
Polyhydroxy-3-Butyrate (PHB)-Based Composite Materials Reinforced with Cellulosic Fibers, Obtained from Barley Waste Straw, to Produce Pieces for Agriculture Applications: Production, Characterization and Scale-Up Analysis
 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fiber Preparation
2.3. Fiber Chemical Composition and Morphological Analysis
2.4. Composite Compounding and Samples Obtaining (Discontinuous Production)
2.5. Process Intensification
- -
- Melting of PHB occurred in the fourth module using two series of bilobe paddles and a series of reverse screw elements, with all three joined together.
- -
- Dispersion of fibers within the molten PHB matrix was achieved through three successive zones of bilobe paddles in modules 6 to 8. The second kneading block was completed by reverse screw elements immediately after.
- -
- Degassing was implemented at the level of the ninth module.
2.6. Mechanical Testing
2.7. Scanning Electron Microscopy (SEM)
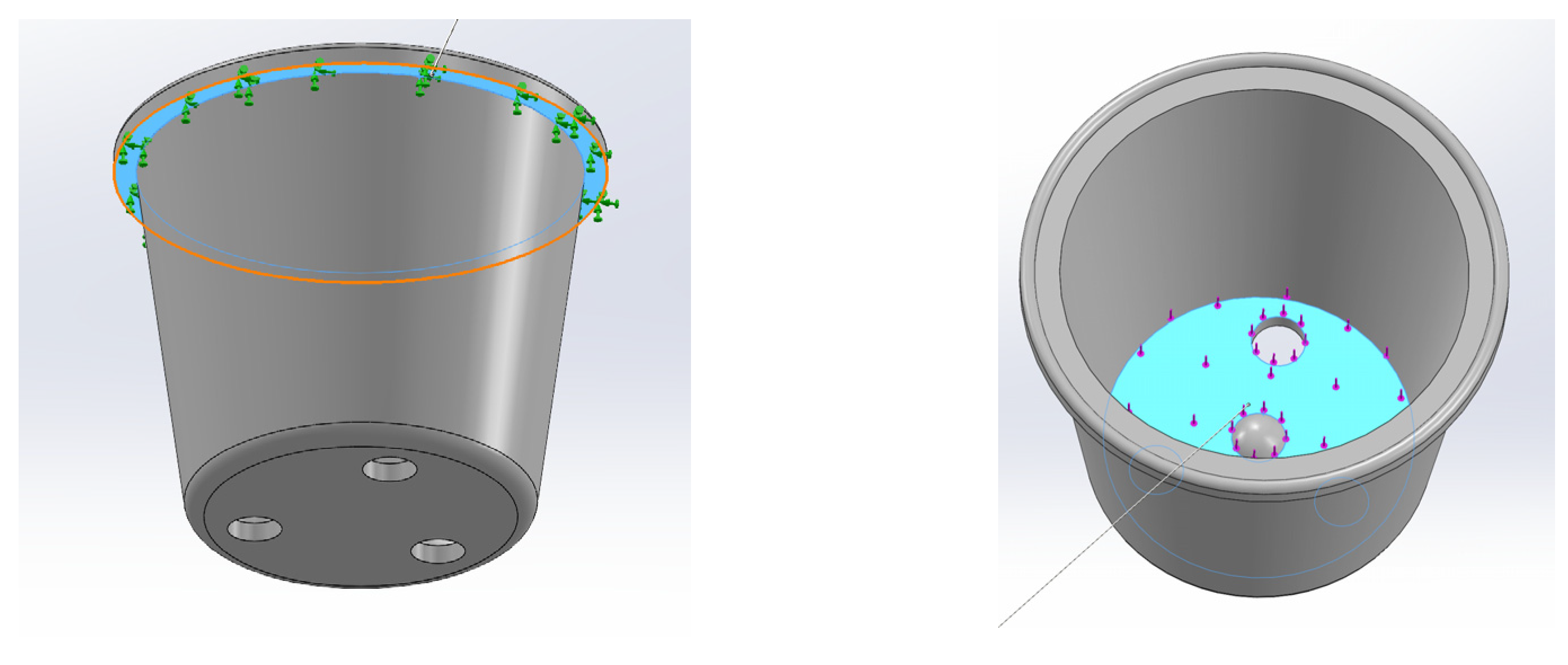
2.8. Flowerpot Simulation
3. Results and Discussion
3.1. Fiber Characterization
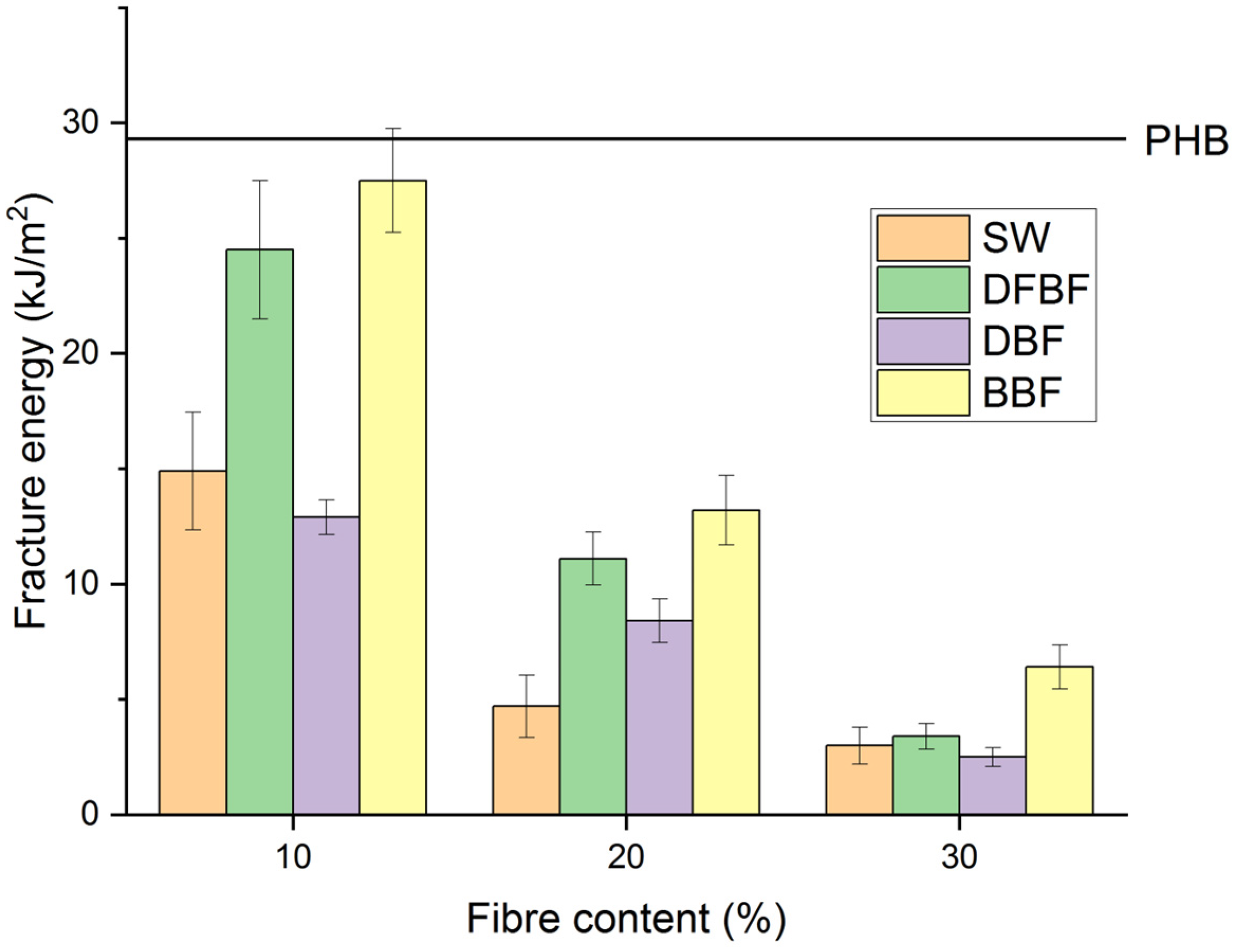
3.2. Mechanical Performance of the Composites
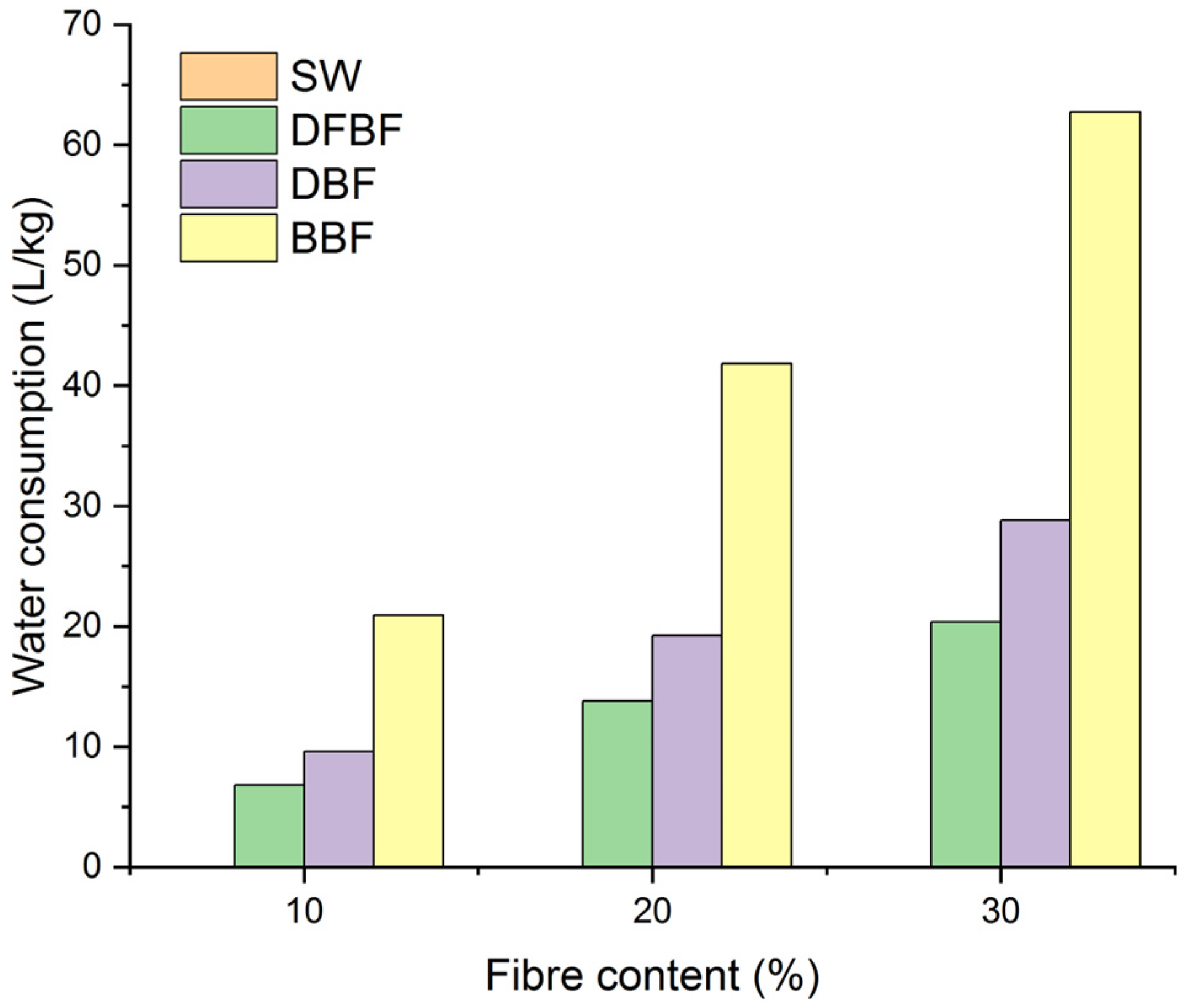
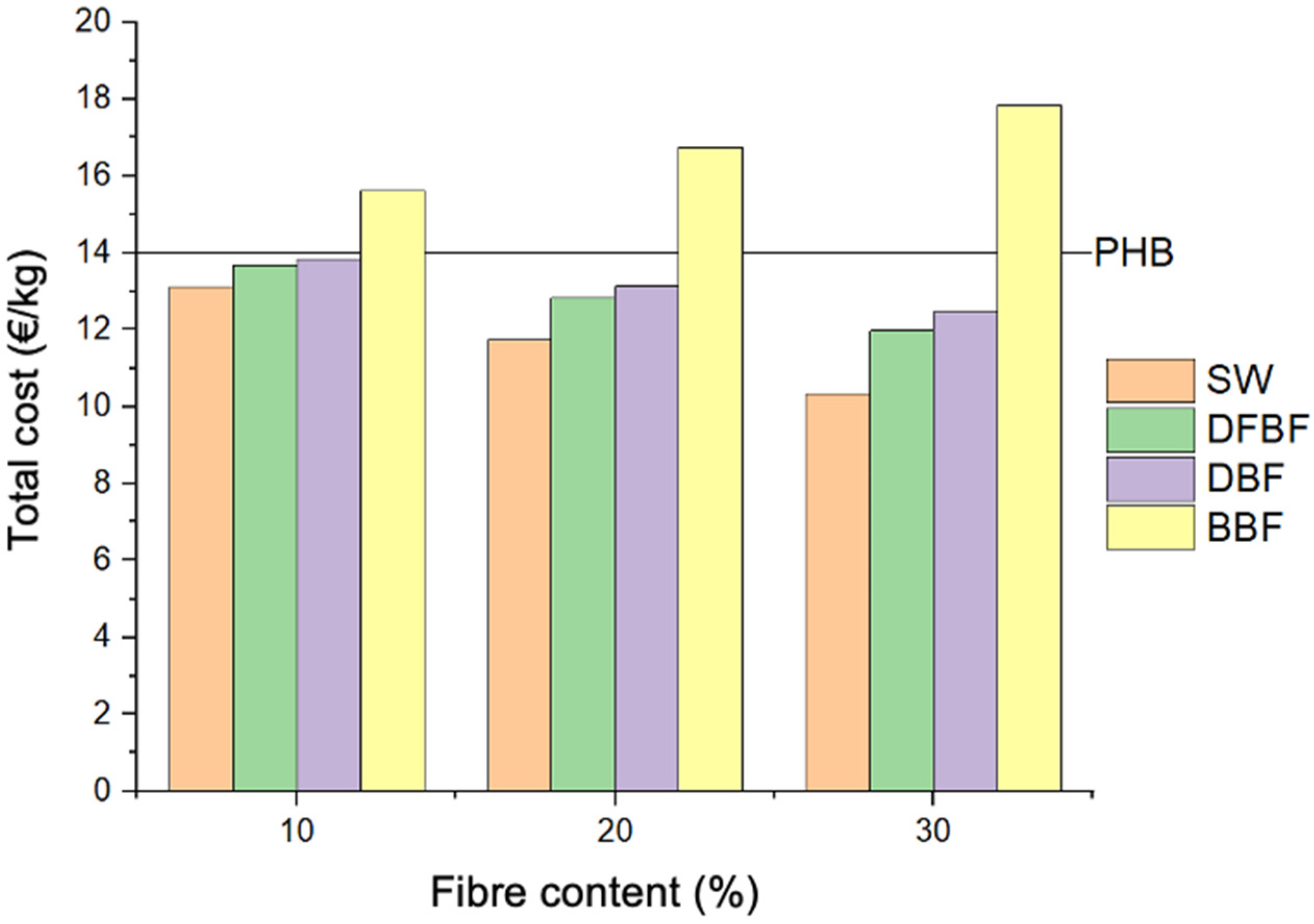
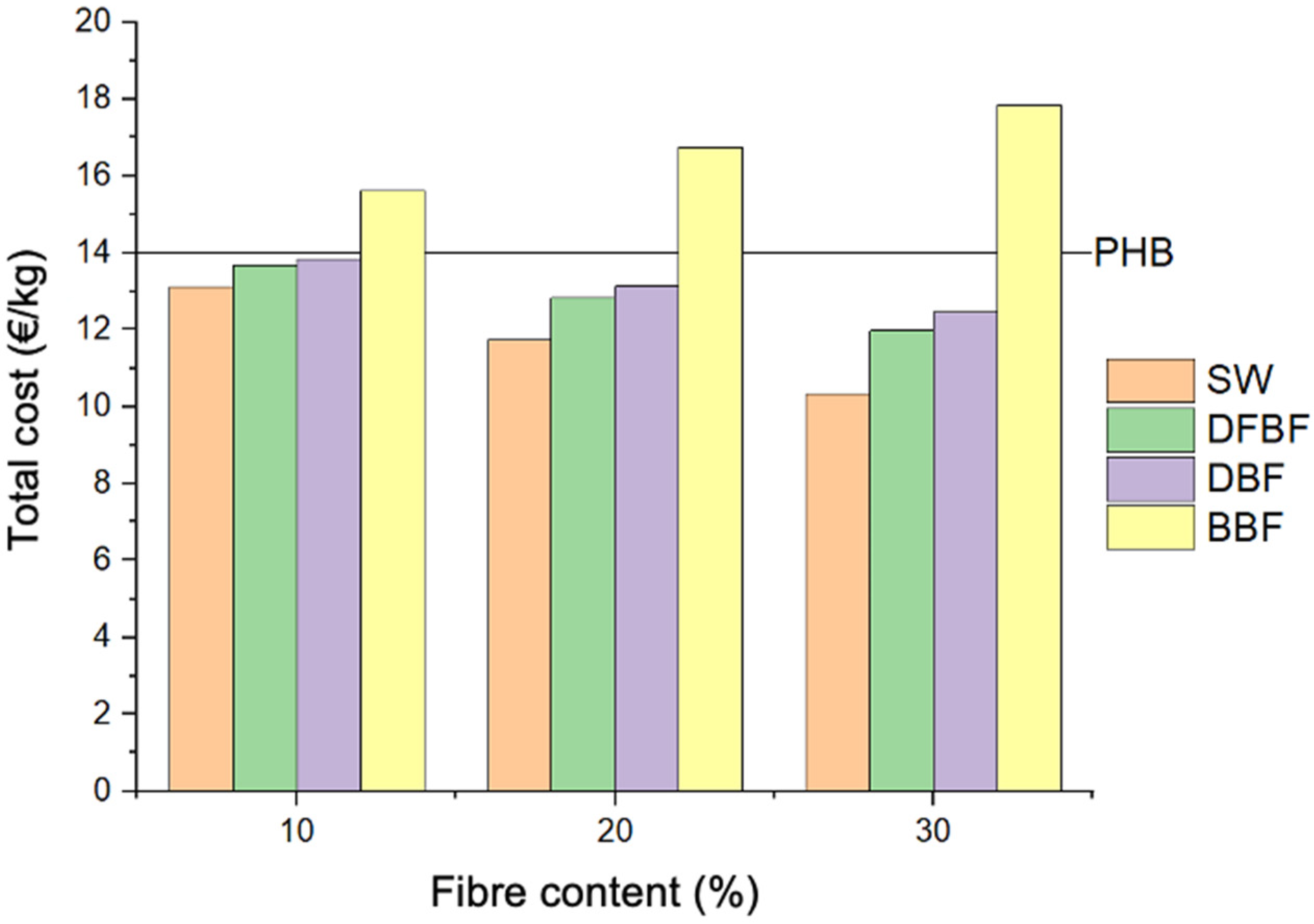
3.3. Fiber Chosen for Process Intensification: Performance and Economical Evaluation
3.4. Process Intensification of the Composite Compounding through Twin-Screw Extrusion
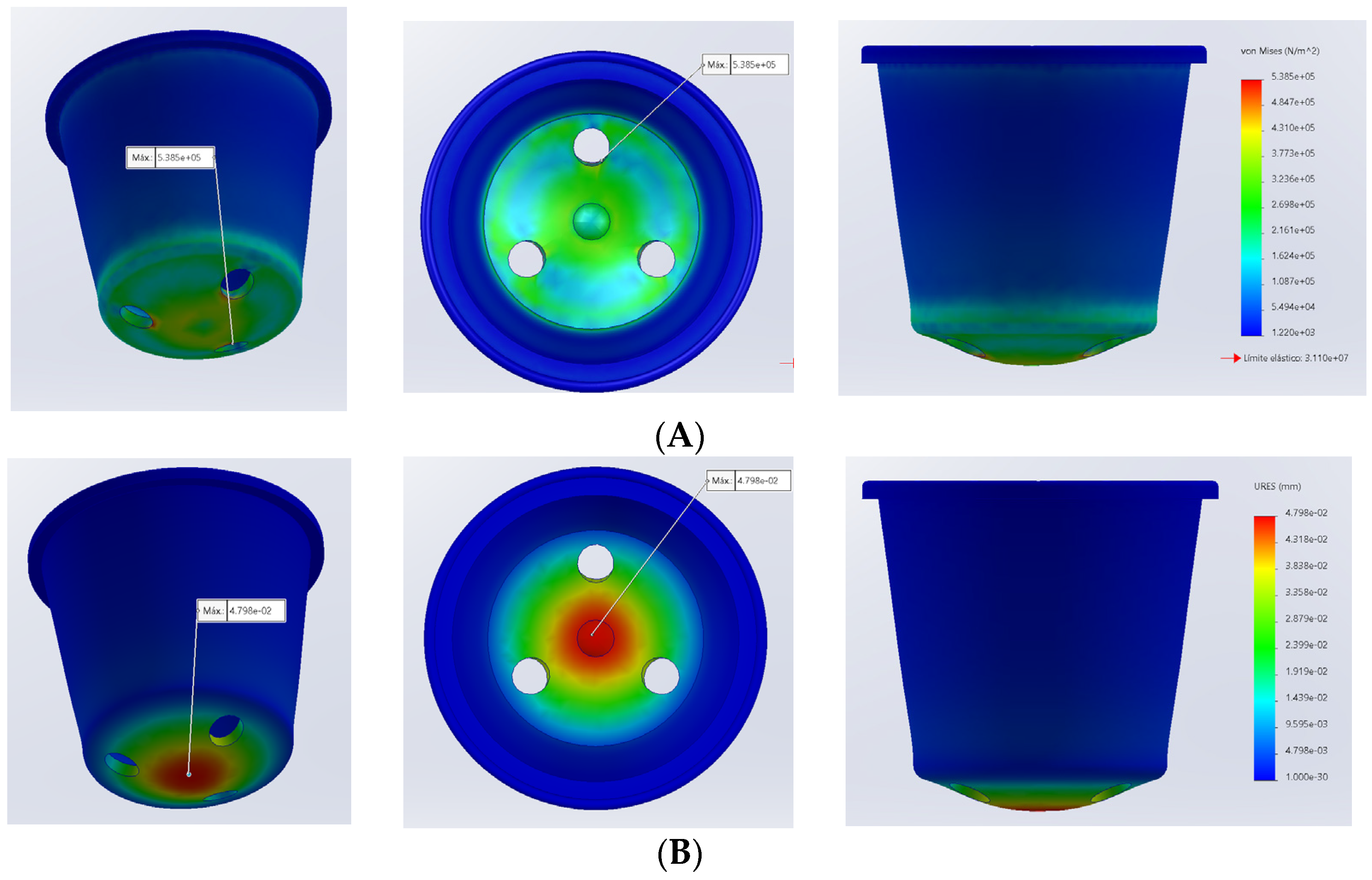
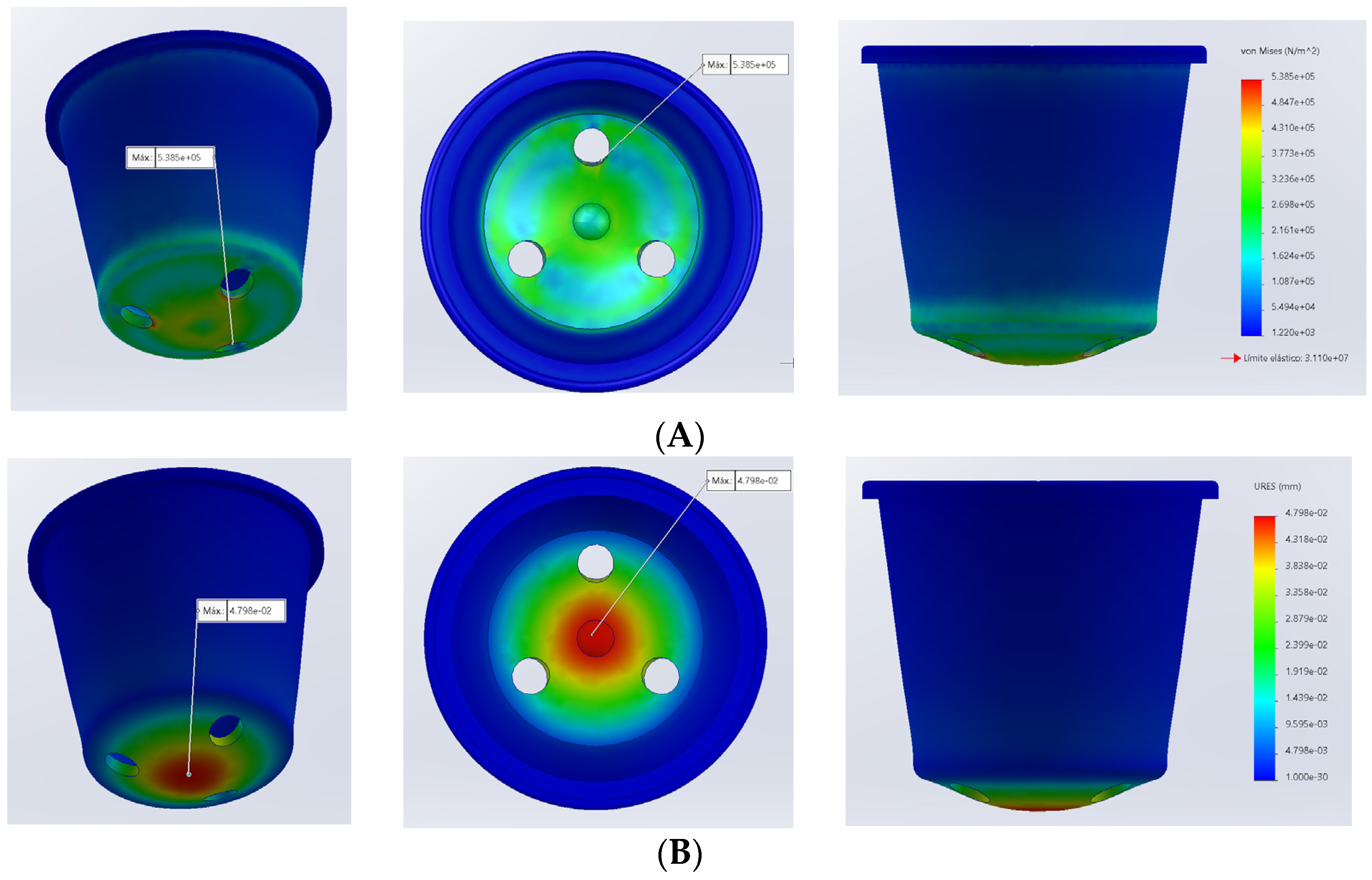
3.5. Mechanical Assessment of Composite Materials: Flowerpots Simulation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Association of Plastic Manufacturers (Organization). Plastics—The Facts 2022; PlasticEurope: Brussels, Belgium, 2022; p. 16. [Google Scholar]
- González-Sánchez, C.; Martínez-Aguirre, A.; Pérez-García, B.; Martínez-Urreaga, J.; de la Orden, M.U.; Fonseca-Valero, C. Use of Residual Agricultural Plastics and Cellulose Fibers for Obtaining Sustainable Eco-Composites Prevents Waste Generation. J. Clean. Prod. 2014, 83, 228–237. [Google Scholar] [CrossRef]
- Nisticò, R.; Evon, P.; Labonne, L.; Vaca-Medina, G.; Montoneri, E.; Vaca-Garcia, C.; Negre, M. Post-Harvest Tomato Plants and Urban Food Wastes for Manufacturing Plastic Films. J. Clean. Prod. 2017, 167, 68–74. [Google Scholar] [CrossRef]
- Malinconico, M. (Ed.) Soil Degradable Bioplastics for a Sustainable Modern Agriculture. In Green Chemistry and Sustainable Technology; Springer: Berlin/Heidelberg, Germany, 2017; ISBN 978-3-662-54128-9. [Google Scholar]
- Zhang, H.; Miles, C.; Ghimire, S.; Benedict, C.; Zasada, I.; DeVetter, L. Polyethylene and Biodegradable Plastic Mulches Improve Growth, Yield, and Weed Management in Floricane Red Raspberry. Sci. Hortic. 2019, 250, 371–379. [Google Scholar] [CrossRef]
- Torres-Tello, E.V.; Robledo-Ortíz, J.R.; González-García, Y.; Pérez-Fonseca, A.A.; Jasso-Gastinel, C.F.; Mendizábal, E. Effect of Agave Fiber Content in the Thermal and Mechanical Properties of Green Composites Based on Polyhydroxybutyrate or Poly(Hydroxybutyrate-Co-Hydroxyvalerate). Ind. Crops Prod. 2017, 99, 117–125. [Google Scholar] [CrossRef]
- Panaitescu, D.M.; Nicolae, C.A.; Frone, A.N.; Chiulan, I.; Stanescu, P.O.; Draghici, C.; Iorga, M.; Mihailescu, M. Plasticized Poly(3-Hydroxybutyrate) with Improved Melt Processing and Balanced Properties. J. Appl. Polym. Sci. 2017, 134, 44810. [Google Scholar] [CrossRef]
- Luo, S.; Netravali, A.N. Mechanical and Thermal Properties of Environment-Friendly “green” Composites Made from Pineapple Leaf Fibers and Poly(Hydroxybutyrate-Co-Valerate) Resin. Polym. Compos. 1999, 20, 367–378. [Google Scholar] [CrossRef]
- Carofiglio, V.E.; Stufano, P.; Cancelli, N.; De Benedictis, V.M.; Centrone, D.; De Benedetto, E.; Cataldo, A.; Sannino, A.; Demitri, C. Novel PHB/Olive Mill Wastewater Residue Composite Based Film: Thermal, Mechanical and Degradation Properties. J. Environ. Chem. Eng. 2017, 5, 6001–6007. [Google Scholar] [CrossRef]
- Singh, S.; Mohanty, A.K.; Sugie, T.; Takai, Y.; Hamada, H. Renewable Resource Based Biocomposites from Natural Fiber and Polyhydroxybutyrate-Co-Valerate (PHBV) Bioplastic. Compos. Part A Appl. Sci. Manuf. 2008, 39, 875–886. [Google Scholar] [CrossRef]
- Coats, E.R.; Loge, F.J.; Wolcott, M.P.; Englund, K.; McDonald, A.G. Production of Natural Fiber Reinforced Thermoplastic Composites through the Use of Polyhydroxybutyrate-Rich Biomass. Bioresour. Technol. 2008, 99, 2680–2686. [Google Scholar] [CrossRef]
- Tănase, E.E.; Popa, M.E.; Râpă, M.; Popa, O. PHB/Cellulose Fibers Based Materials: Physical, Mechanical and Barrier Properties. Agric. Agric. Sci. Procedia 2015, 6, 608–615. [Google Scholar] [CrossRef]
- Melo, J.D.D.; Carvalho, L.F.M.; Medeiros, A.M.; Souto, C.R.O.; Paskocimas, C.A. A Biodegradable Composite Material Based on Polyhydroxybutyrate (PHB) and Carnauba Fibers. Compos. B Eng. 2012, 43, 2827–2835. [Google Scholar] [CrossRef]
- Gourier, C.; Bourmaud, A.; Le Duigou, A.; Baley, C. Influence of PA11 and PP Thermoplastic Polymers on Recycling Stability of Unidirectional Flax Fiber Reinforced Biocomposites. Polym. Degrad. Stab. 2017, 136, 1–9. [Google Scholar] [CrossRef]
- Sánchez-Safont, E.L.; Aldureid, A.; Lagarón, J.M.; Cabedo, L.; Gámez-Pérez, J. Study of the Compatibilization Effect of Different Reactive Agents in PHB/Natural Fiber-Based Composites. Polymers 2020, 12, 1967. [Google Scholar] [CrossRef] [PubMed]
- Granda, L.A.; Espinach, F.X.; Tarrés, Q.; Méndez, J.A.; Delgado-Aguilar, M.; Mutjé, P. Towards a Good Interphase between Bleached Kraft Softwood Fibers and Poly(Lactic) Acid. Compos. B Eng. 2016, 99, 514–520. [Google Scholar] [CrossRef]
- Ardanuy, M.; Antunes, M.; Velasco, J.I. Vegetable Fibers from Agricultural Residues as Thermo-Mechanical Reinforcement in Recycled Polypropylene-Based Green Foams. Waste Manag. 2012, 32, 256–263. [Google Scholar] [CrossRef] [PubMed]
- BIOPLAST (EFA253/16). Available online: https://www.bioplast-poctefa.eu/ (accessed on 1 June 2018).
- Smith, M.K.M.; Paleri, D.M.; Abdelwahab, M.; Mielewski, D.F.; Misra, M.; Mohanty, A.K. Sustainable Composites from Poly(3-Hydroxybutyrate) (PHB) Bioplastic and Agave Natural Fiber. Green Chem. 2020, 22, 3906–3916. [Google Scholar] [CrossRef]
- Oliver-Ortega, H.; Granda, L.A.; Espinach, F.X.; Méndez, J.A.; Julian, F.; Mutjé, P. Tensile Properties and Micromechanical Analysis of Stone Groundwood from Softwood Reinforced Bio-Based Polyamide11 Composites. Compos. Sci. Technol. 2016, 132, 123–130. [Google Scholar] [CrossRef]
- Espinosa, E.; Tarrés, Q.; Delgado-Aguilar, M.; González, I.; Mutjé, P.; Rodríguez, A. Suitability of Wheat Straw Semichemical Pulp for the Fabrication of Lignocellulosic Nanofibers and Their Application to Papermaking Slurries. Cellulose 2015, 23, 837–852. [Google Scholar] [CrossRef]
- Domínguez-Robles, J.; Tarrés, Q.; Delgado-Aguilar, M.; Rodríguez, A.; Espinach, F.X.; Mutjé, P. Approaching a New Generation of Fiberboards Taking Advantage of Self Lignin as Green Adhesive. Int. J. Biol. Macromol. 2018, 108, 927–935. [Google Scholar] [CrossRef]
- Ovalle-Serrano, S.A.; Blanco-Tirado, C.; Combariza, M.Y. Exploring the Composition of Raw and Delignified Colombian Fique Fibers, Tow and Pulp. Cellulose 2018, 25, 151–165. [Google Scholar] [CrossRef]
- ASTM D638; Standard Test Method for Tensile Properties of Plastics. ASTM Committee D20 on Plastics: West Conshohocken, PA, USA, 2002.
- ASTM D790; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM Committee D20 on Plastics: West Conshohocken, PA, USA, 2002.
- ISO 179; Plastics—Determination of Charpy Impact Properties. Technical Committee ISO/TC 61 Plastics: Beijing, China, 2023.
- Serrano, C.; Monedero, E.; Lapuerta, M.; Portero, H. Effect of Moisture Content, Particle Size and Pine Addition on Quality Parameters of Barley Straw Pellets. Fuel Process. Technol. 2011, 92, 699–706. [Google Scholar] [CrossRef]
- Salmén, L.; Stevanic, J.S. Effect of Drying Conditions on Cellulose Microfibril Aggregation and “Hornification”. Cellulose 2018, 25, 6333–6344. [Google Scholar] [CrossRef]
- Sánchez-Safont, E.L.; Aldureid, A.; Lagarón, J.M.; Gamez-Perez, J.; Cabedo, L. Effect of the Purification Treatment on the Valorization of Natural Cellulosic Residues as Fillers in PHB-Based Composites for Short Shelf Life Applications. Waste Biomass. Valoriz. 2021, 12, 2541–2556. [Google Scholar] [CrossRef]
- Oliver-Ortega, H.; Julián, F.; Espinach, F.X.; Méndez, J.A. Simulated Environmental Conditioning of PHB Composites Reinforced with Barley Fibers to Determine the Viability of Their Use as Plastics for the Agriculture Sector. Polymers 2023, 15, 579. [Google Scholar] [CrossRef]
- da Silva Moura, A.; Demori, R.; Leão, R.M.; Crescente Frankenberg, C.L.; Campomanes Santana, R.M. The Influence of the Coconut Fiber Treated as Reinforcement in PHB (Polyhydroxybutyrate). Compos. Mater. Today Commun. 2019, 18, 191–198. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SW/DFBF Fibers | DBF Fibers | BBF Fibers | |
|---|---|---|---|
| Ashes [%] | 6.8 (0.4) | 2.7 (0.1) | 2.1 (0.7) |
| Extractives [%] | 2.3 (0.3) | 1.7 (0.3) | 1.4 (0.2) |
| Lignin [%] | 19.6 (0.2) | 15.1 (2.2) | 10.5 (3.5) |
| Holocellulose [%] | 71.3 | 80.5 | 86.0 |
| Fiber | Mean Weighted Length [µm] | Diameter [µm] | Fines [%] |
|---|---|---|---|
| DFBF | 291.6 (24.8) | 30.5 (1.2) | 82.7 (1.4) |
| DBF | 290.0 (32.6) | 21.8 (0.4) | 90.9 (7.5) |
| BBF | 279.5 (0.7) | 21.7 (0.3) | 74.6 (14.4) |
| Sample | Fiber Content [%] | Tensile Properties | Flexural Properties | Impact Resistance | |||||
|---|---|---|---|---|---|---|---|---|---|
| σt [MPa] | Et [GPa] | εt [%] | σf [MPa] | Ef [GPa] | εf [%] | Iu [kJ/m2] | In [kJ/m2] | ||
| PHB | 0 | 16.6 (0.2) | 0.80 (0.01) | 13.3 (1.1) | 23.1 (1.1) | 0.31 (0.20) | 8.3 (0.2) | 41.6 (1.9) | 12.0 (1.6) |
| PHB-SW | 10 | 13.5 (0.7) | 1.10 (0.05) | 3.7 (0.3) | 22.3 (2.8) | 1.25 (0.11) | 4.4 (0.7) | 18.8 (3.8) | 3.9 (1.3) |
| 20 | 11.6 (0.9) | 1.54 (0.05) | 1.6 (0.5) | 22.8 (2.1) | 1.78 (0.09) | 3.0 (1) | 8.2 (2.3) | 3.5 (0.4) | |
| 30 | 11.2 (0.7) | 1.85 (0.05) | 1.1 (0.1) | 22.1 (0.6) | 2.62 (0.09) | 1.5 (0) | 6.8 (1.3) | 3.8 (0.3) | |
| PHB-DFBF | 10 | 16.3 (0.2) | 1.12 (0.04) | 5.1 (0.1) | 27.2 (0.3) | 1.45 (0.07) | 6.0 (0.3) | 29.7 (5.7) | 5.2 (0.3) |
| 20 | 15.2 (0.3) | 1.61 (0.03) | 2.8 (0.1) | 27.9 (0.5) | 2.10 (0.06) | 3.8 (0.4) | 15.7 (1.9) | 4.6 (0.4) | |
| 30 | 14.1 (0.4) | 2.17 (0.13) | 1.3 (0.1) | 22.6 (0.2) | 1.41 (0.07) | 1.5 (0.1) | 6.1 (0.8) | 2.7 (0.3) | |
| PHB-DBF | 10 | 13.6 (0.7) | 1.38 (0.05) | 2.2 (0.3) | 23.2 (0.4) | 1.50 (0.03) | 3.0 (0.2) | 16.4 (1.1) | 3.5 (0.4) |
| 20 | 12.1 (0.5) | 1.64 (0.03) | 1.3 (0.1) | 20.6 (0.8) | 1.93 (0.05) | 1.6 (0.1) | 12.1 (1.8) | 3.7 (0.1) | |
| 30 | 9.3 (0.6) | 1.80 (0.08) | 0.7 (0.1) | 19.2 (1.6) | 2.24 (0.07) | 1.1 (0.2) | 5.1 (0.3) | 2.6 (0.5) | |
| PHB-BBF | 10 | 15.7 (0.4) | 1.11 (0.02) | 5.4 (0.3) | 25.4 (0.8) | 1.27 (0.08) | 7.0 (0.3) | 33.9 (4.2) | 6.4 (0.3) |
| 20 | 15.0 (0.6) | 1.51 (0.05) | 2.8 (0.3) | 27.0 (0.8) | 1.78 (0.04) | 4.3 (0.1) | 18.1 (2.9) | 4.9 (0.1) | |
| 30 | 14.3 (0.6) | 1.85 (0.07) | 1.8 (0.1) | 24.6 (0.8) | 2.03 (0.05) | 2.8 (0.2) | 10.9 (1.7) | 4.5 (0.2) | |
| Sample | Filler Type | Filler Content [%, w/w] | Motor Torque [%] | SME [W·h/kg] |
|---|---|---|---|---|
| PHB | - | 0 | 32.4 (0.9) | 191 (5) |
| PHB-SW-10 | SW | 10 | 31.7 (0.9) | 190 (5) |
| PHB-SW-30 | SW | 30 | 37.0 (0.3) | 219 (2) |
| PHB-DFBF-10 | DFBF | 10 | 33.2 (0.6) | 194 (4) |
| PHB-DFBF-30 | DFBF | 30 | 33.3 (0.8) | 197 (5) |
| Sample | Filler Type | Filler Content [%, w/w] | σt [MPa] | Et [GPa] | εt [%] |
|---|---|---|---|---|---|
| PHB | - | 0 | 15.3 (0.5) | 0.80 (0.03) | 5.3 (0.4) |
| PHB-SW-10 | SW | 10 | 14.9 (0.3) | 0.97 (0.01) | 5.0 (0.4) |
| PHB-SW-30 | SW | 30 | 12.2 (0.3) | 1.06 (0.06) | 2.5 (0.3) |
| PHB-DFBF-10 | DFBF | 10 | 16.8 (0.8) | 0.87 (0.05) | 3.8 (0.4) |
| PHB-DFBF-30 | DFBF | 30 | 13.7 (0.4) | 0.99 (0.06) | 2.5 (0.1) |
| Sample | Filler Type | Filler Content [%, w/w] | σf [MPa] | Ef [MPa] | εf [%] |
|---|---|---|---|---|---|
| PHB | - | 0 | 31.1 (0.4) | 0.88 (0.06) | 10.2 (0.4) |
| PHB-SW-10 | SW | 10 | 24.7 (1.7) | 1.14 (0.10) | 5.8 (0.6) |
| PHB-SW-30 | SW | 30 | 25.6 (0.7) | 1.64 (0.09) | 2.8 (0.3) |
| PHB-DFBF-10 | DFBF | 10 | 28.4 (1.9) | 1.37 (0.08) | 3.9 (0.5) |
| PHB-DFBF-30 | DFBF | 30 | 28.0 (1.1) | 1.89 (0.06) | 2.5 (0.1) |
| HDPE | PP | PHB | SW-Based Composites | DFBF-Based Composites | |||||
|---|---|---|---|---|---|---|---|---|---|
| Fiber Content (%) | 0 | 0 | 0 | 10 | 20 | 30 | 10 | 20 | 30 |
| Maximum Von Misses resistance before break (MPa) | 22.1 | 24.5 | 16.6 | 13.5 | 11.6 | 11.2 | 16.3 | 15.2 | 14.1 |
| Maximum von Mises stress in flowerpot (MPa) | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 |
| Deformation (10−2 mm) | 4.7 | 4.6 | 4.7 | 4.4 | 4.2 | 4.0 | 4.8 | 4.8 | 4.3 |
| Maximum unitary strain (10−4%) | 2.8 | 2.8 | 1.4 | 2.6 | 2.5 | 2.4 | 2.9 | 2.9 | 2.6 |
| Safety factor | 41 | 45 | 30 | 27 | 21 | 21 | 30 | 28 | 26 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oliver-Ortega, H.; Evon, P.; Espinach, F.X.; Raynaud, C.; Méndez, J.A. Polyhydroxy-3-Butyrate (PHB)-Based Composite Materials Reinforced with Cellulosic Fibers, Obtained from Barley Waste Straw, to Produce Pieces for Agriculture Applications: Production, Characterization and Scale-Up Analysis. Materials 2024, 17, 1901. https://doi.org/10.3390/ma17081901
Oliver-Ortega H, Evon P, Espinach FX, Raynaud C, Méndez JA. Polyhydroxy-3-Butyrate (PHB)-Based Composite Materials Reinforced with Cellulosic Fibers, Obtained from Barley Waste Straw, to Produce Pieces for Agriculture Applications: Production, Characterization and Scale-Up Analysis. Materials. 2024; 17(8):1901. https://doi.org/10.3390/ma17081901
Chicago/Turabian StyleOliver-Ortega, Helena, Philippe Evon, Francesc Xavier Espinach, Christine Raynaud, and José Alberto Méndez. 2024. "Polyhydroxy-3-Butyrate (PHB)-Based Composite Materials Reinforced with Cellulosic Fibers, Obtained from Barley Waste Straw, to Produce Pieces for Agriculture Applications: Production, Characterization and Scale-Up Analysis" Materials 17, no. 8: 1901. https://doi.org/10.3390/ma17081901