Synthesis and Characterization of Multilayered Diamond Coatings for Biomedical Implants

Abstract
:1. Introduction
2. Methods and Materials
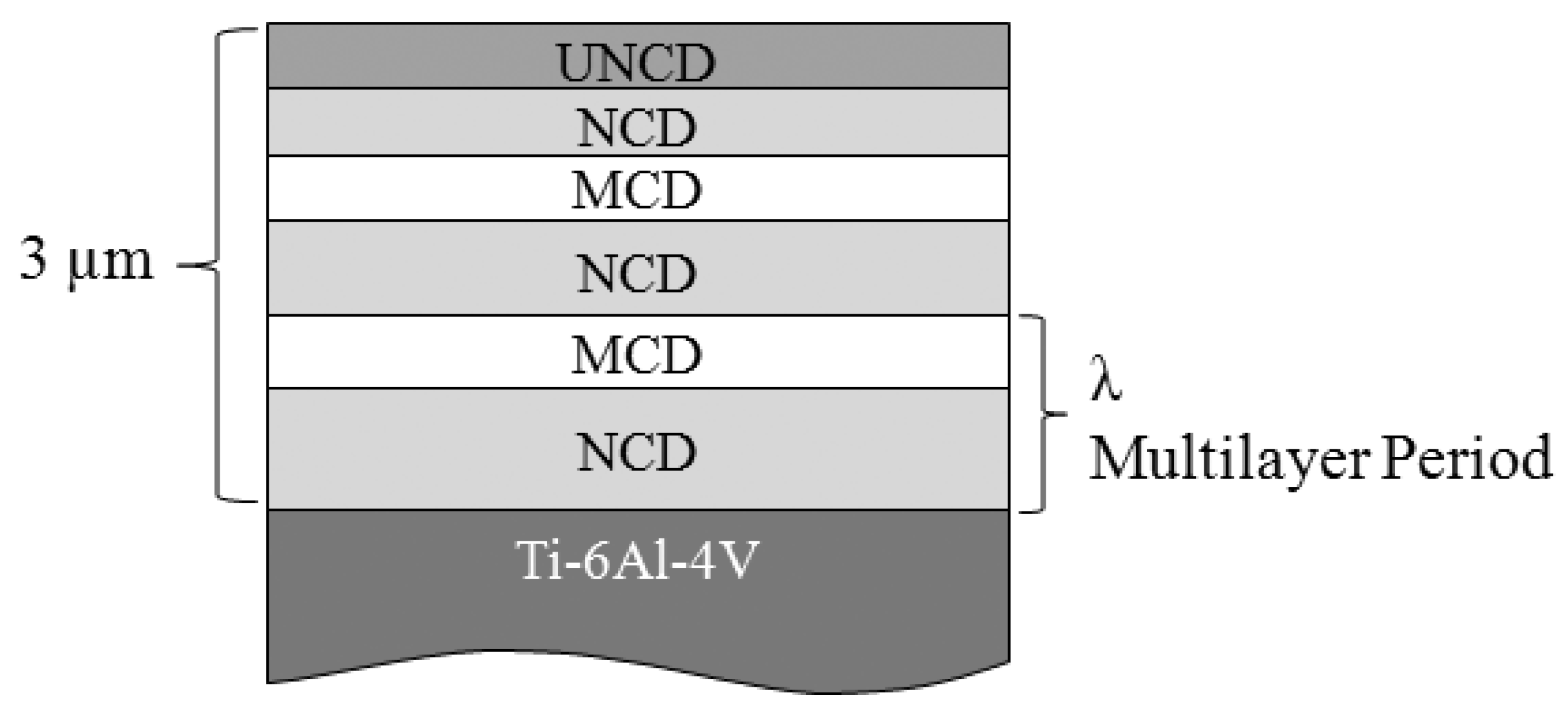
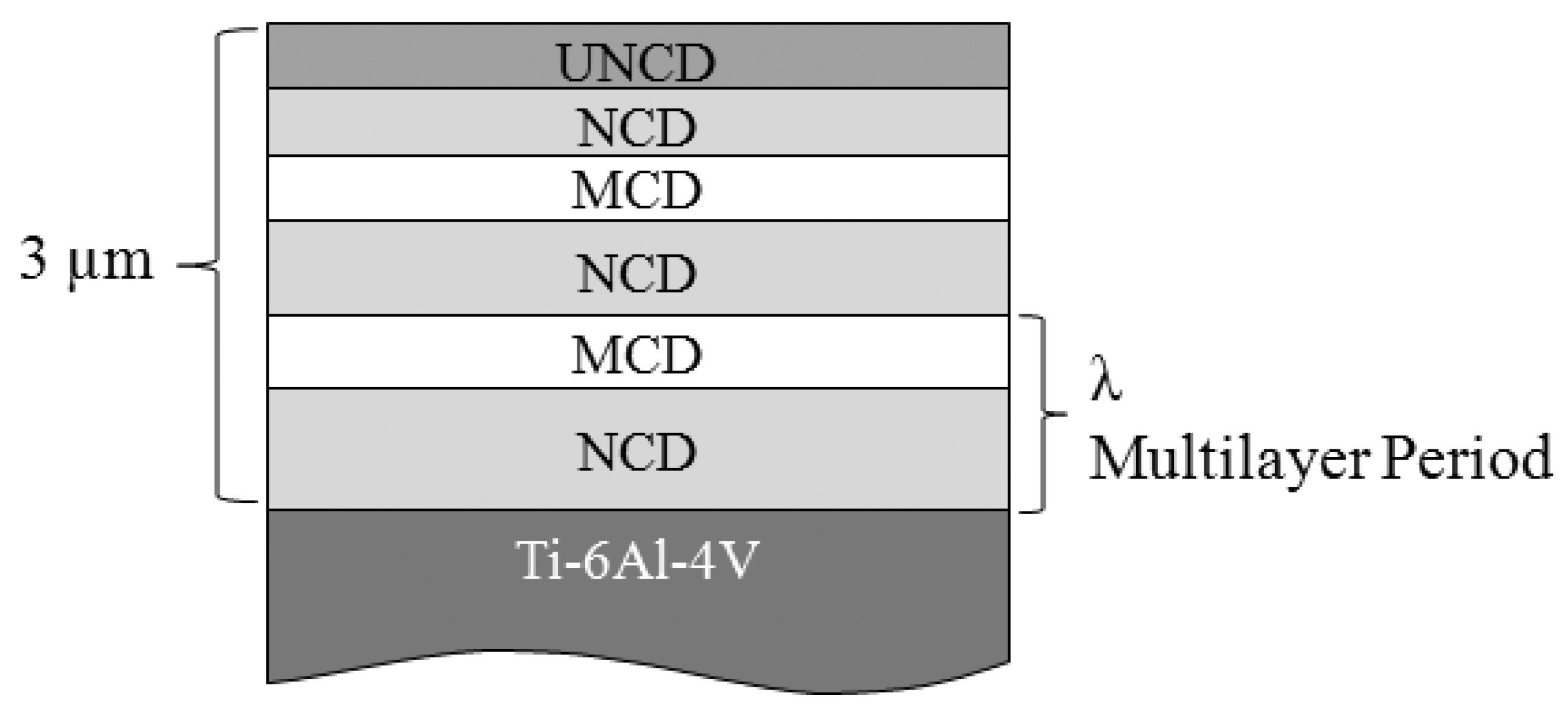
2.1. Coating Synthesis

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thickness (nm) | |||||||
|---|---|---|---|---|---|---|---|
| Multilayer | λ (nm) | n of λ | Total layers | NCD/MCD | NCD/MCD | NCD/UNCD | Total |
| M1 | 900 | 3 | 8 | 3:1 | 675/225 | 150/150 | 3,000 |
| M2 | 900 | 3 | 8 | 1:1 | 450/450 | 150/150 | 3,000 |
| M3 | 900 | 3 | 8 | 1:3 | 225/675 | 150/150 | 3,000 |
| M4 | 300 | 9 | 20 | 1:1 | 150/150 | 150/150 | 3,000 |
| M5 | 2000 | 1 | 4 | 1:1 | 1000/1000 | 850/150 | 3,000 |
2.2. Coating Characterization
2.3. Assessment of Coating Adhesion
3. Results and Discussion
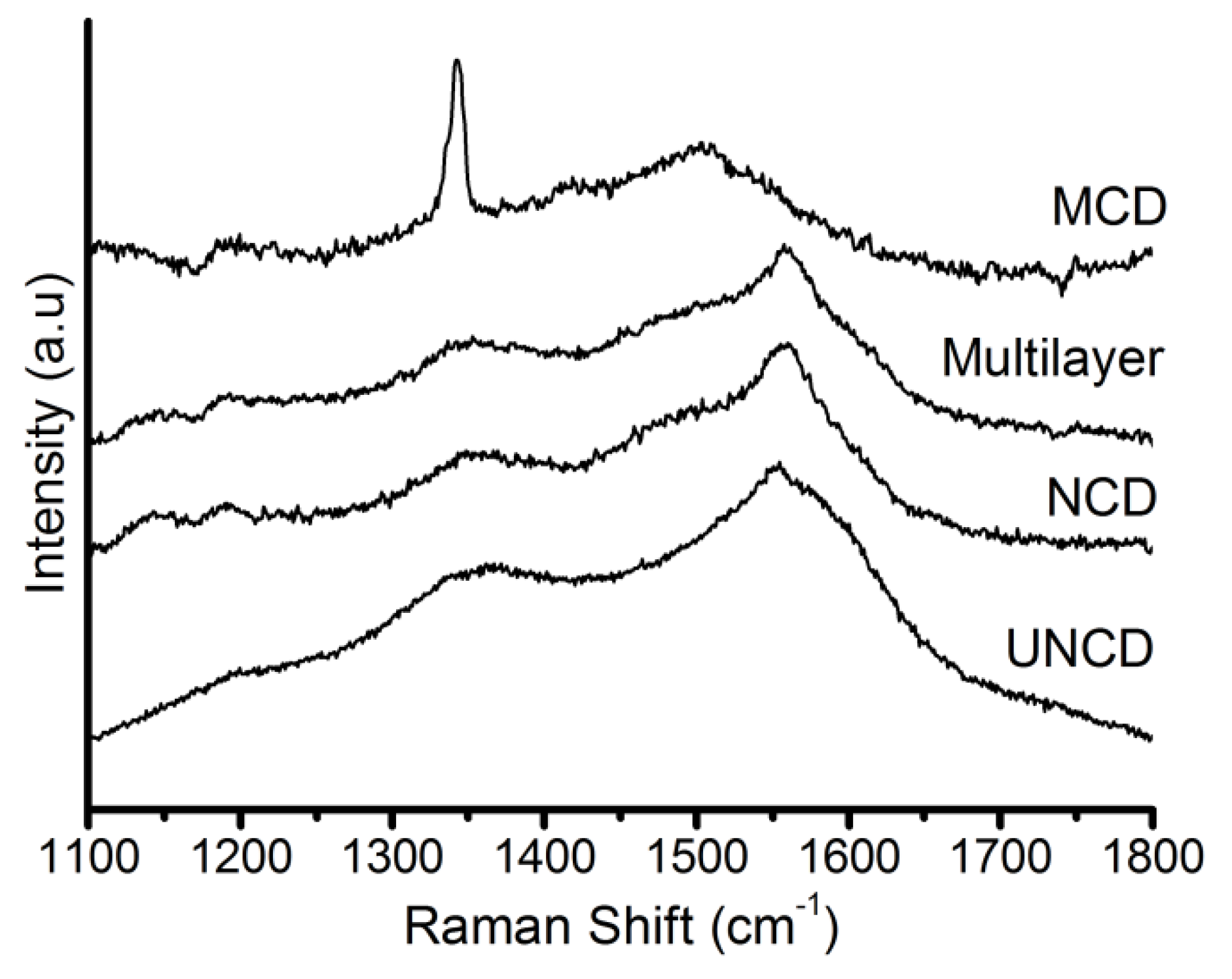
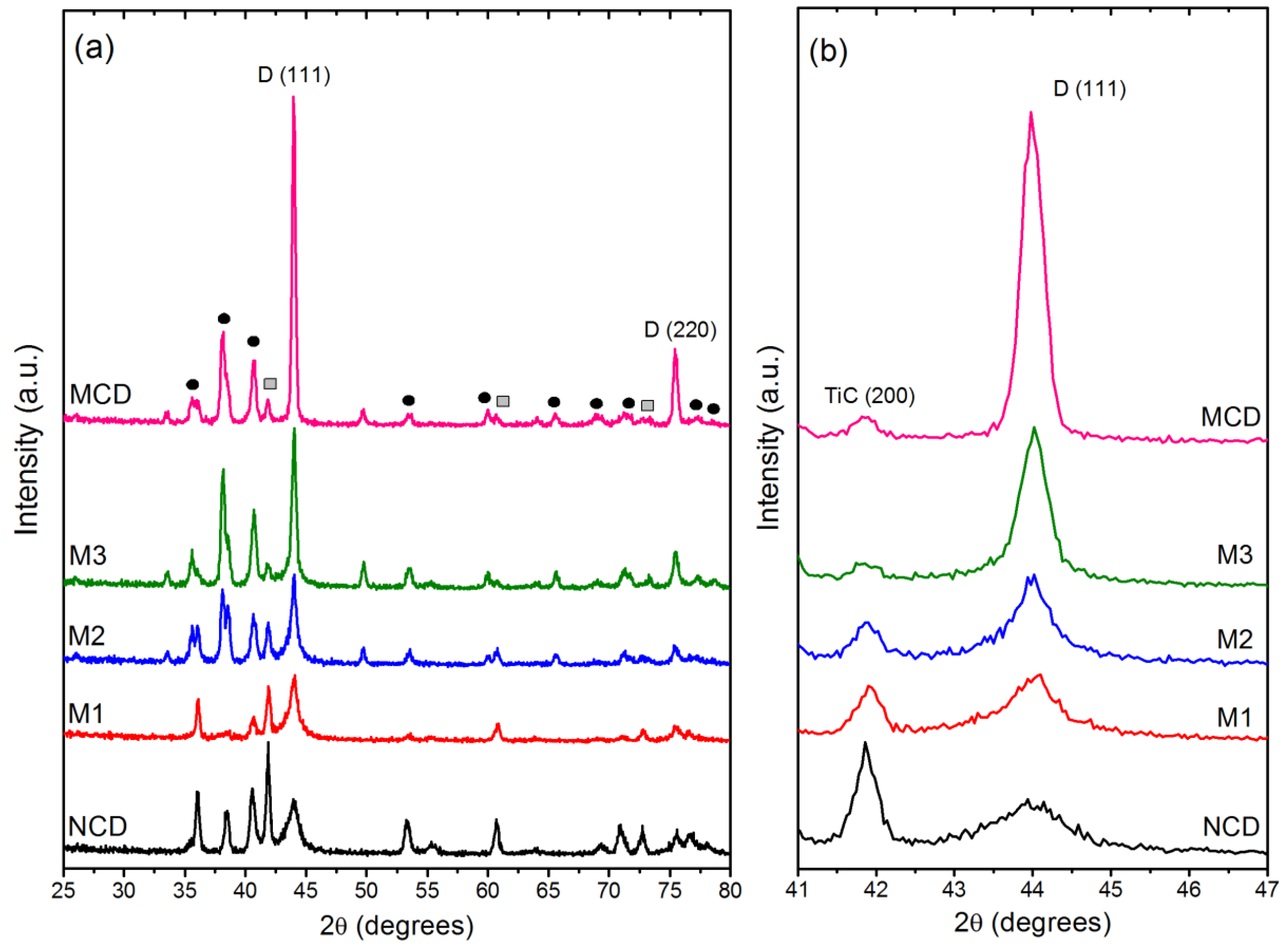
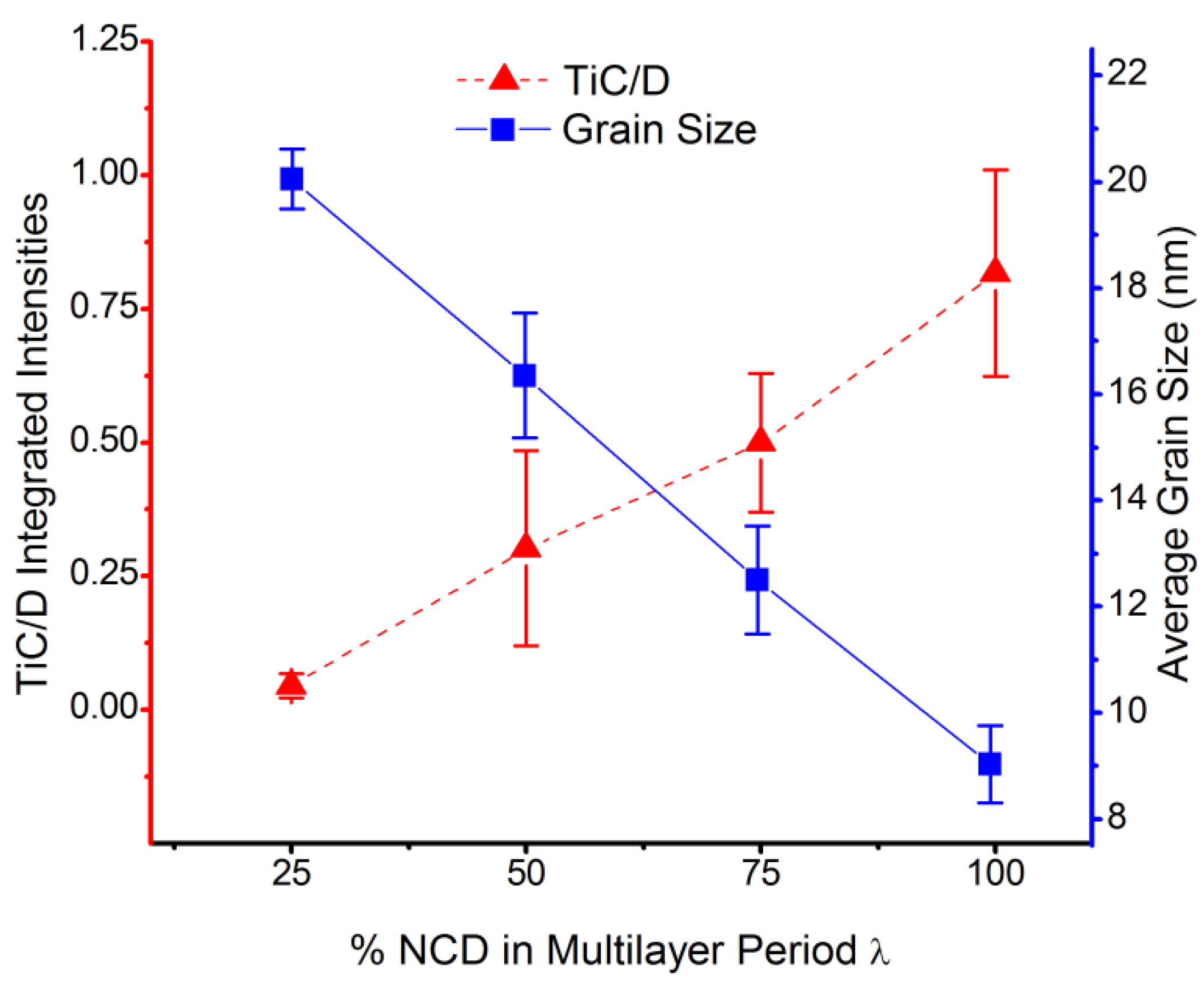
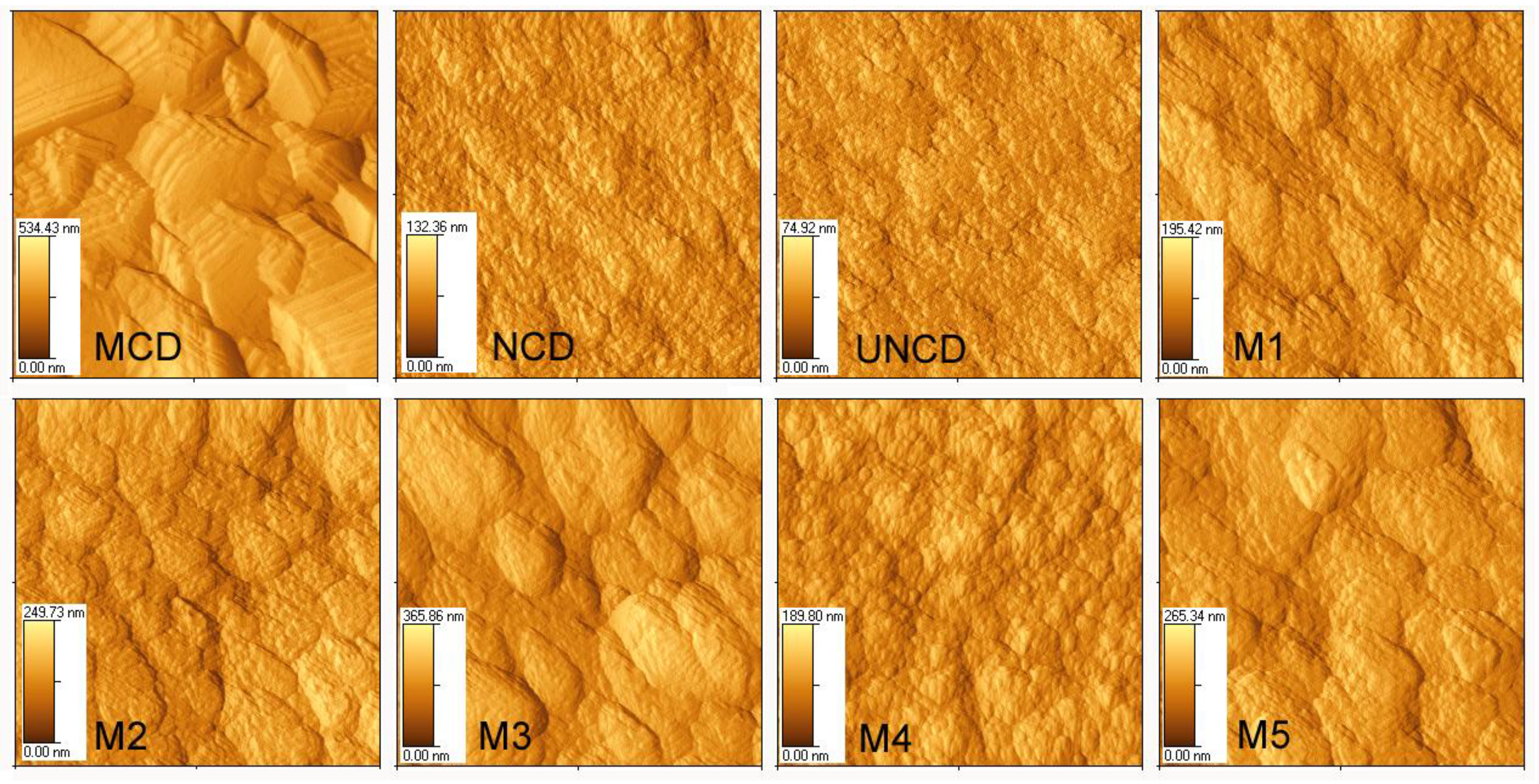
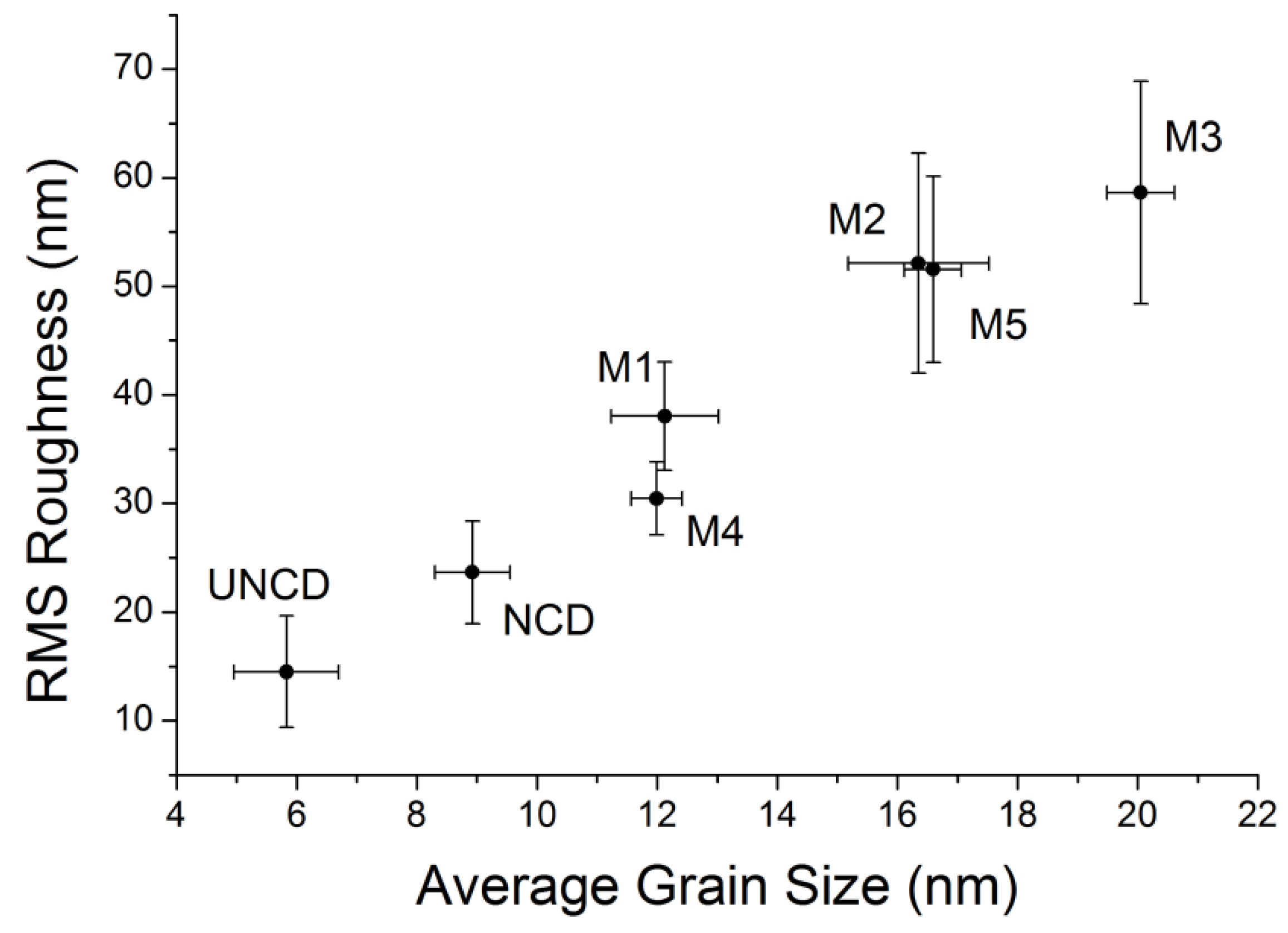
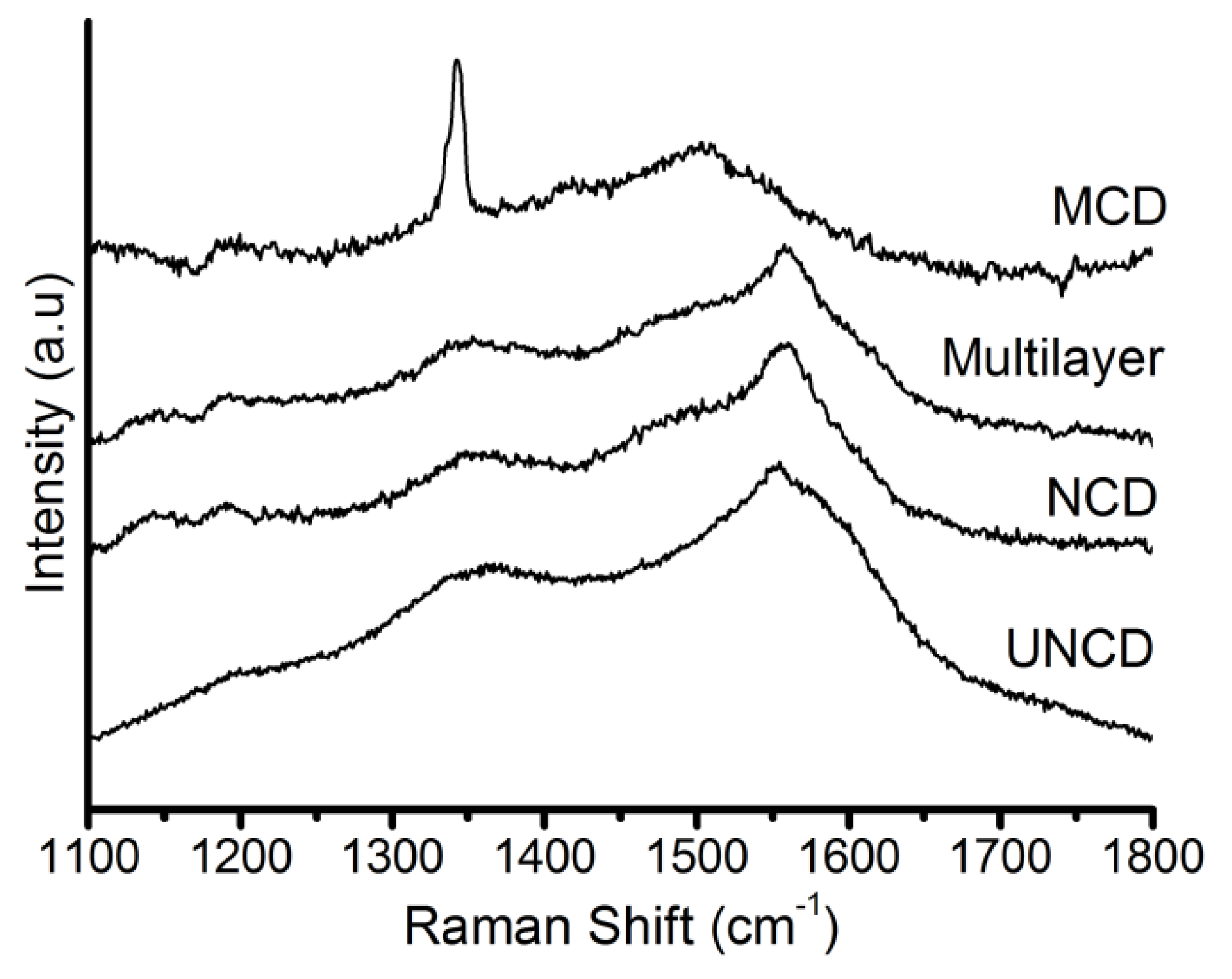
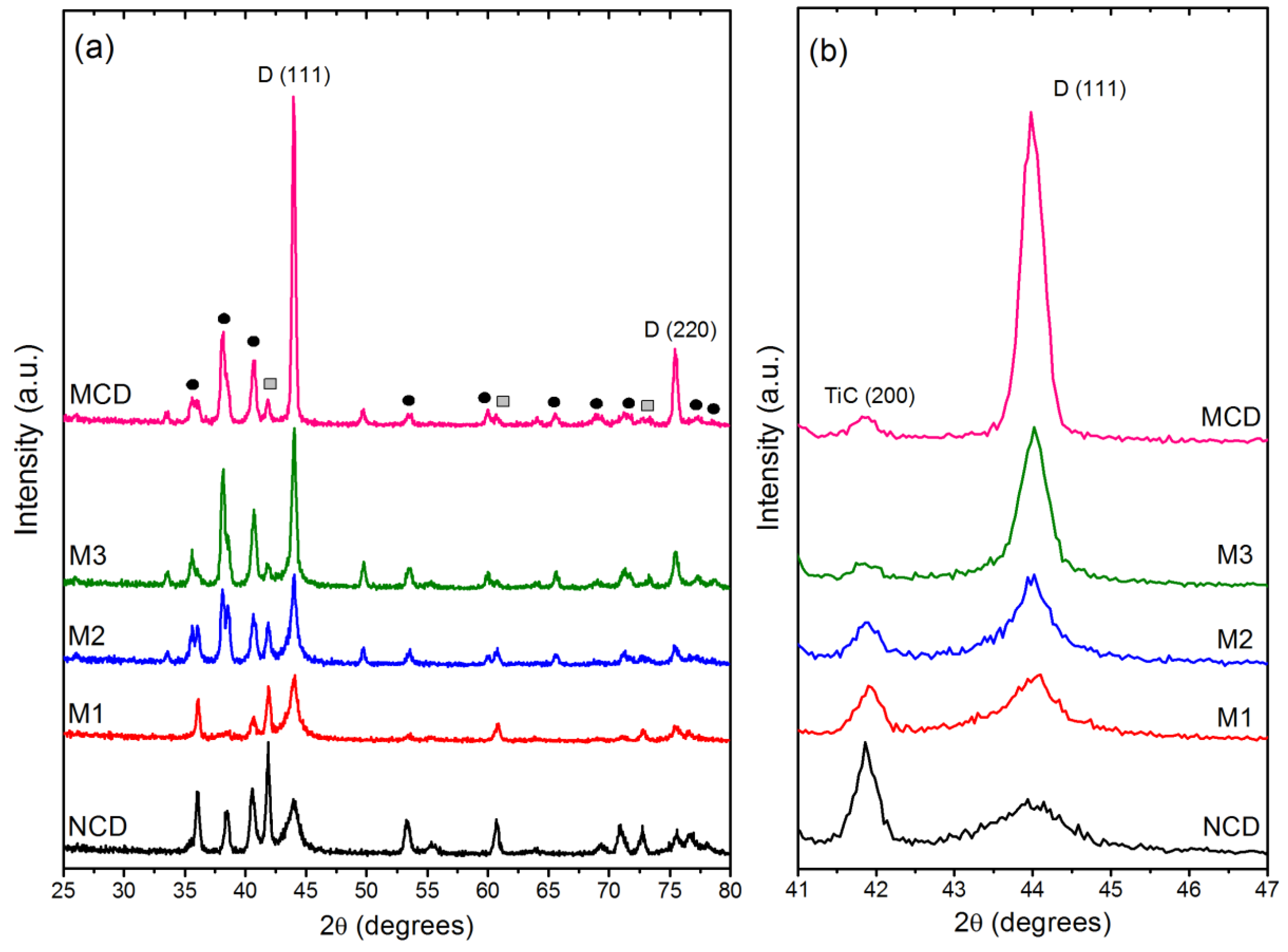
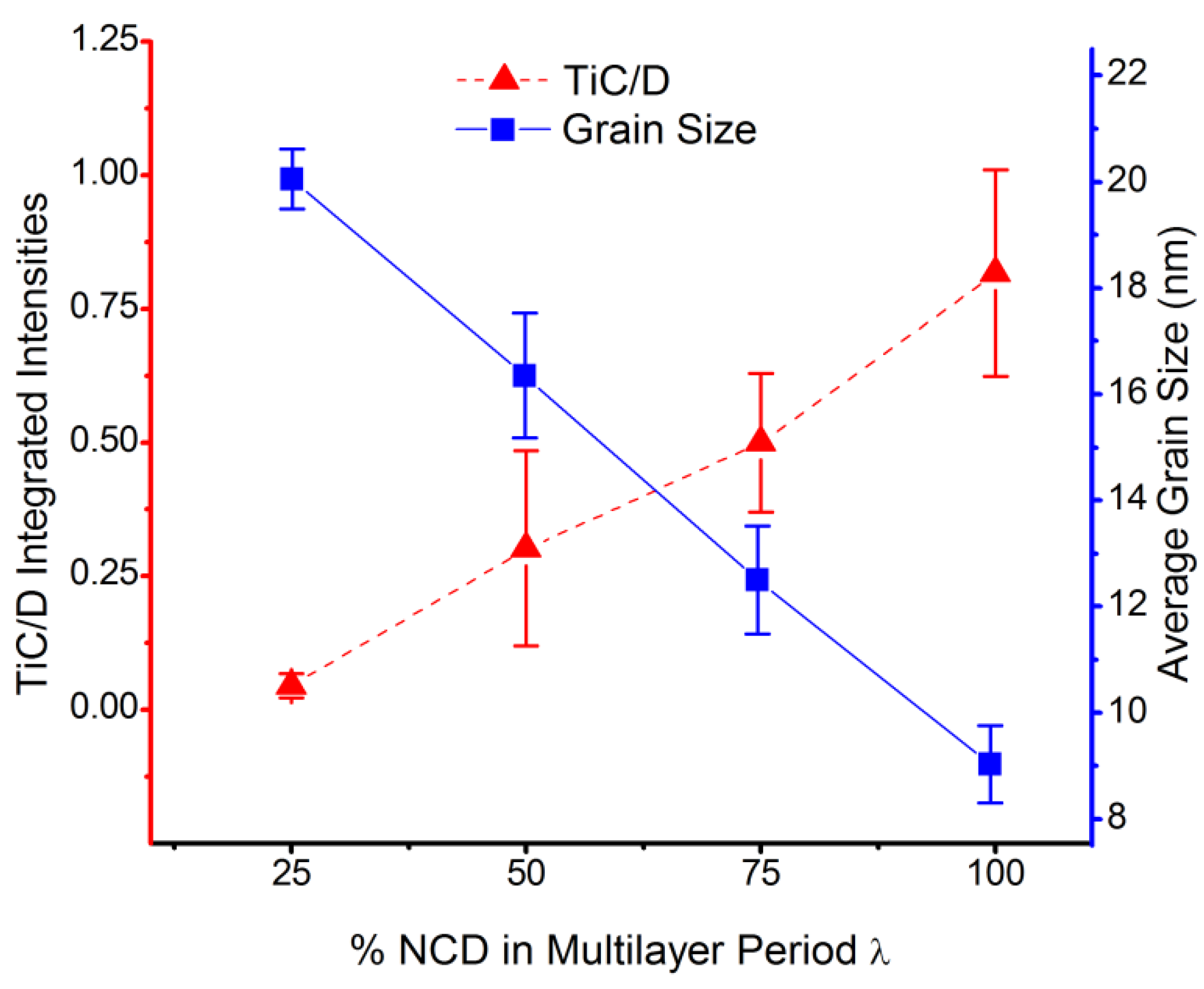
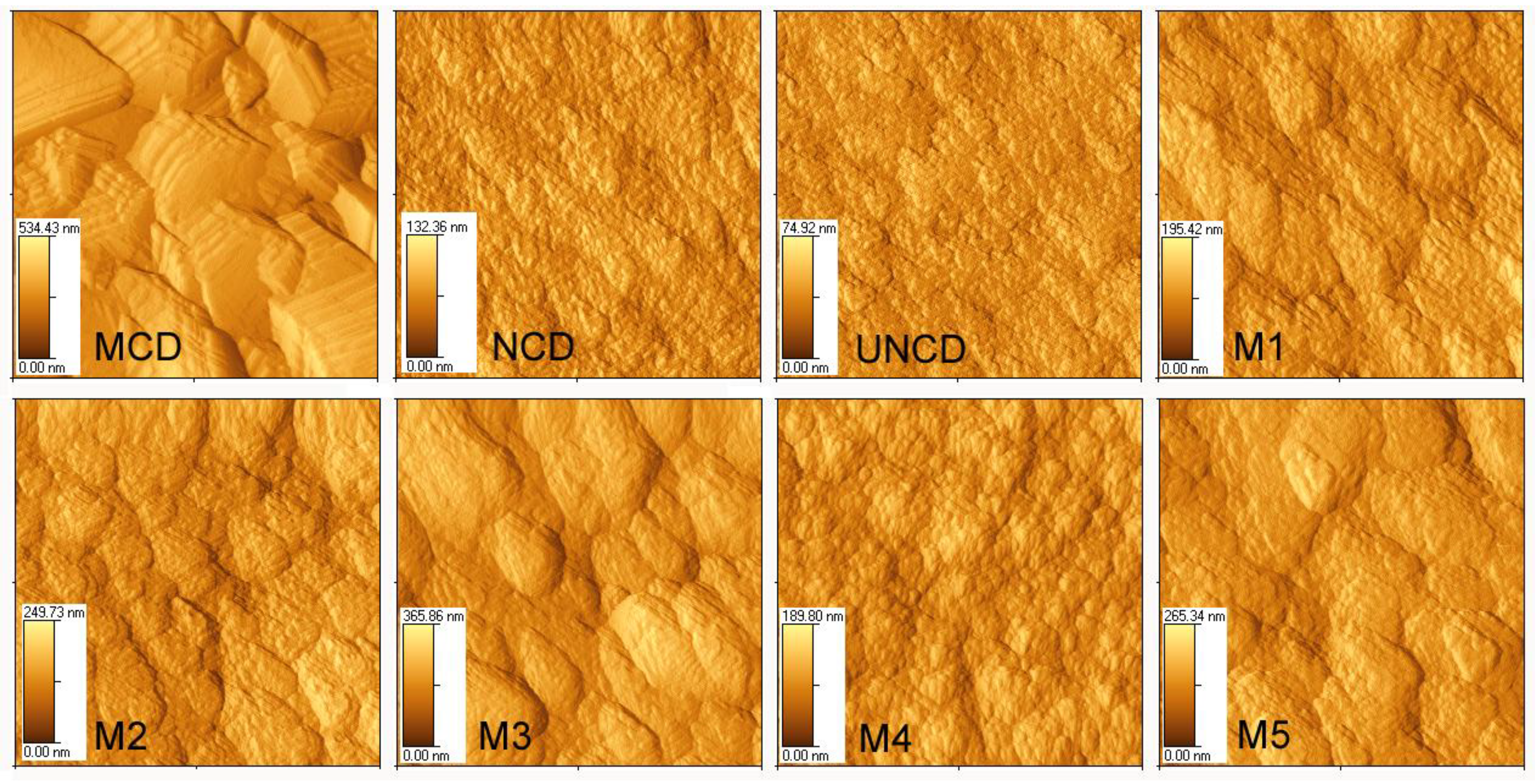
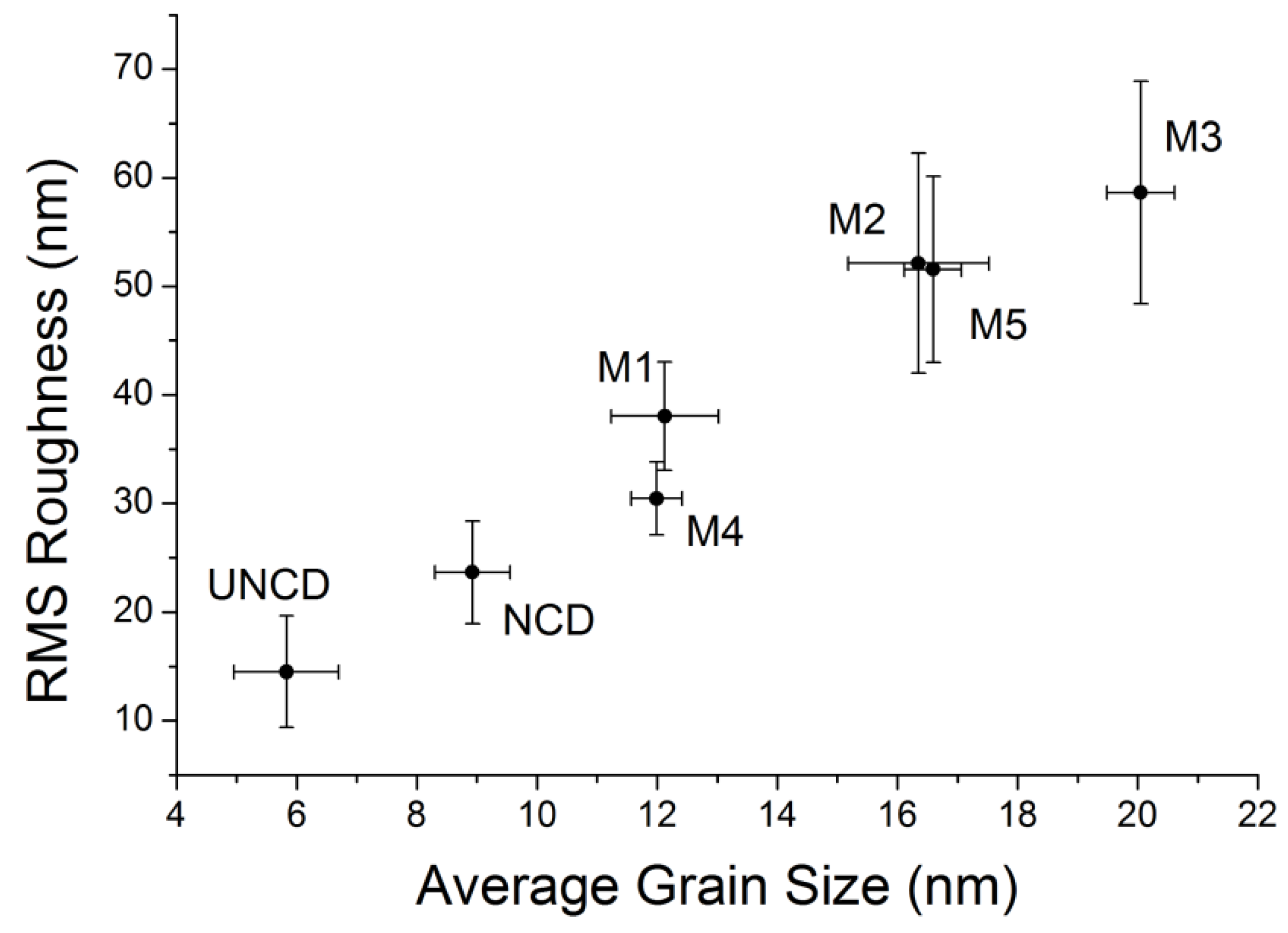
3.1. Coating Characterization
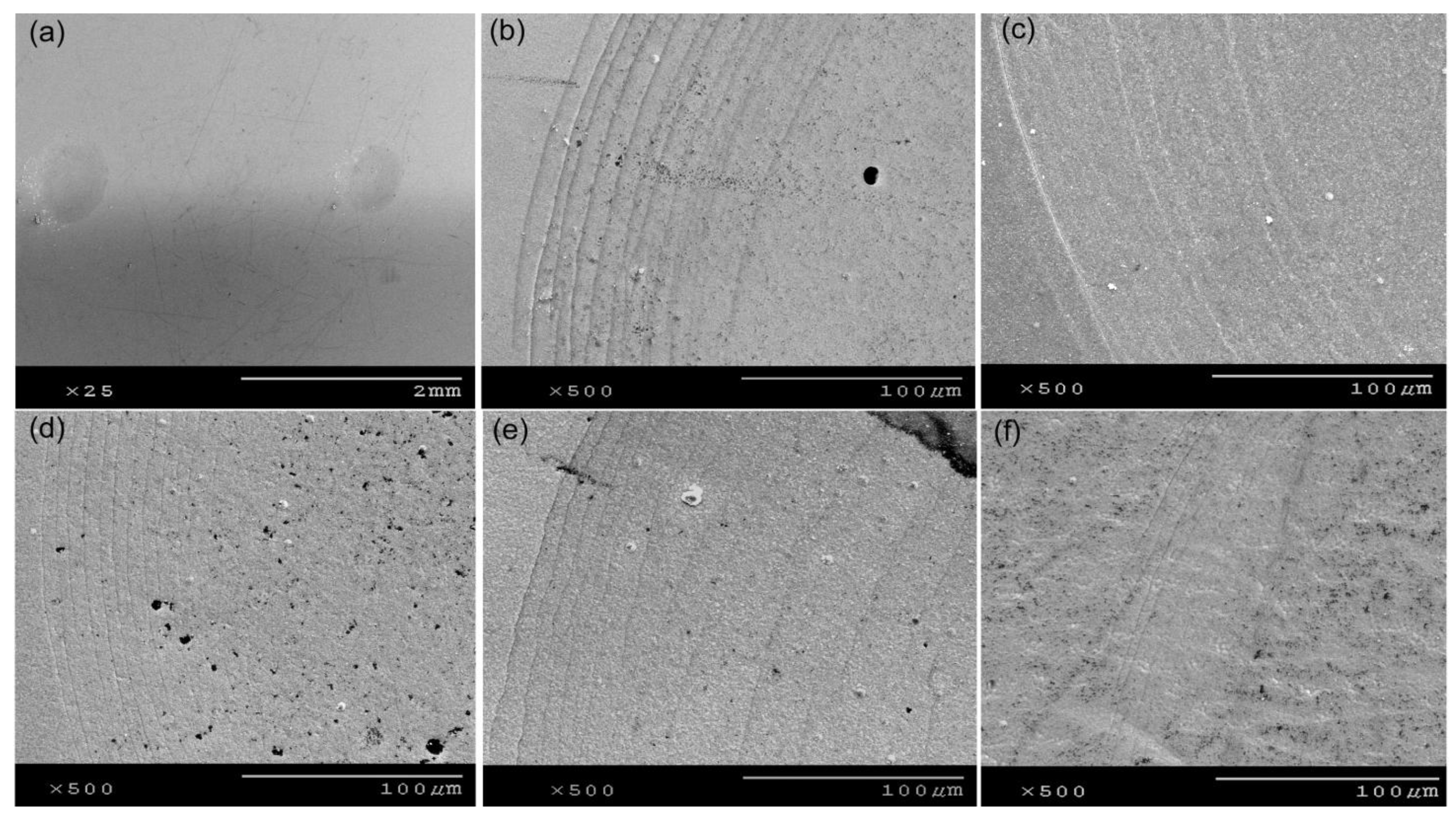
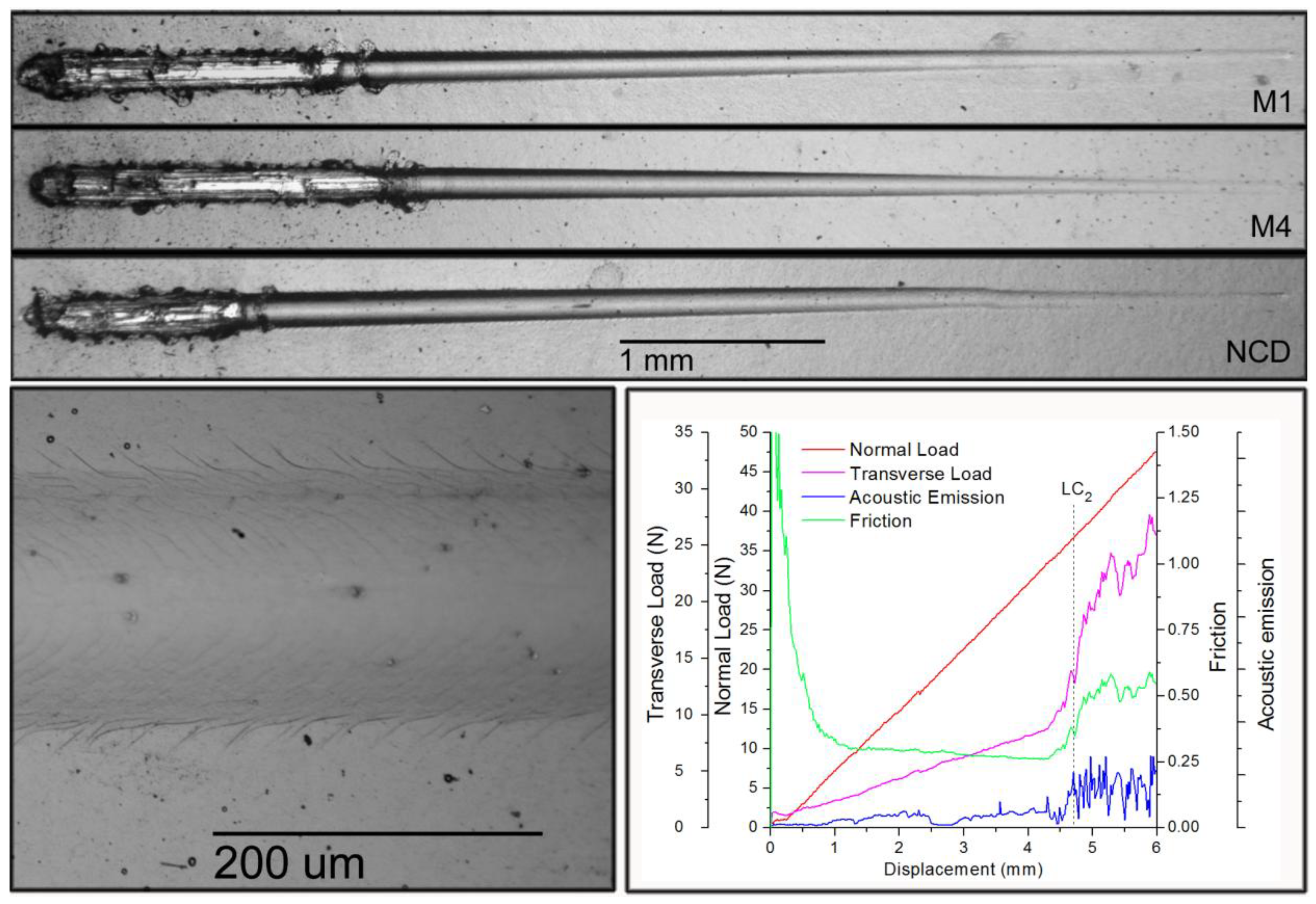
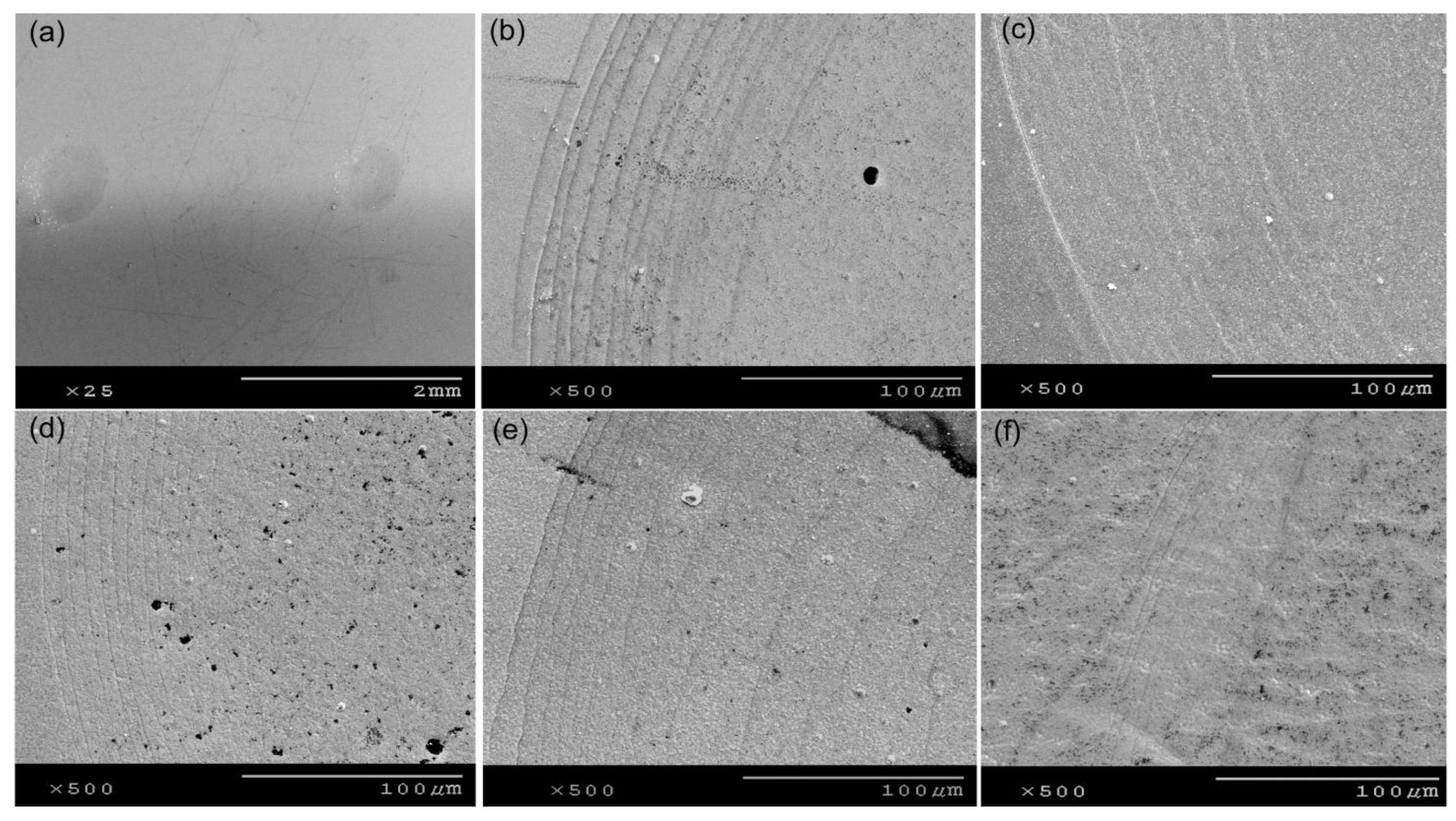
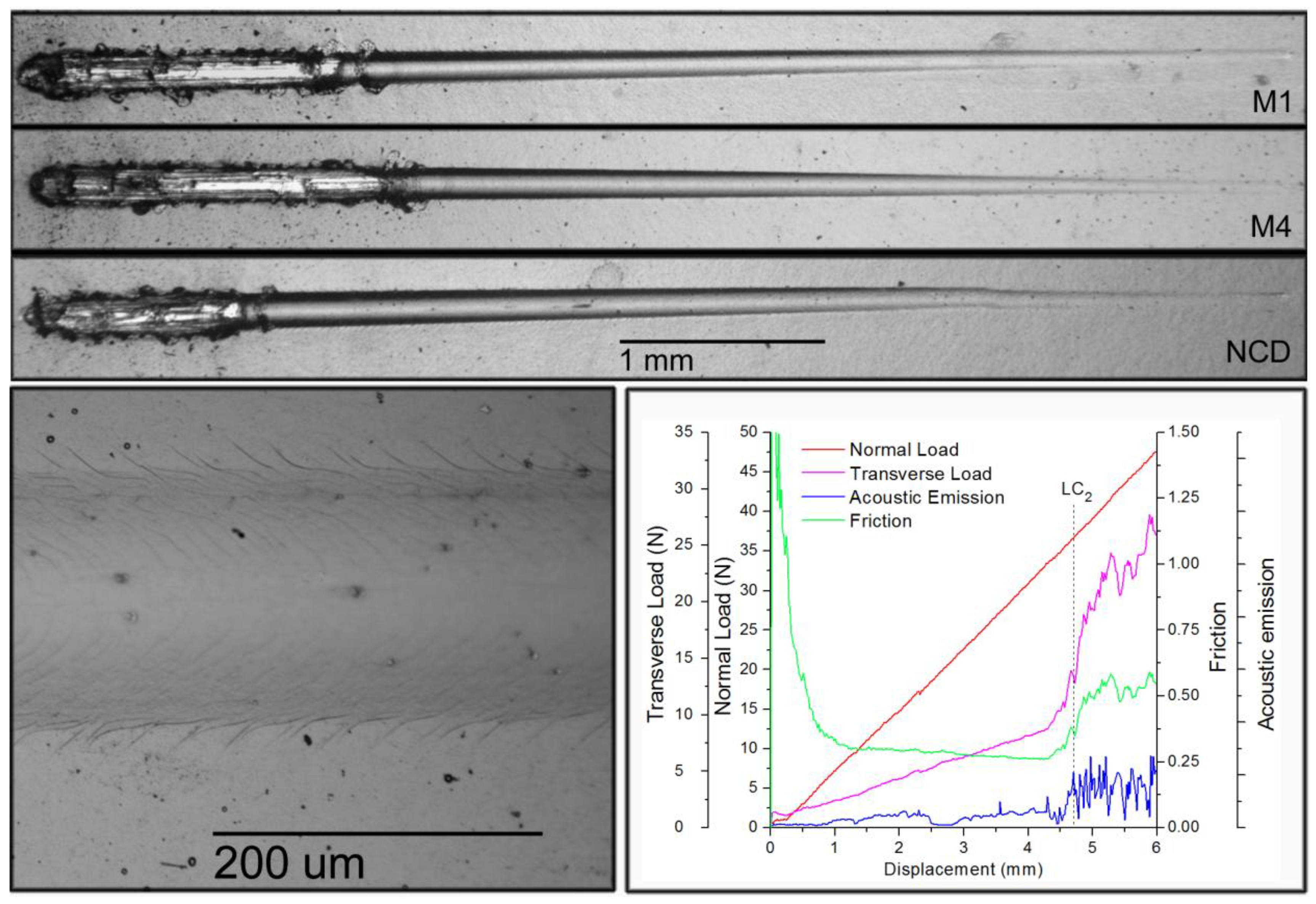
3.2. Coating Adhesion
| Coating | LC1 (N) | LC2 (N) |
|---|---|---|
| M1 | 12.6 ± 1.4 | 33.8 ± 2.9 |
| M4 | 11.2 ± 2.4 | 32.5 ± 4.4 |
| NCD | 14.9 ± 3.7 | 38.7 ± 3.1 |
4. Conclusions
Acknowledgements
References
- Ingham, E.; Fisher, J. Biological reactions to wear debris in total joint replacement. Proc. Inst. Mech. Eng. H 2000, 214, 21–37. [Google Scholar] [CrossRef] [PubMed]
- Purdue, P.E.; Koulouvaris, P.; Nestor, B.J.; Sculco, T.P. The central role of wear debris in periprosthetic osteolysis. HSS J. 2006, 2, 102–113. [Google Scholar] [CrossRef] [PubMed]
- Jacobs, J.J.; Hallab, N.J.; Urban, R.M.; Wimmer, M.A. Wear particles. J. Bone Joint Surg-Amer. Vol. 2006, 88A, 99–102. [Google Scholar] [CrossRef]
- Hill, M.; Catledge, S.A.; Konovalov, V.; Clem, W.C.; Chowdhury, S.A.; Etheridge, B.S.; Stanishevsky, A.; Lemons, J.E.; Vohra, Y.K.; Eberhardt, A.W. Preliminary tribological evaluation of nanostructured diamond coatings against ultra-high molecular weight polyethylene. J. Biomed. Mater. Res. Part B 2007, 85, 140–148. [Google Scholar]
- Tang, L.; Tsai, C.; Gerberich, W.W.; Kruckeberg, L.; Kania, D.R. Biocompatibility of chemical-vapour-deposited diamond. Biomaterials 1995, 16, 483–488. [Google Scholar] [CrossRef] [PubMed]
- Clem, W.C.; Chowdhury, S.; Catledge, S.A.; Weimer, J.J.; Shaikh, F.M.; Hennessy, K.M.; Konovalov, V.V.; Hill, M.R.; Waterfeld, A.; Bellis, S.L.; et al. Mesenchymal stem cell interaction with ultra-smooth nanostructured diamond for wear-resistant orthopaedic implants. Biomaterials 2008, 29, 3461–3468. [Google Scholar] [CrossRef] [PubMed]
- Catledge, S.A.; Vohra, Y.K. Effect of nitrogen addition on the microstructure and mechanical properties of diamond films grown using High-Methane concentrations. J. Appl. Phys. 1999, 86, 698–700. [Google Scholar] [CrossRef]
- Toprani, N.; Catledge, S.A.; Vohra, Y.K.; Thompson, R. Interfacial adhesion and toughness of nanostructured diamond coatings. J. Mater.Res. 2000, 15, 1052–1055. [Google Scholar] [CrossRef]
- Chowdhury, S.; Hillman, D.A.; Catledge, S.A.; Konovalov, V.V.; Vohra, Y.K. Synthesis of ultrasmooth nanostructured diamond films by microwave plasma chemical vapor deposition using a He/H2/CH4/ N2 gas mixture. J. Mater. Res. 2006, 21, 2675–2682. [Google Scholar] [CrossRef] [PubMed]
- Chowdhury, S.; Borham, J.; Catledge, S.A.; Eberhardt, A.W.; Johnson, P.S.; Vohra, Y.K. Synthesis and mechanical wear studies of ultra smooth nanostructured diamond (USND) coatings deposited by microwave plasma chemical vapor deposition with He/H2/CH4/N2 mixtures. Diam. Relat. Mater. 2008, 17, 419–427. [Google Scholar] [CrossRef] [PubMed]
- Papo, M.; Catledge, S.A.; Vohra, Y.K.; Machado, C. Mechanical wear behavior of nanocrystalline and multilayered diamond coatings on temporomandibular joint implants. J. Mater. Sci-Mater. Med. 2004, 15, 773–777. [Google Scholar] [CrossRef] [PubMed]
- Long, M.; Rack, H.J. Review: Titanium alloys in total joint replacement—A materials science perspective. Biomaterials 1998, 19, 1621–1639. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.; Sun, D.; Fu, Y.; Du, H. Toughening of hard nanostructural thin films: A critical review. Surf. Coat. Tech. 2005, 198, 2–8. [Google Scholar] [CrossRef]
- Hauert, R.; Patscheider, J. From alloying to nanocomposites—Improved performance of hard coatings. Adv. Eng. Mater. 2000, 2, 247–259. [Google Scholar] [CrossRef]
- Bull, S.J.; Jones, A.M. Multilayer coatings for improved performance. Surf. Coat. Tech. 1996, 78, 173–184. [Google Scholar] [CrossRef]
- Holleck, H.; Schier, V. Multilayer PVD coatings for wear protection. Surf. Coat. Tech. 1995, 76, 328–336. [Google Scholar] [CrossRef]
- Panjan, P.; Cekada, M.; Navinsek, B. A new experimental method for studying the cracking behaviour of PVD multilayer coatings. Surf. Coat. Tech. 2003, 174, 55–62. [Google Scholar]
- Joinet, M.; Pouliquen, S.; Thomas, L.; Teyssandier, F.; Aliaga, D. Comparison between single and multilayered a-SiC: H coatings prepared by multi-frequency PACVD: Mechanical properties. Surf. Coat. Tech. 2008, 202, 2252–2256. [Google Scholar] [CrossRef]
- Catledge, S.A.; Comer, W.; Vohra, Y.K. In situ diagnostics of film thickness and surface roughness of diamond films on a Ti-6Al-4V alloy by optical pyrometry. Appl. Phys. Lett. 1998, 73, 181–181. [Google Scholar]
- Williams, J.A. Engineering Tribology; Oxford University Press: Oxford, UK, 1994; pp. 47–65. [Google Scholar]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Catledge, S.A.; Borham, J.; Vohra, Y.K.; Lacefield, W.R.; Lemons, J.E. Nanoindentation hardness and adhesion investigations of vapor deposited nanostructured diamond films. J. Appl. Phys. 2002, 91, 5347–5352. [Google Scholar] [CrossRef]
- Ferrari, A.C.; Robertson, J. Raman spectroscopy of amorphous, nanostructured, diamond-like carbon, and nanodiamond. Phil. Trans. Math. Phys. Eng. Sci. 2004, 362, 2477–2512. [Google Scholar] [CrossRef]
- ASTM International. ASTM F 2033-05: Standard Specification for Total Hip Joint Prosthesis and Hip Endoprosthesis Bearing Surfaces Made of Metallic, Ceramic, and Polymeric Materials; ASTM International: West Conshohocken, PA, USA, 2005; pp. 1071–1075. [Google Scholar]
- Wang, J.S.; Sugimura, Y.; Evans, A.G.; Tredway, W.K. The mechanical performance of DLC films on steel substrates. Thin Solid Films 1998, 325, 163–174. [Google Scholar] [CrossRef]
- ASTM International. ASTM C1624-05: Standard Test Method for Adhesion Strength and Mechanical Failure Modes of Ceramic Coatings by Quantitative Single Point Scratch Testing; ASTM International: West Conshohocken, PA, USA, 2007; pp. 811–838. [Google Scholar]
- Bull, S.J. Failure modes in scratch adhesion testing. Surf. Coat. Tech. 1991, 50, 25–32. [Google Scholar] [CrossRef]
© 2011 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Booth, L.; Catledge, S.A.; Nolen, D.; Thompson, R.G.; Vohra, Y.K. Synthesis and Characterization of Multilayered Diamond Coatings for Biomedical Implants. Materials 2011, 4, 857-868. https://doi.org/10.3390/ma4050857
Booth L, Catledge SA, Nolen D, Thompson RG, Vohra YK. Synthesis and Characterization of Multilayered Diamond Coatings for Biomedical Implants. Materials. 2011; 4(5):857-868. https://doi.org/10.3390/ma4050857
Chicago/Turabian StyleBooth, Leigh, Shane A. Catledge, Dustin Nolen, Raymond G. Thompson, and Yogesh K. Vohra. 2011. "Synthesis and Characterization of Multilayered Diamond Coatings for Biomedical Implants" Materials 4, no. 5: 857-868. https://doi.org/10.3390/ma4050857
APA StyleBooth, L., Catledge, S. A., Nolen, D., Thompson, R. G., & Vohra, Y. K. (2011). Synthesis and Characterization of Multilayered Diamond Coatings for Biomedical Implants. Materials, 4(5), 857-868. https://doi.org/10.3390/ma4050857