
Thermal Behaviour of Metakaolin/Fly Ash Geopolymers with Chamotte Aggregate


Abstract
:1. Introduction
2. Experimental Part
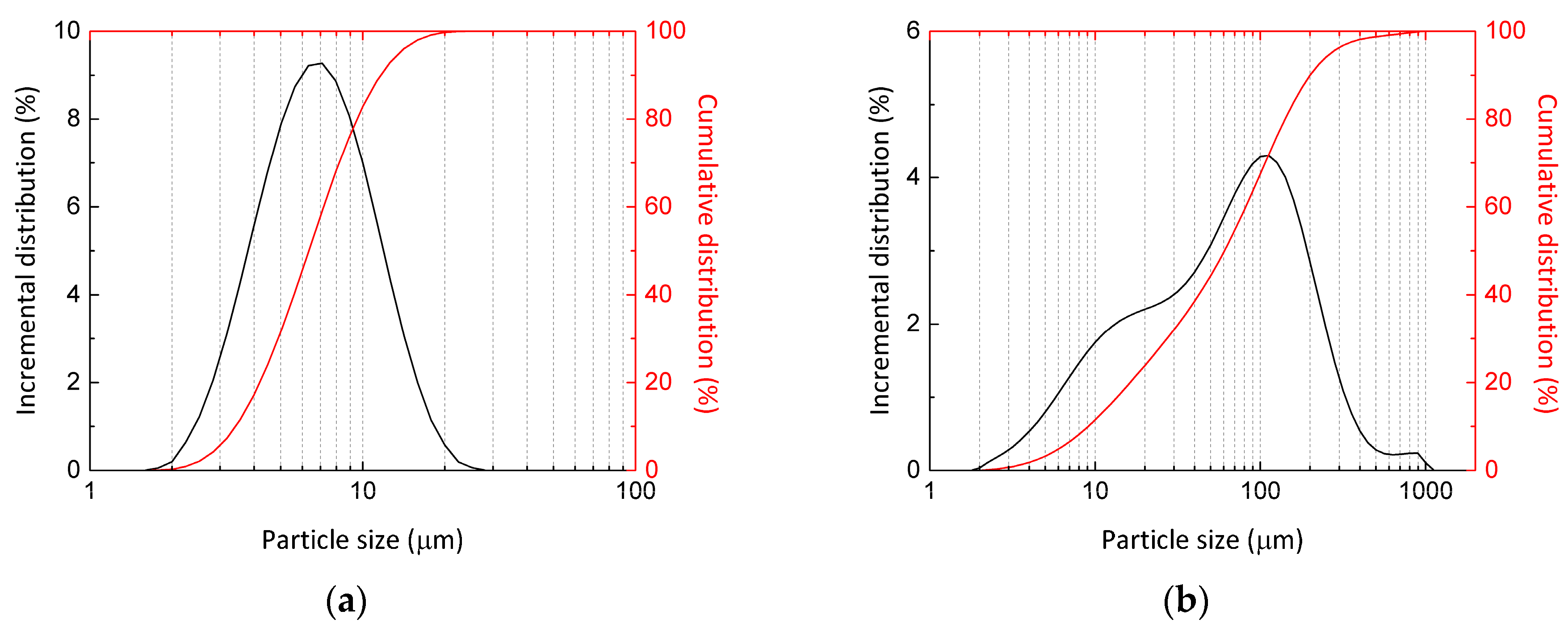
2.1. Materials
2.2. Sample Preparation
2.3. Testing Procedure
3. Results
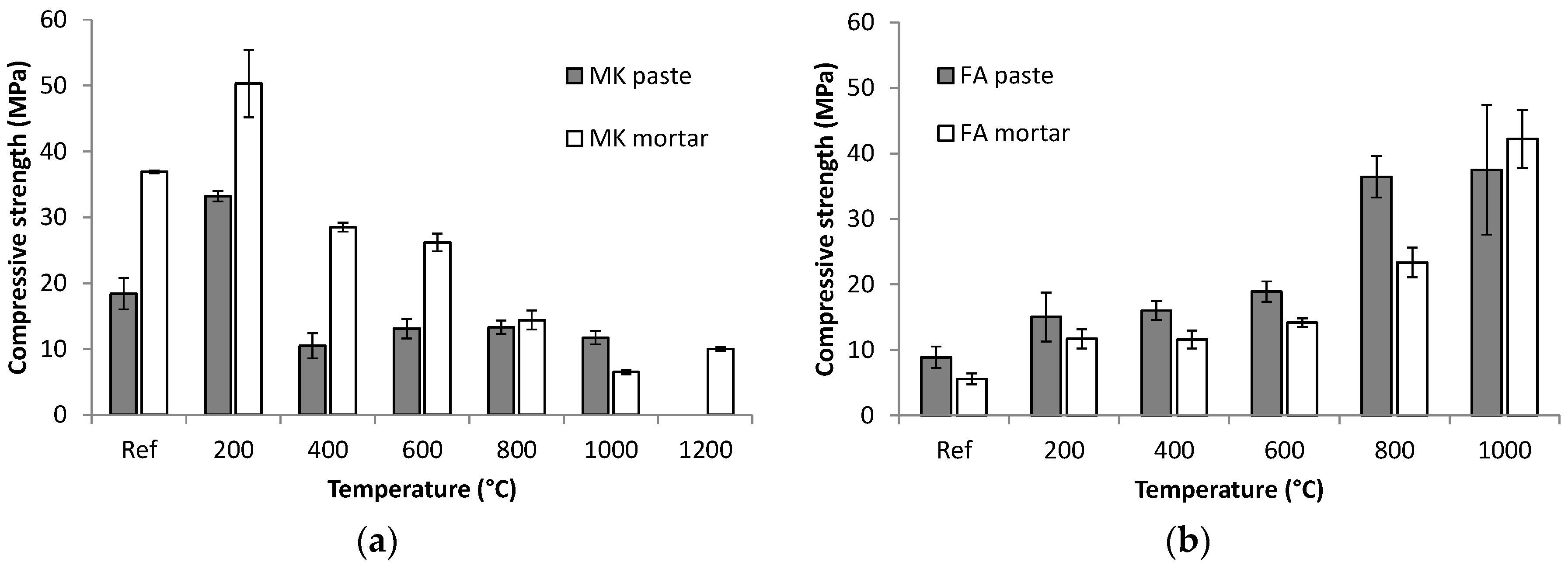
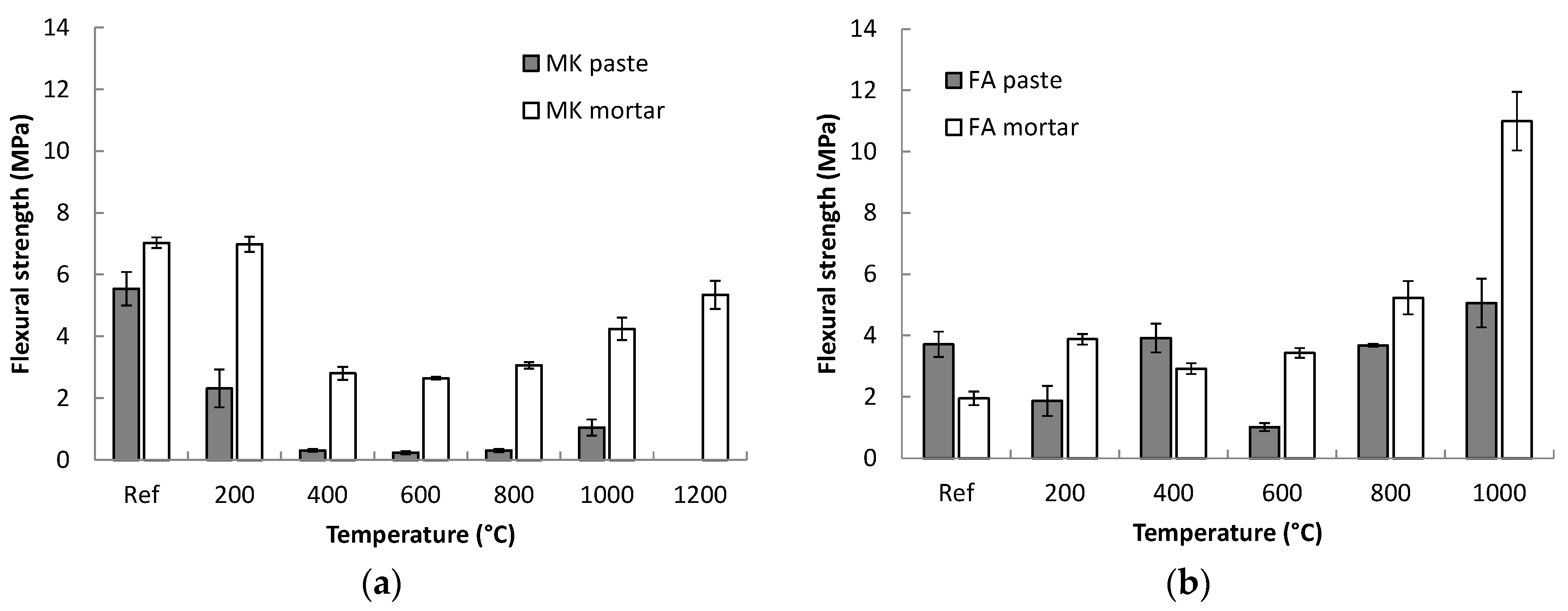
3.1. Mechanical Properties
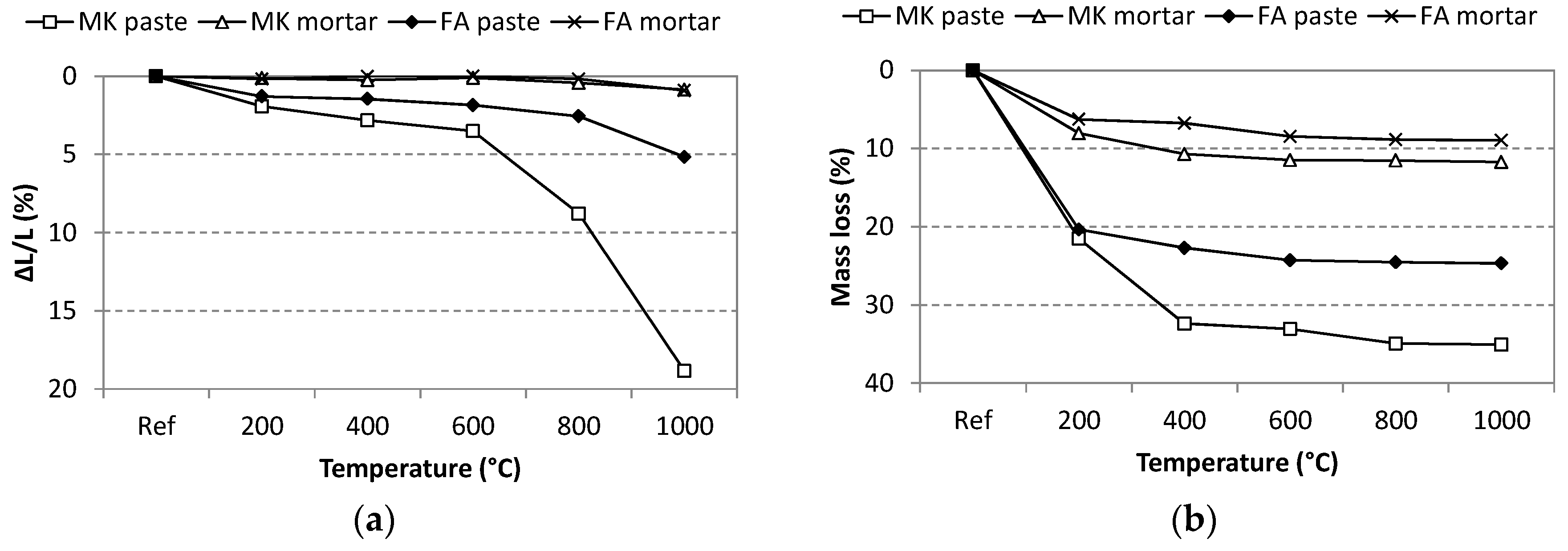
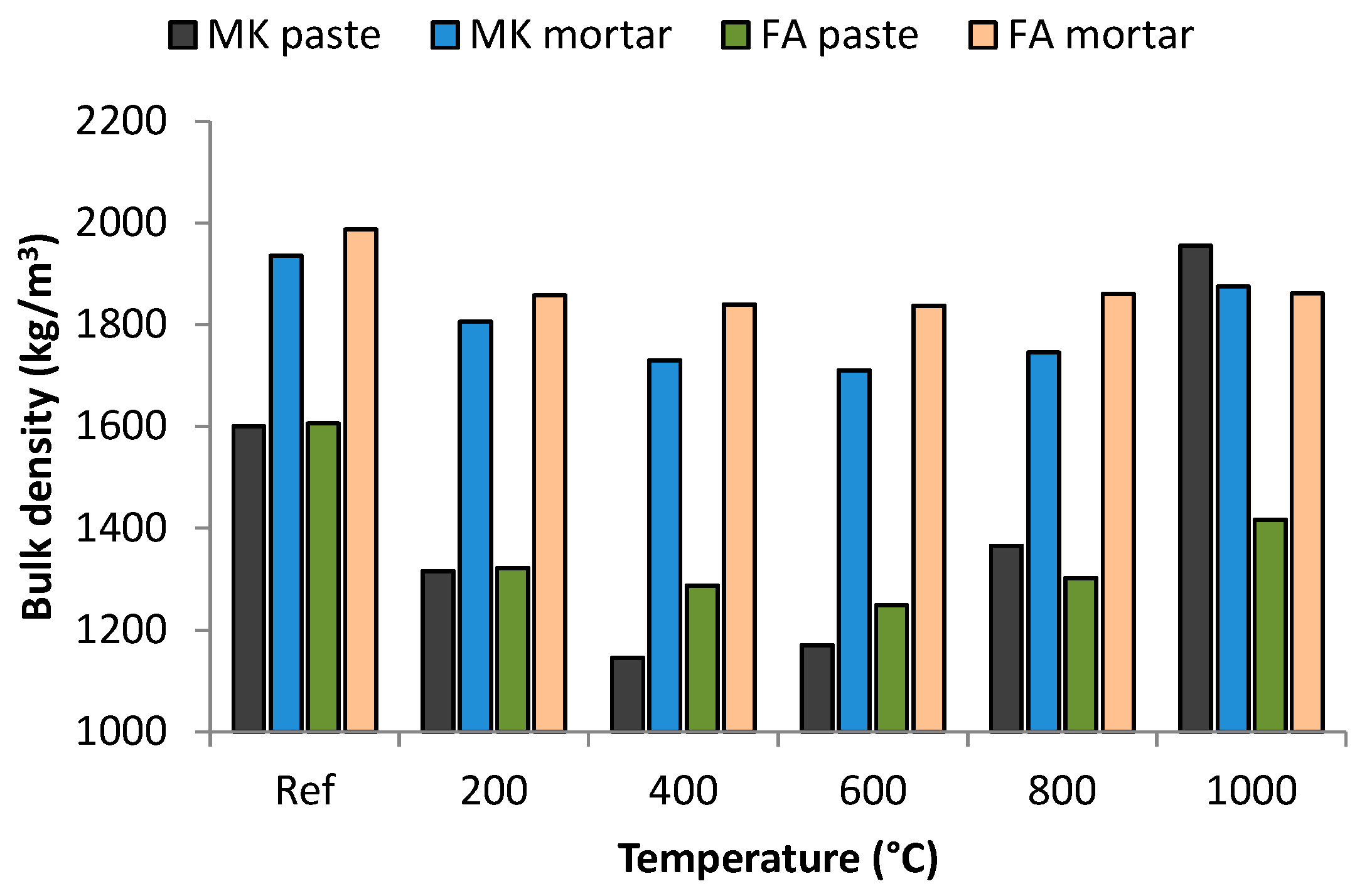
3.2. Bulk Density and Shrinkage
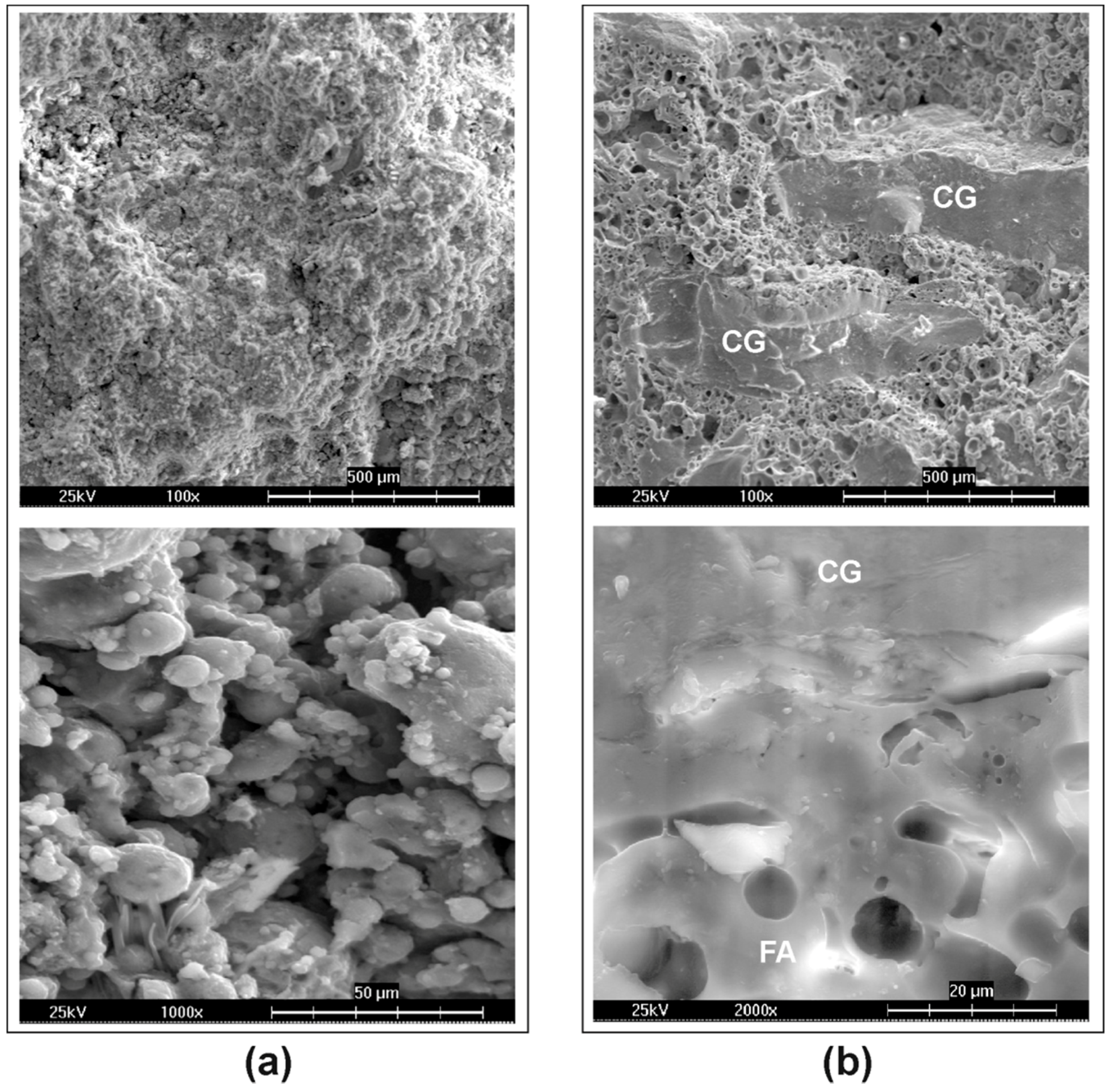
3.3. SEM Analysis
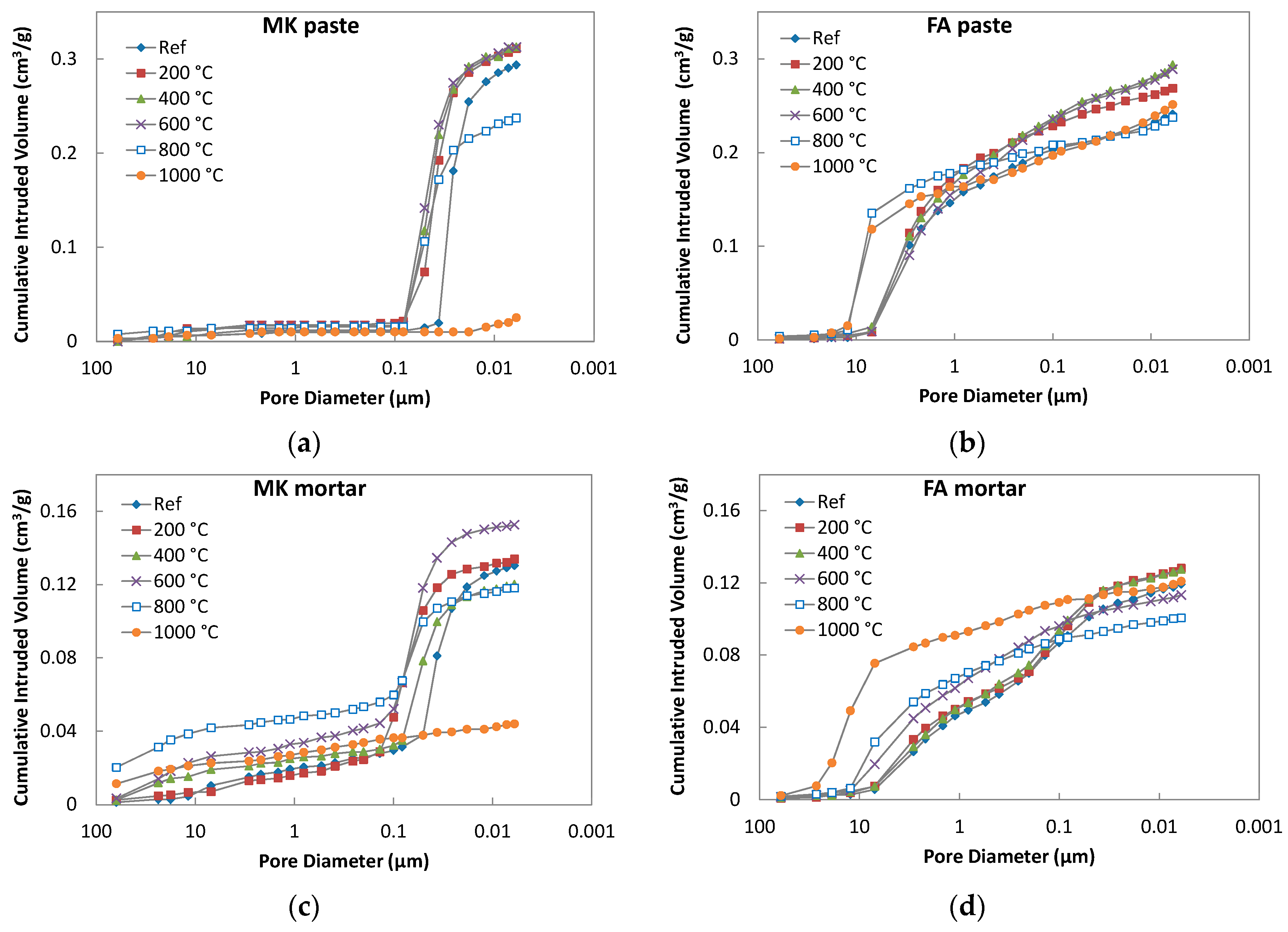
3.4. Pore Structure
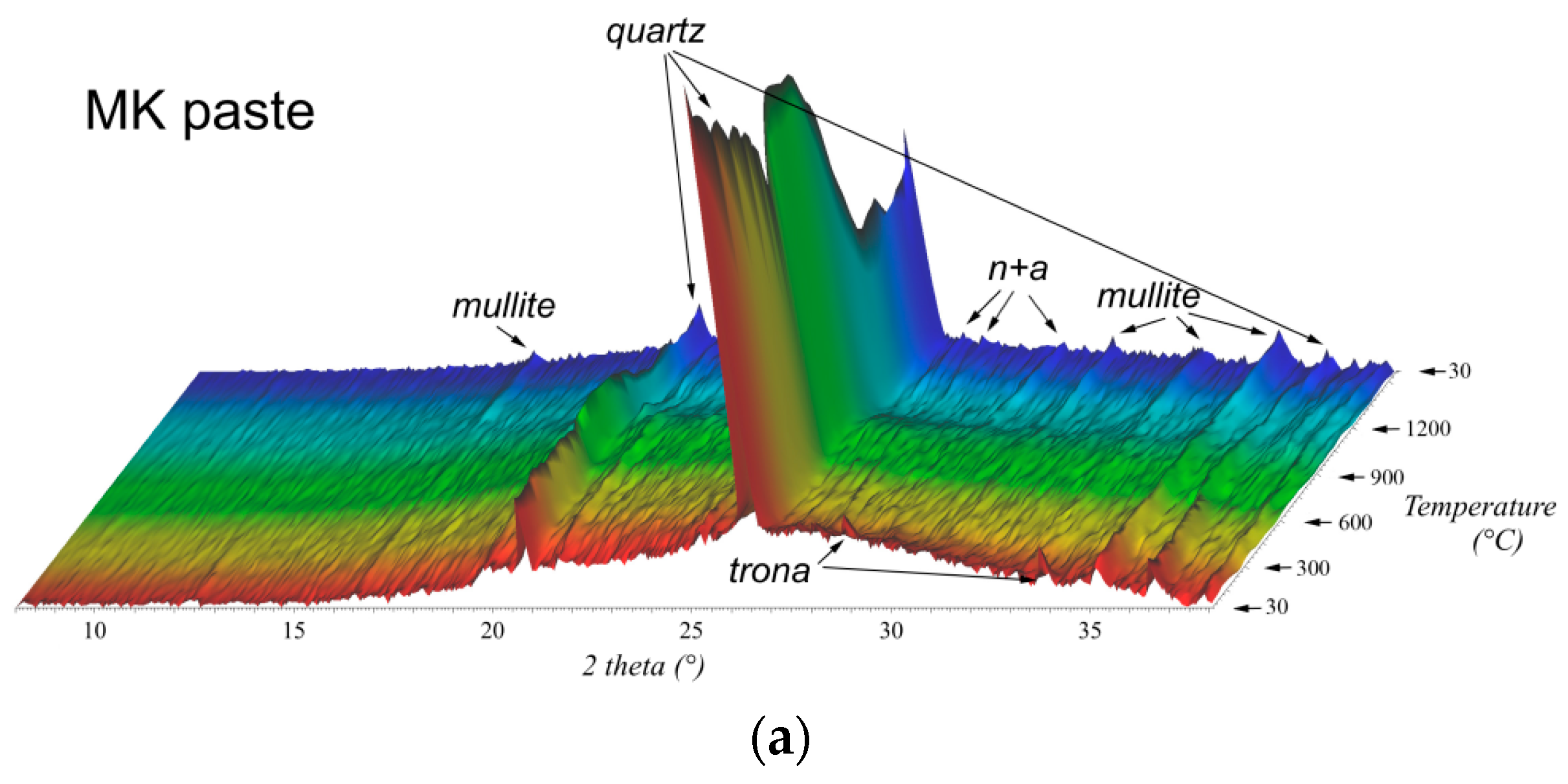
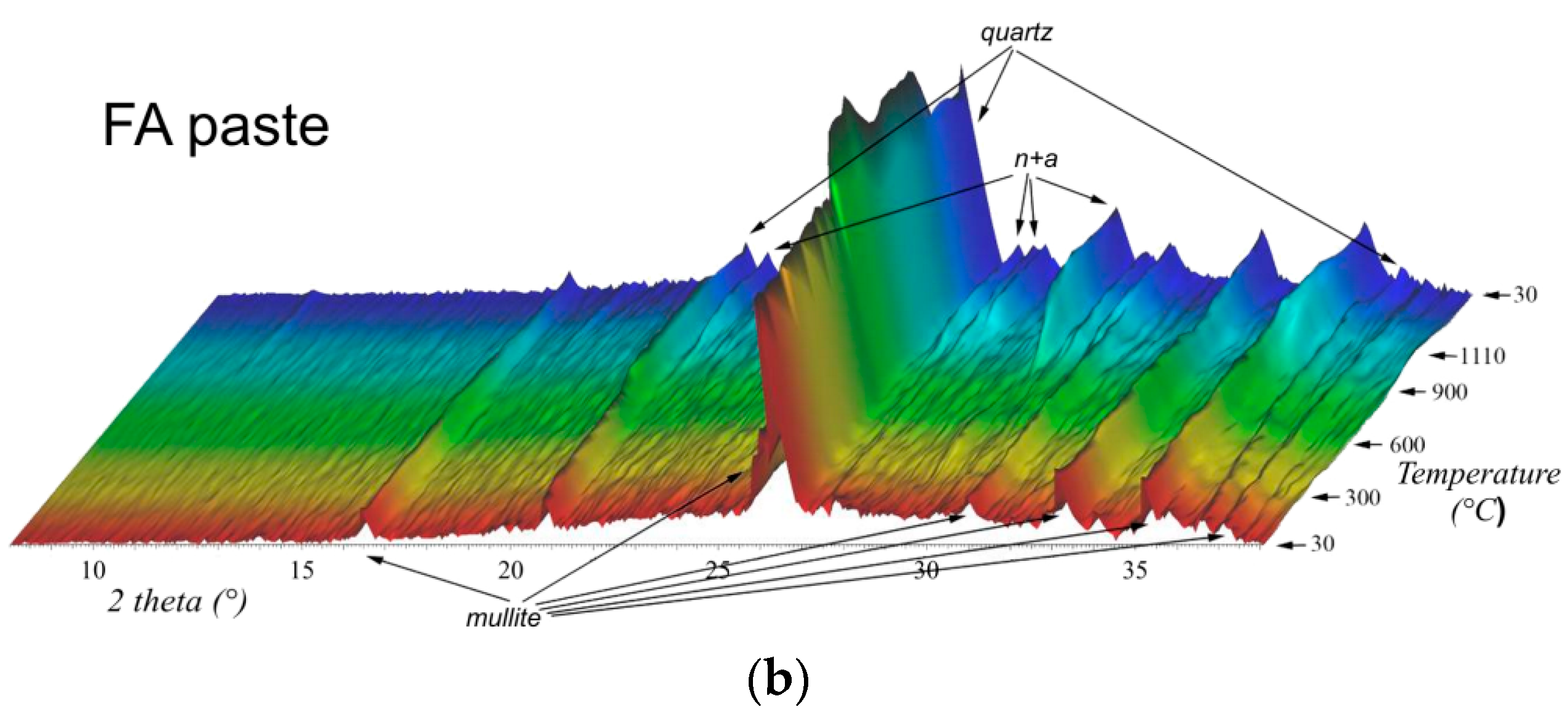
3.5. High-Temperature X-ray Diffraction Analysis (HT-XRD)
4. Discussion
5. Conclusions
- Geopolymer based on metakaolin showed better mechanical properties compared to FA geopolymer when they are treated under laboratory conditions. This difference can be attributed to slower reaction kinetics of fly ash, as well as its larger particles and, therefore, curing time of 28 days might not have been sufficient to provide complete geopolymerisation. However, exposure to high temperatures has a different effect on each of the geopolymers. While MK geopolymer suffers from a substantial deterioration in its mechanical properties, FA geopolymer gains strength upon heating.
- Chamotte aggregate improves the performance of MK geopolymer because it considerably reduces shrinkage of the geopolymer binder during heating. Unfortunately, it has a slightly negative effect on the compressive strength of FA geopolymer. However, at temperatures over 800 °C chamotte is attacked by alkalis, which causes partial sintering in the contact zone between the aggregate and the geopolymer matrix. This effect plays a substantial role in the improvement of residual mechanical properties after exposure to 1000 °C and helps MK mortar to resist higher temperatures without damage.
- Free alkalis present in geopolymer matrix lead to the formation of nepheline and albite at temperatures above 900 °C. Due to the relatively low melting point of albite, its occurrence is responsible for the fusion of geopolymer at 1200 °C and the deformation of the structure. Despite the lower content of alkalis in the matrix it is more pronounced for FA-based material because of enhanced albite formation.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Davidovits, J. Geopolymer Chemistry & Applications, 3rd ed.; Institute Geopolymere: Saint-Quentin, France, 2011. [Google Scholar]
- Duxson, P.; Fernández-Jiménez, A.; Provis, J.L.; Luckey, G.C.; Palomo, A.; van Deventer, J.S.J. Geopolymer technology: The current state of the art. J. Mater. Sci. 2007, 42, 2917–2933. [Google Scholar] [CrossRef]
- Messina, F.; Ferone, C.; Colangelo, F.; Cioffi, R. Low temperature alkaline activation of weathered fly ash: Influence of mineral admixtures on early age performance. Constr. Build. Mater. 2015, 86, 169–177. [Google Scholar] [CrossRef]
- Hwang, C.-L.; Huynh, T.-P. Effect of alkali-activator and rice husk ash content on strength development of fly ash and residual rice husk ash-based geopolymers. Constr. Build. Mater. 2015, 101, 1–9. [Google Scholar] [CrossRef]
- Khankhaje, E.; Hussin, M.W.; Mirza, J.; Rafieizonooz, M.; Salim, M.R.; Siong, H.C.; Warid, M.N.M. On blended cement and geopolymer concretes containing palm oil fuel ash. Mater. Des. 2016, 89, 385–398. [Google Scholar] [CrossRef]
- Ferone, C.; Colangelo, F.; Messina, F.; Santoro, L.; Cioffi, R. Recycling of pre-washed municipal solid waste incinerator fly ash in the manufacturing of low temperature setting geopolymer materials. Materials 2013, 6, 3420–3437. [Google Scholar] [CrossRef]
- Ye, N.; Yang, J.; Liang, S.; Hu, Y.; Hu, J.; Xiao, B.; Huang, Q. Synthesis and strength optimization of one-part geopolymer based on red mud. Constr. Build. Mater. 2016, 111, 317–325. [Google Scholar] [CrossRef]
- Haddad, R.H.; Alshbuol, O. Production of geopolymer concrete using natural pozzolan: A parametric study. Constr. Build. Mater. 2016, 114, 699–707. [Google Scholar] [CrossRef]
- Molino, B.; De Vincenzo, A.; Ferone, C.; Messina, F.; Colangelo, F.; Cioffi, R. Recycling of clay sediments for geopolymer binder production. A new perspective for reservoir management in the framework of Italian legislation: The Occhito reservoir case study. Materials 2014, 7, 5603–5616. [Google Scholar] [CrossRef]
- Erdogan, S.T. Inexpensive intumescent alkali-activated natural pozzolan pastes. J. Eur. Ceram. Soc. 2015, 35, 2663–2670. [Google Scholar] [CrossRef]
- Bakharev, T. Geopolymeric materials prepared using Class F fly ash and elevated temperature curing. Cem. Concr. Res. 2005, 35, 1124–1132. [Google Scholar] [CrossRef]
- Grutzeck, M.; Kwan, S.; DiCola, M. Zeolite formation in alkali-activated cementitious systems. Cem. Concr. Res. 2004, 34, 949–955. [Google Scholar] [CrossRef]
- Koloušek, D.; Brus, J.; Urbanova, M.; Andertova, J.; Hulinsky, V.; Vorel, J. Preparation, structure and hydrothermal stability of alternative (sodium silicate-free) geopolymers. J. Mater. Sci. 2007, 42, 9267–9275. [Google Scholar] [CrossRef]
- Brus, J.; Kobera, L.; Urbanova, M.; Koloušek, D.; Kotek, J. Insights into the Structural Transformations of Aluminosilicate Inorganic Polymers: A Comprehensive Solid-State NMR Study. J. Phys. Chem. C 2012, 116, 14627–14637. [Google Scholar] [CrossRef]
- Lyon, R.E.; Balaguru, P.N.; Fooden, A.; Sorathia, U.; Davidovits, J.; Davidovits, M. Fire resistant aluminosilicate composites. Fire Mater. 1997, 21, 67–73. [Google Scholar] [CrossRef]
- Barbosa, V.F.F.; Mac Kenzie, K.J.D. Synthesis and thermal behaviour of potassium sialate geopolymers. Mater. Lett. 2003, 57, 1477–1482. [Google Scholar] [CrossRef]
- Rahier, H.; Wastials, J.; Biesemans, M.; Willem, R.; Van Assche, G.; Van Mele, B. Reaction mechanism, kinetics and high temperature transformations of geopolymers. J. Mater. Sci. 2007, 42, 9282–9296. [Google Scholar] [CrossRef]
- Bakharev, T. Thermal behaviour of geopolymers prepared using class F fly ash and elevated temperature curing. Cem. Concr. Res. 2006, 36, 1134–1147. [Google Scholar] [CrossRef]
- Barbosa, V.F.F.; Mac Kenzie, K.J.D. Thermal behaviour of inorganic geopolymers and composites derived from sodium polysialate. Mater. Res. Bull. 2003, 38, 319–331. [Google Scholar] [CrossRef]
- Davidivits, J. Geopolymers: Inorganic polymeric new materials. J. Therm. Anal. 1991, 37, 1633–1656. [Google Scholar] [CrossRef]
- Duxson, P.; Luckey, G.C.; van Deventer, J.S.J. Thermal evolution of metakaolin geopolymers: Part I—Physical evolution. J. Non-Cryst. Solids 2006, 352, 5541–5555. [Google Scholar] [CrossRef]
- Duxson, P.; Luckey, G.C.; van Deventer, J.S.J. Physical evolution of Na-geopolymer derived from metakaolin up to 1000 °C. J. Mater. Sci. 2007, 42, 3044–3054. [Google Scholar] [CrossRef]
- Van Riessen, A. Thermo-mechanical and microstructural characterization of sodium-poly(sialate-siloxo) (Na-PSS) geopolymers. J. Mater. Sci. 2007, 42, 3117–3123. [Google Scholar]
- Rovnaníková, P.; Bayer, P.; Rovnaník, P.; Novák, J. Properties of alkali-activated aluminosilicate materials with fire-resistant aggregate after high temperature loading. In Proceedings of the International Conference Cement Combinations for Durable Concrete, Dundee, UK, 5–7 July 2005; Dhir, R.K., Harrison, T.A., Newlands, M.D., Eds.; Thomas Telford: London, UK, 2005; pp. 277–286. [Google Scholar]
- Rovnaník, P.; Dufka, A. Effect of the aggregate type on the properties of alkali-activated slag subjected to high temperatures. Mater. Tech. 2015, 49, 709–713. [Google Scholar] [CrossRef]
- Zuda, L.; Bayer, P.; Rovnaník, P.; Černý, R. Effect of high temperatures on the properties of alkali activated aluminosilicate with electrical porcelain filler. Int. J. Thermophys. 2008, 29, 693–705. [Google Scholar] [CrossRef]
- Zuda, L.; Bayer, P.; Rovnaník, P.; Černý, R. Mechanical and hydric properties of alkali-activated aluminosilicate composite with electrical porcelain aggregates. Cem. Concr. Comp. 2008, 30, 266–273. [Google Scholar] [CrossRef]
- Lia, C.; Sun, H.; Li, L. A review: The comparison between alkali-activated slag (Si + Ca) and metakaolin (Si + Al) cements. Cem. Concr. Res. 2010, 40, 1341–1349. [Google Scholar] [CrossRef]
- Antoš, P.; Burian, A. Vodní sklo—Výroba, Struktura, Vlastnosti a Použití; SILCHEM s.r.o.: Ústí n. Labem, Czech Republic, 2002. (In Czech) [Google Scholar]
- EN 196-1:2005—Methods of Testing Cement—Part 1: Determination of Strength; European Committee for Standardization: Brusel, Belgium, 2005.
- Matesová, D.; Bonen, D.; Shah, S.P. Factors affecting the resistance of cementitious materials at high temperatures and medium[0] heating rates. Mater. Struct. 2006, 39, 919–935. [Google Scholar] [CrossRef]
- Castillo, C.; Durrani, A.J. Effect of transient high temperature on High-Strength Concrete. ACI Mater. J. 1990, 87, 47–53. [Google Scholar]
- Zhang, Y.J.; Li, S.; Wang, Y.C.; Xu, D.L. Microstructural and strength evolutions of geopolymer composite reinforced by resin exposed to elevated temperature. J. Non-Cryst. Sol. 2012, 358, 620–624. [Google Scholar] [CrossRef]
- Rovnanik, P.; Bayer, P.; Rovnaníková, P. Characterization of alkali activated slag paste after exposure to high temperatures. Constr. Build. Mater. 2013, 47, 1479–1487. [Google Scholar] [CrossRef]
- Jain, P.L. Principles of Foundry Technology, 4th revised ed.; Tata McGraw-Hill: Noida, India, 2003. [Google Scholar]
- Greenwood, J.P.; Hess, P.C. Congruent melting kinetics of albite. J. Geophys. Res. 1998, 103, 29815–29828. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (wt. %) | Metakaolin | Fly Ash | Chamotte | WG 1 | WG 2 |
|---|---|---|---|---|---|
| SiO2 | 55.01 | 49.82 | 53.95 | 24.90 | 23.22 |
| Al2O3 | 40.94 | 24.67 | 42.15 | ||
| Fe2O3 | 0.55 | 7.05 | 1.25 | ||
| CaO | 0.55 | 3.91 | 0.13 | ||
| MgO | 0.14 | 2.68 | 0.18 | ||
| Stotal | 0.34 | 0.91 | |||
| Na2O | 0.09 | 0.70 | 0.05 | 18.47 | 12.25 |
| K2O | 0.60 | 2.78 | 0.75 |
| Components | MK Paste | MK Mortar | FA Paste | FA Mortar |
|---|---|---|---|---|
| Metakaolin (g) | 1000 | 1000 | ||
| Fly ash (g) | 1000 | 1000 | ||
| WG 1 (g) | 849 | 849 | ||
| WG 2 (g) | 437 | 437 | ||
| Chamotte (g) | 3000 | 3000 | ||
| Water (g) | 267 | 343 | 132 | 237 |
| Si/Al | 1.50 | 2.06 | ||
| Na/Al | 0.64 | 0.53 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rovnaník, P.; Šafránková, K. Thermal Behaviour of Metakaolin/Fly Ash Geopolymers with Chamotte Aggregate. Materials 2016, 9, 535. https://doi.org/10.3390/ma9070535
Rovnaník P, Šafránková K. Thermal Behaviour of Metakaolin/Fly Ash Geopolymers with Chamotte Aggregate. Materials. 2016; 9(7):535. https://doi.org/10.3390/ma9070535
Chicago/Turabian StyleRovnaník, Pavel, and Kristýna Šafránková. 2016. "Thermal Behaviour of Metakaolin/Fly Ash Geopolymers with Chamotte Aggregate" Materials 9, no. 7: 535. https://doi.org/10.3390/ma9070535