


Preparation of Filter Paper from Bamboo and Investigating the Effect of Additives

1
Wood and Paper Science Department, Faculity of Natural Resources, Sari Agricultural Sciences and Natural Resource University, Sari 4818168984, Mazandaran, Iran
2
Chemical and Environmental Engineering Department, University of the Basque Country UPV/EHU, Plaza Europa, 1, 20018 Donostia-San Sebastián, Spain
*
Author to whom correspondence should be addressed.
Materials 2024, 17(9), 1977; https://doi.org/10.3390/ma17091977
Submission received: 29 February 2024
/
Revised: 10 April 2024
/
Accepted: 19 April 2024
/
Published: 24 April 2024
(This article belongs to the Special Issue Bio-Based Materials from Wood and Other Lignocellulosic Materials: Development, Properties and Design)
Abstract
:As air pollution escalates, the need for air filters increases. It is better that the filters used be based on natural fibers, such as non-wood fibers, which cause low damage to the environment. However, the short fiber lengths, low apparent densities, and high volumes of non-wood materials can make it challenging to prepare filter paper with the required mechanical and physical properties. In that context, this study focused on utilizing bamboo fibers to fabricate filter paper by employing the anthraquinone soda pulping method. The pulp underwent bleaching and oxidation processes, with the incorporation of cationic starch (CS) and polyvinyl alcohol (PVA) to enhance resistance properties, resulting in the creation of handmade filter papers. The findings revealed that the tear, burst, and tensile strength of filter paper increased with the oxidation and addition of CS and PVA. Air permeability increased with addition of PVA and combination of CS and PVA. FTIR demonstrated the conversion of hydroxyl groups in cellulose chains to carboxyl groups due to oxidation. SEM images illustrated alterations in the fiber structure post-oxidation treatment, with CS reducing pores while PVA and the CS-PVA combination enlarged pore size and enhanced porosity. The BET surface area surface area expanded with oxidation and the addition of the CS-PVA blend, indicating heightened filter paper porosity. Notably, the combined inclusion of CS and PVA not only augmented mechanical strength but also increased porosity while maintaining pore size.
1. Introduction
As air pollution rises, there is a growing focus on filtration devices. The main components of air pollutants are suspended solid particles, liquid aerosol, biological droplets, metal smoke, gas, and vapor [1]. Air filter media are usually made of petroleum-based synthetic fiber polymers such as polypropylene, polyester, polyamide, and glass fibers. However, synthetic polymer fibers in air filters exhibit several drawbacks—they are non-recyclable, non-degradable, and involve complex production processes emitting greenhouse gases. In contrast, natural fibers present notable advantages as they occur naturally and are readily accessible. Cellulose fibers play a pivotal role in air filtration by effectively absorbing air pollutants. The production of air filters demands a reliable raw material source, and one promising alternative to synthetic polymers is the utilization of natural plant fibers [2]. Softwood fibers are better for filter preparation due to their longer fiber lengths and greater fibrillation [3]. However, in temperate regions where softwood is scarce, non-wood plants, particularly bamboo, offer a viable alternative due to their fiber lengths, which can rival those of woody plants [4]. The production of filter paper from non-wood sources presents numerous advantages, including simplified pulping processes, generation of high-quality bleached pulp, and suitability for crafting specialized papers [5].
Non-wood resources like bamboo offer superior technical suitability for paper production. Bamboo is a member of the grass family, which belongs to the family of Gramineae and sub-family of Bambusoidae and is distributed in subtropical and tropical areas. It presents several advantages over wood, including a shorter growth cycle, self-reproduction, and minimal maintenance and regeneration costs [6,7]. Globally, there are approximately 75 genera and 1250 species of bamboo in the world, which grow very fast and reach maturity within 5 years. The amount of D-cellulose in bamboo is about 40–50%, which is comparable to the amount of D-cellulose in hardwood and softwood [8].
When compared to non-woody fibers such as bagasse, reed, or wheat straw, bamboo’s exceptional qualities like long fiber length and high length-to-diameter ratio make it the preferred choice for paper production [9]. However, it is important to note that bamboo fibers have a shorter length compared to synthetic polymer fibers and softwoods [10]. Therefore, in order to increase the connections between the fibers and improve the mechanical resistance of the produced filter, it is necessary to use special treatments such as cross-linkers and additives [11]. In a study conducted by Peterus et al. [12], it was found that the addition of cationic starch to bamboo pulp increases structural bonding and is effective in improving the structure and mechanical properties of bamboo paper.
In the pulping process, it is better to use eco-friendly methods to prevent environmental damage. While many pulp and paper industries utilize the kraft method, the soda pulping method is known to cause less pollution. Additionally, adding AQ in the pulping process accelerates the degradation of lignin, increases the optical and physical properties, and maintains the performance of the pulp [13]. Studies indicate that when AQ is combined with a surfactant, compared to kraft pulp, the yield of unbleached pulp and pulp viscosity increase by 1.7–2% and 1.1–1.8 CP, respectively [4]. These air filters can be used in air purification from pollutants and dust. Accordingly, the goal of this research was to produce filter paper using the soda pulping method on environmentally friendly fibers instead of synthetic fibers and strengthen it with degradable CS and PVA additives.
2. Materials and Methods
The raw material used for this study was bamboo stalk of the species Bambusa vulgaris, which was collected from the garden of the Sari Natural Resources faculty (Sari, Mazandaran, Iran). Cationic starch with 0.035 degrees of substitution (DS) was obtained from the Mazandaran wood and paper mill (Sari, Mazandaran, Iran). Other chemicals used in this study were received from E-Merck, Darmstadt, Germany.
2.1. Preparation of Bamboo Chips and Fibers
First, random sampling was performed from bamboo stalks. Internodes were separated from nodes and chopped to the length of 3–4 cm with the same dimensions.
2.2. Pulping Conditions
Pulping was carried out using 25% sodium hydroxide and a ratio of chemical to wood chips of 5:1 over 2 h and at temperatures of 175 and 185 °C. Pulping under different amounts of anthraquinone (AQ) (0, 0.1, and 0.2%) was investigated and the results were compared. After digestion, the pulp was washed till free from residual chemicals, and the pulp yield was measured [14].
2.3. Bleaching
Unbleached pulp was bleached by sequence DED. In this sequence, D represents chlorine dioxide and E represents alkaline extraction with NaOH. Chlorine dioxide consumption was based on Cl2 activity in the first stage, and 50% of this amount was used for the third stage of bleaching. The amount of profit in the second stage was considered equal to 0.6 of the consumption of chlorine dioxide in the first stage. The pulp consistency was 10% and the temperature was 70 °C in all stages [15].
2.4. Oxidation Treatment
In the initial phase, 6 g of pulp (based on dry weight) with a 3% consistency was subjected to chelation with 0.5% diethylenetriaminepentaacetic (DTPA) at a temperature of 60 °C for 30 min to eliminate heavy metal ions. Subsequently, the pulp was washed with distilled water.
In the subsequent stage, specific quantities of 3% sodium silicate and 3% hydrogen peroxide were added to the pulp, along with a sodium hydroxide-to-hydrogen peroxide ratio of 0.8. The pulp, with a consistency of 10%, was placed in a water bath set at 70 °C for 90 min. Following this step, the pulp was washed again with distilled water [16].
2.5. Additives
We used two additives, cationic starch (CS) and polyvinyl alcohol (PVA), which were prepared first. Cationic starch with a concentration of 0.2% was heated at 70 °C. The solution was kept at this temperature for 30 min. To prepare polyvinyl alcohol, 4 g of the solution was heated in 100 mL of water for 30 min at 80 °C. According to previous studies, 2% cationic starch and 3% polyvinyl alcohol were added to the suspension and stirred for 10 min. The time intervals for adding the additives and their retention times were the same for all treatments. Table 1 shows the different samples prepared.
2.6. Filter Paper Making
Handmade filter papers with a base weight of 20 g/m2 were made without using a press or dryer. Subsequently, the filter papers were kept overnight in an environment with conditions according to standard TAPPI T 402 [17] before testing.
2.7. Testing Methods
The chemical compositions of the bamboo stalks, including alpha-cellulose, lignin, and ash, were analyzed according to Tappi T 203 [18], Tappi T 222 [19], and Tappi T 267 [20]. According to Franklin’s [13] method, bamboo fiber was prepared and the dimensions were measured with an optical microscope. The yield and kappa number of the pulp were determined according to Tappi T 210 [21] and Tappi T 236 [22]. The tensile index, burst index, and tear index of handsheet filters were measured according to Tappi T 494 [23], Tappi T 403 [24], and Tappi T 414 [25], respectively. Brightness and air permeance determinations of handsheet filters were also conducted in accordance with Tappi T 272 [26] and UNE-ISO 5636-3 [27], respectively. The network structure of the filters was captured using scanning electron microscopy (SEM) (Quant 250FEG, Hillsboro, OR, USA), and pore analysis was performed using ImageJ software (version 1.46r). Fourier transform infrared (FTIR) spectra were recorded using an FTIR spectrometer (NICOLET MODEL NEXUS 670, Madison, WI, USA) from 400 to 4000 cm−1. The specific surface areas of filter papers were determined by N2 adsorption at 77 K (using a Micromeritics ASAP 2420, Norcross, GA, USA) using the BET (Brunauer–Emmett–Teller) method. A one-way analysis of variance (ANOVA) statistical test was performed utilizing SPSS 18.0 software. Significant difference values were obtained by Duncan’s multiple range test. The results were expressed as the average and standard deviation. p-values < 0.05 were considered statistically significant.
3. Results and Discussion
3.1. Chemical Composition and Fiber Dimensions
The chemical composition analysis of bamboo stalks revealed that the mass percentages of cellulose, lignin, and extractives were 50, 25.7, and 0.75 wt%, respectively. These findings underscored the abundant cellulose content inherent in bamboo. The results of measuring the dimensions of fibers showed that the average length and diameter of the fibers of the studied samples were 2 mm and 15 microns, respectively. These dimensions positioned bamboo fibers between those of hardwoods (ranging from 0.7 to 3.0 mm) and softwoods (ranging from 2.7 to 4.6 mm) [28]. Consequently, it was anticipated that the produced filter resistances would be lower than those of softwoods and higher than those of hardwoods. It seems that the combination of a high growth rate, substantial cellulose content, and suitable fiber size renders bamboo an ideal non-wood material for various applications, including filter papers.
3.2. Pulp Yield and Kappa Number
The overall yields of soda pulping were calculated with different amounts of AQ, as shown in Table 2. At a temperature of 185 °C, without using AQ, the yield of the pulp was 28%. Introducing 0.1% AQ increased the efficiency to 31%, and with 0.2% AQ, the yield of the pulp rose to 35%.
Similarly, at a temperature of 175 °C, the total efficiency of pulp production was observed to increase with the addition of AQ. Without AQ, the yield was 35%, whereas with 0.1% AQ, it reached 38%, and with 0.2% AQ, the yield of the pulp further increased to 42%.
The best pulp yield was 42%, which was obtained at 175 °C temperature and 0.2% AQ. In soda pulping, a higher cooking temperature has a negative effect on pulp yield and leads to a lower pulp yield [29]. Also, increasing the amount of AQ increases the total yield of the pulp [13]. The results demonstrated that the responses of yield and kappa number were statistically significant.
In Table 2, kappa numbers and lignin percentages are provided. It can be observed that with increases in AQ addition of 0% to 0.2%, both kappa numbers and lignin percentages decreased, from 26.10 to 20.54 and from 46.46 to 17.5, respectively. This reduction can be attributed to the addition of AQ, which accelerates the alkaline peeling reaction through an oxidation–reduction mechanism. Consequently, the pulp yield increases while the kappa number decreases [30]. Given that the pulp prepared at 175 °C with 0.2% AQ exhibited the highest total yield and the lowest kappa number and lignin percentage, it was chosen for the subsequent steps in preparing filter paper.
3.3. Brightness
The DED sequence was used to achieve the desired brightness level. Prior to the bleaching process, the brightness was 25%. After the D1 stage, the brightness percentage increased to 65%, and after the D2 stage, it reached a final brightness of 85%.
Due to the low kappa number of the pulp, it achieved a high level of brightness with the DED sequence. This can be attributed to the reduction in light-absorbing chromophore groups, resulting in a lower light absorption coefficient and an increase in the scattering coefficient. These outcomes align with the findings reported by Resalati et al. [31].
3.4. Tear Strength
The tear index results of filter papers made from oxidized and unoxidized pulp, without additives and with additives, are shown in Figure 1 The average tear indexes for U, U/SC, U/PVA, and U/SC/PVA are 5.75, 6.3, 7.7, and 8.3 mN·m2/g, while for O, O/SC, O/PVA, and O/SC/PVA, they are 6.5, 7, 8.3, and 9.7 mN·m2/g, respectively. The tear index in oxidized filter papers is higher than that in unoxidized filter papers. Among the additives, PVA increased the tear resistance index more than cationic starch. By adding both additives, the highest tear index of this resistance was obtained.
The tear resistance of filter paper depends on several factors, including the total number of fibers participating in the tear of the sheet, the lengths of the fibers, the number of connections, and the strengths of the bonds between the fibers [32]. An increase in tear resistance can be due to the formation of a cross-linked network in the PVA matrix [33].
3.5. Burst and Tensile Index
Another important mechanical feature of filter paper is the burst resistance, which is a measure of the overall strength of the filter paper. The effects of individual and combined additions of CS and PVA on the burst index of filter paper are presented in Figure 2. It shows that the average burst indexes of U, U/SC, U/PVA, and U/SC/PVA were 2.5, 2.75, 3, and 3.12 kPa·m2/g, and those of the oxidized samples for O, O/SC, O/PVA, and O/SC/PVA were 2.6, 2.9, 3.2, and 3.4 kPa·m2/g respectively. Furthermore, tensile strength is related to burst resistance, and so the tensile strength of filter paper is a useful feature in the installation process of a filtration system [2]. Figure 3 shows the effects of individual and combined additions of CS and PVA on the tensile indexes of filter paper. The tensile indexes of U, U/SC, U/PVA, and U/SC/PVA were 4.3, 5.8, 6.3, and 7.3, Nm/g, while for O, O/SC, O/PVA, and O/SC/PVA, they were 4.6, 6.5, 7, and 7.8 Nm/g, respectively. These results showed that the burst and tensile index in oxidized filter papers was higher than that in unoxidized filter papers. Like the tear index, this resistance increased more with the addition of PVA than CS, and the combined addition created the best burst and tensile index in the manufactured filter papers.
According to previous studies, the increase in hydrogen bonds between fibers created by carboxyl groups in oxidized pulps increases the tensile and burst index [34]. The tensile and burst index of filter paper with the addition of CS increased compared to the control sample thanks to promoting bonding between the fibers [32]. Since PVA has a greater number of OH groups, which creates more strength and increases the tensile and burst index [35], it can be inferred that both CS and PVA directly contribute to the mechanical resistance of the prepared filter paper.
3.6. Air Permeability Measurement
Air permeability is an important property affecting the permeability of filter media. The air permeability of the filter paper determines the porosity and fluidity of the gas molecules that pass through the filter paper [36]. The results obtained from the air permeability tests appear in Table 3, indicating that the amounts of air permeance in the prepared filter papers were similar. Air permeability slightly increased in oxidized filter papers compared to the unoxidized filter paper, excluding O/PVA. This anomaly in O/PVA could be attributed to a potential increase in the cross-linking of fibers. According to Kan et al. [37], the dissolution of PVA increases the number of chemical bonds of oxide fibers.
Filter papers with CS added (U/CS and O/CS) exhibited a slightly decreased air permeability compared to their respective counterparts without CS, with values of 77.3 and 78.4 μm/Pa·s for U/CS and O/CS, respectively. Conversely, the addition of PVA resulted in slightly increased air permeability, reaching 80 and 79.4 μm/Pa·s in U/PVA and O/PVA, respectively. Remarkably, the combined addition of CS and PVA produced the highest air permeability among the manufactured filter papers, with a value of 83.8 μm/Pa·s for O/CS/PVA, signifying a delicate balance achievable through additive combinations. The difference between the samples’ averages for air permeability was statistically significant.
The addition of cationic starch (CS) may lead to fibers clustering together during drying, resulting in denser structures and decreased air permeability [38]. Consistent with the findings of Rice et al. [39], an increase in air permeance indicates heightened filter paper porosity. The addition of CS strengthens fiber bonds, increasing resistance to air permeance and subsequently reducing air permeability. These results are in line with the findings of Chen et al. [9], who utilized polyvinyl alcohol (PVA) in cellulose fiber composition, effectively increasing porosity and improving filtration efficiency and air permeability. In a filter containing both PVA and CS, the synergy of these cross-linkers creates proper connections between fibers without causing them to cluster too closely together. This balanced approach increases resistance and expands porosity, resulting in enhanced filter performance.
3.7. Scanning Electron Microscopy (SEM)
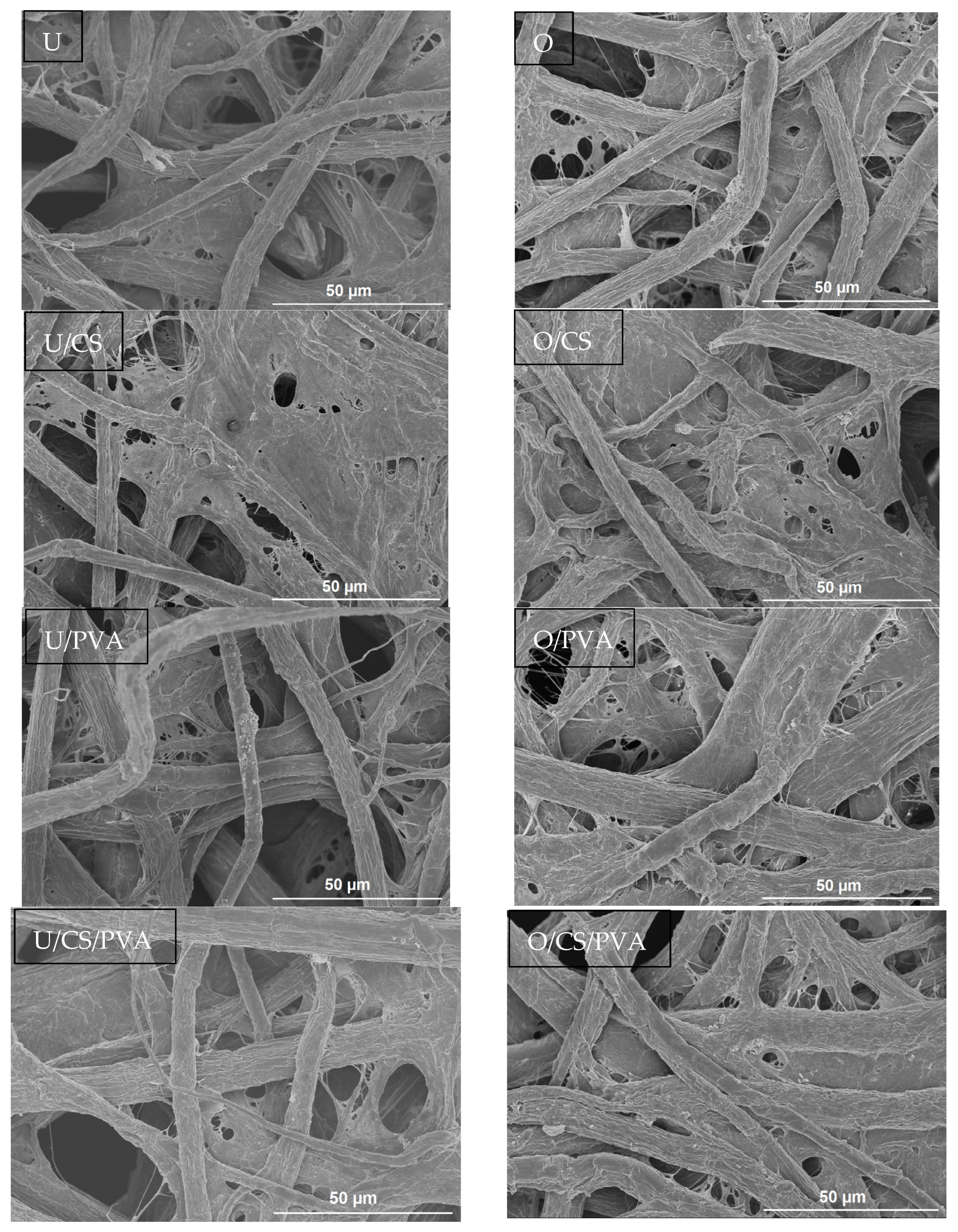
SEM images were used to analyze the morphological structures of filter papers. Figure 4 illustrates the SEM images of U, U/SC, U/PVA, U/SC/PVA, O, O/SC, O/PVA, and O/SC/PVA. Overall, the structure of oxidized fibers has changed compared to unoxidized fibers and different additives have affected the number and size of pores. Upon adding CS, numerous pores have been obstructed, as indicated by the circled region in Figure 4. This has resulted in fewer pores being formed compared to the control sample. Conversely, U/PVA and O/PVA filter papers exhibit an increase in both pore size and quantity. However, in O/PVA filter paper, the pores are smaller and less numerous compared to U/PV. The more porous structure formed in filter papers containing PVA may be attributed to its ability to create a spatial barrier during the cross-linking process [40]. Filter papers utilizing the combination of CS and PVA display pores with more homogeneity, exhibiting a porous microstructure conducive to good filtration performance.
Porosity and pore size were measured using ImageJ, and the values obtained for each sample are presented in Table 4. Generally, the unoxidized filter papers presented a larger average pore size and slightly lower porosity, while oxidized paper, exhibiting a smaller average pore size, managed to maintain a porosity level that was not significantly lower than that of its unoxidized counterpart. The addition of cationic starch led to reduced pore sizes and corresponding decreases in porosity in both unoxidized and oxidized samples. Specifically, in the unoxidized category, filter paper containing polyvinyl alcohol (U/PVA) displayed a moderate average pore size of 3.56 µm and a corresponding porosity of 3.39%. In the oxidized category, O/PVA exhibited a slightly smaller average pore size at 3.11 µm and a porosity of 2.81%. Moving on to filter papers enriched with both cationic starch and polyvinyl alcohol (U/CS/PVA and O/CS/PVA), we observed intriguing dynamics. U/CS/PVA and O/CS/PVA filter paper shared medium average pore sizes, with varying porosities of 4.06% and 4.64%, respectively. The results demonstrated that the responses of average pore size and porosity percentage were statistically significant. These results underscore the nuanced impact of additives on filter paper structures. The introduction of polyvinyl alcohol and the combined presence of cationic starch and polyvinyl alcohol appear to augment porosity while maintaining smaller pores due to the presence of a greater surface. This observation aligns with the findings of Ebrahimi et al. [41], indicating that oxidation of filter papers generally leads to increased permeability. Additionally, it aligns with the findings of Xu et al. [40], who observed a rough surface morphology with irregular pores in filter papers containing PVA.
3.8. Fourier Transform Infrared Spectroscopy (FTIR)
Figure 5 illustrates FTIR spectra of cellulose before and after oxidation treatment. The increase in intensity of the peak that can be observed at 3400–3500 corresponds to different O-H functional groups [42]. Additionally, the absorbance at approximately 1740 cm−1 is attributed to the C=O stretching vibration of carboxyl groups. This increase is due to the conversion of many hydroxyl groups of D-glucose units into carboxyl groups [43].
All FTIR spectra in Figure 6 show a large broad band at 3400–3200 cm−1, which is related to the stretching of O-H bonds in hydroxyl, phenol, and carboxyl groups [44]. There are specific peaks for PVA, where the peaks in the 2900–2940 cm−1 and 3264 cm−1 regions relate to stretching vibration of methylene groups (C-CH2) and stretching vibrations of –OH groups, respectively [45,46]. The observed vibrational band at 2840–3000 cm−1 refers to C-H stretching of alkyl groups [46]. The bands at 1076 cm−1 are attributable to cationic starch. The peak at 1076 cm−1 corresponds to C1-H bending [47].
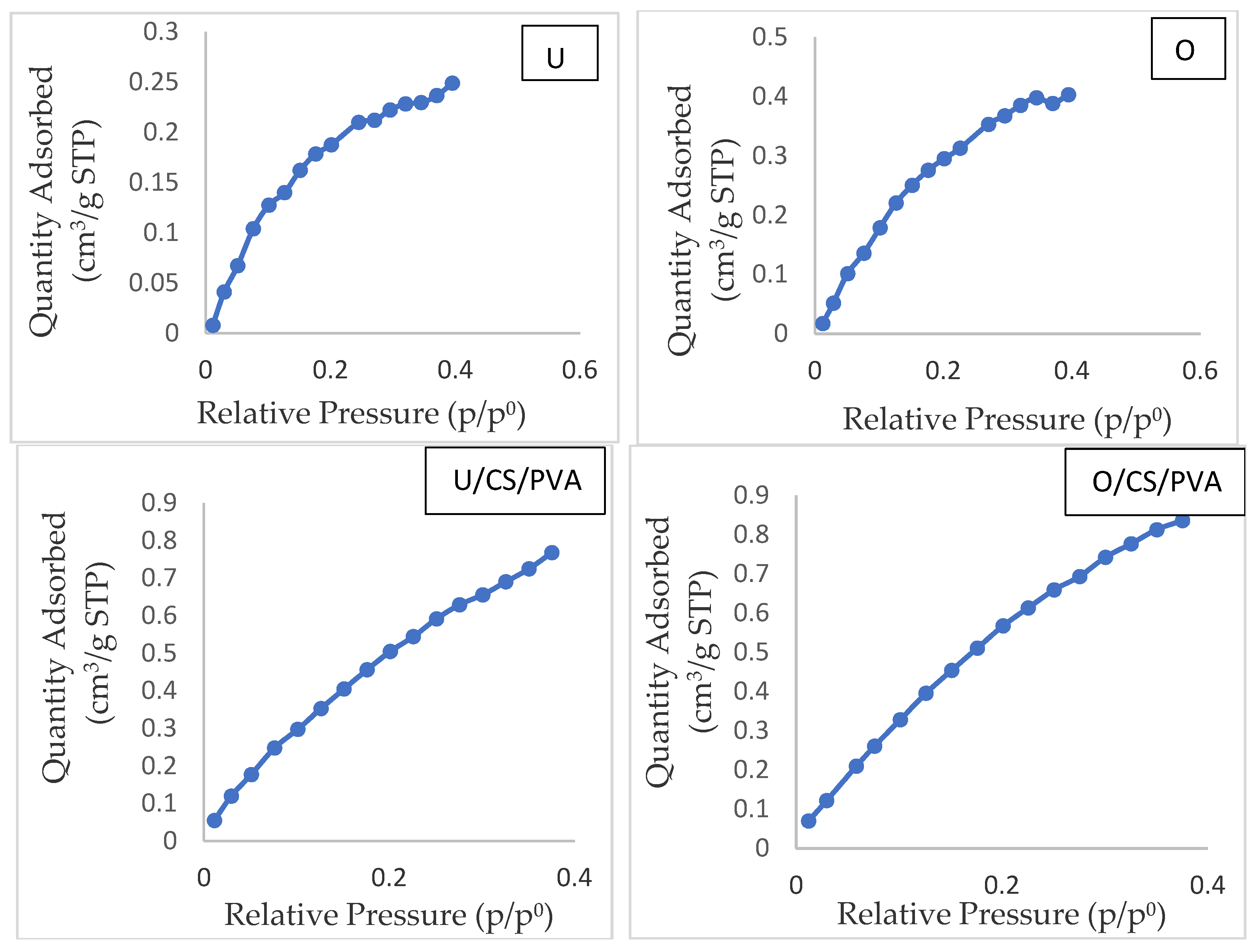
3.9. Nitrogen Adsorption Isotherms
Figure 7 displays our nitrogen adsorption–desorption analysis of filter papers and determination of the specific surface area of the filter papers. The specific surface areas of the U, O, U/CS/PVA, and O/CS/PVA filter papers were determined to be 0.88, 1.35, 2.84, and 3.43 m2/g, respectively. Notably, the surface area in oxidized filters was greater than in unoxidized ones, and the addition of additives further increased the surface area. O/CS/PVA exhibited the highest specific surface area, while U exhibited the lowest. In the unoxidized sample, the maximum absorption value was 0.24 cm3/g, and with the reduction in the pressure ratio, the absorption value was at first approximately constant or decreased slowly, and then with a further decrease in the pressure ratio, the rate of reduction in the absorption value increased, while in the oxidized sample without additives, the maximum amount of absorption was 0.4 cm3/g, and with the reduction in the pressure ratio, the amount of absorption also decreased. In samples with additives, the amount of absorption reached 0.8 cm3/g, and the amount of absorption also decreased with the reduction in the pressure ratio. These results indicate that oxidation treatment and additives increase porosity while maintaining the size of the pores. These findings are consistent with the research of Shrotri et al. [48], which suggests that oxidation of filter papers increases porosity, thus increasing the surface area. Additionally, research by Azhar et al. [49] indicates that PVA creates pores in the composition, further enhancing porosity.
4. Conclusions
This study has explored the potential of bamboo fibers as a sustainable raw material for filter paper production without synthetic fibers and with appropriate mechanical resistance. Mechanical properties such as tear strength, burst resistance, and tensile strength were examined, and oxidized filters showed a significant effect in increasing these properties, especially when combined with PVA and CS. Air permeability measurements demonstrated nuanced effects of additives on porosity, and oxidized filters with the combined additives CS and PVA produced the highest air permeability. The combined addition of CS and PVA not only provided high mechanical strengths but also increased porosity while maintaining pore size. The results demonstrated that bamboo fibers, particularly when subjected to oxidation and specific additives, offer promise for sustainable filter paper production, providing a tailored approach to meeting diverse filtration needs.
Author Contributions
Conceptualization, Z.K.K. and N.N.; formal analysis, Z.K.K. and N.N.; investigation, Z.K.K.; data curation, Z.K.K.; writing—original draft preparation, Z.K.K.; writing—review and editing, N.N., J.L. and S.H.S.; visualization, Z.K.K.; supervision, J.L. and S.H.S.; funding acquisition, N.N. and J.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research received funding from the Basque Government (IT1498-22).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Acknowledgments
The authors extend their appreciation to the Sari Agricultural Sciences and Natural Resources University.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Jung, S.; Kim, J. Advanced design of fiber-based particulate filters: Materials, morphology, and construction of fibrous assembly. Polymers 2020, 12, 1714. [Google Scholar] [CrossRef]
- Suriaman, I.; Hendrarsakti, J.; Mardiyati, Y.; Pasek, A.D. Synthesis and characterization of air filter media made from cellulosic ramie fiber (Boehmeria nivea). Carbohydr. Polym. Technol. Appl. 2022, 3, 100216. [Google Scholar] [CrossRef]
- Macfarlane, A.L.; Kadla, J.F.; Kerekes, R.J. High performance air filters produced from freeze-dried fibrillated wood pulp: Fiber network compression due to the freezing process. Ind. Eng. Chem. Res. 2012, 51, 10702–10711. [Google Scholar] [CrossRef]
- Tripathi, S.K.; Mishra, O.P.; Bhardwaj, N.K.; Varadhan, R. Pulp and papermaking properties of bamboo species Melocanna baccifera. Cellul. Chem. Technol. 2018, 52, 81–88. [Google Scholar]
- Abd El-Sayed, E.S.; El-Sakhawy, M.; El-Sakhawy, M.A.M. Non-wood fibers as raw material for pulp and paper industry. Nord. Pulp Pap. Res. J. 2020, 35, 215–230. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Harussani, M.M.; Ibrahim, R.; Ainun, Z.M.A. Pulp and papermaking from sustainable lignocellulosic bamboo. In Proceedings of the 8th Postgraduate Seminar on Natural Fibre Composites & Undergraduate Seminar on Fabrication and Characterization of the Composite Materials (FCCM2022), UPM, Serdang, Malaysia, 30 January 2022. [Google Scholar]
- Chen, Z.; Zhang, H.; He, Z.; Zhang, L.; Yue, X. Bamboo as an emerging resource for worldwide pulping and papermaking. BioResources 2019, 14, 3–5. [Google Scholar] [CrossRef]
- Sugesty, S.; Kardiansyah, T.; Hardiani, H. Bamboo as raw materials for dissolving pulp with environmental friendly technology for rayon fiber. Procedia Chem. 2015, 17, 194–199. [Google Scholar] [CrossRef]
- Chen, C.; Chen, G.; Sun, G.; Wang, J.; Wang, G. Windmill palm fiber/polyvinyl alcohol nonwoven fibrous polymeric materials. J. Eng. Fibers Fabr. 2016, 11, 155892501601100402. [Google Scholar] [CrossRef]
- Lee, S.K.; Park, E.Y.; Park, T.S.; An, S.K. Mechanical properties of PP/glass fiber/kenaf/bamboo fiber-reinforced hybrid composite. Fibers Polym. 2021, 22, 1460–1465. [Google Scholar] [CrossRef]
- Janko, M.; Jocher, M.; Boehm, A.; Babel, L.; Bump, S.; Biesalski, M.; Meckel, T.; Stark, R.W. Cross-linking cellulosic fibers with photoreactive polymers: Visualization with confocal Raman and fluorescence microscopy. Biomacromolecules 2015, 16, 2179–2187. [Google Scholar] [CrossRef]
- Peterus, J.U. Evaluation of Bamboo Paper Properties by Blending Recycled Pulp and Starch. Prog. Eng. Appl. Technol. 2023, 4, 702–713. [Google Scholar]
- Tutus, A.; Cicekler, M.; Kucukbey, N. Pulp and paper production from bitter orange (Citrus aurantium L.) woods with Soda-AQ method. Kastamonu Üniversitesi Orman Fakültesi Derg. 2016, 16, 14–18. [Google Scholar] [CrossRef]
- Masrol, S.R.; Ibrahim, M.H.I.; Adnan, S.; Abdul Raub, R.; Sa’adon, A.M.; Sukarno, K.I.; Yusoff, M.F.H. Durian rind soda-anthraquinone pulp and paper: Effects of elemental chlorine-free bleaching and beating. J. Trop. For. Sci. 2018, 30, 106–116. [Google Scholar] [CrossRef]
- Zhang, D.C.; Pu, Y.; Courchene, C.E.; Chai, X.S.; Ragauskas, A.J. Total fibre charge of fully bleached SW kraft pulps: A comparative study. J. Pulp Pap. Sci. 2006, 32, 231–237. [Google Scholar] [CrossRef]
- Li, L.; Lee, S.; Lee, H.; Youn, H. Hydrogen peroxide bleaching of hardwood kraft pulp with adsorbed birch xylan and its effect on paper properties. BioResources 2011, 6, 721–736. [Google Scholar] [CrossRef]
- TAPPI T 402 sp-08; Standard Conditioning and Testing Atmospheres for Paper, Board, Pulp Handsheets, and Related Products. Technical Association of the Pulp and Paper Industry. Tappi Tappi Press Atlanta: Atlanta, GA, USA, 2013.
- TAPPI T203 cm-09; Alpha-, Beta- and Gamma-Cellulose in Pulp. Technical Association of the Pulp and Paper Industry: Atlanta, GA, USA, 2009.
- TAPPI T222 om-11; Acid Insoluble Lignin in Wood and Pulp. Technical Association of the Pulp and Paper Industry: Atlanta, GA, USA, 2011.
- TAPPI T267 om-85; Technical Association of the Pulp and Paper Industry: Atlanta, GA, USA, 1985.
- TAPPI T 210 cm-93; Grammage of Paper and Paperboard (Weight Per Unit Area). Technical Association of the Pulp and Paper Industry: Atlanta, GA, USA, 1993.
- TAPPI T236 om-06; Kappa Number of Pulp. Technical Association of the Pulp and Paper Industry—Tappi Test Methods; Tappi Press: Atlanta, GA, USA, 2011.
- TAPPI T 494 om-06; Tensile Properties of Paper and Paperboard (Using Constant Rate of Elongation Apparatus). Technical Association of the Pulp and Paper Industry: Atlanta, GA, USA, 2013.
- TAPPI T T403 om-10; Bursting Strength of Paper. Technical Association of the Pulp and Paper Industry: Atlanta, GA, USA, 2010.
- TAPPI T 414 om-21; Internal Tearing Resistance of Paper (Elmendorf-Type Method). Technical Association of Pulp and Paper Industry: Atlanta, GA, USA, 2021.
- TAPPI T 272 sp-08; Forming Handsheets for Reflectance Testing of Pulp (Sheet Machine Procedure). Technical Association of Pulp and Paper Industry: Atlanta, GA, USA, 2008.
- ISO 5636-3:2013(E); Paper and Board—Determination of Air Permeance (Medium Range)—Part 3: Bendtsen Method. International Organization for Standardization: Geneva, Switzerland, 2013.
- Khantayanuwong, S.; Yimlamai, P.; Chitbanyong, K.; Wanitpinyo, K.; Pisutpiched, S.; Sungkaew, S.; Sukyai, P.; Puangsin, B. Fiber morphology, chemical composition, and properties of kraft pulping handsheet made from four Thailand bamboo species. J. Nat. Fibers 2023, 20, 2150924. [Google Scholar] [CrossRef]
- Ventorim, G.; Favaro, J.S.C.; Frigieri, T.C. Effect of kraft pulping temperature and alkalinity on eucalyptus ecf bleaching. Cellul. Chem. Technol. 2016, 50, 1025–1033. [Google Scholar]
- Jahan, M.S.; Sarkar, M.; Rahman, M.M. Sodium carbonate pre-extraction of bamboo prior to soda-anthraquinone pulping. Biomass Convers. Biorefinery 2015, 5, 417–423. [Google Scholar] [CrossRef]
- Resalati, H.; Kajforush, S.; Ghasemian, A.; Saraeyan, A. The effect of chlorine dioxide charges in chlorine dioxide-alkaline extraction-chlorine dioxide (DED) sequence on optical properties of kraft pulp of Eucalyptus camaldulensis. J. Environ. Sci. Eng. 2012, 1, 181–186. [Google Scholar]
- Tajik, M.; Torshizi, H.J.; Resalati, H.; Hamzeh, Y. Effects of cationic starch in the presence of cellulose nanofibrils on structural, optical and strength properties of paper from soda bagasse pulp. Carbohydr. Polym. 2018, 194, 1–8. [Google Scholar] [CrossRef]
- Ramaraj, B. Crosslinked poly (vinyl alcohol) and starch composite films. II. Physicomechanical, thermal properties and swelling studies. J. Appl. Polym. Sci. 2007, 103, 909–916. [Google Scholar] [CrossRef]
- Khanjani, P.; Kosonen, H.; Ristolainen, M.; Virtanen, P.; Vuorinen, T. Interaction of divalent cations with carboxylate group in TEMPO-oxidized microfibrillated cellulose systems. Cellulose 2019, 26, 4841–4851. [Google Scholar] [CrossRef]
- Begum, M.H.A.; Hossain, M.M.; Gafur, M.A.; Kabir, A.H.; Tanvir, N.I.; Molla, M.R. Preparation and characterization of polyvinyl alcohol–starch composites reinforced with pulp. SN Appl. Sci. 2019, 1, 1091. [Google Scholar] [CrossRef]
- Su, W.; Hui, L.; Ma, X.; Wang, L.; Wang, Y. Preparation of High-precision Electrospun Nanoair Filter Paper for Air Purification. Pap. Biomater. 2021, 6, 12–20. [Google Scholar]
- Kan, Y.; Bondareva, J.V.; Statnik, E.S.; Cvjetinovic, J.; Lipovskikh, S.; Abdurashitov, A.S.; Kirsanova, M.A.; Sukhorukhov, G.B.; Evlashin, S.A.; Salimon, A.I.; et al. Effect of Graphene Oxide and Nanosilica Modifications on Electrospun Core-Shell PVA–PEG–SiO2@ PVA–GO Fiber Mats. Nanomaterials 2022, 12, 998. [Google Scholar] [CrossRef]
- Strand, A.; Sundberg, A.; Retulainen, E.; Salminen, K.; Oksanen, A.; Kouko, J.; Ketola, A.; Khakalo, A.; Rojas, O. The effect of chemical additives on the strength, stiffness and elongation potential of paper. Nord. Pulp. Pap. Res. J. 2017, 32, 324–335. [Google Scholar] [CrossRef]
- Rice, M.C.; Pal, L.; Gonzalez, R.; Hubbe, M.A. Wet-end addition of nanofibrillated cellulose pretreated with cationic starch to achieve paper strength with less refining and higher bulk. Tappi J. 2018, 17, 395–403. [Google Scholar] [CrossRef]
- Xu, Z.; Li, J.; Zhou, H.; Jiang, X.; Yang, C.; Wang, F.; Pan, Y.; Li, N.; Li, X.; Shi, L.; et al. Morphological and swelling behavior of cellulose nanofiber (CNF)/poly (vinyl alcohol)(PVA) hydrogels: Poly (ethylene glycol)(PEG) as porogen. RSC Adv. 2016, 6, 43626–43633. [Google Scholar] [CrossRef]
- Ebrahimi, I.; Gashti, M.P.; Sarafpour, M. Photocatalytic discoloration of denim using advanced oxidation process with H2O2/UV. J. Photochem. Photobiol. A Chem. 2018, 360, 278–288. [Google Scholar] [CrossRef]
- Zhang, Y.; Deng, W.; Liu, C.; Yan, F.; Wu, M.; Cui, Q.; Willfor, S.; Xu, C.; Li, B. Preparation of Antibacterial Dialdehyde Nanocellulose Using Libr·3h2o Non-Dissolving Pretreatment Promoted Periodate Oxidation. ACS Sustain. Chem. Eng. 2023, 11, 6641–6651. [Google Scholar] [CrossRef]
- Tang, Z.; Li, W.; Lin, X.; Xiao, H.; Miao, Q.; Huang, L.; Chen, L.; Wu, H. TEMPO-oxidized cellulose with high degree of oxidation. Polymers 2017, 9, 421. [Google Scholar] [CrossRef] [PubMed]
- Yao, Y.; Wang, C.; Wang, X.; Yang, Y.; Wan, Y.; Chen, J.; Ding, F.; Tang, Y.; Wang, Z.; Liu, L.; et al. Activation of fulvic acid-like in paper mill effluents using H2O2/TiO2 catalytic oxidation: Characterization and salt stress bioassays. J. Hazard. Mater. 2019, 378, 120702. [Google Scholar] [CrossRef] [PubMed]
- Ji, Y.; Liang, N.; Xu, J.; Zuo, D.; Chen, D.; Zhang, H. Cellulose and poly (vinyl alcohol) composite gels as separators for quasi-solid-state electric double layer capacitors. Cellulose 2019, 26, 1055–1065. [Google Scholar] [CrossRef]
- Ertek, D.A.; Yüksek, M. Polyvinyl alcohol (pva)/cellulose acetate (ca) based environmentally friendly hybrid filter production. In Proceedings of the 8th International Textiles Congress, Izmir, Turkiye, 13–14 October 2022. [Google Scholar]
- Ferreira, P.J.; Gamelas, J.A.; Moutinho, I.M.; Ferreira, A.G.; Gómez, N.; Molleda, C.; Figueiredo, M.M. Application of FT-IR-ATR spectroscopy to evaluate the penetration of surface sizing agents into the paper structure. Ind. Eng. Chem. Res. 2009, 48, 3867–3872. [Google Scholar] [CrossRef]
- Shrotri, A.; Kobayashi, H.; Fukuoka, A. Air oxidation of activated carbon to synthesize a biomimetic catalyst for hydrolysis of cellulose. ChemSusChem 2016, 9, 1299–1303. [Google Scholar] [CrossRef]
- Azhar, O.; Jahan, Z.; Sher, F.; Niazi, M.B.K.; Kakar, S.J.; Shahid, M. Cellulose acetate-polyvinyl alcohol blend hemodialysis membranes integrated with dialysis performance and high biocompatibility. Mater. Sci. Eng. C 2021, 126, 112127. [Google Scholar] [CrossRef]
Figure 1.
Effect of addition of cationic starch and PVA on the tear indexes of oxidized and unoxidized filter paper.
Figure 1.
Effect of addition of cationic starch and PVA on the tear indexes of oxidized and unoxidized filter paper.

Figure 2.
Effect of addition of cationic starch and PVA on the burst indexes of oxidized and unoxidized filter paper.
Figure 2.
Effect of addition of cationic starch and PVA on the burst indexes of oxidized and unoxidized filter paper.
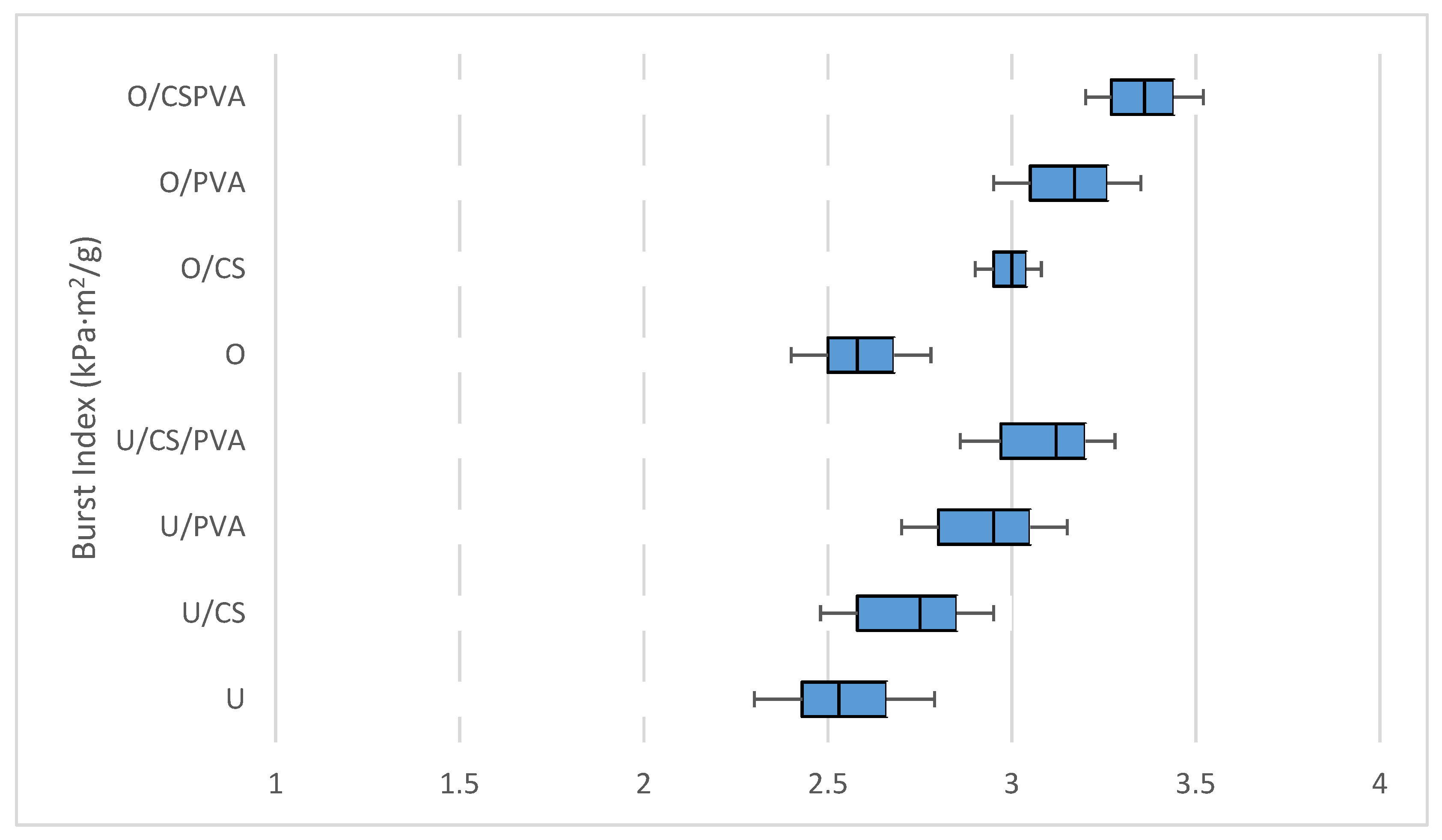
Figure 3.
Effect of addition of cationic starch and PVA on the tensile indexes of oxidized and unoxidized filter paper.
Figure 3.
Effect of addition of cationic starch and PVA on the tensile indexes of oxidized and unoxidized filter paper.

Figure 4.
SEM images of prepared filter papers (magnification = 50×).
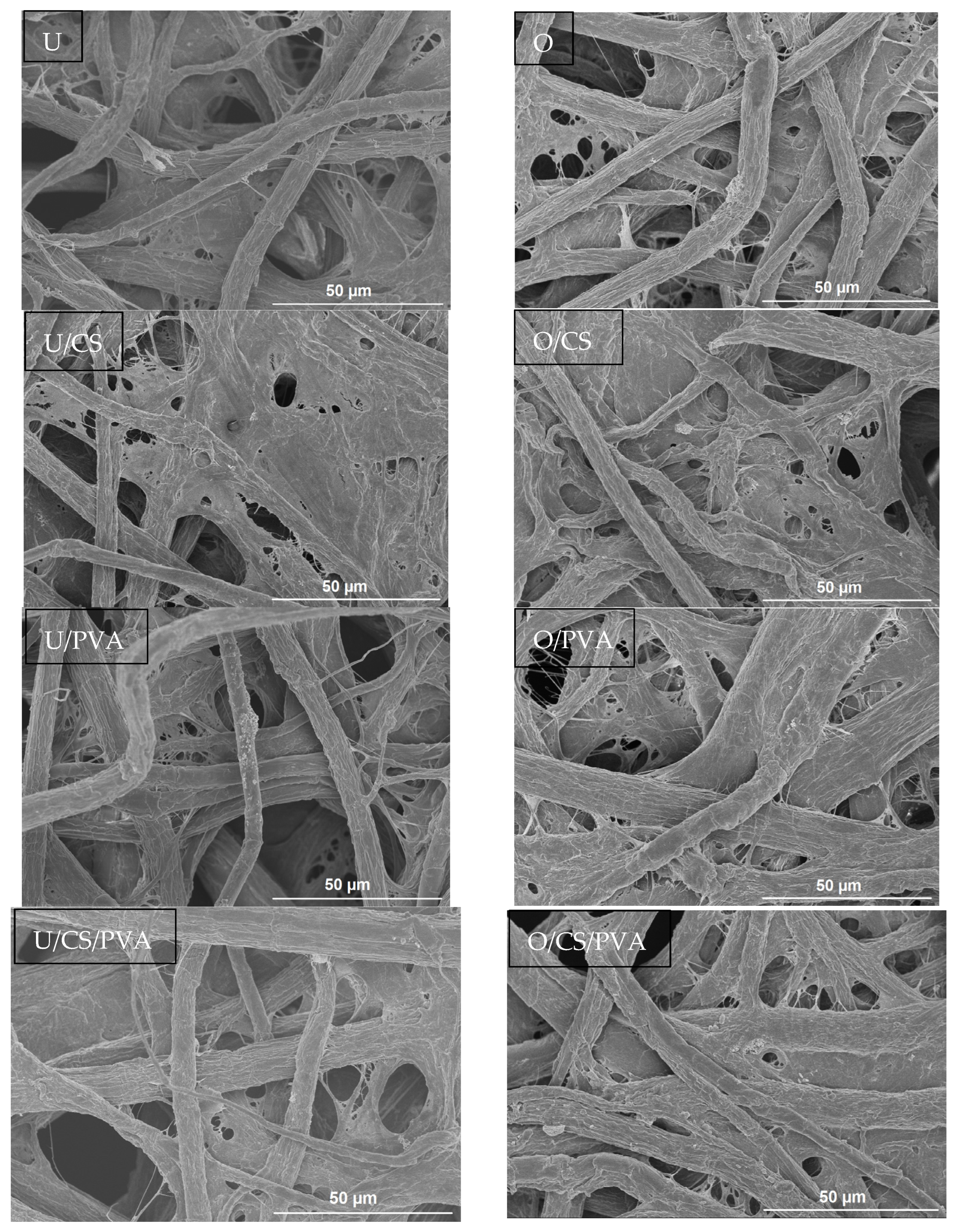
Figure 5.
Infrared analysis of oxidized cellulose.
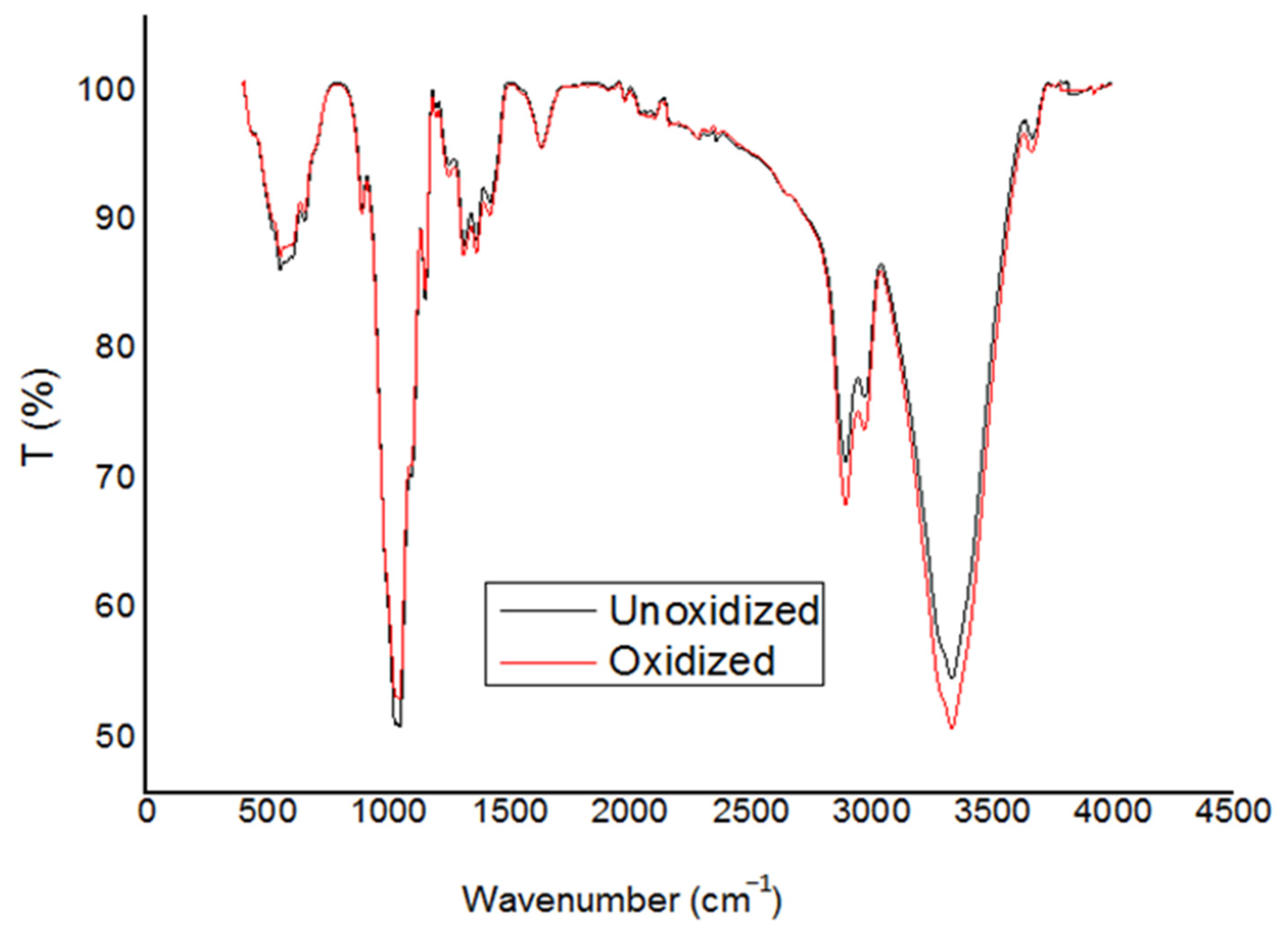
Figure 6.
FTIR spectra (4000–400 cm−1) of filter papers.
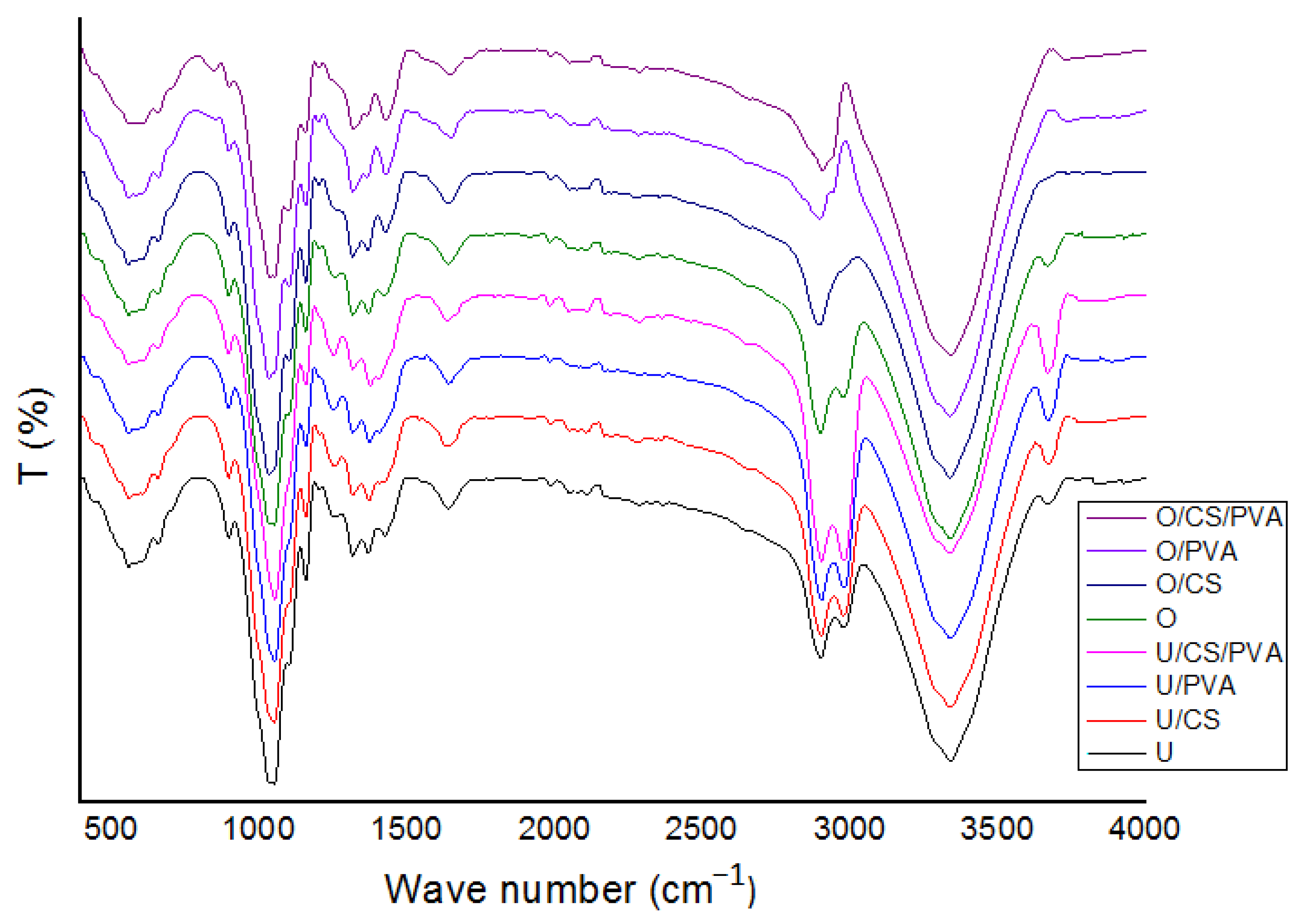
Figure 7.
Adsorption–desorption isotherms of cellulose filter papers.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Sample identification showed additives and treatments.
| Samples | Additives | Treatment |
|---|---|---|
| U | - | |
| U/CS | Cationic starch | |
| U/PVA | PVA | Unoxidized |
| U/CS/PVA | Cationic starch + PVA | |
| O | - | |
| O/CS | Cationic starch | Oxidized |
| O/PVA | PVA | |
| O/CS/PVA | Cationic starch + PVA |
Table 2.
The yields, kappa numbers, and lignin percentages of the pulps.
| Temperature (°C) | AQ (% Dry Weight) | Total Yield (%) | Kappa Number | Lignin (%) |
|---|---|---|---|---|
| 185 | 0 | 28 | 26.10 | 4.3 |
| 185 | 0.1 | 31 | 24.66 | 4 |
| 185 | 0.2 | 35 | 20.54 | 3.38 |
| 175 | 0 | 35 | 46.46 | 7.6 |
| 175 | 0.1 | 38 | 36.45 | 6 |
| 175 | 0.2 | 42 | 17.5 | 2.8 |
Table 3.
Air permeance of filter papers.
| Filter Papers | Air Permeability (μm/Pa·s) | Filter Papers | Air Permeability (μm/Pa·s) |
|---|---|---|---|
| U | 78.4 ± 1.07 * | O | 79.1 ± 0.42 |
| U/CS | 77.3 ± 1.25 | O/CS | 78.4 ± 1.00 |
| U/PVA | 80.2 ± 1.52 | O/PVA | 79.4 ± 1.49 |
| U/CS/PVA | 81.35 ± 0.77 | O/CS/PVA | 83.8 ± 0.65 |
* Values are expressed as mean ± standard deviation.
Table 4.
Pore sizes and porosities of filter papers, determined using ImageJ analysis of SEM images.
Table 4.
Pore sizes and porosities of filter papers, determined using ImageJ analysis of SEM images.
| Filter Papers | Average Pore Size (µm) | Porosity (%) | Filter Papers | Average Pore Size (µm) | Porosity (%) |
|---|---|---|---|---|---|
| U | 4.51 | 2.07 | O | 3.75 | 2.17 |
| U/CS | 1.44 | 0.66 | O/CS | 1.48 | 1.11 |
| U/PVA | 3.56 | 3.39 | O/PVA | 3.11 | 2.81 |
| U/CS/PVA | 3.90 | 4.06 | O/CS/PVA | 3.62 | 4.64 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Karchangi, Z.K.; Nazarnezhad, N.; Labidi, J.; Sharifi, S.H. Preparation of Filter Paper from Bamboo and Investigating the Effect of Additives. Materials 2024, 17, 1977. https://doi.org/10.3390/ma17091977
AMA Style
Karchangi ZK, Nazarnezhad N, Labidi J, Sharifi SH. Preparation of Filter Paper from Bamboo and Investigating the Effect of Additives. Materials. 2024; 17(9):1977. https://doi.org/10.3390/ma17091977
Chicago/Turabian StyleKarchangi, Zahra Kazemi, Noureddin Nazarnezhad, Jalel Labidi, and Seyed Hassan Sharifi. 2024. "Preparation of Filter Paper from Bamboo and Investigating the Effect of Additives" Materials 17, no. 9: 1977. https://doi.org/10.3390/ma17091977
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.