
Performance and Mechanism of High-Viscosity and High-Elasticity Bitumen (HVE-MB) Modified with Five Additives

1
School of Civil Engineering and Architecture, Wuhan Institute of Technology, Wuhan 430205, China
2
State Key Laboratory of Silicate Materials for Architectures, Wuhan University of Technology, Wuhan 430070, China
*
Author to whom correspondence should be addressed.
Sustainability 2023, 15(19), 14089; https://doi.org/10.3390/su151914089
Submission received: 27 August 2023
/
Revised: 13 September 2023
/
Accepted: 20 September 2023
/
Published: 22 September 2023
(This article belongs to the Special Issue Sustainable Design, Evaluation and Optimization of Eco-Friendly Construction Materials)
Abstract
:In order to improve the viscoelasticity of bitumen, several modifiers were compounded with it, including SBS, reclaimed rubber powder, tackifier, plasticizer, and oil stabilizer, to produce High-viscosity and High-elastic Modified Bitumen (HVE-MB). The viscoelasticity and various physical and rheological properties of the bitumen were evaluated using a number of factors, such as dynamic viscosity at 60 °C, elastic recovery, penetration, softening point, ductility, and DSR. By comparing different types of modifiers and the content of SBS, it was found that the viscoelasticity of the original bitumen was significantly improved by adding the modifiers. In comparison to the original bitumen, the dynamic viscosity of the HVE-MB increased by more than 110 times, the elastic recovery rate more than doubled, the softening point and ductility improved, and the penetration decreased. As the content of SBS increased, the improvement in the properties became more significant. The workability of HVE-MB satisfies the requirement of less than 2.5 °C by adding the suitable dosage of stabilizer. On the other hand, the content of SBS can be adjusted based on the specific requirements. It is a sustainable and economic way to use the reclaimed rubber powder to improve the technical performance of bitumen.
1. Introduction
Due to the good driving comfort, pavement performance, high construction speed, easy maintenance, etc., asphalt concrete has become the main material of the highway pavement [1]. With the increment of traffic flow, the defects in asphalt pavement appear earlier and more seriously, and closely relate to the technical performance of bituminous binder [2,3]. Original bitumen has a high sensitivity to temperatures, and its operating range in plasticity is small [4]. Therefore, it is necessary to modify the original bitumen [5]. Some special conditions need the bituminous binder with higher viscosity and recovery ability, such as thin asphalt overlays, permeable pavements, open-graded friction course (OGFC) pavements, or some pavements with heavy traffic [6,7].
Adding polymer modifiers in the original bitumen was first practiced two hundred years ago. Some researchers in the United Kingdom added rubber into the bitumen at the beginning of the 1800s. Then, the rubber modified bitumen layer was paved in Germany in 1900, and its good performance was unexpected [8,9]. In Asia, the Japanese firstly built a pavement using modified bitumen with natural rubber powder in 1952, then a steel bridge pavement finished by rubber bitumen and thermoplastic resin mixed bitumen in 1983, with both showing good performance [10]. With the appearance of other new polymers, rubber is no longer the main modifier of bitumen now. Since SBS has critical improvement on bitumen’s performance at both high and low temperatures, it has become the predominant modifier [11,12]. Japan defined HVE-MB firstly whose dynamic viscosity (at 60 °C) is higher than 20,000 Pa·s and elastic recovery (at 25 °C) is higher than 85% of bituminous mixtures, by adding high-viscosity and high-elasticity modifiers or physical modification [13]. Compared with original modified bitumen, high-viscosity modified (HVM) bitumen has high viscosity, toughness and tenacity, and softening point [14,15]. Therefore, HVM bitumen is mainly used in the super thin overlayer, open-graded friction course (OGFC), steel bridge pavement, stress absorbed layer, etc. [16,17].
The polymer can absorb the oil in the bitumen, then its volume expands to help improve the stability of modified bitumen [18]. And the stabilizer can improve the ductility at the low temperature of modified bitumen and its storage stability [19]. Moreover, both star and linear SBS can improve the high-temperature performance, cohesive force, and viscosity of HVM bitumen. But the linear SBS has better performance on bitumen’s flexibility at low temperature and the workability of stone mastic asphalt [20,21]. Many researchers used different types of additives in the bitumen to see their performance. Zhang et al. [22] added SBS, plasticizer and crosslinker in HVM bitumen. They found that the crosslinker improved the compatibility of SBS and bitumen, which resulted in the formation of polymer network. Moreover, the plasticizer facilitated the swelling and dispersion of SBS in the bitumen and improved the effect of crosslinker. Zhou et al. [23] mixed SBS, stabilizer, plasticizer, and tracking resin in the original bitumen to manufacture the HVM bitumen with good performance for the porous asphalt pavement. Li et al. [24] analyzed the contents of high viscosity additive on crucial properties of bitumen and bituminous mixtures. For 70 # original bitumen, the dynamic viscosity increases slowly when the content of high viscosity additive is higher than 10%. And the recommended dosage is 12% whilst the storage stability is poor.
Nowadays, high-viscosity and high-elasticity modifiers mainly include thermoplastic elastomer, rubber powder, fiber, and nanomaterials. Tafpack-Super (TPS) is the most used modifier in HVM bitumen due to its good high-temperature stability and low-temperature cracking resistance. But its high cost restricts the wide usage of HVM bitumen [12]. Therefore, it is necessary to develop a modifier with low cost and similar properties as traditional tackifiers. Styrene-butadiene block copolymer (SBS), a traditional modifier, can significantly improve bitumen’s properties, whose price is much lower than TPS, but performance is equivalent [25]. Hence, it is possible to manufacture HVE-MB using SBS. However, the high contents of SBS are difficult to disperse evenly in the bitumen. Therefore, the storage stability of the modified bitumen with high contents of SBS is terrible [26]. Researchers proceeded many analyses on the compatibility of bitumen and SBS for many years. Some have shown that aromatic oil and resin additives can improve the compatibility of bitumen and SBS or rubber hydrocarbons [27,28].
The disposal of used tires is always a problem. At present, there are two ways of dealing with used tires, landfill and incineration, which can take up land resources and produce a large amount of toxic gases (including styrene, various benzene compounds, butadiene, polycyclic aromatic hydrocarbons (PAHs), CO, SO2, and NO, among others) and thus threaten to human health [29]. It is estimated that approximately 1 billion waste tires a year are produced worldwide. If scrap tires are not well recycled, it will cause environmental pollution and safety hazards as the quantity accumulates. Currently, one of the most efficient and environmentally friendly ways to use scrap tires is to process them into recycled rubber powder, which is used as a modifier for asphalt materials in road construction [30]. Airey et al. [31] indicated that the reclaimed rubber powder form waste tires may reduce fatigue cracks, enhance mechanical performance, and improve skid resistance of asphalt concrete. Mashaan et al. [32] found that rubber powder will swell gradually after been added in the bitumen, and effectively improve the high-temperature performance of which. Due to the excellent high-temperature stability, fatigue resistance, buffering, energy absorption, and noise reduction properties of scrap tire rubber powder modified asphalt material, it provides a safe and friendly solution for the recycling and utilization of scrap tires [29,33].
However, the performance of previously studied recycled rubber powder modified asphalt was not well adapted to the existing traffic volume and performed poorly in terms of storage stability and other properties. In our research, the linear SBS-791 modifier, reclaimed rubber powder, tackifier, plasticizer, and oil stabilizer are used to manufacture the HVE-MB. Some tests for viscosity, elastic recovery, toughness, and tenacity of bitumen were performed to analyze the viscoelastic behavior of HVE-MB with different contents of SBS. The physical properties of HVE-MB were analyzed by penetration, ductility, and softening point tests. Dynamic Shear Rheometer (DSR) was also conducted to analyze the influence of additive types and SBS contents on the rheological properties of HVE-MB. Moreover, the working performance of HVE-MB was assessed by analyzing the effect of different additive types and SBS contents on the storage stability and construction temperature of HVE-MB.
2. Materials and Experimental Methods
2.1. Materials
- (1)
- Original bitumen
Penetration grade 60/80 (Pen 60/80) was used as the original bitumen. The technical parameters of Pen 60/80 are listed in Table 1.
- (2)
- Modified additives
The modified additives are SBS 791E, tackifier, reclaimed rubber powder (40 mesh), plasticizer, and stabilizer, please see Figure 1.
Styrene-butadiene-styrene block copolymer (SBS), a type of thermoplastic elastomer, exhibits significant melting behavior and the ability to form a stable network structure under high temperature and high-speed shearing conditions. The linear SBS used in this study was sourced from Baling Petrochemical Company and is depicted in Figure 1a. The technical specifications of this material are listed in Table 2.
Tackifier is a yellow, transparent, brittle, thermoplastic solid. To manufacture the modified bitumen, the brittle solid was ground to powder with the squashed speed of 1500 r/min. The appearance is shown in Figure 1b, and the technical index are shown in Table 3.
Elasticizer is a kind of reclaimed rubber powder made from waste tires by grinding with the fineness specification. Reclaimed rubber powder can swell and disperse in bitumen at a certain temperature, but the core of the solid granules remains to help improve the impact strength and plasticity of the bitumen. In our research, we used a level reclaimed rubber powder with 40 mesh. Reclaimed rubber powder is produced by the shredding and grinding of scrap tires to various mesh sizes. The appearance is shown in Figure 1c, and the technical index are shown in Table 4.
Plasticizer is a kind of organic ester compound o-benzene, which can improve the compatibility of resin, SBS, reclaimed rubber powder and bitumen. And it could improve the toughness and viscoelasticity of the bitumen to a certain extent. The technical indexes of plasticizer are shown in Table 5.
The main component of the stabilizer is the aromatic hydrocarbon. Under certain mechanical shearing and thermal oxygen conditions, the stabilizer can generate free radicals, which can crosslink and graft with polymer molecular chains such as SBS, reclaimed rubber powder, and bitumen active functional groups to form grafted copolymers. Thereby, the polymer and bitumen can form a stable spatial structure, finally improve the thermal storage stability of modified bitumen, and solve the segregation of modified bitumen [34]. The technical index test results are shown in Table 6.
2.2. Manufacture of the Modified Bitumen
The manufacturing process of HVE-MB involves the use of the original bitumen with pen 60/80, along with the addition of SBS, a tackifier, an elasticizer (reclaimed rubber powder), a plasticizer, and a stabilizer. This mixture is then subjected to high-speed shearing, which consists of two stages: shear blending and development. The parameters involved in this process include shearing viscosity, time, temperature, and development temperature [35,36]. More detailed information about the manufacturing process can be found in Figure 2, while the gradations of modifiers used are shown in Table 7.
To begin the manufacturing process, the original bitumen is placed in an oven at a temperature of 135 °C to ensure that it is fully melted. Once melted, the appropriate modifiers are added based on their specified gradations. The mixture is then subjected to high-speed shearing at a rate of 8000 r/min for 5 min, in order to initially dissolve the additives in the bitumen. To ensure that the additives are dissolved uniformly throughout the bitumen, the mixture is sheared again for 30 min at a speed of 6000 r/min. The temperature of the bitumen during this process is kept at 190–200 °C. To ensure that the modified bitumen has developed and swollen enough, it is placed in an oven at 165 °C for 1.5 h after shearing. Finally, the modified bitumen is mixed by hand for 15 min (165 °C) to complete the manufacturing process of HVE-MB.
2.3. Performance Test of HVE-MB
2.3.1. Physical Performance Test
The physical properties of HVE-MB include penetration, ductility, and softening points which followed ASTM D5, ASTM D113, and ASTM D36, respectively [38].
2.3.2. Viscosity Test
- (1)
- Dynamic viscosity
The STD-0620 dynamic viscosity tester for bitumen was adopted and used in accordance with the vacuum decompression capillary method specified in JTG E20-2011 [39] to determine the dynamic viscosity of the original bitumen and twelve modified bitumen samples at a temperature of 60 °C and under a vacuum of 40 kPa. The test result was obtained by multiplying the viscosity tube constant by the corresponding flow time. The specifications and dynamic viscosity ranges of the capillary viscometers are presented in Table 9.
- (2)
- Rotational viscosity
The Brookfield method was employed to determine the viscosity of the original bitumen and twelve modified bitumen samples. During the test, the appropriate spindle type must be selected to ensure that the torque falls within the range of 10% to 98%. When the value does not change within one minute, it is recorded directly and the average of three readings is taken as the final result. The tests were conducted at temperatures of 135 °C and 165 °C.
2.3.3. Elastic Recovery Test
The elastic recovery, which always represents recoverable deformation ability and elastic properties of modified bitumen with thermoplastic rubber, was tested according to ASTM D6084 using a digital extensometer at a temperature of 25 °C and a tensile speed of 50 mm/min. The specimens were clipped in the middle after they had extended to 20 cm and left for 5 min, then placed in water for 1 h and measured for length changes. The elastic recovery rate was calculated using Equation (1).
where D means the elastic recovery rate of the specimen; X is specimen’s residual length, cm.
2.3.4. Rheological Property Test
The MCR101 Dynamic Shear Rheometer (DSR) was used to evaluate the original and twelve modified bitumen samples in the temperature range of 40–88 °C, with an increment of 3 °C/min, a measured strain of 0.5%, and an angular velocity of 10 rad/s. The bitumen was placed in the disk of the apparatus, compressed to 1 mm, and smoothed around with a heated spatula before undergoing a dynamic shear rheological test.
2.3.5. Segregation Test (Storage Stability of HVE-MB)
A segregation test was performed to evaluate the compatibility of the original bitumen and modifiers and to reflect the hot storage stability of the modified bitumen. The test was conducted using an aluminum tube with a diameter of 25 mm and a length of 140 mm. The segregation temperature was 165 °C, and the samples were left to stand for 48 h. One third of the samples were taken from the top and bottom of the segregation tube, and a softening point test was performed on the samples simultaneously. The difference was then calculated. Test Flow Chart (Figure 3).
3. Results and Discussions
3.1. High-Viscosity and High-Elasticity Properties of HVE-MB
3.1.1. Dynamic Viscosity
The dynamic viscosity test was conducted on original bitumen and twelve modified bitumen samples to investigate the influence of different modifier types and SBS contents on the high-viscosity and high-elasticity properties of HVE-MB. The results, shown in Figure 4, indicate that the addition of SBS alone at a content of 6% increases the dynamic viscosity of the modified bitumen to 29,210 Pa·s, which is 110 times higher than that of the original bitumen (265 Pa·s) and satisfies the requirement of GB/T 30516-2014 (>20,000 Pa·s). This suggests that SBS can effectively improve the dynamic viscosity of original bitumen. Furthermore, when the SBS content is varied from 6% to 12%, the dynamic viscosity of HVE-MB increases with the increment of the content. There is also an exponential relationship between the dynamic viscosity of HVE-MB and SBS content, with an R2 value higher than 0.98 for different types of modified bitumen and temperature. This demonstrates that the model can accurately describe the relationship between the dynamic viscosity of HVE-MB and SBS content. When the SBS content is held constant, the dynamic viscosity increases with the addition of tackifier and reclaimed rubber powder. In comparison to the modified bitumen with SBS alone, the dynamic viscosity of modified bitumen with S+T/P increases by 28.06%, 7.26%, 66.62%, and 50.23% at SBS contents of 6%, 8%, 10%, and 12%, respectively. Similarly, the dynamic viscosity of modified bitumen with S+T/P+R/S increases by 178.57%, 75.60%, 11.13%, and 15.69% at these respective SBS contents. These results indicate that tackifier and reclaimed rubber powder can effectively improve the dynamic viscosity of bitumen, with a more pronounced improvement at lower SBS contents.
SBS has the characteristic of significant swelling, which allows it to form a stable network structure under high temperature and high speed. Its viscosity is also much higher than that of other polymers, making it an excellent modifier for manufacturing HVM bitumen and dramatically improving its viscosity [16]. Tackifier is a resin material with high viscosity, high softening point, and high adhesion. It polymerizes with the low molecules in bitumen at high temperatures. Reclaimed rubber powder, when added to bitumen, absorbs the oil in the bitumen and undergoes swelling and compatibility to form a network structure and increase the viscosity of the bitumen [8]. Plasticizer improves the compatibility of resin, SBS, reclaimed rubber powder, and bitumen, ensuring they are fully miscible and form high viscosity, high molecular weight polymer for high viscosity [8]. Furthermore, polar molecules from the stabilizer undergo cross-linking and grafting reactions with polymer molecular chains such as SBS and reclaimed rubber powder to form graft polymers, providing a stable spatial structure of polymers and bitumen for high viscosity.
3.1.2. Properties of Elastic Recovery
To assess the impact of various modifier types and SBS contents on the elastic properties of HVE-MB, we performed elastic recovery tests on both unmodified bitumen and twelve modified bitumen samples. The results are presented in Table 10 and shown graphically in Figure 5. It can be observed from Table 10 that, compared to the elastic recovery rate of 44.83% for the original bitumen, the elastic recovery rate of HVE-MB is more than doubled, reaching over 88%, which meets the requirements of GB/T 30516-2014 (elastic recovery rate >85%). From Figure 5, it is evident that the elastic recovery rate of HVE-MB increases with increasing SBS content (6–12%). The relationship between elastic recovery rate and SBS content is linear in the case of SBS-only modification, and quadratic in the case of modification with S+T/P and S+T/P+R/S. All R2 values are greater than 0.98, indicating that the model effectively captures the relationship between the elasticity of HVE-MB and SBS content. At the same SBS content, the elastic recovery rate improves with the addition of tackifier and reclaimed rubber powder. When SBS content is 6%, 8%, 10%, and 12%, the elastic recovery rate of modified bitumen with S+T/P increases by 5.47%, 4.22%, 3.60%, and 0.69%, respectively, compared to SBS-only modification. For S+T/P+R/S modification, the elastic recovery rate increases by 8.11%, 5.87%, 4.50%, and 0.87%, respectively. These results demonstrate that tackifier and reclaimed rubber powder can effectively improve the elasticity of bitumen. Since the viscosity of bitumen increases significantly at high SBS content, the effect of tackifier and reclaimed rubber powder on elasticity is more pronounced at lower SBS content.
3.2. Physical Properties of HVE-MB
3.2.1. Penetration
The influence of different modifier types and SBS contents on the penetration of HVE-MB was investigated using a penetration test on original bitumen and twelve modified bitumen samples. The results, presented in Figure 6, show that the penetration of HVE-MB decreases compared to the original bitumen. When SBS is added solely at a content of 8%, the penetration of 37.10 dmm does not meet the requirements of GB/T 30516-2014, which requires a minimum of 40 dmm. After adding S+T/P, the penetration increases by 15.68%, 22.19%, and 27.86% for SBS content of 6%, 8%, and 10%, respectively. However, when SBS content is increased to 12%, the penetration still does not meet the standard’s requirements. In comparison, adding S+T/P+R/S improves the penetration by 7.31%, 22.01%, 23.40%, and 28.37% for each respective SBS content, and all values are greater than 40 dmm.
The penetration of HVE-MB decreases with increasing SBS content (6% to 12%). The SBS content has a negative linear correlation with the penetration of the three types of modified bitumen, with all R2 values greater than 0.90. With the addition of tackifier and DOP, the penetration increases, but the negative correlation coefficient between SBS content and bitumen’s penetration also increases. However, after adding reclaimed rubber powder and stabilizer, the negative correlation coefficient decreases and the reduction in penetration decreases. This phenomenon indicates that the reclaimed rubber powder and stabilizer can improve the penetration of bitumen and reduce its reduction. The addition of tackifier, plasticizer, reclaimed rubber powder, and stabilizer can effectively increase the penetration of HVE-MB while improving its viscoelasticity, allowing it to meet the requirements of the standard.
3.2.2. Softening Point
To evaluate the impact of different types of modifiers and SBS content on the softening point of HVE-MB, we tested the original bitumen and twelve modified bitumen samples. The results, as illustrated in Figure 7, demonstrate that the softening points of all HVE-MB samples improved by more than 40% compared to the original bitumen’s softening point of 48.2 °C. We observe a negative logarithmic relationship between the softening point of HVE-MB and SBS content (ranging from 6% to 12%) with a R2 higher than 0.90. When a low amount of SBS (6%) is added, the softening points of bitumen with S+T/P and S+T/P+R/S decrease by 7.09% and 0.23%, respectively, compared to bitumen with added SBS only. However, when the SBS content is higher than 6%, the softening points increased.
SBS and reclaimed rubber powder can adsorb certain components in bitumen, and the light components in bitumen with a structure similar to the modifier (mainly paraffin) are permeated and diffused into the rubber hydrocarbon network, causing SBS and reclaimed rubber powder to swell and effectively reducing the content of free wax in bitumen [40,41,42]. This makes the thermoplasticity significantly lower, resulting in an increase in the penetration of bitumen, and a significant increase in the softening point. The addition of a plasticizer improves the plastic deformation performance of bitumen, making the modified bitumen softer, with a lower softening point, but as the amount of SBS increases and reclaimed rubber powder is added, its improvement effect on plasticity decreases and the softening point increases.
3.2.3. Ductility
The results of the ductility tests for different types of modifiers and SBS contents are presented in Table 11. We observed that the ductility of twelve HVE-MB samples increased in comparison to that of the original bitumen. This trend was consistent with the changes in penetration and softening point, and the magnitude of the increase was higher as the SBS content increased. As tackifiers improve viscosity and reclaimed rubber powder increases elasticity, the ductility of the bitumen increases with the addition of these additives when the SBS content remains constant. According to GB/T 30516-2014, the ductility of HVE-MB at 5 °C should be higher than 30 cm, and all of the HVE-MB samples in our study met this requirement. The sample with the smallest ductility (30.5 cm) contained only 6% SBS. All of the HVE-MB samples had a ductility higher than 100 cm.
3.3. Rheological Property of HVE-MB
Bitumen is a viscoelastic material that exhibits both viscous and elastic properties, similar to those of oil and rubber. Its elastic and viscous characteristics are influenced by temperature and loading time, following the time–temperature equivalence principle [43]. When subjected to high temperatures or long-term loading, bitumen exhibits plasticity and may suffer permanent deformation. In contrast, low temperatures or short-term loading result in elasticity, allowing for recoverable deformation. However, this elasticity also makes bitumen more brittle and susceptible to cracking under excessive loads or rapid temperature changes [44].
The DSR test is a method used to measure the viscosity and elasticity of bituminous binder. The complex shear modulus G* and the corresponding phase angle δ are determined by simulating the shear action of the bitumen between aggregates [45]. A larger value of G* indicates a harder bitumen with a stronger ability to resist deformation. δ represents the time lag between the application of stress and the resulting strain in the material. As bitumen is a viscoelastic material, its phase angle is between 0° and 90°. The elastic and viscous properties of bitumen refer to the recovered and unrecovered parts of the material, respectively. If the elastic part is dominant, the time lag of stress and strain (δ) is smaller, and the bitumen behaves like an elastomer with high stability at high temperatures. In contrast, if the viscous part is dominant, δ tends to be larger and the bitumen is more likely to permanently deform and lose its ability to recover. The ratio of G* and δ (G*/sin δ) is used to evaluate the high-temperature properties of bitumen, while the product of G* and δ (G*·sin δ) is used to evaluate the fatigue resistance of the material [46].
3.3.1. Complex Modulus and Phase Angle
Figure 8, Figure 9 and Figure 10 show the results of the complex modulus and phase angle of the original bitumen, the modified bitumen added with SBS only, and the modified bitumen added with S+T/P and S+T/P+R/S. The rheological properties of the original bitumen and HVE-MB exhibit a typical temperature dependency. As the temperature increases, the phase angle increases and the complex modulus decreases, while the viscous ratio in the complex modulus increases and the elastic ratio decreases. At the same temperature, the complex modulus of the bitumen added with SBS, S+T/P, and S+T/P+R/S increases, while the phase angle decreases, effectively improving the viscoelasticity of the bituminous binder. For bitumen added with SBS only, the complex modulus and phase angle are sensitive to the SBS content. For bitumen added with S+T/P and S+T/P+R/S, this sensitivity of the complex modulus and phase angle with SBS content decreases when the addition of SBS is higher than 10%. This trend is similar to that observed from the viscoelastic test of bitumen. Therefore, the improvement of tackifier and reclaimed rubber powder is better when the SBS content is low.
3.3.2. Brookfield Viscosity
Figure 11 and Figure 12 are results of Brookfield viscosity of the original bitumen and twelve modified bitumen samples at 135 °C and 165 °C, respectively. Table 12 presents the increment of the Brookfield viscosity at these two temperatures. It can be observed that there is a positive exponential relationship between the Brookfield viscosity and the SBS content of HVE-MB. In comparison to the original bitumen, the Brookfield viscosity of HVE-MB improves significantly. Furthermore, the increment of the bitumen with S+T/P+R/S of 12% is the largest, nearly 60 times. The amount of increase for S+T/P+R/S is the highest, which is consistent with the results of the dynamic viscosity and physical properties.
3.3.3. Fatigue Factor
Figure 13 shows the fatigue factor of the original bitumen and 12 modified bitumen at 40 °C. The fatigue factor is represented by G*sin δ, which represents the viscous part of the bitumen, and the smaller the value, the more it resembles a viscous body. Bitumen with a smaller fatigue factor is more likely to dissipate stress and relax when subjected to external forces, and this ability is the characteristic of binder resistance to fatigue cracking. From Figure 13, it is known that as the SBS content increases, the fatigue cracking factor of HVE-MB gradually decreases, indicating that high SBS content can reduce the fatigue factor of bitumen. With the addition of T/D and R/F, the sensitivity of the fatigue factor of bitumen to SBS content decreases. When only SBS is added, the fatigue factor increases significantly, and when added in combination, the fatigue factor increases slightly. Compared to single adding of SBS, the fatigue factors of 6%, 8%, 10%, and 12% SBS content are reduced by 24.80%, 28.69%, 43.86%, and 39.78%, respectively.
3.3.4. Viscoelasticity
For a linear elastic body, when stress is applied, strain is almost generated at the same time, so the phase angle δ=0. For materials such as bitumen, the stress and strain applied to the line viscous body will produce a time lag, that is, δ. Due to the existence of the phase difference δ, the modulus will be a complex number, consisting of a real part G′(ω) and an imaginary part i G″(ω). It is called the complex shear modulus G*, and its corresponding viscosity is the complex viscosity η*. The real part G′(ω) is the storage modulus, that is, the vibrational elastic modulus, which represents the elastic part of the material. G″(ω) is the loss modulus, which is the loss of elastic modulus produced by the dynamic viscosity, and the viscous resistance loss part of the material, which represents the viscous part of the material [47,48].
where η* is complex viscosity, G* is complex modulus, ω is shear speed, G′(ω) is storage modulus, G′(ω) = │G*│cos δ, G″(ω) is loss modulus, G″(ω) = │G*│sin δ.
G* = G′(ω) + i G″(ω)
η* = G″(ω)/ω − i G′(ω)/ω
│η*│ = │G*│/ω
The transform of complex modulus to complex viscosity is based on the assumption that the bitumen is in a Newtonian fluid state. However, since DSR tests are generally performed at temperatures below 100 °C, and especially for modified bitumen which is not in a Newtonian state, the conversion between dynamic and static viscosity must be corrected according to the Cox–Merz rule for low temperature and phase angle less than 90° [49], as shown in Equation (5).
- (1)
- Storage modulus and loss modulus
Figure 14, Figure 15 and Figure 16 show the storage modulus of the original bitumen, as well as added SBS only, added S+T/P, and added S+T/P+R/S modified bitumen. The storage modulus, also known as the dynamic elastic modulus, represents the elastic portion of a material. As shown in Figure 14, Figure 15 and Figure 16, the storage modulus of bitumen decreases with increasing temperature, indicating a decrease in the bitumen’s ability to recover from deformation and a decrease in its elasticity. The storage modulus increases with increasing SBS content, which is consistent with the trend in physical properties of the bitumen. At low levels of SBS, the tackifier and reclaimed rubber powder have a greater effect on improving the viscoelasticity of bitumen than at high levels of SBS.
Figure 17, Figure 18 and Figure 19 show the loss modulus of the original bitumen, and the modified bitumen with SBS only, with S+T/P, and with S+T/P+R/S, respectively. The loss modulus is the loss of elastic modulus caused by the dynamic viscosity of the material, which represents the viscous resistance of the material. From Figure 17, Figure 18 and Figure 19, it can be seen that as the temperature increases, the loss modulus of the bitumen decreases, indicating that the bitumen’s ability to resist shear deformation decreases and the viscosity decreases. The loss modulus increases with the increase in SBS content. Compared with the original bitumen, the improvement of the loss modulus of HVE-MB is less than that of the storage modulus, indicating that the elastic improvement of HVE-MB is better than the viscosity improvement. The modified bitumen added 12% S+T/P+R/S has the best viscoelasticity.
- (2)
- Complex viscosity
Figure 20, Figure 21 and Figure 22 illustrate the complex viscosity of the original bitumen and added SBS, S+T/P, and S+T/P+R/S modified bitumen, respectively. As a result of the non-Newtonian nature of modified bitumen, its complex viscosity is always lower than the measured dynamic viscosity. However, it can still display the trend of viscosity changes. Based on the data from these figures, it can be seen that the viscosity of HVE-MB is higher than that of the original bitumen. Additionally, the viscosity decreases with increasing temperature, but the reduction in HVE-MB is smaller than that of the original bitumen, indicating that HVE-MB has a lower temperature dependence. Furthermore, the viscosity of the bitumen increases with the addition of SBS, T/P, and R/S. The bitumen with 12% S+T/P+R/S has the highest viscosity.
Through the complex viscosity data from DSR test, the above test data are regressed according to the Saal formula recommended by ASTM D249:
where │VTS│ is viscosity–temperature index; η1, η2 is corresponding viscosity at t1, t2; t is Celsius temperature; TK is Kelvin temperature, TK = t + 273.13.
Viscosity–temperature relation (7) can be regressed by (6):
where │VTS│ is viscosity–temperature index, η* is corresponding viscosity.
The fitting equations for the relationship between viscosity and temperature are shown in Table 13. The changing values of the absolute viscosity–temperature sensitivity (VTS) are shown in Figure 23. From Table 13, the viscosity–temperature fitting relationships of the original bitumen and twelve modified bitumen samples all have the R2 greater than 0.99, indicating that this modulus effectively describes the relationship between viscosity and temperature of HVE-MB. The absolute value of VTS decreases as the content of SBS increases, resulting in a decrease in temperature sensitivity. The original bitumen has a maximum absolute VTS value of 8.78, indicating a poor temperature sensitivity. The absolute VTS of HVE-MB is more than 50% lower than that of the original bitumen. The bitumen with 12% S+T/S+R/S has the minimum absolute VTS value of 2.52, indicating the lowest temperature sensitivity.
The temperature sensitivity of bitumen depends on the proportion of the four components of bitumen to a large extent; the presence of wax will reduce the viscosity of bitumen at a high temperature, and the rheological properties of bitumen will become worse at low temperature due to the formation of wax crystal skeleton. Therefore, the presence of wax will increase the temperature sensitivity of bitumen at a high temperature [50]. In addition, increasing asphaltenes and reducing colloids can directly improve the colloidal structure of bitumen. Different colloidal structures have obvious different effects on the temperature sensitivity of bitumen. The bitumen dispersion system can be regarded as a dispersed phase composed of components with different polarities uniformly dispersed in dispersion medium with no (or slightly) polar (aromatic, saturate) properties, only when the chemical composition and relative content of each component match, a stable colloid could be formed with good temperature sensitivity [51]. SBS, tackifier, and reclaimed rubber powder can swell with bitumen under high-speed shearing, which makes them well miscible. In this process, firstly, the slight components in the original bitumen which have similar structures with modifiers, for example, the paraffin, aromatic and saturate diffuse into the high-viscosity and high-elasticity modifier’s network by permeating, modifiers swell which results in the increase in asphaltene and the obvious decrease in wax. Secondly, the adsorption of the high-viscosity and high-elasticity modifier to the dispersion medium leads to a decrease in the distance between colloids and an increase in the attraction between colloids, which changes the colloidal structure [12]. Both changes significantly improve the temperature sensitivity of HVE-MB.
3.4. Workability of HVE-MB
3.4.1. Storage Stability of HVE-MB
Bitumen needs to be stored and transported at a certain temperature, so it will be in a flow status for a long time. Due to the addition of different modifiers, HVE-MB is more likely to be uninformed. Therefore, it is important to proceed with the storage stability test for HVE-MB. Table 14 shows the results of the original bitumen and twelve modified bitumen samples from the segregation softening point test. Table 14 shows that the original bitumen rarely demonstrates differences in the upper and lower segregation softening point. As for the bitumen added SBS solely, when SBS content is 12%, the difference is 2.71 °C which does not satisfy the technical requirement of 2.5 °C. For the bitumen with S+T/P and SBS content of 10%, this difference in the softening point between the upper and lower part of the segregation tube is 2.81 °C, and cannot meet the technical requirement. As for the bitumen added S+T/P+R/S, the biggest difference in the segregation softening point is 1.73 °C, which satisfies the requirement. The above shows that the difference in segregation softening point of HVE-MB increases with the increment of SBS content. Under the same SBS content, the stability of modified bitumen with S+T/P+R/S is better than that only added SBS, but the addition of S+T/P could result in worse storage stability. That is because the addition of the stabilizer improves the storage ability significantly.
Due to the need for bitumen to be stored and transported at a certain temperature and for a long time in a flowing state, HVE-MB is more susceptible to unevenness due to the addition of a modifiers. Therefore, it is important to conduct a storage stability test on HVE-MB. Table 14 shows the separation softening point test results of the original bitumen and twelve modified bitumen samples. From Table 14, it can be seen that there is little difference in the softening point of the original bitumen. For the bitumen only added SBS, when the SBS content is 12%, the upper and lower softening point difference is 2.71 °C, which does not meet the technical requirement of less than 2.5 °C. For S+T/P, when the SBS content is 10%, the upper and lower softening point difference is 2.81 °C, which does not meet the technical requirements; for S+T/P+R/S, the upper and lower softening point difference is the largest 1.73 °C. This indicates that the difference in HVE-MB softening point increases with the increase in SBS content. In comparison, under the same mixing ratio, S+T/P+R/S is more stable than single SBS, and the storage stability is worse when S+T/P is added. This is because the incorporation of a stabilizer (starch formaldehyde oil) has a significant improvement in storage stability.
3.4.2. Construction Temperatures of HVE-MB
The results shown in Figure 24, Figure 25 and Figure 26 indicate that the modified bitumen with added SBS, S+T/P, and S+T/P+R/S have better rutting resistance than the original bitumen. Table 15 shows the changes in rheological properties of HVE-MB at 64 °C. The Superpave study proposes using the ratio of complex modulus to phase angle sine value (G*/sin δ) to characterize the ability of bitumen to resist high-temperature rutting, referred to as the rutting factor. Under the same temperature conditions, if the G* value is large and δ is small, then the bitumen with a larger G*/sin δ has better rutting resistance; otherwise, the bitumen has poor rutting resistance. According to Figure 24, Figure 25 and Figure 26 and Table 15, compared to the original bitumen, the rutting factor of bitumen mixed with SBS, S+T/P and S+T/P+R/S has a greater increase, and with the increase in SBS content, the increasing range of rutting factor gradually decreases. Under the same SBS mixing conditions, the rutting factor of S+T/P+R/S is always higher than the single mixed SBS and S+T/P. When the sample temperature is 88 °C, the rutting factor of the original bitumen is 0.124 kPa, and the rutting factor of HVE-MB is greater than 1 kPa after the SBS content is greater than 6%, with the maximum of 12% S+T/P+R/S rutting factor 4.638 kPa. This shows that when the temperature is higher, HVE-MB still has a high rutting factor and has a strong deformation recovery ability.
According to reference [52,53,54], the optimal viscosity of bituminous binder for mixing and rolling temperature is 0.17 Pa·s and 0.28 Pa·s, respectively. Based on this, we determined the mixing and rolling temperatures of HVE-MB, which are shown in Table 16. While the construction viscosity requirements for modified bitumen mixtures may differ from those of original bitumen mixtures [55,56], we can still compare the improvement in construction temperature between HVE-MB and original bitumen by referring to the construction viscosity range of original mixtures. The results show that, compared to the original bitumen, the modified bitumen with 6–12% SBS added solely increases mixing and rolling temperatures by 29.67–46.42 °C and 25.28–35.30 °C, respectively. For bitumen with S+T/P, the addition of 6–12% SBS increases mixing and rolling temperatures by 33.37–44.23 °C and 25.84–33.28 °C, respectively. And for bitumen with S+T/P+R/S, the addition of 6–12% SBS increases mixing and rolling temperatures by 38.10–47.47 °C and 27.91–36.69 °C, respectively. Therefore, with the same amount of SBS, bitumen with S+T/P+R/S show better tackifying effects than mixtures with SBS added solely.
4. Conclusions
In this study, we employed various modified additives in the production of HVE-MB with varying SBS content, and subsequently analyzed its viscoelasticity (consisting of dynamic viscosity and elastic recovery), physical properties (including penetration, ductility, and softening point), rheological properties (consisting of complex modulus, phase angle, and complex viscosity), and workability (storage stability and construction temperature). The following conclusions were drawn from the results of our analyses:
- (1)
- The dynamic viscosity of HVE-MB (SBS alone at a content of 6%) is greater than 110 times that of the original bitumen, and the elastic recovery rate is more than two times higher. The addition of modifiers also increases the softening point and ductility of the bitumen, while decreasing its penetration. These changes demonstrate the significant improvement of the bitumen’s viscoelasticity due to the addition of modifiers. Furthermore, the effect is more pronounced as the content of SBS is increased.
- (2)
- Twelve HVE-MB fulfill the requirements that the dynamic viscosity is no less than 20,000 Pa·s and the elastic recovery rate is no less than 85%. The softening point and ductility of HVE-MB are almost up to standard requirements. To achieve the requirement of penetration greater than 40 dmm, the SBS content should not be higher than 6% of the bitumen when SBS is added solely.
- (3)
- The effect of styrene-butadiene-styrene (SBS) on the rheological properties of bitumen is consistent when added solely or in combination with other substances (S+T/P and S+T/P+R/S). When the temperature is between 52 °C and 88 °C, the complex modulus and complex viscosity of the bitumen increase gradually with an increase in SBS content, and the phase angle decreases gradually. The temperature sensitivity of HVE-MB decreases with an increase in SBS content, with the bitumen containing S+T/P+R/S at 12% showing the best results. The fatigue parameter (Pa) is significantly reduced with the composite addition of other additives with SBS modifier, especially for the bitumen with rubber powder.
- (4)
- The viscoelasticity of HVE-MB is greatly improved compared to the original bitumen, but the storage stability decreases as the SBS content increases. For bitumen with added SBS solely and S+T/P, the SBS content should not exceed 10% and 8%, respectively. However, for the bitumen with S+T/P+R/S, SBS contents ranging from 6% to 12% can satisfy requirements, with a maximum difference in softening point of 1.73 °C. Additionally, the increase in mixing and rolling temperature for HVE-MB with 6–12% SBS is 29.67–47.47 °C and 25.28–36.69 °C, respectively.
- (5)
- Based on our research, the best type of high-viscosity and high-elasticity modified bitumen (HVE-MB) is S+T/P+R/S. The addition of a stabilizer ensures that all technical indicators meet the necessary requirements for this type of bitumen. The content of SBS can be selected based on the specific construction requirements.
The previous results indicated that it is feasible to use the reclaimed rubber powder as a modifier for bitumen. The physical properties, rheological performance, and workability of bitumen extensively improved with suitable content of reclaimed rubber powder, SBS and other additives. Due to the lack of quantitative analysis of energy conservation and emission reduction throughout the entire life cycle, the green efficiency of recycled rubber powder modified bitumen cannot be determined. The work of next stage will focus on this topic.
Author Contributions
Methodology, J.F.; Formal analysis, Y.L.; Writing—original draft, Y.L.; Writing—review & editing, G.J., S.Y. and D.L. All authors have read and agreed to the published version of the manuscript.
Funding
The authors acknowledge the financial supported by National Natural Science Foundation of China (No. 52108415), Philosophy and Social Science Research Project of Hubei Education Department (Grant No. 21Q101), State Key Laboratory of Silicate Materials for Architectures (Wuhan University of Technology) (No. SYSJJ2022-21), Humanities and Social Science Research Project of Wuhan Institute of Technology (WIT: 21QD36), the scientific research fund project of Wuhan institute of technology (No. K2021032), the Open Funding of Engineering Research Center of Ministry of Education for Traffic Pavement Materials, Chang’an University (300102312501), and the Fundamental Research Funds for the Central Universities, CHD.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no competing financial interest.
References
- Munder, B.; Mohamad, Y.A.; Norhidayah, A.H.; Zaid, A.; Nuha, S.; Mashaan, Z.A.M.; Abdalrhman, M.; Nur, I.M.Y. Effects of Waste Frying Oil and Crumb Rubber on the Characteristics of a Reclaimed Asphalt Pavement Binder. Materials 2021, 14, 3482. [Google Scholar]
- Guo, R.; Nian, T.; Zhou, F. Analysis of Factors That Influence Anti-rutting Performance of Asphalt Pavement. Constr. Build. Mater. 2020, 254, 119237. [Google Scholar] [CrossRef]
- Yao, L.; Dong, Q.; Jiang, J.; Ni, F. Establishment of Prediction Models of Asphalt Pavement Performance Based on a Novel Data Calibration Method and Neural Network. Transp. Res. Rec. J. Transp. Res. Board 2019, 2673, 66–82. [Google Scholar] [CrossRef]
- Yang, L.; Hu, Y.; Zhang, H. Comparative Study on Asphalt Pavement Rut Based on Analytical Models and Test Data. Int. J. Pavement Eng. 2018, 21, 1–15. [Google Scholar] [CrossRef]
- Shi, X.; Cai, L. Effects of Nano-silica and Rock Asphalt on Rheological Properties of Modified Bitumen. Constr. Build. Mater. 2018, 161, 705–714. [Google Scholar] [CrossRef]
- Nhat, T.T.; Takahashi, O. Investigation on Indices of Workability and Rutting Resistance for Wearing Course Mixtures. Balt. J. Road Bridge Eng. 2017, 12, 37. [Google Scholar] [CrossRef]
- Li, S.; Gu, X.; Xu, X.; Xu, D.; Dong, Q. Detection of Concealed Cracks From Ground Penetrating Radar Images Based on Deep Learning Algorithm. Constr. Build. Mater. 2021, 273, 121949. [Google Scholar] [CrossRef]
- Oliveira, J.R.M.; Silva, H.M.R.D.; Abreu, L.P.F.; Fernandes, S.R.M. Use of a Warm Mix Asphalt Additive to Reduce the Production Temperatures and to Improve the Performance of Asphalt Rubber Mixtures. J. Clean. Prod. 2013, 41, 15–22. [Google Scholar] [CrossRef]
- Li, D.; Leng, Z.; Zou, F.; Yu, H. Effects of Rubber Absorption on the Aging Resistance of Hot and Warm Asphalt Rubber Binders Prepared with Waste Tire Rubber. J. Clean. Prod. 2021, 303, 127082. [Google Scholar] [CrossRef]
- Xu, J.; Li, R.; Liu, T.; Pei, J.; Li, Y.; Luo, Q. Study on the Effect of Microwave Processing on Asphalt-rubber. Materials 2020, 13, 411. [Google Scholar] [CrossRef]
- Shirini, B.; Imaninasab, R. Performance Evaluation of Rubberized and SBS Modified Porous Asphalt Mixtures. Constr. Build. Mater. 2016, 107, 165–171. [Google Scholar] [CrossRef]
- Xu, B.; Li, M.; Liu, S.; Fang, J.; Ding, R.; Cao, D. Performance Analysis of Different Type Preventive Maintenance Materials for Porous Asphalt Based on High Viscosity Modified Asphalt. Constr. Build. Mater. 2018, 191, 320–329. [Google Scholar] [CrossRef]
- Wang, H.; You, Z.; Mills-Beale, J.; Hao, P. Laboratory Evaluation on High Temperature Viscosity and Low Temperature Stiffness of Asphalt Binder with High Percent Scrap Tire Rubber. Constr. Build. Mater. 2012, 26, 583–590. [Google Scholar] [CrossRef]
- Zhang, F. The Research for Low-temperature Rheological Properties and Structural Characteristics of High-viscosity Modified Asphalt. J. Therm. Anal. Calorim. 2017, 131, 1025–1034. [Google Scholar] [CrossRef]
- Wang, T.; Jiang, W.; Ruan, C.; Xiao, J.; Yuan, D.; Wu, W.; Xing, C. The rheological properties of high-viscosity modified reclaimed asphalt binder at multiple application temperatures. Constr. Build. Mater. 2023, 372, 130758. [Google Scholar] [CrossRef]
- Rasool, R.T.; Wang, S.; Zhang, Y.; Li, Y.; Zhang, G. Improving the Aging Resistance of SBS Modified Asphalt with the Addition of Highly Reclaimed Rubber. Constr. Build. Mater. 2017, 145, 126–134. [Google Scholar] [CrossRef]
- Geng, L.T.; Xu, Q.; Ren, R.B.; Wang, L.Z.; Yang, X.L.; Wang, X.Y. Performance Research of High-viscosity Asphalt Mixture as Deck-paving Materials for Steel Bridges. Road Mater. Pavement Des. 2016, 18, 208–220. [Google Scholar] [CrossRef]
- Nahas, N.C.; Bardet, J.; Eckman, B.; Siano, D.B. Polymer modified asphalts for high performance hot mix asphalt pavement binders. Assoc. Asph. Paving Technol. 1990, 59. [Google Scholar]
- Cheng, G.; Shen, B.; Zhang, J. A Study on the Performance and Storage Stability of Crumb Rubber-modified Asphalts. Liq. Fuels Technol. 2011, 29, 192–200. [Google Scholar] [CrossRef]
- Luo, Y.; Zhang, K.; Li, P.; Yang, J.; Xie, X. Performance Evaluation of Stone Mastic Asphalt Mixture with Different High Viscosity Modified Asphalt Based on Laboratory Tests. Constr. Build. Mater. 2019, 225, 214–222. [Google Scholar] [CrossRef]
- Luo, Y.; Zhang, Z.; Zhang, H.; Zhang, M.; Zhang, K.; Zhao, Y. Performance Optimization of High Viscosity Modified Asphalt with SBS Composite Modifier and Comparison of Different High Viscosity Modified Asphalts. Int. J. Pavement Res. Technol. 2021, 15, 1386–1398. [Google Scholar] [CrossRef]
- Zhang, F.; Hu, C. Preparation and Properties of High Viscosity Modified Asphalt. Polym. Compos. 2017, 38, 936–946. [Google Scholar] [CrossRef]
- Zhou, C.; Chen, G. Preparation, Performance, and Modification Mechanism of High Viscosity Modified Asphalt. Constr. Build. Mater. 2021, 310, 125007. [Google Scholar] [CrossRef]
- Li, J.; Li, Y.; Li, M.; Lu, H.; Cao, D. Dynamic Viscosity Standard of High Viscosity Modified Asphalt Considering Temperature and Load Coupling Effect. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1075, 12013. [Google Scholar] [CrossRef]
- Zhang, F.; Hu, C.; Zhang, Y. The Effect of PPA on Performances and Structures of High-viscosity Modified Asphalt. J. Therm. Anal. Calorim. 2018, 134, 1729–1738. [Google Scholar] [CrossRef]
- Shi, J.; Zhao, P.; Fan, W.; Yang, Z.; Ouyang, J. Facile Preparation and Application Performance Evaluation of SBS/C9 Petroleum Resin Blends as Modifier for High Viscosity Asphalt. Constr. Build. Mater. 2020, 262, 120073. [Google Scholar] [CrossRef]
- Zhang, W.; Jia, Z.; Wang, F. Effect and Prediction of Aromatic Oil on Swelling Degree of Direct-to-plant SBS Modifier in Bitumen. Pet. Sci. Technol. 2019, 37, 1033–1040. [Google Scholar] [CrossRef]
- Hong, W.; Mo, L.; Pan, C.; Riara, M.; Wei, M.; Zhang, J. Investigation of Rejuvenation and Modification of Aged Asphalt Binders By Using Aromatic Oil-SBS Polymer Blend. Constr. Build. Mater. 2020, 231, 117154. [Google Scholar] [CrossRef]
- Yu, H.; Leng, Z.; Zhang, Z.; Li, D.; Zhang, J. Selective absorption of swelling rubber in hot and warm asphalt binder fractions. Constr. Build. Mater. 2020, 238, 117727. [Google Scholar] [CrossRef]
- Zhu, Y.; Xu, G.; Ma, T.; Fan, J.; Li, S. Performances of rubber asphalt with middle/high content of waste tire crumb rubber. Constr. Build. Mater. 2022, 335, 127488. [Google Scholar] [CrossRef]
- Airey, G.; Rahman, M.; Collop, A.C. Crumb Rubber and Bitumen Interaction as a Function of Crude Source and Bitumen Viscosity. Road Mater. Pavement Des. 2004, 5, 453–475. [Google Scholar] [CrossRef]
- Mashaan, N.; Ali, A.; Karim, M.R. Effect of Crumb Rubber Concentration on the Physical and Rheological Properties of Rubberized Bitumen Binders. Int. J. Phys. Sci. 2011, 6, 684–690. [Google Scholar]
- Zhu, H. Swelled Mechanism of Crumb Rubber and Technical Properties of Crumb Rubber Modified Bitumen. Materials 2022, 15, 7987. [Google Scholar] [CrossRef]
- Zhu, Y. Study on Storage Stability of Activated Reclaimed Rubber Powder Modified Asphalt. Materials 2021, 14, 4684. [Google Scholar]
- Wen, G.; Zhang, Y.; Zhang, Y.; Sun, K.; Fan, Y. Rheological Characterization of Storage-stable SBS-modified Asphalts. Polym. Test. 2002, 21, 295–302. [Google Scholar] [CrossRef]
- Feng, Z.; Yu, J.; Wu, S. Effect of Ageing on Rheological Properties of Storage-stable SBS/sulfur-modified Asphalts. J. Hazard. Mater. 2010, 182, 507–517. [Google Scholar]
- GB/T 30516-2014; Bitumen with High Viscosity and Elastic Recovery for Pavement. Standards Press of China: Beijing, China, 2014.
- D 422–63; ASTM Standard, American Society for Testing and Materials. ASTM International: West Conshohocken, PA, USA, 2003.
- JTG E20-2011; Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering. China Communications Press: Beijing, China, 2011.
- Júnior, A.; Battistelle, R.A.; Bezerra, B.S. Use of Scrap Tire Rubber in Place of SBS in Modified Asphalt as an Environmentally Correct Alternative for Brazil. J. Clean. Prod. 2012, 33, 236–238. [Google Scholar] [CrossRef]
- Xu, X.; Leng, Z.; Lan, J.; Wang, W.; Yu, J.; Bai, Y.; Hu, J. Sustainable practice in pavement engineering through value-added collective recycling of waste plastic and waste tyre rubber. Engineering 2021, 7, 857–867. [Google Scholar] [CrossRef]
- Xu, X.; Luo, Y.; Sreeram, A.; Wu, Q.; Chen, G.; Cheng, S.; Chen, X. Potential use of recycled concrete aggregate (RCA) for sustainable asphalt pavements of the future: A state-of-the-art review. J. Clean. Prod. 2022, 344, 130893. [Google Scholar] [CrossRef]
- Bai, T.; Mao, B.; Chen, A.; Li, Y.; Wu, S.; Hu, Z.; Lin, Z. Investigation of Low-temperature Construction Additives (LCAS) Effects on the Technical Properties of Asphalt Binder. Constr. Build. Mater. 2021, 304, 124634. [Google Scholar] [CrossRef]
- Cong, P.; Wang, J.; Li, K.; Chen, S. Physical and Rheological Properties of Asphalt Binders Containing Various Antiaging Agents. Fuel 2012, 97, 678–684. [Google Scholar] [CrossRef]
- Li, Y.; Feng, J.; Yang, F.; Wu, S.; Liu, Q.; Liu, Z.; Jin, Y. Gradient Aging Behaviors of Asphalt Aged By Ultraviolet Lights with Various Intensities. Constr. Build. Mater. 2021, 295, 123618. [Google Scholar] [CrossRef]
- Wu, S. Carbon Nanomaterials for Enhancing the Thermal, Physical and Rheological Properties of Asphalt Binders. Materials 2021, 14, 2585. [Google Scholar]
- Fang, C.; Jiao, L.; Hu, J.; Yu, Q.; Guo, D.; Zhou, X.; Yu, R. Viscoelasticity of Asphalt Modified with Packaging Waste Expended Polystyrene. J. Mater. Sci. Technol. 2014, 30, 939–943. [Google Scholar] [CrossRef]
- Zhang, H.; Chen, Z.; Xu, G.; Shi, C. Evaluation of Aging Behaviors of Asphalt Binders Through Different Rheological Indices. Fuel 2018, 221, 78–88. [Google Scholar] [CrossRef]
- Tan, Y.; Lei, Z.; Gong, W.; Meng, G. Investigation of the Effects of Wax Additive on the Properties of Asphalt Binder. Constr. Build. Mater. 2012, 36, 578–584. [Google Scholar]
- Sengoz, B.; Oylumluoglu, J. Utilization of Recycled Asphalt Concrete with Different Warm Mix Asphalt Additives Prepared with Different Penetration Grades Bitumen. Constr. Build. Mater. 2013, 45, 173–183. [Google Scholar] [CrossRef]
- Hadiwardoyo, S.P.; Sinaga, E.S.; Fikri, H. The Influence of Buton Asphalt Additive on Skid Resistance Based on Penetration Index and Temperature. Constr. Build. Mater. 2013, 42, 5–10. [Google Scholar] [CrossRef]
- JTG F40-2004; Technical Specifications for Construction of Highway Asphalt Pavements. China Communications Press: Beijing, China, 2004.
- Li, Y.; Li, J.; Li, C.; Chen, A.; Bai, T.; Tang, S.; Wu, S.; Gao, Y.; Zhu, H.; Feng, J. Strength formation mechanism and performance of steel slag self-compacting epoxy resin concrete. Constr. Build. Mater. 2022, 359, 129525. [Google Scholar]
- Yu, H.; Wu, S.; Chen, A.; Li, Y. Modification Mechanism and Technical Performance of Recycled PE-Modified Asphalt. Sustainability 2023, 15, 12273. [Google Scholar]
- Zhu, W.; Yu, Z.; Yang, C. Spatial Distribution of Corrosion Products Influenced by the Initial Defects and Corrosion-Induced Cracking of the Concrete. J. Test. Eval. 2023, 51, 2582–2597. [Google Scholar] [CrossRef]
- Zhu, W.; Yang, C.; Yu, Z.; Xiao, J.; Xu, Y. Impact of Defects in Steel-Concrete Interface on the Corrosion-Induced Cracking Propagation of the Reinforced Concrete. KSCE J. Civ. Eng. 2023, 27, 2621–2628. [Google Scholar] [CrossRef]
Figure 1.
Modifier: (a) SBS 791E; (b) Tackifier; (c) Reclaimed rubber powder.
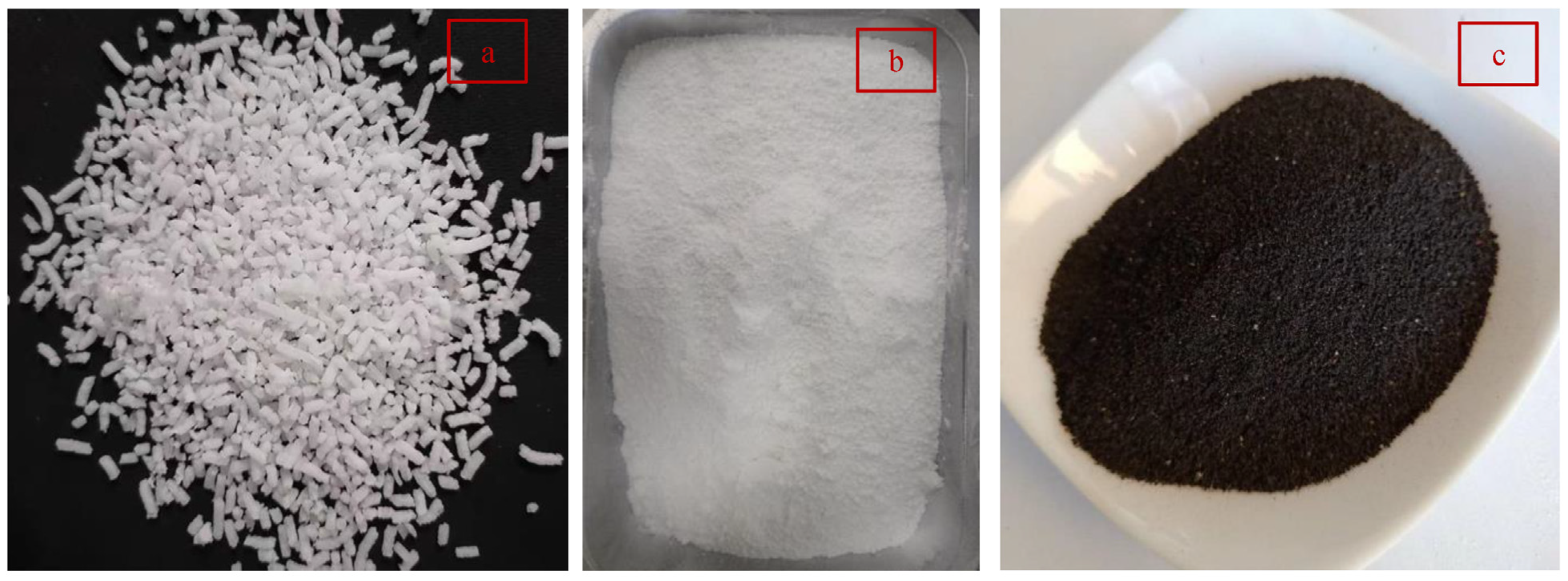
Figure 2.
Manufacture process of HVE-MB.

Figure 3.
Test flow chart.
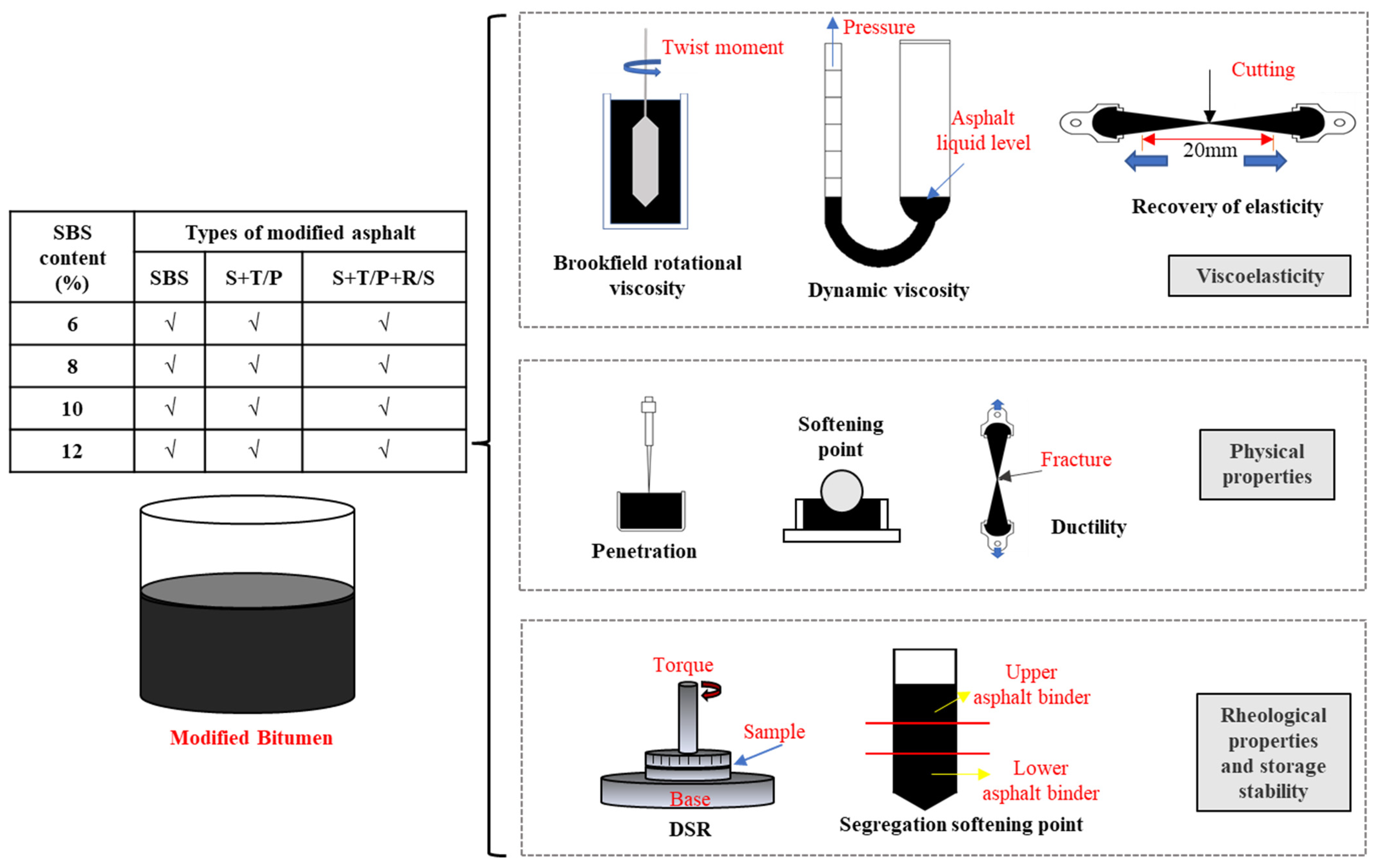
Figure 4.
Dynamic viscosity of HVE-MB with different modifier types and SBS contents (S: SBS only; S+T/P: SBS + Tackifier/Plasticizer; S+T/P+R/S: SBS + Tackifier/Plasticizer + Rubber/Stabilizer).
Figure 4.
Dynamic viscosity of HVE-MB with different modifier types and SBS contents (S: SBS only; S+T/P: SBS + Tackifier/Plasticizer; S+T/P+R/S: SBS + Tackifier/Plasticizer + Rubber/Stabilizer).

Figure 5.
Elastic recovery rate of HVE-MB with different modifier types and SBS contents.
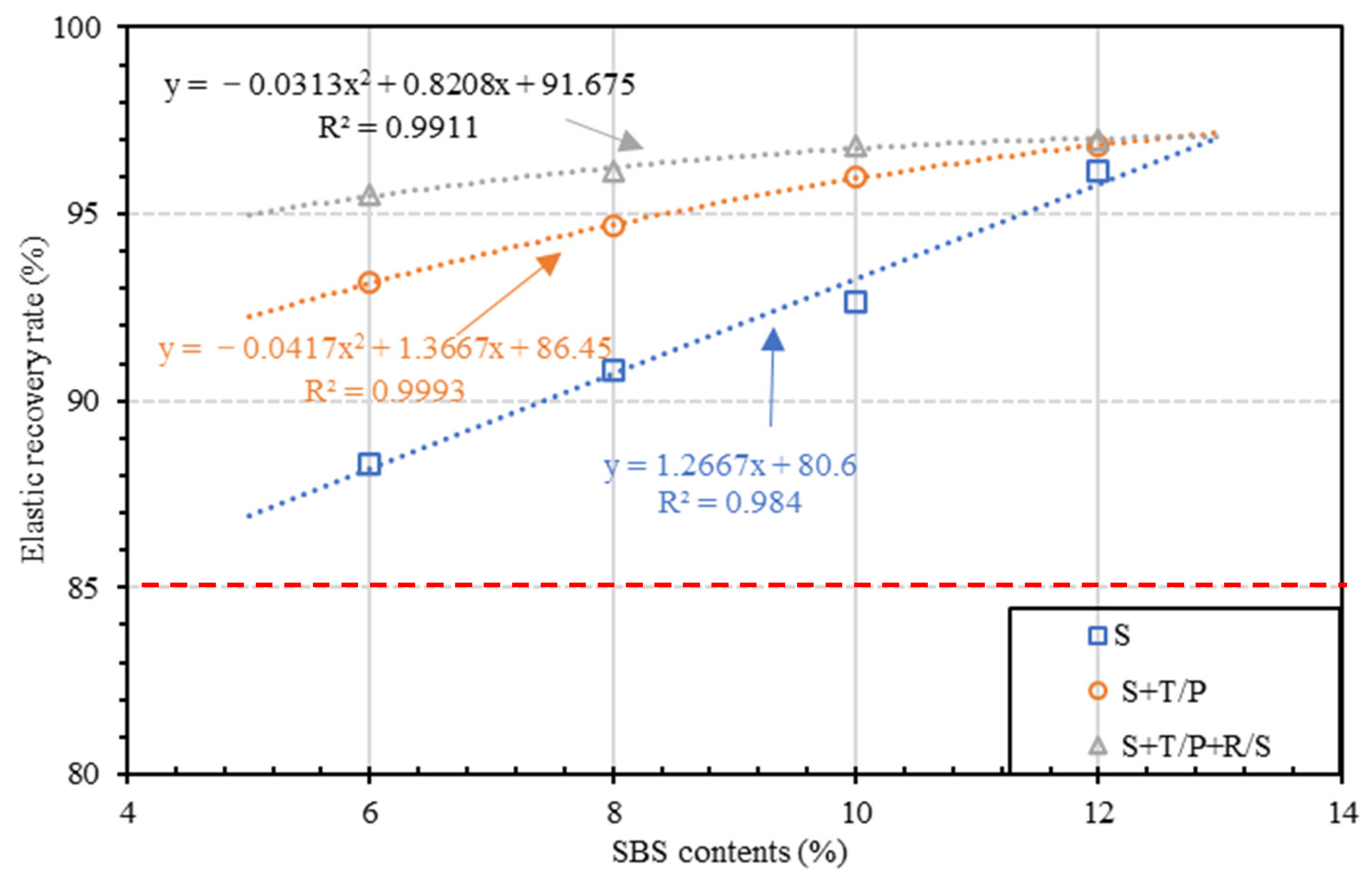
Figure 6.
Penetration of HVE-MB with different modifier types and SBS contents.

Figure 7.
Softening point of HVE-MB with different modifier types and SBS contents.
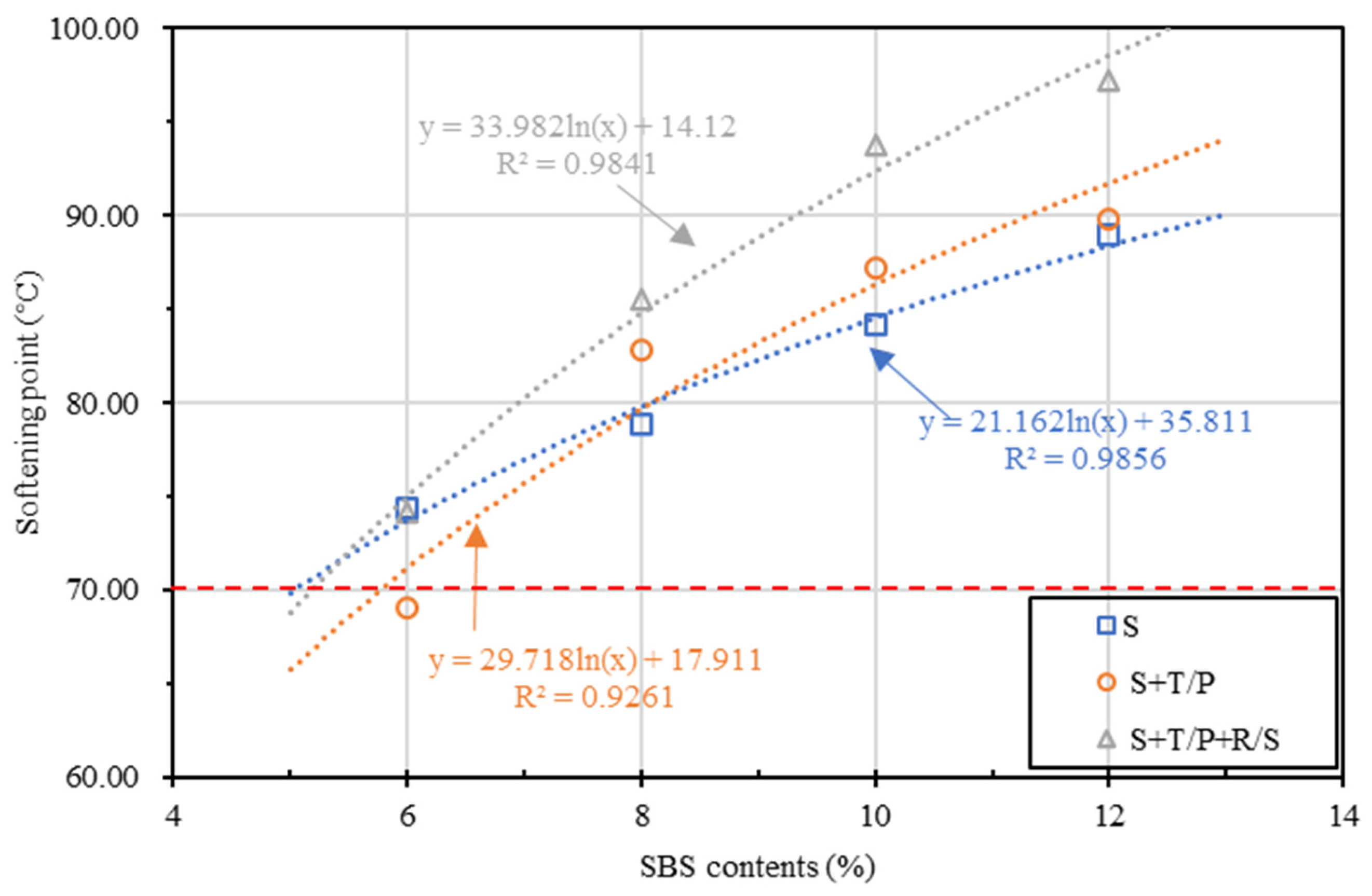
Figure 8.
Complex modulus and phase angle of HVE-MB with SBS.

Figure 9.
Complex modulus and phase angle of HVE-MB with S+T/P.
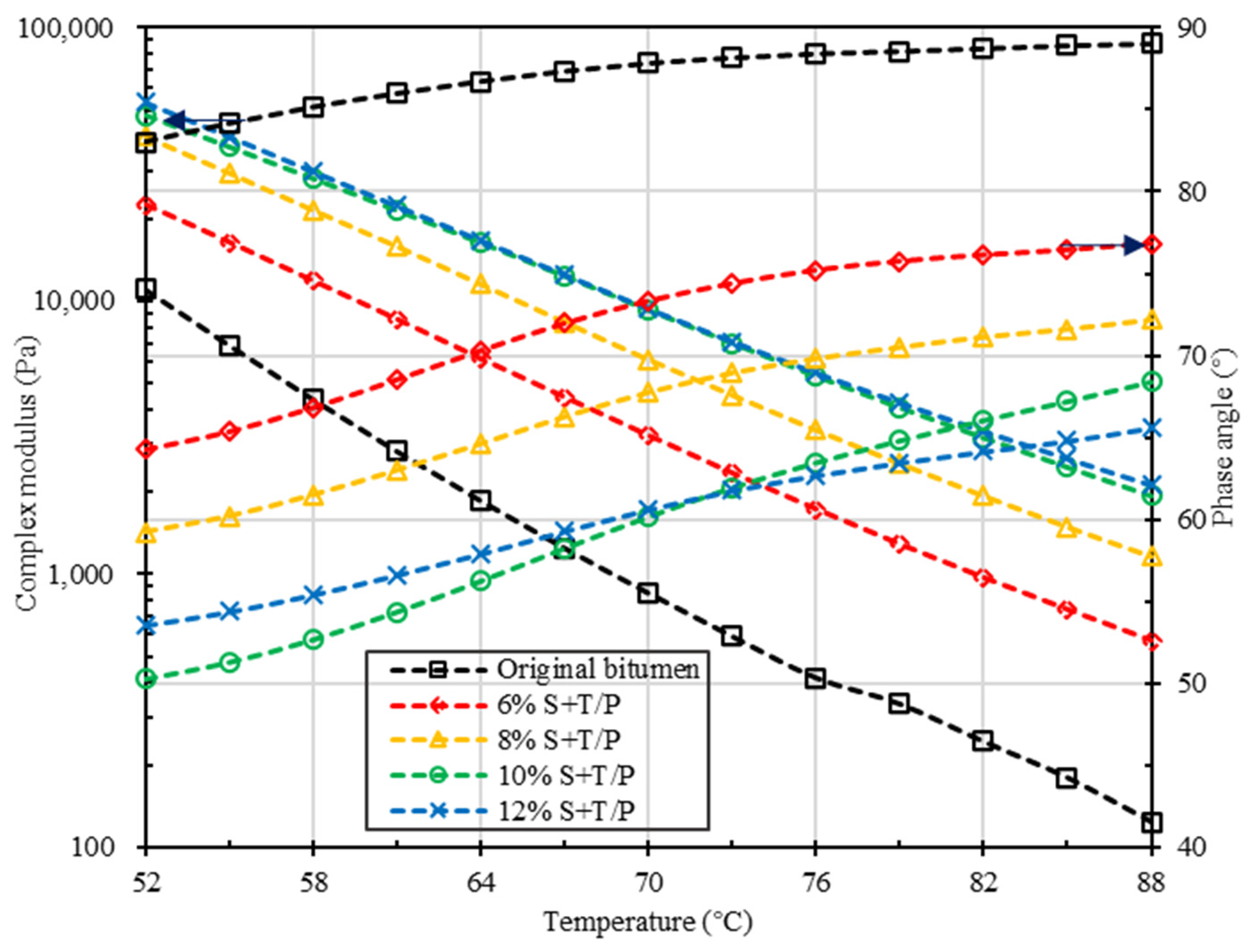
Figure 10.
Complex modulus and phase angle of HVE-MB with S+T/P+R/S.
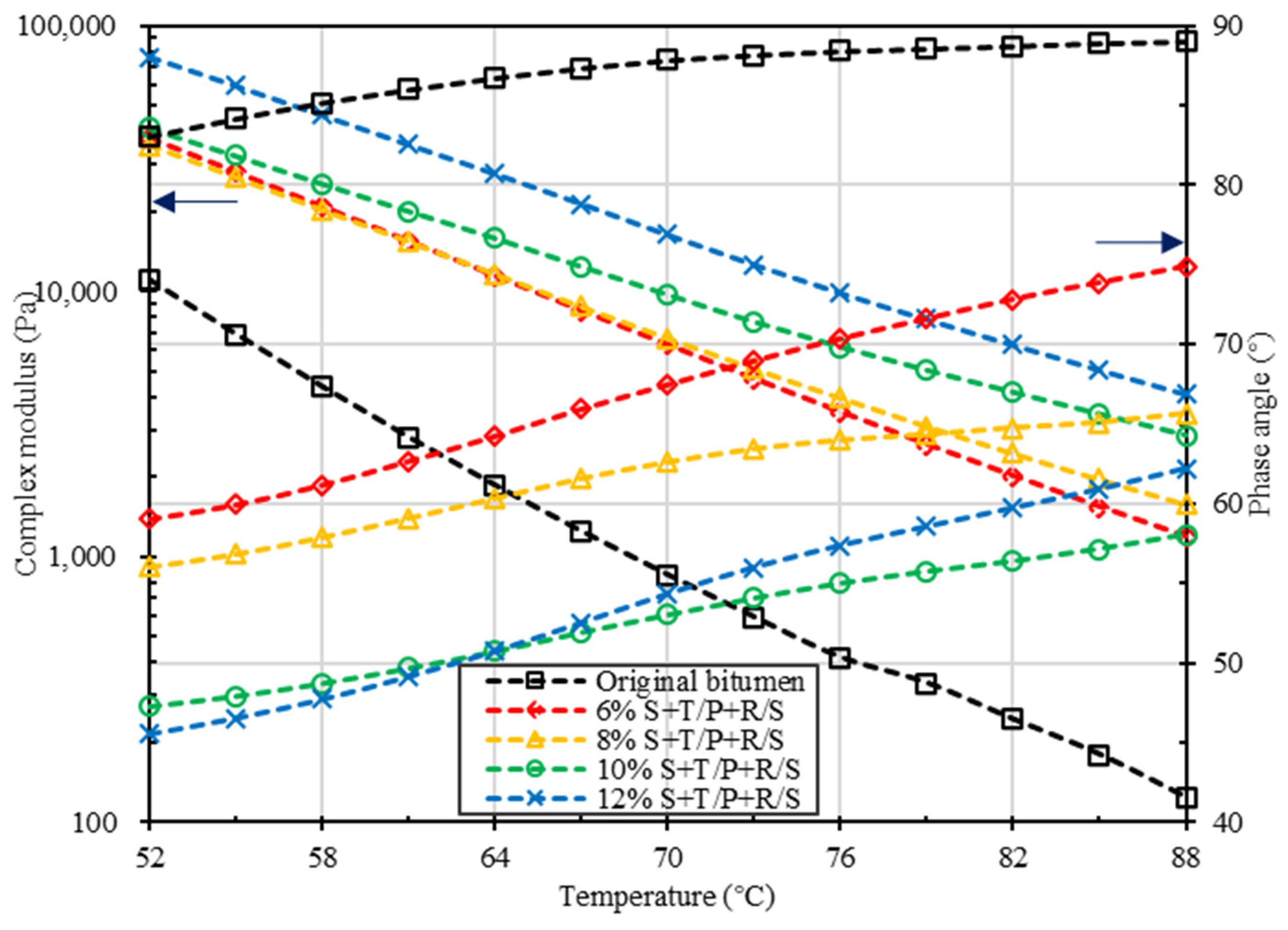
Figure 11.
Brookfield viscosity of HVE-MB at 135 °C.

Figure 12.
Brookfield viscosity of HVE-MB at 165 °C.
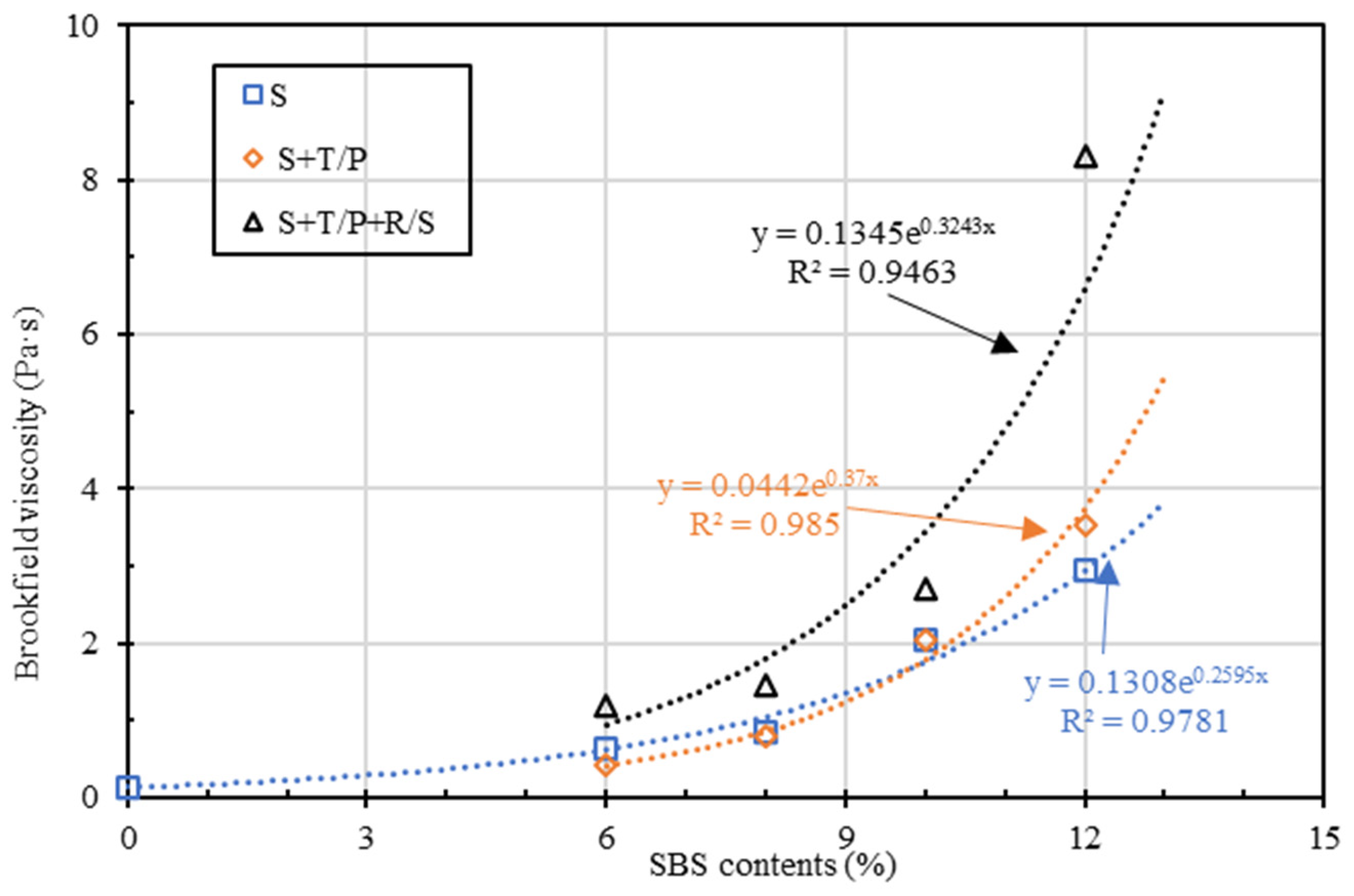
Figure 13.
Fatigue factor of HVE-MB at 40 °C.
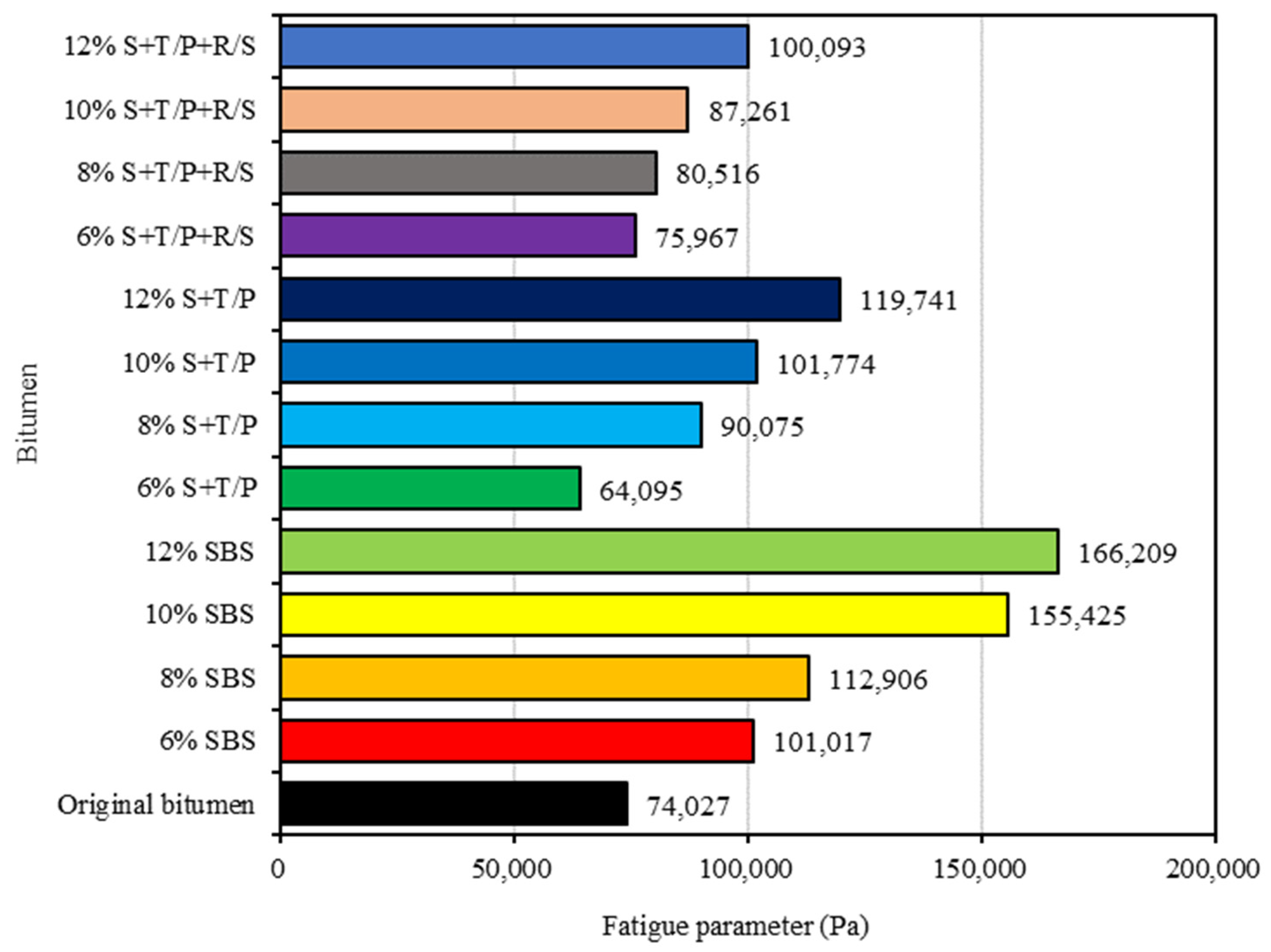
Figure 14.
Storage modulus of HVE-MB only added SBS.

Figure 15.
Storage modulus of HVE-MB added S+T/P.
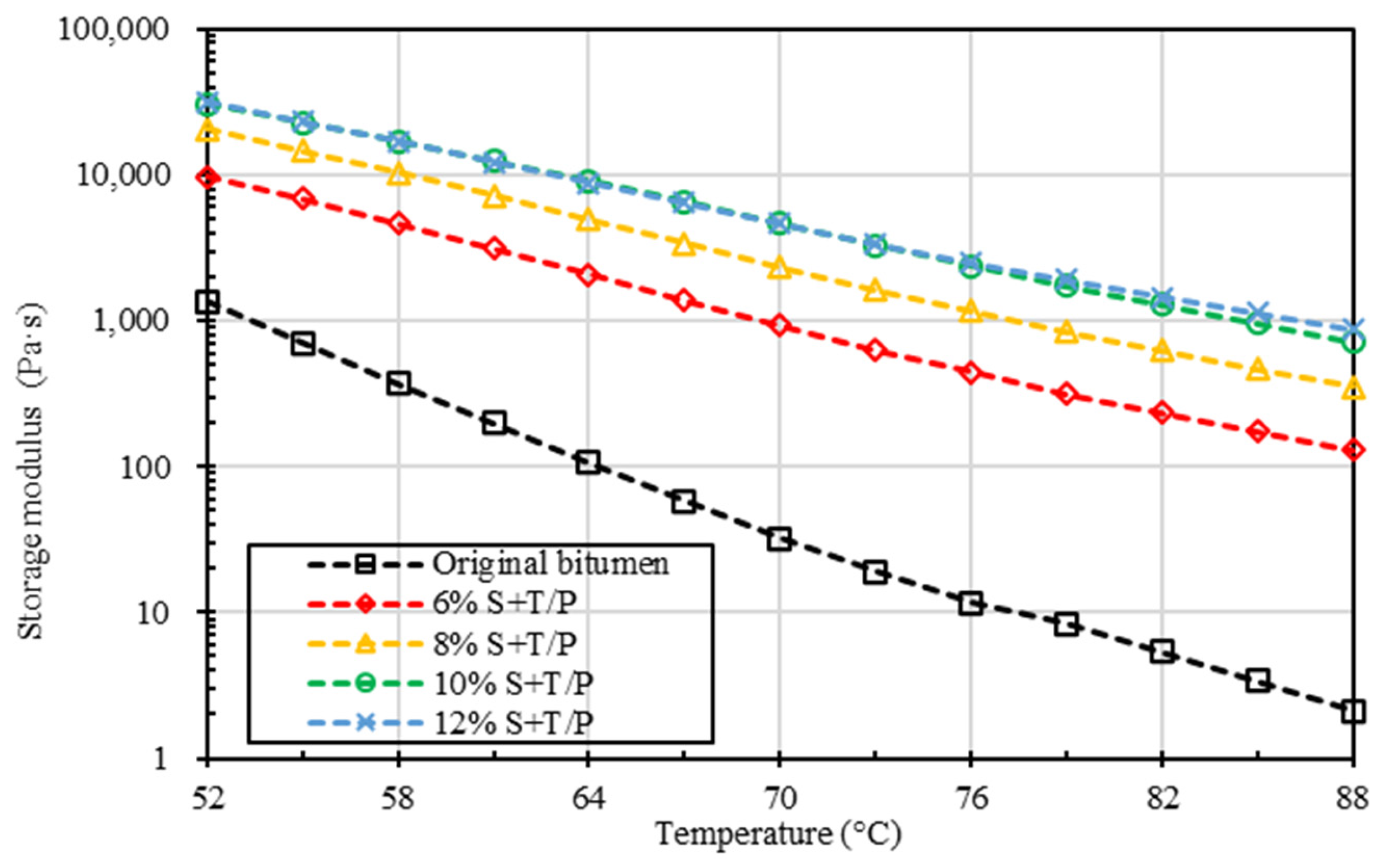
Figure 16.
Storage modulus of HVE-MB added S+T/P+R/S.

Figure 17.
Loss modulus of HVE-MB only added SBS.

Figure 18.
Loss modulus of HVE-MB added S+T/P.

Figure 19.
Loss modulus of HVE-MB added S+T/P+R/S.

Figure 20.
Complex viscosity of HVE-MB only added SBS.

Figure 21.
Complex viscosity of HVE-MB added S+T/P.

Figure 22.
Complex viscosity of HVE-MB added S+T/P+R/S.
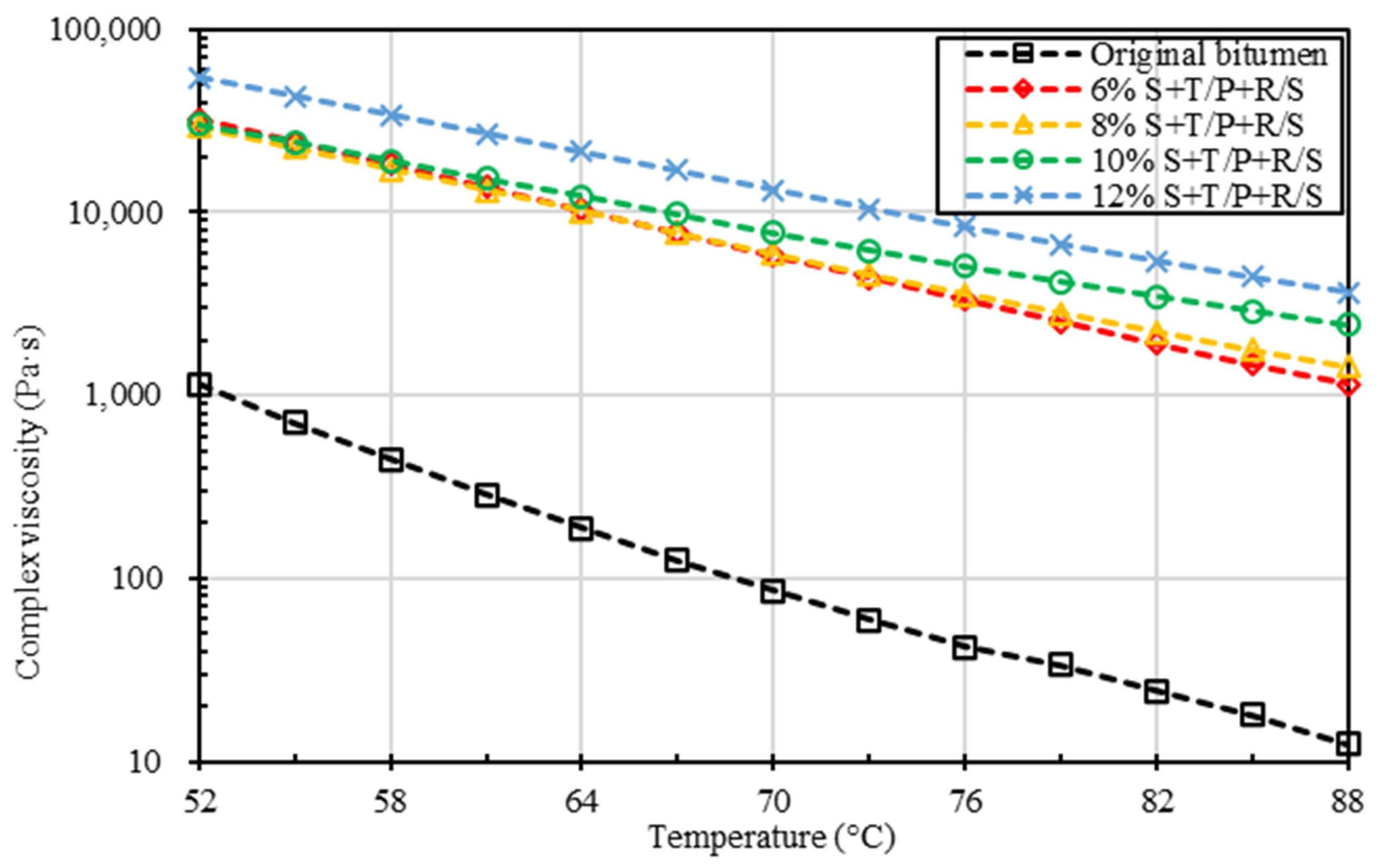
Figure 23.
Relationship between │VTS│ of HVE-MB and SBS contents.

Figure 24.
Rutting parameter of HVE-MB only added SBS.
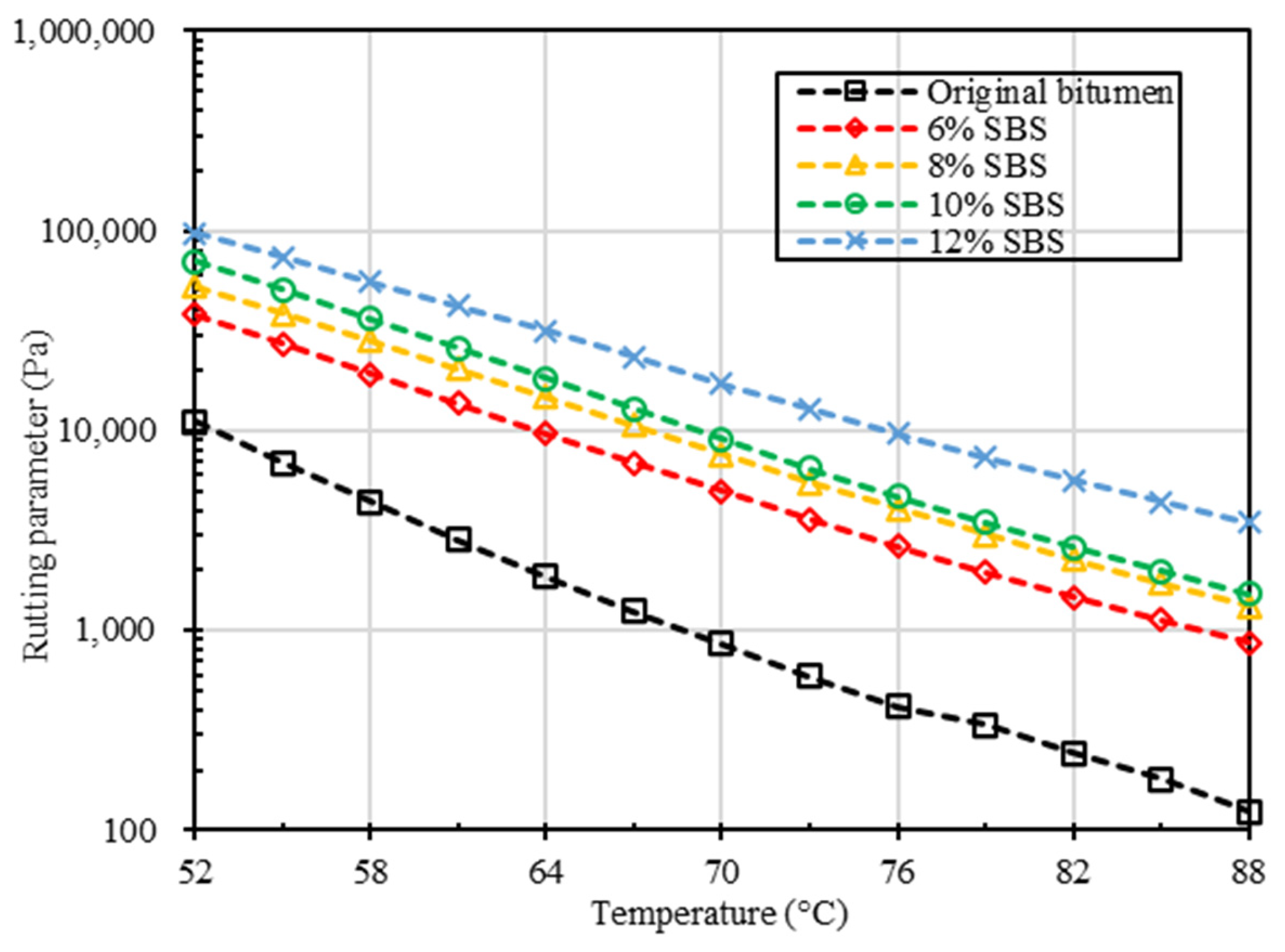
Figure 25.
Rutting parameter of HVE-MB added S+T/P.
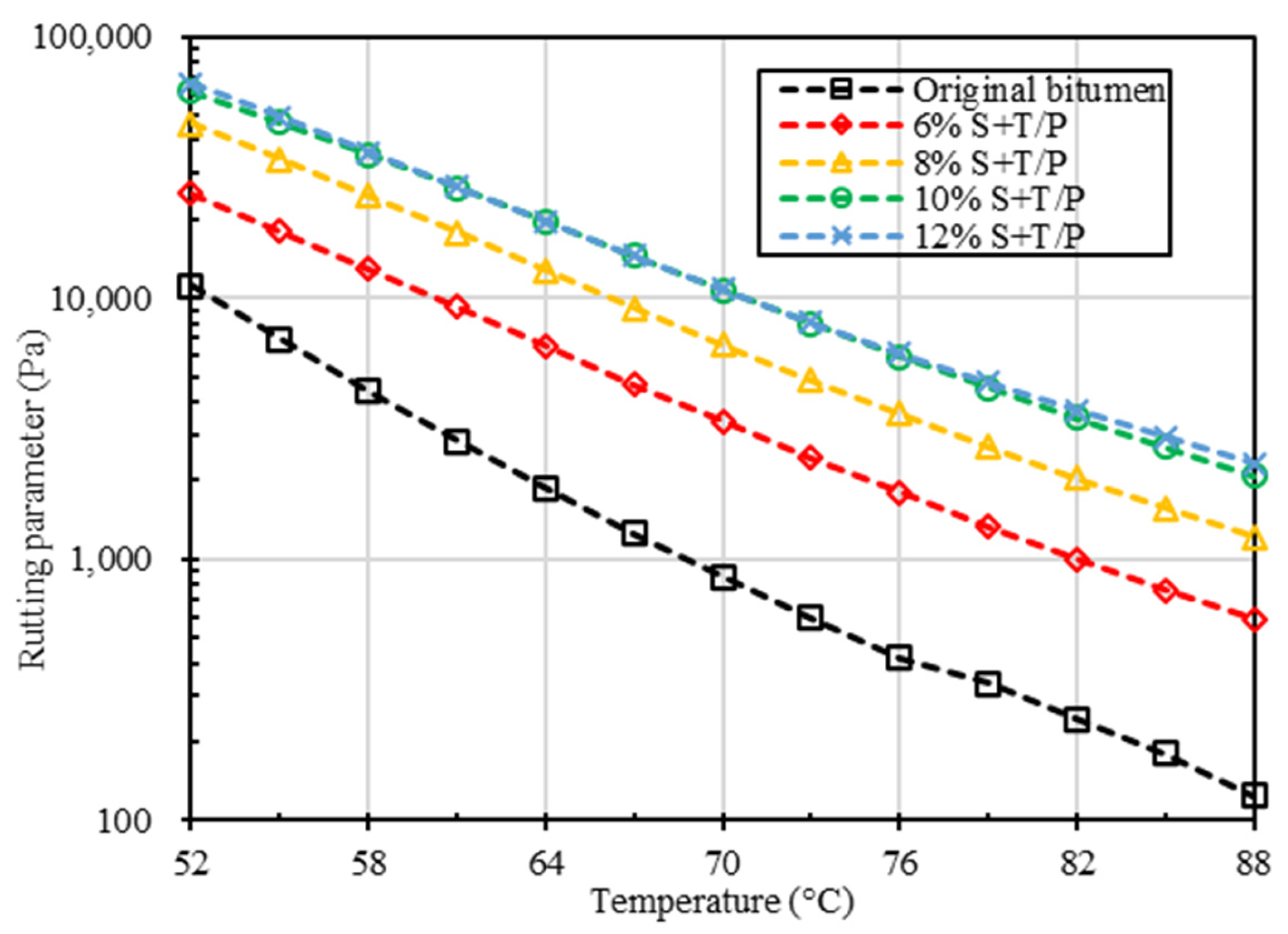
Figure 26.
Rutting parameter of HVE-MB added S+T/P+R/S.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Technical parameters of the original bitumen.
| Parameters | Unit | Testing Result | Specification | Test Methods | |
|---|---|---|---|---|---|
| Needle penetration (25 °C, 5 s, 100 g) | 0.1 mm | 69.0 | 60–80 | ASTM D5 | |
| Softening point (R&B) | °C | 48.2 | ≥46 | ASTM D36 | |
| Ductility (15 °C) | Cm | >100 | ≥100 | ASTM D113 | |
| Ductility (10 °C) | cm | 46.5 | ≥20 | ASTM D113 | |
| Density (15 °C) | g/cm3 | 1.035 | NA | JTG E20 T0603 | |
| Dynamic viscosity (60 °C) | Pa·s | 265.0 | ≥180 | JTG E20 T0620 | |
| Solubility (Trichloroethylene) | % | 99.8 | ≥99.5 | JTG E20 T0607 | |
| RTFOT | Mass change | % | −0.12 | ±0.8 | JTG E20 T0609 |
| Needle penetration ratio | % | 69 | ≥61 | JTG E20 T0604 | |
| Ductility (10 °C) | cm | 27.1 | ≥6 | JTG E20 T0605 | |
Table 2.
Technical index of SBS.
| Technical Parameters | Result | Technical Parameters | Result |
|---|---|---|---|
| Relative density | 1.039 | Elongation at break (%) | 750 |
| S/B ratio | 30/70 | 300% fixed elongation | 2.4 |
| Tensile strength (MPa) | 24 | Appearance | White solid |
| Shore hardness A | 72 |
Table 3.
Technical index of tackifier.
| Technical Parameters | Result |
|---|---|
| Relative density | 0.963 |
| Softening point (°C) | 108 |
| Acid value (mgKOH/g) | ≤1 |
| Toluene insoluble matter (%) | 0.05 |
| Appearance | Transparent and brittle solid |
Table 4.
Technical index of reclaimed rubber powder.
| Technical Parameters | Result |
|---|---|
| Relative density | 1.21 |
| Rubber hydrocarbon content (%) | 56 |
| Grain size (mesh) | 40 |
| Softening temperature (°C) | 136 |
| Appearance | Black powder particles |
Table 5.
Technical index of plasticizer.
| Technical Parameters | Result |
|---|---|
| Density (g/cm3) | 0.985 |
| Boiling point (°C) | 416.36 |
| Flashing point (°C) | 222.29 |
| Ester content (%) | ≤1 |
| Appearance | Colorless transparent oily liquid |
Table 6.
Technical index of stabilizer.
| Technical Parameters | Result | Standard |
|---|---|---|
| Density (g/cm3) | 1.126 | ASTM D4052 |
| Flashing point (°C) | >230 | ASTM D92 |
| Aromatic content (%) | 91 | ASTM D2007 |
| Viscosity index | 106 | ASTM D2270 |
| Sulfur content (%) | <0.3 | ASTM D2622 |
| Appearance | Light yellow oily liquid | Visual analysis |
Table 7.
Mixture proportions of modifiers.
| Code | Modifiers and Contents (%) | ||||
|---|---|---|---|---|---|
| SBS | Tackifier | Plasticizer | Reclaimed Rubber Powder | Stabilizer | |
| 6% S | 6 | 0 | 0 | 0 | 0 |
| 8% S | 8 | 0 | 0 | 0 | 0 |
| 10% S | 10 | 0 | 0 | 0 | 0 |
| 12% S | 12 | 0 | 0 | 0 | 0 |
| 6% S+T/P | 6 | 2.5 | 1 | 0 | 0 |
| 8% S+T/P | 8 | 2.5 | 1 | 0 | 0 |
| 10% S+T/P | 10 | 2.5 | 1 | 0 | 0 |
| 12% S+T/P | 12 | 2.5 | 1 | 0 | 0 |
| 6% S+T/P+R/S | 6 | 2.5 | 1 | 5 | 1 |
| 8% S+T/P+R/S | 8 | 2.5 | 1 | 5 | 1 |
| 10% S+T/P+R/S | 10 | 2.5 | 1 | 5 | 1 |
| 12% S+T/P+R/S | 12 | 2.5 | 1 | 5 | 1 |
Table 8.
Technical Requirements for HVE-MB.
| Parameters | Unit | Specification | Test Methods |
|---|---|---|---|
| Needle penetration (25 °C, 5 s, 100 g) | 0.1 mm | 40–80 | ASTM D5 |
| Softening point (Ring and ball method) | °C | ≥70 | ASTM D36 |
| Ductility (5 °C) | cm | ≥30 | ASTM D113 |
| Dynamic viscosity (60 °C) | Pa·s | ≥20,000 | JTG E20 T0620 |
| Recovery of elasticity (25 °C) | % | ≥85 | ASTM D6084 |
| Segregation (softening point differences) | °C | ≤2.5 | JTG E20 T0661 |
Table 9.
Index of capillary viscometer.
| Model | Capillary Radius (mm) | Calibration Coefficient, 40 kPa Vacuum (Pa·s/s) | Viscosity Range (Pa·s) | ||
|---|---|---|---|---|---|
| B | C | D | |||
| 100 | 0.5 | 3.445 | 1.721 | 1.148 | 60–1280 |
| 400R | 2.0 | 47.74 | 24.65 | 16.21 | 960–140,000 |
| 800R | 4.0 | 195.73 | 98.26 | 64.96 | 3800–580,000 |
Table 10.
Results of elastic recovery test.
| Bitumen | Residual Length of Specimen Cut after 1 h (cm) | Average of Residual Lengths (cm) | Elastic Recovery Rate (%) | ||
|---|---|---|---|---|---|
| 1 | 2 | 3 | |||
| Original bitumen | 12.5 | 9.4 | 11.2 | 11.03 | 44.83 |
| 6% S | 2.5 | 2.4 | 2.1 | 2.33 | 88.33 |
| 8% S | 1.8 | 1.7 | 2.0 | 1.83 | 90.83 |
| 10% S | 1.5 | 1.7 | 1.2 | 1.47 | 92.67 |
| 12% S | 0.9 | 0.6 | 0.8 | 0.77 | 96.17 |
| 6% S+T/P | 1.4 | 1.2 | 1.5 | 1.37 | 93.17 |
| 8% S+T/P | 1.1 | 1.0 | 1.1 | 1.07 | 94.67 |
| 10% S+T/P | 1.0 | 0.8 | 0.6 | 0.80 | 96.00 |
| 12% S+T/P | 0.7 | 0.4 | 0.8 | 0.63 | 96.83 |
| 6% S+T/P+R/S | 0.8 | 0.9 | 1.0 | 0.90 | 95.50 |
| 8% S+T/P+R/S | 0.7 | 0.9 | 0.7 | 0.77 | 96.17 |
| 10% S+T/P+R/S | 0.5 | 0.8 | 0.6 | 0.63 | 96.83 |
| 12% S+T/P+R/S | 0.6 | 0.4 | 0.8 | 0.60 | 97.00 |
Table 11.
Results of ductility of HVE-MB with different modifier types and SBS contents.
| HVE-MB | Ductility (cm) | ||
|---|---|---|---|
| 5 °C | 10 °C | 15 °C | |
| 6% S | 30.5 | 55.1 | >100 |
| 8% S | 48.0 | 71.3 | |
| 10% S | 65.8 | 92.3 | |
| 12% S | 81.2 | >100 | |
| 6% S+T/P | 40.9 | 58.5 | |
| 8% S+T/P | 59.2 | 86.6 | |
| 10% S+T/P | 72.2 | >100 | |
| 12% S+T/P | 89.2 | >100 | |
| 6% S+T/P+R/S | 48.4 | 71.3 | |
| 8% S+T/P+R/S | 68.7 | >100 | |
| 10% S+T/P+R/S | 77.5 | >100 | |
| 12% S+T/P+R/S | 92.3 | >100 | |
Table 12.
Influence of modifiers on Brookfield viscosity of HVE-MB.
| Increment of Viscosity | Additive | Effect of Different Content of SBS on the Rotational Viscosity Indicator of Bitumen | |||
|---|---|---|---|---|---|
| 6% | 8% | 10% | 12% | ||
| Brookfield rotational viscosity at 135 °C (Pa·s) | S | 211.34 | 435.05 | 1389.69 | 1832.99 |
| S+T/P | 236.08 | 463.92 | 1601.03 | 2549.48 | |
| S+T/P+R/S | 570.10 | 825.36 | 1776.29 | 5209.28 | |
| Brookfield rotational viscosity at 165 °C (Pa·s) | S | 374.07 | 522.22 | 1411.11 | 2085.19 |
| S+T/P | 201.48 | 494.07 | 1403.70 | 2507.41 | |
| S+T/P+R/S | 774.07 | 970.37 | 1911.11 | 6055.56 | |
Table 13.
Viscosity–temperature fitting equation.
| Bitumen’s Type | Viscosity–Temperature Fitting Equation | R2 | VTS |
|---|---|---|---|
| Original bitumen | lg(lgη) = 22.54355 − 8.78361 × lgTK | 0.99139 | −8.78361 |
| 6% S | lg(lgη) = 10.33174 − 3.85472 × lgTK | 0.99462 | −3.85472 |
| 8% S | lg(lgη) = 9.45276 − 3.58084 × lgTK | 0.99214 | −3.58084 |
| 10% S | lg(lgη) = 9.73265 − 3.54076 × lgTK | 0.99386 | −3.54076 |
| 12% S | lg(lgη) = 8.87776 − 3.25315 × lgTK | 0.99551 | −3.25315 |
| 6% S+T/P | lg(lgη) = 10.65706 − 3.99121 × lgTK | 0.99252 | −3.99121 |
| 8% S+T/P | lg(lgη) = 9.59651 − 3.55993 × lgTK | 0.99354 | −3.55993 |
| 10% S+T/P | lg(lgη) = 8.50414 − 3.12125 × lgTK | 0.99648 | −3.12125 |
| 12% S+T/P | lg(lgη) = 8.15574 − 2.98505 × lgTK | 0.99246 | −2.98505 |
| 6% S+T/P+R/S | lg(lgη) = 9.31772 − 3.44966 × lgTK | 0.99393 | −3.44966 |
| 8% S+T/P+R/S | lg(lgη) = 8.56435 − 3.15133 × lgTK | 0.99631 | −3.15133 |
| 10% S+T/P+R/S | lg(lgη) = 7.12689 − 2.60676 × lgTK | 0.99699 | −2.60676 |
| 12% S+T/P+R/S | lg(lgη) = 6.99446 − 2.52031 × lgTK | 0.99451 | −2.52031 |
Table 14.
Results of segregation softening point test.
| Bitumen | Softening Point on Upper Part of Segregation Tube (°C) | Softening Point on Lower Part of Segregation Tube (°C) | Segregation Softening Point Difference (°C) |
|---|---|---|---|
| Original bitumen | 48.27 | 48.19 | 0.08 |
| 6% S | 74.62 | 74.03 | 0.59 |
| 8% S | 79.68 | 78.34 | 1.34 |
| 10% S | 86.21 | 84.23 | 1.98 |
| 12% S | 91.44 | 88.73 | 2.71 |
| 6% S+T/P | 70.28 | 69.03 | 1.25 |
| 8% S+T/P | 84.32 | 82.68 | 1.64 |
| 10% S+T/P | 89.63 | 86.82 | 2.81 |
| 12% S+T/P | 92.12 | 89.26 | 2.86 |
| 6% S+T/P+R/S | 74.26 | 73.86 | 0.40 |
| 8% S+T/P+R/S | 86.12 | 85.76 | 0.36 |
| 10% S+T/P+R/S | 94.62 | 93.35 | 1.27 |
| 12% S+T/P+R/S | 98.94 | 97.21 | 1.73 |
Table 15.
Influence of modifier on rheological properties of HVE-MB at 64 °C.
| Rheological Performance Indicator | Additive | Effect of Different Content of SBS on the Rheological Performance Indicator of Original Bitumen | |||
|---|---|---|---|---|---|
| 6% | 8% | 10% | 12% | ||
| Increase in Complex Modulus (%) | S | 385.56 | 624.09 | 773.15 | 1267.07 |
| S+T/P | 230.96 | 520.46 | 777.01 | 797.07 | |
| S+T/P+R/S | 515.19 | 525.30 | 751.16 | 1388.55 | |
| Reduction in Phase Angle (◦) | S | 17.78 | 21.50 | 23.95 | 32.84 |
| S+T/P | 16.40 | 22.11 | 30.48 | 28.81 | |
| S+T/P+R/S | 22.48 | 26.39 | 36.00 | 35.98 | |
| Increase in Rutting Parameter (%) | S | 419.51 | 496.26 | 880.38 | 1589.63 |
| S+T/P | 250.93 | 585.72 | 953.22 | 957.16 | |
| S+T/P+R/S | 582.00 | 618.51 | 998.04 | 1819.34 | |
Table 16.
Influence of modifiers on construction temperature of HVE-MB.
| Bitumen | Mixing Temperature (°C) | Increment of Mixing Temperature (°C) | Rolling Temperature (°C) | Increment of Rolling Temperature (°C) |
|---|---|---|---|---|
| Original bitumen | 151.54 | – | 142.14 | – |
| 6% S | 181.21 | 29.67 | 167.41 | 25.28 |
| 8% S | 186.46 | 34.92 | 170.58 | 28.44 |
| 10% S | 195.86 | 44.32 | 175.22 | 33.08 |
| 12% S | 197.96 | 46.42 | 177.44 | 35.30 |
| 6% S+T/P | 180.67 | 29.14 | 167.98 | 25.84 |
| 8% S+T/P | 184.91 | 33.37 | 170.20 | 28.06 |
| 10% S+T/P | 194.00 | 42.46 | 173.47 | 31.33 |
| 12% S+T/P | 195.77 | 44.23 | 175.42 | 33.28 |
| 6% S+T/P+R/S | 189.64 | 38.10 | 170.04 | 27.91 |
| 8% S+T/P+R/S | 187.63 | 36.09 | 176.55 | 34.41 |
| 10% S+T/P+R/S | 196.99 | 45.45 | 176.47 | 34.33 |
| 12% S+T/P+R/S | 199.01 | 47.47 | 178.82 | 36.69 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Li, Y.; Jiang, G.; Yan, S.; Feng, J.; Li, D. Performance and Mechanism of High-Viscosity and High-Elasticity Bitumen (HVE-MB) Modified with Five Additives. Sustainability 2023, 15, 14089. https://doi.org/10.3390/su151914089
AMA Style
Li Y, Jiang G, Yan S, Feng J, Li D. Performance and Mechanism of High-Viscosity and High-Elasticity Bitumen (HVE-MB) Modified with Five Additives. Sustainability. 2023; 15(19):14089. https://doi.org/10.3390/su151914089
Chicago/Turabian StyleLi, Yuanyuan, Gangping Jiang, Shuting Yan, Jianlin Feng, and Da Li. 2023. "Performance and Mechanism of High-Viscosity and High-Elasticity Bitumen (HVE-MB) Modified with Five Additives" Sustainability 15, no. 19: 14089. https://doi.org/10.3390/su151914089
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.