Capital Cost Optimization for Prefabrication: A Factor Analysis Evaluation Model



Abstract
:1. Introduction
2. Literature Review
2.1. Cost Analysis
2.2. Cost Increments
2.3. Strategy for Cost Performance
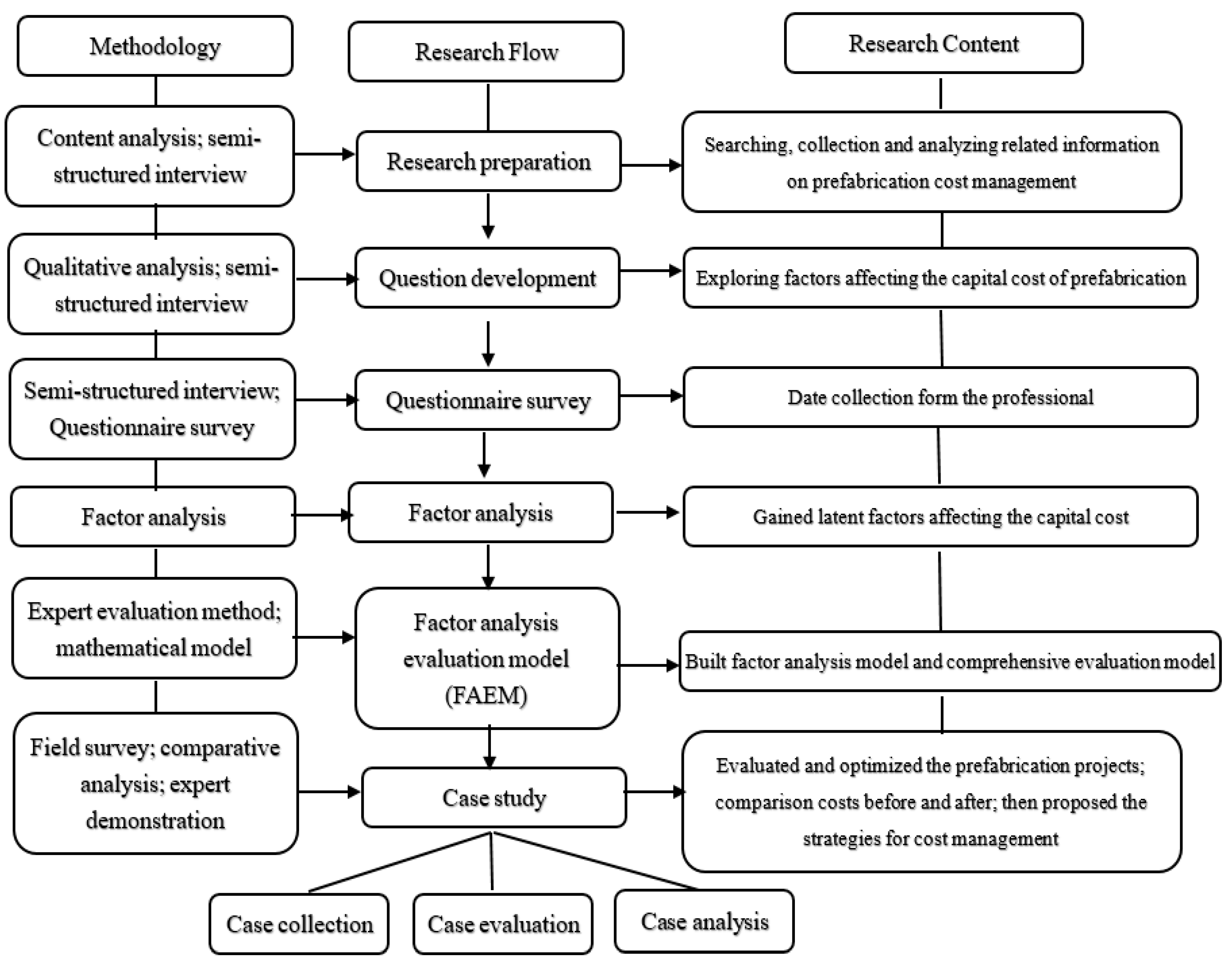
3. Research Methodology
3.1. Capital Cost of Prefabrication
3.2. Research Instrument
3.3. Factors Affecting the High Capital Cost
3.3.1. Semi-Structured Interview
3.3.2. Descriptive Statistics
3.3.3. Data Pretreatment
3.4. Exploratory Factor Analysis
3.4.1. Extraction of Initial Factors
3.4.2. Varimax Rotation and Interpretation
3.4.3. Factor Analysis Evaluation Model
3.5. Detailed Case Selection
4. Results
4.1. Case Evaluation
4.2. Case Analysis
4.3. Case Comparison
5. Discussion
5.1. Effect of Cost Optimization Management on Capital Cost
5.2. Effect of Material Increment Index (MII) on Production Cost
5.3. Effect of Productivity Index (PI) on Capital Cost
5.4. Effect of Construction Dissipation Index (CDI) on Capital Cost
5.5. Effect of Design Efficiency Index (DEI) on Capital Cost
6. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Wu, Z.; Zhang, X.; Wu, M. Mitigating construction dust pollution: State of the art and the way forward. J. Clean. Prod. 2016, 112, 1658–1666. [Google Scholar] [CrossRef]
- Zhang, X.; Wu, Z.; Feng, Y.; Xu, P. “Turning green into gold”: A framework for energy performance contracting (EPC) in China”s real estate industry. J. Clean. Prod. 2015, 109, 166–173. [Google Scholar] [CrossRef]
- Wu, Z.; Yu, A.T.W.; Shen, L.; Liu, G. Quantifying construction and demolition waste: An analytical review. Waste Manag. 2014, 34, 1683–1692. [Google Scholar] [CrossRef] [PubMed]
- Wu, P.; Xia, B.; Zhao, X. The importance of use and end-of-life phases to the life cycle greenhouse gas (GHG) emissions of concrete—A review. Renew. Sustain. Energy Rev. 2014, 37, 360–369. [Google Scholar] [CrossRef]
- Goodier, C.; Gibb, A. Future opportunities for offsite in the UK. Constr. Manag. Econ. 2007, 25, 585–595. [Google Scholar] [CrossRef] [Green Version]
- Wu, P.; Feng, Y. Identification of non-value adding activities in precast concrete production to achieve low-carbon production. Archit. Sci. Rev. 2014, 2, 105–113. [Google Scholar] [CrossRef]
- Shahzad, W.M.J.; Domingo, N. Marginal productivity gained through prefabrication: Case studies of building projects in Auckland. Buildings 2015, 5, 196–208. [Google Scholar] [CrossRef]
- Jaillon, L.; Poon, C.S. Sustainable construction aspects of using prefabrication in dense urban environment: A Hong Kong case study. Constr. Manag. Econ. 2008, 26, 953–966. [Google Scholar] [CrossRef]
- Khalfan, M.M.A.; Maqsood, T. Current state of off-site manufacturing in Australian and Chinese residential construction. J. Constr. Eng. 2014, 2014, 164863. [Google Scholar] [CrossRef]
- Nick Blismas, R.W. Drivers, constraints and the future of offsite manufacture in Australia. Constr. Innov. 2009, 9, 72–83. [Google Scholar] [CrossRef]
- Mao, C.; Xie, F.; Hou, L.; Wu, P.; Wang, J.; Wang, X. Cost analysis for sustainable off-site construction based on a multiple-case study in China. Habitat Int. 2016, 57, 215–222. [Google Scholar] [CrossRef]
- Luo, L.Z.; Mao, C.; Liyin, S.; Li, Z.D. Risk factors affecting practitioners’ attitudes toward the implementation of an industrialized building system: A case study from China. Eng. Constr. Archit. Manag. 2015, 22, 622–643. [Google Scholar] [CrossRef]
- Mohamed, A.; El-Haram, S.M.; Horner, M.W. Development of a generic framework for collecting whole life cost date for the building industry. J. Qual. Maint. Eng. 2006, 8, 144–151. [Google Scholar]
- Zastrow, P.; Molina-Moreno, F.; García-Segura, T.; Martí, J.V.; Yepes, V. Life cycle assessment of cost-optimized buttress earth-retaining walls: A parametric study. J. Clean. Prod. 2017, 140, 1037–1048. [Google Scholar] [CrossRef]
- Cao, D.; Li, H.; Wang, G.; Huang, T. Identifying and contextualising the motivations for BIM implementation in construction projects: An empirical study in China. Int. J. Proj. Manag. 2017, 35, 658–669. [Google Scholar] [CrossRef]
- Whang, S.W.; Flanagan, R.; Kim, S.; Kim, S. Contractor-led critical design management factors in high-rise building projects involving multinational design teams. J. Constr. Eng. Manag. 2017, 143, 06016009. [Google Scholar] [CrossRef]
- Bryde, D.; Broquetas, M.; Volm, J.M. The project benefits of Building Information Modelling (BIM). Int. J. Proj. Manag. 2013, 31, 971–980. [Google Scholar] [CrossRef]
- Zhao, X. A scientometric review of global BIM research: Analysis and visualization. Autom. Constr. 2017, 80, 37–47. [Google Scholar] [CrossRef]
- Pan, W.; Gibb, A.G.F.; Dainty, A.R.J. Perspectives of UK housebuilders on the use of offsite modern methods of construction. Constr. Manag. Econ. 2007, 25, 183–194. [Google Scholar] [CrossRef] [Green Version]
- Loosemore, M.L. Benson Teck Heng Linking corporate social responsibility and organizational performance in the construction industry. Constr. Manag. Econ. 2017, 35, 90–105. [Google Scholar] [CrossRef]
- Meehan, J.; Bryde, D.J. Procuring sustainably in social housing: The role of social capital. J. Purch. Supply Manag. 2014, 20, 74–81. [Google Scholar] [CrossRef]
- Chan, A.P.C.; Darko, A.; Ameyaw, E.E. Strategies for promoting green building technologies adoption in the construction industry—An international study. Sustainability 2017, 9, 969. [Google Scholar] [CrossRef]
- Wu, Z.; Yu, A.T.W.; Shen, L. Investigating the determinants of contractor’s construction and demolition waste management behavior in Mainland China. Waste Manag. 2017, 60, 290–300. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Okudan, G.E.; Riley, D.R. Sustainable performance criteria for construction method selection in concrete buildings. Autom. Constr. 2010, 19, 235–244. [Google Scholar] [CrossRef]
- Abdul Kadir, M.R.; Lee, W.P.; Jaafar, M.S.; Sapuan, S.M.; Ali, A.A.A. Construction performance comparison between conventional and industrialised building systems in Malaysia. Struct. Surv. 2006, 24, 412–424. [Google Scholar] [CrossRef]
- Tam, V.W.Y.; Fung, I.W.H.; Sing, M.C.P.; Ogunlana, S.O. Best practice of prefabrication implementation in the Hong Kong public and private sectors. J. Clean. Prod. 2015, 109, 216–231. [Google Scholar] [CrossRef]
- Pan, W.; Gibb, A.G.F.; Dainty, A.R.J. Strategies for Integrating the use of off-site production technologies in House Building. J. Constr. Eng. Manag. 2012, 138, 1331–1340. [Google Scholar] [CrossRef]
- Pan, W.; Sidwell, R. Demystifying the cost barriers to offsite construction in the UK. Constr. Manag. Econ. 2011, 29, 1081–1099. [Google Scholar] [CrossRef]
- Xue, H.; Zhang, S.; Su, Y.; Wu, Z. Factors affecting the capital cost of prefabrication—A case study of China. Sustainability 2017, 7, 1512. [Google Scholar] [CrossRef]
- Hwang, B.-G.; Zhu, L.; Ming, J.T.T. Factors affecting productivity in green building construction projects: The Case of Singapore. J. Manag. Eng. 2017, 33, 04016052. [Google Scholar] [CrossRef]
- Khalili, A.; Chua, D.K. Integrated prefabrication configuration and component grouping for resource optimization of precast production. J. Constr. Eng. Manag. 2014, 140, 04013052. [Google Scholar] [CrossRef]
- Ahmadian, F.F.A.; Akbarnezhad, A.; Rashidi, T.H.; Waller, S.T. Accounting for transport times in planning off-site shipment of construction materials. J. Constr. Eng. Manag. 2014, 142, 04015050. [Google Scholar] [CrossRef]
- O’Connor, J.T.; O’Brien, W.J.; Choi, J.O. Standardization strategy for modular industrial plants. J. Constr. Eng. Manag. 2015, 141, 04015026. [Google Scholar] [CrossRef]
- Perera, H.S.C.; Nagarur, N.; Abucanon, M.T. Component part standardization: A way to reduce the life-cycle costs of products. Int. J. Prod. Econ. 1999, 60, 109–116. [Google Scholar] [CrossRef]
- Arashpour, M.W.R.; Blismas, N.; Minas, J. Optimization of process integration and multi-skilled resource utilization in off-site construction. Autom. Constr. 2015, 50, 72–80. [Google Scholar] [CrossRef]
- Kim, Y.W.; Han, S.H.; Yi, J.S.; Chang, S. Supply chain cost model for prefabricated building material based on time-driven activity-based costing. Can. J. Civ. Eng. 2016, 43, 287–293. [Google Scholar] [CrossRef]
- Jaillon, L.; Poon, C.S. The evolution of prefabricated residential building systems in Hong Kong: A review of the public and the private sector. Autom. Constr. 2009, 18, 239–248. [Google Scholar] [CrossRef]
- Tam, V.W.Y.; Tam, C.M.; Zeng, S.X.; Ng, W.C.Y. Towards adoption of prefabrication in construction. Build. Environ. 2007, 42, 3642–3654. [Google Scholar] [CrossRef]
- Pan, W.; Dainty, A.R.J.; Gibb, A.G.F. Establishing and weighting decision criteria for building system selection in housing construction. J. Constr. Eng. Manag. 2012, 138, 1239–1250. [Google Scholar] [CrossRef]
- Penadés-Plà, V.; García-Segura, T.; Martí, J.; Yepes, V. A review of multi-criteria decision-making methods applied to the sustainable bridge design. Sustainability 2016, 8, 1295. [Google Scholar] [CrossRef]
- Pan, W.; Gibb, A.G.F.; Sellars, A.B. Maintenance cost implications of utilizing bathroom modules manufactured offsite. Constr. Manag. Econ. 2008, 26, 1067–1077. [Google Scholar] [CrossRef] [Green Version]
- Park, H.; Kim, K.; Kim, Y.-W.; Kim, H. Stakeholder management in long-term complex megaconstruction projects: The Saemangeum Project. J. Manag. Eng. 2017, 33, 05017002. [Google Scholar] [CrossRef]
- Gan, Y.; Shen, L.; Chen, J.; Tam, V.; Tan, Y.; Illankoon, I. Critical factors affecting the quality of industrialized building system projects in China. Sustainability 2017, 9, 216. [Google Scholar] [CrossRef]
- Babatunde, S.O.; Perera, S. Analysis of financial close delay in PPP infrastructure projects in developing countries. Benchmarking Int. J. 2017, 24, 1690–1708. [Google Scholar] [CrossRef]
- Liu, J.; Zhao, X.; Li, Y. Exploring the factors inducing contractors’ unethical behavior: The case of China. J. Prof. Issues Eng. Educ. Pract. 2017, 3, 04016023. [Google Scholar] [CrossRef]
- Le, Y.; Shan, M.; Chan, A.P.C.; Hu, Y. Investigating the causal relationships between causes of and vulnerabilities to corruption in the Chinese public construction sector. J. Constr. Eng. Manag. 2014, 9, 05014007. [Google Scholar] [CrossRef]
- Deng, X.; Low, S.P.; Li, Q.; Zhao, X. Developing competitive advantages in political risk management for international construction enterprises. J. Constr. Eng. Manag. 2014, 9, 04014040. [Google Scholar] [CrossRef]
- Babatunde, S.O.; Perera, S. Barriers to bond financing for public-private partnership infrastructure projects in emerging markets: A case of Nigeria. J. Financ. Manag. Prop. Constr. 2017, 22, 2–19. [Google Scholar] [CrossRef]
- Shan, M.; Le, Y.; Yiu, K.T.; Chan, A.P.; Hu, Y. Investigating the underlying factors of corruption in the public construction sector: Evidence from China. Sci. Eng. Ethics 2017, 6, 1643–1666. [Google Scholar] [CrossRef] [PubMed]
- Shan, M.; Chan, A.P.C.; Le, Y.; Hu, Y. Investigating the effectiveness of response strategies for vulnerabilities to corruption in the Chinese public construction sector. Sci. Eng. Ethics 2015, 3, 683–705. [Google Scholar] [CrossRef] [PubMed]
- Chou, J.S.L. Gabriele Theodora, critical process and factors for ex-post evaluation of public-private partnership infrastructure projects in Indonesia. J. Manag. Eng. 2016, 32, 05016011. [Google Scholar] [CrossRef]
- Liu, J.; Xie, Q.; Xia, B.; Bridge, A.J. Impact of design risk on the performance of design-build projects. J. Constr. Eng. Manag. 2017, 143, 04017010. [Google Scholar] [CrossRef]
- Martens, M.L.C.; Marly, M. Key factors of sustainability in project management context: A survey exploring the project managers’ perspective. Int. J. Proj. Manag. 2017, 35, 1084–1102. [Google Scholar] [CrossRef]
- Sierra, L.A.; Pellicer, E.; Yepes, V. Social sustainability in the lifecycle of Chilean public infrastructure. J. Constr. Eng. Manag. 2016, 142, 05015020. [Google Scholar] [CrossRef]
- Mouzughi, Y.; Bryde, D.; Al-Shaer, M. The role of real estate in sustainable development in developing countries: The case of the Kingdom of Bahrain. Sustainability 2014, 6, 1709–1728. [Google Scholar] [CrossRef]
- Zhao, X.; Hwang, B.-G.; Gao, Y. A fuzzy synthetic evaluation approach for risk assessment: A case of Singapore’s green projects. J. Clean. Prod. 2016, 115, 203–213. [Google Scholar] [CrossRef]
- Ling, F.Y.Y.; Khoo, W.W. Improving relationships in project teams in Malaysia. Built Environ. Proj. Asset Manag. 2016, 6, 284–301. [Google Scholar] [CrossRef]
- Ling, F.Y.Y.; Tan, P.C.; Ning, Y.; Teo, A.; Gunawansa, A. Effect of adoption of relational contracting practices on relationship quality in public projects in Singapore. Eng. Constr. Archit. Manag. 2014, 22, 169–189. [Google Scholar] [CrossRef]
- Teng, Y.; Mao, C.; Liu, G.; Wang, X. Analysis of stakeholder relationships in the industry chain of industrialized building in China. J. Clean. Prod. 2017, 152, 387–398. [Google Scholar] [CrossRef]
- Fulford, R.; Standing, C. Construction industry productivity and the potential for collaborative practice. Int. J. Proj. Manag. 2014, 32, 315–326. [Google Scholar] [CrossRef]
- Xue, X.; Zhang, X.; Wang, L.; Skitmore, M.; Wang, Q. Analyzing collaborative relationships among industrialized construction technology innovation organizations: A combined SNA and SEM approach. J. Clean. Prod. 2017, 173, 265–277. [Google Scholar] [CrossRef]
- Thyssen, J.; Israelsen, P.; Jørgensen, B. Activity-based costing as a method for assessing the economics of modularization—A case study and beyond. Int. J. Prod. Econ. 2004, 103, 252–270. [Google Scholar] [CrossRef]
- Oduyemi, O.; Okoroh, M. Building performance modelling for sustainable building design. Int. J. Sustain. Built Environ. 2016, 5, 461–469. [Google Scholar] [CrossRef]
- McAdam, R.; O’Hare, T.; Moffett, S. Collaborative knowledge sharing in composite new product development: An aerospace study. Technovation 2008, 28, 245–256. [Google Scholar] [CrossRef]
- Demiralp, G.; Guven, G.; Ergen, E. Analyzing the benefits of RFID technology for cost sharing in construction supply chains: A case study on prefabricated precast components. Autom. Constr. 2012, 24, 120–129. [Google Scholar] [CrossRef]
- Kim, Y.W.; Azari-N, R.; Yi, J.S.; Bae, J. Environmental impacts comparison between on-site vs. prefabricated Just-In-Time (prefab-JIT) rebar supply in construction projects. J. Civ. Eng. Manag. 2013, 19, 647–655. [Google Scholar] [CrossRef]
- Cho, K.; Shin, Y.S.; Kim, T. Effects of half-precast concrete slab system on construction productivity. Sustainability 2017, 9, 1268. [Google Scholar] [CrossRef]
- Li, Z.; Shen, G.Q.; Xue, X. Critical review of the research on the management of prefabricated construction. Habitat Int. 2014, 43, 240–249. [Google Scholar] [CrossRef]
- Ling, F.Y.Y.; Tan, J.; Zhang, Z. Effect of regulations and policies on productivity, quality, and cost of public projects. J. Leg. Aff. Disput. Resolut. Eng. Constr. 2017, 9, 02517001. [Google Scholar] [CrossRef]
- Chang, R.D.; Zuo, J.; Soebarto, V.; Zhao, Z.Y.; Zillante, G.; Gan, X.L. Discovering the transition pathways toward sustainability for construction enterprises: Importance-performance analysis. J. Constr. Eng. Manag. 2017, 143, 04017013. [Google Scholar] [CrossRef]
- Peihua Zhang, F.F.N. Explaining knowledge-sharing intention in construction teams in Hong Kong. J. Constr. Eng. Manag. 2013, 139, 280–293. [Google Scholar] [CrossRef]
- Kwofie, T.E.; Alhassan, A.; Botchway, E.; Afranie, I. Factors contributing towards the effectiveness of construction project teams. Int. J. Constr. Manag. 2015, 15, 170–178. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, M.; Sun, H.; Zhu, G. Effects of standardization and innovation on mass customization: An empirical investigation. Technovation 2016, 48, 79–86. [Google Scholar] [CrossRef]
- Collins, W.; Parrish, K.; Gibson, G.E. Development of a project scope definition and assessment tool for small industrial construction projects. J. Manag. Eng. 2017, 33, 04017015. [Google Scholar] [CrossRef]
- Hwang, B.G.; Zhao, X.; Ong, S. Value management in Singaporean building projects: Implementation status, critical success factors, and risk factor. J. Manag. Eng. 2015, 6, 04014094. [Google Scholar] [CrossRef]
- Marnewick, C. Information system project’s sustainability capabality levels. Int. J. Proj. Manag. 2017, 35, 1151–1166. [Google Scholar] [CrossRef]
- Lee, K.W.H.; Seung, H. Quantitative analysis for country classification in the construction industry. J. Manag. Eng. 2017, 33, 04017014. [Google Scholar] [CrossRef]
- Shan, Y.; Imran, H.; Lewis, P.; Zhai, D. Investigating the latent factors of quality of work-life affecting construction craft worker job satisfaction. J. Constr. Eng. Manag. 2016, 143, 04016134. [Google Scholar] [CrossRef]
- Alroomi, A.; Jeong, D.H.S.; Oberlender, G.D. Analysis of cost-estimating competencies using criticality matrix and factor analysis. J. Constr. Eng. Manag. 2012, 138, 1270–1280. [Google Scholar] [CrossRef]
- Nielsen, K.J. A comparison of inspection practices within the construction industry between the Danish and Swedish Work Environment Authorities. Constr. Manag. Econ. 2017, 35, 154–169. [Google Scholar] [CrossRef]
- Hair, J.F.; Ringle, C.M.; Sarstedt, M. PLS-SEM: Indeed a silver bullet. J. Mark. Theory Pract. 2011, 19, 139–151. [Google Scholar] [CrossRef]
- Zhao, X.; Hwang, B.G.; Low, S.P. Critical success factors for enterprise risk management in Chinese construction companies. Constr. Manag. Econ. 2013, 12, 1199–1214. [Google Scholar] [CrossRef]
- Chiang, Y.H.; Chan, E.W.; Lok, L.K.L. Prefabrication and barriers to entry—A case study of public housing and institutional buildings in Hong Kong. Habitat Int. 2006, 30, 482–499. [Google Scholar] [CrossRef]
- Zhao, X.; Hwang, B.G.; Lee, H.N. Identifying critical leadership styles of project managers for green building projects. Int. J. Constr. Manag. 2016, 16, 150–160. [Google Scholar] [CrossRef]
- Yang, R.J.; Wang, Y.; Jin, X.H. Stakeholders’ attributes, behaviors, and decision-making strategies in construction projects: Importance and correlations in practice. Proj. Manag. J. 2014, 45, 74–90. [Google Scholar] [CrossRef]
- Bal, M.; Bryde, D.; Fearon, D.; Ochieng, E. Stakeholder Engagement: Achieving sustainability in the construction sector. Sustainability 2013, 5, 695–710. [Google Scholar] [CrossRef]
- Hwang, B.-G.; Zhao, X.; Do, T.H.V. Influence of trade-level coordination problems on project productivity. Proj. Manag. J. 2014, 45, 5–14. [Google Scholar] [CrossRef]
- Hwang, B.G.; Zhao, X.; Tan, L.L.G. Green building projects: Schedule performance, influential factors and solutions. Eng. Constr. Archit. Manag. 2015, 22, 327–346. [Google Scholar] [CrossRef]
- Chapman, R.L.; Corso, M. From continuous improvement to collaborative innovation: The next challenge in supply chain management. Prod. Plan. Control 2005, 16, 339–344. [Google Scholar] [CrossRef]
- Chinowsky, P.; Diekmann, J.; Galotti, V. Social network model of construction. J. Constr. Eng. Manag. 2008, 134, 804–812. [Google Scholar] [CrossRef]
- Matic, D.; Calzada, J.R.; Eric, M.; Babin, M. Economically feasible energy refurbishment of prefabricated building in Belgrade, Serbia. Energy Build. 2015, 98, 74–81. [Google Scholar] [CrossRef] [Green Version]
- Rahman, M.M. Barriers of implementing modern methods of construction. J. Manag. Eng. 2014, 30, 69–77. [Google Scholar] [CrossRef]
- Jaillon, L.; Poon, C.S. Life cycle design and prefabrication in buildings: A review and case studies in Hong Kong. Autom. Constr. 2014, 39, 195–202. [Google Scholar] [CrossRef]
- Ning, Y.; Ling, F.Y.Y. The effects of project characteristics on adopting relational transaction strategies. Int. J. Proj. Manag. 2015, 33, 998–1007. [Google Scholar] [CrossRef]


{kind=link}
| Code | Variables | Sources |
|---|---|---|
| FD1 | Coordination between the designers and clients | [57,58,59,60] |
| FD2 | Coordination between the designers and PC manufacturers | [57,58,59] |
| FD3 | Coordination between the designers and contractors | [57,58,61] |
| FD4 | Specification and Standards for prefabrication design | [34,62] |
| FD5 | Standard component catalogue of prefabrication | [34,62] |
| FD6 | Design pattern of prefabrication | [34,63] |
| FD7 | Diversity of prefabrication structure | [32] |
| FD8 | Related experience of the designers | [63] |
| FD9 | Collaborative capacity among professional designers | [57,58,64] |
| FD10 | Design level of teamwork | [63] |
| FD11 | Rationality of precast component split | [11,28] |
| FD12 | Node coordination between precast components and on-site components | [65] |
| FD13 | Coordination of connection nodes of precast components | [43] |
| FD14 | Reuse ratio of standard precast components | [11] |
| FD15 | Type of building structure | [28] |
| FD16 | Third party of drawing audit organization | interviews |
| FPT1 | Specification and Standards for precast component production | [28] |
| FPT2 | Design plan for precast component production line | interviews |
| FPT3 | Order quantity of precast component | [66] |
| FPT4 | Capacity of production line in precast component | interviews |
| FPT5 | Depreciation of fixed assets | interviews |
| FPT6 | Maintenance of mechanical installation | [43] |
| FPT7 | Production technology of precast component | [67] |
| FPT8 | Technical standards system of prefabrication | [67] |
| FPT9 | Attrition rate of reinforcement | [68] |
| FPT10 | Additional reinforcement due to connection points | interviews |
| FPT11 | Curing condition to precast component | interviews |
| FPT12 | Reuse ratio of precast component mold | [11] |
| FPT13 | Types and specifications in precast component mold | [11] |
| FPT14 | Scrap quantity of mold | [11] |
| FPT15 | Number of professionals | interviews |
| FPT16 | Efficiency of production worker | [66,69] |
| FPT17 | Turnover rate of production worker | interviews |
| FPT18 | Training cost of production workers | interviews |
| FPT19 | Storage cost of precast component in factory | interviews |
| FPT20 | Transport machinery | [65] |
| FPT21 | Transportation and shipment forms | [70] |
| FPT22 | Transport distance | [70] |
| FPT23 | Attrition rate of precast component in transportation | [11] |
| FC1 | Related experience of manager | [71,72] |
| FC2 | Coordination of all types of work on site | [68] |
| FC3 | Operant level on installation personnel | interviews |
| FC4 | Technical specifications and standards for installation | [73] |
| FC5 | Storage condition of precast component on-site | interviews |
| FC6 | Mechanical efficiency of tower crane | [30,66] |
| FC7 | Hoisting procedure of precast component | [68] |
| FC8 | Redundancy of installation process | [68] |
| FC9 | The scale of prefabrication project | [28,74] |
| FC10 | Rental fee of installation equipment | interviews |
| Code | Variables |
|---|---|
| FD2 | Coordination between designer and PC manufacturer |
| FD5 | Standard component catalogue of prefabricated building |
| FD6 | Design pattern of prefabricated building |
| FD7 | Diversity of prefabricated building structure |
| FD8 | Related experience of designer |
| FD9 | Collaborative capacity among professional designers |
| FD10 | Design level of teamwork |
| FPT1 | Specification and Standards for PC production |
| FPT2 | Design plan for PC production line |
| FPT5 | Depreciation of fixed assets |
| FPT6 | Maintenance of mechanical installation |
| FPT8 | Technical standards system of prefabricated building |
| FPT9 | Attrition rate of reinforcement |
| FPT10 | Additional reinforcement due to connection points |
| FPT15 | Number of professionals |
| FPT16 | Efficiency of production worker |
| FPT18 | Training cost of production workers |
| FPT19 | Storage cost of PC in precast plant |
| FPT20 | Selection of transport machinery used for PC |
| FPT21 | Transportation and shipment forms of PC |
| FPT23 | Attrition rate of PC component in transportation |
| FC1 | Related experience of manager |
| FC2 | Coordination of all types of work on site |
| FC5 | Storage condition of PC on-site |
| FC6 | Mechanical efficiency of tower crane |
| FC7 | Hoisting procedure of PC |
| Code | Initial | Extraction |
|---|---|---|
| FD2 | 1.000 | 0.750 |
| FD5 | 1.000 | 0.686 |
| FD6 | 1.000 | 0.790 |
| FD7 | 1.000 | 0.710 |
| FD8 | 1.000 | 0.828 |
| FD9 | 1.000 | 0.742 |
| FD10 | 1.000 | 0.696 |
| FPT1 | 1.000 | 0.658 |
| FPT2 | 1.000 | 0.728 |
| FPT5 | 1.000 | 0.775 |
| FPT6 | 1.000 | 0.842 |
| FPT8 | 1.000 | 0.788 |
| FPT9 | 1.000 | 0.836 |
| FPT10 | 1.000 | 0.809 |
| FPT15 | 1.000 | 0.665 |
| FPT16 | 1.000 | 0.691 |
| FPT18 | 1.000 | 0.651 |
| FPT19 | 1.000 | 0.715 |
| FPT20 | 1.000 | 0.698 |
| FPT21 | 1.000 | 0.693 |
| FPT23 | 1.000 | 0.767 |
| FC1 | 1.000 | 0.817 |
| FC2 | 1.000 | 0.783 |
| FC5 | 1.000 | 0.697 |
| FC6 | 1.000 | 0.602 |
| FC7 | 1.000 | 0.718 |
| Component | Initial Eigenvalues | Extraction Sums of Squared Loadings | Rotation Sums of Squared Loadings | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Total | % of Variance | Cumulative % | Total | % of Variance | Cumulative % | Total | % of Variance | Cumulative % | |
| 1 | 7.855 | 30.210 | 30.210 | 7.855 | 30.210 | 30.210 | 3.839 | 14.765 | 14.765 |
| 2 | 3.518 | 13.529 | 43.739 | 3.518 | 13.529 | 43.739 | 3.559 | 13.689 | 28.453 |
| 3 | 2.047 | 7.873 | 51.612 | 2.047 | 7.873 | 51.612 | 2.691 | 10.351 | 38.805 |
| 4 | 1.959 | 7.536 | 59.148 | 1.959 | 7.536 | 59.148 | 2.617 | 10.065 | 48.869 |
| 5 | 1.588 | 6.108 | 65.256 | 1.588 | 6.108 | 65.256 | 2.246 | 8.638 | 57.507 |
| 6 | 1.124 | 4.323 | 69.579 | 1.124 | 4.323 | 69.579 | 2.100 | 8.079 | 65.586 |
| 7 | 1.043 | 4.011 | 73.590 | 1.043 | 4.011 | 73.590 | 2.081 | 8.004 | 73.590 |
| 8 | 0.939 | 3.612 | 77.202 | ||||||
| 9 | 0.817 | 3.143 | 80.345 | ||||||
| 10 | 0.763 | 2.934 | 83.279 | ||||||
| 11 | 0.569 | 2.190 | 85.469 | ||||||
| 12 | 0.508 | 1.953 | 87.422 | ||||||
| 13 | 0.437 | 1.682 | 89.104 | ||||||
| 14 | 0.425 | 1.634 | 90.738 | ||||||
| 15 | 0.360 | 1.385 | 92.123 | ||||||
| 16 | 0.348 | 1.338 | 93.460 | ||||||
| 17 | 0.317 | 1.217 | 94.678 | ||||||
| 18 | 0.252 | 0.969 | 95.647 | ||||||
| 19 | 0.227 | 0.872 | 96.519 | ||||||
| 20 | 0.194 | 0.745 | 97.264 | ||||||
| 21 | 0.173 | 0.667 | 97.932 | ||||||
| 22 | 0.154 | 0.594 | 98.526 | ||||||
| 23 | 0.122 | 0.468 | 98.994 | ||||||
| 24 | 0.103 | 0.397 | 99.391 | ||||||
| 25 | 0.097 | 0.372 | 99.763 | ||||||
| 26 | 0.062 | 0.237 | 100.000 | ||||||
| Code | Component | ||||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
| FC2 | 0.863 | 0.070 | 0.029 | 0.105 | 0.107 | −0.078 | 0.063 |
| FC1 | 0.862 | 0.121 | 0.086 | −0.012 | −0.035 | 0.168 | −0.147 |
| FD2 | 0.781 | 0.017 | 0.009 | 0.279 | −0.120 | 0.216 | −0.025 |
| FPT16 | 0.741 | 0.197 | −0.153 | 0.077 | 0.110 | 0.226 | 0.105 |
| FD10 | 0.559 | 0.104 | 0.343 | −0.023 | 0.238 | 0.172 | 0.412 |
| FC6 | 0.193 | 0.700 | −0.117 | 0.225 | 0.074 | −0.037 | 0.055 |
| FPT23 | 0.189 | 0.687 | 0.149 | −0.245 | 0.421 | 0.000 | −0.001 |
| FPT15 | 0.089 | 0.674 | 0.103 | 0.030 | 0.009 | 0.309 | 0.309 |
| FPT18 | 0.026 | 0.667 | 0.343 | 0.201 | 0.007 | 0.199 | 0.089 |
| FC7 | 0.172 | 0.592 | 0.224 | 0.309 | 0.153 | −0.002 | 0.411 |
| FPT19 | −0.017 | 0.535 | 0.222 | 0.209 | 0.422 | 0.391 | −0.072 |
| FPT20 | 0.003 | 0.521 | 0.506 | −0.002 | 0.412 | −0.018 | 0.000 |
| FPT2 | −0.140 | −0.027 | 0.833 | 0.018 | 0.072 | −0.087 | 0.030 |
| FD9 | 0.164 | 0.256 | 0.756 | 0.021 | 0.054 | 0.258 | 0.087 |
| FPT1 | 0.079 | 0.401 | 0.569 | 0.233 | 0.262 | 0.202 | 0.068 |
| FD6 | −0.086 | 0.037 | −0.019 | 0.852 | −0.193 | 0.072 | 0.109 |
| FD5 | 0.270 | 0.239 | −0.026 | 0.737 | 0.020 | 0.109 | 0.000 |
| FD7 | 0.235 | 0.174 | 0.280 | 0.697 | 0.216 | −0.115 | 0.033 |
| FPT21 | −0.006 | 0.135 | 0.099 | −0.067 | 0.801 | 0.117 | 0.074 |
| FC5 | 0.113 | 0.319 | 0.197 | 0.116 | 0.580 | 0.264 | 0.351 |
| FPT9 | 0.189 | 0.191 | 0.052 | 0.037 | 0.353 | 0.797 | 0.007 |
| FPT10 | 0.440 | 0.095 | 0.159 | 0.072 | 0.001 | 0.754 | −0.086 |
| FPT8 | −0.034 | 0.290 | 0.034 | 0.192 | 0.295 | −0.136 | 0.748 |
| FD8 | 0.328 | 0.026 | 0.506 | 0.075 | 0.028 | 0.270 | 0.620 |
| FPT6 | 0.352 | −0.039 | 0.129 | 0.442 | 0.343 | 0.256 | −0.566 |
| FPT5 | 0.324 | −0.392 | 0.051 | 0.398 | 0.355 | 0.247 | −0.410 |
| Factors | Project 1 | Project 2 | Project 3 | Project 4 | Project 5 |
|---|---|---|---|---|---|
| F1 | 3 | 2 | 3 | 4 | 4 |
| F2 | 2 | 1 | 3 | 3 | 2 |
| F3 | 4 | 4 | 3 | 2 | 2 |
| F4 | 3 | 3 | 2 | 2 | 3 |
| F5 | 4 | 2 | 2 | 4 | 4 |
| F6 | 4 | 3 | 4 | 3 | 4 |
| F7 | 4 | 5 | 2 | 2 | 3 |
| Projects | Project 1 | Project 2 | Project 3 | Project 4 | Project 5 |
|---|---|---|---|---|---|
| Types | Residential building | Residential building | Residential building | Residential building | Residential building |
| Location | Shanghai | Jinan | Nanjing | Shenzhen | Shenzhen |
| Building sq.m. (m2) | 29,726 | 38,155 | 31,233 | 30,138 | 36,217 |
| Structure system | Frame-shear wall structure | Frame-shear wall structure | Frame-shear wall structure | Frame-shear wall structure | Frame-shear wall structure |
| Completion date | 2016 | 2016 | 2016 | 2016 | 2016 |
| Housing type | 3 | 3 | 2 | 2 | 2 |
| Height (m) | 53.65 | 52.2 | 58 | 55.1 | 58 |
| No. of stories | 18.5 | 18 | 20 | 19 | 20 |
| Precast level (% by volume) | 21% | 17% | 18% | 18% | 19% |
| PC unilateral cost higher than traditional (yuan/m2) | 331 | 338 | 306 | 222 | 106 |
| PC installation cost on-site higher than traditional (yuan/m2) | 131 | 153 | 100 | 150 | 90 |
| Design cost higher than traditional (yuan/m2) | 20 | 20 | 20 | 15 | 15 |
| Construction cost higher than traditional (yuan/m3) | 381 | 467 | 372 | 316 | 213 |
| Cost Analysis of Precast Facade Component Production | |||||||
|---|---|---|---|---|---|---|---|
| Code | Components | Unit | Project 1 | Project 2 | Project 3 | Project 4 | Project 5 |
| 1 | Main material | yuan/kg | 959 | 1137 | 924 | 924 | 959 |
| 1.1 | Rebar | yuan/kg | 468 | 468 | 445 | 445 | 468 |
| 1.2 | Concrete | yuan/m3 | 235 | 256 | 223 | 223 | 235 |
| 1.3 | Embedded parts | kg | 256 | 413 | 256 | 256 | 256 |
| 2 | Auxiliary material | - | 568 | 232 | 235 | 235 | 231 |
| 2.1 | Insert material | m2 | 563 | 56 | 59 | 59 | 56 |
| 2.2 | Bonded materials | m2 | 169 | 171 | 171 | 169 | |
| 2.3 | Retarder | m2 | 6 | 7 | 5 | 5 | 6 |
| 3 | Labor | m3 | 970 | 1255 | 1045 | 1045 | 1118 |
| 4 | Others | - | 465 | 574 | 561 | 502 | 446 |
| 4.1 | Mold | yuan/kg | 265 | 276 | 295 | 236 | 236 |
| 4.2 | Steam preservation | m3 | 50 | 85 | 76 | 76 | 52 |
| 4.3 | Packing & transportation | m3 | 150 | 213 | 190 | 190 | 157 |
| 5 | Management | yuan | 96 | 448 | 152 | 162 | 110 |
| 6 | Profits | yuan | 75 | 292 | 215 | 229 | 86 |
| 7 | Tax | yuan | 436 | 669 | 492 | 527 | 462 |
| 8 | Depreciation | yuan/m3 | 100 | 0 | 190 | 190 | 100 |
| 9 | Total cost | - | 3715 | 4605 | 3829 | 3815 | 3512 |
| Cost Analysis of Precast Facade Component | |||||||
|---|---|---|---|---|---|---|---|
| Code | Components | Unit | Project 1 | Project 2 | Project 3 | Project 4 | Project 5 |
| 1 | Labor cost | yuan/m2 | 31 | 34 | 36 | 40 | 45 |
| 2 | Material cost | yuan/m2 | 20 | 19 | 30 | 32 | 32 |
| 3 | Mechanical cost | yuan/m2 | 20 | 16 | 18 | 20 | 21 |
| 4 | Others cost | - | - | - | - | - | - |
| 5 | Total | - | 156 | 233 | 180 | 187 | 133 |
| Variables | Code | Project 1 | Project 2 | Project 3 | Project 4 | Project 5 |
|---|---|---|---|---|---|---|
| x1 | FC2 | 3.298 | 2.520 | 3.122 | 4.247 | 4.404 |
| x2 | FC1 | 3.089 | 1.851 | 3.490 | 4.029 | 3.967 |
| x3 | FD2 | 3.661 | 2.735 | 3.553 | 3.869 | 4.212 |
| x4 | FPT16 | 4.090 | 2.719 | 3.841 | 4.730 | 4.898 |
| x5 | FD10 | 5.137 | 5.573 | 4.957 | 5.477 | 6.514 |
| x6 | FC6 | 2.660 | 1.606 | 2.889 | 3.384 | 2.883 |
| x7 | FPT23 | 2.763 | 1.762 | 3.424 | 4.306 | 3.942 |
| x8 | FPT15 | 4.102 | 3.845 | 4.532 | 4.227 | 4.313 |
| x9 | FPT18 | 3.784 | 3.749 | 4.497 | 3.995 | 4.166 |
| x10 | FC7 | 4.758 | 5.115 | 4.701 | 4.957 | 5.460 |
| x11 | FPT19 | 4.701 | 3.671 | 4.900 | 5.114 | 5.751 |
| x12 | FPT20 | 3.224 | 3.319 | 3.840 | 4.179 | 4.557 |
| x13 | FPT2 | 1.205 | 3.112 | 1.891 | 1.150 | 2.043 |
| x14 | FD9 | 4.035 | 4.990 | 4.885 | 4.143 | 5.064 |
| x15 | FPT1 | 4.671 | 5.001 | 5.077 | 4.910 | 5.842 |
| x16 | FD6 | 2.370 | 2.721 | 1.621 | 1.095 | 1.879 |
| x17 | FD5 | 3.942 | 3.252 | 3.398 | 3.625 | 4.226 |
| x18 | FD7 | 3.989 | 4.105 | 3.498 | 4.000 | 4.937 |
| x19 | FPT21 | 3.342 | 2.641 | 2.768 | 4.147 | 5.036 |
| x20 | FC5 | 5.571 | 5.390 | 5.040 | 5.852 | 7.042 |
| x21 | FPT9 | 5.430 | 4.019 | 5.277 | 5.324 | 6.378 |
| x22 | FPT10 | 4.804 | 3.660 | 5.073 | 4.601 | 5.405 |
| x23 | FPT8 | 3.705 | 4.855 | 2.794 | 3.452 | 4.295 |
| x24 | FD8 | 5.294 | 6.894 | 5.104 | 4.711 | 6.183 |
| x25 | FPT6 | 2.923 | 1.136 | 2.794 | 3.447 | 4.091 |
| x26 | FPT5 | 2.304 | 1.052 | 1.620 | 2.356 | 3.388 |
| Projects | Project 1 | Project 2 | Project 3 | Pject 4 | Project 5 |
|---|---|---|---|---|---|
| E | 2.78 | 2.67 | 2.75 | 2.93 | 3.36 |
| Projects | Project 1′ | Project 2′ | Project 3′ | Project 4′ | Project 5′ |
|---|---|---|---|---|---|
| Types | Residential building | Residential building | Residential building | Residential building | Residential building |
| Location | Shanghai | Jinan | Nanjing | Shenzhen | Shenzhen |
| Building sq.m. (m2) | 29,726 | 38,155 | 31,233 | 30,138 | 36,217 |
| Structure system | Frame-shear wall structure | Frame-shear wall structure | Frame-shear wall structure | Frame-shear wall structure | Frame-shear wall structure |
| Completion date | 2017 | 2017 | 2017 | 2017 | 2017 |
| Housing type | 3 | 3 | 2 | 2 | 2 |
| Height (m) | 53.65 | 52.2 | 58 | 55.1 | 58 |
| No. of stories | 18.5 | 18 | 20 | 19 | 20 |
| Precast level (% by volume) | 21% | 17% | 18% | 18% | 19% |
| PC unilateral cost higher than traditional (yuan/m2) | 289 | 315 | 270 | 213 | 96 |
| PC installation cost on-site higher than traditional (yuan/m2) | 104 | 126 | 91 | 129 | 78 |
| Design cost higher than traditional (yuan/m2) | 15 | 15 | 10 | 10 | 10 |
| Construction cost higher than traditional (yuan/m3) | 306 | 337 | 320 | 265 | 187 |
| Code | Components | Unit | Project 1′ | Project 2′ | Project 3′ | Project 4′ | Project 5′ | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Main material | yuan/kg | 959 | 27% | 2533 | 58% | 1152 | 38% | 1078 | 36% | 1190 | 51% |
| 1.1 | Rebar | yuan/kg | 468 | 13% | 445 | 10% | 468 | 15% | 468 | 16% | 445 | 19% |
| 2 | Auxiliary material | m2 | 231 | 7% | 70 | 2% | 119 | 4% | 163 | 5% | 16 | 1% |
| 3 | Labor | m3 | 1118 | 32% | 419 | 10% | 450 | 15% | 465 | 15% | 337 | 15% |
| 4 | Others | - | 446 | 13% | 369 | 8% | 635 | 21% | 589 | 20% | 526 | 23% |
| 4.1 | Mold | yuan/Kg | 236 | 7% | 201 | 4% | 296 | 10% | 265 | 9% | 245 | 11% |
| 4.2 | Steam preservation | m3 | 52 | 1% | 50 | 1% | 85 | 3% | 50 | 2% | 70 | 3% |
| 4.3 | Packing & transportation | m3 | 157 | 5% | 118 | 3% | 254 | 8% | 274 | 9% | 211 | 9% |
| 5 | Management | yuan | 110 | 3% | 455 | 10% | 189 | 6% | 265 | 5% | 104 | 4% |
| 6 | Profits | yuan | 86 | 2% | 185 | 4% | 204 | 7% | 163 | 5% | 76 | 3% |
| 7 | Tax | yuan | 462 | 13% | 323 | 7% | 160 | 5% | 150 | 5% | 73 | 3% |
| 8 | Depreciation | yuan/m3 | 100 | 3% | 0 | 0% | 120 | 4% | 130 | 4% | 0 | 0% |
| 9 | Total cost | - | 3512 | 100% | 4352 | 100% | 3028 | 100% | 3003 | 100% | 2320 | 100% |
| 10 | Saved | - | 203 | 5% | 253 | 5% | 801 | 21% | 812 | 21% | 1192 | 34% |
| Code | Components | Unit | Project 1 | Project 2 | Project 3 | Project 4 | Project 5 | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Labor cost | yuan/m2 | 26 | 16% | 30 | 12% | 33 | 8% | 38 | 5% | 43 | 4% |
| 2 | Material cost | yuan/m2 | 20 | 0% | 19 | 0% | 28 | 7% | 26 | 19% | 30 | 6% |
| 3 | Mechanical cost | yuan/m2 | 16 | 20% | 15 | 6% | 14 | 22% | 15 | 25% | 12 | 43% |
| 4 | Others cost | - | - | - | - | - | - | |||||
| 5 | Total | - | 133 | 15% | 187 | 20% | 165 | 8% | 155 | 17% | 120 | 10% |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xue, H.; Zhang, S.; Su, Y.; Wu, Z. Capital Cost Optimization for Prefabrication: A Factor Analysis Evaluation Model. Sustainability 2018, 10, 159. https://doi.org/10.3390/su10010159
Xue H, Zhang S, Su Y, Wu Z. Capital Cost Optimization for Prefabrication: A Factor Analysis Evaluation Model. Sustainability. 2018; 10(1):159. https://doi.org/10.3390/su10010159
Chicago/Turabian StyleXue, Hong, Shoujian Zhang, Yikun Su, and Zezhou Wu. 2018. "Capital Cost Optimization for Prefabrication: A Factor Analysis Evaluation Model" Sustainability 10, no. 1: 159. https://doi.org/10.3390/su10010159
APA StyleXue, H., Zhang, S., Su, Y., & Wu, Z. (2018). Capital Cost Optimization for Prefabrication: A Factor Analysis Evaluation Model. Sustainability, 10(1), 159. https://doi.org/10.3390/su10010159