
Effect of Modified and Unmodified Oak Bark (Quercus Cortex) on the Cross-Linking Process and Mechanical, Anti-Aging, and Hydrophobic Properties of Biocomposites Produced from Natural Rubber (NR)


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- -
- sulfur (S8) as a cross-linking agent with a density of 1.8–2.36 g/cm3, supplied by Chempur (Piekary Śląskie, Poland),
- -
- zinc oxide (ZnO) as a cross-linking activator with a density of 5.6 g/cm3, obtained from Chempur (Piekary Śląskie, Poland),
- -
- 2-mercaptobenzothiazole (MBT) as a cross-linking accelerator with a density of 1.29 g/cm3, delivered from Sigma-Aldrich (St. Louis, MO, USA),
- -
- stearic acid (SA), functioning as a cross-linking activator and dispersing agent with a density of 0.94 g/cm3, obtained from Chempur (Piekary Śląskie, Poland).
- -
- toluene with a density of 0.87 g/cm3, delivered by POCh S.A. (Gliwice, Poland),
- -
- diethyl ether with a density of 0.71 g/cm3, obtained from Chempur (Piekary Śląskie, Poland).
2.2. Compounding and Vulcanization
2.3. Assessment of the Cross-Linking Process
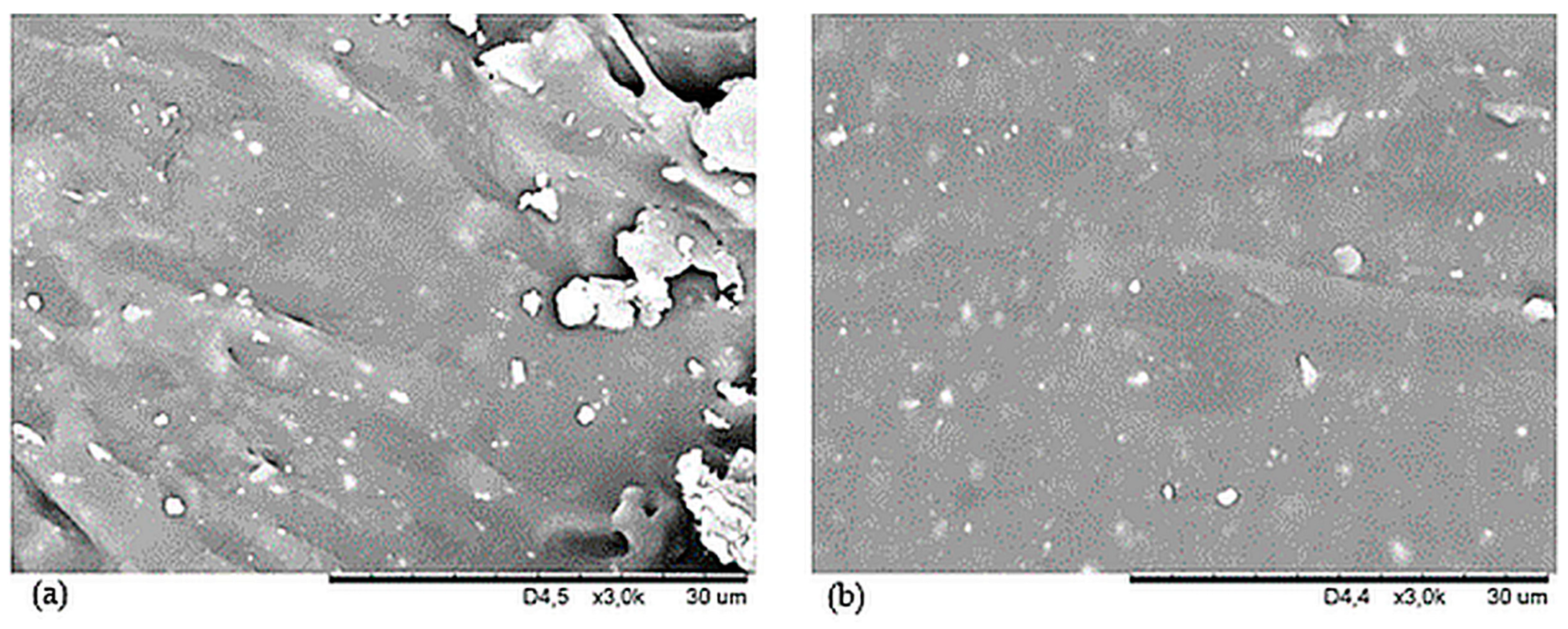
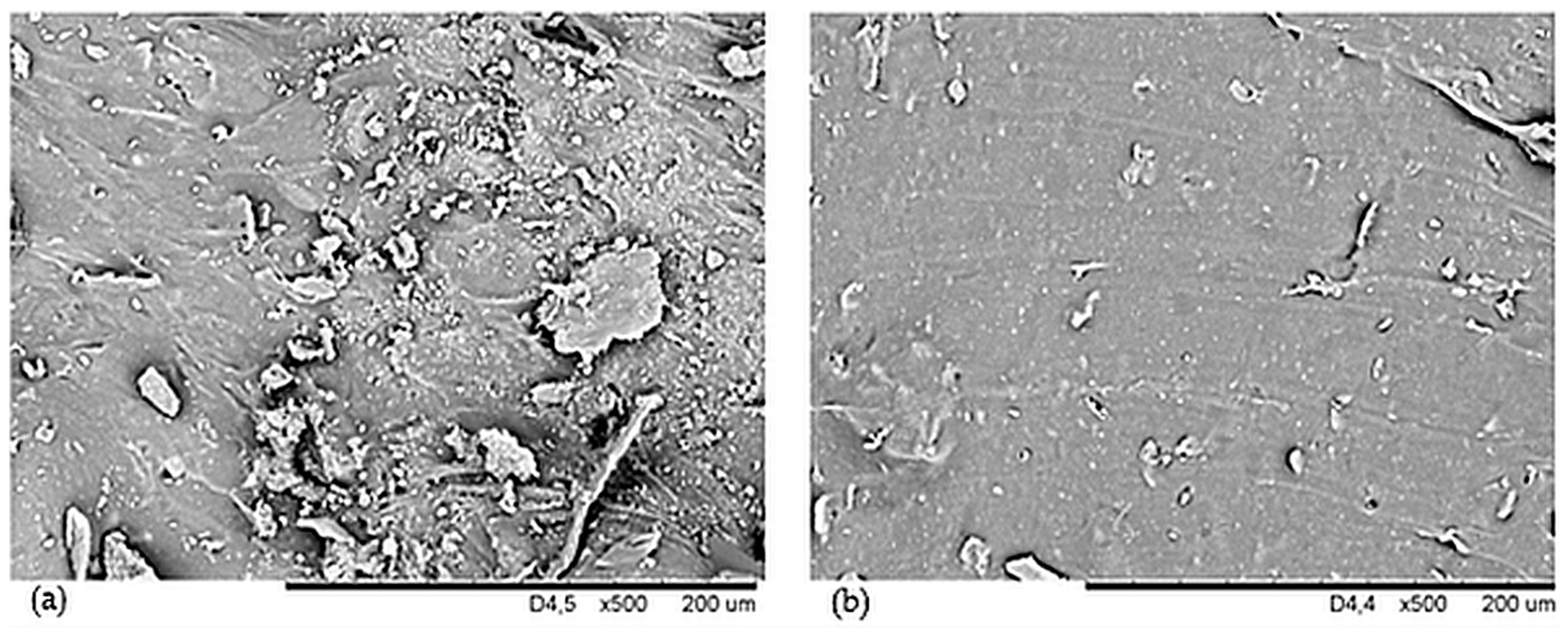
2.4. Determination of Surface Morphology
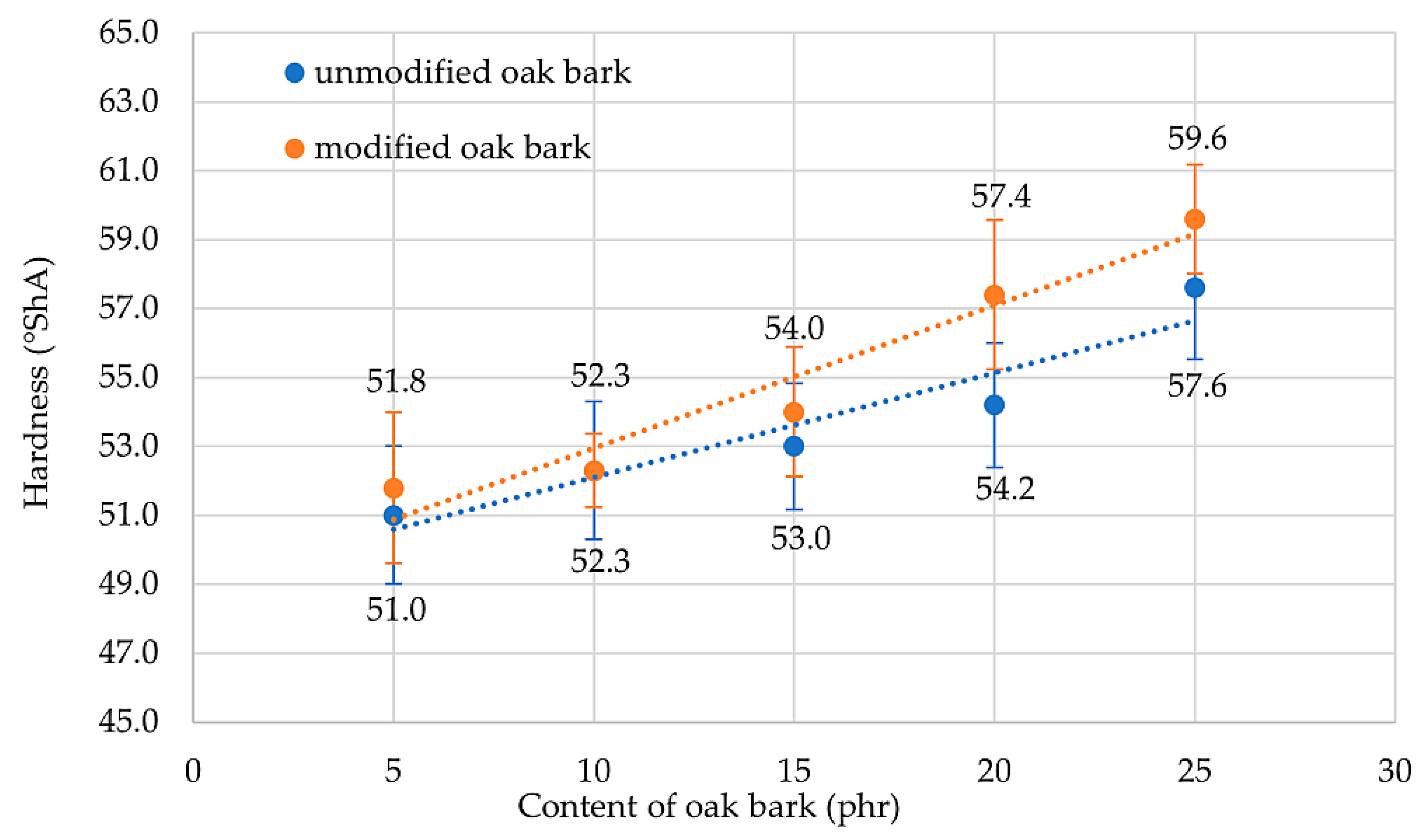
2.5. Determination of Mechanical Properties
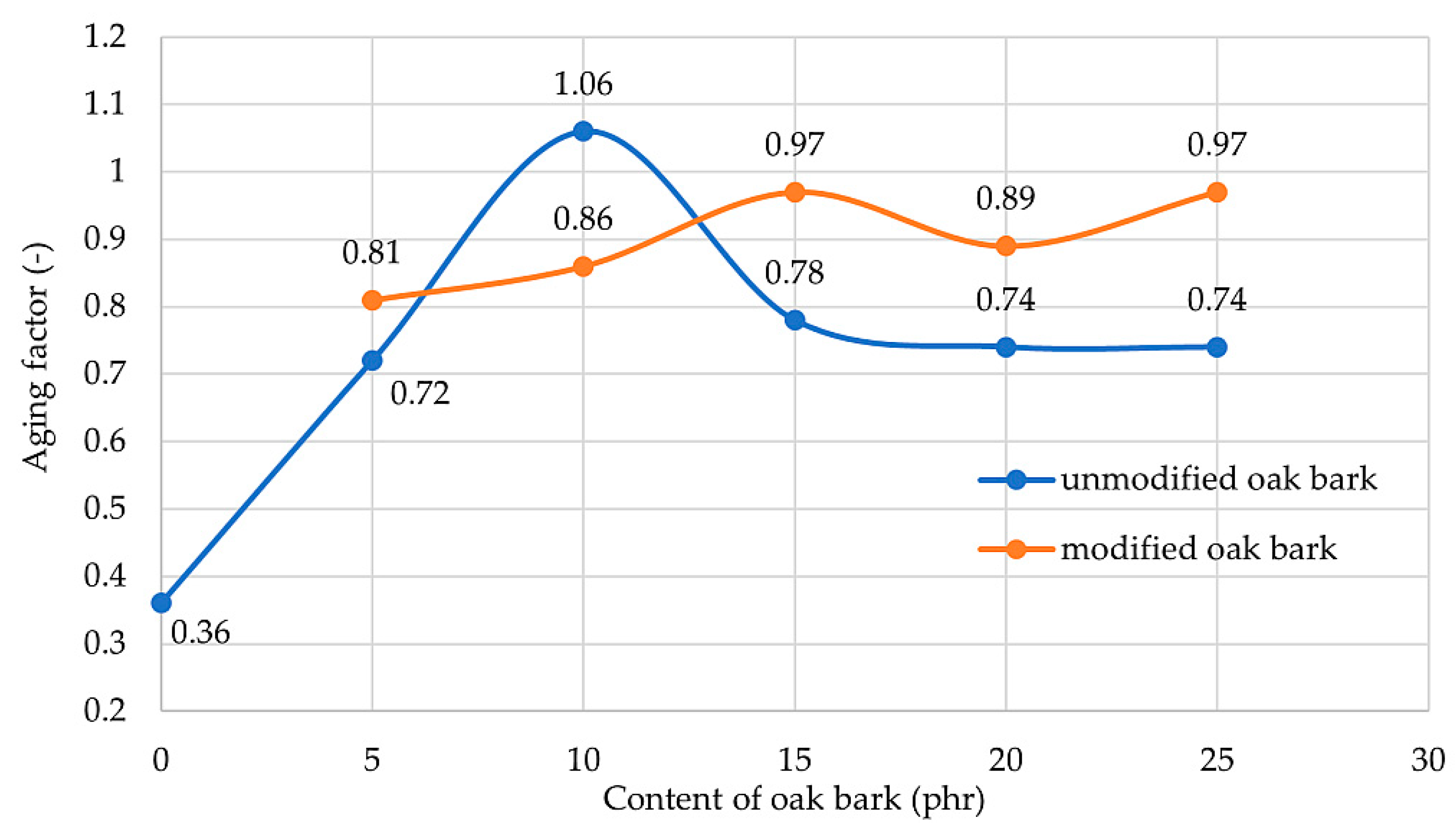
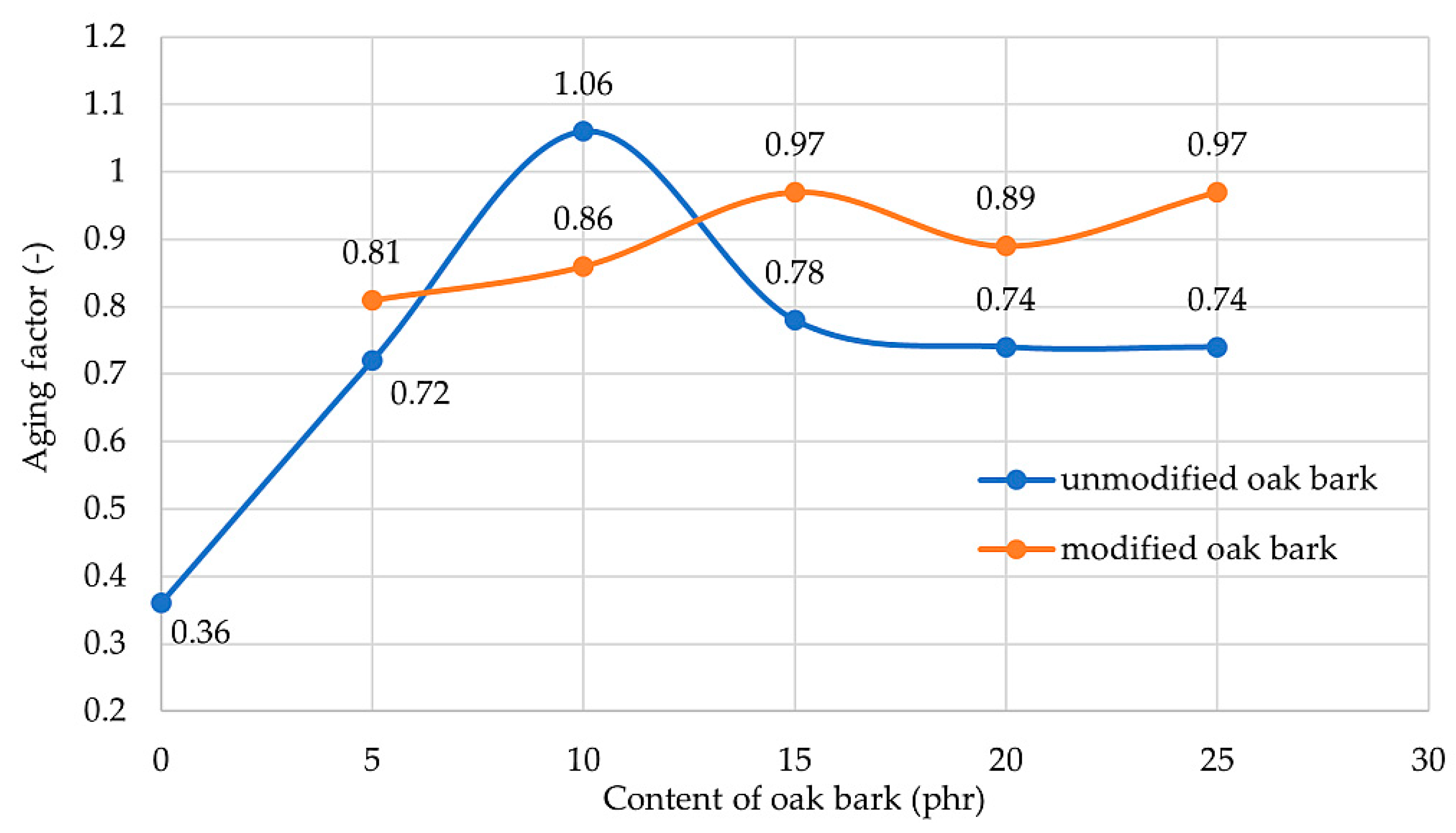
2.6. Resistance to Thermo-Oxidative Aging
2.7. Determination of Hydrophobicity
2.8. Spectra Making with the FT-IR Method
2.9. Statistical Analysis
3. Research Results and Their Discussion
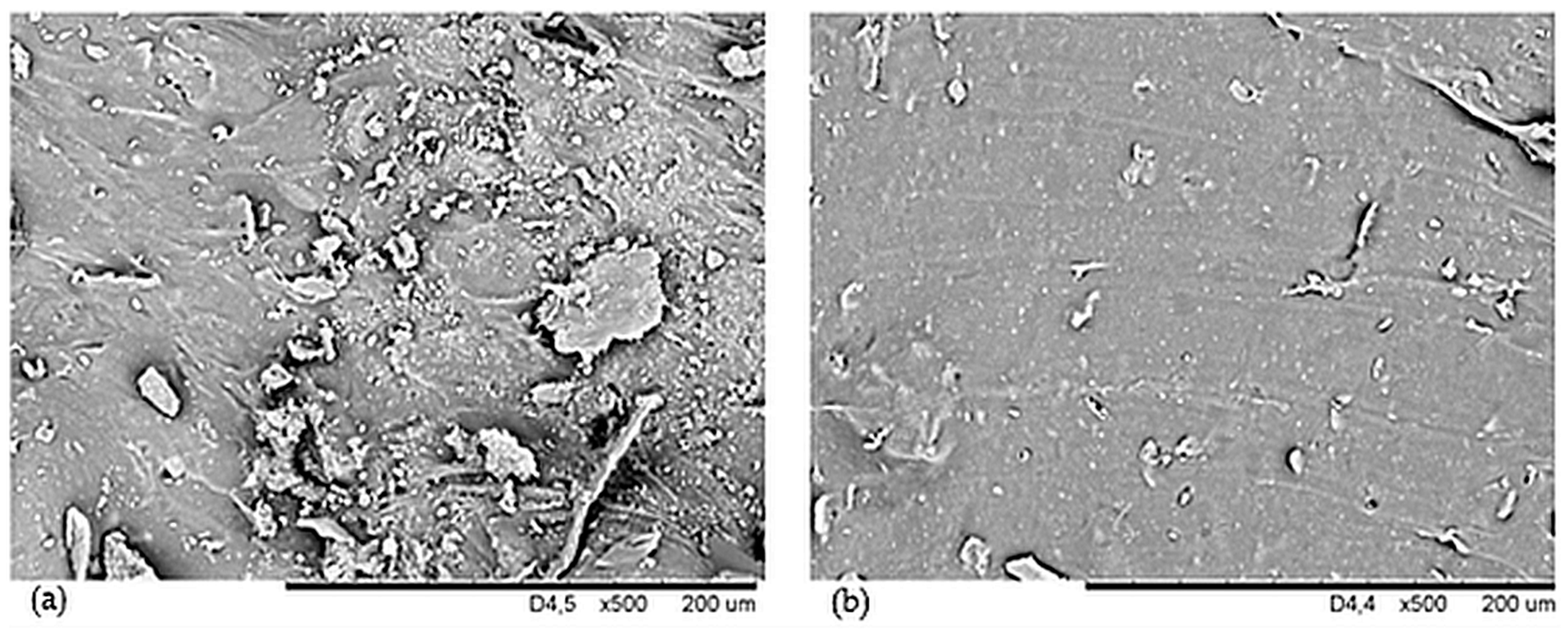
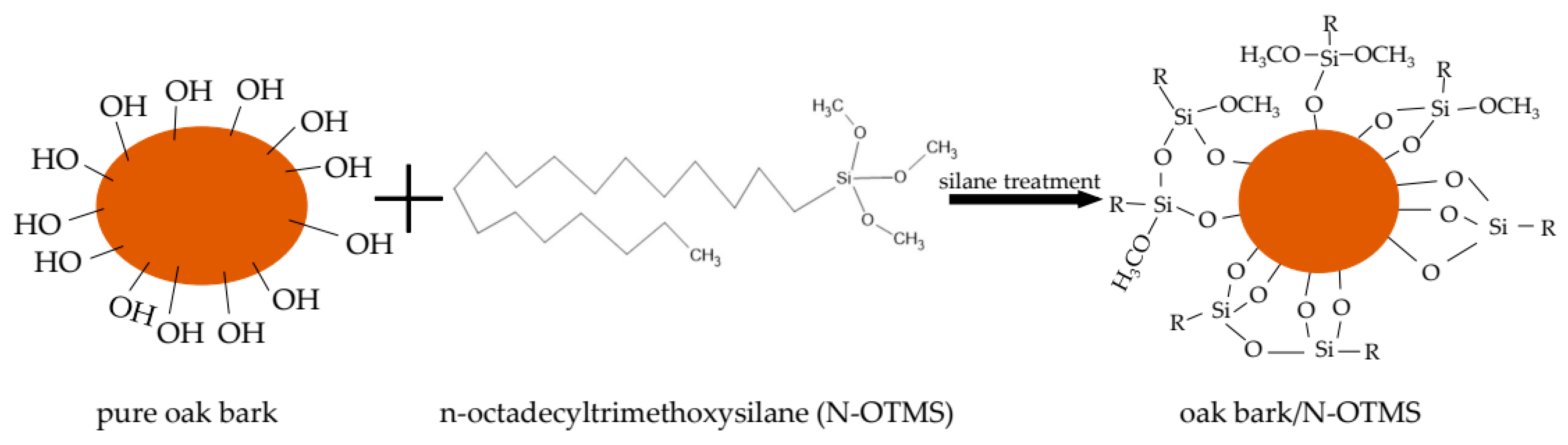
3.1. Analysis of the Morphology of Oak Bark and NR Vulcanizates Filled with Oak Bark
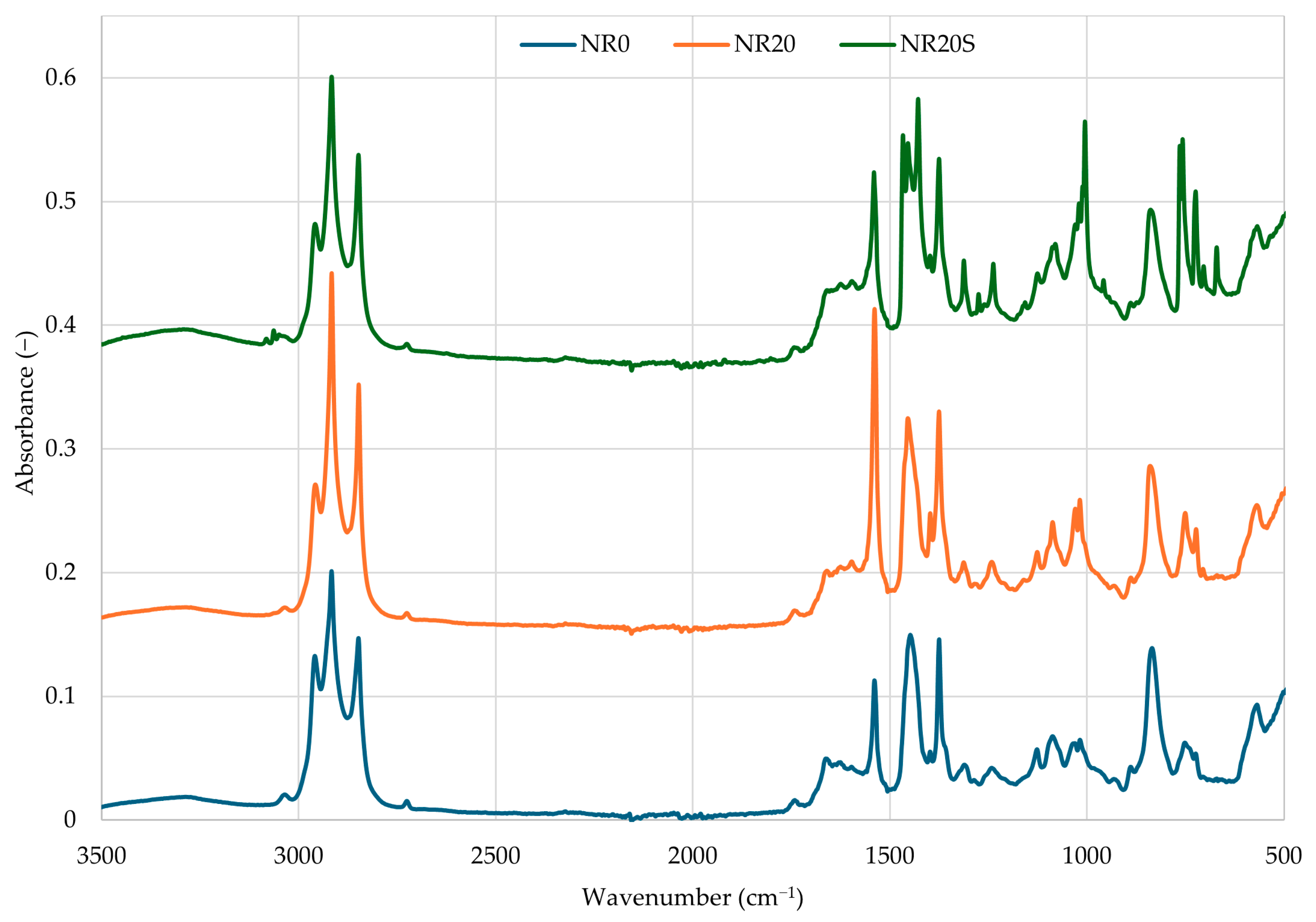
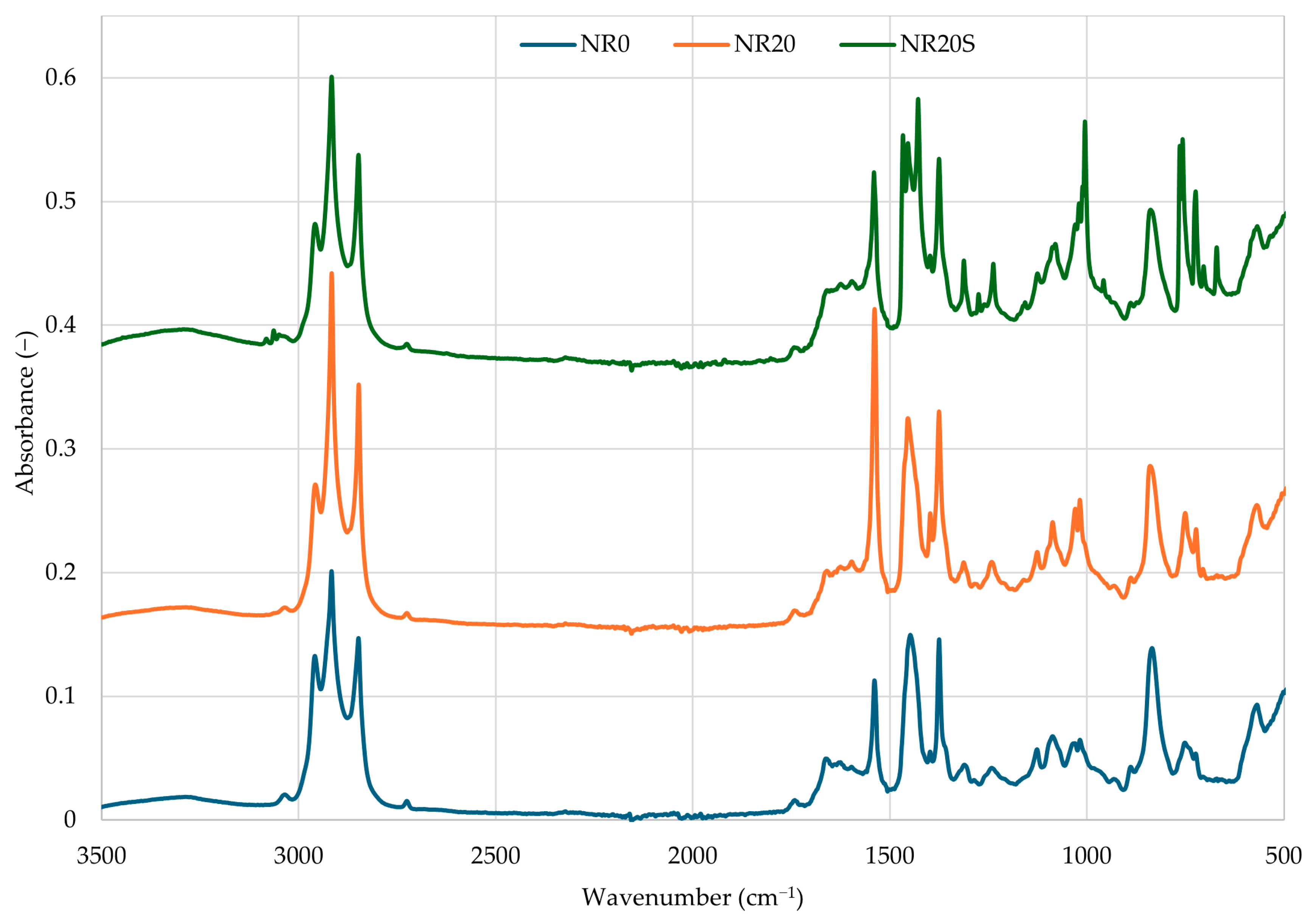
3.2. Analysis of the Structure of NR Vulcanizates Filled with Oak Bark
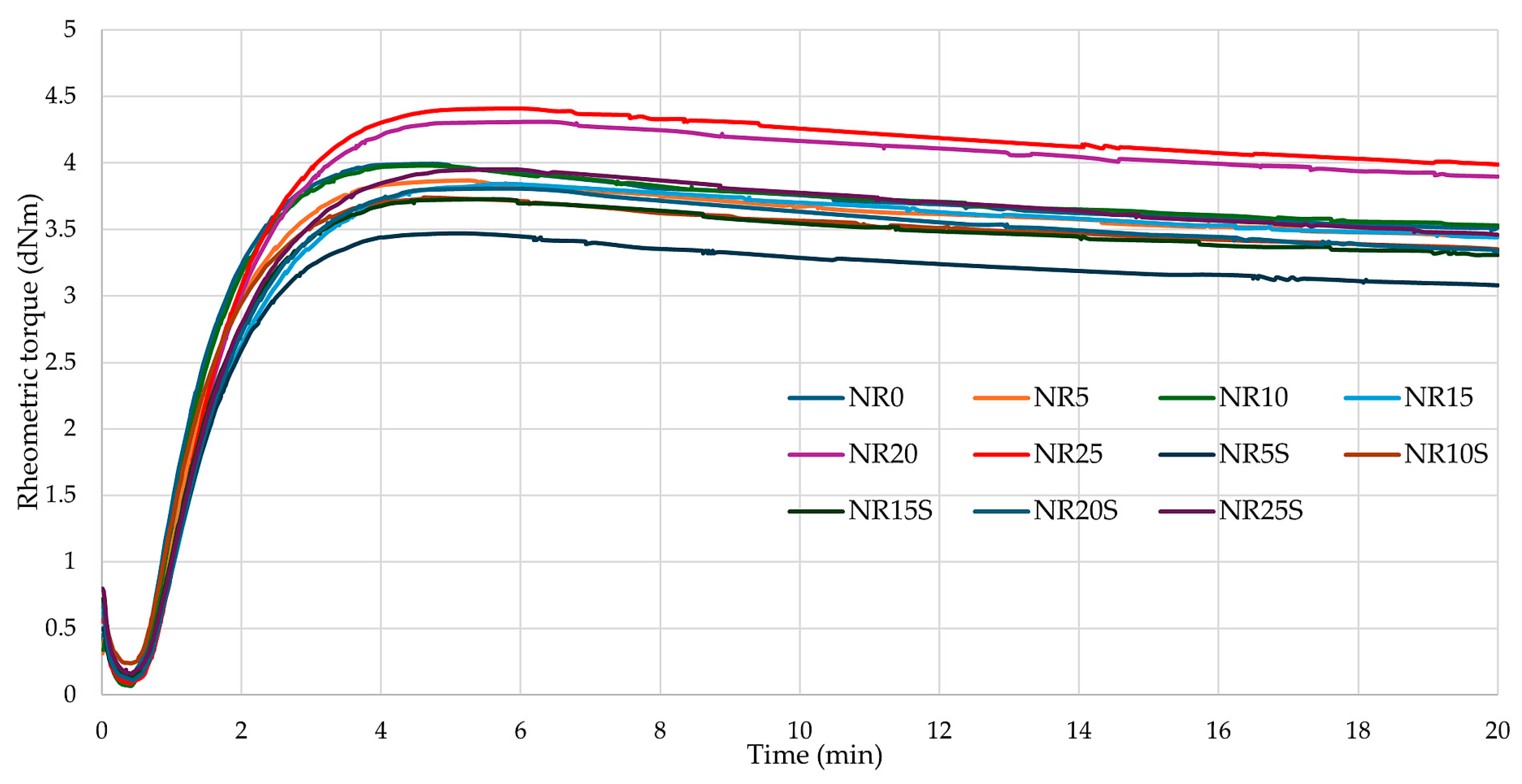
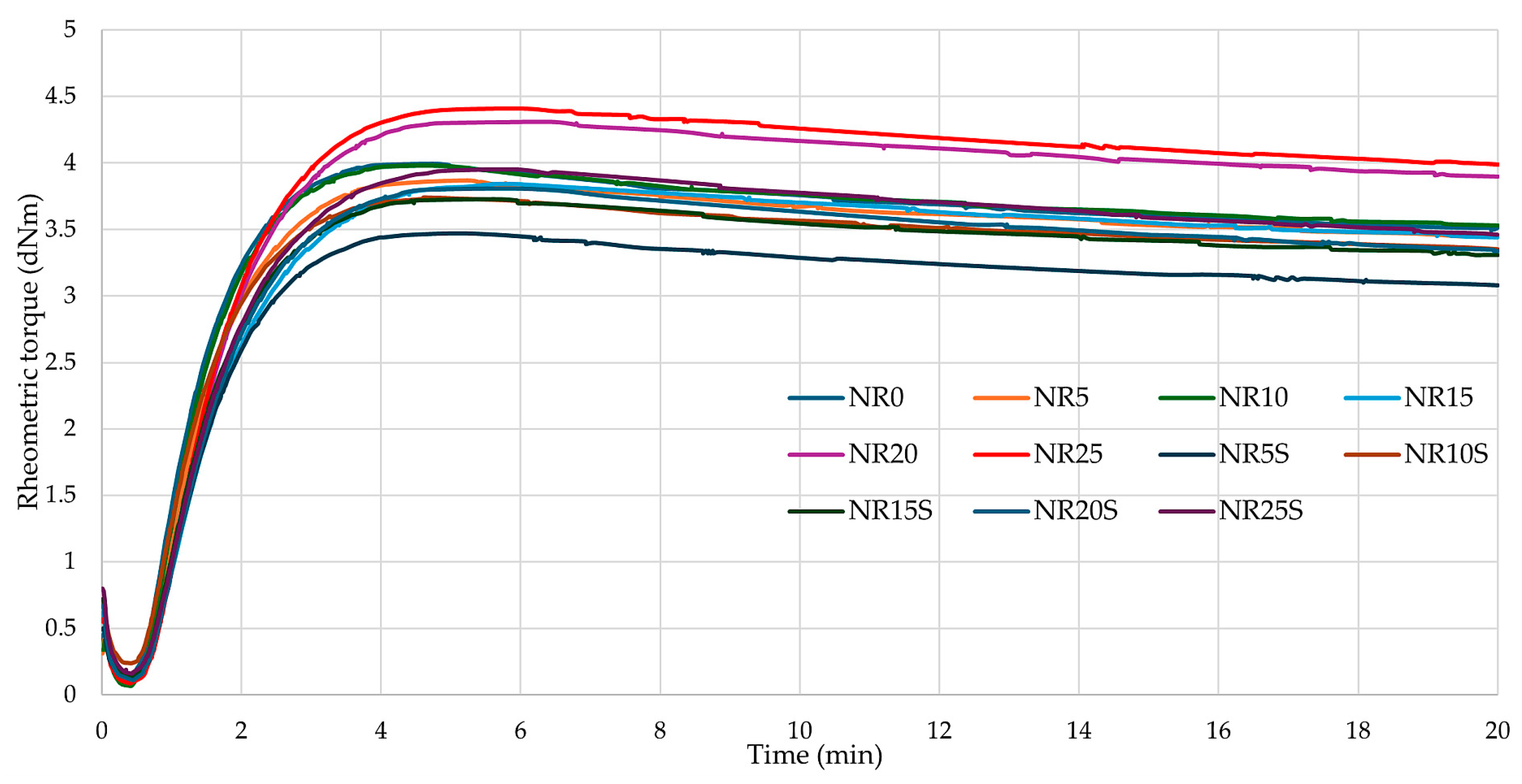
3.3. The Influence of Oak Bark on the Course of NR Cross-Linking
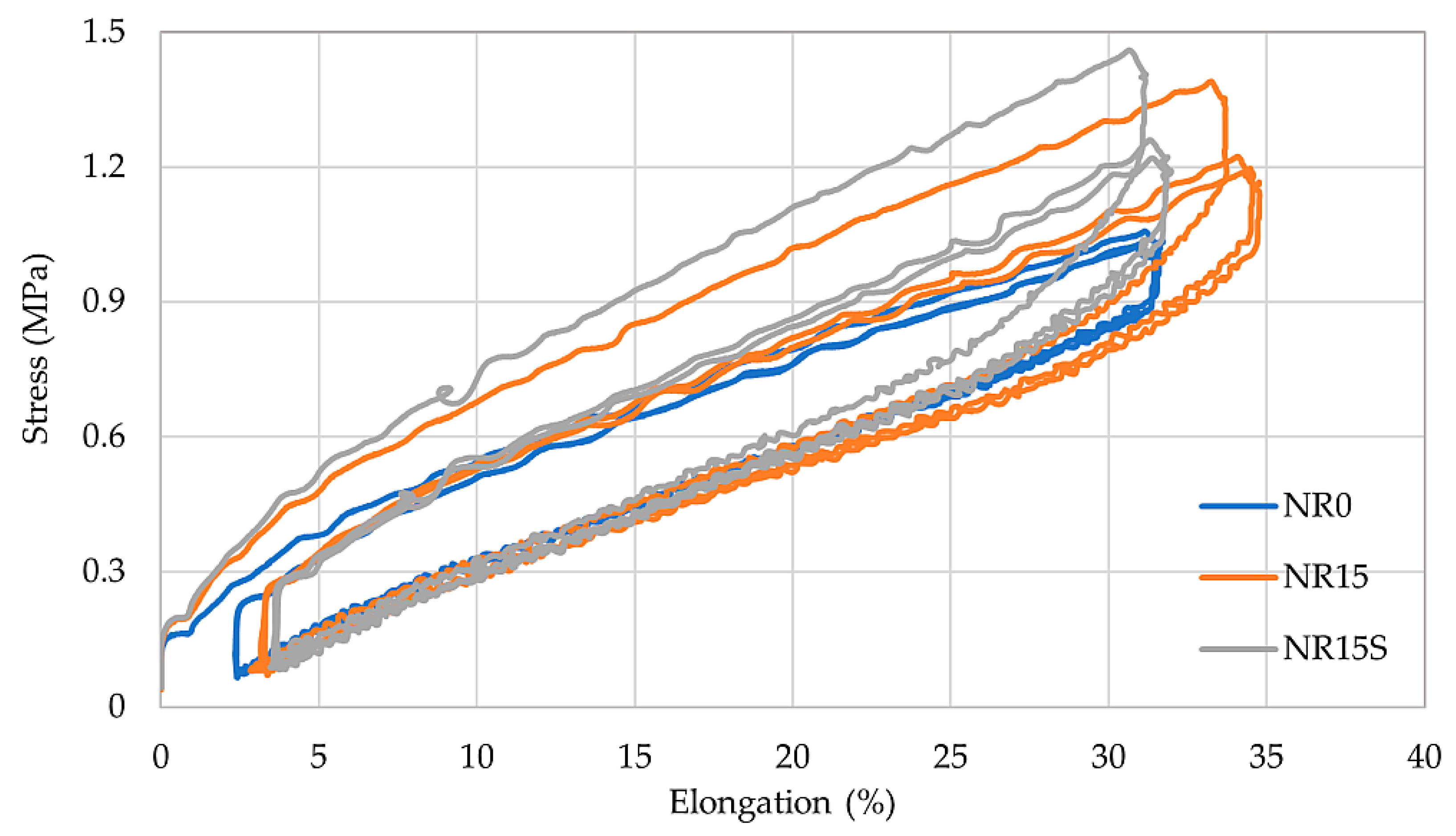
3.4. The Influence of Oak Bark on the Mechanical Properties of NR Vulcanizates
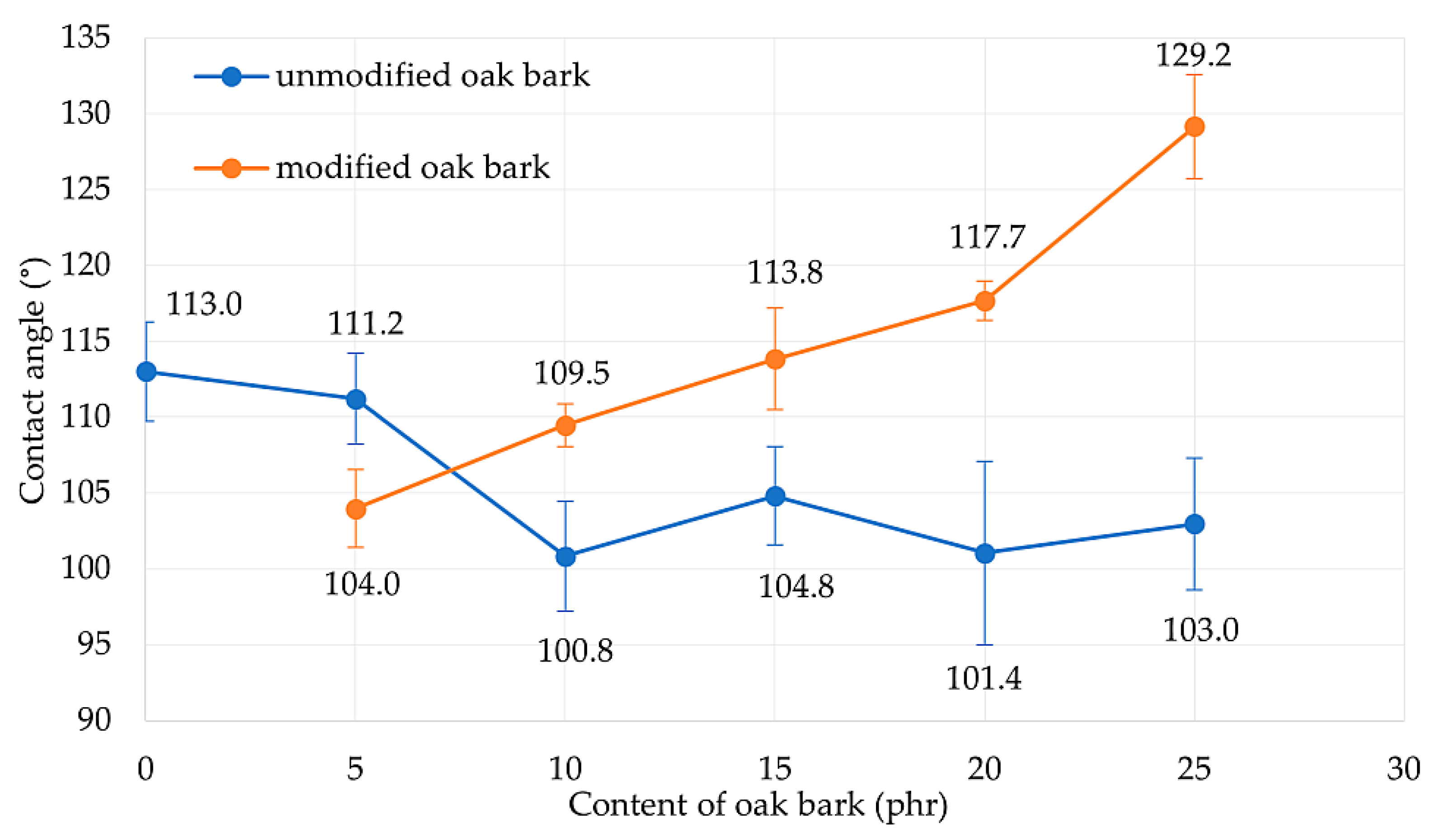
3.5. The Influence of Oak Bark on the Hydrophobicity of NR Vulcanizates
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kocaman, S.; Ahmetli, G. Eco-friendly natural filler based epoxy composites. Int. J. Chem. Mol. Eng. 2016, 10, 471–474. [Google Scholar]
- Pulikkalparambil, H.; Varghese, S.A.; Chonhenchob, V.; Nampitch, T.; Jarupan, L.; Harnkarnsujarit, N. Recent Advances in Natural Fibre-Based Materials for Food Packaging Applications. Polymers 2023, 15, 1393. [Google Scholar] [CrossRef]
- Khuntia, T.; Biswas, S. Mechanical, viscoelastic, and flammability properties of polymer composites reinforced with novel Sirisha bark filler. J. Ind. Text. 2022, 51, 5888–5890. [Google Scholar] [CrossRef]
- Borysiuk, P.; Boruszewski, P.; Auriga, R.; Danecki, L.; Auriga, A.; Rybak, K.; Nowacka, M. Influence of a bark-filler on the properties of PLA biocomposites. J. Mater. Sci. 2021, 56, 9196–9208. [Google Scholar] [CrossRef]
- Réh, R.; Krišťák, L.; Sedliačik, J.; Bekhta, P.; Božiková, M.; Kunecová, D.; Vozárová, V.; Tudor, E.M.; Antov, P.; Savov, V. Utilization of birch bark as an eco-friendly filler in urea-formaldehyde adhesives for plywood manufacturing. Polymers 2021, 13, 511. [Google Scholar] [CrossRef] [PubMed]
- Walkiewicz, J.; Kawalerczyk, J.; Mirski, R.; Dziurka, D.; Wieruszewski, M. The Application of Various Bark Species as Fillers for UF Resin in Plywood Manufacturing. Materials 2022, 15, 7201. [Google Scholar] [CrossRef] [PubMed]
- Blanchet, P.; Cloutier, A.; Riedl, B. Particleboard made from hammer milled black spruce bark residues. Wood Sci. Technol. 2000, 34, 11–19. [Google Scholar] [CrossRef]
- Yemele, M.; Blanchet, P.; Cloutier, A.; Koubaa, A. Effects of bark content and particle geometry on the physical and mechanical properties of particleboard made from black spruce and trembling aspen bark. For. Prod. J. 2008, 58, 48–56. [Google Scholar]
- Paciorek-Sadowska, J.; Borowicz, M.; Czuprynski, B.; Liszkowska, J. Composites of rigid polyurethane-polyisocyanurate foams with oak bark. Polimery 2017, 62, 666–673. [Google Scholar] [CrossRef]
- Avci, E.; Acar, M.; Gonultas, O.; Candan, Z. Manufacturing biocomposites using black pine bark and oak bark. Bioresources 2018, 13, 15–26. [Google Scholar] [CrossRef]
- Belchinskaya, L.; Zhuzhukin, K.; Novikova, L.; Dmitrenkov, A.; Sedlyachek, Y. Effect of spent engine oil with additives on water and bio resistance of birch and pine wood. For. Eng. J. 2018, 8, 196–204. [Google Scholar]
- Šukele, R.; Skadiņš, I.; Koka, R.; Bandere, D. Antibacterial effects of oak bark (Quercus robur) and heather herb (Calluna vulgaris L.) extracts against the causative bacteria of bovine mastitis. Vet. World 2022, 15, 2315. [Google Scholar] [CrossRef]
- Mirski, R.; Kawalerczyk, J.; Dziurka, D.; Siuda, J.; Wieruszewski, M. The application of oak bark powder as a filler for melamine-urea-formaldehyde adhesive in plywood manufacturing. Forests 2020, 11, 1249. [Google Scholar] [CrossRef]
- Hussain, S.A.; Pandurangadu, V.; Palanikuamr, K. Mechanical properties of green coconut fiber reinforced HDPE polymer composite. Int. J. Eng. Sci. Technol. 2011, 3, 7942–7952. [Google Scholar]
- Sathishkumar, T.P.; Naveen, J.; Satheeshkumar, S. Hybrid fiber reinforced polymer composites—A review. J. Reinf. Plast. Compos. 2014, 33, 454–471. [Google Scholar] [CrossRef]
- Miedzianowska, J.; Masłowski, M.; Rybiński, P.; Strzelec, K. Modified Nanoclays/Straw Fillers as Functional Additives of Natural Rubber Biocomposites. Polymers 2021, 13, 799. [Google Scholar] [CrossRef] [PubMed]
- Masłowski, M.; Aleksieiev, A.; Miedzianowska, J.; Strzelec, K. Potential Application of Peppermint (Mentha piperita L.), German Chamomile (Matricaria chamomilla L.) and Yarrow (Achillea millefolium L.) as Active Fillers in Natural Rubber Biocomposites. Int. J. Mol. Sci. 2021, 22, 7530. [Google Scholar] [CrossRef]
- Masłowski, M.; Miedzianowska, J.; Delekta, M.; Czylkowska, A.; Strzelec, K. Natural Rubber Biocomposites Filled with Phyto-Ashes Rich in Biogenic Silica Obtained from Wheat Straw and Field Horsetail. Polymers 2021, 13, 1177. [Google Scholar] [CrossRef] [PubMed]
- De Beus, N.; Carus, M.; Barth, M. Carbon Footprint and Sustainability of Different Natural Fibers for Biocomposites and Insulation Material. Study Providing Data for the Automotive and Insulation Industry. 2019. Available online: http://eiha.org/media/2019/03/19-03-13-Study-Natural-Fibre-Sustainability-Carbon-Footprint.pdf (accessed on 18 April 2024).
- Hák, T.; Janoušková, S.; Moldan, B. Sustainable Development Goals: A need for relevant indicators. Ecol. Indic. 2016, 60, 565–573. [Google Scholar] [CrossRef]
- Fitzgerald, A.; Proud, W.; Kandemir, A.; Murphy, R.J.; Jesson, D.A.; Trask, R.S.; Hamerton, I.; Longana, M.L. A life cycle engineering perspective on biocomposites as a solution for a sustainable recovery. Sustainability 2021, 13, 1160. [Google Scholar] [CrossRef]
- Ahmad, H.; Chhipi-Shrestha, G.; Hewage, K.; Sadiq, R. A comprehensive review on construction applications and life cycle sustainability of natural fiber biocomposites. Sustainability 2022, 14, 15905. [Google Scholar] [CrossRef]
- Sharma, V.P.; Singh, A.; Srivastava, N.; Srivastava, P. Bioplastics, biocomposites and biobased polymers—Applications and innovative approaches for sustainability. In Handbook of Bioplastics and Biocomposites Engineering Applications; Scrivener Publishing LLC.: Beverly, MA, USA, 2023; pp. 619–628. [Google Scholar]
- Datta, J.; Głowińska, E. Influence of cellulose on mechanical and thermomechanical properties of elastomers obtained from mixtures containing natural rubber. Polimery 2011, 56, 823–827. [Google Scholar] [CrossRef]
- Floros, M.C.; Hojabri, L.; Abraham, E.; Jose, J.; Thomas, S.; Pothan, L.; Leao, A.; Narine, S. Enhancement of thermal stability, strength and extensibility of lipid-based polyurethanes with cellulose-based nanofibers. Polym. Degrad. Stab. 2012, 97, 1970–1978. [Google Scholar] [CrossRef]
- Utrera-Barrios, S.; Pinho Lopes, O.; Mas-Giner, I.; Verdejo, R.; López-Manchado, M.A.; Hernández Santana, M. Sustainable composites with self-healing capability: Epoxidized natural rubber and cellulose propionate reinforced with cellulose fibers. Polym. Compos. 2024, 1–14. [Google Scholar] [CrossRef]
- Koeipudsa, N.; Phinyocheep, P. Cellulose nanocrystals from oil palm trunk biomass as a bio-reinforcing filler for improved mechanical properties of modified natural rubber composites. Polym. Compos. 2024, 45, 4524–4537. [Google Scholar] [CrossRef]
- Kazemi, H.; Parot, M.; Stevanovic, T.; Mighri, F.; Rodrigue, D. Cellulose and lignin as carbon black replacement in natural rubber. J. App. Polym. Sci. 2022, 139, 2462. [Google Scholar] [CrossRef]
- Jiang, W.; Gu, J. Nanocrystalline cellulose isolated from different renewable sources to fabricate natural rubber composites with outstanding mechanical properties. Cellulose 2020, 27, 5801–5813. [Google Scholar] [CrossRef]
- Somseemee, O.; Saeoui, P.; Schevenels, F.T.; Siriwong, C. Enhanced interfacial interaction between modified cellulose nanocrystals and epoxidized natural rubber via ultraviolet irradiation. Sci. Rep. 2022, 12, 6682. [Google Scholar] [CrossRef] [PubMed]
- Chen, W.J.; Gu, J.; Xu, S.H. Exploring nanocrystalline cellulose as a green alternative of carbon black in natural rubber/butadiene rubber/styrene-butadiene rubber blends. Express Polym. Lett. 2014, 8, 659–668. [Google Scholar] [CrossRef]
- Spoljaric, S.; Genovese, A.; Shanks, R.A. Polypropylene–microcrystalline cellulose composites with enhanced compatibility and properties. Compos.—A Appl. Sci. Manuf. 2009, 40, 791–799. [Google Scholar] [CrossRef]
- Hatakeyama, H.; Kato, N.; Nanbo, T.; Hatakeyama, T. Water absorbent polyurethane composites derived from molasses and lignin filled with microcrystalline cellulose. J. Mater. Sci. 2012, 47, 7254–7261. [Google Scholar] [CrossRef]
- Cichy, W. Combustion of plywood waste in a low-power boiler. Wood Res. Pap. Rep. Announc. 2012, 55, 21–36. [Google Scholar]
- Pasztory, Z.; Mohacsine, I.R.; Gorbacheva, G.; Börcsök, Z. The utilization of tree bark. Bioresources 2016, 11, 7859–7888. [Google Scholar] [CrossRef]
- Tong, Z.; He, W.; Fan, X.; Guo, A. Biological Function of Plant Tannin and Its Application in Animal Health. Front. Vet. Sci. 2022, 8, 803657. [Google Scholar] [CrossRef] [PubMed]
- Ihnat, V.; Lübke, H.; Balberčák, J.; Kuňa, V. Size reduction downcycling of waste wood. Review. Wood Res. 2020, 65, 205–220. [Google Scholar] [CrossRef]
- Blanco-García, A.; Lindig-Cisneros, R. Incorporating restoration in sustainable forestry management: Using pine-bark mulch to improve native species establishment on tephra deposits. Restor. Ecol. 2005, 13, 703–709. [Google Scholar] [CrossRef]
- Skrypnik, L.; Grigorev, N.; Michailov, D.; Antipina, M.; Danilova, M.; Pungin, A. Comparative study on radical scavenging activity and phenolic compounds content in water bark extracts of alder (Alnus glutinosa (L.) Gaertn.), oak (Quercus robur L.) and pine (Pinus sylvestris L.). Eur. J. Wood Wood Prod. 2019, 77, 879–890. [Google Scholar] [CrossRef]
- Scalbert, A.; Monties, B.; Favre, J.M. Polyphenols of Quercus robur: Adult tree and in vitro grown calli and shoots. Phytochem. 1988, 27, 3483–3488. [Google Scholar] [CrossRef]
- Jordao, A.M.; Ricardo-da-Silva, J.M.; Laureano, O. Ellagitannins from Portuguese oak wood (Quercus pyrenaica Willd.) used in cooperage: Influence of geographical origin, coarseness of the grain and toasting level. Holzforsch. Wood Res. Technol. 2007, 61, 155–160. [Google Scholar] [CrossRef]
- Fernández de Simón, B.; Cadahía, E.; Conde, E.; García-Vallejo, M.C. Low molecular weight phenolic compounds in Spanish oak woods. J. Agric. Food Chem. 1996, 44, 1507–1511. [Google Scholar] [CrossRef]
- Ružiak, I.; Igaz, R.; Krišťák, L.; Réh, R.; Mitterpach, J.; Očkajová, A.; Kučerka, M. Influence of urea-formaldehyde adhesive modification with beech bark on chosen properties of plywood. Bioresources 2017, 12, 3250–3264. [Google Scholar] [CrossRef]
- Moubarik, A.; Allal, A.; Pizzi, A.; Charrier, F.; Charrier, B. Characterization of a formaldehyde-free cornstarch-tannin wood adhesive for interior plywood. Eur. J. Wood Wood Prod. 2009, 68, 427–433. [Google Scholar] [CrossRef]
- Gangi, M.; Tabarsa, T.; Sepahvand, S.; Asghari, J. Reduction of formaldehyde emission from plywood. J. Adhes. Sci. Technol. 2013, 27, 1407–1417. [Google Scholar] [CrossRef]
- Costa, N.; Pereira, J.; Martins, J.; Ferra, J.; Cruz, P.; Magalhães, F.; Mendes, A.; Carvalho, L. Alternative to latent catalysts for curing UF resins used in the production of low formaldehyde emission wood-based panels. Int. J. Adhes. Adhes. 2012, 33, 56–60. [Google Scholar] [CrossRef]
- Kamau-Devers, K.; Kortum, Z.; Miller, S.A. Hydrothermal aging of bio-based poly(lactic acid) (PLA) wood polymer composites: Studies on sorption behavior, morphology, and heat conductance. Constr. Build. Mater. 2019, 214, 290–302. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Szostak, M.; Barczewski, M.; Łuczak, P. Cork-wood hybrid filler system for polypropylene and poly(lactic acid) based injection molded composites. Structure evaluation and mechanical performance. Compos.—B Eng. 2019, 163, 655–668. [Google Scholar] [CrossRef]
- Sampath, W.D.; Edirisinghe, D.G.; Egodage, S.M. Improvement of physico-mechanical properties of calcium carbonate filled natural rubber and low density polyethylene blends with titanate coupling agent. In Proceedings of the Moratuwa Engineering Research Conference (MERCon), University of Moratuwa, Moratuwa, Sri Lanka, 7–8 April 2015. [Google Scholar]
- Khaleghi, M. Experimental and computational study of thermal behavior of PVC composites based on modified eggshell biofiller for UPVC product. J. Polym. Res. 2022, 29, 2. [Google Scholar] [CrossRef]
- Lee, J.E.; Shim, S.B.; Park, J.H.; Chung, I. Interfacial Properties and Melt Processability of Cellulose Acetate Propionate Composites by Melt Blending of Biofillers. Polymers 2022, 14, 4286. [Google Scholar] [CrossRef] [PubMed]
- Khan, F.; Shah, A.; Wang, S.; Mehmood, S.; Wang, J.; Liu, W.; Xu, X. A comprehensive review on epoxy biocomposites based on natural fibers and bio-fillers: Challenges, recent developments and applications. Adv. Fiber Mater. 2022, 4, 683–704. [Google Scholar] [CrossRef]
- Tsutsumi, R.; Sasaki, T.; Hashiguchi, C.; Yamazaki, R.; Fujii, S.; Nakamura, Y.; Hikasa, S. Surface treatment of CaCO3 with a mixture of amino-and mercapto-functional silane coupling agents and tensile properties of the rubber composites. Compos. Interfaces 2018, 25, 743–760. [Google Scholar] [CrossRef]
- Demir, A. Determination of the effect of valonia tannin when used as a filler on the formaldehyde emission and adhesion properties of plywood with artificial neural network analysis. Int. J. Adhes. Adhes. 2023, 123, 103346. [Google Scholar] [CrossRef]
- Kristak, L.; Antov, P.; Bekhta, P.; Lubis, M.A.R.; Iswanto, A.H.; Reh, R.; Sedliacik, J.; Savov, V.; Taghiyari, H.R.; Papadopoulos, A.; et al. Recent progress in ultra-low formaldehyde emitting adhesive systems and formaldehyde scavengers in wood-based panels: A review. Wood Mater. Sci. Eng. 2023, 18, 763–782. [Google Scholar] [CrossRef]
- Krekling, T.; Franceschi, V.R.; Berryman, A.A.; Christiansen, E. The structure and development of polyphenolic parenchyma cells in Norway spruce (Picea abies) bark. Flora 2000, 195, 354–369. [Google Scholar] [CrossRef]
- Das, A.K.; Islam, M.N.; Faruk, M.O.; Ashaduzzaman, M.; Dungani, R. Review on tannins: Extraction processes, applications and possibilities. S. Afr. J. Bot. 2020, 135, 58–70. [Google Scholar] [CrossRef]
- Feria-Reyes, R.; Ramírez-Cruz, S.O.; Ruiz-Aquino, F.; Robledo-Taboada, L.H.; Sánchez-Medina, M.A.; Mijangos-Ricárdez, O.F.; Suárez-Mota, M.E.; Puc-Kauil, R.; Gabriel-Parra, R.; Porcallo-Vargas, J. Pine Bark as a Potential Source of Condensed Tannin: Analysis through Fourier Transform Infrared Spectroscopy (FTIR), Scanning Electron Microscopy (SEM), and Energy Dispersive X-ray (EDX). Forests 2023, 14, 1433. [Google Scholar] [CrossRef]
- Andrenšek, S.; Simonovska, B.; Vovk, I.; Fyhrquist, P.; Vuorela, H.; Vuorela, P. Antimicrobial and antioxidative enrichment of oak (Quercus robur) bark by rotation planar extraction using ExtraChrom. Int. J. Food Microbiol. 2004, 92, 181–187. [Google Scholar] [CrossRef]
- Deryabin, D.; Tolmacheva, A. Antibacterial and Anti-Quorum Sensing Molecular Composition Derived from Quercus cortex (Oak bark) Extract. Molecules 2015, 20, 17093–17108. [Google Scholar] [CrossRef]
- ASTM D5289-19a; Standard Test Method for Rubber Property–Vulcanization Using Rotorless Cure Meters. American Society for Testing and Materials: West Conshohocken, PA, USA, 2019.
- ASTM D 471; Standard Test Method for Rubber Property. Effect of Liquids. American Society for Testing and Materials: West Conshohocken, PA, USA, 2016.
- PN-ISO 37; Guma i Kauczuk Termoplastyczny—OZNACZANIE Właściwości Wytrzymałościowych Przy Rozciąganiu. Polski Komitet Normalizacyjny: Warsaw, Poland, 2007. Available online: https://sklep.pkn.pl/pn-iso-37-2007p.html (accessed on 14 September 2021).
- ISO 34-1:2015; Rubber, Vulcanized or Thermoplastic—Determination of Tear Strength—Part 1: Trouser, Angle and Crescent Test Pieces. Iteh Standards: San Francisco, CA, USA, 2015.
- ISO 48-4:2018; Rubber, Vulcanized or Thermoplastic—Determination of Hardness—Part 4: Indentation Gardness by durometer Method (Shore Gardness). ISO Standards: Vernier/Geneva, Switzerland, 2018.
- Smejda-Krzewicka, A.; Rybiński, P.; Bradło, D.; Żukowski, W. The Morphology, Mechanical and Dynamic Properties, Fire Hazard and Toxicity of Chloroprene and Butadiene Rubber Composites Cross-Linked with Zinc. Materials 2023, 16, 1240. [Google Scholar] [CrossRef] [PubMed]
- Smejda-Krzewicka, A.; Olejnik, A.; Strzelec, K. The role of iron(III) oxide in chloroprene and butadiene rubber blends cross-linking, structure, thermal and mechanical characteristics. Iran. Polym. J. 2019, 28, 313–323. [Google Scholar] [CrossRef]
- Dyer, J.R. Spektroskopia Absorpcyjna w Chemii Organicznej (Absorption Spectroscopy in Organic Chemistry); Scientific Publishing PWN: Warsaw, Poland, 1967. [Google Scholar]
- Rajca, A.; Zieliński, W. Metody Spektroskopowe i Ich Zastosowanie do Identyfikacji Związków Organicznych (Spectroscopic Methods and Their Application to Identify Organic Compounds); Scientific Publishing PWN: Warsaw, Poland, 1995. [Google Scholar]
- Irzmańska, E.; Korzeniewska, E.; Pawlak, R.; Tomczyk, M.; Smejda-Krzewicka, A.; Adamus-Włodarczyk, A. Enhanced Hydrophobicity of Polymers for Personal Protective Equipment Achieved by Chemical and Physical Modification. Materials 2022, 15, 106. [Google Scholar] [CrossRef]
- Rashid, A.; Saleem, J.; Amin, M.; Ali, S.M.; Khan, A.A.; Qureshi, M.B.; Ali, S.; Dancey, D.; Nawaz, R. Investigation of 9000 hours multi-stress aging effects on High-Temperature Vulcanized Silicone Rubber with silica (nano/micro) filler hybrid composite insulator. PLoS ONE 2021, 16, e0253372. [Google Scholar] [CrossRef] [PubMed]
- Lopes, H.; Silva, S.P.; Carvalho, J.P.; Machado, J. A new modelling approach for predicting process evolution of cork-rubber composites slabs vulcanization. Sci. Rep. 2022, 12, 8002. [Google Scholar] [CrossRef] [PubMed]
- Juma, M.; Bafrnec, M. Experimental determination of rubber curing reaction heat using the transient heat conduction equation. Chem. Pap.—Slovak Acad. Sci. 2004, 58, 29–32. [Google Scholar]
- Zheng, T.; Zheng, X.; Zhan, S.; Zhou, J.; Liao, S. Study on the ozone aging mechanism of natural rubber. Polym. Degrad. Stab. 2021, 186, 109514. [Google Scholar] [CrossRef]
- Sasimowski, E.; Majewski, L.; Grochowicz, M. Artificial ageing, chemical resistance, and biodegradation of biocomposites from poly(Butylene succinate) and wheat bran. Materials 2021, 14, 7580. [Google Scholar] [CrossRef] [PubMed]
- Vašíček, A.; Lenfeld, P.; Běhálek, L. Degradation of Polylactic Acid Polymer and Biocomposites Exposed to Controlled Climatic Ageing: Mechanical and Thermal Properties and Structure. Polymers 2023, 15, 2977. [Google Scholar] [CrossRef] [PubMed]
- Zielecka, M. Methods of contact angle measurements as a tool for characterization of wettability of polymers. Polimery 2004, 49, 327–332. [Google Scholar] [CrossRef]
- Ilek, A.; Kucza, J.; Morkisz, K. Hygroscopicity of the bark of selected forest tree species. iForest—Biogeosci. For. 2016, 10, 220. [Google Scholar] [CrossRef]
- Siegert, C.; Ilek, A.; Wade, A.; Schweitzer, C. Changes in bark properties and hydrology following prescribed fire in Pinus taeda and Quercus montana. Hydrol. Process. 2023, 37, 14799. [Google Scholar] [CrossRef]
- Carmo, J.; Miranda, I.; Quilhó, T.; Sousa, V.; Cardoso, S.; Carvalho, A.; Pereira, H. (Copaifera langsdorffii) Bark as a Source of Chemicals: Structural and Chemical Characterization. J. Wood Chem. Technol. 2016, 36, 305–317. [Google Scholar] [CrossRef]
- Häsler Gunnarsdottir, S.; Sommerauer, L.; Schnabel, T.; Oostingh, G.J.; Schuster, A. Antioxidative and Antimicrobial Evaluation of Bark Extracts from Common European Trees in Light of Dermal Applications. Antibiotics 2023, 12, 130. [Google Scholar] [CrossRef]
- Vovk, I.; Simonovska, B.; Andrenšek, S.; Vuorela, H.; Vuorela, P. Rotation planar extraction and rotation planar chromatography of oak (Quercus robur L.) bark. J. Chromatogr. A 2003, 991, 267–274. [Google Scholar] [CrossRef] [PubMed]
- Mota, S.; Pinto, C.; Rocha e Silva, J.; Afonso, C.; Sousa Lobo, J.; Almeida, I. Quercus suber: A Promising Sustainable Raw Material for Cosmetic Application. Appl. Sci. 2022, 12, 4604. [Google Scholar] [CrossRef]
- Sirgedaitė-Šėžienė, V.; Čėsnienė, I.; Leleikaitė, G.; Baliuckas, V.; Vaitiekūnaitė, D. Phenolic and Antioxidant Compound Accumulation of Quercus robur Bark Diverges Based on Tree Genotype, Phenology and Extraction Method. Life 2023, 13, 710. [Google Scholar] [CrossRef] [PubMed]
- Smejda-Krzewicka, A.; Kobędza, P.; Strzelec, K.; Adamus-Włodarczyk, A. The Use of Copper Oxides as Cross-Linking Substances for Chloroprene Rubber and Study of the Vulcanizates Properties. Part II. The Effect of Filler Type on the Properties of CR Products. Materials 2021, 14, 6528. [Google Scholar] [CrossRef] [PubMed]
- Heinrich, U.; Fuhst, R.; Rittinghausen, S.; Creutzenberg, O.; Bellmann, B.; Koch, W.; Levsen, K. Chronic Inhalation Exposure of Wistar Rats and Two Different Strains of Mice to Diesel Engine Exhaust, Carbon Black, and Titanium Dioxide. Inhal. Toxicol. 1995, 7, 533–556. [Google Scholar] [CrossRef]
- Chang, B.P.; Gupta, A.; Muthuraj, R.; Mekonnen, T.H. Bioresourced fillers for rubber composite sustainability: Current development and future opportunities. Green Chem. 2021, 23, 5337–5378. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredient | Ingredient Amount (phr) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| NR | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| S8 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
| ZnO | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| SA | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
| MBT | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 |
| OB | - | 5 | 10 | 15 | 20 | 25 | 5 | 10 | 15 | 20 | 25 |
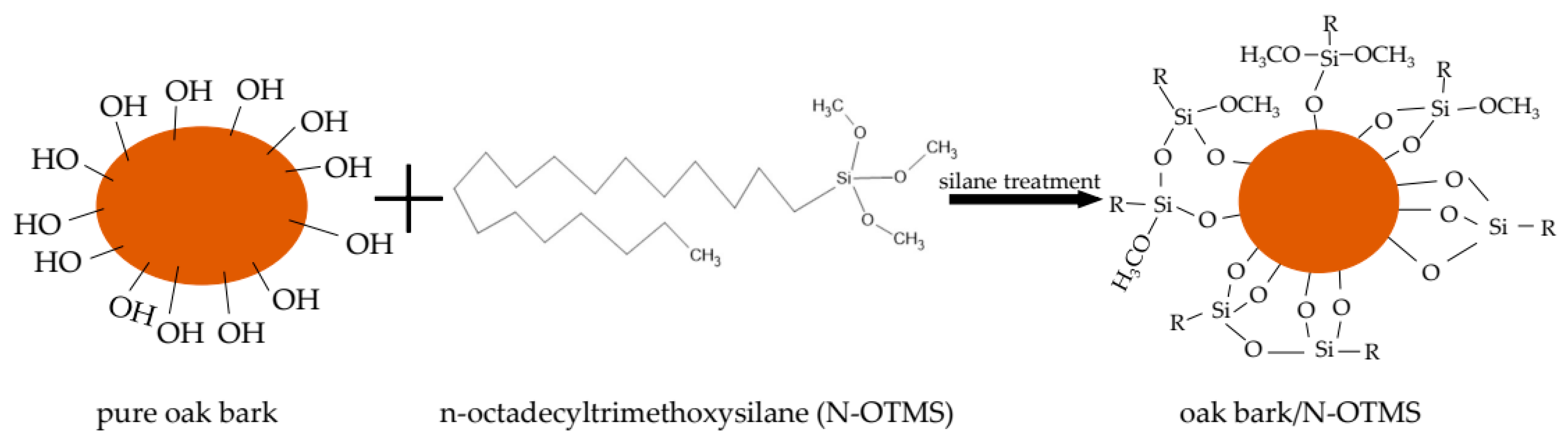
| N-OTMS | - | - | - | - | - | - | 0.5 | 1 | 1.5 | 2 | 2.5 |
| Composite symbol | NR0 | NR5 | NR10 | NR15 | NR20 | NR25 | NR5S | NR10S | NR15S | NR20S | NR25S |
| Wavenumber (cm−1) | Band Intensity | Chemical Group | Composite | ||
|---|---|---|---|---|---|
| NR | NR20 | NR20S | |||
| 2958 | Medium | C-H in -CH3 | + | + | + |
| 2916 | Intensive, sharp | C-H in -CH3 and -CH2- | + | + | + |
| 2848 | Medium | C-H in -CH3 and -CH2- | + | + | + |
| 1680–1596 | Weak, broad | >C=C< | + | + | + |
| 1538 | Medium, sharp | >C=C< | + | + | + |
| 1454–1428 | Medium doublet | Si-CH3 | − | − | + |
| 1444 | Intensive, sharp | C-H in -CH3 and -CH2- | + | + | + |
| 1375 | Medium | C-H in -CH3 | + | + | + |
| 1275 | Weak, sharp | Si-CH2 | − | − | + |
| 1242 | Weak | C-C in CH3 | + | + | + |
| 1126 | Weak | C-C in CH3 | + | + | + |
| 1080 | Weak | C-H in -CH2- | + | + | + |
| 1020–1005 | Intensive, sharp | Si-O | − | − | + |
| 840 | Intensive | >C=C< | + | + | + |
| 765 | Intensive, sharp | C-Si-C | − | − | + |
| 700–660 | Medium doublet | Si in C-Si-C | − | − | + |
| NR Sample | Properties | ||||||
|---|---|---|---|---|---|---|---|
| Tmin (dNm) | Tmax (dNm) | T20 (dNm) | ∆TR (dNm) | t02 (min) | t90 (min) | CRI (min−1) | |
| NR0 | 0.16 | 3.99 | 3.35 | 0.64 | 1.30 | 2.49 | 84.03 |
| NR5 | 0.11 | 3.87 | 3.34 | 0.53 | 1.40 | 2.74 | 74.63 |
| NR10 | 0.07 | 3.98 | 3.46 | 0.52 | 1.30 | 2.55 | 80.00 |
| NR15 | 0.13 | 3.84 | 3.31 | 0.53 | 1.62 | 3.21 | 62.89 |
| NR20 | 0.11 | 4.31 | 3.79 | 0.52 | 1.47 | 3.03 | 64.10 |
| NR25 | 0.09 | 4.41 | 3.90 | 0.51 | 1.44 | 3.04 | 62.50 |
| NR5S | 0.14 | 3.47 | 2.94 | 0.53 | 1.62 | 2.78 | 86.21 |
| NR10S | 0.24 | 3.74 | 3.11 | 0.63 | 1.44 | 2.68 | 80.64 |
| NR15S | 0.13 | 3.73 | 3.18 | 0.55 | 1.52 | 2.84 | 75.76 |
| NR20S | 0.11 | 3.81 | 3.23 | 0.58 | 1.52 | 2.98 | 68.49 |
| NR25S | 0.16 | 3.95 | 3.30 | 0.65 | 1.55 | 3.09 | 64.93 |
| NR Sample | Properties | |||
|---|---|---|---|---|
| Qv (mL/mL) | −Qw (mg/mg) | VR (-) | αc (-) | |
| NR0 | 5.47 ± 0.08 | 0.06 ± 0.01 | 0.155 ± 0.01 | 0.183 ± 0.01 |
| NR5 | 5.24 ± 0.38 | 0.06 ± 0.01 | 0.161 ± 0.01 | 0.191 ± 0.01 |
| NR10 | 5.21 ± 0.07 | 0.06 ± 0.01 | 0.161 ± 0.01 | 0.192 ± 0.01 |
| NR15 | 5.36 ± 2.20 | 0.02 ± 0.32 | 0.172 ± 0.06 | 0.187 ± 0.09 |
| NR20 | 4.48 ± 1.14 | 0.06 ± 0.01 | 0.190 ± 0.05 | 0.223 ± 0.08 |
| NR25 | 4.28 ± 0.06 | 0.06 ± 0.01 | 0.189 ± 0.01 | 0.234 ± 0.01 |
| NR5S | 5.53 ± 0.06 | 0.06 ± 0.01 | 0.153 ± 0.01 | 0.181 ± 0.01 |
| NR10S | 5.11 ± 0.08 | 0.06 ± 0.01 | 0.164 ± 0.01 | 0.196 ± 0.01 |
| NR15S | 5.21 ± 0.44 | 0.07 ± 0.01 | 0.162 ± 0.01 | 0.192 ± 0.02 |
| NR20S | 4.84 ± 0.11 | 0.07 ± 0.01 | 0.171 ± 0.01 | 0.207 ± 0.01 |
| NR25S | 5.23 ± 0.15 | 0.07 ± 0.01 | 0.161 ± 0.01 | 0.191 ± 0.01 |
| NR Sample | Properties | ||||||
|---|---|---|---|---|---|---|---|
| Se100 (MPa) | TSb (MPa) | Eb (%) | Se100* (MPa) | TSb* (MPa) | Eb* (%) | AF (-) | |
| NR0 | 0.64 ± 0.01 | 14.9 ± 0.5 a,d | 1287 ± 1 | 0.87 ± 0.02 | 16.3 ± 1.3 | 424 ± 156 | 0.36 |
| NR5 | 0.65 ± 0.04 | 11.5 ± 1.4 b,c | 1096 ± 70 | 0.77 ± 0.01 | 9.8 ± 0.3 | 917 ± 26 | 0.72 |
| NR10 | 0.73 ± 0.05 | 12.5 ± 1.5 a,b,c | 1196 ± 55 | 0.74 ± 0.03 | 14.0 ± 0.8 | 1133 ± 33 | 1.06 |
| NR15 | 0.77 ± 0.02 | 13.5 ± 1.2 a,b | 1212 ± 63 | 0.86 ± 0.02 | 12.4 ± 0.4 | 1028 ± 41 | 0.78 |
| NR20 | 0.81 ± 0.02 | 11.7 ± 0.6 b,c | 1136 ± 31 | 0.84 ± 0.08 | 10.2 ± 0.1 | 963 ± 19 | 0.74 |
| NR25 | 1.00 ± 0.03 | 10.6 ± 0.4 c | 980 ± 24 | 1.14 ± 0.02 | 9.5 ± 0.7 | 811 ± 39 | 0.74 |
| NR5S | 0.63 ± 0.01 | 13.3 ± 1.5 d,e,f | 1242 ± 37 | 0.73 ± 0.01 | 12.6 ± 1.8 | 1064 ± 69 | 0.81 |
| NR10S | 0.72 ± 0.02 | 15.8 ± 0.7 d | 1226 ± 26 | 0.76 ± 0.04 | 14.7 ± 1.0 | 1133 ± 46 | 0.86 |
| NR15S | 0.73 ± 0.02 | 13.2 ± 0.9 d,e | 1182 ± 44 | 0.93 ± 0.02 | 14.5 ± 0.2 | 1043 ± 12 | 0.97 |
| NR20S | 0.81 ± 0.02 | 11.7 ± 0.6 e | 1095 ± 10 | 0.97 ± 0.04 | 11.9 ± 0.7 | 962 ± 19 | 0.89 |
| NR25S | 0.86 ± 0.03 | 10.4 ± 0.4 f | 1016 ± 35 | 1.05 ± 0.06 | 11.0 ± 0.9 | 927 ± 41 | 0.97 |
| Parameters | Content of Filler | ||||
|---|---|---|---|---|---|
| 5 | 10 | 15 | 20 | 25 | |
| F(1.8) | 5.32 | 5.32 | 5.32 | 5.32 | 5.32 |
| F value | 3.95 | 21.0 | 0.234 | 0.027 | 0.586 |
| p | 0.082 | 0.004 | 0.641 | 0.873 | 0.485 |
| Significant difference | NO | YES | NO | NO | NO |
| NR Sample | Properties | ||||
|---|---|---|---|---|---|
| Ts (N/mm) | HA (°ShA) | ΔW1 (N·mm) | ΔW5 (N·mm) | EM (%) | |
| NR0 | 7.18 ± 0.73 | 48.3 ± 2.2 a | 30.33 | 24.17 | 9.4 |
| NR5 | 5.85 ± 0.01 | 51.0 ± 2.0 a,b | 34.77 | 24.23 | 16.1 |
| NR10 | 6.20 ± 0.33 | 52.3 ± 2.0 b,c | 43.44 | 28.65 | 18.9 |
| NR15 | 4.28 ± 0.03 | 53.0 ± 1.9 b,c | 50.13 | 31.03 | 23.9 |
| NR20 | 4.84 ± 0.07 | 54.2 ± 1.8 c | 53.75 | 27.99 | 37.4 |
| NR25 | 4.73 ± 0.15 | 57.6 ± 2.1 d | 67.97 | 32.94 | 38.9 |
| NR5S | 4.83 ± 0.31 | 51.8 ± 2.2 e | 35.32 | 24.08 | 18.8 |
| NR10S | 5.18 ± 0.75 | 52.3 ± 1.1 e | 43.65 | 29.02 | 17.8 |
| NR15S | 5.79 ± 1.52 | 54.0 ± 1.9 e | 49.00 | 26.80 | 31.0 |
| NR20S | 5.57 ± 1.03 | 57.4 ± 2.2 f | 56.83 | 29.26 | 35.7 |
| NR25S | 4.53 ± 0.33 | 59.6 ± 1.6 g | 64.36 | 32.14 | 38.7 |
| Parameters | Content of Filler | ||||
|---|---|---|---|---|---|
| 5 | 10 | 15 | 20 | 25 | |
| F(1.18) | 4.414 | 4.414 | 4.414 | 4.414 | 4.414 |
| F value | 1.770 | 0.078 | 1.050 | 7.620 | 5.630 |
| p | 0.200 | 0.784 | 0.320 | 0.014 | 0.032 |
| Significant difference | NO | NO | NO | YES | YES |
| Unmodified (F = 16.3; p < 0.001) | ||||||
|---|---|---|---|---|---|---|
| Sample | Parameters | NR5 | NR10 | NR15 | NR20 | NR25 |
| NR0 | t value | 1.59 | 12.70 * | 8.20 * | 11.95 * | 10.03 * |
| p | 0.973 | <0.001 | 0.001 | <0.001 | <0.001 | |
| NR5 | t value | - | 11.20 * | 6.61 * | 10.36 * | 8.44 * |
| p | - | <0.001 | 0.007 | <0.001 | 0.003 | |
| NR10 | t value | - | - | 4.55 | 0.80 | 2.71 |
| p | - | - | 0.082 | 0.999 | 0.749 | |
| NR15 | t value | - | - | - | 3.75 | 1.84 |
| p | - | - | - | 0.354 | 0.920 | |
| NR20 | t value | - | - | - | - | 1.92 |
| p | - | - | - | - | 0.950 | |
| Modified (F = 59.6; p < 0.001) | ||||||
| Sample | Parameters | NR5 | NR10 | NR15 | NR20 | NR25 |
| NR0 | t value | 9.05 * | 3.54 | 0.83 | 4.67 | 16.20 * |
| p | <0.001 | 0.335 | 0.993 | 0.099 | <0.001 | |
| NR5S | t value | - | 5.51 * | 9.87 * | 13.72 * | 25.20 * |
| p | - | 0.020 | <0.001 | <0.001 | <.001 | |
| NR10S | t value | - | - | 4.364 | 8.21 * | 19.70 * |
| p | - | - | 0.091 | <0.001 | <0.001 | |
| NR15S | t value | - | - | - | 3.85 | 15.30 * |
| p | - | - | - | 0.177 | <0.001 | |
| NR20S | t value | - | - | - | - | 11.50 * |
| p | - | - | - | - | <0.001 | |
| Parameters | Content of Filler | ||||
|---|---|---|---|---|---|
| 5 | 10 | 15 | 20 | 25 | |
| F critical | 4.60 | 4.75 | 4.35 | 5.12 | 4.84 |
| F value | 26.9 | 62.7 | 39.7 | 43.0 | 142.0 |
| p | <0.001 | <0.001 | <0.001 | <0.001 | <0.001 |
| Significant difference | YES | YES | YES | YES | YES |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Smejda-Krzewicka, A.; Mrozowski, K.; Strzelec, K. Effect of Modified and Unmodified Oak Bark (Quercus Cortex) on the Cross-Linking Process and Mechanical, Anti-Aging, and Hydrophobic Properties of Biocomposites Produced from Natural Rubber (NR). Materials 2024, 17, 1968. https://doi.org/10.3390/ma17091968
Smejda-Krzewicka A, Mrozowski K, Strzelec K. Effect of Modified and Unmodified Oak Bark (Quercus Cortex) on the Cross-Linking Process and Mechanical, Anti-Aging, and Hydrophobic Properties of Biocomposites Produced from Natural Rubber (NR). Materials. 2024; 17(9):1968. https://doi.org/10.3390/ma17091968
Chicago/Turabian StyleSmejda-Krzewicka, Aleksandra, Konrad Mrozowski, and Krzysztof Strzelec. 2024. "Effect of Modified and Unmodified Oak Bark (Quercus Cortex) on the Cross-Linking Process and Mechanical, Anti-Aging, and Hydrophobic Properties of Biocomposites Produced from Natural Rubber (NR)" Materials 17, no. 9: 1968. https://doi.org/10.3390/ma17091968