
Effect of Initial Position and Crystallographic Orientation on Grain Selection Procedure in Z-Form Selector for Ni-Based Single-Crystal Superalloy

Abstract
:1. Introduction
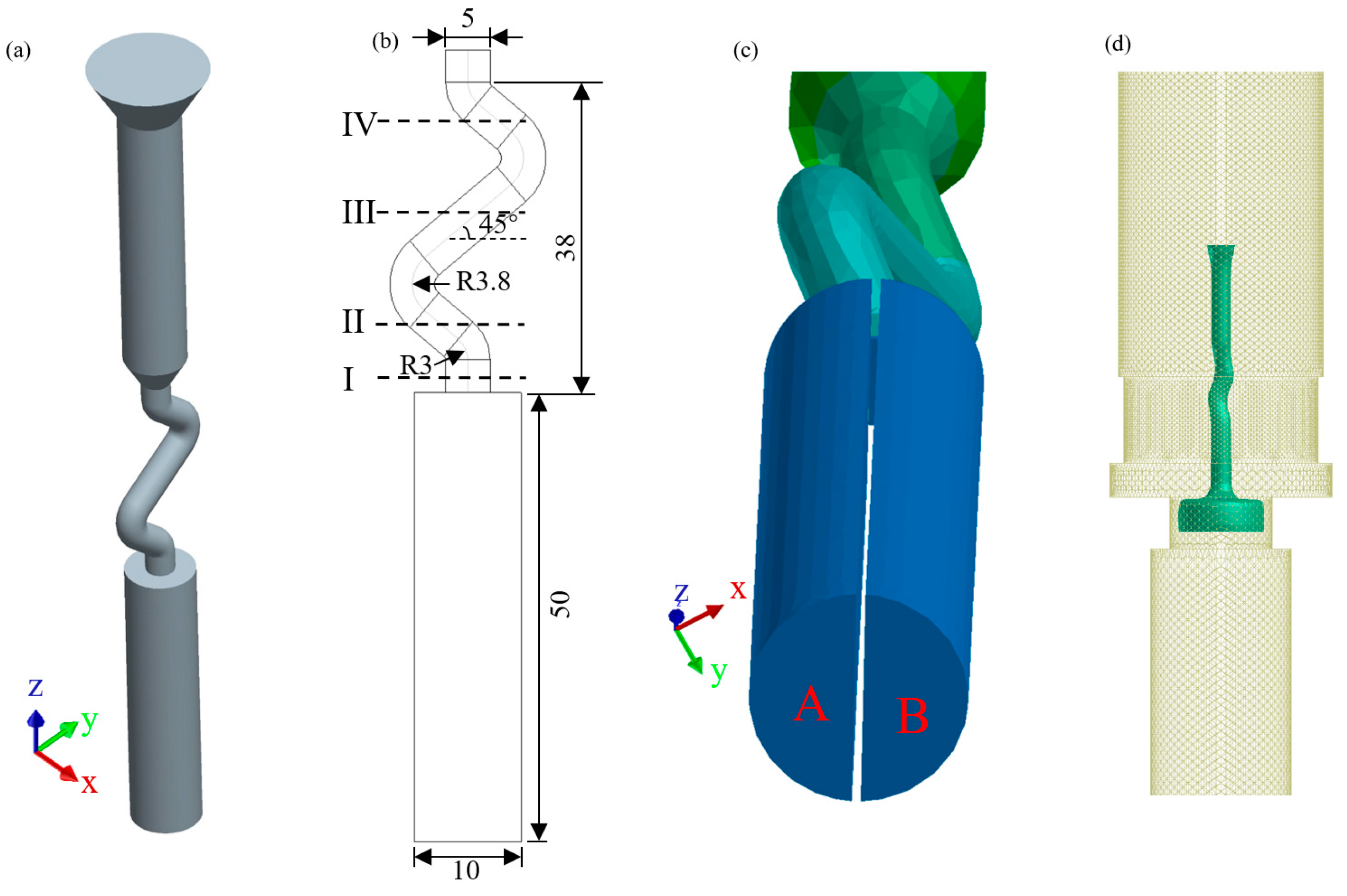
2. Materials and Methods
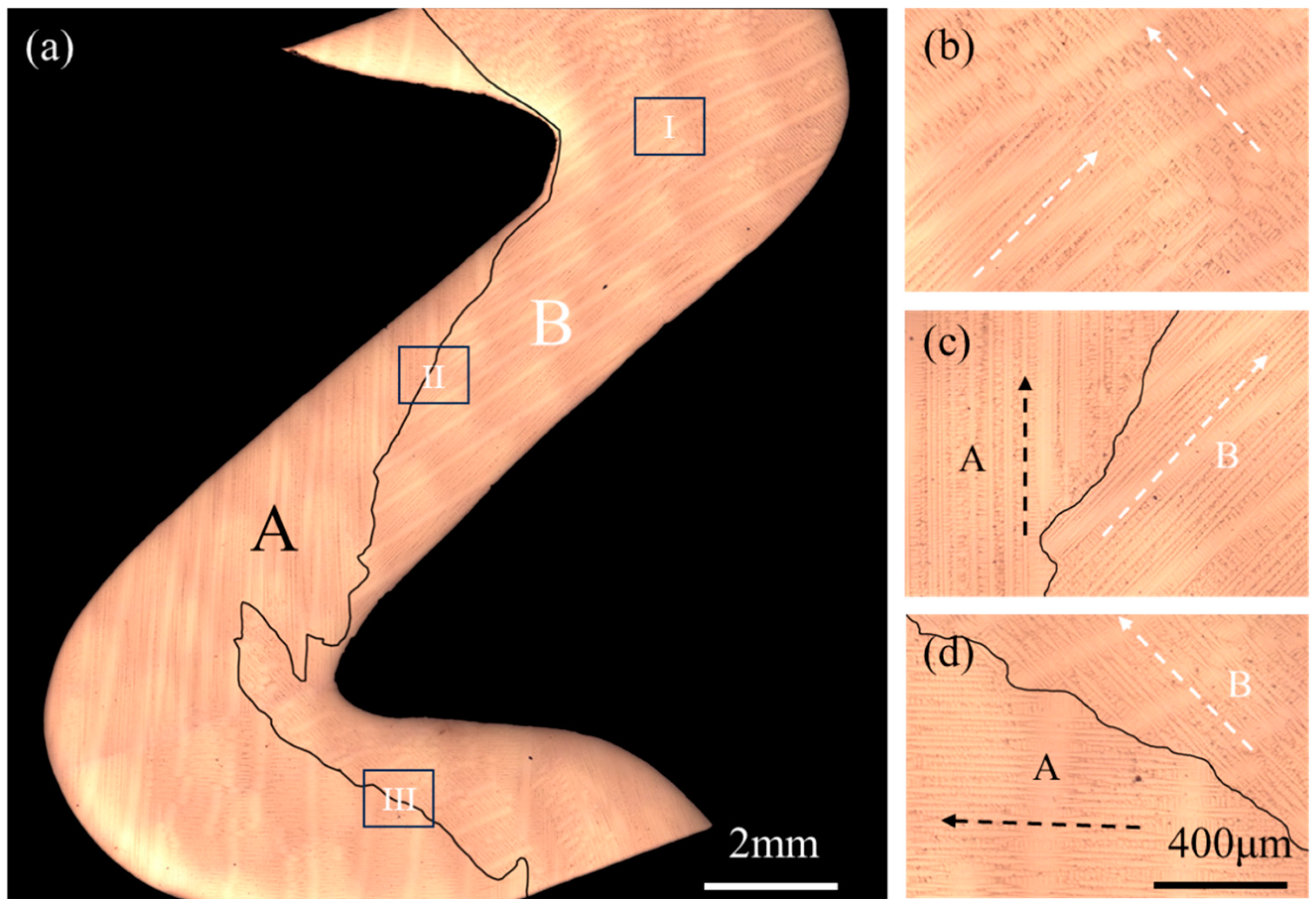
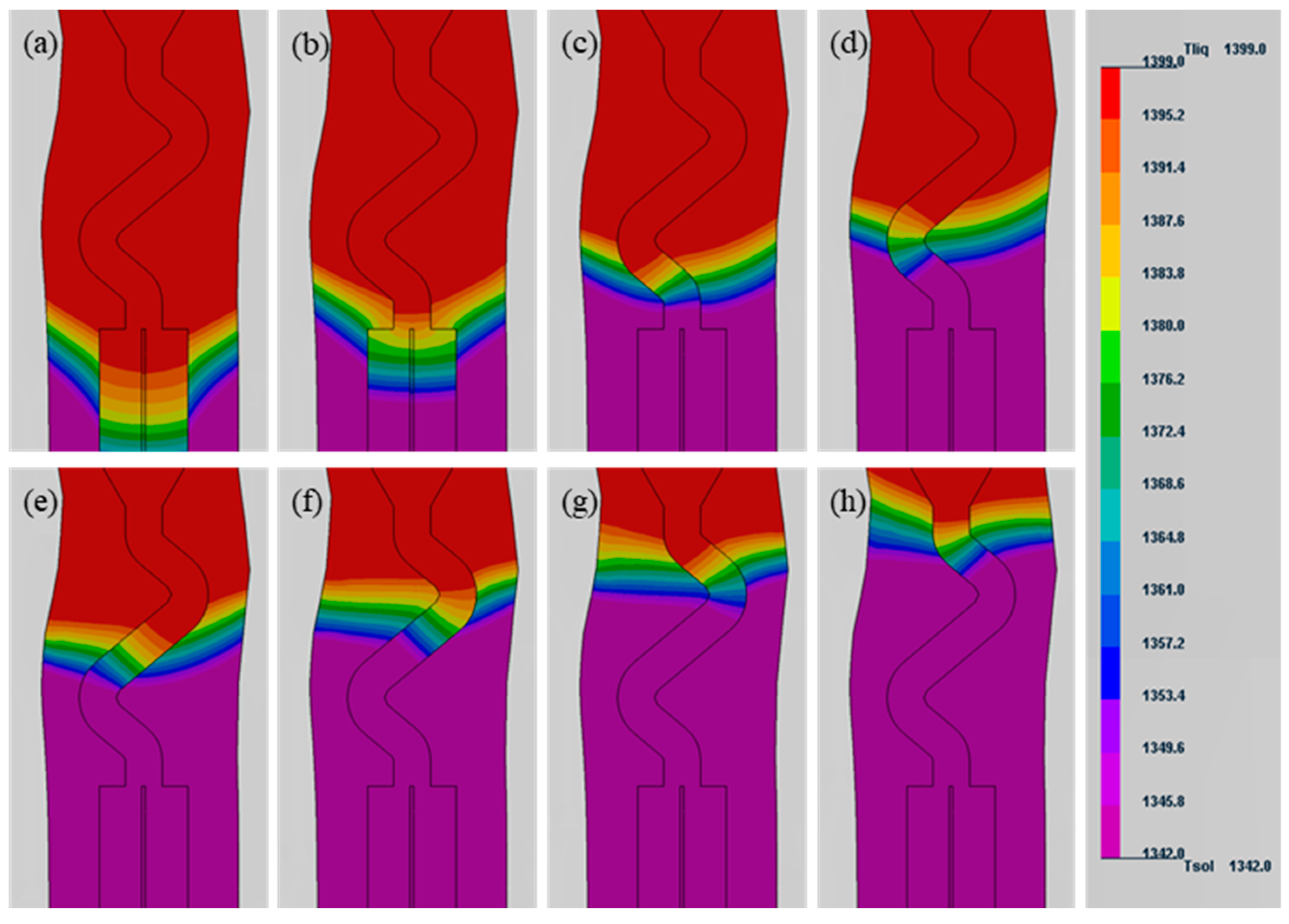
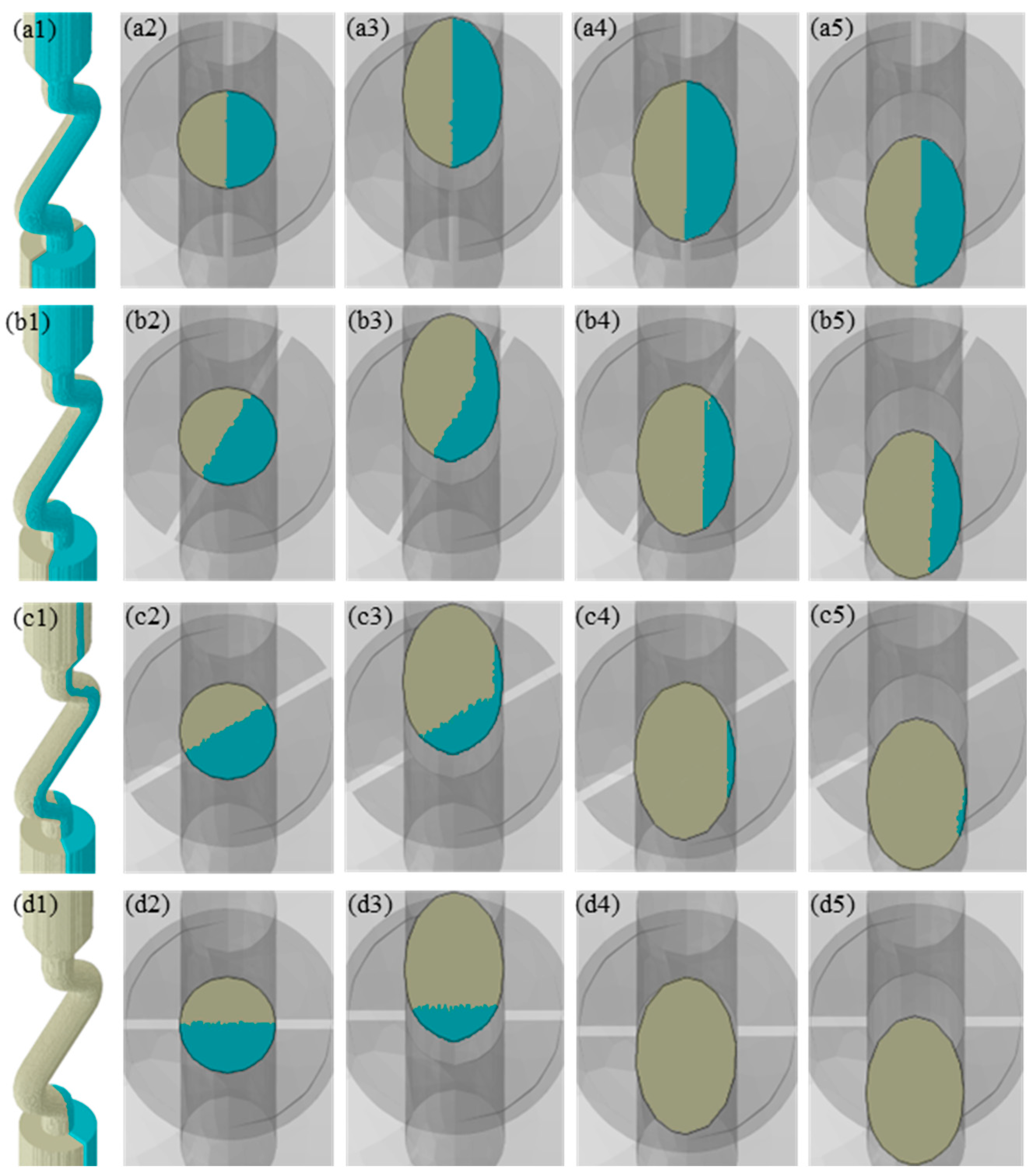
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Reed, R.C. The Superalloys Fundamental and Applications; Cambridge University Press: Cambridge, UK, 2006. [Google Scholar]
- Latief, F.H.; Kakehi, K. Effects of Re content and crystallographic orientation on creep behavior of aluminized Ni-base single crystal superalloys. Mater. Design. 2013, 49, 485–492. [Google Scholar] [CrossRef]
- Carter, P.; Cox, D.C.; Gandin, C.A.; Reed, R.C. Process modelling of grain selection during the solidification of single crystal superalloy castings. Metall. Mater. Trans. A 2000, 280, 233–246. [Google Scholar] [CrossRef]
- Chen, B.; Wu, W.P.; Chen, M.X.; Guo, Y.F. Molecular dynamics study of fatigue mechanical properties and microstructural evolution of Ni-based single crystal superalloys under cyclic loading. Comp. Mater. Sci. 2020, 185, 109954. [Google Scholar] [CrossRef]
- Higginbotham, G.J.S. From research to cost-effective directional solidification and single-crystal production-an integrated approach. Mater. Sci. Technol. 1986, 2, 442–460. [Google Scholar] [CrossRef]
- Yang, W.; Hu, S.; Huo, M.; Sun, D.; Zhang, J.; Liu, L. Orientation controlling of Ni-based single-crystal superalloy by a novel method: Grain selection assisted by un-melted reused seed. J. Mater. Res. Technol. 2019, 8, 1347–1352. [Google Scholar] [CrossRef]
- Hu, S.; Zhao, Y.; Bai, W.; Dai, Y.; Yang, Z.; Yin, F.; Wang, X. Orientation control for nickel-based single crystal superalloys: Grain selection method assisted by directional columnar grains. Materials 2022, 15, 4463. [Google Scholar] [CrossRef]
- Xu, M.; Geng, X.Q.; Zhang, X.L.; Liu, G.H.; Wang, Y.; Wang, Z.D.; Guo, J.J. Effect of competitive crystal growth on microstructural characteristics of directionally solidified nickel-based single crystal superalloy. China Foundry 2022, 19, 109–116. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, Z.; Liu, G.; Zhou, Y.; Meng, X. A new mechanism of grain selection in spiral selector: The competitive growth between the entrance grains. Mater. Today Commun. 2022, 33, 4840. [Google Scholar] [CrossRef]
- Esaka, H.; Tamura, M.; Shinozuka, K. Analysis of yield rate in single crystal casting process using an engineering simulation model. Mater. Trans. 2003, 44, 829–835. [Google Scholar] [CrossRef]
- Zhang, H.; Xu, Q. Simulation and experimental studies on grain selection and structure design of the spiral selector for casting single crystal Ni-based superalloy. Materials 2017, 10, 1236. [Google Scholar] [CrossRef]
- Wang, B.; Zeng, L.; Xia, M.; Ren, N.; Li, J. Substrate stimulating technique for Ni-based single crystal superalloy preparation during direction solidification. Mater. Des. 2022, 224, 111334. [Google Scholar] [CrossRef]
- Wang, B.; Zeng, L.; Ren, N.; Xia, M.; Li, J. A comprehensive understanding of grain selection in spiral grain selector during directional solidification. J. Mater. Sci. Technol. 2022, 102, 204–212. [Google Scholar] [CrossRef]
- Jeong, J.J.; Lee, H.; Yun, D.W.; Jeong, H.W.; Yoo, Y.S.; Seo, S.M.; Lee, J.H. Analysis of a Single Crystal Solidification Process of an Ni-based Superalloy using a CAFE Model. Korean J. Met. Mater. 2023, 61, 126–136. [Google Scholar] [CrossRef]
- Zhu, X.; Wang, F.; Ma, D. A Study of Grain Selection in Two-Dimensional (2D) Grain Selectors during the Investment Casting of Single-Crystal Superalloy. Materials 2023, 16, 4112. [Google Scholar] [CrossRef] [PubMed]
- Seo, S.M.; Kim, I.S.; Lee, J.H.; Jo, C.Y.; Miyahara, H.; Ogi, K. Grain structure and texture evolutions during single crystal casting of the Ni-base superalloy CMSX-4. Met. Mater. Int. 2009, 15, 391–398. [Google Scholar] [CrossRef]
- Szeliga, D.; Kubiak, K.; Burbelko, A.; Motyka, M.; Sieniawski, J. Modeling of Directional Solidification of Columnar Grain Structure in CMSX-4 Nickel-Based Superalloy Castings. J. Mater. Eng. Perform. 2014, 23, 1088–1095. [Google Scholar] [CrossRef]
- Wang, N.; Liu, L.; Gao, S.; Zhao, X.; Huang, T.; Zhang, J.; Fu, H. Simulation of grain selection during single crystal casting of a Ni-base superalloy. J. Alloys Compd. 2014, 586, 220–229. [Google Scholar] [CrossRef]
- Gao, S.; Liu, L.; Wang, N.; Zhao, X.; Zhang, J.; Fu, H. Grain selection during casting Ni-base, single-crystal superalloys with spiral grain selector. Metall. Mater. Trans. A 2012, 43, 3767–3775. [Google Scholar] [CrossRef]
- Zhu, X.; Yang, Q.; Wang, F.; Ma, D. Grain orientation optimization of two-dimensional grain selector during directional solidification of Ni-based superalloys. Materials 2020, 13, 1121. [Google Scholar] [CrossRef]
- Dai, H.; Dong, H.; D’souza, N.; Gebelin, J.C.; Reed, R. Grain selection in spiral selectors during investment casting of single-crystal components: Part II. Numerical modeling. Metall. Mater. Trans. A 2011, 42, 3439–3446. [Google Scholar] [CrossRef]
- Meng, X.; Lu, Q.; Li, J.; Jin, T.; Sun, X.; Zhang, J.; Chen, Z.; Wang, Y.; Hu, Z. Modes of grain selection in spiral selector during directional solidification of nickel-base superalloys. J. Mater. Sci. Technol. 2012, 28, 214–220. [Google Scholar] [CrossRef]
- Walton, D.; Chalmers, U.B. The origin of the preferred orientation in the columnar zone of ingots. Trans. Metall. Soc. AIME 1959, 215, 447–457. [Google Scholar]
- Gandin, C.A.; Rappaz, M. A coupled finite element-cellular automaton model for the prediction of dendritic grain structures in solidification processes. Acta Metall. Mater. 1994, 42, 2233–2246. [Google Scholar] [CrossRef]
- Zhou, Y.; Volek, A.; Green, N. Mechanism of competitive grain growth in directional solidification of a nickel-base superalloy. Acta Mater. 2008, 56, 2631–2637. [Google Scholar] [CrossRef]
- Takaki, T.; Ohno, M.; Shimokawabe, T.; Aoki, T. Two-dimensional phase-field simulations of dendrite competitive growth during the directional solidification of a binary alloy bicrystal. Acta Mater. 2014, 81, 272–283. [Google Scholar] [CrossRef]
- Guo, C.; Takaki, T.; Sakane, S.; Ohno, M.; Shibuta, Y.; Mohri, T. Overgrowth behavior at converging grain boundaries during competitive grain growth: A two-dimensional phase-field study. Int. J. Heat Mass. Tran. 2020, 160, 120196. [Google Scholar] [CrossRef]
- Pineau, A.; Guillemot, G.; Tourret, D.; Karma, A.; Gandin, C.A. Growth competition between columnar dendritic grains—Cellular automaton versus phase field modeling. Acta Mater. 2018, 155, 286–301. [Google Scholar] [CrossRef]
- Xu, Z.L.; Li, Z.L.; Zhang, H.; Xu, Q.Y.; Liu, B.C. Numerical Simulation and Experimental Study on Grain Selection of DD6 Superalloy in Spiral Grain Selector by Directional Solidification. Rare Metal. Mat. Eng. 2017, 46, 1856–1861. [Google Scholar]
- Rezaei, M.; Kermanpur, A.; Sadeghi, F. Effects of withdrawal rate and starter block size on crystal orientation of a single crystal Ni-based superalloy. J. Cryst. Growth 2018, 485, 19–27. [Google Scholar] [CrossRef]
- Sadeghi, F.; Kermanpur, A.; Norouzi, E. Optimizing Grain Selection Design in the Single-Crystal Solidification of Ni-Based Superalloys. Cryst. Res. Technol. 2018, 53, 1800108. [Google Scholar] [CrossRef]
- Zong, X.W.; Wang, L.; Liu, W.J.; Zhang, B.; Zhang, L.F. Effect of Withdrawal Rate of Spiral Selector on Grain Selection Behavior and Grain Orientation Evolution. Rare Metal. Mat. Eng. 2021, 50, 2366–2374. [Google Scholar]
- Miller, J.; Yuan, L.; Lee, P.; Pollock, T. Simulation of diffusion-limited lateral growth of dendrites during solidification via liquid metal cooling. Acta Mater. 2014, 69, 47–59. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Initial condition | |
| Melting temperature of DD33 superalloy | 1550 °C |
| Mold temperature | 1550 °C |
| Chill-plate temperature | 40 °C |
| Boundary condition | |
| Heater temperature | 1550 °C |
| Emissivity | 0.8 |
| Cooler temperature | 40 °C |
| Interface heat transfer coefficients | |
| Alloy melt and ceramic shell mold | 200–1900 W (m2 K)−1 |
| Alloy melt and water-cooled chill plate | 1000 W (m2 K)−1 |
| Ceramic shell mold and water-cooled chill plate | 50 W (m2 K)−1 |
| Alloy properties | |
| Specific heat | 358–773 KJ/kg/K |
| Latent heat | 277.4 KJ/kg |
| Thermal conductivity | 6.7–33.2 W/m/K |
| Density | 7.63–8.78 g/cm3 |
| Order Number | Angle between the thin Slice and the YOZ Plane (°) | Surface Nucleation (Single Crystal Type, Euler Angle) | |||||
|---|---|---|---|---|---|---|---|
| Bottom Surface of A | Bottom Surface of B | ||||||
| Φ1 (°) | Φ (°) | Φ2 (°) | Φ1 (°) | Φ (°) | Φ2 (°) | ||
| 1 | 0 | 0 | 0 | 0 | 0 | 5 | 0 |
| 2 | 30 | 0 | 0 | 0 | 0 | 5 | 0 |
| 3 | 0 | 0 | 0 | 0 | 20 | 0 | |
| 4 | 5 | 15 | 0 | 0 | 0 | 0 | |
| 5 | 15 | 15 | 0 | 0 | 0 | 0 | |
| 6 | 45 | 15 | 0 | 0 | 0 | 0 | |
| 7 | 95 | 15 | 0 | 0 | 0 | 0 | |
| 8 | 120 | 15 | 0 | 0 | 0 | 0 | |
| 9 | 150 | 15 | 0 | 0 | 0 | 0 | |
| 10 | 5 | 15 | 5 | 0 | 0 | 0 | |
| 11 | 5 | 15 | 10 | 0 | 0 | 0 | |
| 12 | 5 | 15 | 15 | 0 | 0 | 0 | |
| 13 | 5 | 15 | 25 | 0 | 0 | 0 | |
| 14 | 5 | 15 | 45 | 0 | 0 | 0 | |
| 15 | 5 | 15 | 60 | 0 | 0 | 0 | |
| 16 | 60 | 0 | 0 | 0 | 0 | 5 | 0 |
| 17 | 90 | 0 | 0 | 0 | 0 | −20 | 0 |
| 18 | 0 | 0 | 0 | 0 | −15 | 0 | |
| 19 | 0 | 0 | 0 | 0 | −10 | 0 | |
| 20 | 0 | 0 | 0 | 0 | −5 | 0 | |
| 21 | 0 | 0 | 0 | 0 | 5 | 0 | |
| 22 | 0 | 0 | 0 | 0 | 10 | 0 | |
| 23 | 0 | 0 | 0 | 0 | 15 | 0 | |
| 24 | 0 | 0 | 0 | 0 | 20 | 0 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, Y.; Bao, J.; Zhang, X.; Zhang, M.; Yang, X.; Zhang, J. Effect of Initial Position and Crystallographic Orientation on Grain Selection Procedure in Z-Form Selector for Ni-Based Single-Crystal Superalloy. Materials 2024, 17, 1885. https://doi.org/10.3390/ma17081885
Guo Y, Bao J, Zhang X, Zhang M, Yang X, Zhang J. Effect of Initial Position and Crystallographic Orientation on Grain Selection Procedure in Z-Form Selector for Ni-Based Single-Crystal Superalloy. Materials. 2024; 17(8):1885. https://doi.org/10.3390/ma17081885
Chicago/Turabian StyleGuo, Yuanyuan, Jun Bao, Xuanning Zhang, Mai Zhang, Xiqiong Yang, and Jian Zhang. 2024. "Effect of Initial Position and Crystallographic Orientation on Grain Selection Procedure in Z-Form Selector for Ni-Based Single-Crystal Superalloy" Materials 17, no. 8: 1885. https://doi.org/10.3390/ma17081885