
Separative and Comprehensive Effects of Grain Coarsening and Grain Refinement of Ni-38Cr-3.8Al Alloy during Thermal Deformation Process


Abstract
:1. Introduction
2. Experiments and Model Equations
2.1. Experiments
2.2. Model Equations
3. Results and Discussions
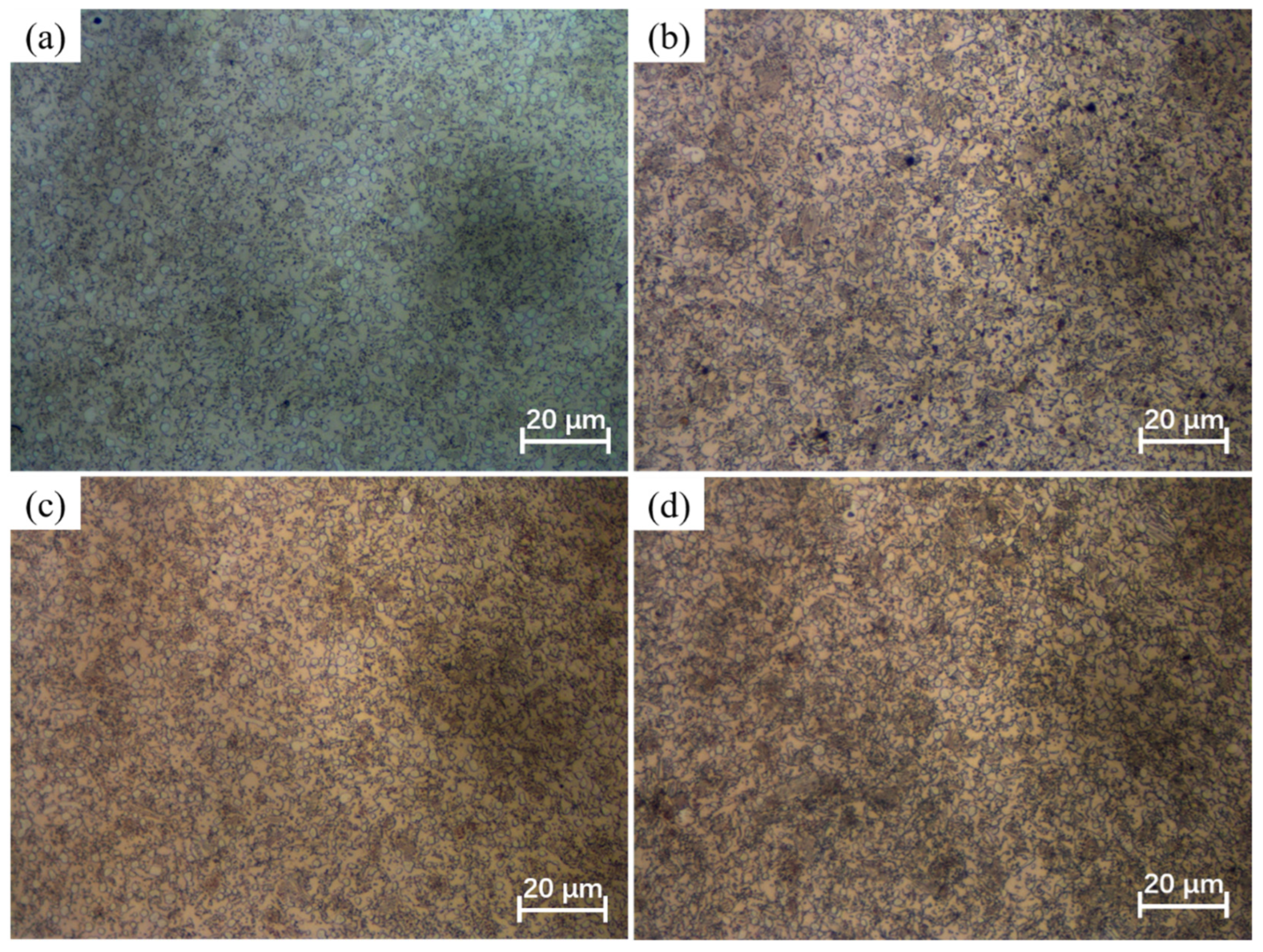
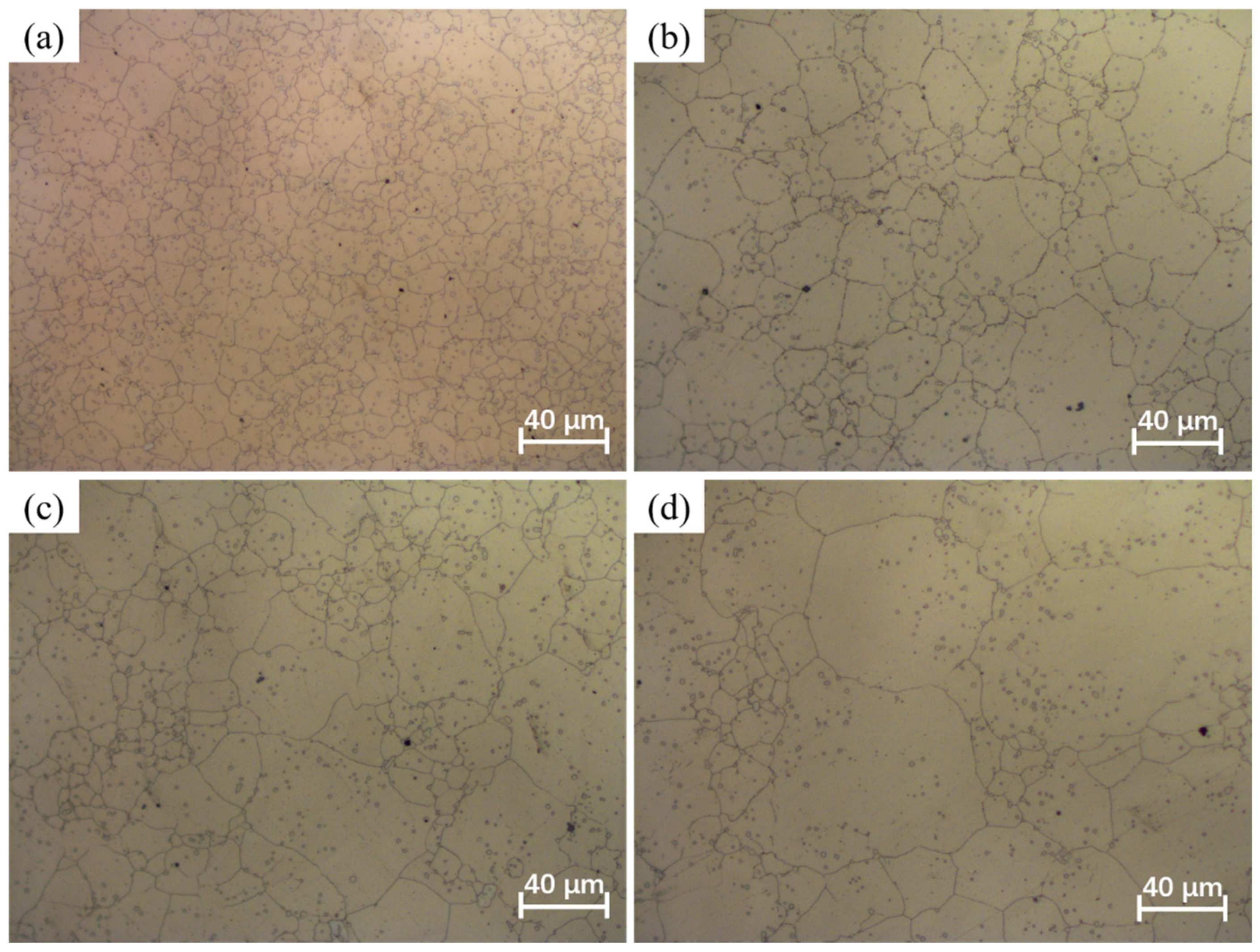
3.1. Grain Growth Behavior during Heating and Holding Processes
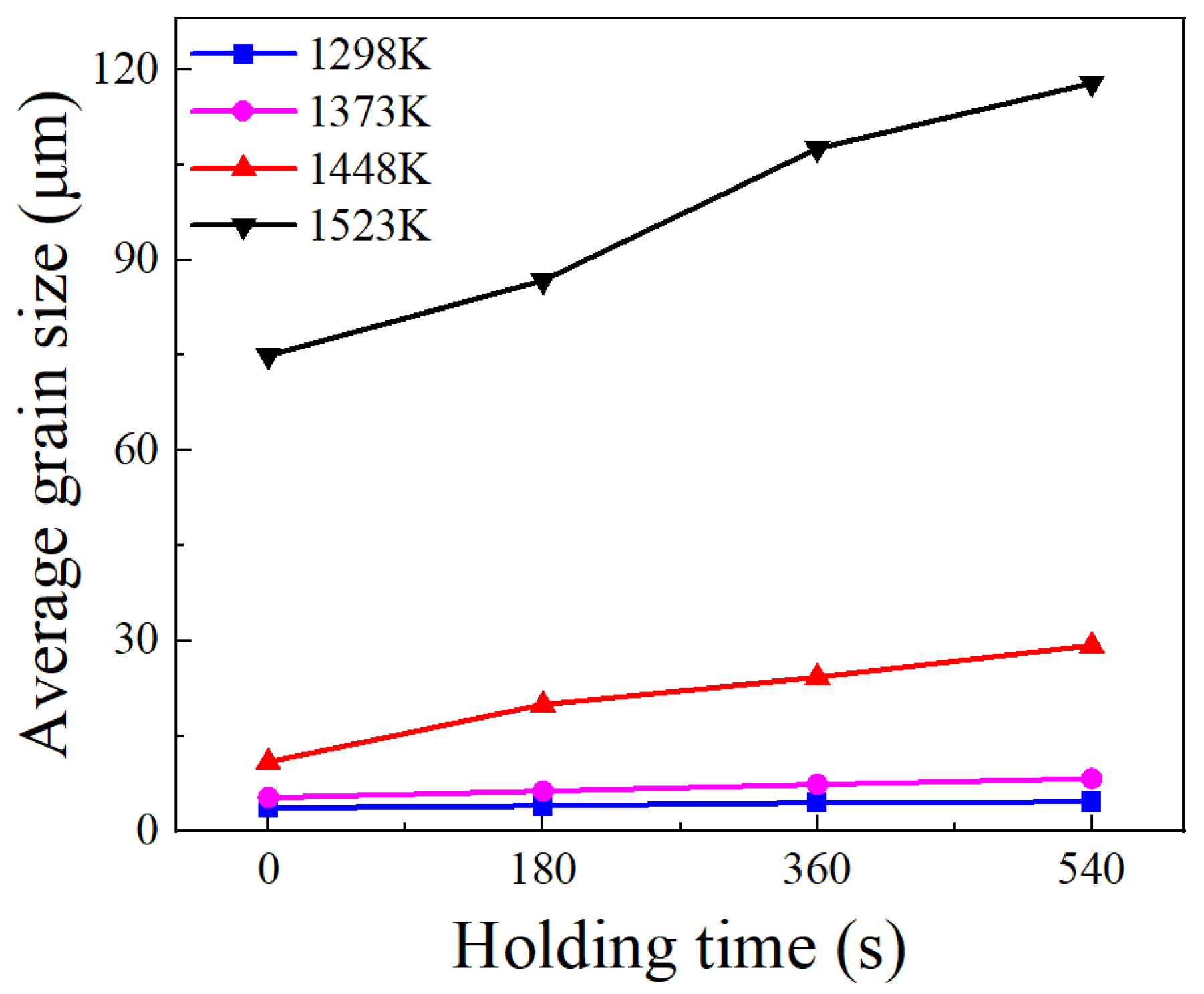
3.1.1. Influence of Holding Temperature
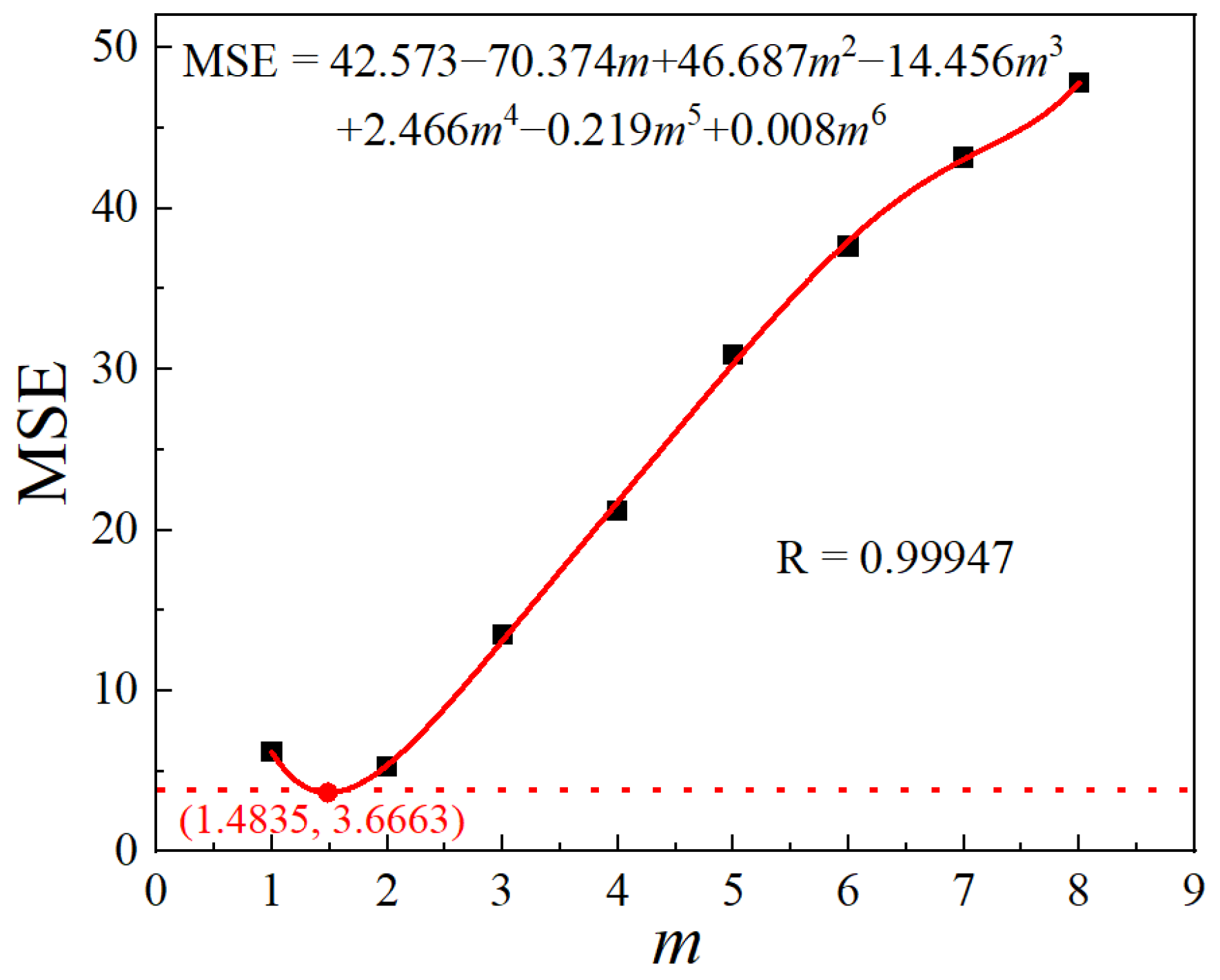
3.1.2. Modeling of Grain Growth Kinetics
3.2. DRX Behavior during Thermal Compression Process
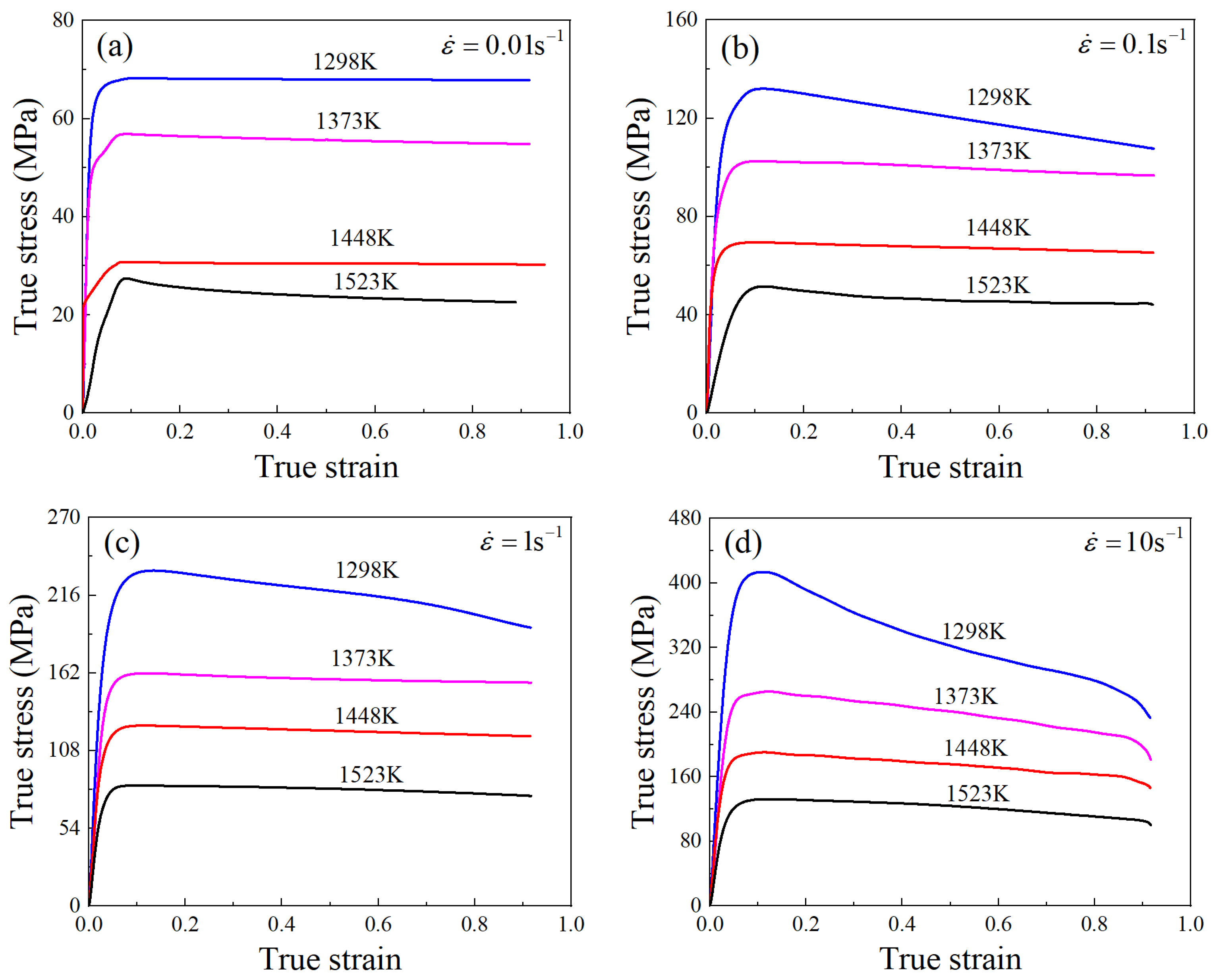
3.2.1. DRX Characteristics in Stress–Strain Curves
3.2.2. DRX Characteristics in Stress–Strain Curves
3.2.3. Modeling of DRX Kinetic
- Initiation of DRX
- 2.
- The volume fraction model of DRX
- 3.
- The grain size model of DRX
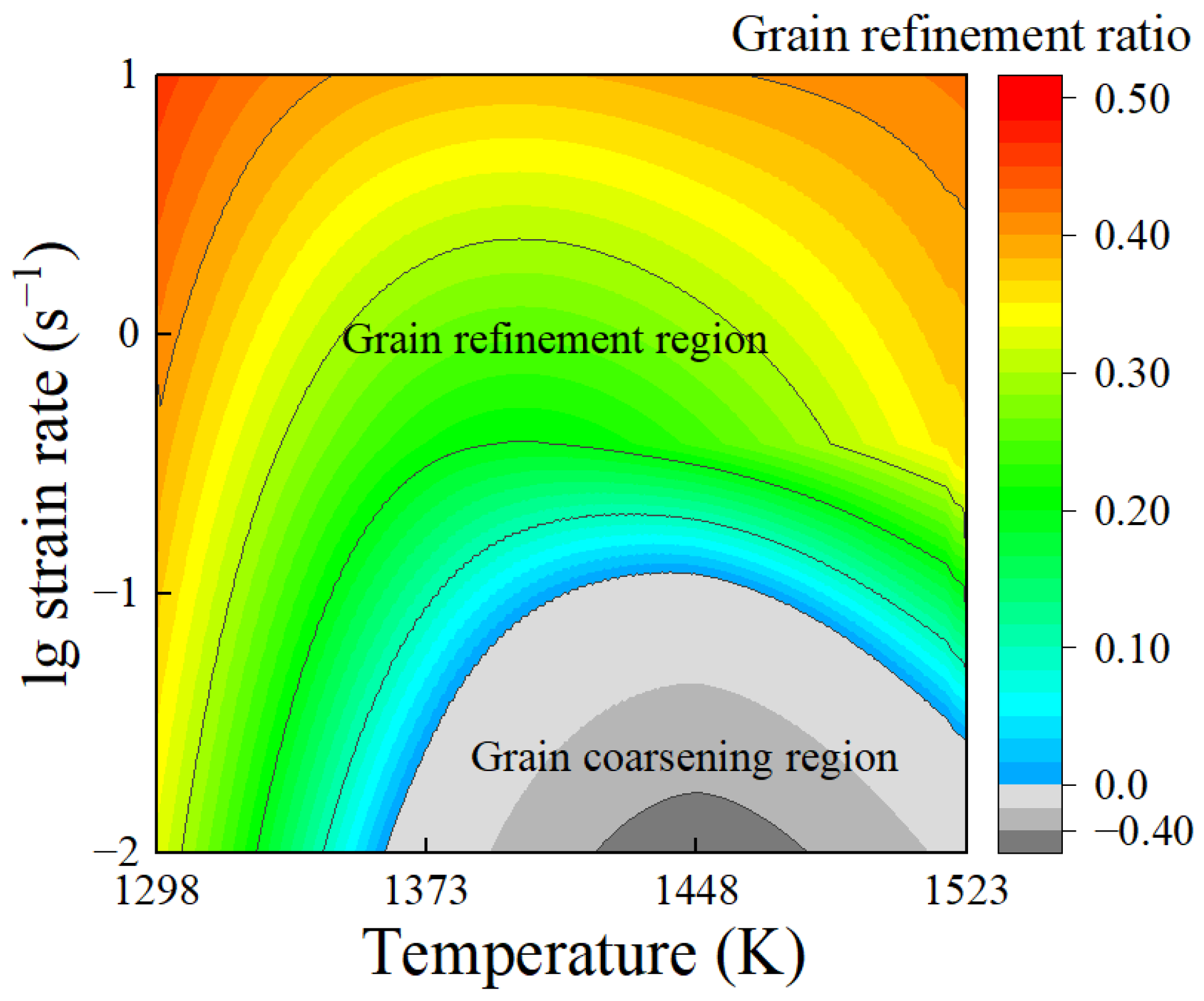
3.3. Comprehensive Effect of Grain Coarsening and Grain Refinement
3.3.1. Grain Coarsening Effect during Heating and Holding Stages
3.3.2. Comprehensive Effect during Compression Stage
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xie, B.; Li, H.; Ning, Y.; Fu, M. Discontinuous dynamic recrystallization and nucleation mechanisms associated with 2-, 3-and 4-grain junctions of polycrystalline nickel-based superalloys. Mater. Des. 2023, 231, 112041. [Google Scholar] [CrossRef]
- Song, J.; Chen, Y.; Hao, X.; Wang, M.; Ma, Y.; Xie, J. Microstructure and mechanical properties of novel Ni-Cr-Co-based superalloy GTAW joints. J. Mater. Res. Technol. 2024, 29, 2758–2767. [Google Scholar] [CrossRef]
- Kosmatskiy, Y.I.; Lysov, D.; Fokin, N.; Nikolenko, V. Improving of Manufacturing of Hot-Extruded Pipes from Ni-Based Alloys. Ann. Chim.-Sci. Mater. 2020, 44, 79–84. [Google Scholar] [CrossRef]
- Kareem, S.A.; Anaele, J.U.; Aikulola, E.O.; Olanrewaju, O.F.; Omiyale, B.O.; Bodunrin, M.O.; Alaneme, K.K. Hot deformation behaviour, constitutive model description, and processing map analysis of superalloys: An overview of nascent developments. J. Mater. Res. Technol. 2023, 26, 8624–8669. [Google Scholar] [CrossRef]
- Liu, C.; Yao, Z.; Jiang, H.; Dong, J. The Feasibility and Process Control of Uniform Equiaxed Grains by Hot Deformation in GH4720Li Alloy with Millimeter-Level Coarse Grains. Acta Metall. Sin. 2021, 57, 1309–1319. [Google Scholar]
- Xiao, R.-t.; Yu, H.; Zhou, P. Austenite grain growth behavior of Q1030 high strength welded steel. Int. J. Miner. Metall. Mater. 2012, 19, 711–716. [Google Scholar] [CrossRef]
- Eriksson, E.; Hanning, F.; Andersson, J.; Colliander, M.H. Dynamic recrystallization during hot compression of Ni-based superalloy Haynes 282. J. Alloys Compd. 2023, 960, 170837. [Google Scholar] [CrossRef]
- Jiang, H.; Dong, J.; Zhang, M.; Yao, Z. Phenomenological model for the effect of strain rate on recrystallization and grain growth kinetics in the 617B alloy. J. Alloys Compd. 2018, 735, 1520–1535. [Google Scholar] [CrossRef]
- Pradhan, S.K.; Mandal, S.; Athreya, C.N.; Babu, K.A.; de Boer, B.; Sarma, V.S. Influence of processing parameters on dynamic recrystallization and the associated annealing twin boundary evolution in a nickel base superalloy. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2017, 700, 49–58. [Google Scholar] [CrossRef]
- Quan, G.-Z.; Pan, J.; Wang, X.; Zhang, Z.-H.; Zhang, L.; Wang, T. Correspondence between grain refinements and flow softening behaviors at Nimonic 80A superalloy under different strain rates, temperatures and strains. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2017, 679, 358–371. [Google Scholar] [CrossRef]
- Geng, P.; Qin, G.; Zhou, J.; Li, T.; Ma, N. Characterization of microstructures and hot-compressive behavior of GH4169 superalloy by kinetics analysis and simulation. J. Mater. Process. Technol. 2021, 288, 116879. [Google Scholar] [CrossRef]
- Jiao, X.; Li, X.; Zhan, L.; Wang, G.; Ding, J.; Yang, J. The Microstructural Evolution and Grain Growth Kinetics of Fine-Grained Extruded Mg-Nd-Zn-Zr Alloy. Materials 2022, 15, 3556. [Google Scholar] [CrossRef]
- Meng, F.; Wang, J.; Guo, J.; Fu, K.; Zhao, M.; Wang, Z.; Xu, Z. Growth behavior and kinetics of austenite grain in low-carbon high-strength steel with copper. Mater. Res. Express 2021, 8, 096504. [Google Scholar] [CrossRef]
- Quan, G.-Z.; Zhang, P.; Ma, Y.-Y.; Zhang, Y.-Q.; Lu, C.-L.; Wang, W.-Y. Characterization of grain growth behaviors by BP-ANN and Sellars models for nickle-base superalloy and their comparisons. Trans. Nonferrous Met. Soc. China 2020, 30, 2435–2448. [Google Scholar] [CrossRef]
- Han, R.; Yang, G.; Sun, X.; Zhao, G.; Liang, X.; Zhu, X. Austenite Grain Growth Behavior of Vanadium Microalloying Medium Manganese Martensitic Wear-Resistant Steel. Acta Metall. Sin. 2022, 58, 1589–1599. [Google Scholar]
- Guo, Z.; Hu, F.; Wang, Z.; Fu, K.; Li, W.; Wang, J. Study on as-cast microstructure of Fe-15Mn-10Al-5Ni-0.8C low density duplex steel. Mater. Res. Express 2022, 9, 026512. [Google Scholar] [CrossRef]
- Razali, M.K.; Abd Ghawi, A.A.; Irani, M.; Chung, S.H.; Choi, J.M.; Joun, M.S. Practical Approach for Determining Material Parameters When Predicting Austenite Grain Growth under Isothermal Heat Treatment. Materials 2023, 16, 6583. [Google Scholar] [CrossRef]
- Li, C.-A.; Qin, G.; Wang, H.; Geng, P. Constitutive modeling and dynamic recrystallization mechanism elaboration of FGH96 with severe hot deformation. J. Mater. Res. Technol. 2022, 21, 2947–2964. [Google Scholar] [CrossRef]
- Zhou, G.; Wang, C.; Li, J.; Han, J.; Zhang, H.; Zhang, S.; Chen, L. Structure evolution mechanism and physical modeling of Ni60Ti40 during dynamic recrystallization. Mater. Charact. 2022, 190, 112028. [Google Scholar] [CrossRef]
- Ranjan, R.; Gupta, R.K.; Kumar, R.R.; Narayana Murty, S.V.S.; Suresh, M.R.; Mallick, A. High-Temperature Deformation Behavior of Superalloy XH43. J. Mater. Eng. Perform. 2024, 33, 879–895. [Google Scholar] [CrossRef]
- Storey, G.K.; Eres-Castellanos, A.; Sutton, S.; McBride, B.N.L.; Peterson, N.; Hartman, D.; Clarke, A.J.; Clarke, K.D. Modeling of Dynamic Recrystallization Kinetics in Ce Containing Mg Alloys. JOM 2023, 75, 2397–2405. [Google Scholar] [CrossRef]
- Li, D.; Guo, Q.; Guo, S.; Peng, H.; Wu, Z. The microstructure evolution and nucleation mechanisms of dynamic recrystallization in hot-deformed Inconel 625 superalloy. Mater. Des. 2011, 32, 696–705. [Google Scholar] [CrossRef]
- Quan, G.-z.; Li, Y.-l.; Zhang, L.; Wang, X. Evolution of grain refinement degree induced by dynamic recrystallization for Nimonic 80A during hot compression process and its FEM analysis. Vacuum 2017, 139, 51–63. [Google Scholar] [CrossRef]
- Chen, X.-M.; Lin, Y.C.; Wen, D.-X.; Zhang, J.-L.; He, M. Dynamic recrystallization behavior of a typical nickel-based superalloy during hot deformation. Mater. Des. 2014, 57, 568–577. [Google Scholar] [CrossRef]
- Hara, T.; Ishida, T.; Oikawa, K. High Temperature Deformation and Microstructure Evolution of Ni-Co Base Superalloy TMW-4M3. Mater. Trans. 2020, 61, 632–640. [Google Scholar] [CrossRef]
- Liu, J.; Liang, B.; Zhang, J.; He, W.; Ouyang, S.; Chen, W.; Liu, C.; Ai, Y. Grain Growth Kinetics of 0.65Ca0.61La0.26TiO3-0.35Sm(Mg0.5Ti0.5)O3 Dielectric Ceramic. Materials 2020, 13, 3905. [Google Scholar] [CrossRef] [PubMed]
- Yuan, J.; Xiao, Y.; Min, N.; Li, W.; Zhao, S. The Influence of Precipitate Morphology on the Growth of Austenite Grain in Nb-Ti-Al Microalloyed Steels. Materials 2022, 15, 3176. [Google Scholar] [CrossRef]
- Razali, M.K.; Joun, M.S. A new approach of predicting dynamic recrystallization using directly a flow stress model and its application to medium Mn steel. J. Mater. Res. Technol. 2021, 11, 1881–1894. [Google Scholar] [CrossRef]
- Zöllner, D. Impact of a strong temperature gradient on grain growth in films. Model. Simul. Mater. Sci. Eng. 2022, 30, 025010. [Google Scholar] [CrossRef]
- Kermani, M.; Wu, J.H.; Liu, Z.X.; Zuo, F.; Lin, H.T.; Hu, C.F.; Grasso, S. Impact of sintering thermal history on MgO-doped alumina: Reduction of grain growth constant through high heating rates. J. Am. Ceram. Soc. 2024, 107, 132–143. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, S.; He, Y.; Peng, F.; Liu, Y. Influences of Second Phase Particle Precipitation, Coarsening, Growth or Dissolution on the Pinning Effects during Grain Coarsening Processes. Metals 2023, 13, 281. [Google Scholar] [CrossRef]
- Murakami, T.; Hatano, H.; Yaguchi, H. Effect of Nb(CN) precipitation conditions on abnormal grain growth in Nb added steels. Tetsu Hagane-J. Iron Steel Inst. Jpn. 2006, 92, 448–456. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.M.; Min, G.; Shim, J.-H.; Lee, K.J. Effect of Time-Dependent Pinning Pressure on Abnormal Grain Growth: Phase Field Simulation. Met. Mater. Int. 2018, 24, 549–559. [Google Scholar] [CrossRef]
- Quan, G.Z.; Lei, S.; Zhang, Y.; Dai, W.W.; Jiang, Q.; Jiang, L.H. A Modified Description with Variable Parameters of Flow Behaviors for Ni-38Cr-3.8Al Alloy. Mater. Res.-Ibero-Am. J. Mater. 2023, 26, e20230302. [Google Scholar] [CrossRef]
- Poliak, E.I.; Jonas, J.J. A one-parameter approach to determining the critical conditions for the initiation of dynamic recrystallization. Acta Mater. 1996, 44, 127–136. [Google Scholar] [CrossRef]
- Roberts, W.; Ahlblom, B. Nucleation Criterion for Dynamic Recrystallization During Hot Working. Acta Metall. 1978, 26, 801–813. [Google Scholar] [CrossRef]
- Zahiri, S.H.; Davies, C.H.J.; Hodgson, P.D. A mechanical approach to quantify dynamic recrystallization in polycrystalline metals. Scr. Mater. 2005, 52, 299–304. [Google Scholar] [CrossRef]
- Soufian, E.; Darabi, R.; Abouridouane, M.; Reis, A.; Bergs, T. Numerical predictions of orthogonal cutting-induced residual stress of super alloy Inconel 718 considering dynamic recrystallization. Int. J. Adv. Manuf. Technol. 2022, 122, 601–617. [Google Scholar] [CrossRef]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (K) | Holding Time (s) | |||
|---|---|---|---|---|
| 0 | 180 | 360 | 540 | |
| 1298 | 3.66 ± 0.22 μm | 4.01 ± 0.18 μm | 4.46 ± 0.19 μm | 4.63 ± 0.29 μm |
| 1373 | 5.28 ± 0.41 μm | 6.32 ± 0.58 μm | 7.35 ± 0.45 μm | 8.26 ± 0.32 μm |
| 1448 | 10.92 ± 0.77 μm | 20.05 ± 1.02 μm | 24.26 ± 1.39 μm | 29.27 ± 2.83 μm |
| 1523 | 74.98 ± 2.32 μm | 86.78 ± 4.87 μm | 107.56 ± 3.57 μm | 117.94 ± 5.76 μm |
| m | Qgg (J/mol) | A | MSE |
|---|---|---|---|
| 1 | 284,400.37 | 5.28 × 108 | 6.18 |
| 2 | 507,848.81 | 3.13 × 1018 | 5.25 |
| 3 | 732,674.24 | 1.78 × 1028 | 13.46 |
| 4 | 958,696.46 | 9.12 × 1037 | 21.20 |
| 5 | 1,185,725.65 | 7.31 × 1047 | 30.90 |
| 6 | 1,413,586.22 | 5.22 × 1057 | 37.63 |
| 7 | 1,642,126.99 | 3.94 × 1067 | 43.17 |
| 8 | 1,871,222.67 | 3.11 × 1077 | 47.80 |
| Temperature (K) | Strain Rate (s−1) | |||
|---|---|---|---|---|
| 0.01 | 0.1 | 1 | 10 | |
| 1298 | 2.61 ± 0.23 μm | 2.49 ± 0.19 μm | 2.34 ± 0.10 μm | 2.19 ± 0.13 μm |
| 1373 | 6.57 ± 0.69 μm | 5.35 ± 0.34 μm | 4.95 ± 0.59 μm | 4.04 ± 0.54 μm |
| 1448 | 32.46 ± 2.12 μm | 18.67 ± 2.55 μm | 14.14 ± 1.04 μm | 12.33 ± 1.21 μm |
| 1523 | 95.60 ± 5.57 μm | 59.31 ± 3.83 μm | 54.46 ± 2.83 μm | 50.82 ± 3.83 μm |
| Strain Rate (s−1) | Temperature (K) | |||||||
|---|---|---|---|---|---|---|---|---|
| 1298 | 1373 | 1448 | 1523 | |||||
| εc | εp | εc | εp | εc | εp | εc | εp | |
| 0.01 | 0.0153 | 0.0992 | 0.0122 | 0.0938 | 0.0119 | 0.0872 | 0.0105 | 0.0831 |
| 0.1 | 0.0187 | 0.1147 | 0.0169 | 0.1057 | 0.0136 | 0.1024 | 0.0118 | 0.0953 |
| 1 | 0.0226 | 0.1221 | 0.0181 | 0.1195 | 0.0166 | 0.1117 | 0.0132 | 0.0959 |
| 10 | 0.0240 | 0.1263 | 0.0199 | 0.1227 | 0.0174 | 0.1134 | 0.0142 | 0.1055 |
| Temperature (K) | 1298 | 1373 | 1448 | 1523 |
| Grain size (μm) | 4.01 ± 0.18 μm | 6.32 ± 0.58 μm | 20.05 ± 1.02 μm | 86.78 ± 4.87 μm |
| Temperature (K) | Strain Rate (s−1) | |||
|---|---|---|---|---|
| 0.01 | 0.1 | 1 | 10 | |
| 1298 | 0.25946 | 0.28919 | 0.32072 | 0.45856 |
| 1373 | 0.23784 | 0.25225 | 0.2991 | 0.3964 |
| 1448 | 0.21532 | 0.23243 | 0.28378 | 0.36486 |
| 1523 | 0.16667 | 0.21532 | 0.25405 | 0.34144 |
| Temperature (K) | Strain Rate (s−1) | |||
|---|---|---|---|---|
| 0.01 | 0.1 | 1 | 10 | |
| 1298 | 2.56 | 2.38 | 2.19 | 1.90 |
| 1373 | 6.57 | 5.31 | 4.89 | 3.79 |
| 1448 | 32.46 | 18.64 | 14.01 | 11.67 |
| 1523 | 95.6 | 59.31 | 54.12 | 48.13 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Quan, G.; Zhao, Y.; Deng, Q.; Quan, M.; Yu, Y.; Wu, D. Separative and Comprehensive Effects of Grain Coarsening and Grain Refinement of Ni-38Cr-3.8Al Alloy during Thermal Deformation Process. Materials 2024, 17, 1965. https://doi.org/10.3390/ma17091965
Quan G, Zhao Y, Deng Q, Quan M, Yu Y, Wu D. Separative and Comprehensive Effects of Grain Coarsening and Grain Refinement of Ni-38Cr-3.8Al Alloy during Thermal Deformation Process. Materials. 2024; 17(9):1965. https://doi.org/10.3390/ma17091965
Chicago/Turabian StyleQuan, Guozheng, Yifan Zhao, Qi Deng, Mingguo Quan, Yanze Yu, and Daijian Wu. 2024. "Separative and Comprehensive Effects of Grain Coarsening and Grain Refinement of Ni-38Cr-3.8Al Alloy during Thermal Deformation Process" Materials 17, no. 9: 1965. https://doi.org/10.3390/ma17091965