
Microscale Simulation on Mechanical Properties of Al/PTFE Composite Based on Real Microstructures

Abstract
:1. Introduction
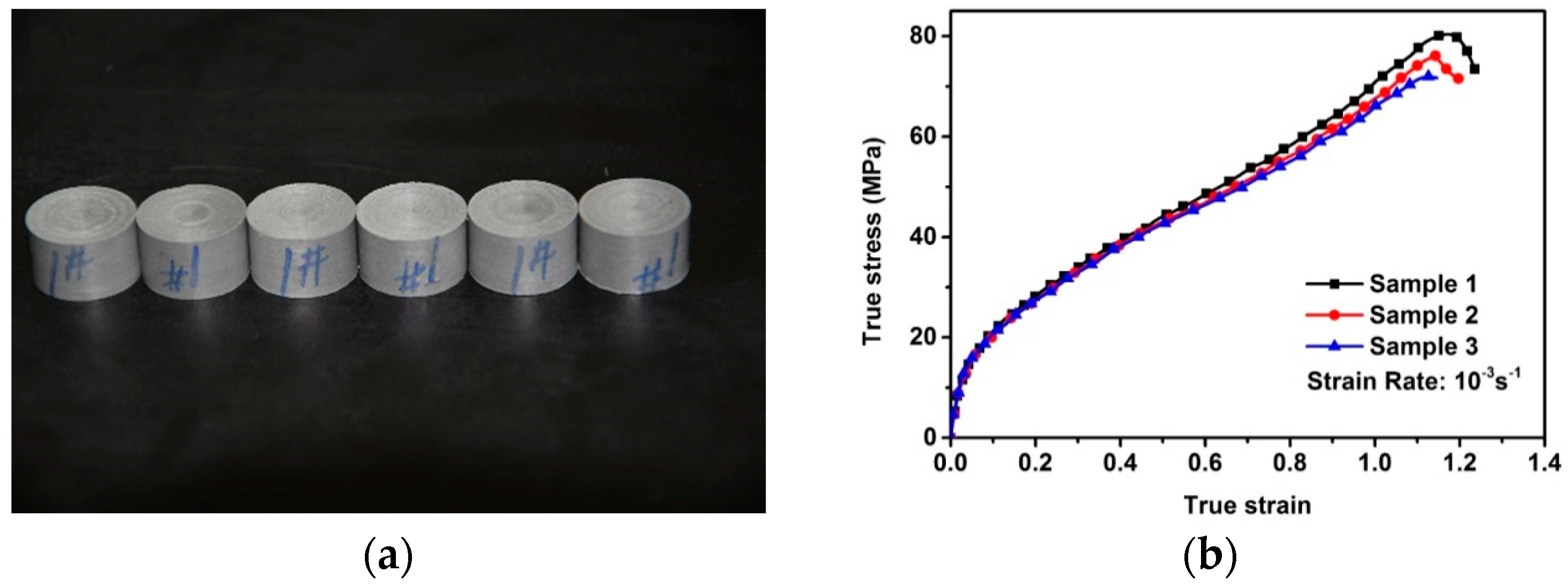
2. Static Material Experiments
3. Real Microstructures and Simulated Microstructures
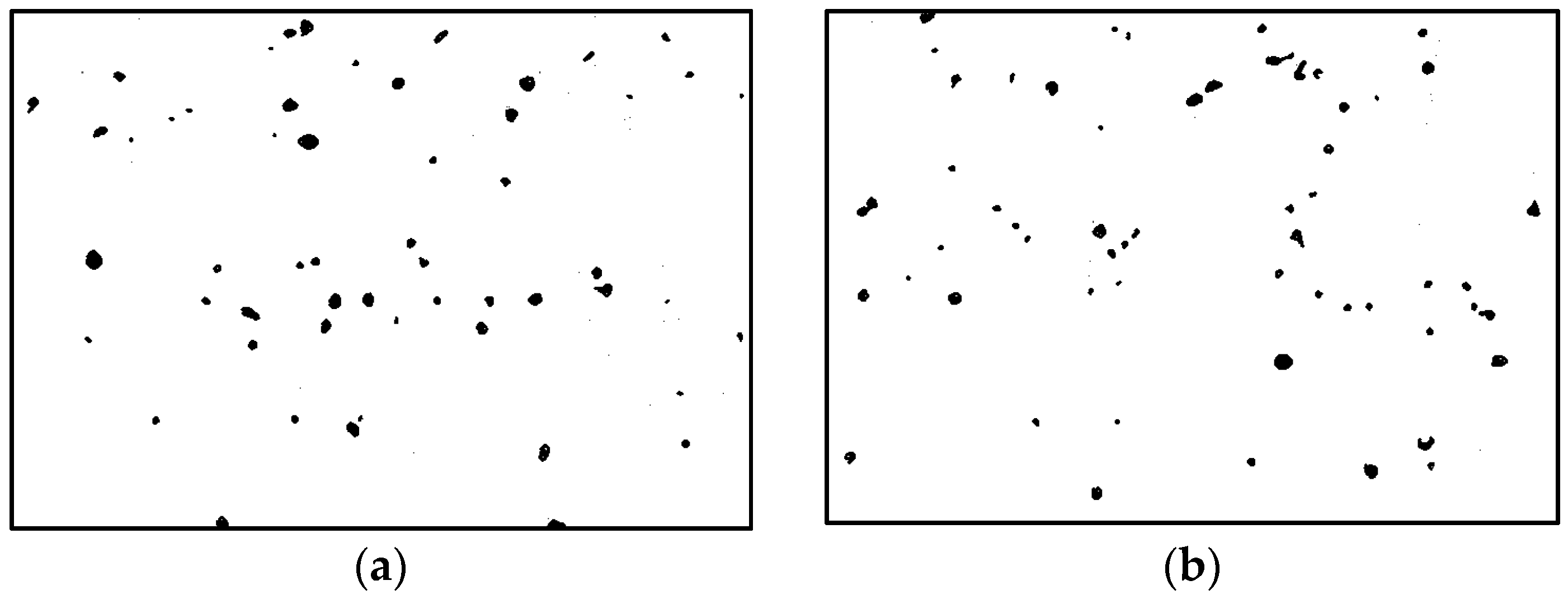
3.1. Real Microstructure-Based Models
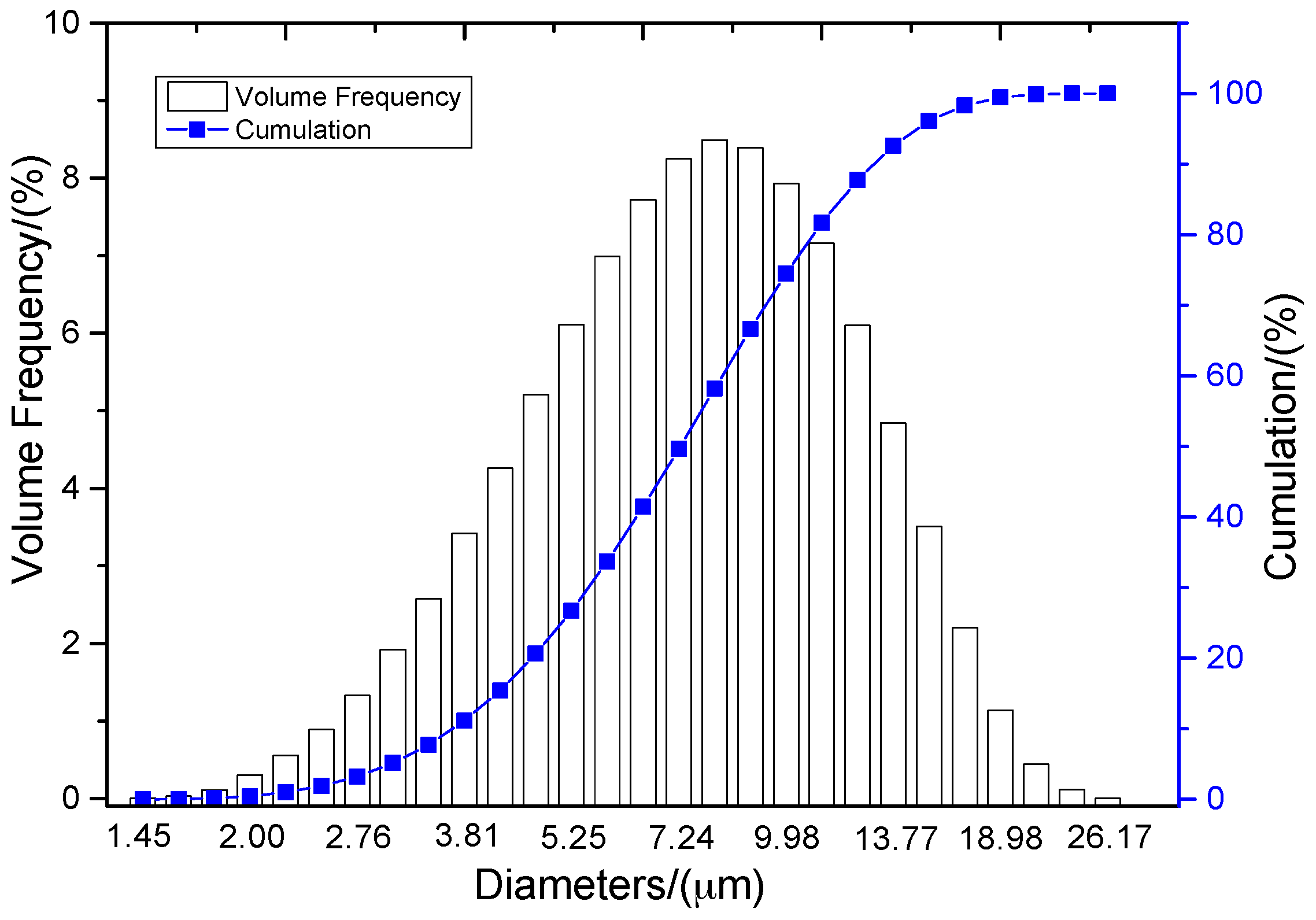
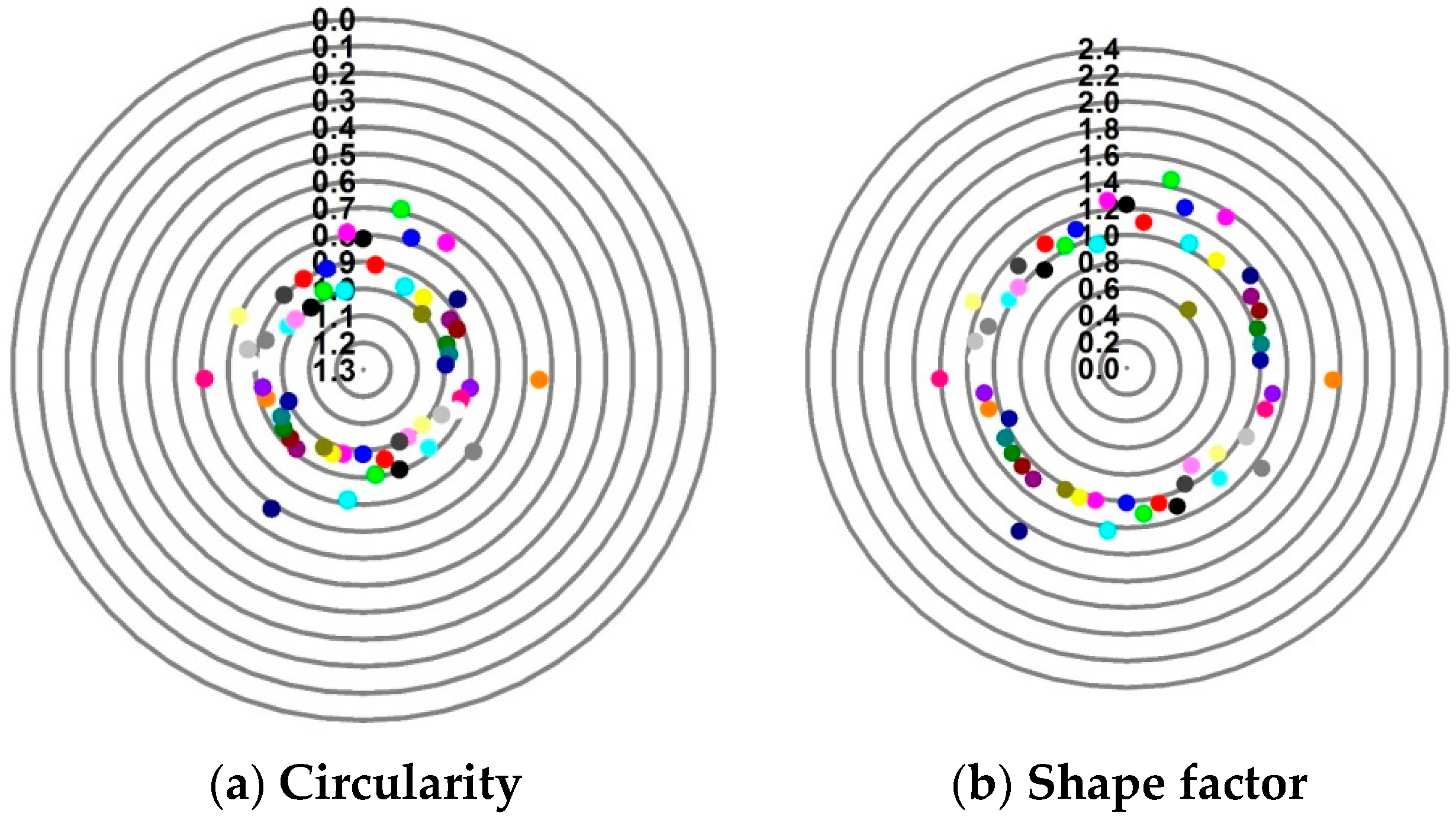
3.2. Simulated Microstructure Characterization and Reproduction Algorithm
4. Numerical Simulation
4.1. Material Models
4.2. Boundary Conditions and Homogenization Methods
4.3. Meshing and Analysis
5. Results and Discussion
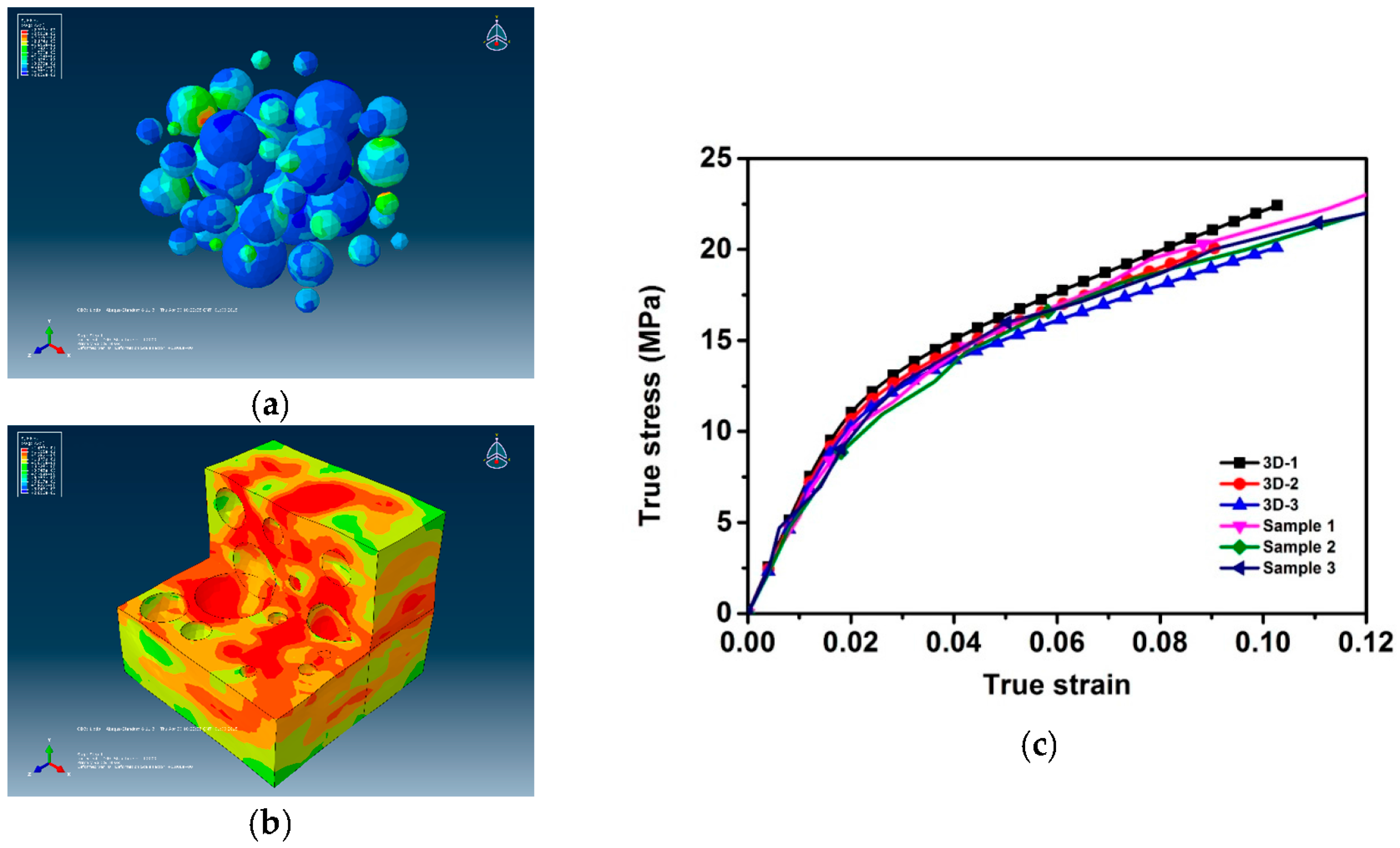
5.1. Contour and Stress–Strain Distribution Analysis
5.2. Stress–Strain Curve Comparison between Simulations and Experiments
6. Conclusions
- the real microstructure-based models, established by processing SEM images and extracting edges of Al particles and microvoids, are able to accurately represent the distribution and geometry of particles and microvoids;
- the simulated microstructure models are generated by statistics on the distribution and geometry of particles and microvoids and consider the drawbacks of RVEs regarding regular particle arrangement and micro defects in composite structures;
- compared with 3D models, the 2D real microstructure-based models and simulated microstructure models are more efficient methods to simulate the mechanical behavior of composites at the microscale;
- experimental results show that the microscale modelling of real microstructure-based models and simulated microstructure models gives good predictions of elastic modulus and yield stress. Two types of models predict the elastic modulus with relative errors of 1.9% and 10.9%, respectively, whereas those of the yield stress are 6.6% and 10.6%, respectively.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- National Academy of Science. Available online: http://www.nap.edu/catalog/10918.html (accessed on 20 June 2015).
- Joshi, V.S. Process for Making Polytetrafluoroethylene-Aluminium Composite and Product. U.S. Patent 6,547,993 B1, 15 April 2003. [Google Scholar]
- Casem, D.T. Mechanical Response of an Al-PTFE Composite to Uniaxial Compression over a Range of Strain Rates and Temperatures, Report; U.S. Army Research Laboratory: Adelphi, MD, USA, 2008. [Google Scholar]
- Raftenberg, M.N.; Mock, W.; Kirby, G.C. Modeling the impact deformation of rods of a pressed PTFE/Al composite mixture. Int. J. Impact Eng. 2008, 35, 1735–1744. [Google Scholar] [CrossRef]
- Zhang, X.F.; Zhang, J.; Qiao, L.; Shi, A.S.; Zhang, Y.G.; He, Y.; Guan, Z.W. Experimental study of the compression properties of Al/W/PTFE granular composites under elevated strain rates. Mater. Sci. Eng. A 2013, 581, 48–55. [Google Scholar] [CrossRef]
- Cai, J.; Nesterenko, V.F.; Vecchio, K.S.; Jiang, F.; Herbold, E.B.; Benson, D.J.; Addiss, J.W.; Walley, S.M.; Proud, W.G. The influence of metallic particle size on the mechanical properties of polytetraflouroethylene-Al-W powder composites. Appl. Phys. Lett. 2008, 92, 031903. [Google Scholar] [CrossRef]
- Xu, S.L.; Yang, S.Q.; Zhang, W. The mechanical behaviors of polytetrafluorethylene/Al/W energetic composites. J. Phys. Condens. Matter. 2009, 21, 285401. [Google Scholar] [CrossRef] [PubMed]
- Cai, J.; Walley, S.M.; Hunt, R.J.A.; Proud, W.G.; Nesterenko, V.F.; Meyers, M.A. High-strain, high-strain-rate flow and failure in PTFE/Al/W granular composites. Mater. Sci. Eng. A 2008, 472, 308–315. [Google Scholar] [CrossRef]
- Herbold, E.B.; Nesterenko, V.F.; Benson, D.J.; Cai, J.; Vecchio, K.S.; Jiang, F.; Addiss, J.W.; Walley, S.M.; Proud, W.G. Particle size effect on strength, failure, and shock behavior in polytetrafluoroethylene-Al-W granular composite materials. J. Appl. Phys. 2008, 104, 103903. [Google Scholar] [CrossRef]
- Osborne, D. The Effects of Fuel Particle Size on the Reaction of Al/Teflon Mixtures. Master’s Thesis, Texas Tech University, Lubbock, TX, USA, 2006. [Google Scholar]
- Wang, H.F.; Zheng, Y.F.; Yu, Q.B.; Liu, Z.W.; Yu, W.M. Impact-induced initiation and energy release behavior of reactive materials. J. Appl. Phys. 2011, 110, 074904. [Google Scholar] [CrossRef]
- Bai, Y.L.; Wang, H.Y.; Xia, M.F.; Ke, F.J. Trans-scale mechanics: Looking for the missing links between continuum and micro/nanoscopic reality. Acta Mech. Sin. 2008, 24, 111–126. [Google Scholar] [CrossRef]
- Bai, Y.L.; Xia, M.F.; Ke, F.J.; Li, H.L. Closed trans-scale statistical microdamage mechanics. Acta Mech. Sin. 2002, 18, 1–17. [Google Scholar]
- Li, S.G.; Wongsto, A. Unit cells for micromechanical analyses of particle-reinforced composites. Mech. Mater. 2004, 36, 543–572. [Google Scholar] [CrossRef]
- Gitman, I.M.; Askes, H.; Sluys, L.J. Representative volume: Existence and size determination. Eng. Fract. Mech. 2007, 74, 2518–2534. [Google Scholar] [CrossRef]
- Li, S. General unit cells for micromechanical analyses of unidirectional composites. Compos. Part A Appl. Sci. 2001, 32, 815–826. [Google Scholar] [CrossRef]
- Huang, H.; Bush, M.B. Finite element analysis of mechanical properties in discontinuously reinforced metal matrix composites with ultrafine microstructure. Mater. Sci. Eng. A 1997, 232, 63–72. [Google Scholar] [CrossRef]
- Sun, C.T.; Vaidya, R.S. Prediction of composite properties, from a representative volume element. Compos. Sci. Technol. 1996, 56, 171–179. [Google Scholar] [CrossRef]
- Song, W.D.; Liu, H.Y.; Ning, J.G. Tensile Property and Crack Propagation Behavior of Tungsten Alloys. Int. J. Mod. Phys. B 2011, 25, 1475–1492. [Google Scholar] [CrossRef]
- Meijer, G.; Ellyin, F.; Xia, Z. Aspects of residual thermal stress/strain in particle reinforced metal matrix composites. Compos. Part B Eng. 2000, 31, 29–37. [Google Scholar] [CrossRef]
- Wang, M.R.; Pan, N. Elastic property of multiphase composites with random microstructures. J. Comput. Phys. 2009, 228, 5978–5988. [Google Scholar] [CrossRef]
- Guo, Z.Y.; Shi, X.H.; Chen, Y.; Chen, H.P.; Peng, X.Q.; Harrison, P. Mechanical modeling of incompressible particle-reinforced neo-Hookean composites based on numerical homogenization. Mech. Mater. 2014, 70, 1–17. [Google Scholar] [CrossRef]
- Leite, J.P.B.; Slowik, V.; Apel, J. Computational model of mesoscopic structure of concrete for simulation of fracture processes. Comput. Struct. 2007, 85, 1293–1303. [Google Scholar] [CrossRef]
- Mishnaevsky, L.; Derrien, K.; Baptiste, D. Effect of microstructure of particle reinforced composites on the damage evolution: Probabilistic and numerical analysis. Compos. Sci. Technol. 2004, 64, 1805–1818. [Google Scholar] [CrossRef]
- Bergstrom, J.S.; Boyce, M.C. Mechanical behavior of particle filled elastomers. Rubber Chem. Technol. 1999, 72, 633–656. [Google Scholar] [CrossRef]
- Van Dommelen, J.A.W.; Brekelmans, W.A.M.; Baaijens, F.P.T. Micromechanical modeling of particle-toughening of polymers by locally induced anisotropy. Mech. Mater. 2003, 35, 845–863. [Google Scholar] [CrossRef]
- LLorca, J.; Segurado, J. Three-dimensional multiparticle cell simulations of deformation and damage in sphere-reinforced composites. Mater. Sci. Eng. A Struct. 2004, 365, 267–274. [Google Scholar] [CrossRef]
- White, B.W.; Springer, H.K.; Jordan, J.L.; Spowart, J.E.; Thadhani, N.N. Mesoscale Simulations of Particle Reinforced Epoxy-Based Composites. AIP Conf. Proc. 2012, 1, 1426. [Google Scholar]
- Duschlbauer, D.; Bohm, H.J.; Pettermann, H.E. Computational simulation of composites reinforced by planar random fibers: Homogenization and localization by unit cell and mean field approaches. J. Compos. Mater. 2006, 40, 2217–2234. [Google Scholar] [CrossRef]
- Li, M.S.; Ghosh, S.; Rouns, T.N.; Weiland, H.; Richmond, O.; Hunt, W. Serial sectioning method in the construction of 3-D microstructures for particle-reinforced MMCs. Mater. Charact. 1998, 41, 81–95. [Google Scholar] [CrossRef]
- Ekici, R.; Apalak, M.K.; Yildirim, M.; Nair, F. Simulated and actual micro-structure models on the indentation behaviors of particle reinforced metal matrix composites. Mater. Sci. Eng. A Struct. 2014, 606, 290–298. [Google Scholar] [CrossRef]
- Yotte, S.; Breysse, D.; Riss, J.; Ghosh, S. Cluster characterisation in a metal matrix composite. Mater. Charact. 2001, 46, 211–219. [Google Scholar] [CrossRef]
- Feder, J. Random Sequential Adsorption. J. Theor. Biol. 1980, 87, 237–254. [Google Scholar] [CrossRef]
- Bergstrom, J.S.; Hilbert, L.B. A constitutive model for predicting the large deformation thermomechanical behavior of fluoropolymers. Mech. Mater. 2005, 37, 899–913. [Google Scholar] [CrossRef]
- Borbely, A.; Biermann, H.; Hartmann, O. FE investigation of the effect of particle distribution on the uniaxial stress-strain behaviour of particulate reinforced metal-matrix composites. Mater. Sci. Eng. A Struct. 2001, 313, 34–45. [Google Scholar] [CrossRef]
- Chen, C.; Lu, T.J.; Fleck, N.A. Effect of imperfections on the yielding of two-dimensional foams. J. Mech. Phys. Solids 1999, 47, 2235–2272. [Google Scholar] [CrossRef]
- Smit, R.J.M.; Brekelmans, W.A.M.; Meijer, H.E.H. Prediction of the mechanical behavior of nonlinear heterogeneous systems by multi-level finite element modeling. Comput. Method Appl. Mech. Eng. 1998, 155, 181–192. [Google Scholar] [CrossRef]
- Cheng, C.; Hiltner, A.; Baer, E.; Soskey, P.R.; Mylonakis, S.G. Deformation of Rubber-Toughened Polycarbonate—Microscale and Nanoscale Analysis of the Damage Zone. J. Appl. Polym. Sci. 1995, 55, 1691–1702. [Google Scholar] [CrossRef]
- Guo, Z.Y.; Peng, X.Q.; Moran, B. Large deformation response of a hyperelastic fibre reinforced composite: Theoretical model and numerical validation. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1842–1851. [Google Scholar] [CrossRef]
- Zhang, P.; Li, F.G. Effect of particle characteristics on deformation of particle reinforced metal matrix composites. Trans. Nonferrous Met. Soc. China 2010, 20, 655–661. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Order | Real Microstructures Obtained by SEM | Real Microstructures | Simulated Microstructures |
|---|---|---|---|
| 1 |  |  |  |
| 2 |  |  |  |
| 3 |  |  |  |
| 4 |  |  |  |
| 5 |  |  |  |
| Material | Elastic Modulus (GPa) | Poisson’s Ratio | Yield Stress (MPa) |
|---|---|---|---|
| Al | 70.00 | 0.33 | 325.00 |
| PTFE | 0.315 | 0.41 | 8.27 |
| Type of Models or Experiments | Dimensions of Model (μm) | Elastic Modulus (MPa) | Yield Stress (MPa) | Elastic Modulus (MPa) | Yield Stress (MPa) | ||
|---|---|---|---|---|---|---|---|
| Mean Value ± SE | Relative Error Over Experimental | Mean Value ± SE | Relative Error Over Experimental | ||||
| 1-S | 316 × 221 | 544.54 | 13.27 | 548.28 ± 3.39 | 10.9% | 13.28 ± 0.05 | 12.85 ± 0.27 |
| 2-S | 316 × 221 | 551.95 | 13.40 | ||||
| 3-S | 140 × 98 | 552.71 | 13.38 | ||||
| 4-S | 97 × 68 | 536.80 | 13.11 | ||||
| 5-S | 84 × 59 | 555.42 | 13.22 | ||||
| 1-R | 316 × 221 | 502.26 | 12.79 | 504.10 ± 1.13 | 1.9% | 10.6% | 7.3% |
| 2-R | 316 × 221 | 505.97 | 12.76 | ||||
| 3-R | 140 × 98 | 500.70 | 12.41 | ||||
| 4-R | 97 × 68 | 506.62 | 12.93 | ||||
| 5-R | 84 × 59 | 504.95 | 12.95 | ||||
| 3D-1 | 50 × 50 × 50 | 592.03 | 13.32 | 561.71 ± 15.87 | 13.6% | 12.77 ± 0.10 | 11.98 ± 0.27 |
| 3D-2 | 50 × 50 × 50 | 554.71 | 12.84 | ||||
| 3D-3 | 50 × 50 × 50 | 538.40 | 12.39 | ||||
| Sample 1 | Φ 12.00 × 10.00 mm | 524.36 | 11.96 | 491.51 ± 18.43 | - | 6.6% | - |
| Sample 2 | Φ 12.00 × 10.00 mm | 460.61 | 11.52 | ||||
| Sample 3 | Φ 12.00 × 10.00 mm | 489.57 | 12.45 | ||||
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ge, C.; Dong, Y.; Maimaitituersun, W. Microscale Simulation on Mechanical Properties of Al/PTFE Composite Based on Real Microstructures. Materials 2016, 9, 590. https://doi.org/10.3390/ma9070590
Ge C, Dong Y, Maimaitituersun W. Microscale Simulation on Mechanical Properties of Al/PTFE Composite Based on Real Microstructures. Materials. 2016; 9(7):590. https://doi.org/10.3390/ma9070590
Chicago/Turabian StyleGe, Chao, Yongxiang Dong, and Wubuliaisan Maimaitituersun. 2016. "Microscale Simulation on Mechanical Properties of Al/PTFE Composite Based on Real Microstructures" Materials 9, no. 7: 590. https://doi.org/10.3390/ma9070590