.6. Samples 1 and 8 (σmax (MPa); N), (435; 5234605), (424; 5039737)
Macroscopic Observations
3.7. Wöhler Diagram for 1018 Coated Samples Fatigue Tested
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- AISI 1018 Mild/Low Carbon Steel. Available online: https://ess.elwd.com/wp-content/uploads/2013/10/1018.pdf (accessed on 5 January 2024).
- Erarslan, R.; Öztürk, U.; Yılmaz, F. Coating of AISI 1018 steel with the pack-boriding method. JNRS 2023, 12, 14–21. [Google Scholar] [CrossRef]
- Nikbakht, R.; Seyedein, S.H.; Kheirandish, S.; Assadi, H.; Jodoin, B. The Role of Deposition Sequence in Cold Spraying of Dissimilar Materials. Surf. Coat. Technol. 2019, 367, 75–85. [Google Scholar] [CrossRef]
- Nikbakht, R.; Assadi, H.; Jodoin, B. Intermetallic Phase Evolution of Cold-Sprayed Ni-Ti Composite Coatings: Influence of As-Sprayed Chemical Composition. J. Therm. Spray Technol. 2021, 30, 119–130. [Google Scholar] [CrossRef] [PubMed]
- Richer, P.; Jodoin, B.; Ajdelsztajn, L. Substrate Roughness and Thickness Effects on Cold Spray Nanocrystalline Al-Mg Coatings. J. Therm. Spray Technol. 2006, 15, 246–254. [Google Scholar] [CrossRef]
- Al-Mangour, B.; Mongrain, R.; Irissou, E.; Yue, S. Improving the Strength and Corrosion Resistance of 316L Stainless Steel for Biomedical Applications Using Cold Spray. Surf. Coat. Technol. 2013, 216, 297–307. [Google Scholar] [CrossRef]
- Mauer, G.; Singh, R.; Rauwald, K.-H.; Schrufer, S.; Wilson, S.; Vaßen, R. Diagnostics of Cold-Sprayed Particle Velocities Approaching Critical Deposition Condition. J. Therm. Spray Technol. 2017, 26, 1423–1433. [Google Scholar] [CrossRef]
- Baragetti, S.; Tordini, F. A Review of the Fatigue Behaviour of Components Coated with Thin Hard Corrosion-Resistant Coatings. Open Corros. J. 2011, 4, 9–17. [Google Scholar] [CrossRef]
- Su, Y.L.; Yao, S.H.; Wei, C.S.; Kao, W.H.; Wu, C.T. Comparison of wear, tensile, and fatigue properties of PVD coated materials. Mater. Sci. Technol. 1999, 15, 73–77. [Google Scholar] [CrossRef]
- Guu, Y.H.; Hocheng, H. Improvement of fatigue life of electrical discharge machined AISI D2 tool steel by TiN coating. Mater Sci. Eng. 2001, A318, 155–162. [Google Scholar] [CrossRef]
- Puchi-Cabrera, E.S.; Staia, M.H.; Ochoa-Perez, E.A.; Teer, D.G.; Santana-Méndez, Y.Y.; La Barbera-Sosa, J.G.; Chicot, D.; Lesage, J. Fatigue behavior of a 316L stainless steel coated with a DLC film deposited by PVD magnetron sputter ion plating. Mater Sci. Eng. A 2010, 527, 498–508. [Google Scholar] [CrossRef]
- Rhys-Jones, T.N.; Cunuinghazn, T.P. The influence of surface coatings on the fatigue behaviour of aero engine materials. Surf. Coat. Technol. 1990, 42, 13–19. [Google Scholar] [CrossRef]
- Dongming, Z.; Lerch, B.A. Fatigue Behavior of Coated Titanium Alloys; NASA/TM 2019-219999; National Aeronautics and Space Administration: Washington, DC, USA, 2019; pp. 1–18. Available online: https://ntrs.nasa.gov/api/citations/20190026646/downloads/20190026646.pdf (accessed on 29 March 2022).
- Kececioglu, D.; Chester, L.B.; Dodge, T. Combined Bending-Torsion Fatigue Reliability of AISI 1018 Steel Shafting with Kt = 2.34. J. Eng. Ind. 1974, 97, 748–760. [Google Scholar] [CrossRef]
- Goanta, V.; Munteanu, C.; Müftü, S.; Istrate, B.; Schwartz, P.; Boese, S.; Ferguson, G.; Moraras, C.I. Evaluation of the Fatigue Behaviour and Failure Mechanisms of 52100 Steel Coated with WIP-C1 (Ni/CrC) by Cold Spray. Materials 2022, 15, 3609. [Google Scholar] [CrossRef] [PubMed]
- Moridi, A.; Hassani-Gangaraj, S.M.; Vezzú, S.; Trško, L.; Guagliano, M. Fatigue behavior of cold spray coatings: The effect of conventional and severe shot peening as pre/post treatment. Surf. Coat. Technol. 2015, 283, 247–254. [Google Scholar] [CrossRef]
- Ghelichi, R.; Bagherifard, S.; Mac Donald, D.; Brochu, M.; Jahed, H.; Jodoin, B.; Guagliano, M. Fatigue strength of Al alloy cold sprayed with nanocrystalline powders. Int. J. Fatigue 2014, 65, 51–57. [Google Scholar] [CrossRef]
- Bagherifard, S.; Guagliano, M. Fatigue performance of cold spray deposits: Coating, repair and additive manufacturing cases. Int. J. Fatigue 2020, 139, 105744. [Google Scholar] [CrossRef]
- Ozdemir, O.C.; Schwartz, P.; Muftu, S.; Thompson, F.C.; Crawford, G.A.; Nardi, A.T.; Champagne, V.K.; Widener, C.A. HighRate Deposition in Cold Spray. J. Therm. Spray Technol. 2021, 30, 344–357. [Google Scholar] [CrossRef]
- Wang, X.; Feng, F.; Klecka, M.A.; Mordasky, M.D.; Garofano, J.K.; El-Wardany, T.; Nardi, A.; Champagne, V.K. Characterization and modeling of the bonding process in cold spray additive manufacturing. Addit. Manuf. 2015, 8, 149–162. [Google Scholar] [CrossRef]
- Moridi, A.; Hassani-Gangaraj, S.M.; Guagliano, M.; Dao, M. Cold spray coating: Review of material systems and future perspectives. Surf. Eng. 2014, 30, 369–395. [Google Scholar] [CrossRef]
- Chatha, S.S.; Sidhu, H.S.; Sidhu, B.S. High temperature hot corrosion behaviour of NiCr and Cr3C2–NiCr coatings on T91 boiler steel in an aggressive environment at 750 °C. Surf. Coat. Technol. 2012, 206, 3839–3850. [Google Scholar] [CrossRef]
- Singh, H.; Sidhu, T.S.; Kalsi, S.B.S. Cold spray technology: Future of coating deposition processes. Frat. Integrità Strutt. 2012, 22, 69–84. [Google Scholar] [CrossRef]
- Dickinson, M.E.; Yamada, M. A New Method for Measuring Shear Adhesion Strength of Ceramic Cold Spray Splats. Nanosci. Nanotechnol. Lett. 2010, 2, 348–351. [Google Scholar] [CrossRef]
- Li, C.-J.; Li, W.-Y.; Wang, Y.-Y.; Yang, G.-J.; Fukanuma, H. A theoretical model for prediction of deposition efficiency in cold spraying. Thin Solid Film. 2005, 489, 79–85. [Google Scholar] [CrossRef]
- Li, C.-J.; Li, W.-Y.; Liao, H. Examination of the critical velocity for deposition of particles in cold spraying. J. Therm. Spray Technol. 2006, 15, 212–222. [Google Scholar] [CrossRef]
- Li, C.-J.; Li, W.-Y. Deposition characteristics of titanium coating in cold spraying. Surf. Coat. Technol. 2003, 167, 278–283. [Google Scholar] [CrossRef]
- Balani, K.; Agarwal, A.; Seal, S.; Karthikeyan, J. Transmission electron microscopy of cold sprayed 1100 aluminum coating. Scr. Mater. 2005, 53, 845–850. [Google Scholar] [CrossRef]
- Sharma, S.; Geyer, T.F.; Arcondoulis, E.J. On the influence of porous coating thickness and permeability on passive flow and noise control of cylinders. J. Sound Vib. 2023, 549, 117563. [Google Scholar] [CrossRef]
- ASTM E8/E8M-16; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2010.
- Goanta, V.; Munteanu, C.; Müftü, S.; Istrate, B.; Schwartz, P.; Boese, S.; Ferguson, G.; Moraras, C.I.; Stefan, A. Evaluation of the Fatigue Behavior and Failure Mechanisms of 4340 Steel Coated with WIP-C1 (Ni/CrC) by Cold Spray. Materials 2022, 15, 8116. [Google Scholar] [CrossRef]
- ASTM E466-15; Standard Practice for Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2015.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristic | Value |
|---|---|
| Gas | Nitrogen |
| Pressure | 6.2 MPa (900 psi) |
| Temperature | 675 °C |
| Nozzle ID | WC NZL0060 |
| Nozzle throat size | 2 mm |
| Powder feeder speed | 10 rpm |
| Powder feeder gas flow | 105 slm |
| Standoff distance | 25 mm |
| Spray angle | 90 deg. |
| Nozzle traverse speed | 250 mm/s |
| Nozzle step distance | 0.25 mm |
| Layer thickness | 0.127 mm |
| Target coating thickness | 0.508 mm |
| Powder | WIP-C1 |
| Bond coat | WIP-BC1 and 60° |
| Sample No. | σmax (MPa) | N |
|---|---|---|
| 1 | 435 | 5,234,605 |
| 2 | 601 | 12,141 |
| 3 | 530 | 38,234 |
| 4 | 495 | 54,704 |
| 5 | 459 | 74,787 |
| 6 | 452 | 88,823 |
| 7 | 449 | 100,970 |
| 8 | 424 | 5,039,737 |
| 9 | 445 | 131,110 |
| 10 | 442 | 234,291 |
| 11 | 440 | 461,533 |
| 12 | 438 | 738,335 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alkisswani, L.; Goanță, V.; Munteanu, C.; Samara, F.; Cosau, R.E.; Istrate, B. Considerations on the Failure Mechanisms at Fatigue Loading of 1018 Steel Samples Coated with Wip-C1 by Cold Spray. Materials 2024, 17, 1868. https://doi.org/10.3390/ma17081868
Alkisswani L, Goanță V, Munteanu C, Samara F, Cosau RE, Istrate B. Considerations on the Failure Mechanisms at Fatigue Loading of 1018 Steel Samples Coated with Wip-C1 by Cold Spray. Materials. 2024; 17(8):1868. https://doi.org/10.3390/ma17081868
Chicago/Turabian StyleAlkisswani, Layth, Viorel Goanță, Corneliu Munteanu, Fayez Samara, Roxana Elena Cosau, and Bogdan Istrate. 2024. "Considerations on the Failure Mechanisms at Fatigue Loading of 1018 Steel Samples Coated with Wip-C1 by Cold Spray" Materials 17, no. 8: 1868. https://doi.org/10.3390/ma17081868