Feasibility Assessment of the Use of Recycled Aggregates for Asphalt Mixtures



1
Instituto Superior Técnico, Universidade de Lisboa, Av. Rovisco Pais, 1049-001 Lisboa, Portugal
2
CERIS—Civil Engineering Research and Innovation for Sustainability, Instituto Superior Técnico, Universidade de Lisboa, Av. Rovisco Pais, 1049-001 Lisboa, Portugal
3
Instituto Superior de Engenharia de Coimbra, Instituto Politécnico de Coimbra, Rua Pedro Nunes, 3030-199 Coimbra, Portugal
*
Author to whom correspondence should be addressed.
Sustainability 2018, 10(6), 1737; https://doi.org/10.3390/su10061737
Submission received: 2 May 2018
/
Revised: 23 May 2018
/
Accepted: 23 May 2018
/
Published: 25 May 2018
(This article belongs to the Collection Sustainable Built Environment)
Abstract
:The use of recycled aggregates, manufactured from several by-products, to replace virgin aggregates in the production of pavement asphalt mixtures needs to be encouraged. Nevertheless, there are some concerns and uncertainties about the actual environmental, economic and mechanical performance resulting from the incorporation of recycled aggregates in asphalt mixtures. Therefore, this paper has the goal of discussing important features to help decision makers to select recycled aggregates as raw materials for asphalt mixtures. Based on the literature review carried out and the own previous experience of the authors, the article’s main findings reveal that incorporating some of the most common recycled aggregates into asphalt mixtures is feasible, even in a life-cycle analysis perspective. Although some specific technical operations are sometimes necessary when using recycled aggregates in asphalt mixtures, some benefits in terms of environmental impacts, energy use and costs are likely to be achieved, as well as in what concerns the mechanical performance of the asphalt mixtures.
1. Introduction
The activities of constructing and maintain highways’ pavements have a contribution to the footprint of transportation sector. In Portugal, as in many other countries, the most common pavements are flexible, with several layers formed by asphalt mixtures. These layers include different blends of aggregates (roughly 95% of weight), obtained by crushing rock extracted in quarries, and bitumen (about 5% of weight), produced in refineries as a by-product of distillation of crude oil, and, sometimes, also additives to change some specific features of the asphalt mixtures [1,2,3]. Because this refining process is related to the energy sector, the footprint issues associated to bitumen have had generally more attention than the concerns related with the aggregates and, therefore, several solutions have been proposed to reduce the environmental impact of its use [1,2,3,4].
However, rocks are a natural non-renewable raw material and they are scarce in many territories. In addition, the capacity of landfills to dispose of by-products susceptible to being used as aggregates is running out in some countries [5].
Moreover, the production of natural aggregates demands considerable energy consumption, resulting in substantial emissions and environmental impacts [5,6]. Therefore, one possible strategy to reduce the environmental impact of the exploration of natural aggregates is the use of by-products from different origins with the same role of natural rocks. This may be a recommended approach in terms of a pavement’s life-cycle assessment if, on the one hand, important environmental benefits are achieved, and, on the other hand, if performance of the asphalt mixtures produced with non-conventional recycled aggregates is comparable, or even better, to that of classic asphalt mixtures. The use of several by-products as substitutes of the aggregates in asphalt mixtures has been evaluated in different perspectives, namely aspects as production feasibility and mechanical performance [2,7,8,9,10].
This paper assesses the feasibility of using recycled aggregates as substitutes of natural aggregates to produce asphalt mixtures based on own experience and on a review of the main issues related to the use of recycled aggregates, focusing on the availability of the most common recycled aggregates for the Portuguese market, their properties and specific aspects of their production and use, the expected performance of asphalt mixtures using these recycled aggregates and the issues related to the potential benefits in terms of direct costs, emissions and energy consumption.
2. Available Materials
2.1. Natural Aggregates
In Europe, the natural aggregates to be used in the production of asphalt mixtures, namely hot mix asphalt (HMA) or warm-mix asphalt (WMA), shall be subject to a petrographic examination for general classification, according to standard EN 932-3 [11]. These aggregates must have sufficiently good characteristics so that they can meet the minimum requirements defined in the standards: EN 13043 [12], EN 933-11 [13], EN 933-1 [14], EN 933-5 [15], EN 933-9 [16], EN 1097-1 [17], EN 1097-2 [18] and EN 1744-1 [19].
In this direction, the Portuguese authorities [20] have defined the requirements for aggregates to incorporate in asphalt mixtures (for base, binder and surface courses), which are given in Table 1.
So far, it has been relatively competitive in the Portuguese market to get natural aggregates that respect these specifications. For example, in the central region of Portugal (around the capital, Lisbon, including its 3 bordering regions), there are an expressive number of quarries (50), which have availability of basalt, granite, greywacke, granodiorite and limestone aggregates (with enough good characteristics to be used in asphalt mixtures). Those quarries, with active licenses assigned by the Portuguese National Office for Energy and Geology, are distributed along that region as shown in Table 2 (updated on 9 March 2015) [29].
In addition to these quarries, there are many others whose main activities are related to the extraction and processing of ornamental rocks, but sometimes also have crushing plants to process rock debris in order to obtain aggregates for the construction industry in general.
Taking into account the geological nature of the quarries mentioned in Table 2, it is noted that a large part (42 in 50) produce aggregates only for base and binder/regulating layers. The other quarries, only 16% (8 in 50), can provide aggregates for the production of asphalt mixtures to surface layers. These limitations are related with the properties that these aggregates can offer, whose values, on average, are summarized in Table 3.
Analysing the number of licensed quarries and the main properties of three different geological natures, it is possible to verify the following reality: on the one hand, there are plenty of aggregates (limestone) for base/binder layers with good properties; on the other hand, there is a shortage of aggregates (basalt and granite) for surface layers, despite their properties being also good.
2.2. Artificial Aggregates
The incorporation of industrial by-products, so-called artificial aggregates, and their performance when used in pavements, has been described in several technical documents, namely treating their characterisation and applicability for several types of asphalt mixtures [7,30,31,32].
Artificial aggregates come from the modification of materials, subjected to processes that may involve physical and/or chemical changes, being the most commonly used the electric arc furnace steel slag (EAFS). Other artificial aggregates may be used in asphalt mixtures, like fly ash or by-products from metal ore refining processes but only on a small scale in Portugal.
The overall quality of artificial aggregates, with the purpose of being used in asphalt mixtures, should be evaluated taking into account the key requirements related to: (a) cleanliness, size and grading; (b) strength (hardness); (c) durability; (d) particle shape; (e) texture and angularity; (f) water absorption; (g) affinity aggregate/bitumen.
This kind of aggregates may substitute natural aggregates due to their scarcity in some regions and give a significant contribution to the circular economy by reducing raw material production and consumption.
2.2.1. Electric Arc Furnace Steel Slag (EAFS)
Aggregates obtained from the rejected slags in the production of steel, being previously processed for its reuse, can be incorporated into asphalt mixtures [7,10,33,34].
This by-product, in which oxides (calcium, magnesium and aluminium) represent more than 90% of its weight, is obtained from one of the following three sources [7]: Blast Furnace—liquid slag that solidifies by granulating under sudden cooling when thrown in a water tank, or by slow cooling (if exposed only to the air), or by a mix process that uses air and water (thus giving rise to a slag cluster); Electric Arc Furnace (such as those currently operating in Portugal—in Seixal and Maia, with a production together of more than 1.4 million tons of slag between 2007 and 2011—slag resulting from the melting of metallic scrap (caused by the electric arc produced between two graphite electrodes) that can be used after removing the metallic elements included in the initial slag; Mixed Slag—consisting essentially of oxides resulting from the injection of pure oxygen into the liquid pig iron from the first smelter coming from the blast furnace (they may be mixed with the blast furnace source for slag).
In what concerns to its mineralogical composition, substances such as Wustite [Fe0.965O], Calcium Silicate [Ca2SiO4] and Gehlenite [Ca2(Al2SiO7)] can be found, for example, in slag produced at the Seixal Siderurgy [35]. In addition to Wustite [Fe0.965O], other substances can be found in the slag processed at the other Portuguese siderurgy (Maia): Hematite [Fe2O3], Kirschsteinite [Ca(FeO0.69Mg0.31)SiO4] and Akermanite [Ca2Mg(Ca2MgSi2O7)] [36].
On average, the production of a tonne of steel results in about 110 to 150 kg of black slag (potentially reusable in earthworks, other geotechnical works and pavements), as well as 20 to 30 kg of white slag, which contains very high levels of lime and, therefore, they are not reusable in this type of applications) [37].
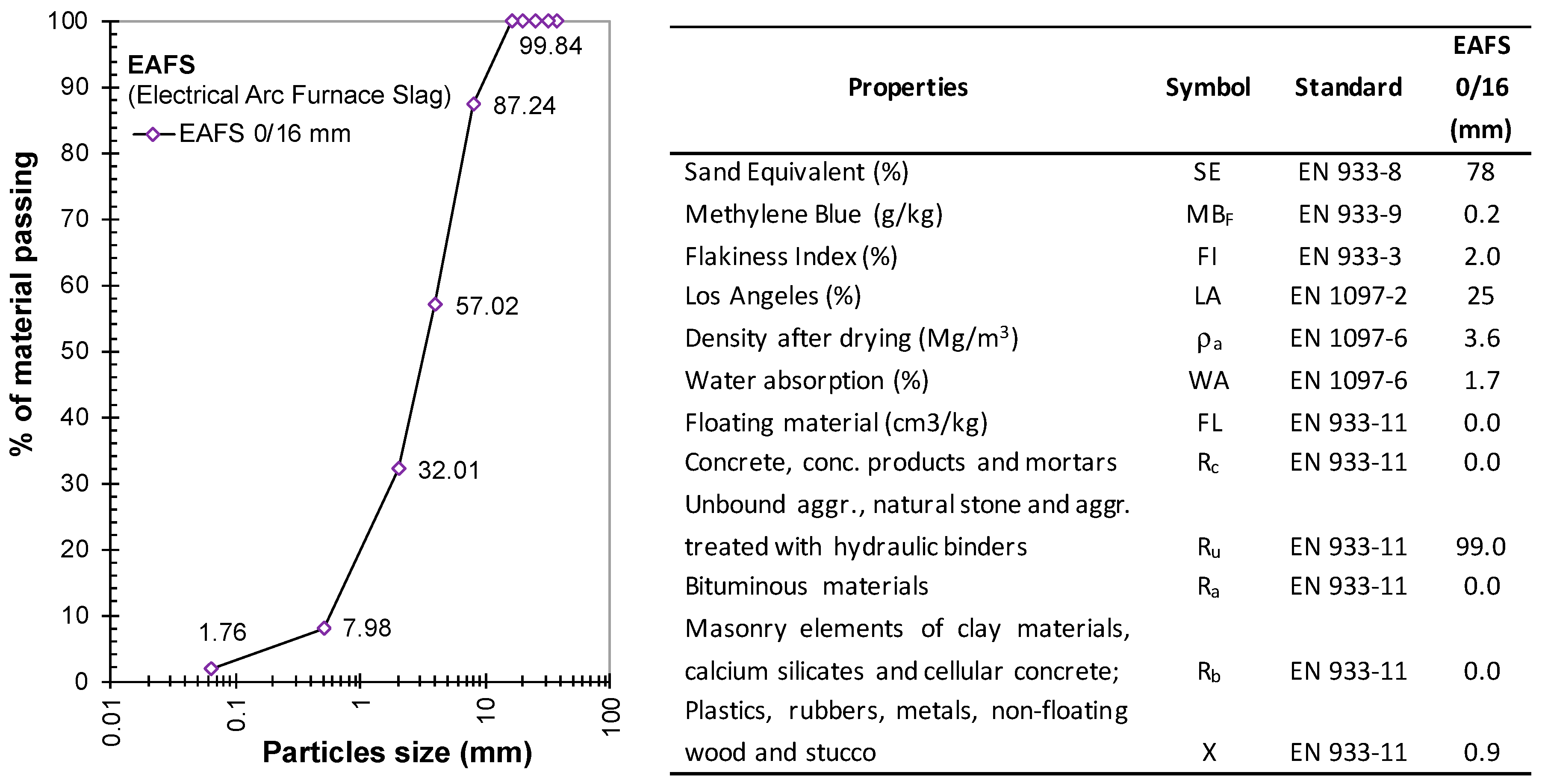
About the properties, EAFS may have significant variations for its grade. For asphalt mixtures the most usual fraction is 0/16 or 0/20 mm. The density (due to its origin) and the water absorption (it can be more than 10%) of EAFS are high, showing an important appetence for binder consumption, much more than a natural aggregate used for the same purpose. These limitations usually exclude the coarser fraction of the slag (above 16 or 20 mm) which presents higher absorptions).
The use of EAFS in asphalt mixtures has been profoundly studied by different authors [10,30,33,34,37,38,39,40,41,42], aiming to define the better framework to use this artificial aggregate, in general available in large quantities but with some variability for some key properties, as described.
Typically, the results obtained in the asphalt mixtures tested, produced and laid down with EAFS were satisfactory, namely, in skid resistance [43,44], stiffness [38,39], and permanent deformation [38].
These attractive facts have already led to the use of EAFS aggregates even in WMA [30,31,38,39,41,42,45] in stone mastic asphalt (SMA) [33,46,47] and both SMA-WMA mixtures having also exhibited fair performances.
When incorporated in asphalt mixtures to be used in surface layers, this artificial aggregate may lead to a reduction in the number of accidents due to a higher skid resistance on the pavement, thanks to its rough micro-texture [43].
Figure 1 shows an example of EAFS grading curve and its respective characteristics. These characteristics came from the authors on-going consultancy work for the manager of EAFS in Portugal.
2.2.2. Other Artificial Aggregates
2.3. Recycled Aggregates (with or without Binders)
Although more than 140 million tons per year of construction and demolition waste (CDW) have been produced in recent years in the US and over 970 million tons per year in Europe [51], only 30 to 40% are potentially reused in pavements [52].
With the aim of achieving the objectives for an effective circular economy, many countries are implementing some instruments, mechanisms and strategies to favour the reuse of materials (for example, the construction and demolition waste, CDW), in order to reduce the extraction of raw materials, resulting in less environmental pressure.
Many countries have already in place their own legislation on the CDW management, ensuring the implementation of policies to reduce, recycle and reuse waste and cover all operators, as well as the producers and holders of waste. In Portugal, for instance, this process is legally regulated since 2008 but, according to the administration’s technical specifications, CDW listed in Chapter 17 of the European Waste List (Ordinance N. 209/2004) can be processed and applied only in unbound granular layers. Although in Portugal there is a clear orientation for the incorporation of CDW in the production of building materials (resolution issued by the Portuguese Council of Ministers N. 190-A/2017, December 11th), with a target of 70% for waste reuse and recycling, there is yet a lack of regularity regarding the use of recycled aggregates or their disposal in landfill in the Portuguese territory.
As concluded in the “Final Report Summary” of the “IRCOW (Innovative Strategies for High-Grade Material Recovery from CDW)” project [53], the main reasons that have led many European public authorities to pay more attention to this problem are the following: (a) CDW is an important source of waste in the EU and can be re-used or recycled; (b) there is a Directive since 2008 (Dir. 2008/98/EC), which indicates a target of 70% by 2020 for the reuse of these materials; (c) recycling and reusing of CDW contributes to save natural resources, energy and may be cheaper than using natural aggregates.
Another good effort to encourage the reuse of recycled aggregates was given by the “DIRECT-MAT (Techniques of demolition and recycling of road materials)” project, developed between 2009 and 2011 with the involvement of 20 partners from 15 European countries [54].
Nowadays, the main concepts involved in the comprehensive process of waste management should prioritize strategies that favour the implementation of the most recent 7 R’s rule: Rethink, Redesign, Reuse, Repair, Remanufacture, Recycle and Recover [55]. However, a risk assessment must be carried out when re-using waste materials in asphalt mixtures, targeting: (a) the type of waste; (b) mechanical risks; chemical/physical risks; (c) the lifecycle public health risks; (d) environmental risks [50].
The incorporation of recycled aggregates in asphalt mixtures or in other type of layers for pavements, or even in other type of works, has also been recently described in several articles and technical documents [2,7,30,31,32,48,56].
A good way to contribute to the accomplishment of the aforementioned goals is to reuse reclaimed asphalt pavement (RAP) and recycled concrete aggregates (RCA) in asphalt mixtures.
2.3.1. Reclaimed Asphalt Pavement (RAP)
The use of RAP in asphalt mixtures offers a number of economic and environmental benefits already described for other reusing types, despite the fact that some gas emission types could have an increase [57], especially if pre-heating of RAP is used when fabricating HMA, in order to achieve a high rate of incorporation. This is irrelevant when the incorporation is made in the cold state (less rate of incorporation however) and if WMA is the asphalt mixture being produced.
The efforts to materialize the reuse of RAP come from 20 to 30 years ago. The tendency is trying to increase the incorporation rate of RAP in asphalt mixtures. The use of RAP in rates around 35% is frequent, as is reported in several studies [8,58,59], but there is a tendency to increase this percentage up to 100% [60,61,62].
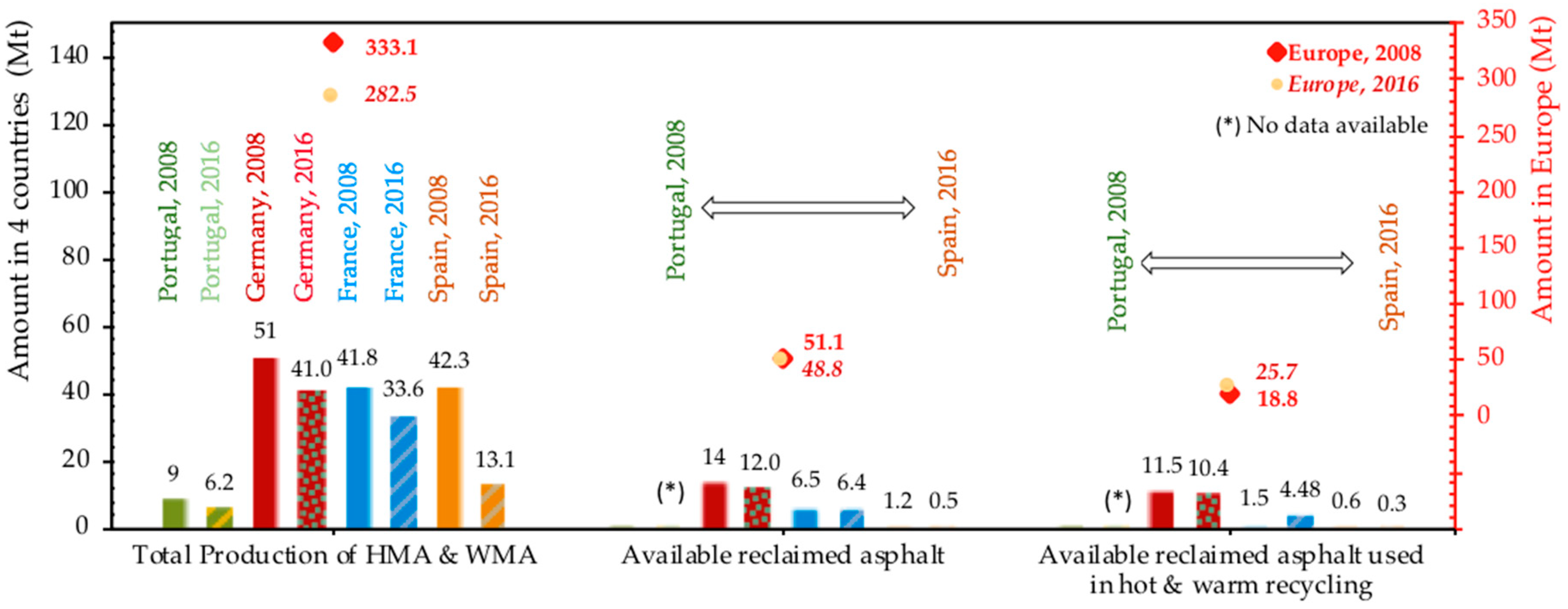
In Europe, the numbers of the available RAP used in hot and warm recycling changed only slightly in recent years, despite the production of asphalt mixtures have had a reduction, as can be seen in Figure 2. This figure shows the masses (in Mt) of the oldest [63] and most recent [64] known figures about the total production of HMA and WMA in Portugal, in Spain, in the country with higher production (Germany) and in a country in the intermediate level (France). The amount of the available RAP and its use in asphalt mixtures for these countries and in Europe are also indicated.
Regarding the characterization of RAP samples, it must be taken into account that they can have significant variations, depending on the origin of the materials recovered. Therefore, it is essential to separate and identify the various lots according to their origin in order to obtain homogeneous materials, which may be more suitable for future reuse [37].
The properties of the asphalt mixture’s new binder ( and/or ), which include RAP, can be found by applying the European standard EN 13108-1 [65] according to Equation (1) or Equation (2) (adapted from EN 13108-1).
or:
where:
- pi—Percentage of: the “final mix”, “old bitumen” or “new bitumen” (i = mix, o, n);
- mix, o, n—Indices, i, for: “mix of bitumens”, “old bitumen” or “new bitumen”, respectively;
- —Bitumen penetration @ 25 °C (i = mix, o, n);
- —Softening point, ring & ball test (i = mix, o, n).
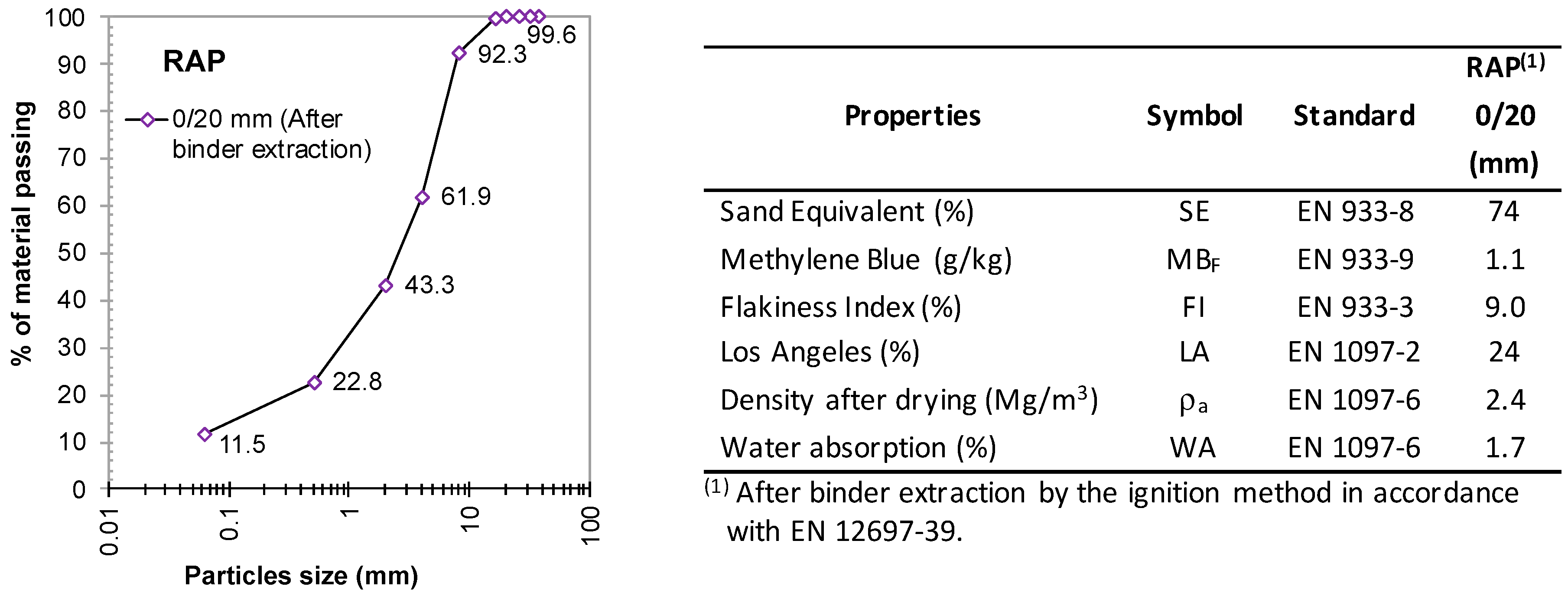
The characterization of RAP can be done according to the EAPA recommendations [66], determining: the percentage of residual binder (EN 12697-1 [67]), its penetration at 25 °C (EN 1426 [68]), ring and ball softening temperature (EN 1427 [69]) and viscosity (EN 12596 [70]), before and after the bitumen extraction, as well as the aggregate’s gradation. The standard EN 13108-8 [71], may also be needed, in particular for the foreign matter content, determined in accordance with EN 12697-42 [72].
Figure 3 shows an example of RAP grading curve and its properties after bitumen extraction coming from the authors’ activities.
2.3.2. Recycled Concrete Aggregate (RCA)
There is a particular class of CDW obtained from demolished structures of concrete or reinforced concrete that allows a crushed RCA with enough quality for the use in the production of HMA [9,73,74,75] or even in WMA [7,76] despite the water absorption of this type of aggregates [7,77] and some stripping propensity of the asphalt mixture made with RCA [9]. In Europe, these types of aggregates must have sufficiently good characteristics to fulfil the minimum requirements defined in the standards: EN 13043 [12], EN 933-11 [13], EN 12457-4 [78], EN 933-1 [14], EN 933-5 [15], EN 933-9 [16], EN 1097-1 [17], EN 1097-2 [18] and EN 1744-1 [19].
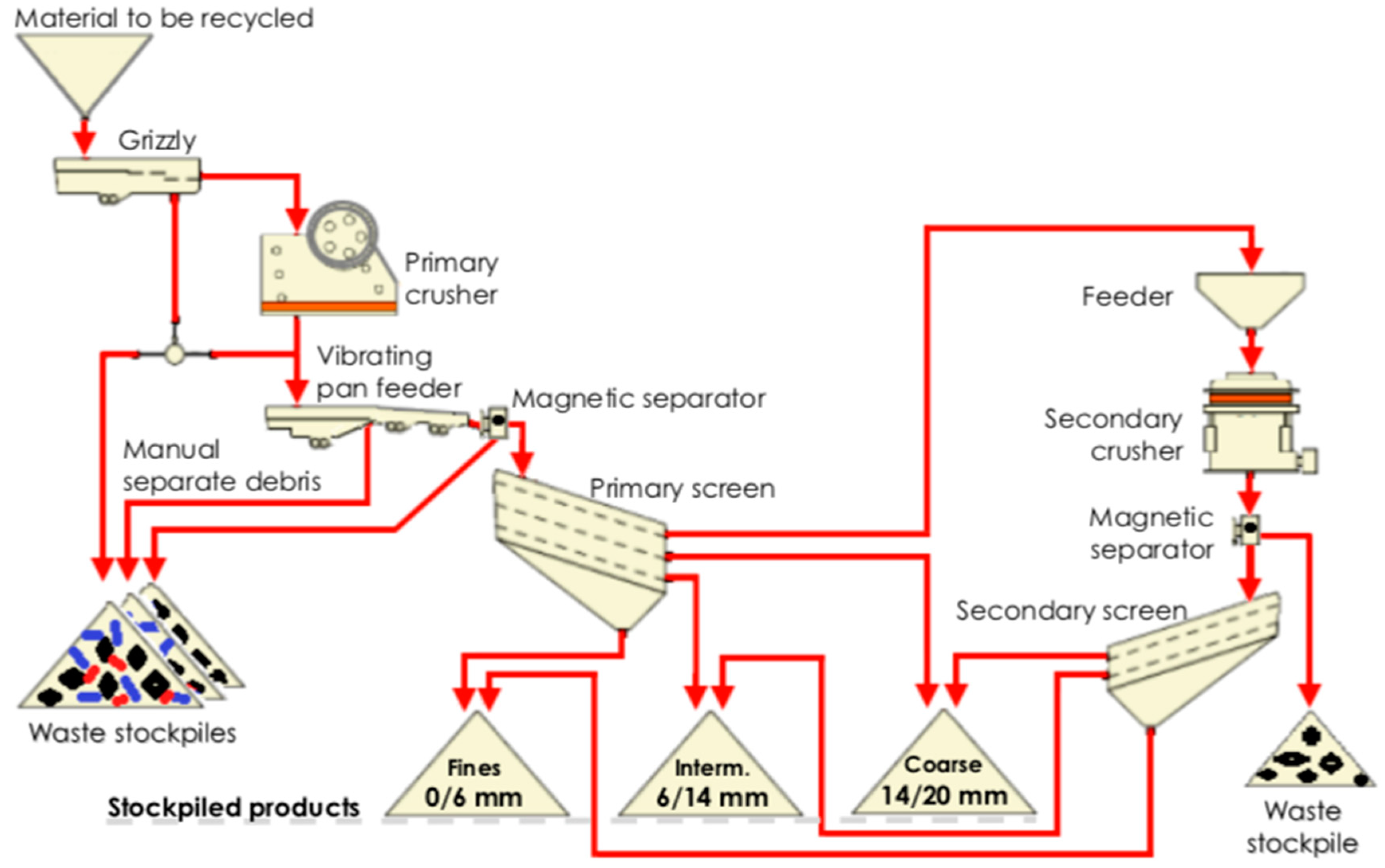
The compliance with these standards can be facilitated by a correct sorting and by using suitable crushing and screening equipment. Figure 4 presents an example of an aggregates recycling installation, appropriate for RCA processing.
At a full processing facility, as the one identified in Figure 4, particular attention should be given to screening and pre-removal of debris (before and after primary crushing—jaw crusher). It is then essential to re-crush the coarser fraction (from that obtained in the primary crusher) by using a secondary impactor crusher. This procedure improves the shape index and the final quality of the resulting aggregates, which can thus be used in almost all domains of civil engineering.
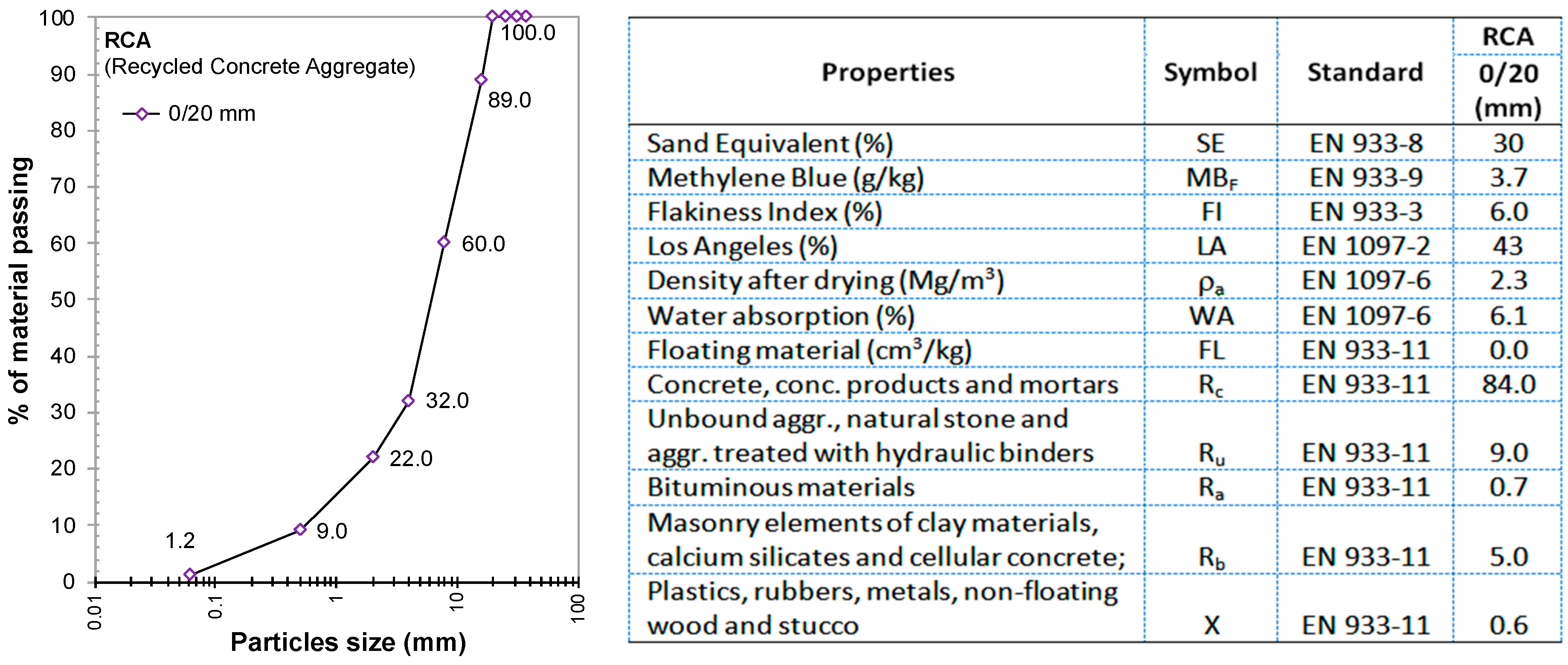
The RCA used in asphalt mixtures generally has a range size for the grade of 0/20 mm. Figure 5 shows an example of RCA grading curve and its respective characteristics. This also came from the authors’ activities.
2.3.3. Other Recycled Aggregates
As reported by EAPA [50], there are some other recycled aggregates likely to be used in asphalt mixtures, for example: (a) Recycled glass and plastic; (b) Recovered roofing membranes and shingles; (c) Spent catalyst fines.
Poulikakos et al. [49] also mentioned several alternatives that can be reused, namely, different types of plastics and Silvestre et al. [32] pointed out another possibility in the design of open graded surface layers with recycled ceramic aggregates obtained from tile industry for medium-low volume roads.
2.4. Binders
At the moment, there are several binders available in the markets, which seek to respond to the most demanding requests, namely, those arising from adverse climates, aggressive traffic and difficult orography. The increased demands on bitumen performance have led to the improvement of its rheological properties by the addition of various types of modifying agents. The relevant information about bitumen and some products used to improve different properties of the final blends is beyond the scope of this paper but they can be found in several references [79,80,81,82,83].
3. Use of Sustainable Aggregates in Asphalt Mixtures, their Performance and Costs
3.1. Specificities in the Use of non-Traditional Aggregates
In general, the technical community has some concerns regarding performance of non-traditional aggregates as constituents of asphalt mixtures. Moreover, particularly in territories where there is abundance of natural aggregates and, consequently, the cost of natural aggregates is moderate, there are also concerns about the possible increasing of the production costs of non-traditional aggregates in comparison with the costs of natural aggregates.
Although the aggregates should be selected according to the desired characteristics of asphalt concrete, it must be emphasized that the acceptance thresholds generally indicated in the aggregates’ specifications issued by the administrations of transport infrastructures may constitute an obstruction to the use of non-traditional aggregates. This may happen because the fulfilment of prescription-based requirements is likely to result in (an undesirable) rejection of most non-traditional aggregates.
A prescriptive approach considers that a specific aggregate material will behave satisfactorily as constituent of a specific bituminous mixture if, for instance, it fulfils some physical, geometric or chemical requirements previously evaluated in the aggregate alone. If a performance-based approach was followed to select the aggregates, the accept/reject criteria would be verified based on the mechanical and/or functional performance achieved by the asphalt mixture. There is, therefore, a great margin of progression of the principles behind the way requirements of non-traditional aggregates are established.
In Portugal, LNEC, the Portuguese National Laboratory of Civil Engineering, has published a guide for the production of recycled HMA [84] providing some guidelines on the use of the recycled aggregates. The recommendations consider some aspects on the limit of presence of strange materials, particle size distribution, limit of water content, maximum rate of incorporation of recovered material (from 10 to 50%), among others. Despite these rules have been published, different studies and applications may support the use of RAP in asphalt mixtures in a different way, aiming to increase the achieved level of material recycling. This will be discussed in the next sections aiming the incorporation of own and elsewhere experiences.
3.2. Mechanical Performance of Asphalt Mixtures with Non-Traditional Aggregates
Being concerned with the durability of pavements and road network quality, the administrations look for solutions of asphalt mixtures with potential to meet those requirements. They aspire to providing the road the adequate functional features, such as ride quality, skid resistance and low noise emissions, as well as satisfactory mechanical performance, this being achieved through appropriate stiffness of the asphalt mixtures, good resistance to cracking, rutting and water damage.
Although more attention is usually paid to bitumen, seen as the key factor of the expected mechanical behaviour of the asphalt mixtures, the truth is, apart from the bitumen, the observed performance depends on the aggregate and the interaction between the aggregate and the binder. Consequently, this section focuses on the performance tendencies achieved when non-traditional aggregates are used in bituminous mixtures as partial substitutes of natural aggregates. Most of the available outcomes are from laboratory studies, which consisted of submitting specimens produced in laboratory or collect from experimental pavement sections to performance tests. Even though, the knowledge accumulated up to now reveals a promising evolution of using different sources of recycled aggregates to incorporate into asphalt mixtures (HMA or WMA).
3.2.1. Asphalt Mixtures with RAP
Based on the American long-term pavement performance program (LTPP) database, which considers roughly 15 years of data records, the authors participated in a study to evaluate the influence of using RAP in asphalt mixtures on the evolution of pavement conditions, when the mixes are applied in pavements rehabilitation [85]. Because there was some lack of information in the database, it did not allow derivation of definitive conclusions. Nevertheless, a statistical analysis carried out allowed verifying a favourable contribution to pavement performance in terms of ride quality and rutting resistance. In what concerns cracking, considering the climatic conditions and the levels of traffic observed, the contribution of RAP in the asphalt mixtures applied to reinforce pavements was unfavourable.
Apart from that study, some others have evaluated the use of RAP to produce asphalt mixtures [58,60,61,62,86,87]. The available information allows drawing general tendencies about the expected performance and, thus, emphasises the relevance of recycling RAP in new asphalt mixtures.
The authors can declare, based on their own previous experience, that up to 40% of RAP (by total weight) can be incorporated in the production process in a conventional batch plant just by premixing RAP and new aggregates 20 s before adding the new binder [86,87]. Adding RAP in a plant allow a better control of the process, increasing the level of confidence on expected properties of the final blend and allowing a mechanical performance comparable to that of similar mixtures produced without RAP [2,8,59].
The most common mechanical properties of hot-mix asphalt with RAP, e.g., stiffness, resistance to fatigue cracking and rutting, tend to be better or at least equal to the characteristics of a traditional mixture [8,59,88].
Consequently, if feasible standards are developed, the industry and the highways’ administrations could considerably increase the use of RAP to produce asphalt mixtures [59].
In the case of WMA with up to 35% of RAP, the use of additives to lower the handling temperature is an additional source of variability of mechanical performance results. Nevertheless, the studies carried out [2,89] also reveal that mechanical performance of WMA with RAP is suitable, enlarging the possibilities of using RAP in asphalt mixtures.
3.2.2. Asphalt Mixtures with RCA
The cement mortar present in RCA around the coarser natural aggregates is porous. Moreover, fine particles of RCA have much more voids than coarse aggregates. As a consequence, RCA have usually high porosity and water absorption [77,91] as stated before. This has been reported as the main reason to increase bitumen content in asphalt concrete (AC) to compensate the binder absorption [77,91]. Because RCA fractions have a considerable percentage of angular and rough textured particles, Marshall stability tend to increase, and Marshall flow tend to decrease [74,77,91].
In what concerns water sensitivity of the asphalt concrete, the substitution of part of the aggregates by RCA generally has a negative contribution [9,74,77,91,92,93]. The opposite tends to occur mainly if RCA is used as the fine fraction [9,94], particularly if the blends are submitted to heat to induce some ageing [95].
RCA usually contribute to improve the resistance to permanent deformation of asphalt concrete [9,74,77,91,92,93,94,95] but the literature [9] also mentions that permanent deformation can decrease when a higher percentage of RCA requires more bitumen and when fine fractions of RCA are incorporated together with coarser particles.
In what concerns resistance to fatigue cracking of hot mix asphalt the use of RCA tends to contribute to reduce the observed performance [96]. That tendency was not observed in several studies referred to by Pasandín & Pérez [9], in which RCA improved resistance to fatigue.
The authors have also studied the effect of using RCA in warm-mix asphalt mixtures (WMA) [7], produced with temperature reduction allowable by the use of additives in the form of pellets, such as organic waxes or surfactants. The effect on the mechanical performance of WMA by incorporating RCA as aggregates (Table 5) was slightly different from the aforementioned outcome for hot-mix asphalt. Particularly, the combination of RCA and wax in the same blends achieved very good results. On the contrary, the use of RCA and the specific surfactant applied led to weak results in what concerns resistance to permanent deformation.
3.2.3. Asphalt Mixtures with EAFS
When EAFS is incorporated in asphalt mixtures as part of the natural aggregates the general mechanical performance of the produced hot asphalt mixtures tends to improve. This generally happens in what concerns Marshall stability, indirect tensile strength, stiffness modulus, resistance to fatigue cracking and resistance to rutting. Since the roughness of steel slag is high, an improved adhesion between the binder film and the aggregate is usually achieved [97]. A better interlock between aggregate particles is also reported to contribute to a better behaviour of asphalt mixture [97]. The specific features of EAFS allow an improved resistance to heavy loads and shear stress [10]. Although the best results have been achieved with incorporation of up to 30% of EAFS, a number of successful cases with higher levels of EAFS have been reported [10].
Resistance to water seems to be an area in which the results are not consistent. Some authors [98] have obtained higher resistance to water in asphalt mixtures with coarse and fine EAFS aggregates. A thicker bitumen film involves the aggregates of EAFS because a higher binder content is generally used, and the improved aggregate-binder adhesion are the explanation for the enhanced performance achieved. Other authors [42] have observed higher water sensitivity in WMA with coarse slag aggregates in comparison with identical mixtures with limestone aggregates. A worse affinity of the EAFS with the binder than that of limestone aggregate was reported in that study to explain the reduction of resistance to water.
Taking into consideration the results available in the literature and the own experience of the authors, Table 6 reviews the typical performance of asphalt mixtures in which part of natural aggregates were substituted by EAFS. Specific discussion on the mechanical behaviour can be found elsewhere [7,10,90].
3.2.4. Asphalt Mixtures with Other Types of Non-Conventional Aggregates
As abovementioned, other non-conventional aggregates have been used to produce asphalt mixtures but the level of use is secondary as compared to the other aforementioned by-products.
The addition of recycled brick powders as filler, for instance, has been reported in the literature [99]. In comparison with similar blends with limestone filler, the asphalt mixtures with recycled brick filler demonstrated in laboratory tests enhanced resistance to rutting and fatigue, as well as lower water sensitivity [99]. The substitution of up to 30% by weight of the asphalt mixture with recycled ceramic wastes from tiles industry in HMA was reported to be reasonable for binder course performance requirements for medium-low volume roads [32].
Several authors, mentioned by [49] have studied the use of polyethylene terephthalate (PET), a thermoplastic polymer resin of polyester, typically used in plastic bottles, to substitute aggregates in HMA. PET has been tested in the form of granules sizes (from 1.2 mm to 2.4 mm) to replace up to 25% by weight of the asphalt mixture [100]. Generally speaking, the preliminary uses of PET as aggregates allowed an increase of stiffness and fatigue resistance [101] of the asphalt mixtures, as well as an improved resistance to permanent deformation [102,103].
Other types of plastic wastes, such as PEX—cross-linked polyethylene—were used as partial substitutes of aggregates and binder modifier [104]. Although resistance to permanent deformation was better in the asphalt mixtures with PEX, resistance to water and resistance to fatigue were not improved with the introduction of 5% by volume of the asphalt mixture, despite the stiffness has increased.
Glass was also evaluated as aggregate substitute in asphalt mixtures [105,106]. In some cases, it was used in the form of powder or fibres. Because the particles of glass are usually flat and elongated they are likely to difficult compaction of the mixtures. Also, some stripping problems have been reported for asphalt mixtures with glass wastes but the simultaneous adding of hydrated lime as anti-stripping agent can overcome the problem [107]. According to Huang et al. [107], although satisfactory performance was observed for asphalt pavements containing from 10 to 15% of crushed glass in surface course mixtures, higher content of glass and particles larger than 4.75 mm are considered more suitable for binder and base layers.
3.3. Direct Costs
Direct costs associated to the use of recycled aggregates are just a small part of all the costs related to the incorporation of non-conventional aggregates in asphalt mixtures. In fact, if the evaluation of costs takes all the funds expended in the life-cycle of asphalt mixtures into account, the costs incurred with manufacturing, operation and end-of-life may be considerably higher [108]. The perspective of life-cycle cost (LCC) is more useful to the highways administrations as they are managing the infrastructure throughout its life span. Apart from the administration costs, LCC analysis has been increasingly considering the stakeholders standpoint by including the user costs and the environmental costs [109].
However, in the viewpoint of contractors, direct costs are a crucial variable because they are one of the most important topics of analysis to support the decision of using recycled aggregates to produce asphalt mixtures. Despite this, the attractiveness of recycled aggregates to the contractors will depend on two main factors: the costs of the raw material itself as well as the production costs of the asphalt mixtures with recycled aggregates; and the durability and in-service performance of the resulting asphalt layer throughout the contract’s warranty period.
In view of the above, direct costs of typical asphalt mixtures, with and without recycled aggregates, were determined to assess the expected influence of incorporating of EAFS, RAP or RCA as non-conventional aggregates. The analysis was carried out for the Portuguese reality, including average purchase costs of raw materials, equipment costs, labour costs and the common margins considered in public works. Table 7 summarises de computation of average direct costs of asphalt mixtures produced with the constituents shown in the table. Some assumptions were included in these simulations in what concerns transport, for instance. It was assumed that the aggregate transport costs (from the quarries or processing facilities to the asphalt plants) were those corresponding to an average transport distance of 20 km.
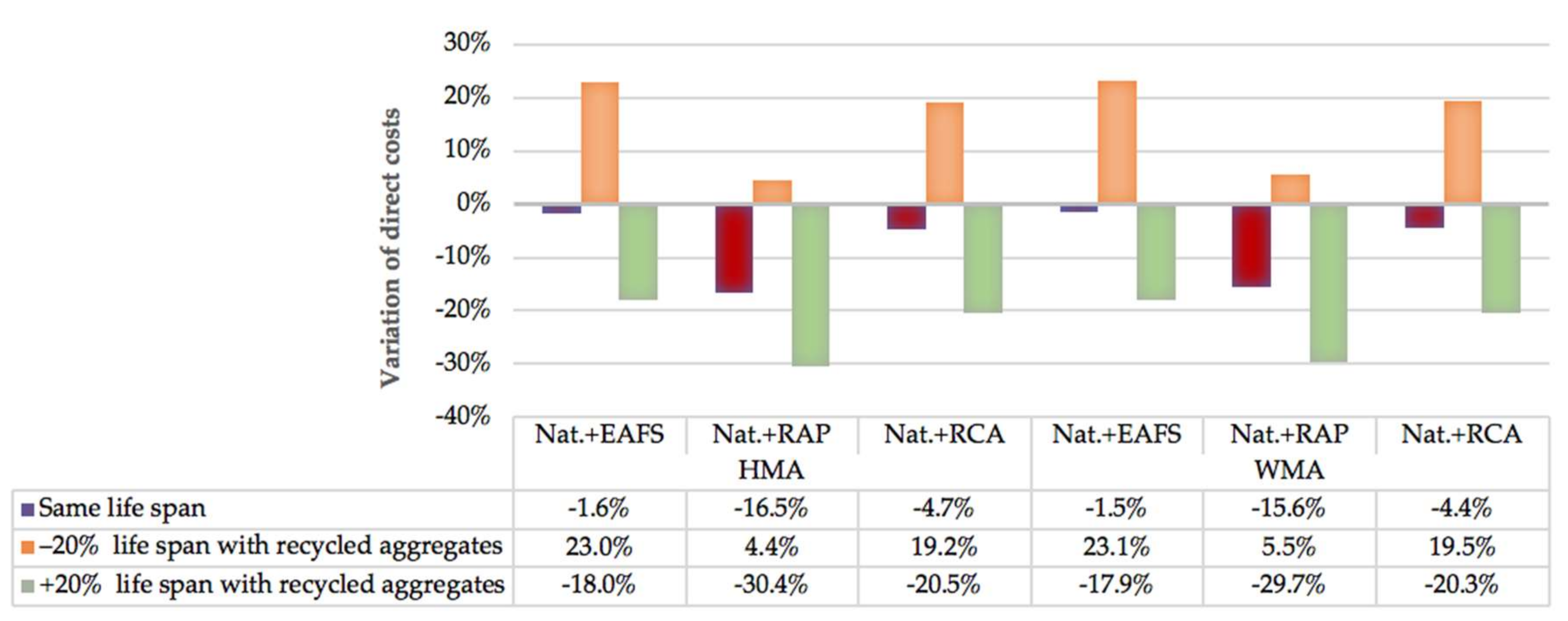
The results allow to conclude that for both HMA and WMA the blends produced with roughly 35% of recycled aggregates by weight of the aggregates’ blend have lower direct costs than similar blends manufactured with conventional virgin aggregates. In the case of HMA the costs may reduce from 1.6 to 16.3% (RAP), while for WMA the costs may decrease from 1.5 to 15.6%. The highest decreases in direct costs were obtained for RAP because the recovered binder from RAP also contributes to reduce the use of new bitumen.
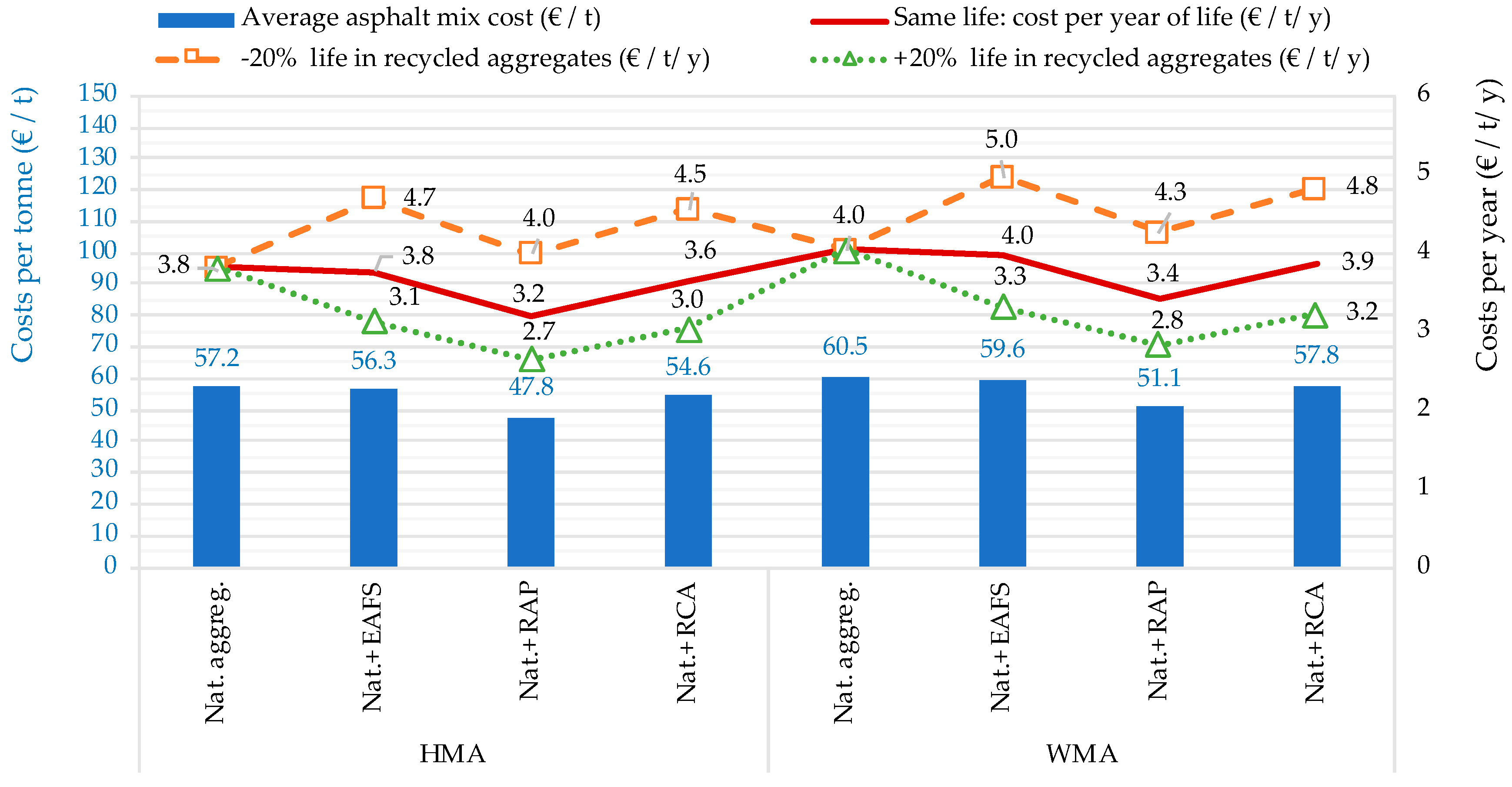
Another important question related with direct costs is the durability of the in-service asphalt layers. Based on the information reported by EAPA [110], the authors considered a life span of 15 years for the HMA and WMA. This durability of the asphalt mixtures was used to calculate the direct costs per year of in-service life. Since there is some uncertainty on the in-service life of asphalt layers, particularly in the case of blends with recycled aggregates, an additional analysis was carried out in which a variation a ±20% of in-service life of blends with recycled aggregates was considered. Figure 6 presents the obtained direct costs for the three scenarios of analysis, and Figure 7 shows the corresponding variation of annual costs in comparison to those of blends without recycled aggregates. All the costs correspond to the present value, not having included any type of discount factor.
As the results show, the reduction of the annual direct costs considerably depends on the in-service material’s life span. If the mechanical performance of the asphalt mixtures produced with recycled aggregates is somehow lower than that of conventional asphalt mixtures, the benefits in direct costs can be eliminated. Nevertheless, as aforementioned, the general expectations on the mechanical performance and, hence, the life span of asphalt mixtures with recycled aggregates are similar of those of comparable conventional asphalt mixtures. Therefore, the use of recycled aggregates in real pavements must be increased to allow systematic observation of in-service durability of asphalt mixtures with that type of aggregates. It must be also emphasized that other costs, such as those related with energy consumption and emissions, have also a crucial significance in terms of analysis of life-cycle analysis and are of major relevance to support the decisions of using recycled aggregates as constituents of asphalt mixtures.
4. Issues Related with Energy Consumption and Emissions
This section intends to emphasize the issues related to energy spent and emissions specifically connected to the use of non-conventional aggregates as compared to virgin aggregates.
Some authors [6] state that, from a standpoint of greenhouse gas emissions throughout the entire life cycle of pavements, the benefits of using recycled non-conventional aggregates can be reduced if the recycled raw materials must be transported from long distances, or if performance achieved by the materials is worse than that of conventional materials. In the study carried out by [5] the transport of aggregates was found to have the highest impact and energy consumption in an analysis from cradle to site.
In general, energy use and emissions in a life-cycle assessment (LCA) is based on a cradle to grave analysis [6,111]. This LCA may be organised in five parts, such as proposed by Thives and Ghisi [112]: 1—raw materials and production; 2—construction; 3—use; 4—maintenance; 5—end-of-life. The incorporation of recycled aggregates in asphalt mixtures is likely to result in certain benefits in phases 1 and 2, since for recycled aggregates the extraction and crushing operations are partially eliminated, the transport distance is potentially shortened, and the use of a non-renewable resource is reduced. Also, some impacts of landfilling are avoided in phase 5 for recycled aggregates [5,113]. If non-conventional recycled aggregates improve mechanical performance of the asphalt mixtures, some environmental benefits can also be expected in phase 4, as less maintenance operations will be necessary. Nevertheless, the opposite will occur if the evolution of pathologies is earlier in asphalt layers with recycled aggregates and, thus, the frequency of maintenance actions is higher [5,114].
Detailed results of energy consumption, GHG’s emissions and environmental damage assessment can be found elsewhere [5,114]. This section focuses on the general tendencies, allowing it to illustrate the environmental advantages of using recycled aggregates as constituents of asphalt mixtures.
The production of asphalt mixtures whose constituents need to be dried and heated is responsible for the most part of energy consumption and emissions, which result from the fuel spent in the burners installed in the plants’ dryers [112]. The emissions released during the heating phase of the aggregate consist mainly of water steam from the aggregate moisture, products of combustion (CO2, NOx, SOx), CO and low volumes of organic compounds [112,115].
The energy involved in the production process of asphalt mixtures and, consequently, the greenhouse gas emissions (GHG), greatly depend on the moisture content of the aggregates at the moment they are introduced into the production flow. Thives and Ghisi [112] stated that a 2% reduction of aggregate moisture can represent a decrease of 8.7 kWh and 2.02 kg CO2 per ton of asphalt mixture. Another study conducted in WMA [52] concluded that every 1% rise of the aggregate water content implies spending more 10% of fuel. This can be achieved just by protecting the aggregates’ stockpiles from rainwater. Additionally, according to a preliminary study described in the literature [112,116], the use of a specific process involving solar aggregate stockpiles (stock conditions with an external thermal insulation shell) will allow preheating the aggregate and, hence, reducing its moisture content without energy consumption.
Since RAP includes aged bitumen, when HMA with RAP (typically up to 40%) is produced in a conventional batch plant, the process requires a higher spent of energy to heat the components in order to achieve suitable workability conditions [8]. The literature [112] indicates more 25% of energy usage in plant and in compaction for HMA with 20% of RAP incorporation. The use of 40% of RAP in WMA has revealed a reduction of about 10% in energy consumption in comparison to conventional HMA without RAP [112].
In some territories the needed natural aggregates are not available and, therefore, it is necessary to transport large amounts of manufactured aggregates from distant quarries to the construction sites. In fact, average emission values of 0.185 kg CO2 eq./ton.km are mentioned in the literature for a heavy lorry [117] and, therefore, this transport circumstances easily increase the emissions associated with the production phase of asphalt mixtures. This kind of scenario is likely to increase attractiveness of using recycled aggregates available at shorter distances of the construction place, and if environmental policies consider some measures to penalise disposal in landfills or the use of non-renewable raw materials instead of recycled constituents.
According to the literature, the production and transport of recycled aggregates instead of virgin crushed rock, lead to considerable reduction of environmental impacts and energy consumption. Based on LCA results, [5], for instance, obtained roughly 49 to 51% reduction of in environmental impacts (human health, ecosystem quality, climate change and resources) if aggregates from CDW are produced instead of virgin aggregates. They also concluded that 185 MJ of non-renewable energy can be saved and a reduction on 14 kg CO2 eq can be achieved.
Moreover, as calculated by Ferreira et al. [118] an environmental benefit of around 10% associated with the use of recycled aggregates can be achieved if slag is used instead of virgin aggregates.
5. Summary and Conclusions
Natural rocks are non-renewable raw materials used in large scale in asphalt mixtures. Moreover, the extraction of these natural materials and the following processing activities to manufacture and transport the aggregates resultant from natural rocks involve considerable energy consumption and GHG emissions. Also, because some territories have shortage of natural rocks, the necessary aggregates to be used in asphalt mixtures need to be transported from long distances, increasing the emissions associated to the use of natural aggregates.
In addition to the circumstances related to the natural aggregates, the industrial activity produces several by-products potentially suitable to substitute part of the aggregates as constituents of asphalt mixtures. These by-products are typically not reused and, therefore, most of the time they are disposed in landfills, without any added-value to the society and creating environmental impacts. Also, the available volume in landfills is running out in several countries.
The issues related to the manufacture of natural aggregates as well as the implementation of environmental policies to reduce the carbon footprint of the transport sector, have encouraged the attention the stakeholders pay to the possible use of recycled aggregates in asphalt mixtures.
Apart from the natural aggregates, which usually have different properties depending on the type of rocks used in their production, a few types of non-conventional aggregates, such as EAFS, RCA and RAP have been used more frequently in asphalt mixtures. The first recycled material is a by-product of the steel industry, while RCA and RAP are originated in the construction industry, being the RAP a by-product of the highways construction industry itself. There are several other by-products tested as substitutes of aggregates, such as glass, different types of plastic, ceramic from CDW, among others, but with a lower level of use.
Although mechanical performance of asphalt mixtures whose part of the aggregates are recycled may exhibit different tendencies, in general the performance is quite good and even better than the observed for comparable asphalt mixtures with natural aggregates. Nevertheless, it must be emphasized that the use of recycled aggregates is not always favourable for all the required mechanical properties of the asphalt mixtures. Also, the variability of the recycled aggregates’ properties is higher and, therefore, this increases the level of uncertainty. Therefore, the incorporation of different types of recycled aggregates in asphalt mixtures requires carrying out previous mix-design studies to evaluate the expected mechanical behaviour of the final material.
In what concerns direct costs of the asphalt mixtures manufactured with recycled aggregates, taking the Portuguese reality as reference, the findings revealed some reduction of costs per year if the life span of the asphalt mixture is equal or greater than the life span of the comparable conventional asphalt mixtures. For instance, the reduction in direct cost can achieve 30.4% when 35% of RAP is incorporated and the life span achieved is 20% higher. This cost advantage is eliminated if the life span of the asphalt mixture with RAP is 20% lower. In this case, the direct cost per year increases, achieving 4.4% more than that of a comparable asphalt mixture with natural aggregates.
Most of the emissions and the consumption of energy are related to extraction and crushing of natural aggregates as well as the operations of drying and heating the aggregates to produce asphalt mixtures. Consequently, if these phases are somehow reduced or changed, the energy consumption and the related emissions can be considerably improved. The findings show that decreasing the level of incorporation of natural aggregates, substituting them by recycled aggregates, part of the extraction, crushing and transport impacts will be avoided. Moreover, the protection of the aggregates from rainwater and moisture in stockpiles is also a great contribution to reduce the energy (and emissions) necessary to dry and heat the aggregates before mixing them with the bitumen to produce asphalt mixtures.
In a whole, in the technical, economic and environmental standpoint it can be affirmed that the use of recycled aggregates as constituent of asphalt mixtures is feasible if the necessary evaluations are carried out. Despite the use phase of the transport infrastructure has a considerably higher environmental impact associated to the use of fossil fuels, the use of recycled aggregates is more a contribution to the goal of reducing the environmental footprint of the transportation sector.
Author Contributions
F.C.G.M., L.G.P.-S. and S.D.C. conceived and designed the experiments; F.C.G.M. performed the experiments; F.C.G.M., L.G.P.-S. and S.D.C. analysed the data; F.C.G.M., L.G.P.-S. and S.D.C. wrote the paper.
Acknowledgments
The authors want to thank to the technical personnel working at the Laboratory of Highways and Transportation (LVTC) of the CERIS, Instituto Superior Técnico, Universidade de Lisboa, and the technicians working at the Laboratory of Pavement Mechanics of the Faculty of Sciences and Technology of the University of Coimbra. They also declare that they have not received any funds for covering the costs to publish in open access.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Martinho, F.; Picado-Santos, L.G.; Capitão, S. Pavement engineering materials: Review on the use of warm-mix asphalt. Constr. Build. Mater. 2012, 36, 1016–1024. [Google Scholar] [CrossRef]
- Martinho, F.; Picado-Santos, L.G.; Capitão, S. Mechanical properties of warm-mix asphalt concrete containing different additives and recycled asphalt as constituents applied in real production conditions. Constr. Build. Mater. 2017, 131, 79–89. [Google Scholar] [CrossRef]
- Feiteira, J.L.; Picado-Santos, L.; Capitão, S. Mechanical performance of dry process fine crumb rubber asphalt mixtures placed on the Portuguese road network. Constr. Build. Mater. 2014, 73, 247–254. [Google Scholar] [CrossRef]
- Rubio, M.C.; Moreno, F.; Martínez-Echevarría, M.J.; Martínez, G.; Vázquez, J.M. Comparative analysis of emissions from the manufacture and use of hot and half-warm mix asphalt. J. Clean. Prod. 2013, 41, 1–6. [Google Scholar] [CrossRef]
- Hossain, M.U.; Poon, C.S.; Lo, I.M.; Cheng, J.C. Comparative environmental evaluation of aggregate production from recycled waste materials and virgin sources by LCA. Resour. Conserv. Recycl. 2016, 109, 67–77. [Google Scholar] [CrossRef]
- Xiaoyu, L.; Qingbin, C.; Charles, S. Greenhouse gas emissions of alternative pavement designs: Framework development and illustrative application. J. Environ. Manag. 2014, 132, 313–322. [Google Scholar] [CrossRef]
- Martinho, F.; Picado-Santos, L.G.; Capitão, S. Influence of recycled concrete and steel slag on warm-mix asphalt properties. Constr. Build. Mater. 2018. under review. [Google Scholar]
- Baptista, A.M.; Picado-Santos, L.G.; Capitão, S. Design of hot mix recycled asphalt concrete produced in plant without preheating the reclaimed material. Int. J. Pavement Eng. 2013, 14, 95–102. [Google Scholar] [CrossRef]
- Pasandín, A.; Pérez, I. Overview of bituminous mixtures made with recycled concrete aggregates. Constr. Build. Mater. 2015, 74, 151–161. [Google Scholar] [CrossRef]
- Skaf, M.; Manso, J.M.; Aragón, Á.; Fuente-Alonso, J.; Ortega-López, V. EAF slag in asphalt mixes: A brief review of its possible re-use. Resour. Conserv. Recycl. 2017, 120, 176–185. [Google Scholar] [CrossRef]
- European Committee for Standardization. CEN EN 932-3. Tests for General Properties of Aggregates—Part 3: Procedure and Terminology for Simplified Petrographic Description; European Committee for Standardization: Brussels, Belgium, 2015. [Google Scholar]
- European Committee for Standardization. CEN EN 13043. Aggregates for Bituminous Mixtures and Surface Treatments for Roads, Airfields and Other Trafficked Areas; European Committee for Standardization: Brussels, Belgium, 2002. [Google Scholar]
- European Committee for Standardization. CEN EN 933-11. Tests for General Properties of Aggregates—Part 11: Classification Test for the Constituents of Coarse Recycled Aggregate; European Committee for Standardization: Brussels, Belgium, 2009. [Google Scholar]
- European Committee for Standardization. CEN EN 933-1. Tests for Geometrical Properties of Aggregates—Part 1: Determination of Particle Size Distribution—Sieving Method; European Committee for Standardization: Brussels, Belgium, 2012. [Google Scholar]
- European Committee for Standardization. CEN EN 933-5. Tests for Geometrical Properties of Aggregates—Part 5: Determination of Percentage of Crushed and Broken Surfaces in Coarse Aggregate Particles; European Committee for Standardization: Brussels, Belgium, 1998. [Google Scholar]
- European Committee for Standardization. CEN EN 933-9. Tests for Geometrical Properties of Aggregates—Part 9: Assessment of Fines—Methylene Blue Test; European Committee for Standardization: Brussels, Belgium, 2013. [Google Scholar]
- European Committee for Standardization. CEN EN 1097-1. Tests for Mechanical and Physical Properties of Aggregates—Part 1: Determination of the Resistance to Wear (Micro-Deval); European Committee for Standardization: Brussels, Belgium, 2011. [Google Scholar]
- European Committee for Standardization. CEN EN 1097-2. Tests for Mechanical and Physical Properties of Aggregates—Part 2: Methods for the Determination of Resistance to Fragmentation; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- European Committee for Standardization. CEN EN 1744-1. Tests for Chemical Properties of Aggregates—Part 1: Chemical Analysis; European Committee for Standardization: Brussels, Belgium, 2012. [Google Scholar]
- Infraestruturas de Portugal. Construction Specifications, 14.03 Paving—Materials’ Characteristics. Available online: http://www.infraestruturasdeportugal.pt/sites/default/files/cet/14_03_set_2014.pdf (accessed on 26 April 2018). (In Portuguese).
- European Committee for Standardization. CEN EN 933-3. Tests for Geometrical Properties of Aggregates—Part 3: Determination of Particle Shape—Flakiness Index; European Committee for Standardization: Brussels, Belgium, 2012. [Google Scholar]
- European Committee for Standardization. CEN EN 1097-8. Tests for Mechanical and Physical Properties of Aggregates—Part 8: Determination of the Polished Stone Value; European Committee for Standardization: Brussels, Belgium, 2009. [Google Scholar]
- European Committee for Standardization. CEN EN 1097-6. Tests for Mechanical and Physical Properties of Aggregates—Part 6: Determination of Particle Density and Water Absorption; European Committee for Standardization: Brussels, Belgium, 2013. [Google Scholar]
- European Committee for Standardization. CEN EN 1097-3. Tests for Mechanical and Physical Properties of Aggregates—Part 3: Determination of Loose Bulk Density and Voids; European Committee for Standardization: Brussels, Belgium, 1998. [Google Scholar]
- European Committee for Standardization. CEN EN 12697-11. Bituminous Mixtures—Test Methods for Hot Mix Asphalt—Part 11: Determination of the Affinity between Aggregate and Bitumen; European Committee for Standardization: Brussels, Belgium, 2012. [Google Scholar]
- European Committee for Standardization. CEN EN 1367-2. Tests for Thermal and Weathering Properties of Aggregates—Part 2: Magnesium Sulfate Test; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- European Committee for Standardization. CEN EN 1367-5. Tests for Thermal and Weathering Properties of Aggregates—Part 5: Determination of Resistance to Thermal Shock; European Committee for Standardization: Brussels, Belgium, 2011. [Google Scholar]
- European Committee for Standardization. CEN EN 1367-3. Tests for Thermal and Weathering Properties of Aggregates—Part 3: Boiling Test for “Sonnenbrand Basalt”; European Committee for Standardization: Brussels, Belgium, 2001. [Google Scholar]
- Portuguese General Direction of Energy and Geology (DGEG). Available online: http://www.dgeg.gov.pt/ (accessed on 26 April 2018). (In Portuguese)
- Jamshidi, A.; Kurumisawa, K.; Nawa, T.; Jize, M.; White, G. Performance of pavements incorporating industrial by-products: A state-of-the-art study. J. Clean. Prod. 2017, 164, 367–388. [Google Scholar] [CrossRef]
- Tafti, M.; Khabiri, M.; Sanij, H. Experimental investigation of the effect of using different aggregate types on WMA mixtures. Int. J. Pavement Res. Technol. 2016, 9, 376–386. [Google Scholar] [CrossRef]
- Silvestre, R.; Medel, E.; García, A.; Navas, J. Utilizing recycled ceramic aggregates obtained from tile industry in the design of open graded wearing course on both laboratory and in situ basis. Mater. Des. 2013, 50, 471–478. [Google Scholar] [CrossRef]
- Wu, S.; Xue, Y.; Ye, Q.; Chen, Y. Utilization of steel slag as aggregates for stone mastic asphalt (SMA) mixtures. Build. Environ. 2007, 42, 2580–2585. [Google Scholar] [CrossRef]
- Neves, J.; Crucho, J.; Picado-Santos, L.G.; Martinho, F. The influence of processed steel slag on the performance of a bituminous mixture. In Proceedings of the Ninth International Conference on Bearing Capacity of Roads, Railways and Airfields, Trondheim, Norway, 25–27 June 2013; Akademika Publishing: Trondheim, Norway, 2013. [Google Scholar]
- Martinho, F.; Fernandes, E.; Korczak, P. The use of inert steel aggregates in the construction of embankments in road infrastructures. In Proceedings of the XIV CILA—Congresso Ibero-Latino Americano do Asfalto, La Habana, Cuba, 17–24 November 2007. (In Portuguese). [Google Scholar]
- Ferreira, S.; Correia, A.; Roque, A.; Cavalheiro, A. Mechanical and environmental behavior of granular materials. Application to national steel slag. In Proceedings of the Semana de Engenharia 2010 of University of Minho, Guimarães, Portugal, 11–15 October 2010. [Google Scholar]
- Martinho, F. Misturas Betuminosas Temperadas com Incorporação de Subprodutos Industriais: Caracterização e Validação Tecnológica (Warm Mix Asphalt with Incorporation of Industrial By-Products: Characterisation and Technological Validation). Ph.D. Thesis, Universidade de Lisboa, Lisbon, Portugal, 2014. (In Portuguese). [Google Scholar]
- Pasetto, M.; Baliello, A.; Giacomello, G.; Pasquini, E. Sustainable solutions for road pavements: A multi-scale characterization of warm mix asphalts containing steel slags. J. Clean. Prod. 2017, 166, 835–843. [Google Scholar] [CrossRef]
- Fakhri, M.; Ahmadi, A. Recycling of RAP and steel slag aggregates into the warm mix asphalt: A performance evaluation. Constr. Build. Mater. 2017, 147, 630–638. [Google Scholar] [CrossRef]
- Chen, J.-C.; Wei, S.-H. Engineering properties and performance of asphalt mixtures incorporating steel slag. Constr. Build. Mater. 2016, 128, 148–153. [Google Scholar] [CrossRef]
- Masoudi, S.; Abtahi, S.; Goli, A. Evaluation of electric arc furnace steel slag coarse aggregate in warm mix asphalt subjected to long-term aging. Constr. Build. Mater. 2017, 135, 260–266. [Google Scholar] [CrossRef]
- Ameri, M.; Hesami, S.; Goli, H. Laboratory evaluation of warm mix asphalt mixtures containing electric arc furnace (EAF) steel slag. Constr. Build. Mater. 2013, 49, 611–617. [Google Scholar] [CrossRef]
- Liapis, I.; Likoydis, S. Use of electric arc furnace slag in thin skid-resistant surfacing. Procedia Soc. Behav. Sci. 2012, 48, 907–918. [Google Scholar] [CrossRef]
- Asi, I. Evaluating skid resistance of different asphalt concrete mixes. Build. Environ. 2007, 42, 325–329. [Google Scholar] [CrossRef]
- Xu, S.; Xiao, F.; Amirkhanian, S.; Singh, D. Moisture characteristics of mixtures with warm mix asphalt technologies—A review. Constr. Build. Mater. 2017, 142, 148–161. [Google Scholar] [CrossRef]
- Behnood, A.; Ameri, M. Experimental investigation of stone matrix asphalt mixtures containing steel slag. Sci. Iran. 2012, 19, 1214–1219. [Google Scholar] [CrossRef]
- Yi, H.; Xu, G.; Cheng, H.; Wang, J.; Wan, Y.; Chen, H. An overview of utilization of steel slag. Procida Environ. Sci. 2012, 16, 791–801. [Google Scholar] [CrossRef]
- Xue, Y.; Hou, H.; Zhu, S.; Zha, J. Utilization of municipal solid waste incineration ash in stone mastic asphalt mixture: Pavement performance and environmental impact. Constr. Build. Mater. 2009, 23, 989–996. [Google Scholar] [CrossRef]
- Poulikakos, L.D.; Papadaskalopoulou, C.; Hofko, B.; Gschösser, F.; Falchetto, A.; Bueno, M.; Arraigada, M.; Sousa, J.; Ruiz, R.; Petit, C.; et al. Harvesting the unexplored potential of European waste materials for road construction. Resour. Conserv. Recycl. 2017, 116, 32–44. [Google Scholar] [CrossRef]
- EAPA. EAPA’s Position Statement on the Use of Secondary Materials, By-Products and Waste in Asphalt Mixtures. Available online: www.eapa.org (accessed on 27 April 2018).
- Pacheco-Torgal, F. Introduction to the Recycling of Construction and Demolition Waste (CDW); Woodhead Publishing Limited: Cambridge, UK, 2013. [Google Scholar]
- Prowell, B.; Hurley, G.E.; Frank, B. Warm-Mix Asphalt: Best Practices, 2nd ed.; National Asphalt Pavement Association (NAPA): Lanham, MD, USA, 2011. [Google Scholar]
- IRCOW Report Summary. Available online: https://cordis.europa.eu/result/rcn/153155_en.html (accessed on 27 April 2018).
- Abadías, A.I.; Guzmán, B. Recycling of Bituminous Materials: Conclusions of the DIRECT-MAT Project (Técnicas de Demolición y Reciclado de Materiales Para Carretera); Volume III, No. 10; Asfalto y Pavimentación: Madrid, Spain, 2013; ISSN 2174-2189. (In Spanish) [Google Scholar]
- PBL Netherlands Environmental Assessment Agency. Available online: http://www.pbl.nl/en/ (accessed on 27 April 2018).
- Anastasiou, E.; Liapis, A.; Papayianni, I. Comparative life cycle assessment of concrete road pavements using industrial by-products as alternative materials. Resour. Conserv. Recycl. 2015, 101, 1–8. [Google Scholar] [CrossRef]
- Jullien, A.; Monéron, P.; Quaranta, G.; Gaillard, D. Air emissions from pavement layers composed of varying rates of reclaimed asphalt. Resour. Conserv. Recycl. 2006, 47, 356–374. [Google Scholar] [CrossRef]
- Solaimanian, M.; Milander, S.; Boz, I.; Stoffels, S.M. Development of Guidelines for Usage of High Percent RAP in Warm-Mix Asphalt Pavements; Thomas, D., Ed.; Larson Pennsylvania Transportation Institute: Pennsylvania, PA, USA, 2011. [Google Scholar]
- Picado-Santos, L.G.; Baptista, A.M.; Capitão, S. Assessment of the use of hot mix recycled asphalt concrete in plant. ASCE J. Trasp. Eng. 2010, 136, 1159–1164. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.; Poulikakos, L.; Frank, F. Influence of six rejuvenators on the performance properties of Reclaimed Asphalt Pavement (RAP) binder and 100% recycled asphalt mixtures. Constr. Build. Mater. 2014, 71, 538–550. [Google Scholar] [CrossRef]
- Zaumanis, M.; Mallick, R.; Frank, F. 100% recycled hot mix asphalt: A review and analysis. Resour. Conserv. Recycl. 2014, 92, 230–245. [Google Scholar] [CrossRef]
- Dinis-Almeida, M.; Castro-Gomes, J.; Sangiorgi, C.; Zoorob, S.; Afonso, M. Performance of warm mix recycled asphalt containing up to 100% RAP. Constr. Build. Mater. 2016, 112, 1–6. [Google Scholar] [CrossRef]
- EAPA. Asphalt in Figures 2008. Available online: http://www.eapa.org/usr_img/asphalt/AsphaltinFigures2008.pdf (accessed on 28 April 2018).
- EAPA. Asphalt in Figures Available 2016. Available online: http://www.eapa.org/userfiles/2/Asphalt%20in%20Figures/2016/AIF_2016.pdf (accessed on 28 April 2018).
- European Committee for Standardization. CEN EN 13108-1. Bituminous Mixtures—Material Specifications—Part 1: Asphalt Concrete; European Committee for Standardization: Brussels, Belgium, 2016. [Google Scholar]
- EAPA. The Use of Warm Mix Asphalt—EAPA Position Paper. Available online: http://www.eapa.org/userfiles/2/Asphalt%20Promotion%20Tool/EAPA%20Position%20Paper%20-%20WMA%20-%20version%20October%202014.pdf (accessed on 28 April 2018).
- European Committee for Standardization. CEN EN 12697-1. Bituminous Mixtures—Test Methods for Hot Mix Asphalt—Part 1: Soluble Binder Content; European Committee for Standardization: Brussels, Belgium, 2012. [Google Scholar]
- European Committee for Standardization. CEN EN 1426. Bitumen and Bituminous Binders—Determination of Needle Penetration; European Committee for Standardization: Brussels, Belgium, 2015. [Google Scholar]
- European Committee for Standardization. CEN EN 1427. Bitumen and Bituminous Binders—Determination of the Softening Point—Ring and Ball Method; European Committee for Standardization: Brussels, Belgium, 2015. [Google Scholar]
- European Committee for Standardization. CEN EN 12596. Bitumen and Bituminous Binders—Determination of Dynamic Viscosity by Vacuum Capillary; European Committee for Standardization: Brussels, Belgium, 2015. [Google Scholar]
- European Committee for Standardization. CEN EN 13108-8. Bituminous Mixtures—Material Specifications—Part 8: Reclaimed Asphalt; European Committee for Standardization: Brussels, Belgium, 2016. [Google Scholar]
- European Committee for Standardization. CEN EN 12697-42. Bituminous Mixtures—Test Methods for Hot Mix Asphalt—Part 42: Amount of Foreign Matter in Reclaimed Asphalt; European Committee for Standardization: Brussels, Belgium, 2013. [Google Scholar]
- Martinho, F.; Capitão, S.; Picado-Santos, L.G. Incorporating industrial by-products into sustainable bituminous mixtures. In Proceedings of the CINCOS’12—Congresso de Inovação na Construção Sustentável, Aveiro, Portugal, 20–22 September 2012. (In Portuguese). [Google Scholar]
- Fernandes, G.; Capitão, S.; Picado-Santos, L.G. Use of construction and demolition waste in road pavements. In Proceedings of the 7° Congresso Rodoviário Português, Novos Desafios para a Atividade Rodoviária, Lisboa, Portugal, 10–12 April 2013. (In Portuguese). [Google Scholar]
- Pourtahmasb, M.; Karim, M. Utilization of recycled concrete aggregates in stone mastic asphalt mixtures. Adv. Mater. Sci. Eng. 2014, 2014, 1–9. [Google Scholar] [CrossRef]
- Oner, J.; Sengoz, B. Utilization of recycled asphalt concrete with warm mix asphalt and cost-benefit analysis. PLoS ONE 2015, 10, e116180. [Google Scholar] [CrossRef] [PubMed]
- Zhu, J.; Wu, S.; Zhong, J.; Wang, D. Investigation of asphalt mixture containing demolition waste obtained from earthquake-damaged buildings. Constr. Build. Mater. 2012, 29, 466–475. [Google Scholar] [CrossRef]
- European Committee for Standardization. CEN EN 12457-4. Characterisation of Waste—Leaching—Compliance Test for Leaching of Granular Waste Materials and Sludges—Part 4: One Stage Batch Test at a Liquid to Solid Ratio of 10 I/kg for Materials with Particle Size below 10 mm (without or with Size Reduction); European Committee for Standardization: Brussels, Belgium, 2002. [Google Scholar]
- Hunter, R.; Self, A.; Read, J. The Shell Bitumen Handbook, 6th ed.; Hunter, R.N., Ed.; ICE: London, UK, 2015; ISBN 978-0727758378. [Google Scholar]
- European Committee for Standardization. CEN EN 13924-2. Bitumen and Bituminous Binders—Specification Framework for Special Paving Grade Bitumen—Part 2: Multigrade Paving Grade Bitumens; European Committee for Standardization: Brussels, Belgium, 2014. [Google Scholar]
- Mokhtari, A.; Nejad, F. Mechanistic approach for fiber and polymer modified SMA mixtures. Constr. Build. Mater. 2012, 36, 381–390. [Google Scholar] [CrossRef]
- Kedarisetty, S.; Biligiri, K.; Sousa, J. Advanced rheological characterization of reacted and activated rubber (RAR) modified asphalt binders. Constr. Build. Mater. 2016, 122, 12–22. [Google Scholar] [CrossRef]
- Cong, P.; Yu, J.; Wu, S.; Luo, X. Laboratory investigation of the properties of asphalt and its mixtures modified with flame retardant. Constr. Build. Mater. 2008, 22, 1037–1042. [Google Scholar] [CrossRef]
- LNEC E 472. Guide for the Production of Recycled HMA. Laboratório Nacional de Engenharia Civil 2009, Lisbon. Available online: http://www.lnec.pt/pt/descarregamentos/guia-para-a-reciclagem-de-misturas-betuminosas-a-quente-em-central-br-br/ (accessed on 27 April 2018). (In Portuguese).
- Azevedo, J.; Capitão, S.; Rasteiro, D.; Picado-Santos, L. Analysis of the evolution of flexible pavement conditions based on LTPP SPS-5 sections. In Proceedings of the 9th International Conference on Managing Pavement Assets (ICMPA9), Washington, DC, USA, 18–21 May 2015. [Google Scholar]
- Kandhal, P.; Mallick, R. Pavement Recycling Guidelines for State and Local Governments; Federal Highway Administration FHWA-SA-98-042; Federal Highway Administration: Washington, DC, USA, 1997. [Google Scholar]
- Pereira, P.; Oliveira, J.; Picado-Santos, L.G. Mechanical characterisation of hot mix recycled materials. Int. J. Pavement Eng. 2004, 5, 211–220. [Google Scholar] [CrossRef]
- Reyes-Ortiz, O.; Berardinelli, E.; Alvarez, A.E.; Carvajal-Muñoz, J.S.; Fuentes, L.G. Evaluation of hot mix asphalt mixtures with replacement of aggregates by reclaimed asphalt pavement (RAP) material. Procedia Soc. Behav. Sci. 2012, 53, 379–388. [Google Scholar] [CrossRef]
- Capitão, S.; Sousa, E.; Bessa, J.; Picado-Santos, L.G. Properties of warm-mix asphalt mixtures produced with terminal blend warm bitumen. In Proceedings of the CILA—Congresso Ibero-LatinoAmericano do Asfalto, Medellin, DC, USA, 27–30 November 2017. (In Portuguese). [Google Scholar]
- Zaumanis, M.; Poulikakos, L.; Partl, M. Performance-based design of asphalt mixtures and review of key parameters. Mater. Des. 2018, 141, 185–201. [Google Scholar] [CrossRef]
- Paranavithana, S.; Mohajerani, A. Effects of recycled concrete aggregates on properties of asphalt concrete. Resour. Conserv. Recycl. 2006, 48, 1–12. [Google Scholar] [CrossRef]
- Mills-Beale, J.; You, Z. The mechanical properties of asphalt mixtures with recycled concrete aggregates. Constr. Buid. Mater. 2010, 24, 230–235. [Google Scholar] [CrossRef]
- Zulkati, A.; Wong, Y.; Sun, D. Mechanistic performance of asphalt-concrete mixture incorporating coarse recycled concrete aggregate. J. Mater. Civ. Eng. 2013, 25, 1299–1306. [Google Scholar] [CrossRef]
- Pasandín, A.; Pérez, I. Effect of ageing time on properties of hot-mix asphalt containing recycled concrete aggregates. Constr. Build. Mater. 2014, 52, 284–293. [Google Scholar] [CrossRef]
- Gul, W.; Guler, M. Rutting susceptibility of asphalt concrete with recycled concrete aggregate using revised Marshall procedure. Constr. Build. Mater. 2014, 55, 341–349. [Google Scholar] [CrossRef]
- Wu, S.; Muhunthan, B.; Wen, H. Investigation of effectiveness of prediction of fatigue life for hot mix asphalt blended with recycled concrete aggregate using monotonic fracture testing. Constr. Build. Mater. 2017, 131, 50–56. [Google Scholar] [CrossRef]
- Kavussi, A.; Qazizadeh, M. Fatigue characterization of asphalt mixes containing electric arc furnace (EAF) steel slag subjected to long term aging. Constr. Build. Mater. 2014, 72, 158–166. [Google Scholar] [CrossRef]
- Pasetto, M.; Baldo, N. Fatigue performance of asphalt concretes made with steel slags and modified bituminous binders. Int. J. Pavement Res. Technol. 2013, 6, 294–303. [Google Scholar] [CrossRef]
- Chen, M.; Lin, J.; Wu, S.; Liu, C. Utilization of recycled brick powder as alternative filler in asphalt mixture. Constr. Build. Mater. 2010, 25, 1532–1536. [Google Scholar] [CrossRef]
- Hassani, A.; Ganjidoust, H.; Maghanaki, A.A. Use of plastic waste (polyethylene terephthalate) in asphalt concrete mixture as aggregate replacement. Waste Manag. Res. 2005, 23, 322–327. [Google Scholar] [CrossRef] [PubMed]
- Moghaddam, T.B.; Karim, M.R.; Syammaun, T. Dynamic properties of stone mastic asphalt mixtures containing waste plastic bottles. Constr. Build. Mater. 2012, 34, 236–242. [Google Scholar] [CrossRef]
- Rahman, W.; Wahab, A. Green pavement using recycled polyethylene terephthalate (PET) as partial fine aggregate replacement in modified asphalt. Procedia Eng. 2012, 53, 124–128. [Google Scholar] [CrossRef]
- Moghaddam, T.B.; Soltani, M.; Karim, M.R. Evaluation of permanent deformation characteristics of unmodified and Polyethylene Terephthalate modified asphalt mixtures using dynamic creep test. Mater. Des. 2013, 53, 317–324. [Google Scholar] [CrossRef]
- Costa, L.; Peralta, J.; Oliveira, J.; Silva, H. A new life for cross-linked plastic waste as aggregates and binder modifier for asphalt. App. Sci. 2017, 7, 3–16. [Google Scholar] [CrossRef]
- Lou, J.; Liu, H.; Pang, A.; Sun, H.; Yang, S.; Yang, T. The high temperature stability of asphalt composite reinforced by basalt glass powder and basalt fiber. Adv. Mater. Res. 2013, 627, 813–815. [Google Scholar] [CrossRef]
- Pasetto, M.; Baldo, N. Resistance to permanent deformation of road and airport high performance asphalt concrete base courses. Adv. Mater. Res. 2013, 723, 494–502. [Google Scholar] [CrossRef]
- Huang, RY.; Bird, R.; Heidrich, O. A review of the use of recycled solid waste materials in asphalt pavements. Resour. Conserv. Recycl. 2007, 52, 58–73. [Google Scholar] [CrossRef]
- Santos, J.; Flintsch, G.; Ferreira, A. Environmental and economic assessment of pavement construction and management practices for enhancing pavement sustainability. Resour. Conserv. Recycl. 2017, 116, 15–31. [Google Scholar] [CrossRef]
- Santos, J.; Bryce, J.; Flintsch, G.; Ferreira, A. A comprehensive life cycle costs analysis of in-place recycling and conventional pavement construction and maintenance practices. Int. J. Pavement Eng. 2015, 18, 727–743. [Google Scholar] [CrossRef]
- EAPA. EAPA’s Position Paper on Long-Life Asphalt Pavements 2007. Available online: http://www.eapa.org/usr_img/position_paper/llp_technical2007.pdf (accessed on 27 April 2018).
- Santos, J. A Comprehensive Life Cycle Approach for Managing Pavement Systems. Ph.D. Thesis, University of Coimbra, Coimbra, Portugal, 2015. [Google Scholar]
- Thives, L.; Ghisi, E. Asphalt mixtures emission and energy consumption: A review. Renew. Sustain. Energy Rev. 2017, 72, 473–484. [Google Scholar] [CrossRef]
- Rosado, L.P.; Penteado, C.S.; Vitale, P.; Arena, U. Life cycle assessment of natural and mixed recycled aggregate production in Brazil. J. Clean. Prod. 2017, 151, 634–642. [Google Scholar] [CrossRef]
- Chen, X.; Wang, H. Life cycle assessment of asphalt pavement recycling for greenhouse gas emission with temporal aspect. J. Clean. Prod. 2018, 187, 148–157. [Google Scholar] [CrossRef]
- RTI International. Emission Factor Documentation for AP-42 Section 11.1 Hot Mix Asphalt Plants; Final Report Prepared for United States Environmental Protection Agency; RTI International: Research Triangle Park, NC, USA, 2004. [Google Scholar]
- Androjic, I.; Kaluder, G. Usage of solar aggregate stockpiles in the production of hot mix asphalt. Appl Therm. Eng 2016, 108, 131–139. [Google Scholar] [CrossRef]
- EPA. Optional Emissions from Commuting, Business Travel and Product Transport; USA Environmental Protection Agency: Washington, DC, USA, 2008.
- Ferreira, V.; Vilaplana, A.; García-Armingol, T.; Aranda-Usón, A.; Lausín-González, C.; López-Sabirón, A.; Ferreira, G. Evaluation of the steel slag incorporation as coarse aggregate for road construction: Technical requirements and environmental impact assessment. J. Clean. Prod. 2016, 130, 175–186. [Google Scholar] [CrossRef]
Figure 1.
Example of a grading curve of EAFS (left) and its characteristics (right).

Figure 2.
Total production of HMA and WMA, availability and use of RAP in some European countries, as per the oldest [63] and most recent [64] known figures.

Figure 3.
Example of a grading curve of RAP (left) and its characteristics after bitumen extraction (right).
Figure 3.
Example of a grading curve of RAP (left) and its characteristics after bitumen extraction (right).

Figure 4.
Example of a top aggregates recycling installation, primarily suitable for RCA processing.
Figure 4.
Example of a top aggregates recycling installation, primarily suitable for RCA processing.

Figure 5.
Example of a grading curve of RCA (left) and its characteristics (right).

Figure 6.
Costs per tonne of asphalt mixture and costs per year of life.

Figure 7.
Variation of annual direct costs in comparison with similar asphalt mixtures without recycled aggregates.
Figure 7.
Variation of annual direct costs in comparison with similar asphalt mixtures without recycled aggregates.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Portuguese specifications for the natural aggregates to be used in asphalt mixtures [20] for base, binder and surface layers.
Table 1.
Portuguese specifications for the natural aggregates to be used in asphalt mixtures [20] for base, binder and surface layers.
| Properties | Standards | Units | Base | Binder | Surface | |
|---|---|---|---|---|---|---|
| Fines quality | 3–10% | EN 933-9 [16] | g/kg | MBF10 | MBF10 | MBF10 |
| >10% | like filler | like filler | like filler | |||
| Flakiness index | EN 933-3 [21] | - | FI30 | FI25 | FI15&20 | |
| Crushed and broken surf. | EN 933-5 [15] | % | C100/0 | C100/0 | C100/0 | |
| Los Angeles abrasion | EN 1097-2 [18] | % | LA40 | LA35 | LA20 | |
| Res. to wear (m.-Deval) | EN 1097-1 [17] | % | MDE25 | MDE20 | MDE15 | |
| Polished Stone Value | EN 1097-8 [22] | % | - | - | PSV50 | |
| Particle density | EN 1097-6 [23] | Mg/m3 | DV | DV | DV | |
| Water absorption, WA | EN 1097-6 [23] | % | ≤2 | ≤2 | ≤1 | |
| Loose bulk density | EN 1097-3 [24] | Mg/m3 | DV | DV | DV | |
| Affinity aggr./bind. | EN 12697-11 [25] | - | DV | DV | DV | |
| Resistance to frost and thaw, MS 1 value | EN 1097-6 [23] EN 1367-2 [26] | % | If WA > 2, then MS35 | If WA > 2, then MS35 | If WA > 2, then MS35 | |
| Thermal shock resistance | EN 1367-5 [27] EN 1097-2 [18] | % | DV | DV | DV | |
| “Sonnenbrand” (SB) of basalt, LoMaB 2 | EN 1367-3 [28] EN 1097-2 [18] | % | LoMaB ≤ 1 & SBLA ≤ 8 | LoMaB ≤ 1 & SBLA ≤ 8 | LoMaB ≤ 1 & SBLA ≤ 8 | |
DV = Declared Value. 1 MS = Magnesium sulphate (MgSO4). 2 LoMaB = Loss of mass after boiling.
Table 2.
Number of licensed quarries 1 for the region of Lisbon and surrounding regions, expressed by aggregates geological classification [29].
Table 2.
Number of licensed quarries 1 for the region of Lisbon and surrounding regions, expressed by aggregates geological classification [29].
| Regions | Basalt | Granite | Greywacke | Diorite | Granodiorite | Limestone | Total |
|---|---|---|---|---|---|---|---|
| Lisbon | 3 | - | - | - | - | 14 | 17 |
| Santarém | 1 | - | - | - | - | 16 | 17 |
| Setúbal | - | - | 1 | 1 | - | 10 | 12 |
| Évora | - | 2 | - | - | 1 | 1 | 4 |
| Total | 4 | 2 | 1 | 1 | 1 | 41 | 50 |
1 For the production of natural aggregates for granular bases and asphalt mixtures.
Table 3.
Average properties of limestone, basalt and granodiorite aggregates in Portugal (Lisbon and surrounding regions).
Table 3.
Average properties of limestone, basalt and granodiorite aggregates in Portugal (Lisbon and surrounding regions).
| Properties | Units | Average properties | ||
|---|---|---|---|---|
| Limestone 1 | Basalt 2 | Granodiorite 3 | ||
| Flakiness index, FI | - | 13 | 14 | 5 |
| Crushed and broken surfaces | % | 100 | 100 | 100 |
| Los Angeles abrasion, LA | % | 27 | 12 | 15 |
| Resistance to wear (micro-Deval) | % | 12 | 7 | 12 |
| Particle density, ρ | Mg/m3 | 2.64 | 2.95 | 2.72 |
| Water absorption, WA | % | 1.1 | 1 | 0.9 |
| Polished Stone Value, PSV | % | - | 55 | 54 |
| Affinity aggregate/binder | - | - | - | 24 h = 70% |
| Thermal shock resistance | % | - | VLA = 2 | - |
| “Sonnenbrand” of basalt | % | - | SBLA = 2 | - |
1 South of Lisbon. 2 North of Lisbon. 3 East of Lisbon.
Table 4.
Effect on mechanical performance of using RAP as partial substitute of the components (adapted from [7,8,88,90]).
| Material | Marshall Stability | Rutting Resistance | Stiffness | Fatigue Resistance | Resistance to Water |
|---|---|---|---|---|---|
| HMA with RAP 1 |  | | | |  |
| WMA with RAP 2 | |  |  | | |
Usually increases. usually decreases.  may increase.
may increase.  may decrease.
may decrease.  usually unchanged. 1 Comparing with conventional HMA without RAP. 2 Comparing with a similar WMA blend without RAP. 3 Depends on the applied additives.
usually unchanged. 1 Comparing with conventional HMA without RAP. 2 Comparing with a similar WMA blend without RAP. 3 Depends on the applied additives.Table 5.
Effect on mechanical performance of using RCA as partial substitute of the aggregates (adapted from [7,90])
| Material | Marshall Stability | Rutting Resistance | Stiffness | Fatigue Resistance | Resistance to Water |
|---|---|---|---|---|---|
| HMA with RCA 1 | | |  |  | |
| WMA with RCA 2 | | | | | |
Usually increases. usually decreases. may increase. may decrease. usually unchanged. 1 Comparing with conventional HMA. 2 Comparing with similar WMA blends without RCA.Table 6.
Effect on mechanical performance of using EAFS as partial substitute of the aggregates (adapted from [7,10,90]).
| Material | Marshall Stability | Rutting Resistance | Stiffness | Fatigue Resistance | Resistance to Water |
|---|---|---|---|---|---|
| HMA with EAFS 1 | | | | | |
| WMA with EAFS 2 | | | | | |
Usually increases. usually decreases. may increase. may decrease. usually unchanged. 1 Comparing with conventional HMA. 2 Comparing with similar WMA blends without EAFS.Table 7.
Estimated costs per tonne of asphalt mixture.
| Costs and Simple Resources | Average Unit Prices | HMA [1] | WMA [2] | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Nat. aggr. | Nat.+ EAFS | Nat.+ RAP | Nat.+ RCA | Nat. aggr. | Nat.+ EAFS | Nat.+ RAP | Nat.+ RCA | ||||
| Direct costs | Materials | Bitumen 35/50 | 350 €/t | 17.5 | 17.5 | 12.25 | 17.5 | 17.5 | 17.5 | 12.25 | 17.5 |
| Natural aggregates | 10 €/t | 9.5 | 5.5 | 5.65 | 5.5 | 9.48 | 5.48 | 5.63 | 5.48 | ||
| EAFS aggregates | 3 €/t | - | 1.2 | - | - | - | 1.2 | - | - | ||
| RAP aggregates | 5 €/t | - | - | 2.0 | - | - | - | 2.0 | - | ||
| RCA aggregates | 5 €/t | - | - | - | 2.0 | - | - | - | 2.0 | ||
| WMA additive | 2.500 €/t | - | - | - | - | 5.0 | 5.0 | 5.0 | 5.0 | ||
| Equipment [3] | Asphalt plant | 400 €/h | 7.0 | 8.0 | 7.0 | 7.0 | 6.0 | 7.0 | 6.0 | 6.0 | |
| Loader | 50 €/h | 0.9 | 1.0 | 0.9 | 0.9 | 0.8 | 0.9 | 0.8 | 0.8 | ||
| Lorries | 60 €/h | 4.5 | 5.3 | 4.5 | 4.5 | 3.8 | 4.5 | 3.8 | 3.8 | ||
| Paver | 80 €/h | 1.0 | 1.0 | 1.0 | 1.0 | 0.8 | 0.8 | 0.8 | 0.8 | ||
| Rollers | 40 €/h | 1.0 | 1.0 | 1.0 | 1.0 | 0.8 | 0.8 | 0.8 | 0.8 | ||
| Labour | Skilled workers | 12 €/h | 0.6 | 0.7 | 0.6 | 0.6 | 0.5 | 0.6 | 0.5 | 0.5 | |
| Unskilled workers | 7 €/h | 1.0 | 1.1 | 1.0 | 1.0 | 0.8 | 1.0 | 0.8 | 0.8 | ||
| Other costs and contingencies (10%) | 4.3 | 4.2 | 3.6 | 4.1 | 4.5 | 4.5 | 3.8 | 4.3 | |||
| Overhead (10%) | 4.7 | 4.7 | 3.9 | 4.5 | 5.0 | 4.9 | 4.2 | 4.8 | |||
| Profit (10%) | 5.2 | 5.1 | 4.3 | 5.0 | 5.5 | 5.4 | 4.6 | 5.3 | |||
| TOTALS (€ per ton. of mixture) | 57.2 | 56.3 | 47.8 | 54.6 | 60.5 | 59.6 | 51.1 | 57.8 | |||
[1] Hot-mix asphalt for base/binder courses; [2] Warm-mix asphalt for base/binder courses; [3] Includes fuel, drivers and maintenance.
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Martinho, F.C.G.; Picado-Santos, L.G.; Capitão, S.D. Feasibility Assessment of the Use of Recycled Aggregates for Asphalt Mixtures. Sustainability 2018, 10, 1737. https://doi.org/10.3390/su10061737
AMA Style
Martinho FCG, Picado-Santos LG, Capitão SD. Feasibility Assessment of the Use of Recycled Aggregates for Asphalt Mixtures. Sustainability. 2018; 10(6):1737. https://doi.org/10.3390/su10061737
Chicago/Turabian StyleMartinho, F. C. G., L. G. Picado-Santos, and S. D. Capitão. 2018. "Feasibility Assessment of the Use of Recycled Aggregates for Asphalt Mixtures" Sustainability 10, no. 6: 1737. https://doi.org/10.3390/su10061737
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.