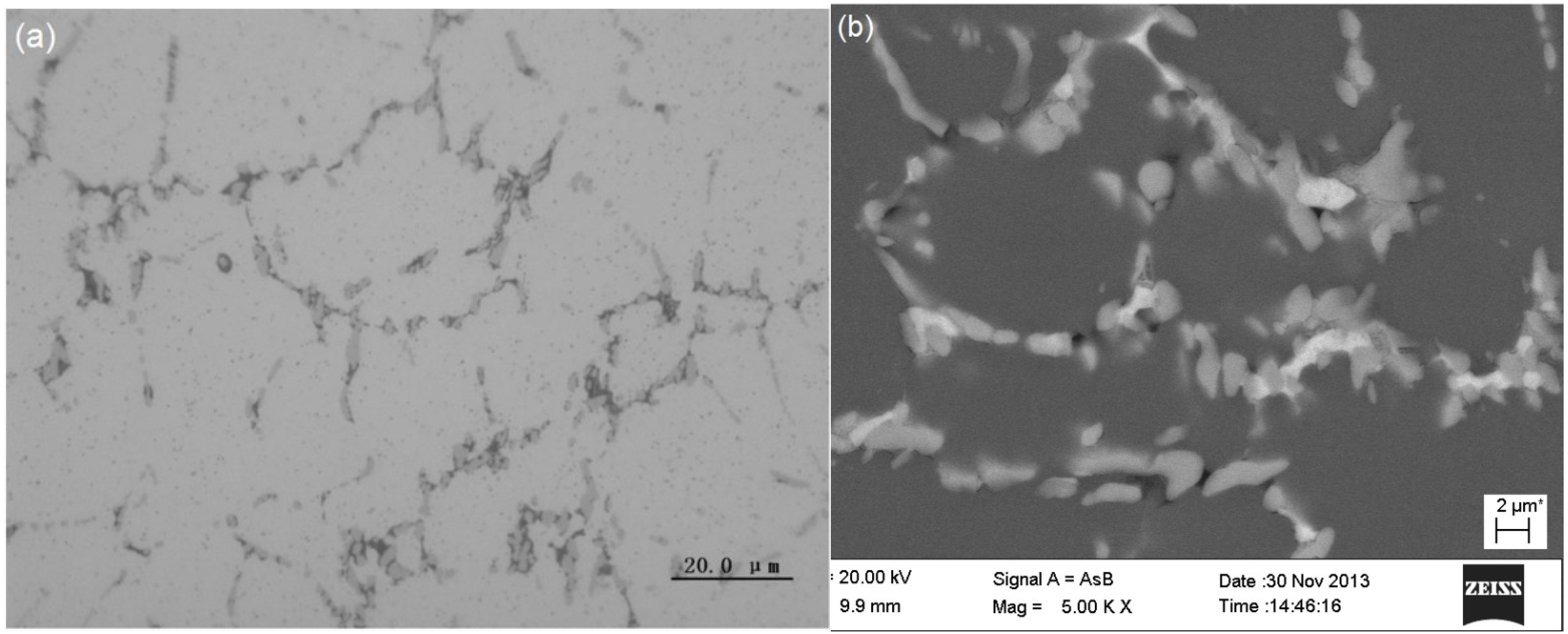
3.1.1. Microstructure Characteristics
The as-cast microstructures of Sample FC solidified at a cooling rate of 0.037 K·s
−1 were revealed by OM and SEM, as shown in
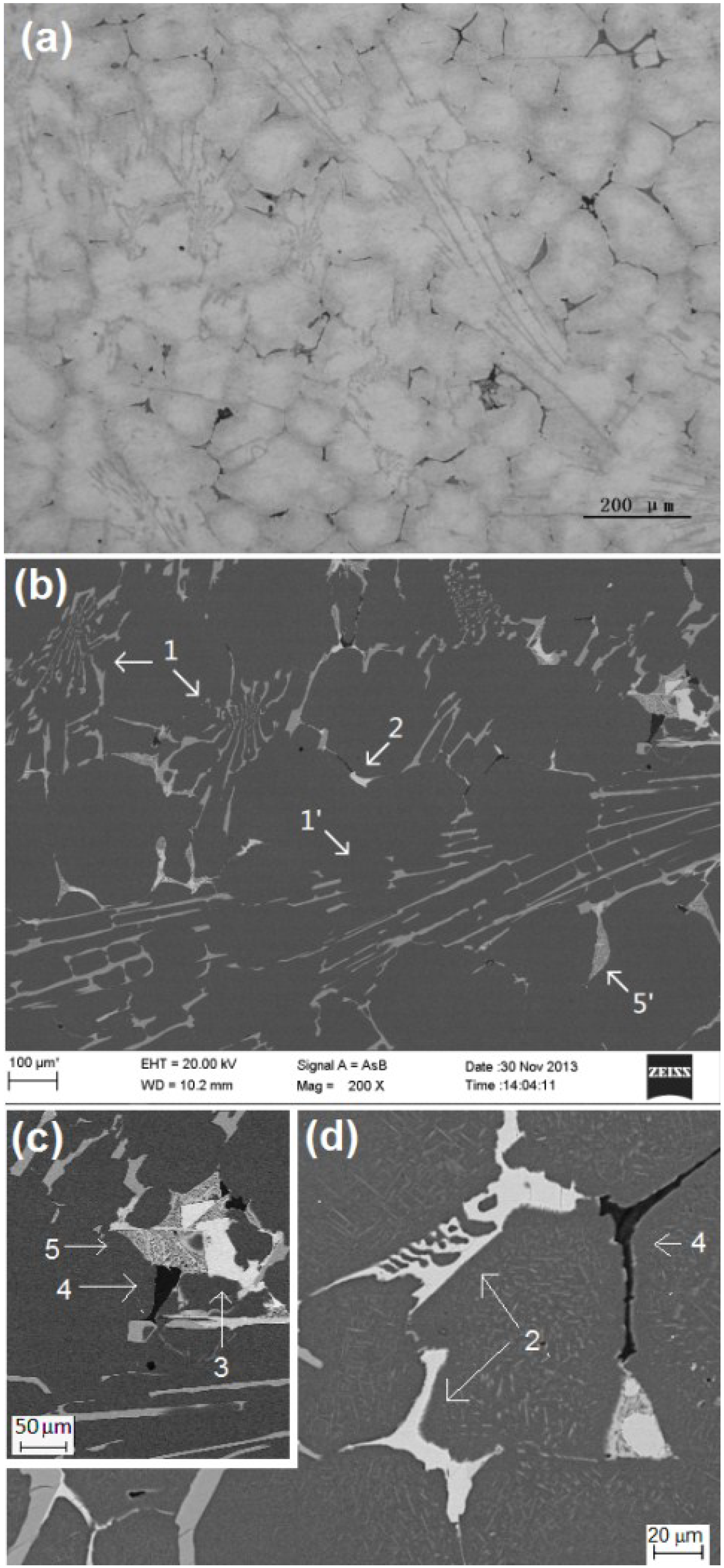
Figure 1. They consisted of primary α-Al matrix and lots of intermetallic compounds. As marked in the backscatted electron images of the microstructures in
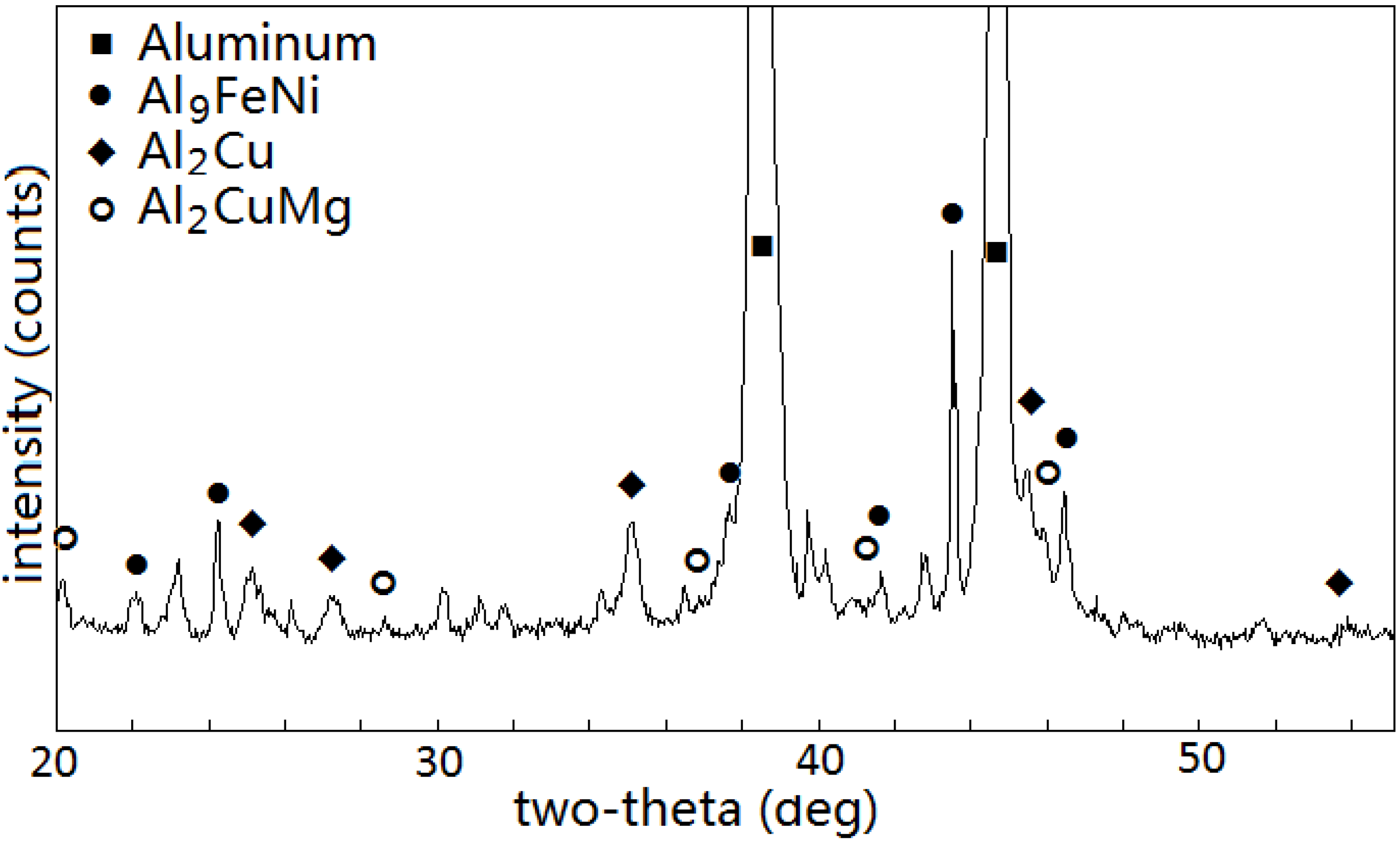
Figure 1b–d, at least five intermetallic phases could be identified: flower-like eutectic cluster in dark gray (marked as 1), flake/plate-like phase in light gray (marked as 2), blocky phase in light gray (marked as 3), black phase (marked as 4) and eutectic cellular in dark gray (marked as 5). The XRD (X-ray diffraction) patterns of the sample revealed the presence of Al
9FeNi, Al
2Cu and Al
2CuMg, as shown in
Figure 2.
A method for identifying intermetallics was to measure the chemical composition of the phases using EDX and EPMA. The results of the EDX examinations are summarized in
Table 2. At least five spots were measured for each type of microstructures and no significant difference among the measurements was found. The EPMA results are also summarized in
Table 2. It was discovered that the findings from the two instruments were quite close. The chemical compositions of type 1 and type 3 microstructures well matched the stoichiometric composition of Al
9FeNi and Al
2Cu, respectively. Therefore, it was certain that the flower-like eutectic cluster (1) was Al
9FeNi and the blocky phase in light gray (3) was Al
2Cu. The flake/plate-like phase (2) contained Al, Cu and Ni with an approximate ratio of Al
7Cu
3Ni
2. According to the Al–Cu–Ni phase diagram [
17], there were several types of closely-related structures of Al–Cu–Ni phases named as τ
i. τ
7 was a structure of Al
7(CuNi)
5. The composition of the flake/plate-like phase (2) well matched this structure. Therefore, it was reasonable to define the flake/plate-like phase (2) as Al
7(CuNi)
5. The dark gray eutectic cellular (5) contained Al, Cu and Mg with an approximate ratio of Al
5Cu
3Mg
2. Since the eutectic compound was quite fine, the measurements might include some aluminum from the aluminum matrix, which caused the value of the measurements lower than their actual value in the phase. According to the Al–Cu–Mg phase diagram [
18], at the aluminum corner, there were two eutectic compounds: Al
2Cu (phase θ) and Al
2CuMg (phase S). Although the composition of the dark gray eutectic cellular (5) deviated from Al
2CuMg, considering the fact that phase Al
2CuMg was the only phase that contained both Cu and Mg as solutes, it was reasonable to define the dark gray eutectic cellular (5) as Al
2CuMg. The phase in black (4) contained mainly silicon. Although some aluminum was detected, it was reasonable to define this phase as silicon with other elements trapped within. The aluminum detected in the phase might have come from the aluminum matrix.
Figure 1.
The as-cast microstructures of Sample FC (a) OM image; (b)–(d) SEM backscatted electron images.
Figure 1.
The as-cast microstructures of Sample FC (a) OM image; (b)–(d) SEM backscatted electron images.
Figure 2.
X-ray diffraction spectra of the Sample FC.
Figure 2.
X-ray diffraction spectra of the Sample FC.
Table 2.
Composition of intermetallic compounds in Sample FC measured by EDX and EPMA (at%).
Table 2.
Composition of intermetallic compounds in Sample FC measured by EDX and EPMA (at%).
| Phase # as marked in Figure 1 | EDX/EPMA | Al | Cu | Mg | Fe | Ni | Si | Suggested phase formula |
|---|
| 1 | EDX | 81.35 | 0.51 | - | 8.84 | 9.30 | | Al9FeNi |
| EPMA | 81.52 | 0.47 | 8.06 | 9.74 | 0.22 |
| 2 | EDX | 59.19 | 21.86 | - | 0.27 | 18.68 | | Al7(CuNi)5 |
| EPMA | 59.47 | 22.49 | 0.02 | 0.11 | 17.89 | 0.02 |
| 3 | EDX | 66.63 | 32.27 | 1.10 | - | - | - | Al2Cu |
| EPMA | 65.67 | 32.71 | 1.22 | 0.01 | 0.32 | 0.05 |
| 4 | EDX | 7.68 | - | - | 1.77 | | 90.55 | Silicon |
| EPMA | 1.95 | 0.39 | 2.13 | 0.01 | 0.06 | 95.47 |
| 5 | EDX | 49.09 | 30.94 | 19.97 | - | - | - | Al2CuMg |
| EPMA | 57.69 | 25.19 | 16.93 | 0.05 | 0.01 | 0.10 |
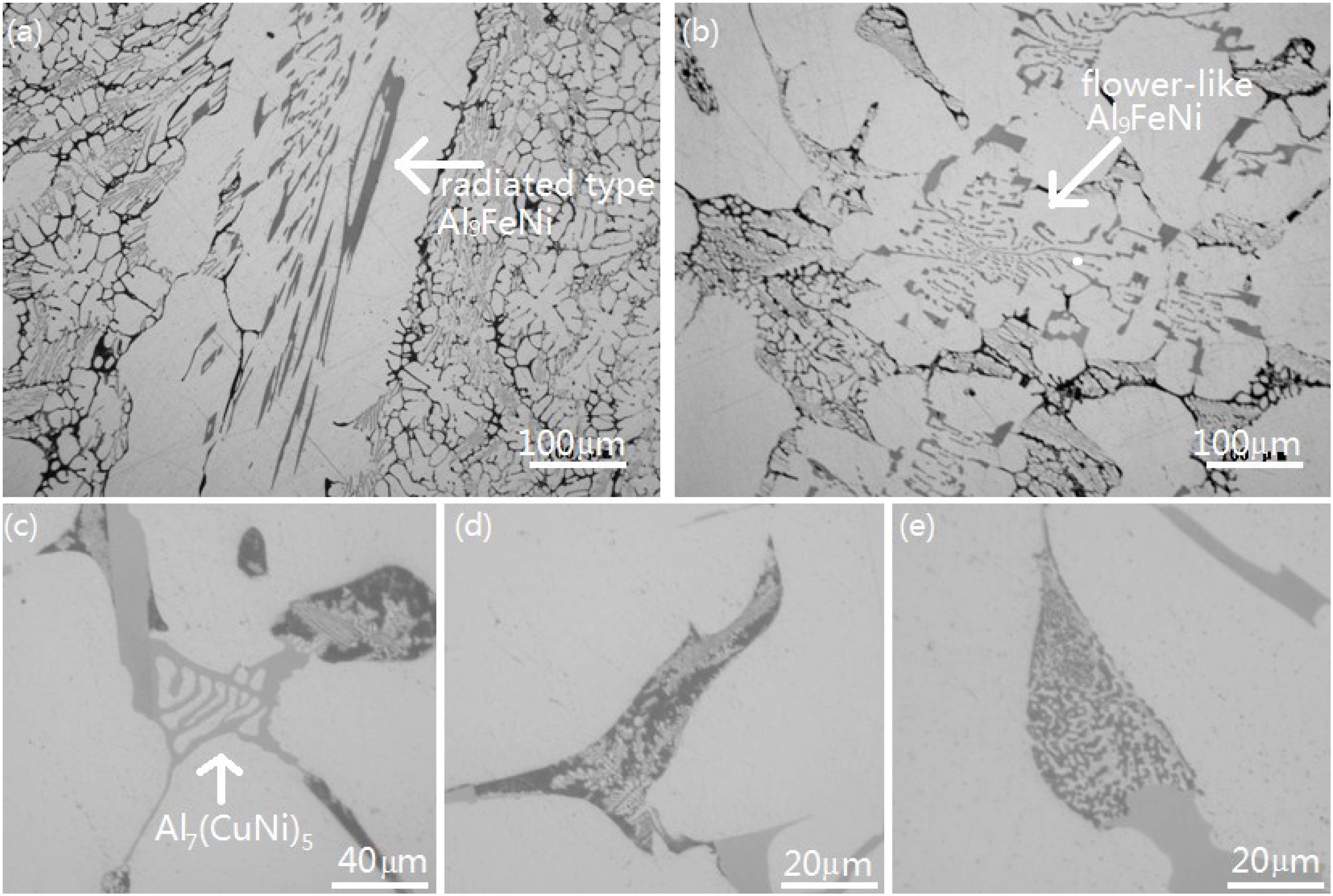
It was found by EDX and EPMA analyses that the composition of the radiated type structure, marked as 1' in
Figure 1b, was almost the same as that of the flower-like structure, marked as 1. Therefore, it was assumed that both of the structures were intermetallic phase Al
9FeNi. The Al
7(CuNi)
5 phase also displayed complex morphologies, such as lamellar or Chinese script type structure, as shown in
Figure 1d. Two types of eutectic cellular were observed, marked as 5 and 5' in
Figure 1b,c, which usually lie beside the blocky Al
2Cu. The eutectic compound Al
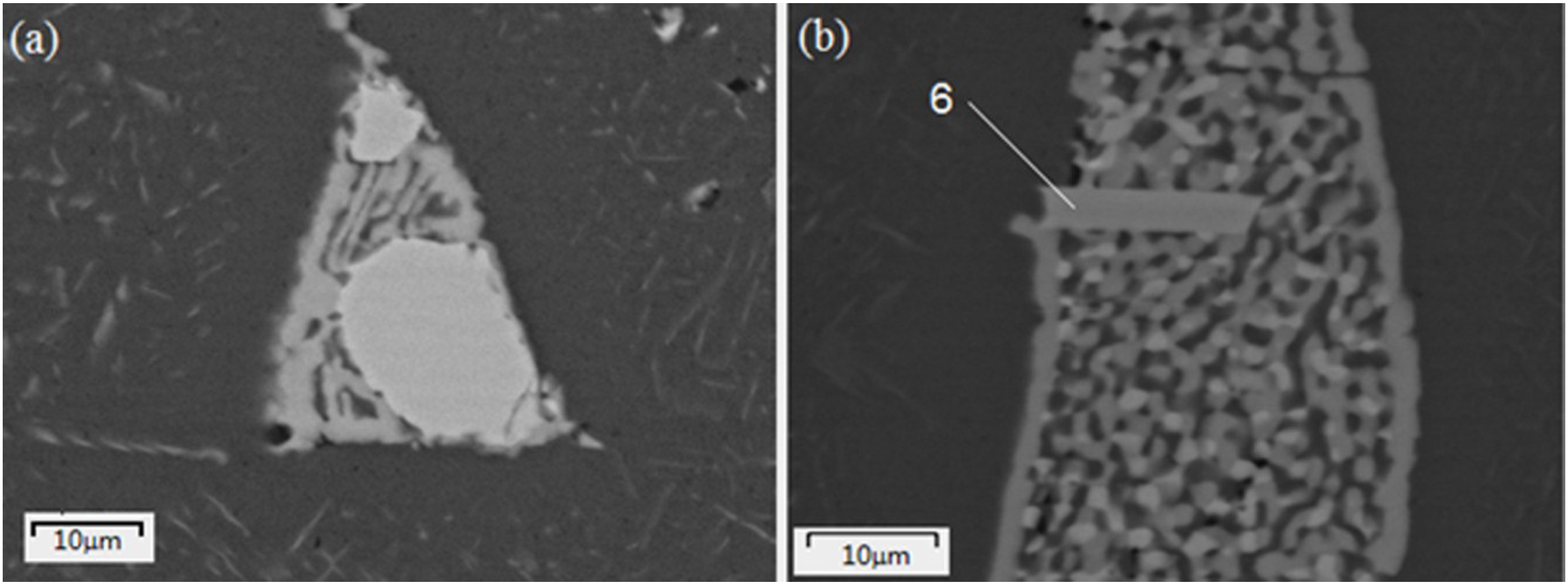
2CuMg formed a lamellar structure;
Figure 3a shows a sample of this type of eutectic cellular. This type of eutectic cellular was more complex. It was a product of ternary eutectic reaction. The phase in light gray was Al
2Cu, while the phase in dark gray was Al
2CuMg. The presence of Mg made phase Al
2CuMg display a little bit of darkness under the backscatted image. In addition, there was a plate-like (6) phase set in the eutectic cellular. EDX analysis indicated that it contained 70.21 at% Al, 6.16 at% Fe, 3.58 at% Ni and 20.05 at% Cu. It might be phase Al
7Cu
2Fe, as nickel was replaced by iron.
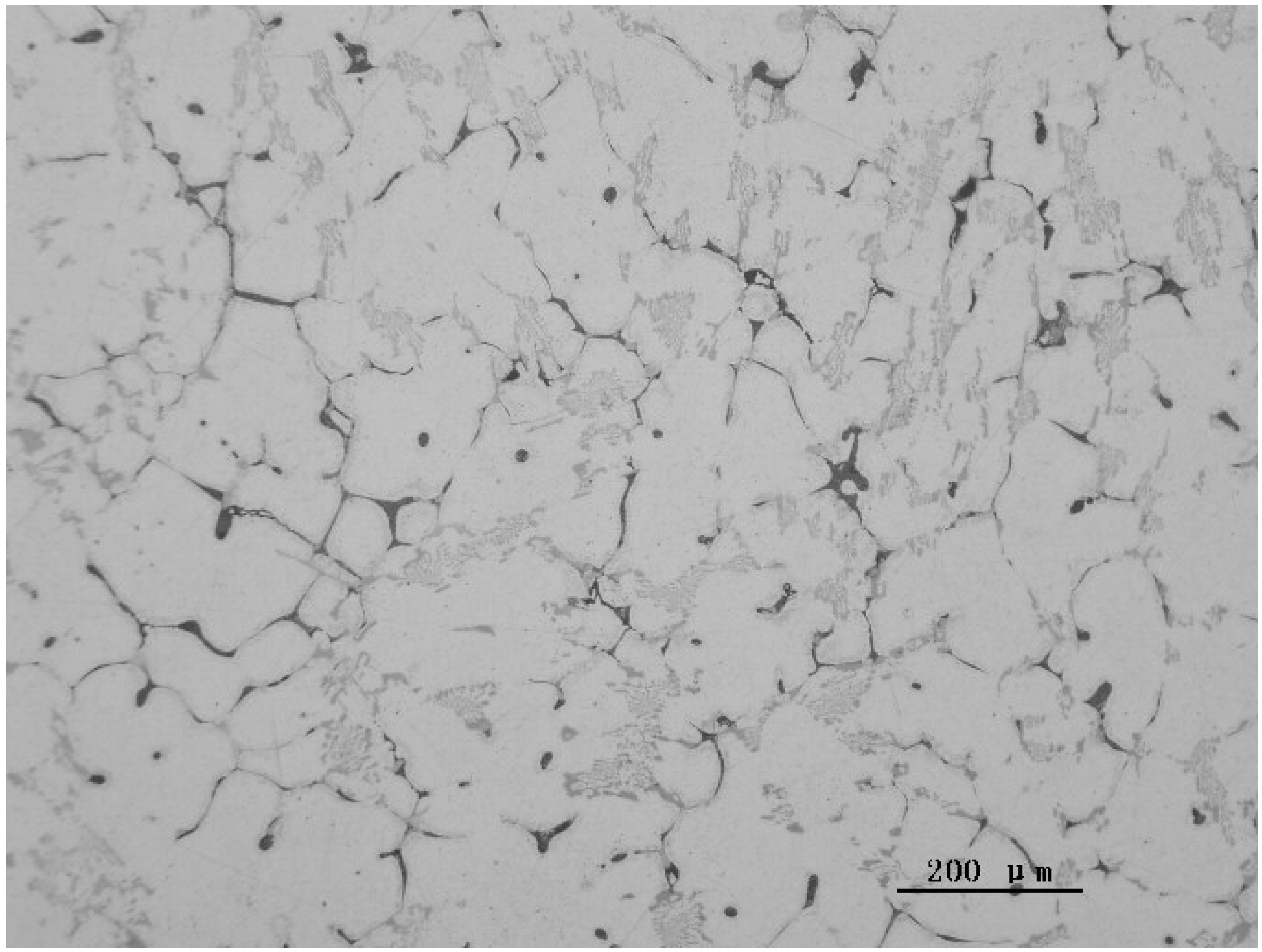
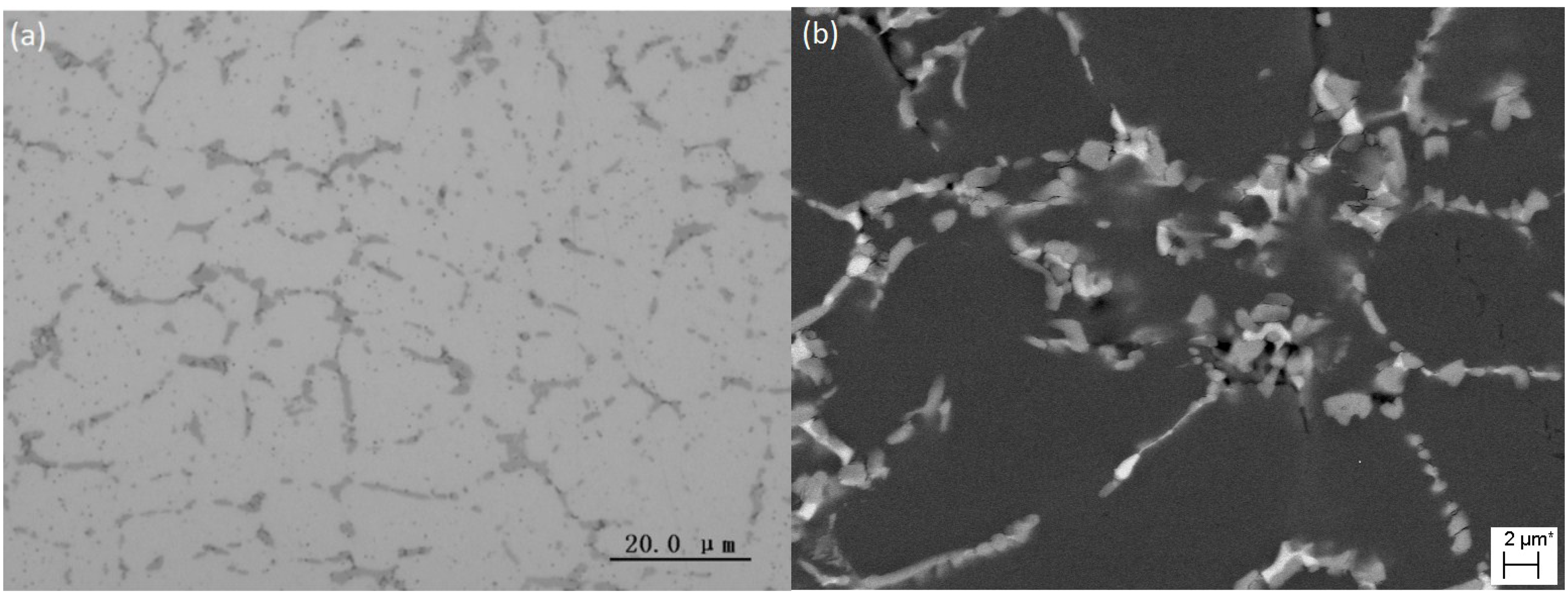
Figure 4 shows the as-cast microstructure of Sample AC solidified at a cooling rate of 1.47 K·s
−1. Some changes in microstructure were observed comparing to Sample FC. The eutectic cluster of Al
9FeNi mainly displayed flower-like patterns; no more radiated type structure was observed. The eutectic cellular increased in quantity.
Figure 3.
The morphologies of eutectic cellular: (a) eutectic α-Al + Al2CuMg; (b) eutectic α -Al + Al2Cu + Al2CuMg.
Figure 3.
The morphologies of eutectic cellular: (a) eutectic α-Al + Al2CuMg; (b) eutectic α -Al + Al2Cu + Al2CuMg.
Figure 4.
The as-cast microstructures of Sample AC.
Figure 4.
The as-cast microstructures of Sample AC.
3.1.2. Solidification Reaction and Sequence of the Alloy
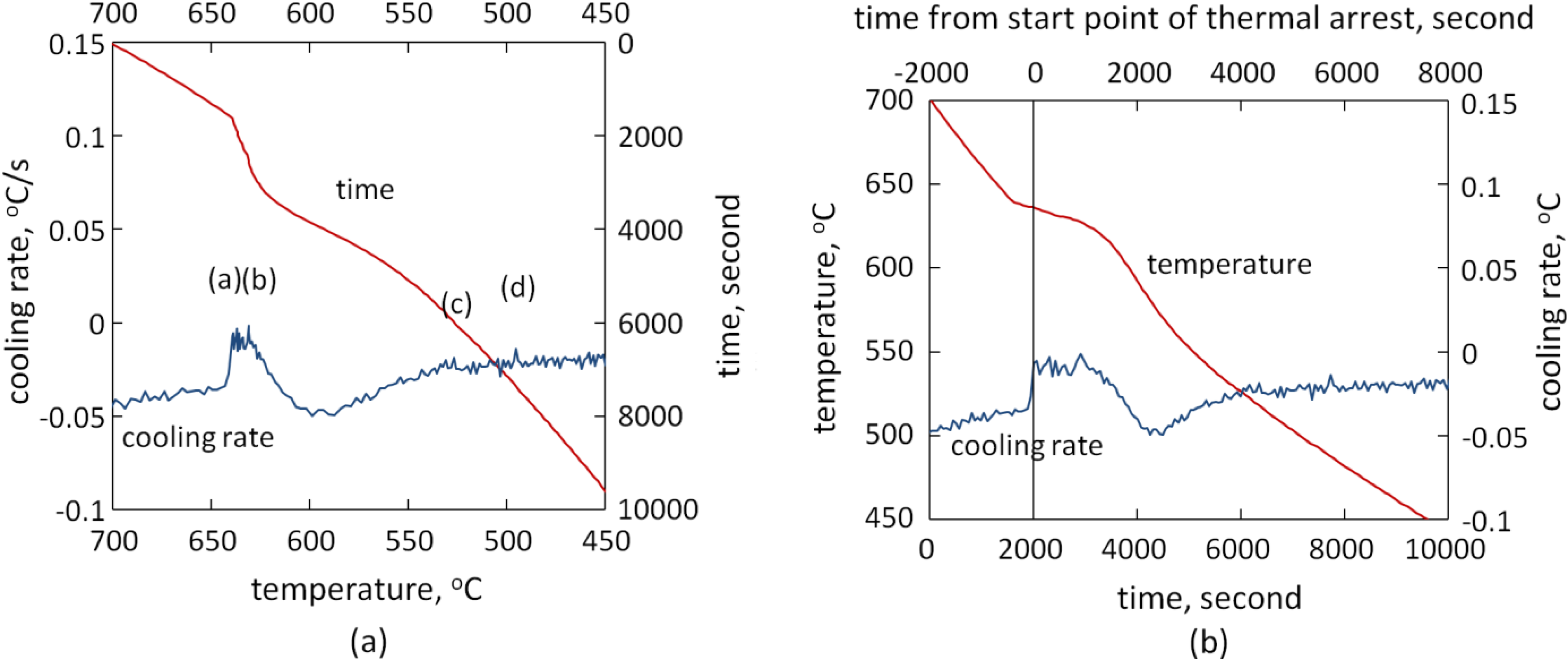
Figure 5 shows the thermal analysis curve and its first derivative of Sample FC. Several peaks were observed, which were denoted as (a), (b), (c) and (d), corresponding to thermal events that occurred during solidification of the alloy. Combining the thermal analysis and the as-cast microstructures observed, it could be deduced that the thermal event associated with peak (a) corresponded to the formation of primary α-Al dendrites, which occurred at 912 K (639 °C); the other peaks were associated with the formations of the intermetallic phases.
There were some peak-like fluctuations between peaks (a) and (b). In order to determine whether these peak-like fluctuations were associated with precipitation of any intermetallic and to link the peaks to real processes and reactions that happened during solidification, a series of interrupted water-quenchings were performed during the solidification of the alloy in order to study the intermetallics that form at different times and temperatures. At the beginning of solidification, the decrease in the temperature of the molten alloy was very slow. The first group of five interrupted water-quenchings was conducted every four minutes from the start of thermal arrest. The second group of interrupted water-quenchings was conducted at different temperatures during cooling: 873, 848, 798, 773 and 763 K (600, 575, 525, 500, and 490 °C). It was found that no precipitation of intermetallic occurred in the first three quenched samples. In other words, no intermetallic precipitated from the liquid after 12 min of solidification. In the fourth quenched sample, quenched after 16 min of solidification (at temperature of approximately 903 K (630 °C)), a large amount of long plate-like phases with a radiated type structure appeared, as shown in
Figure 6a. The EDX analysis indicated that this phase possessed the chemical composition of Al
9FeNi. These results confirmed that the peak-like fluctuations between peaks (a) and (b) were not associated with precipitation of any intermetallic. Al
9FeNi was the first intermetallic that precipitated from liquid, which corresponded to peak (b) at 631.5 °C. The fraction of solid in this sample was about 28%. In the fifth sample, quenched after 20 min of solidification (at around 901 K (628 °C)), no new intermetallic was observed, but lots of Al
9FeNi with flower-like morphology displayed within triangle grain boundaries (
Figure 6b). The fraction of solid in this sample was about 75%.
Figure 5.
Thermal analysis curve and its first derivation of Sample FC: (a) cooling rate and cooling time vs. temperature; (b) temperature and cooling rate vs. cooling time.
Figure 5.
Thermal analysis curve and its first derivation of Sample FC: (a) cooling rate and cooling time vs. temperature; (b) temperature and cooling rate vs. cooling time.
In the samples that were quenched at 873 and 848 K (600 and 575 °C), the solid fraction increased to about 86% and 93%, respectively, but no new intermetallic was observed.
Figure 6c shows that a new intermetallic, Al
7(CuNi)
5, was found in the sample quenched at 798 K (525 °C), which was slightly lower than the temperature of peak (c). In this sample, the solid fraction was about 96%.
In the sample that was quenched at 773 K (500 °C), the alloy had not yet fully solidified, some water-quenched structures could still be found, as shown in
Figure 6d); the fraction of remaining liquid was about 1%. Fully solidified structure was observed in the sample quenched at 763 K (490 °C), see
Figure 6e. It was certain that the solidification process terminated between 773 K (500 °C) and 763 K (490 °C).
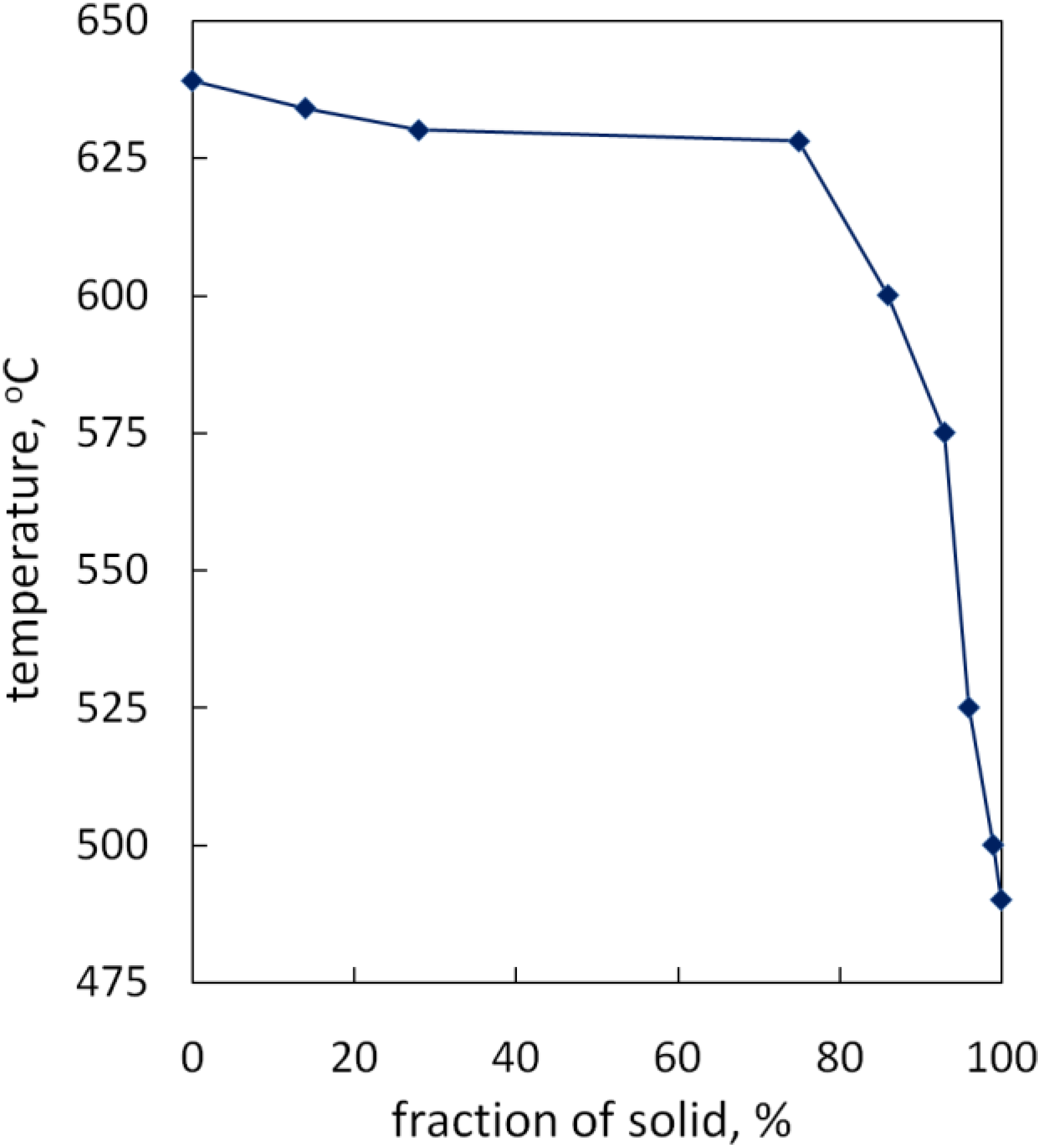
Figure 7 shows the solidification fractions
vs. temperature.
Figure 6.
The microstructures after interrupted quenching at different temperatures: (a) 630 °C (16 min); (b) 628 °C (20 min); (c) 525 °C; (d) 495 °C and (e) 485 °C.
Figure 6.
The microstructures after interrupted quenching at different temperatures: (a) 630 °C (16 min); (b) 628 °C (20 min); (c) 525 °C; (d) 495 °C and (e) 485 °C.
Figure 7.
Solidification fraction vs. temperature.
Figure 7.
Solidification fraction vs. temperature.
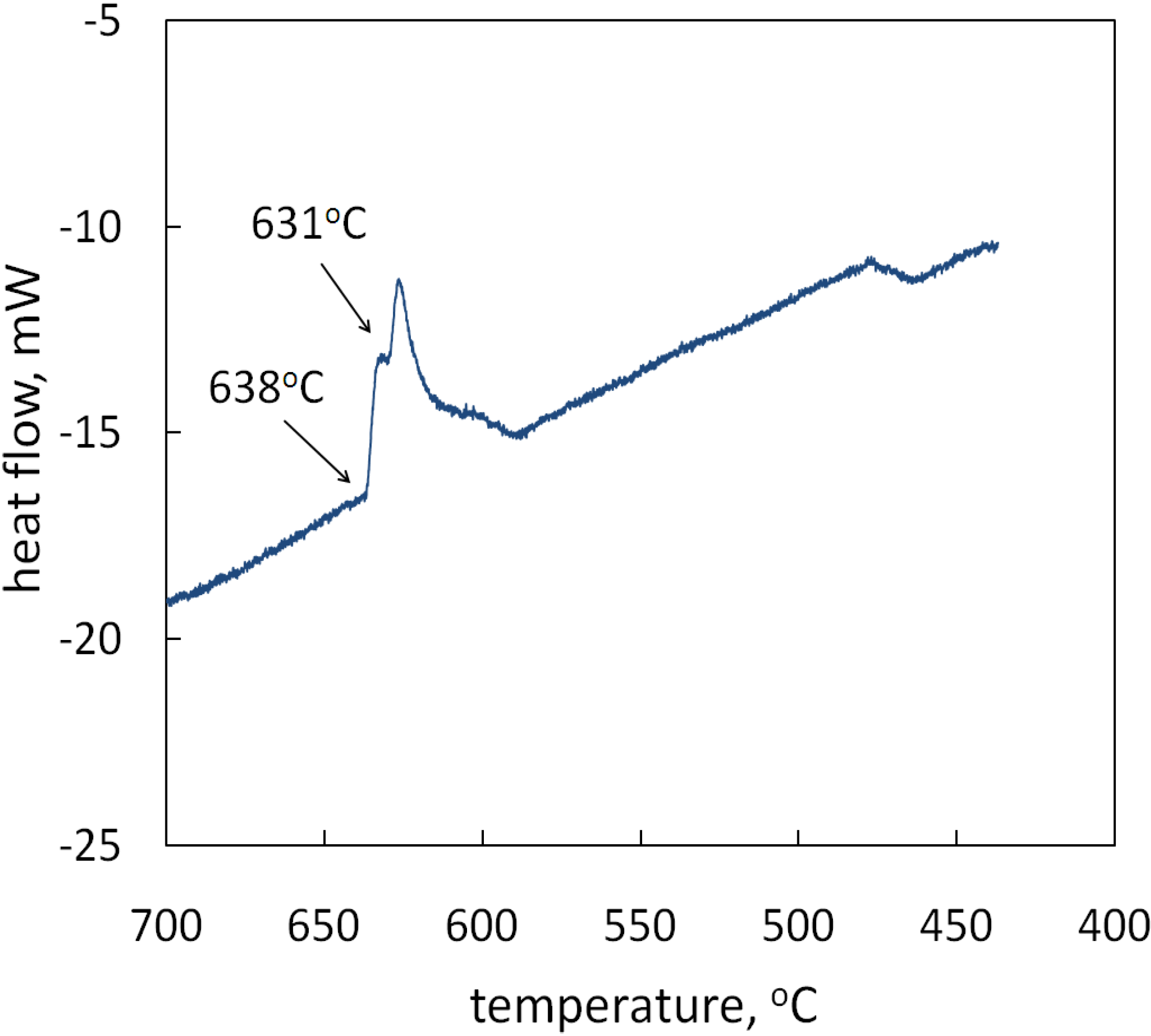
Setaram Labsys Evo DSC-1600 differential scanning calorimeter was used to analyze the heat flow during solidification. 10.0 mg material was heated to 710 °C, and then cooled to 430 °C at a cooling rate of 2 K·s
−1, which was close to the cooling rate of Sample FC. The DSC curve is shown in
Figure 8. Two reaction peaks were observed on the DSC curve at 638 and 631 °C. Upon cooling from 710 °C, the alloy began to solidify at 638 °C. A second solidification reaction was observed at 631 °C, which must have corresponded to the formation of intermetallic Al
9FeNi. Since the sample for DSC analysis was very small (10.0 mg) and the quantities of other intermetallics (Al
7(CuNi)
5, Al
2Cu, Al
2CuMg) formed under slow cooling were also small, the reaction peaks for those intermetallics could be too small to be detected.
From the thermal analysis curve, phase diagrams of Al–Fe–Ni [
19], Al–Cu–Ni [
17] and Al–Cu–Mg [
18], the as-cast microstructures observed, and the findings from the interrupted quenching tests, it could be assumed that α-Al + Si eutectic, α-Al + Al
2Cu eutectic and/or α-Al + Al
2Cu + Al
2CuMg ternary eutectic formed in the final solidification zones. All possible solidification reactions and sequences were summarized in
Table 3. The formation temperatures of primary α-Al and intermetallic Al
9FeNi could be well defined. Reasonable ranges could be given to the formation temperatures of other intermetallics.
Table 3.
Solidification sequence of Sample FC.
Table 3.
Solidification sequence of Sample FC.
| Peak | Solidification | Reaction | Temperature, K (°C) |
|---|
| (a) | Primary α-Al dendrite network | Primary | 912–911 (639–638) |
| (b) | L → α-Al + Al9FeNi | eutectic | 905–904 (632–631) |
| (c) | L → α-Al + Al7(CuNi)5 | eutectic | Around 800 (527) |
| (d) | L → α-Al + Si | eutectic | 773–763 (500–490) |
| (d) | L → α-Al + Al2Cu | eutectic | 773–763 (500–490) |
| (d) | L → α-Al + Al2Cu + Al2CuMg | eutectic | 773–763 (500–490) |
Figure 8.
DSC curve of the alloy.
Figure 8.
DSC curve of the alloy.
From
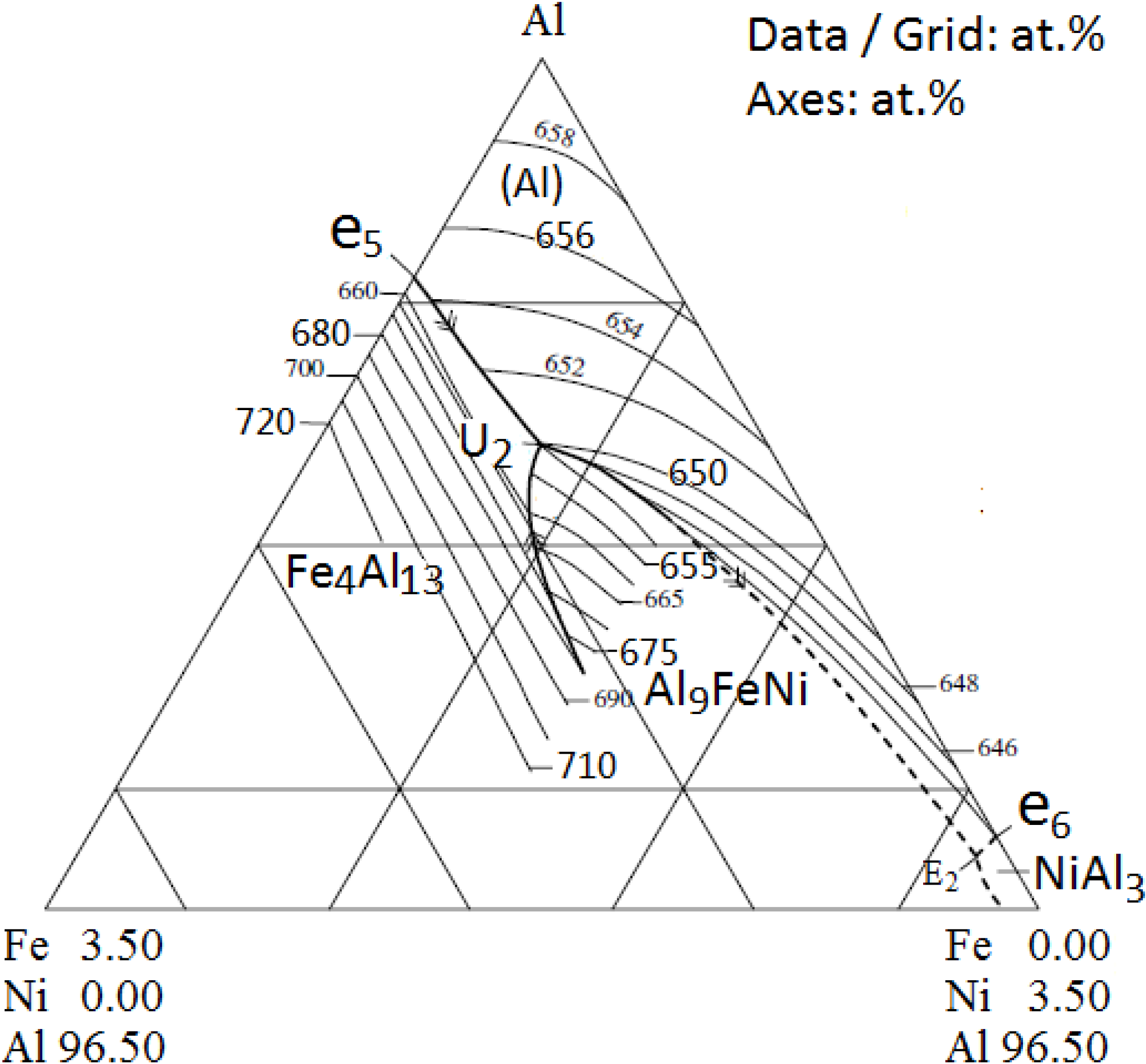
Figure 1 it could be seen that under the condition of slow cooling, phase Al
9FeNi was the predominant intermetallic in the as-cast microstructure in the studied alloy with 1.10% iron and 1.03% nickel. According to the Al–Fe–Ni phase diagram [
19], shown in
Figure 9, alloy Al–1.10Fe–1.03Ni would start to solidify with the precipitation of primary Al
9FeNi at about 938 K (665 °C); then eutectic reaction L → Fe
4Al
13 + Al
9FeNi follows; finally peritectic reaction L + Fe
4Al
13 → α-Al + Al
9FeNi would occur at around 923 K (650 °C). But this investigation on the solidification of the studied alloy indicated that the solidification temperature of the alloy was about 912 K (639 °C) and the primary phase was α-Al, instead of Al
9FeNi. The actual solidification temperature is about 26 K (26 °C) lower than that predicted by the Al–Fe–Ni phase diagram. Therefore, it could be concluded that the presence of copper and magnesium affected the solidification behavior of the Al–Fe–Ni system.
With the decrease in temperature of the molten aluminum to its solidification temperature, the primary α-Al precipitated and formed the matrix of the material. In aluminum alloy, the solute iron possessed strong tendency of segregation and formed iron containing intermetallic compounds [
20]. During solidification, solutes segregated to the interface front of solidification. The solutes iron and nickel reached the eutectic composition first in the interface front, and then eutectic reaction L → α-Al + Al
9FeNi occurred. The interrupted water-quenching test indicated that the solid fraction in the quenched sample that took place 16 min after solidification was about 28%. The eutectic reaction L → α-Al + Al
9FeNi took place at the early stage of the solidification process. Many growing grains did not meet each other; the liquid had not yet been separated by the growing gains. In those areas, there was enough room for the Al
9FeNi phase to grow into a radiated type structure. With the decrease in temperature, the solid fraction increased. More and more growing grains met each other; the liquid had been gradually separated by the growing grains and limited to the triangle grain boundaries. This was confirmed by the fifth interrupted water-quenching test (20 min after solidification at about 901 K (628 °C)). The Al
9FeNi formed at lower temperature would not have enough room to extend; so it grew as flower-like morphology within the triangle grain boundaries.
Figure 9.
Al–Fe–Ni partial liquidus projection of Al-corner [
19].
Figure 9.
Al–Fe–Ni partial liquidus projection of Al-corner [
19].
With the solidification continuing, the remaining liquid at inter-grain and interdendritic regions was enriched with solutes; the eutectic reaction L → α-Al + Al
7Cu
4Ni followed. According to the Al–Cu–Ni diagram [
17], the eutectic reaction L → α-Al + Al
7Cu
4Ni occurred between 858 and 808 K (585–535 °C). The precipitation temperature of Al
7(CuNi)
5 in this study was close to this range. Then, the eutectic reaction L → α-Al + Si took place. In the final solidification zone, the liquid was enriched with copper and magnesium and formed two intermetallic compounds Al
2Cu and Al
2CuMg.
There were two kinds of Al2Cu. One formed in the binary eutectic reaction L → α-Al + Al2Cu. When the eutectic composition was reached at the interface front, the eutectic reaction occurred and eutectic compounds formed and appeared as blocks. The formation of Al2Cu reduced the concentration of copper in the remaining liquid, which created the binary eutectic reaction L → α-Al + Al2CuMg. The intermetallic compound Al2CuMg formed lamellar or Chinese script morphologies, which were the typical eutectic structure. The other kind of Al2Cu formed in the ternary eutectic reaction L → α-Al + Al2Cu + Al2CuMg. Both Al2Cu and Al2CuMg appeared as blocky particles. The solidification process ended with the ternary eutectic reaction.
When the cooling rate was increased to 1.47 K·s−1 with Sample AC, the solidification rate greatly increased. Once the solidification started with the formation of the primary α-Al, the liquid was quickly separated by the growing α-Al. Therefore, in this sample, no radiated type structure could form; the eutectic reaction L → α-Al + Al9FeNi was limited in the regions isolated by the growing α-Al. Only flower-like structures were observed in the triangle grain boundaries.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}










