On the Utilization of Pozzolanic Wastes as an Alternative Resource of Cement

Abstract
:1. Introduction

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Waste | Production Source | Quantity (million ton) | Consumption (million ton) | Reference |
|---|---|---|---|---|
| Slag | Steel industries | 100.00 | 35 | [1] |
| FA | Coal operated power plants | 900.00 | - | [8] |
| POFA | Palm oil mills in Malaysia | 0.06 | - | [9] |
| Rice husk | Rice mills | 110.00 (20% of 550 million tons rice) | - | [10] |
| RHA | Rice mills | 16.50–22.00 | - | [10] |
| Silica fume | Silicon industries | 2.00 | - | [8] |
2. Research Significance
3. Materials and Methods
3.1. Materials
3.2. Instruments
3.3. Preparation of Mortar
| Binder | Activator | Molar concentration | Solution to binder or water to cement ratio | SP (%) | Sand to binder ratio | ||
|---|---|---|---|---|---|---|---|
| Name | Materials | (%) | |||||
| AAB | Slag | 70 | NaOH | 1.0 M | 0.62 | 4.2 | 2.75 |
| POFA | 20 | 2.5 M | 4.6 | ||||
| RHA | 10 | 5.0 M | 5.0 | ||||
| OPC | - | 100 | - | - | 0.55 | 2.5 | |
3.4. Tests on Paste and Mortar
3.4.1. Normal Consistency of Binder
3.4.2. Setting Time of Binder
3.4.3. Flow and Compressive Strength of Mortar
3.4.4. Water Absorption of Mortar
3.4.5. Porosity of Mortar
3.4.6. Thermal Resistance of Mortar
4. Results and Discussion
4.1. Properties of Materials
4.1.1. Chemical and Physical Properties of Materials
| Material | Chemical Properties, Oxide Compositions (%) | |||||||||||
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | Na2O | K2O | P2O5 | TiO2 | MnO | LOI | |
| Slag | 33.05 | 16.36 | 0.53 | 45.00 | 6.41 | 1.21 | 0.13 | 0.42 | - | - | - | 3.05 |
| POFA | 47.22 | 2.24 | 2.65 | 6.48 | 5.86 | 3.34 | 1.22 | 11.86 | 5.37 | 0.17 | 0.10 | 5.42 |
| RHA | 87.75 | 0.38 | 0.19 | 1.04 | 0.69 | 0.56 | 0.05 | 2.83 | 1.31 | 0.02 | 0.07 | 3.04 |
| OPC | 20.99 | 4.60 | 4.44 | 67.17 | 2.53 | 2.98 | 0.03 | 0.16 | - | - | - | 1.30 |
| AAB * | 41.35 | 11.94 | 0.92 | 32.90 | 5.73 | 1.57 | 0.34 | 2.95 | 1.21 | 0.04 | 0.03 | 3.52 |
| Physical Properties | ||||||||||||
| Specific gravity | Average grain size d50 (μm) | Fineness | Color | |||||||||
| Blaine (cm2/g) | Retained on 45 μm sieve (%) | |||||||||||
| Slag | 2.85 | 14.67 | 3,919 | 0.14 | Near white | |||||||
| POFA | 2.16 | 16.08 | 4,582 | 4.23 | Blackish white | |||||||
| RHA | 2.05 | 6.63 | 6,964 | 3.32 | Near white | |||||||
| OPC | 3.14 | 16.17 | 2,850 | 12.52 | Grey | |||||||
| AAB * | 2.63 | 14.15 | 4,356 | 1.28 | Near white | |||||||
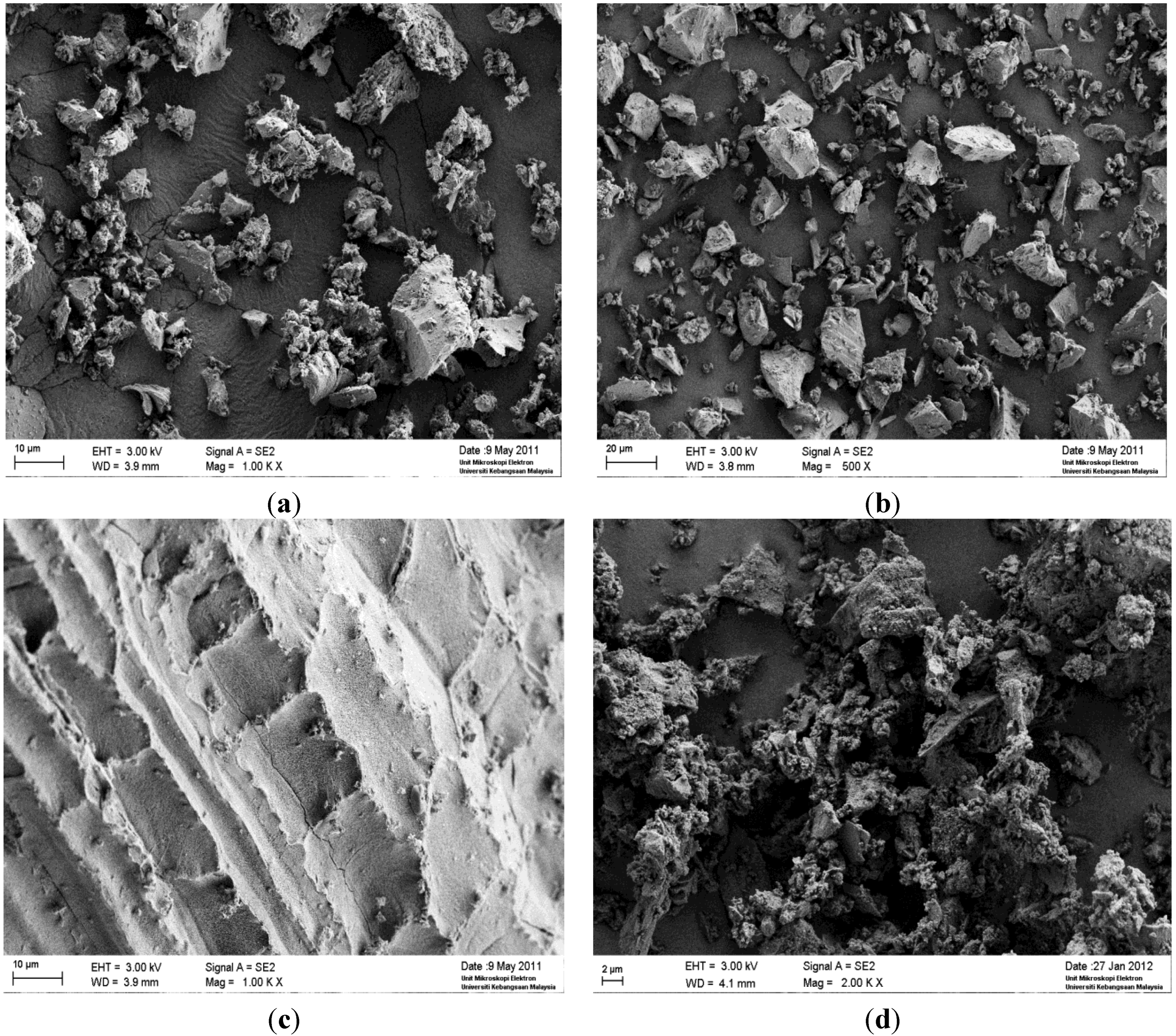
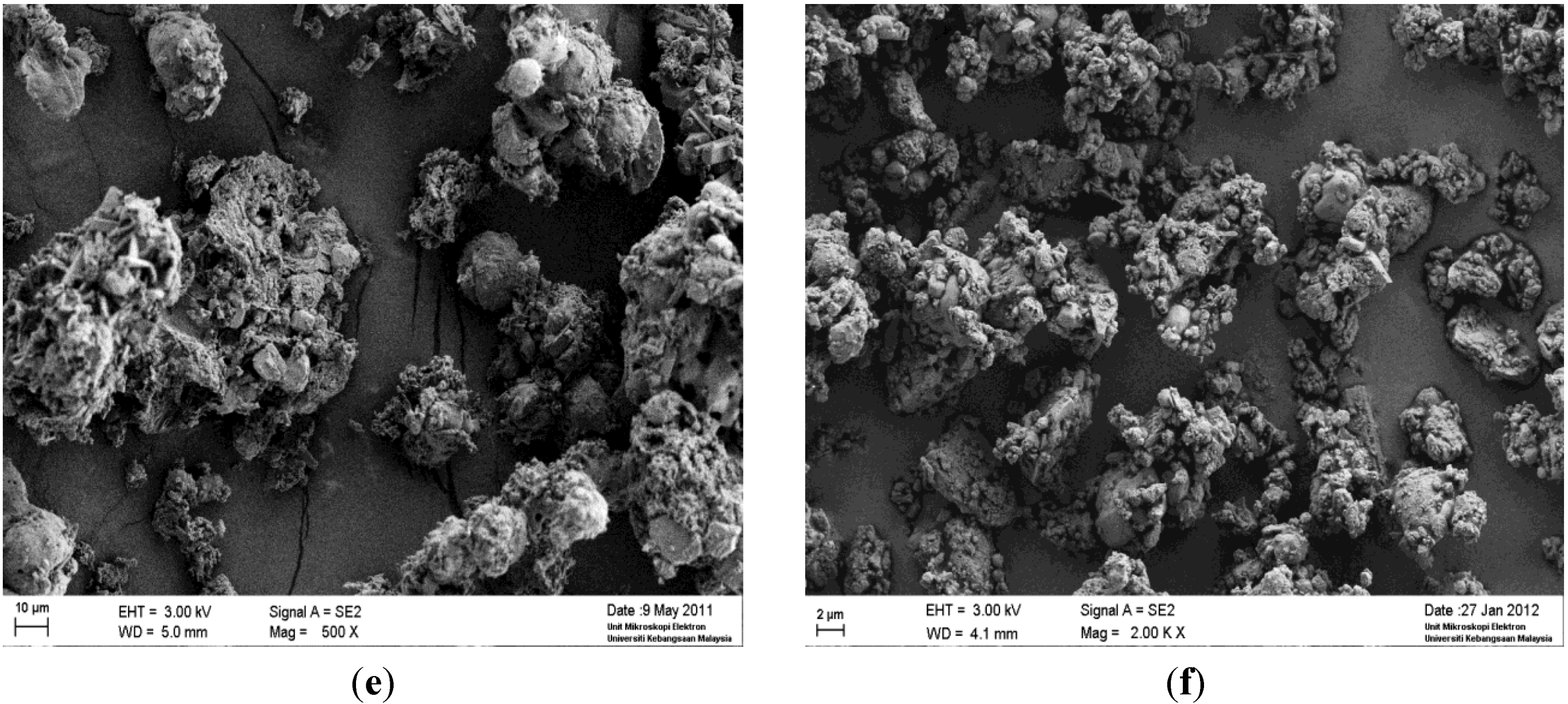
4.1.2. SEM Images of Materials


4.1.3. Strength Activity Index of Binders
| Binder | SAI (7 days) | ASTM requirement | SAI (28 days) | ASTM requirement |
|---|---|---|---|---|
| Slag | 100.4 | 95 for 120 grade | 103.8 | 95 for 100 grade |
| RHA | 48.6 | - | 63.0 | - |
| GRHA | 86.7 | - | 101.6 | - |
| POFA | 54.2 | - | 65.3 | - |
| GPOFA | 84.9 | - | 99.0 | - |
4.2. Consistency of Binders
| Binder | AAB (1.0 M) | AAB (2.5 M) | AAB (5.0 M) | OPC |
|---|---|---|---|---|
| Consistency (%) | 33.5 | 33.5 | 33.5 | 30.0 |
| Initial setting time (hour:min) | 0:50 | 0:27 | 0:21 | 2:15 |
| Final setting time (hour:min) | 2:10 | 1:45 | 1:05 | 5:25 |
| Flow (%) | 114 | 110 | 106 | 109 |
4.3. Setting Time
4.4. Flow of Binders
- NaOH has the smallest cation (Na+), which may attract the molecules/constituents of the binder and the mortar quickly and consequently, reduce the flow of mortar.
- The lower flow tendency and the higher water demand are due to the porous and spongy nature of pozzolanic materials (particularly for RHA) and the higher fineness or larger surface area; thus a greater amount of water is required. Several researchers reported that a greater amount of water was required to obtain the desired consistency and a lower flow ability is common among pozzolans as reported by Ahmad and Sheikh [46].
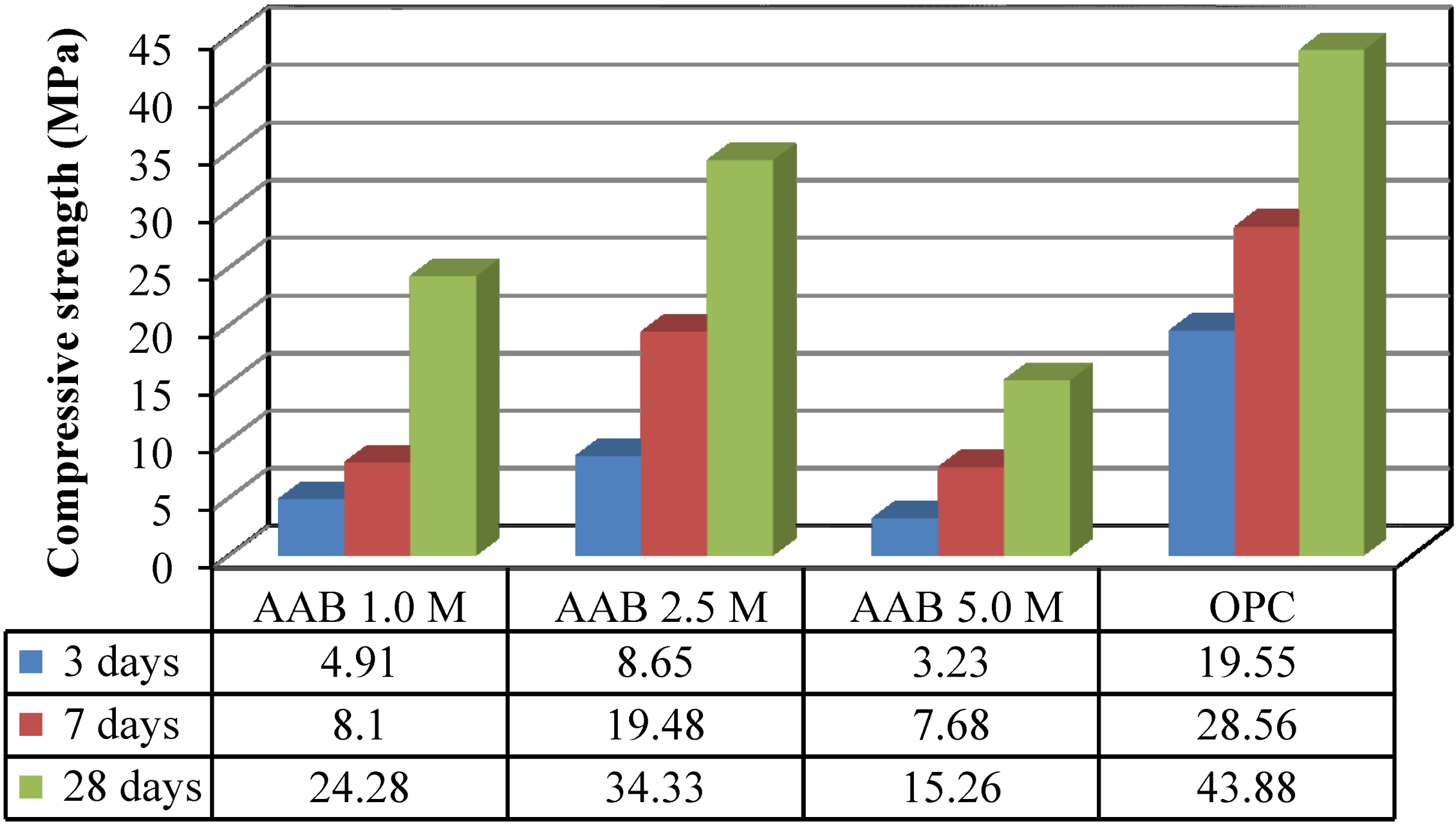
4.5. Compressive Strength of Mortar
- A lower concentration (1.0 M) may not be sufficient to activate all of the molecules of AAB.
- For a higher molarity (5.0 M), excess amounts of activators remain without being bonded or form weak intra-bonds inside the AAB-mortar.
- Residual activators or weak bonds of activators may collapse when the mortar is immersed in water for curing. As a result, the strength of the mortar remains the same or decreases.

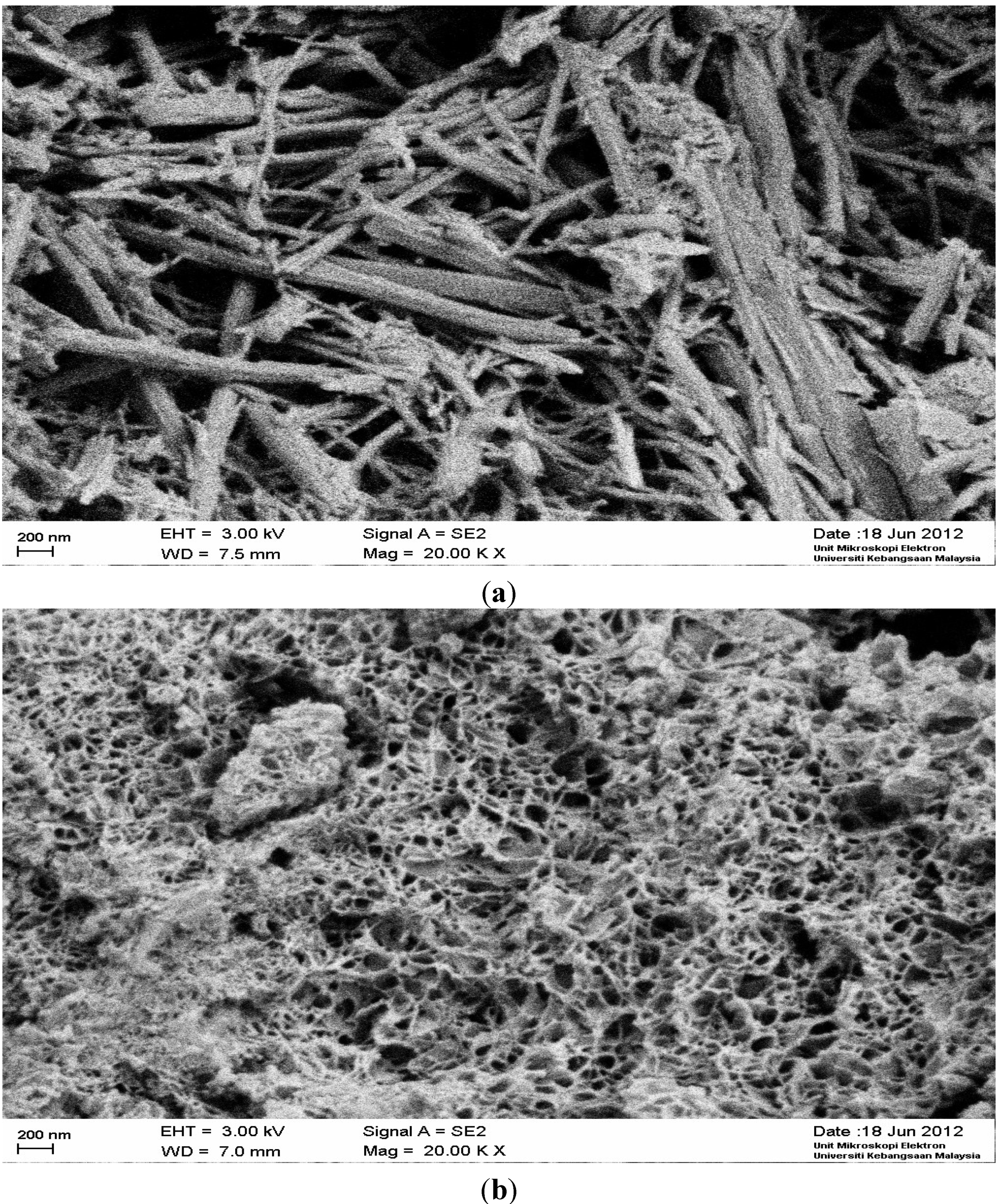
4.6. SEM Observation of Mortar

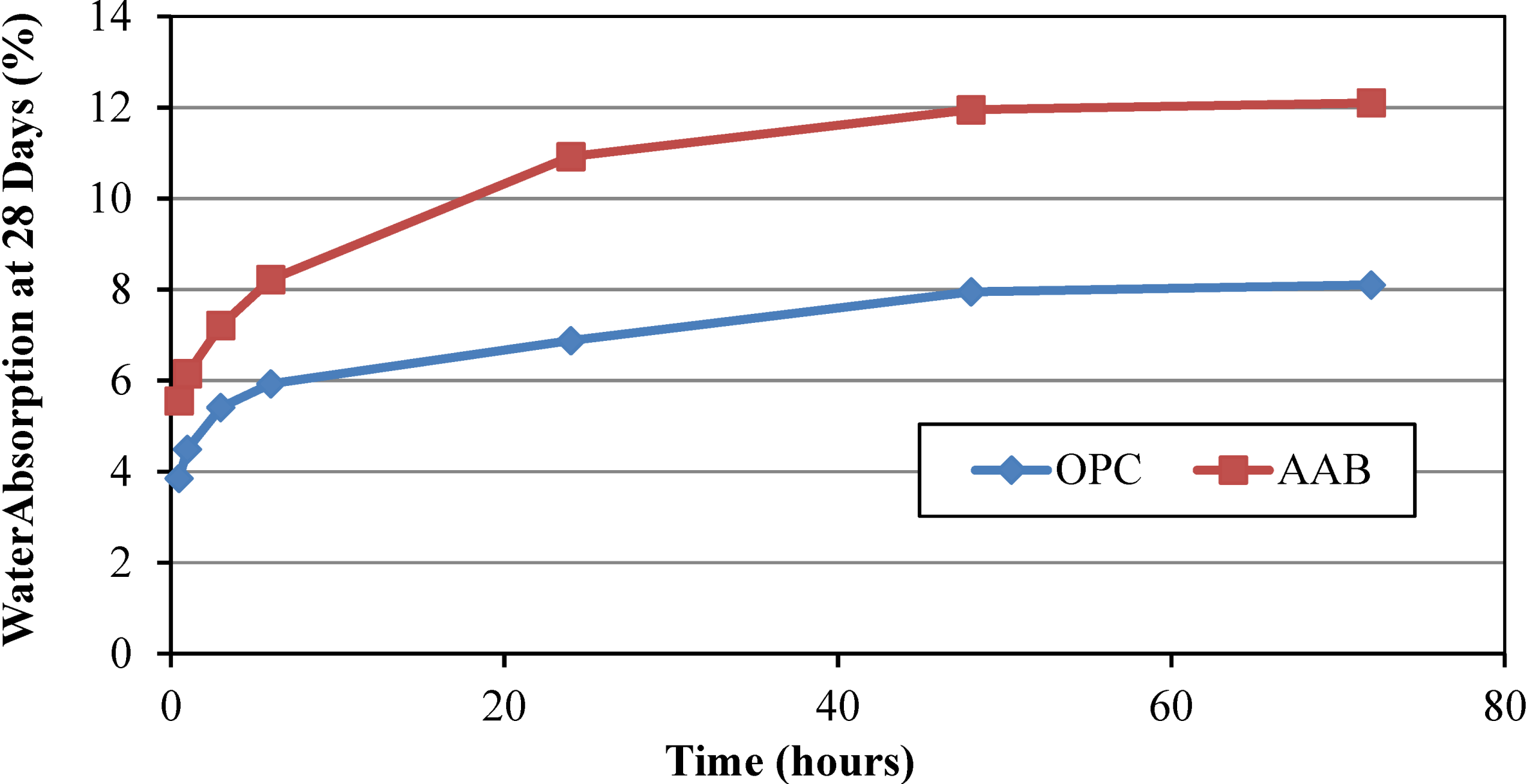
4.7. Water Absorption of Mortars

4.8. Porosity of Mortars
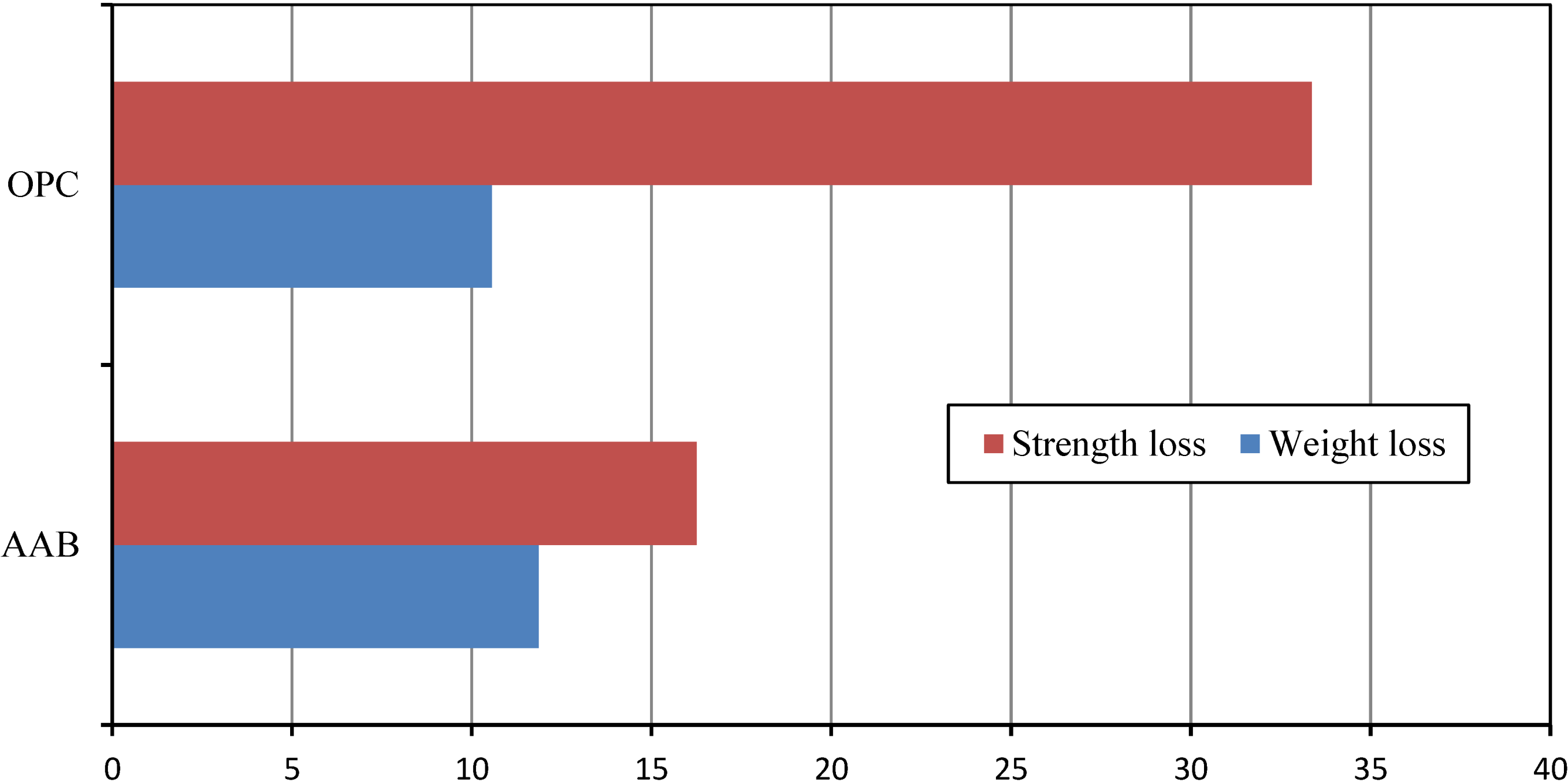
4.9. Thermal Resistance of Mortar

5. Conclusions
- 1
- The physical and chemical test results reveal that the considered pozzolanic waste materials (slag, POFA and RHA) contain a high amount of silica and sufficient amounts of the major oxides. Consequently, they perform as an alternative binder in the presence of a chemical activator, NaOH. It can be predicted that development of a new binder from locally available slag, POFA and RHA might well be possible.
- 2
- Experimental results revealed that slag, POFA and RHA could be used as substitutes of cement provided that these wastes are processed properly with maintenance of high fineness and with the use of a chemical activator.
- 3
- The alternative binder exhibits reasonable binding, consistency, flow value and setting time compared to OPC. The new binder shows a considerable compressive strength of 34.3 MPa at 28 days.
- 4
- The water absorption and porosity of the AAB mortar are slightly higher compared to those of OPC mortar. This occurs due to the porous structure and the less compressive strength of AAB. It can be minimized by improving the strength of AAB.
- 5
- An excellent thermal resistance was found with the AAB-mortar when it was exposed to 700 °C for two hours. Only 16.26% of the strength was reduced in the case of AAB-mortar while OPC lost more than 32% of its strength under the same conditions.
- 6
- Furthermore, as an alternative material of cement, the consumption of slag, POFA and RHA in the presence of NaOH would be a probable and sustainable solution to reduce the demand of cement which also helps to achieve the goal of sustainable concrete.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Nehdi, M. Ternary and quaternary cements for sustainable development. Concr. Int. 2001, 23, 35–42. [Google Scholar]
- Climate Policy Assessment for India; University Press: New Delhi, India, 2004.
- IEA. Tracking Industrial Efficiency and CO2 Emissions, 4a, 2007; Energy Technology Transitions for the Next Industrial Revolution, 2009. Available online: http//www.ieaetsap.org/web/ETechDS/PDF/I03_cement_June%202010_GS-gct.pdf (accessed on 21 June 2011).
- Bilodeau, A.; Molhotra, V.M. High volume fly ash system: Concrete solution for sustainable development. ACI Mater. J. 2000, 97, 41–47. [Google Scholar]
- Kartik, H.O.; Russell, L.H.; Ross, S.M. HVFA concrete—An industry perspective. Concr. Int. 2003, 25, 29–34. [Google Scholar]
- Miura, T.; Iwaki, I. Strength development of concrete incorporating high level of ground granulated blast-furnace slag at low temperatures. ACI Mater. J. 2000, 97, 66–70. [Google Scholar]
- Motz, H.; Geiseler, J. Products of steel slags an opportunity to save natural resources. Waste Manag. 2001, 21, 285–293. [Google Scholar] [CrossRef] [PubMed]
- Malhotra, V.M. Reducing CO2 emissions. Concr. Int. 2006, 28, 42–45. [Google Scholar]
- Yap, S.P.; Foong, K.Y.; Alengaram, U.J.; Zumaat, M.Z. Waste materials in Malaysia for the development of sustainable concrete: A review. In Proceedings of the 11th International Conference on Concrete Engineering and Technology, Putrajaya, Malaysia, 12–13 June 2012; pp. 113–118.
- Torbed. Energy technology application description, energy and amorphous silica production from rice husk. Available online: http://www.torftech.com/pdf/application%20description%20-%20rice%20hulls.pdf (accessed on 15 April 2011).
- Basri, H.B.; Mannan, M.A.; Zain, M.F.M. Concrete using waste oil palm shells as aggregate. Cem. Concr. Res. 1999, 29, 619–622. [Google Scholar] [CrossRef]
- FAOSTAT Database. (2008). FAO, Rome. 22 sep 2008 (FAO last access). Available online: http://beta.irri.org/solutions/index.php?option=com_contentandtask=viewandid=250 (accessed on 20 April 2011).
- Torgal, F.P.; Gomes, J.C.; Jalali, S. Alkali-activated binders: A review. Part 1. Historical background, terminology, reaction mechanisms and hydration products. Constr. Build. Mater. 2008, 22, 1305–1314. [Google Scholar] [CrossRef] [Green Version]
- Tangchirapat, W.; Jaturapitakkul, C.; Kiattikomol, K. Compressive strength and expansion of blended cement mortar containing palm oil fuel ash. J. Mater. Civil. Eng. 2009, 21, 426–431. [Google Scholar] [CrossRef]
- Tangchirapat, W.; Jaturapitakkul, C.; Chindaprasirt, P. Use of palm oil fuel ash as a supplementary cementitious material for producing high-strength concrete. Constr. Build. Mater. 2009, 23, 2641–2646. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Rukzon, S.; Sirivivatnanon, V. Resistance to chloride penetration of blended Portland cement mortar containing palm oil fuel ash, rice husk ash and fly ash. Constr. Build. Mater. 2008, 22, 932–938. [Google Scholar]
- Nicole, P.H.; Monteiro, P.J.M.; Carasek, H. Effect of silica fume and rice husk ash on alkali silica reaction. ACI Mater. J. 2000, 97, 486–492. [Google Scholar]
- Sata, V.; Jaturapitakkul, C.; Kiattikomol, K. Influence of pozzolan from various by-product materials on mechanical properties of high-strength concrete. Constr. Build. Mater. 2007, 21, 1589–1598. [Google Scholar] [CrossRef]
- Zhang, M.H.; Malhotra, V.M. High-performance concrete incorporating rice husk ash as a supplementary cementing material. ACI Mater. J. 1996, 93, 629–636. [Google Scholar]
- Chindaprasirt, P.; Jaturapitakkul, C.; Rattanasak, U. Influence of fineness of rice husk ash and additives on the properties of lightweight aggregate. Fuel 2009, 88, 158–162. [Google Scholar] [CrossRef]
- Mahmud, H.B.; Majuar, E.; Zain, M.F.M.; Hamid, N.B.A.A. Mechanical properties and durability of high strength concrete containing rice husk ash. J. Adv. Concr. Tech. 2009, 79, 21–30. [Google Scholar] [CrossRef]
- Oner, A.; Akyuz, S. An experimental study on optimum usage of GGBS for the compressive strength of concrete. Cem. Concr. Compos. 2007, 29, 505–514. [Google Scholar] [CrossRef]
- Lai, F.C. High volume quaternary blended cement for sustainable high performance concrete. In Proceedings the 34th Conference on Our World in Concrete and Structures, Singapore, 16–18 August 2009; pp. 175–180.
- Zain, M.F.M.; Islam, M.N.; Mahmud, F.; Jamil, M. Production of rice husk ash for use in concrete as a supplementary cementitious material. Constr. Build. Mater. 2011, 25, 798–805. [Google Scholar] [CrossRef]
- Standard specification for chemical admixtures for concrete; ASTM C 494/C494M. In Annual Book of ASTM Standard 2006; ASTM International: West Conshohocken, PA, USA, 2006; Volume 4.2, pp. 222–286.
- American society for testing and materials; ASTM C 305–06. In Annual Book of ASTM Standards 2009 Cement, Lime, Gypsum; ASTM International: West Conshohocken, PA, USA, 2009; Volume 4.1, pp. 228–230.
- Standard test methods for normal consistency of hydraulic cement; ASTM C187–04. In Annual Book of ASTM Standard 2009, Cement, Lime, Gypsum; ASTM International: West Conshohocken, PA, USA, 2009; Volume 4.1, pp. 181–183.
- Standard test methods for setting time of hydraulic cement by Vicatneedle; ASTM C191–08. In Annual Book of ASTM Standard 2009, Cement, Lime, Gypsum; ASTM International: West Conshohocken, PA, USA, 2009; Volume 4.1, pp. 186–191.
- American society for testing and materials; ASTM C1437–07. In Annual Book of ASTM Standards 2009, Cement, Lime, Gypsum; ASTM International: West Conshohocken, PA, USA, 2009; Volume 4.1, pp. 622–623.
- Standard test methods for compressive strength of hydraulic cement mortar (using 50mm cube); ASTM C109–08. In Annual Book of ASTM Standard 2009; ASTM International: West Conshohocken, PA, USA, 2009; Volume 4.1, pp. 241–244.
- Ahmed, S.F.U.; Ohama, Y.; Demura, K. Comparison of mechanical properties and durability of mortar modified by silica fume and finely ground blast furnace slag. J. Civil. Eng. 1999, 27, 143–154. [Google Scholar]
- Chindaprasirt, P.; Rukzon, S. Strength, porosity and corrosion resistance of ternary blend Portland cement, rice husk ash and fly ash mortar. Constr. Build. Mater. 2008, 22, 1601–1606. [Google Scholar] [CrossRef]
- Rahel, K.I.; Hamid, R.; Taha, M.R. Fire resistance of high-volume fly ash mortars with nanosilica addition. Constr. Build. Mater. 2012, 36, 779–776. [Google Scholar] [CrossRef]
- Standard specification for coal fly ash and raw or calcined natural pozzolan for use as a mineral admixture in concrete; ASTM C618–05. In Annual Book of ASTM Standard 2006; ASTM International: West Conshohocken, PA, USA, 2006; Volume 4.2, pp. 326–328.
- Awal, A.S.M.A.; Hussin, M.W. The effectiveness of palm oil fuel ash in preventing expansion due to alkali-silica reaction. Cem. Concr. Compos. 1997, 19, 367–372. [Google Scholar] [CrossRef]
- Standard test methods for sampling and testing of fly ash or natural pozzolan for use in Portland-cement concrete; ASTM C311–05. In Annual Book of ASTM Standard 2006; ASTM International: West Conshohocken, PA, USA, 2006; Volume 4.2, pp. 207–215.
- Standard specification for ground granulated blast-furnace slag for use in concrete and mortars; ASTM C989–05. In Annual Book of ASTM Standard 2006; ASTM International: West Conshohocken, PA, USA, 2006; Volume 4.2, pp. 531–534.
- Givi, N.A.; Rashid, S.A.; Aziz, F.N.A.; Mohd, S.M.A. Assessment of the effects of rice husk ash particle size on strength, water permeability and workability of binary blended concrete. Constr. Build. Mater. 2010, 24, 2145–2150. [Google Scholar] [CrossRef]
- De Sensale, G.R. Strength development of concrete with rice-husk ash. Cem. Concr. Compos. 2006, 28, 158–160. [Google Scholar] [CrossRef]
- Ganesan, E.K.; Rajagopal, K.; Thangavel, K. Rice husk ash blended cement: Assessment of optimal level of replacement for strength and permeability properties of concrete. Constr. Build. Mater. 2008, 22, 1675–1683. [Google Scholar] [CrossRef]
- Cheerarot, R.; Jaturapitakkul, C. A study of disposed fly ash from landfill to replace Portland cement. Waste Manag. 2004, 24, 701–709. [Google Scholar] [CrossRef] [PubMed]
- Standard specification for Portland cement; ASTM C150–07. In Annual Book of ASTM Standard 2009; ASTM International: West Conshohocken, PA, USA, 2009; Volume 4.1, pp. 152–157.
- Tangchirapat, W.; Saeting, T.; Jaturapitakkul, C.; Kiattikomol, K.; Siripanichgorn, A. Use of waste ash from palm oil industry in concrete. Waste Manag. 2007, 27, 81–88. [Google Scholar] [CrossRef] [PubMed]
- Fajana. Fajana’a Rule of Polarization 2012. Available online: http://www.thebigger.com/chemistry/chemical-bonding/what-is-fajan-rule-ofpolarisation/ (accessed on 10 July 2012).
- Jae, E.O.; Monteiro, P.M.J.; Ssang, S.J.; Sejin, C.; Simon, M.C. The evaluation of strength and crystalline phases for alkali-activated ground blast furnace slag and fly ash-based geopolymers. Cem. Concr. Res. 2010, 40, 189–196. [Google Scholar] [CrossRef]
- Ahmad, S.Y.; Shaikh, Z. Portland-pozzolana cement from sugarcane bagasse ash. In Lime and Other Alternative Cements; Hill, N., Ed.; Intermediate Technology Publications: London, UK, 1992. [Google Scholar]
- Isaia, G.C.; Gastaldini, A.L.G.; Moraes, R. Physical and pozzolanic action of mineral additions on the mechanical strength of high-performance concrete. Cem. Concr. Compos. 2003, 25, 69–76. [Google Scholar] [CrossRef]
- Altan, E.; Erdogan, S.T. Alkali activation of a slag at ambient and elevated temperatures. Cem. Concr. Compos. 2012, 34, 131–139. [Google Scholar] [CrossRef]
- Ravikumar, D.; Peethamparan, S.; Neithalath, N. Structure and strength of NaOH activated concretes containing fly ash or GGBFS as the sole binder. Cem. Concr. Compos. 2010, 32, 399–410. [Google Scholar] [CrossRef]
- Rodriguez, E.D.; Susan, A.B.; John, L.P.; Paya, J.L.; Jose, M.M.; Maria, V.B. Effect of nanosilica-based activators on the performance of an alkali-activated fly ash binder. Cem. Concr. Compos. 2013, 35, 1–11. [Google Scholar] [CrossRef]
- Saraswathy, V.; Song, H. Corrosion performance of rice husk ash blended concrete. Constr. Build. Mater. 2007, 21, 1779–1784. [Google Scholar] [CrossRef]
- Chi, M.; Huang, R. Binding mechanism and properties of alkali-activated fly ash/slag mortars. Constr. Build. Mater. 2013, 40, 191–298. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Jaturapitakkul, C.; Sinsiri, T. Effect of fly ash fineness on compressive strength and pore size of blended cement paste. Cem. Concr. Compos. 2005, 27, 425–428. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Homwuttiwong, S.; Jaturapitakkul, C. Strength and water permeability of concrete containing palm oil fuel ash and rice husk-bark ash. Constr. Build. Mater. 2007, 21, 1492–1499. [Google Scholar] [CrossRef]
- Mehta, P.K.Y.; Monteiro, P.J.M. Concrete: Microstructure, Properties, and Materials, 3rd ed.; McGraw-Hill: New York, NY, USA, 2006; p. 659. [Google Scholar]
- Al-Otaib, S. Durability of concrete incorporating GGBS activated by water-glass. Constr. Build. Mater. 2008, 22, 2059–2067. [Google Scholar] [CrossRef]
- Barbosa, V.F.F.; MacKenzie, K.J.D. Synthesis and thermal behavior of potassium sialategeopolymers. Mater. Lett. 2003, 57, 1477–1482. [Google Scholar] [CrossRef]
- Bernal, S.A.; Rodríguez, E.D.; de Gutiérrez, R.M.; Provis, J.L.; Delvasto, S. Activation of metakaolin/slag blends using alkaline solutions based on chemically modified silica fume and rice husk ash. Waste Biomass Valoriz. 2012, 3, 99–108. [Google Scholar] [CrossRef]
- Kong, D.L.Y.; Sanjayan, J.G.; Sagoe-Crentsil, K. Comparative performance of geopolymers made with metakaolin and fly ash after exposure to elevated temperatures. Cem. Concr. Res. 2007, 37, 1583–1589. [Google Scholar] [CrossRef]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karim, M.R.; Hossain, M.M.; Khan, M.N.N.; Zain, M.F.M.; Jamil, M.; Lai, F.C. On the Utilization of Pozzolanic Wastes as an Alternative Resource of Cement. Materials 2014, 7, 7809-7827. https://doi.org/10.3390/ma7127809
Karim MR, Hossain MM, Khan MNN, Zain MFM, Jamil M, Lai FC. On the Utilization of Pozzolanic Wastes as an Alternative Resource of Cement. Materials. 2014; 7(12):7809-7827. https://doi.org/10.3390/ma7127809
Chicago/Turabian StyleKarim, Md. Rezaul, Md. Maruf Hossain, Mohammad Nabi Newaz Khan, Muhammad Fauzi Mohd Zain, Maslina Jamil, and Fook Chuan Lai. 2014. "On the Utilization of Pozzolanic Wastes as an Alternative Resource of Cement" Materials 7, no. 12: 7809-7827. https://doi.org/10.3390/ma7127809