
Enhancing the Tensile Properties and Ductile-Brittle Transition Behavior of the EN S355 Grade Rolled Steel via Cost-Saving Processing Routes

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
- -
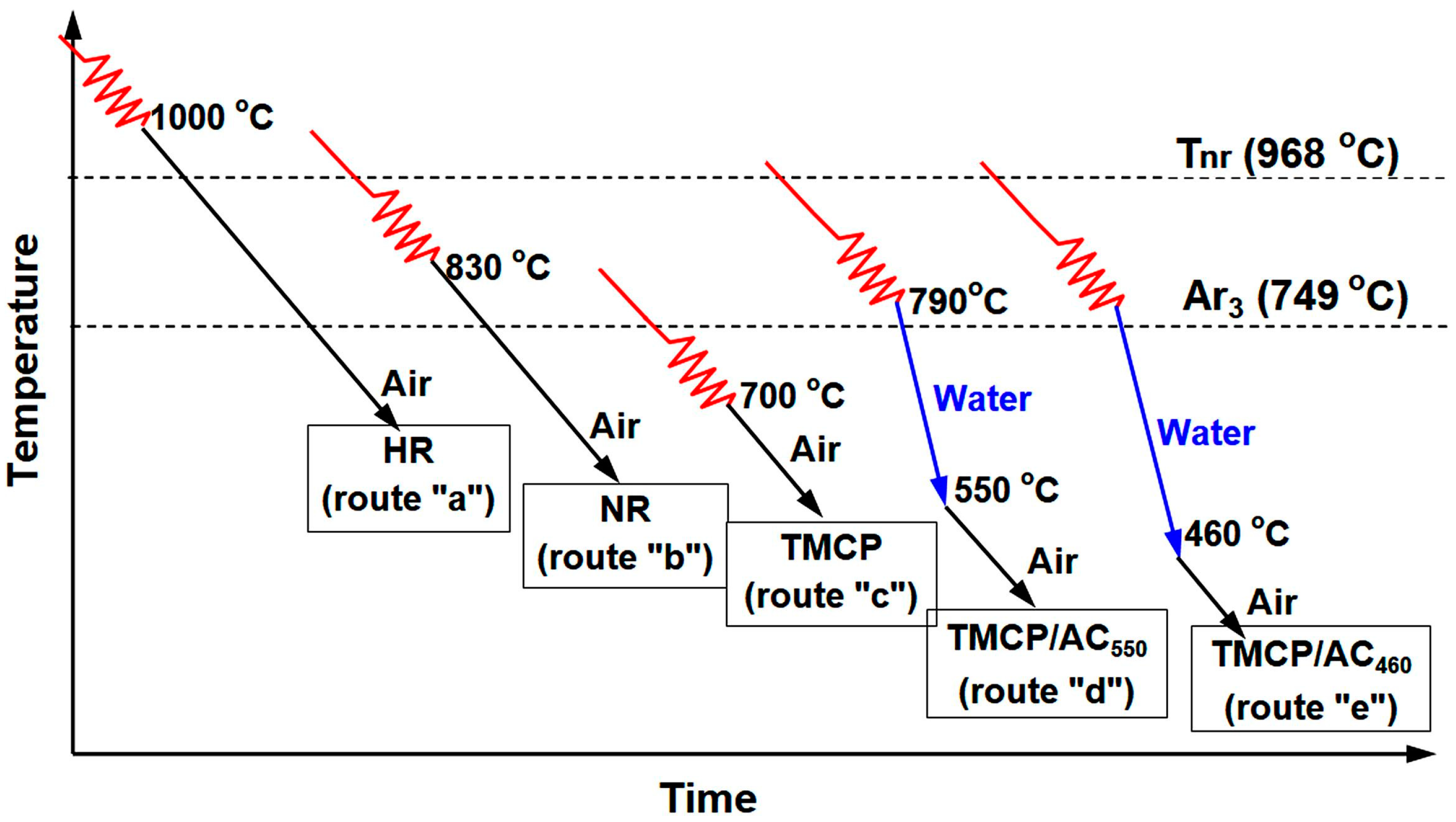
- conventional HR with FRT of 980–1000 °C (which was above the non-recrystallization temperature, Tnr) and air-cooling (route “a”);
- -
- NR with FRT of 800–830 °C and air-cooling (route “b”);
- -
- TMCP with FRT of 700–720 °C (in two-phase (α + γ) interval) and air-cooling (route “c”);
- -
- TMCP/AC with FRT of 790–810 °C (in the single-phase (γFe) interval) and an accelerated cooling by water to 550 °C (route “d”) or 460 °C (route “e”).
3. Results
3.1. Mechanical Properties Assessment
3.2. Microstructure Characterization
4. Discussion
4.1. The Contribution of Structural Factors to the Yield Strength of S355N Steel
4.2. Variation of the Ductile–Brittle Transition Temperature Depending on the Processing Route
5. Conclusions
- 1.
- Several processing routes without furnace heating were used at the final stage production of 20 mm-thick sheets of S355N grade steel (EN 10025), specifically HR, NR, TCMP, and AC. The variation in the processing route could increase the mechanical properties of steel from S355N to S550QL and S550QL1 grades without the additional heat treatment costs. The order of the used processing routes with the increased strength was as follows: conventional HR → NR → TMCP → TMCP/AC550 → TMCP/AC460.
- 2.
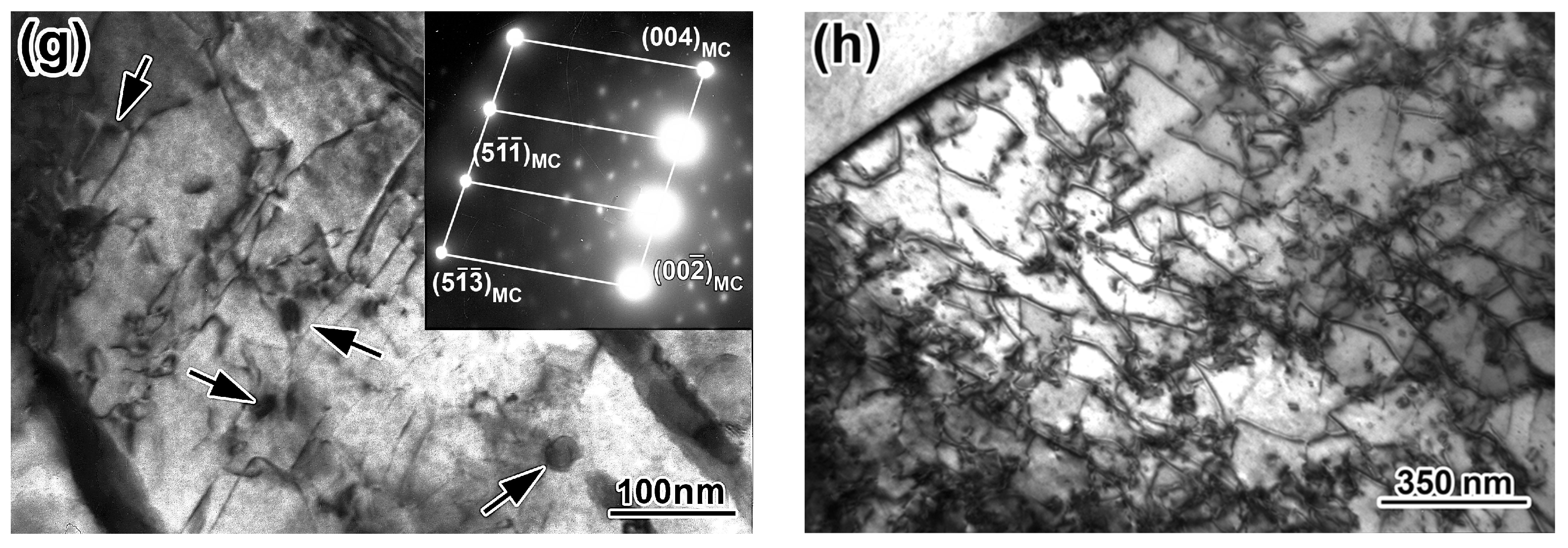
- NR improved the properties mainly through grain refinement. A further decrease in the FRT under the TMCP-included processes was accompanied by a progressive grain refinement of up to 10.5–11 numbers of ASTM E112 and an increased dislocation density that formed a sub-grained structure. The accumulation of lattice crystal defects stimulated the precipitation of nano-sized particles (2–20 nm) of (Nb,V)C carbide, which further interacted with dislocations using the Orowan mechanism.
- 3.
- The application of AC with a cooling intensity of 15–18 °C·s−1 after TMCP suppressed the formation of pearlite and eliminated the ferrite + pearlite structural banding. TMCP/AC550 formed a structure consisting of quasi-polygonal and acicular ferrite with minor fractions of dispersed pearlite and M/A islands. It ensured an optimal combination of strength (YTS of 525 MPa), ductility (TEL of 22%), and sub-zero absorbed impact energy of 115 and 62 J in the longitudinal and transversal specimens at −40 °C, respectively. The appearance of bainite under TMCP/AC460 led to a moderately decreased ductility (TEL of 17%) and transversal sub-zero impact toughness, which was associated with the appearance of cementite lamellae at the grain boundaries.
- 4.
- The strengthening mechanism contribution to the yield strength was defined analytically. The solid solution and grain boundary were the primary contributors to strength, irrespective of the processing route. For TMCP, the strengthening due to dispersed precipitates accounted for less than 10% of YTS. With the decreased finish rolling temperature and the involvement of water cooling, the contribution of the dislocation mechanism increased significantly, approaching 30% after TMCP/AC460.
- 5.
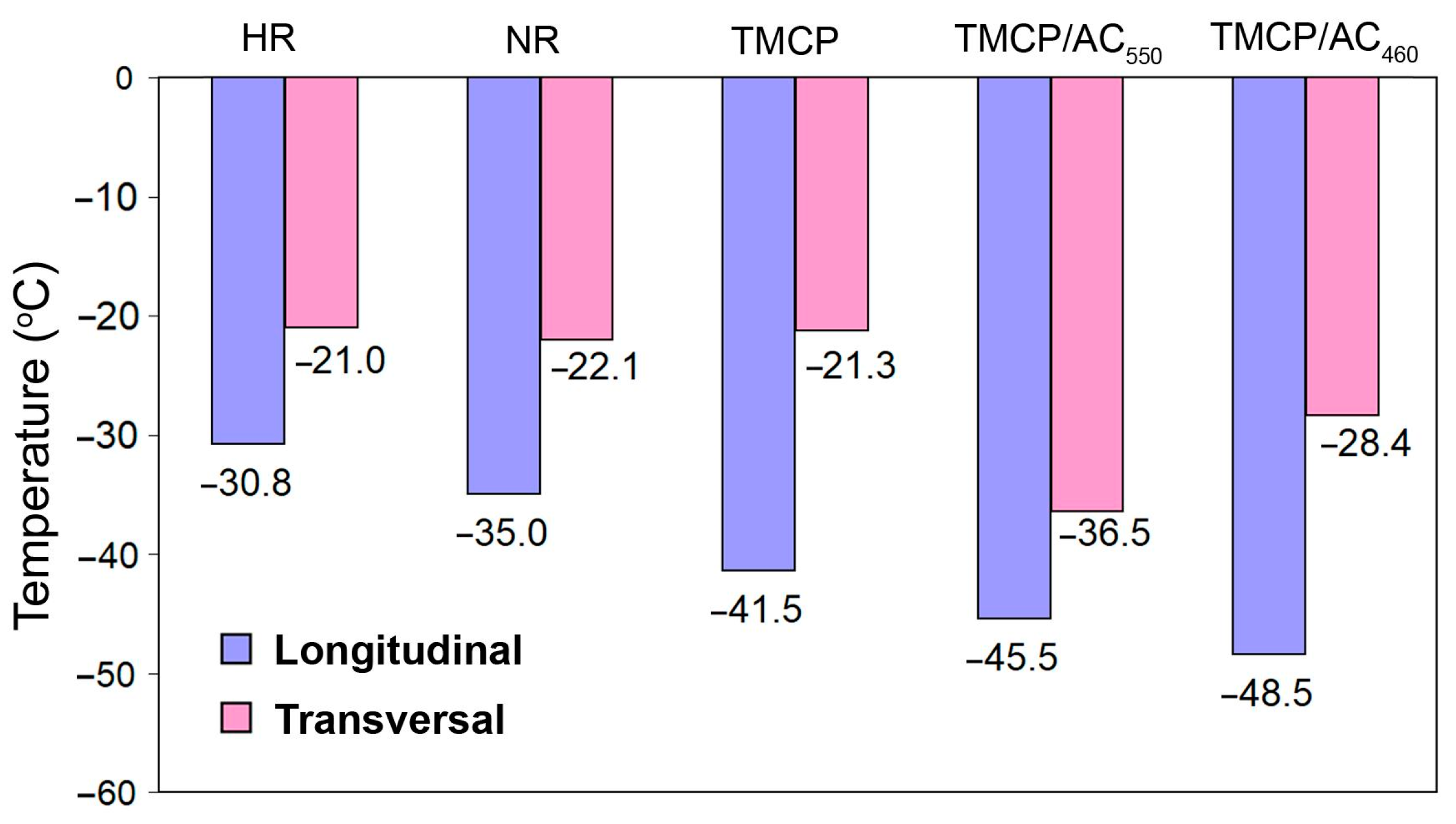
- The effects of strengthening mechanisms on ΔTDBT for steel were calculated. TMCP/AC routes minimally affected the low-temperature impact toughness of steel compared with HR, NR, and TMCP. This output complied with the experimental data showing that TMCP/AC routes ensured the lowest values of the ductile–brittle transition threshold in the longitudinal direction (−48.5 °C, TMCP/AC460) and in the transversal direction (−36.5 °C, TMCP/AC550).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| AC | accelerated cooling |
| E | absorbed impact energy |
| FRT | finish rolling temperature |
| HR | hot rolling |
| Ki | coefficient of embrittlement |
| L | longitudinal direction |
| NR | normalizing rolling |
| OM | optical microscopy |
| SAED | selected area electron diffraction |
| SEM | scanning electronic microscopy |
| T | transverse direction |
| TDBT | ductile–brittle transition temperature |
| TEL | total elongation |
| TEM | transmission electron microscopy |
| TMCP | thermo-mechanically controlled processing |
| TMCP/AC | thermo-mechanically controlled processing followed by accelerated cooling |
| Tnr | non-recrystallization temperature |
| UTS | ultimate tensile strength |
| XRD | X-ray diffraction |
| YTS | yield tensile strength |
References
- Sun, J.; Hensel, J.; Klassen, J.; Nitschke-Pagel, T.; Dilger, K. Solid-state phase transformation and strain hardening on the residual stresses in S355 steel weldments. J. Mater. Process. Technol. 2019, 265, 173–184. [Google Scholar] [CrossRef]
- Yu, B.; Chen, Z.; Wang, P.; Song, X. A comparative study on the mechanical behavior of S355f steel repair-welded joints. J. Constr. Steel Res. 2023, 205, 107878. [Google Scholar] [CrossRef]
- Karnaukh, S.G.; Markov, O.E.; Kukhar, V.V.; Shapoval, A.A. Classification of steels according to their sensitivity to fracture using a synergetic model. Int. J. Adv. Manuf. Technol. 2022, 119, 5277–5287. [Google Scholar] [CrossRef]
- EN 10025-1:2004; Hot Rolled Products of Structural Steels—Part 1: General Technical Delivery Conditions. CEN: Brussels, Belgium, 2004.
- Kala, Z.; Valeš, J. Imperfection sensitivity analysis of steel columns at ultimate limit state. Arch. Civ. Mech. Eng. 2018, 18, 1207–1218. [Google Scholar] [CrossRef]
- Igwemezie, V.; Mehmanparast, A.; Kolios, A. Materials selection for XL wind turbine support structures: A corrosion-fatigue perspective. Mar. Struct. 2018, 61, 381–397. [Google Scholar] [CrossRef]
- Fu, L.; Xu, G.; Yan, Y.; Yang, J.; Xie, J. The application and research progress of high strength and high performance steel in building structure. IOP Conf. Ser. Mater. Sci. Eng. 2018, 392, 022008. [Google Scholar] [CrossRef]
- Rozumek, D.; Lewandowski, J.; Lesiuk, G.; Correia, J.A. The influence of heat treatment on the behavior of fatigue crack growth in welded joints made of S355 under bending loading. Int. J. Fatigue 2020, 131, 105328. [Google Scholar] [CrossRef]
- Brykov, M.N.; Petryshynets, I.; Džupon, M.; Kalinin, Y.A.; Efremenko, V.G.; Makarenko, N.A.; Pimenov, D.Y.; Kováč, F. Microstructure and properties of heat affected zone in high-carbon steel after welding with fast cooling in water. Materials 2020, 13, 5059. [Google Scholar] [CrossRef]
- Yan, R.; Mela, K.; Yang, F.; Bamby, H.E.; Veljkovic, M. Equivalent material properties of the heat-affected zone in welded cold-formed rectangular hollow section connections. Thin-Walled Struct. 2023, 184, 110479. [Google Scholar] [CrossRef]
- EN 10025-3:2004; Hot Rolled Products of Structural Steels—Part 3: Technical Delivery Conditions for Normalized/Normalized Rolled Weldable Fine Grain Structural Steel. CEN: Brussels, Belgium, 2004.
- EN 10025-6:2004; Hot Rolled Products of Structural Steels—Part 6: Technical Delivery Conditions for Flat Products of High Yield Strength Structural Steels in the Quenched and Tempered Condition. CEN: Brussels, Belgium, 2004.
- González, R.; García, J.O.; Barbés, M.A.; Quintana, M.J.; Verdeja, L.F.; Verdeja, J.I. Structural ultrafine grained steels obtained by advanced controlled rolling. J. Iron Steel Res. Int. 2013, 20, 62–70. [Google Scholar] [CrossRef]
- Gorni, A.A.; Da Soares, M.R.S. Microstructural evolution of the normalizing plate rolling of niobium microalloyed steels. Tecnol. Metal. Mater. Min. 2015, 12, 72–76. [Google Scholar] [CrossRef]
- Buchmayr, B. Thermomechanical treatment of steels—A real disruptive technology since decades. Steel Res. Int. 2017, 88, 1700182. [Google Scholar] [CrossRef]
- Fan, Y.; Wang, Q.; Liu, H.; Wang, T.; Wang, Q.; Zhang, F. Effect of controlled cooling on microstructure and tensile properties of low C Nb-Ti-containing HSLA steel for construction. Metals 2017, 7, 23. [Google Scholar] [CrossRef]
- Zhao, J.; Hu, W.; Wang, X.; Kang, J.; Yuan, G.; Di, H.; Misra, R.D.K. Effect of microstructure on the crack propagation behavior of microalloyed 560 MPa (X80) strip during ultra-fast cooling. Mater. Sci. Eng. A 2016, 666, 214–224. [Google Scholar] [CrossRef]
- Tang, S.; Liu, Z.Y.; Wang, G.D.; Misra, R.D.K. Microstructural evolution and mechanical properties of high strength microalloyed steels: Ultra Fast Cooling (UFC) versus Accelerated Cooling (ACC). Mater. Sci. Eng. A 2013, 580, 257–265. [Google Scholar] [CrossRef]
- Laber, K.B.; Dyja, H. The effect of the normalizing rolling of S355J2G3 steel round bars on the selected mechanical properties of finished product. Solid State Phenom. 2010, 165, 294–299. [Google Scholar] [CrossRef]
- Ilievski, R.; Martinova, Z.; Krstevski, B.; Maddeski, J. Determination of the restart temperature for normalized rolling of C-Mn steel in plate mill. In Proceedings of the VIII International Congress Machines, Technologies, Materials’2011, Varna, Bulgaria, 19–21 September 2011. [Google Scholar]
- Banasiak, M.; Hornik, A.; Szczęch, S.; Majta, J.; Kwiecień, M.; Cebo-Rudnicka, A.; Rywotycki, M.; Muszka, K. Effect of hot-rolled heavy section bars post-deformation cooling on the microstructure refinement and mechanical properties of microalloyed steels. Metals 2021, 11, 1284. [Google Scholar] [CrossRef]
- Sami, Z.; Rayane, K.; Alaeddine, K. Effects of thermo-mechanical parameters on microstructural and mechanical properties of API X70 steel. JOM 2024. [Google Scholar] [CrossRef]
- Costa, L.; Melo, G.; Castro, N.; Buschinelli, A. Microstructural characterization of API 5L X65 and X70 steels manufactured by TMCP process. Tecnol. Metal. Mater. Min. 2022, 19, e2511. [Google Scholar] [CrossRef]
- Roccisano, A.; Nafisi, S.; Stalheim, D.; Ghomashchi, R. Effect of TMCP rolling schedules on the microstructure and performance of X70 steel. Mater. Charact. 2021, 178, 111207. [Google Scholar] [CrossRef]
- Huang, M.X.; He, B.B. Alloy design by dislocation engineering. J. Mater. Sci. Technol. 2018, 34, 417–420. [Google Scholar] [CrossRef]
- Hu, J.; Du, L.X.; Xie, H.; Gao, X.H.; Misra, R.D.K. Microstructure and mechanical properties of TMCP heavy plate microalloyed steel. Mater. Sci. Eng. A 2014, 607, 122–131. [Google Scholar] [CrossRef]
- Singh, P.; Mula, S.; Ghosh, S.A. Grain refinement, strain hardening and fracture in thermomechanically processed ultra-strong microalloyed steel. Mater. Today Commun. 2023, 38, 107582. [Google Scholar] [CrossRef]
- Guo, B.; Fan, L.; Wang, Q.; Fu, Z.; Wang, Q.; Zhang, F. Effect of finish rolling temperature on the microstructure and tensile properties of Nb-Ti microalloyed X90 pipeline steel. Metals 2016, 6, 323. [Google Scholar] [CrossRef]
- Krauss, G.; Thompson, S.W. Ferritic microstructures in continuously cooled low- and ultralow-carbon steels. ISIJ Int. 1995, 35, 937–945. [Google Scholar] [CrossRef]
- Cho, L.; Tselikova, A.; Holtgrewe, K.; De Moor, E.; Schmidt, R.; Findley, K.O. Critical assessment 42: Acicular ferrite formation and its influence on weld metal and heat-affected zone properties of steels. Mater. Sci. Technol. 2022, 38, 1425–1433. [Google Scholar] [CrossRef]
- De-Castro, D.; Eres-Castellanos, A.; Vivas, J.; Caballero, F.G.; San-Martín, D.; Capdevila, C. Morphological and crystallographic features of granular and lath-like bainite in a low carbon microalloyed steel. Mater. Charact. 2022, 184, 111703. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Diffusional formation of ferrite in iron and its alloys. Prog. Mater. Sci. 1985, 29, 321–386. [Google Scholar] [CrossRef]
- Babu, S.S.; Bhadeshia, H.K.D.H. Stress and the acicular ferrite transformation. Mater. Sci. Eng. A 1992, 156, 1–9. [Google Scholar] [CrossRef]
- Sun, L.; Liu, X.; Xu, X.; Lei, S.; Li, H.; Zhai, Q. Review on niobium application in microalloyed steel. J. Iron Steel Res. Int. 2022, 29, 1513–1525. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, Q.; Liu, L.; Xu, W. Fracture mode of martensite-austenite constituents containing multiphase steel controlled by microstructural and micromechanical aspects. Mech. Adv. Mater. Struct. 2015, 22, 591–596. [Google Scholar] [CrossRef]
- Efremenko, V.G.; Popov, E.S.; Kuz’min, S.O.; Trufanova, O.I.; Efremenko, A.V. Introduction of three-stage thermal hardening technology for large diameter grinding balls. Metallurgist 2014, 57, 849–854. [Google Scholar] [CrossRef]
- Kong, X.; Lan, L. Optimization of mechanical properties of low carbon bainitic steel using TMCP and accelerated cooling. Procedia Eng. 2014, 81, 114–119. [Google Scholar] [CrossRef]
- Efremenko, V.G.; Zotov, D.S.; Zurnadzhy, V.I.; Kussa, R.A.; Savenko, V.I.; Sagirov, R.I.; Bocharova, O.A.; Efremenko, A.V. Computer modelling-based selection of accelerated cooling parameters for advanced high-strength structural steel. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1037, 012030. [Google Scholar] [CrossRef]
- Ramirez, M.F.G.; Hernández, J.W.C.; Ladino, D.H.; Masoumi, M.; Goldenstein, H. Effects of different cooling rates on the microstructure, crystallographic features, and hydrogen induced cracking of API X80 pipeline steel. J. Mater. Res. Technol. 2021, 14, 1848–1861. [Google Scholar] [CrossRef]
- Karjalainen, L.P.; Maccagno, T.M.; Jonas, J.J. Softening and flow stress behaviour of Nb microalloyed steels during hot rolling simulation. ISIJ Int. 1995, 35, 1523–1531. [Google Scholar] [CrossRef]
- Ungár, T. Microstructural parameters from X-ray diffraction peak broadening. Scr. Mater. 2004, 51, 777–781. [Google Scholar] [CrossRef]
- Zhang, Y.H.; Ma, E.; Sun, J.; Han, W.Z. A unified model for ductile-to-brittle transition in body-centered cubic metals. J. Mater. Sci. Technol. 2023, 141, 193–198. [Google Scholar] [CrossRef]
- Zurnadzhy, V.I.; Efremenko, V.G.; Wu, K.M.; Petryshynets, I.; Shimizu, K.; Zusin, A.M.; Brykov, M.N.; Andilakhai, V.A. Tailoring strength/ductility combination in 2.5 wt% Si-alloyed middle carbon steel produced by the two-step Q-P treatment with a prolonged partitioning stage. Mater. Sci. Eng. A 2020, 791, 139721. [Google Scholar] [CrossRef]
- Ding, S.; Taylor, T.; Khan, S.A.; Sato, Y.; Yanagimoto, J. Further understanding of metadynamic recrystallization through thermomechanical tests and EBSD characterization. J. Mater. Process. Technol. 2022, 299, 117359. [Google Scholar] [CrossRef]
- Zheng, Y.; Wang, Q.; Zhu, L.; Han, B.; Guo, Z.; Wang, B.; Feng, J.; Lu, S.; Shen, W.; Cao, R. Microstructure evolution and carbide precipitation behavior of microalloyed TS800TB steel during hot rolling and coiling processes. Mater. Sci. Eng. A 2022, 840, 142902. [Google Scholar] [CrossRef]
- Foder, J.; Burja, J.; Klančnik, G. Grain size evolution and mechanical properties of Nb, V–Nb, and Ti–Nb boron type S1100QL steels. Metals 2021, 11, 492. [Google Scholar] [CrossRef]
- Chabak, Y.; Efremenko, V.; Zurnadzhy, V.; Puchý, V.; Petryshynets, I.; Efremenko, B.; Fedun, V.; Shimizu, K.; Bogomol, I.; Kulyk, V.; et al. Structural and tribological studies of “(TiC + WC)/Hardened Steel” PMMC coating deposited by air pulsed plasma. Metals 2022, 12, 218. [Google Scholar] [CrossRef]
- Efremenko, B.V.; Shimizu, K.; Espallargas, N.; Efremenko, V.G.; Kusumoto, K.; Chabak, Y.G.; Belik, A.G.; Chigarev, V.V.; Zurnadzhy, V.I. High-temperature solid particle erosion of Cr-Ni-Fe-C arc cladded coatings. Wear 2020, 460–461, 203439. [Google Scholar] [CrossRef]
- Singh, P.P.; Ghosh, S.; Mula, S. Strengthening behaviour and failure analysis of hot-rolled Nb+V microalloyed steel processed at various coiling temperatures. Mater. Sci. Eng. A 2022, 859, 144210. [Google Scholar] [CrossRef]
- Chabak, Y.; Efremenko, B.; Petryshynets, I.; Efremenko, V.; Lekatou, A.G.; Zurnadzhy, V.; Bogomol, I.; Fedun, V.; Kovaľ, K.; Pastukhova, T. Structural and tribological assessment of biomedical 316 stainless steel subjected to pulsed-plasma surface modification: Comparison of LPBF 3D printing and conventional fabrication. Materials 2021, 14, 7671. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.; Wu, X.; Liu, J.; Xu, N. Transmission electron microscopy of martensite/austenite islands in pipeline steel X70. Mater. Sci. Eng. A 2006, 438–440, 267–271. [Google Scholar] [CrossRef]
- Zurnadzhy, V.; Efremenko, V.; Petryshynets, I.; Dabalà, M.; Franceschi, M.; Wu, K.; Kováč, F.; Chabak, Y.; Puchy, V.; Brykov, M. Alternative approach for the intercritical annealing of (Cr, Mo, V)-alloyed TRIP-assisted steel before austempering. Metals 2022, 12, 1814. [Google Scholar] [CrossRef]
- Koval’, A.D.; Efremenko, V.G.; Brykov, M.N.; Andrushchenko, M.I.; Kulikovskii, R.A.; Efremenko, A.V. Principles for developing grinding media with increased wear resistance. Part 1. Abrasive wear resistance of iron-based alloys. J. Frict. Wear 2012, 33, 39–46. [Google Scholar] [CrossRef]
- Rykavets, Z.M.; Bouquerel, J.; Vogt, J.-B.; Duriagina, Z.A.; Kulyk, V.V.; Tepla, T.L.; Bohun, L.I.; Kovbasyuk, T.M. Investigation of the microstructure and properties of TRIP 800 steel subjected to low-cycle fatigue. Prog. Phys. Met. 2019, 20, 620–633. [Google Scholar] [CrossRef]
- Hesse, O.; Merker, J.; Brykov, M.; Efremenko, V. Zur Festigkeit niedriglegierter Stäble mit erhöhtem Kohlenstoffgehalt gegen abrasiven Verschleiß [On the strength of low-alloy steels with increased carbon content against abrasive wear]. Tribol. Schmierungstech. 2013, 60, 37–43. [Google Scholar]
- Hajy Akbary, F.; Sietsma, J.; Miyamoto, G.; Kamikawa, N.; Petrov, R.H.; Furuhara, T.; Santofimia, M.J. Analysis of the mechanical behavior of a 0.3C-1.6Si-3.5Mn(wt%) quenching and partitioning steel. Mater. Sci. Eng. A 2016, 677, 505–514. [Google Scholar] [CrossRef]
- Kostryzhev, A.; Marenych, O.; Killmore, C.; Pereloma, E. Strengthening mechanisms in thermomechanically processed NbTi-microalloyed steel. Metall. Mater. Trans. A 2015, 46, 3470–3480. [Google Scholar] [CrossRef]
- Gol’dshtejn, M.I. Metal Physics of High-Strength Alloys; Metallurgy: Moscow, Russia, 1986; 312p. [Google Scholar]
- Huang, M.; Rivera-Díaz-del-Castillo, P.E.J.; Bouaziz, O.; Van der Zwaag, S. Modelling strength and ductility of ultrafine grained BCC and FCC alloys using in reversible thermodynamics. Mater. Sci. Technol. 2009, 25, 833–839. [Google Scholar] [CrossRef]
- Maropoulos, S.; Paul, J.D.H.; Ridley, N. Microstructure–property relationships in tempered low alloy Cr–Mo–3·5Ni–V steel. Mater. Sci. Technol. 1993, 9, 1014–1020. [Google Scholar] [CrossRef]
- Gladman, T.; Mcivor, I.D.; Dulieu, D. Microalloying 75. In Proceedings of the International Symposium on High Strength Low Alloy Steels, New York, NY, USA, 1–3 October 1977. [Google Scholar]
- Fan, L.; Zhou, D.; Wang, T.; Li, S.; Wang, Q. Tensile properties of an acicular ferrite and martensite/austenite constituent steel with varying cooling rates. Mater. Sci. Eng. A 2014, 590, 224–231. [Google Scholar] [CrossRef]
- Yakubtsov, I.; Zhang, R.; Boyd, D. Particularities of the formations of bainite and martensite/austenite phase in low carbon low alloy steels during continuous cooling. Int. J. Mater. Res. 2011, 102, 504–512. [Google Scholar] [CrossRef]
- Sahay, S.K.; Bhadeshia, H.K.D.H.; Honeycombe, R.W.K. Carbide precipitation and the nucleation of allotriomorphic ferrite in an Fe-W-C steel. Mater. Sci. Eng. A 1992, 157, 101–105. [Google Scholar] [CrossRef]
- Zaichuk, N.; Shymchuk, S.; Tkachuk, A.; Feshchuk, Y.; Szczot, J. Structure and properties of surface bandage shelves for the gas turbine engine’s blades. In Advances in Design, Simulation and Manufacturing IV, Proceedings of the 4th International Conference on Design, Simulation, Manufacturing: The Innovation Exchange, DSMIE-2021, Lviv, Ukraine, 8–11 June 2021; Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2021; pp. 602–612. [Google Scholar] [CrossRef]
- Moura, C.; Vilela, J.J.; Rabell, E.G.; Martins, G.P.; Gonçalves Carneiro, J.R. Evaluation of the ductile-to-brittle transition temperature in steel low carbon. In Proceedings of the International Nuclear Atlantic Conference—INAC 2009, Rio de Janeiro, Brazil, 27 September 2009. [Google Scholar]
- Chao, Y.J.; Ward, J.D.; Sands, R.G. Charpy impact energy, fracture toughness and ductile–brittle transition temperature of dual-phase 590 steel. Mater. Des. 2007, 28, 551–557. [Google Scholar] [CrossRef]
- Chatterjee, A.; Chakrabarti, D.; Moitra, A.; Mitra, R.; Bhaduri, A.K. Effect of normalization temperatures on ductile–brittle transition temperature of a modified 9Cr–1Mo steel. Mater. Sci. Eng. A 2014, 618, 219–231. [Google Scholar] [CrossRef]
- Ostash, O.P.; Kulyk, V.V.; Poznyakov, V.D.; Gaivorons’kyi, O.A.; Vira, V.V. Influence of the modes of heat treatment on the strength and cyclic crack-growth resistance of 65G steel. Mater. Sci. 2019, 54, 776–782. [Google Scholar] [CrossRef]
- Mao, L.; Wang, W.; Liu, Z.; Sha, M.; Zhang, D. Investigation of the fatigue crack growth behavior of S355 steel weldments of motor hangers of high-speed trains. Eng. Fail. Anal. 2022, 140, 106425. [Google Scholar] [CrossRef]
- Ishikawa, N.; Endo, S.; Kondo, J. High performance UOE linepipes. JFE Tech. Rep. 2006, 1, 20–26. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing Rout, Corresponding EN 10025 Grades | Direction | Tensile Testing Properties | Absorbed Impact Energy (J) under Testing at | ||||||
|---|---|---|---|---|---|---|---|---|---|
| YTS (MPa) | UTS (MPa) | TEL (%) | 0 °C | −20 °C | −40 °C | −50 °C (Interpolation) | −60 °C | ||
| Hot rolling S355N, S355NL | L | 390 ± 6 | 556 ± 8 | 27 ± 2 | 145–222 (189 ± 38) | 96–196 (150 ± 30) | 62–152 (109 ± 7) | (87) | 22–114 (65 ± 29) |
| T | – | – | – | 35–82 (60 ± 11) | 30–72 (45 ± 9) | 10–65 (30 ± 7) | (27) | 4–52 (24 ± 7) | |
| Normalizing rolling S(355,420)N, S(355,420)NL | L | 445 ± 8 | 570 ± 9 | 29 ± 2 | 151–194 (180 ± 10) | 80–202 (165 ± 9) | 33–194 (121 ± 14) | (103) | 20–120 (84 ± 15) |
| T | – | – | – | 66–77 (70 ± 8) | 52–61 (58 ± 10) | 46–56 (52 ± 9) | (52) | 36–70 (52 ± 10) | |
| TMCP S(355-460)N, S(355-460)NL | L | 476 ± 5 | 576 ± 10 | 25 ± 2 | 152–203 (179.0 ± 23) | 131–190 (160 ± 27) | 46–129 (128 ± 37) | (87) | 21–129 (45 ± 20) |
| T | – | – | – | 32–82 (58 ± 12) | 20–75 (47 ± 9) | 10–60 (34 ± 9) | (34) | 5–61 (34 ± 8) | |
| TMCP/AC550 S(355-460)N, S(355-460)NL, S(460,500)Q, S(460,500)QL, S(460,500)QL1 | L | 525 ± 9 | 640 ± 10 | 22 ± 2 | 152–200 (171 ± 21) | 57–183 (134 ± 8) | 71–189 (115 ± 30) | (83) | 48–61 (53 ± 8) |
| T | – | – | – | 71–96 (81 ± 2) | 67–71 (71 ± 4) | 36–71 (62 ± 2) | (50) | 36–59 (47 ± 2) | |
| TMCP/AC460 S(355-460)N, S(355-460)NL, S(460-550)Q, S(460-550)QL S(460-550)QL1 | L | 554 ± 8 | 660 ± 9 | 17 ± 2 | 113–203 (174 ± 37) | 95–191 (146 ± 24) | 115–181 (150 ± 5) | (117) | 41–144 (83 ± 13) |
| T | – | – | – | 41–90 (64 ± 7) | 34–80 (56 ± 3) | 7–54 (38 ± 3) | (41) | 5–71 (44 ± 5) | |
| Processing Route | ρ, cm–2 | d, μm | D, nm | f, vol.% | P, vol.% | fM/A, vol.% |
|---|---|---|---|---|---|---|
| HR | 4.2 × 108 | 24.1 | – | – | 16.9 | – |
| NR | 2.1 × 109 | 15.0 | – | – | 15.1 | – |
| TMCP | 4.4 × 109 | 12.1 | 8.1 | 0.56 | 15.9 | – |
| TMCP/AC550 | 8.5 × 109 | 8.9 | 10.1 | 0.51 | 1.0 | 3.5 |
| TMCP/AC460 | 1.5 × 1010 | 9.9 | 11.2 | 0.50 | – | – |
| Processing Route | σo | ΔσSS | ΔσD | ΔσGB | ΔσDP | ΔσP | ΔσM/A | YTS (Calculation) | YTS (Experiment) | YTScalc − YTSexp |
|---|---|---|---|---|---|---|---|---|---|---|
| HR | 17 | 154.1 | 28.5 | 128.3 | – | 40.8 | – | 361.7 | 390.0 ± 6 | −28.2 (7.2%) |
| NR | 17 | 154.1 | 63.8 | 162.7 | – | 36.0 | – | 433.1 | 445.0 ± 8 | −11.9 (2.7%) |
| TMCP | 17 | 154.1 | 92.4 | 181.8 | 39.0 | 38.4 | – | 514.5 | 476.0 ± 5 | 38.5 (8.1%) |
| TMCP/AC550 | 17 | 154.1 | 128.4 | 211.2 | 31.0 | 2.4 | 21.0 | 536.0 | 525.0 ± 9 | 11.0 (2.1%) |
| TMCP/AC460 | 17 | 154.1 | 170.5 | 200.2 | 28.4 | – | – | 559.1 | 544.0 ± 8 | −15.1 (2.8%) |
| Processing Route | ΔTSS | ΔTD | ΔTDP | ΔTP | ΔTM/A | ΔTGB | ΔTDBT |
|---|---|---|---|---|---|---|---|
| HR | 77.1 | 11.4 | - | 36.7 | - | −89.8 | 35.4 |
| NR | 77.1 | 25.5 | - | 32.4 | - | −113.9 | 21.1 |
| TMCP | 77.1 | 32.5 | 11.7 | 34.6 | - | −127.3 | 33.0 |
| TMCP/AC550 | 77.1 | 51.3 | 9.3 | 2.2 | 10.5 | −147.8 | 2.5 |
| TMCP/AC460 | 77.1 | 68.2 | 8.5 | - | - | −140.2 | 13.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zurnadzhy, V.; Stavrovskaia, V.; Chabak, Y.; Petryshynets, I.; Efremenko, B.; Wu, K.; Efremenko, V.; Brykov, M. Enhancing the Tensile Properties and Ductile-Brittle Transition Behavior of the EN S355 Grade Rolled Steel via Cost-Saving Processing Routes. Materials 2024, 17, 1958. https://doi.org/10.3390/ma17091958
Zurnadzhy V, Stavrovskaia V, Chabak Y, Petryshynets I, Efremenko B, Wu K, Efremenko V, Brykov M. Enhancing the Tensile Properties and Ductile-Brittle Transition Behavior of the EN S355 Grade Rolled Steel via Cost-Saving Processing Routes. Materials. 2024; 17(9):1958. https://doi.org/10.3390/ma17091958
Chicago/Turabian StyleZurnadzhy, Vadym, Vera Stavrovskaia, Yuliia Chabak, Ivan Petryshynets, Bohdan Efremenko, Kaiming Wu, Vasily Efremenko, and Michail Brykov. 2024. "Enhancing the Tensile Properties and Ductile-Brittle Transition Behavior of the EN S355 Grade Rolled Steel via Cost-Saving Processing Routes" Materials 17, no. 9: 1958. https://doi.org/10.3390/ma17091958