

A Study on the Sintering Mechanism of High-Strength Light Bricks Manufactured from Coal Gasification Slag
1
School of Materials and Metallurgy, Inner Mongolia University of Science and Technology, Baotou 014010, China
2
Hongyuan New Material Baotou Co., Ltd., Baotou 014010, China
*
Authors to whom correspondence should be addressed.
Sustainability 2023, 15(6), 4860; https://doi.org/10.3390/su15064860
Submission received: 28 October 2022
/
Revised: 10 January 2023
/
Accepted: 15 January 2023
/
Published: 9 March 2023
(This article belongs to the Special Issue Renewable Resources and Circular Economy)
Abstract
:In this article, we report a way to produce sintered bricks from industrial coal gasification slag. Subsequently, we studied the impact of the addition of coal gasification slag and heat treatment on the density and compression strength of sintered materials with controlled variables. In addition, we implemented thermogravimetric analysis-differential scanning calorimetry (TG-DSC), an X-ray powder diffractometer (XRD), and a scanning electron microscope (SEM), as well as optical and thermal measurement devices, to analyze the microscopic structures of sintered materials; this revealed the action mechanism of coal gasification slag on the microscopic morphology and performance of sintered bricks. The volumetric density and compression strength of the sintered bricks were found to be negatively correlated with the amount of coal gasification slag introduced, but positively correlated with the sintering temperature. When the firing temperature was 1150 °C and the addition amount of coal gasification slag was 45%, the sintered brick products, with a predominant crystalline phase of anorthites, could achieve a density of 1.5 g/cm3 and a compression strength of 30 MPa; this met the requirements of the China National Standard GB/T 5101-2017 for MU30 bricks. This report may help with the implementation of coal gasification slag.
1. Introduction
Coal gasification is a clean and effective technology for utilizing coal resources [1]. As the technology becomes widespread, the production and accumulation amounts of coal gasification slag have grown significantly. According to the statistics, a coal gasification plant with a processing capability of several million tons of coal could emit more than 6 million tons of coal gasification slag per year, and every thousand tons of solid gasification slag could take up a land area of 3000 square feet [2,3]; this is a huge waste for land resources and causes serious damage to the ecological environment. Therefore, environmentally friendly utilization techniques for coal gasification slag are necessary, in order to realize zero-emission in coal gasification technology.
The utilization of coal gasification slag is largely dependent on the unique physicochemical properties of the slag, which are associated with multiple factors, including the type of coal raw material, processing techniques, and cooling procedures. Currently, there have been few reports focusing on the utilization of coal gasification slag as a resource. Matjie et al. [4,5,6] revealed the fundamental features of the crystallization phases, glassy amorphous substances, and residual carbon, all three of which make up the coal gasification slag. Acosta et al. [7,8] investigated the physicochemical properties and mineral composition of coal gasification slag and concluded that the slag may be used, by its nature, as the raw material to manufacture glass ceramics and ceramic sintered materials. They also succeeded in manufacturing bricks with a compression strength of 45 MPa, using clay and coal gasification slag with a loss-on-ignition (LOI) of 2.64% in their laboratory. Räsänen et al. studied the applicability of different indirect test methods in evaluating the performance of recycled old and new bricks. The assessed properties included the initial rate of water absorption, water absorption capacity, compressive strength, and freeze–thaw durability. Their study provides a new idea for the performance evaluation of building materials prepared from solid wastes [9]. Tayeh et al. investigated the engineering of incorporating sugarcane pulp sand and paper grain sand into concrete bricks to build lightweight bricks, but also examined the possibility of substituting fine aggregates with agricultural and industrial wastes to safely dispose of or recycle wastes. The compressive strength was increased when the ideal mixing ratio of fine aggregate substitution with ground sugarcane pulp sand and paper grain sand was achieved [10]. Carvalho et al. investigated the durability of soil–cement blocks that incorporated ornamental granite stone waste; the soil–cement block was tested for changes in strength and water absorption. The results showed a loss in strength for the 90 days of the immersion cycle, together with a relatively small gain in water absorption [11]. Yin et al. [12] looked into the chemical composition, physical phase composition, mineral phases, and microscopic morphology of coal gasification slag. In addition, they manufactured heat-preserving and heat-proof wall materials that satisfied the MU7.5 (strength grade classification, its compressive strength is 7.5 MPa) standard, using slag and clay with a loss-on-ignition (LOI) of 24.01%. This is the way to use coal gasification slag to prepare building materials, including sintered bricks. Ways in which to improve the strength of the materials prepared from coal gasification slag are the focus of this study.
This report describes our study, which used coal gasification slag with an LOI of 48.9% as the primary raw material in the manufacture of sintered bricks. Firstly, we investigated the impact of the addition of an amount of coal gasification slag and heat treatment approaches on the performance of sintered bricks. Subsequently, we implemented TG-DSC, XRD, and SEM, as well as optical and thermal measurement devices, to analyze the microscopic structures of the manufactured sintered bricks and uncover the sintering mechanisms in the process of using the slag to make these bricks. This study may provide a new way to recycle solid waste resources for the large-scale environmentally friendly utilization of coal gasification slag.
2. Experiment
2.1. Materials
The materials used in this study were coal gasification slag obtained from an industrial plant in Baotou, Inner Mongolia, China, and the main chemical composition and XRD pattern of the slag are given in Table 1 and Figure 1, respectively. The primary mineral components of the slag were calcite and a certain amount of quartz. The particle size, tested using a laser particle size analyzer (HELOS/ROD0S), was less than 30 μ. The particle content of m was approximately 90%.
Coal gasification slag is characterized by highly variable components, high LOI values, and lean properties. Therefore, it is hard to control the heat treatment of the slag, and the slag plasticity is quite low, which is not desirable when manufacturing sintered bricks. When excessively introduced into the blend material, the coal gasification slag could reduce the plasticity of the blend material, leading to difficulties in forming the brick blank, and the unstable appearance and performance of the sintered material. Thus, a brick recipe that includes coal gasification slag should be designed to involve other plastic materials with complementary components. In this study, the maximum introduction amount for the coal gasification slag was 45%.
2.2. Experiment Workflow
Figure 2 describes the experiment workflow, in order to prepare sintered bricks.
- (1)
- Measurement: The measurement of the raw materials was based on the introduction amounts, designed in Table 1, using an 0.01 g electric balance.
- (2)
- Blending: Since the raw materials vary in their densities, in order to avoid stratification, they were placed in an NJ-160B stirrer and mixed thoroughly with an appropriate amount of water (10–20%) for a homogeneous mixture.
- (3)
- Shape formation: A YAW-1000 computer-controlled pressure tester and brick molds were used to press the homogeneous material mixture into several pieces of cylinder blank (Φ70 mm × 20 mm). The formation pressure was controlled at 10–20 MPa.
- (4)
- Drying: The pieces of blank were moved into a drying oven for drying at 105–110 °C for 24 h. This step stopped when the blank weight became constant.
- (5)
- Sintering: The dried sample pieces were sintered in a chamber electric furnace with predefined heat treatment approaches. The sintering temperatures were 1050 °C, 1100 °C, 1150 °C, 1200 °C, and 1250 °C. The introduction amounts of coal gasification slag in the samples are given in Table 2.
2.3. Performance Checks
The thermogravimetric analysis and differential scanning calorimetry (TG-DSC) data of the samples at varying temperatures were obtained using the NETZSCH-STA 449F3 TG-DSC device. The TG-DSC measurements were taken using an Al2O3 crucible and platinum crucible cap as the reference material, and the process temperature increased from room temperature to 1400 °C at a rate of 10 °C/min under an Ar atmosphere. An X-ray diffraction (XRD) analysis was performed on the sintered samples using the DADVANCE device produced in Germany; the analysis rate was 4 °/min within a range of 10~80°. Scanning electron microscopy (SEM) observations, made on the microscopic morphology of the sample sections, were acquired with ZeissSupra 55FESEM. Changes in the morphology during sintering were tested using the TOM-AC optical and thermal system produced in Germany, which could qualitatively describe the shrinkage and expansion of the samples under different temperatures.
3. Results and Discussion
3.1. TG-DSC Analysis
To determine the optimal temperature for heat treatment in the preparation of sintered bricks, blended material powder samples from group A were subjected to TG-DSC tests at a temperature rising rate of 10 °C/min (Figure 3). The TG curves showed that the weight loss grew as the temperature rose, and rapid weight loss occurred at temperature ranges of 400~600 °C and 1150~1250 °C. In addition, according to the DSC curves, as the temperature rose, the samples were generally exothermic, but endothermic peaks were observed at 483 °C, 783 °C, 1000 °C, and 1181 °C. No significant thermal changes were observed before 380 °C, and an obvious endothermic peak was found at 483 °C, which corresponded to a significant weight loss (~5%) in the TG curve. Such weight loss could be explained as the clearance of crystallized water and constitutional water within the blank. As a result, the heating rate between 400~600 °C should be controlled at less than 10 °C/min, in order to avoid internal cracking due to rapid and significant gas clearance.
Complex physicochemical reactions occurred within the temperature range of 483~870 °C. Particularly, the quartz component shifted from β phase to α phase at 573 °C, which continued to change until the tridymite phase at 870 °C. These phase shifts led the SiO2 to expand in its volume by around 16%, creating gaps inside the blank and promoting the residual carbon within the coal gasification slag to react with oxygen directly. Therefore, to avoid such an undesired situation, the temperature rise rate should be restricted during this temperature range. The endothermic peak at 783 °C on the DSC curve suggested the decomposition of the carbonate mineral calcite, whose amount in the slag was low. As a result, this endothermic peak was not obvious. Several exothermic peaks were found from 900 °C to 1250 °C; these originated in an extreme release of heat, due to the solid-phase reactions that formed aluminosilicates. It was during this temperature range that anorthite and mullite crystal particles, which composed the mineral basic structure of the sintered bricks and granted high strength to the blank pieces, began to form [13]. The endothermic peak at 1180 °C could be attributed to the melting of eutectic compounds in the raw material. In addition, when the temperature was higher than 1150 °C, the weight loss of the blank samples became more intensive; this might be correlated to the decomposition of the residual internal carbonates and some stable oxides, as well as to the mutual dissolution of multiple types of silicates [14]. According to the optical and thermal measurements in Figure 8, the sample volume shrank to the minimum at 1250 °C. Therefore, the maximum sintering temperature for the sintered brick blank made from coal gasification slag should lie between 1050 °C and 1250 °C.
3.2. Performance Checks and Analysis
The Archimedean method was implemented to measure the volumetric density and water absorbance of the sintered blank. Samples were cut into cubes with dimensions of 10 mm × 10 mm × 10 mm, and the compression strength was measured with a multifunctional tester. The correlations between volumetric density and compression strength, with the introduction amount of gasification slag and sintering temperature, are given in Figure 4 and Figure 5. It may be inferred from Figure 5 that the compression strength dropped before rising again at sintering temperatures of 1200~1250 °C. According to the DSC results, brick blank samples at this temperature range showed excessive liquid phases, significant deformation, and glass transition on the edges. In a word, over-sintering occurred at this temperature range, and the samples failed to meet the practical requirements. Therefore, the analysis described below shall exclude the sintered bricks with a sintering temperature of 1200 °C or 1250 °C.
The volumetric density and compression strength of the sintered bricks were found to be negatively correlated to the introduction amount of the coal gasification slag, but positively correlated to the sintering temperature. As the slag introduction amount shifted from 30% to 45%, the volumetric density of the sintered bricks dropped from 1.62 g/cm3 (at 1150 °C) to 1.21 g/cm3 (at 1050 °C); this could be attributed to the oxidation reactions occurring on the residual carbon and the consequent decrease in the overall brick quality. The compression strength of the sintered bricks changed from 35.79 MPa at 1150 °C to 1.5 MPa at 1050 °C, which may be explained by two factors. Firstly, the shape formation capability of the blank dropped because of a higher slag content, leading to a lower initial sample strength; secondly, the oxidation of the residual carbon inside the blank created gaps and holes within the blank, which further deteriorated the blank’s mechanical performance. When the sintering temperature rose from 1050 °C to 1150 °C, both the volumetric density and the compression strength grew. Such a finding may be associated with an increased content of the liquid phase and mineral crystals within the blank, and these contents made the blank more compact, thereby improving its mechanical strength. With the increase in sintering temperature, more liquid phase was produced in the matrix, and the amount of liquid phase produced by the binder and aggregate was relatively moderate. The liquid phase entered the aggregate gap, the radius of the bond neck between the aggregates increased, and the bond between the aggregates was stronger, which made the brick dense and uniform, and provided an important guarantee of strength. At the same time, with the increase in sintering temperature, the formation of anorthite, mullite and other crystals gradually increased. The increase in the appropriate amount of liquid phase and mineral crystals generated inside the body promoted the densification of the body and improved the mechanical strength of the sintered brick. However, once the sintering temperature became 1150 °C, the volumetric density began to decrease (from 1.62 g/cm3 to 1.5 g/cm3), while the compression strength continued to increase (from 35.79 MPa to 49.71 MPa), both of which met the highest MU30 requirements specified in the China National Standard GB/T 5101-2017. This is because, at such a temperature, the solid phase reactions were initiated between the mineral contents inside the blank and stable mineral crystals were produced; these were found to be primarily anorthite and mullite. These crystals could boost the strength of the blank structure. In the meantime, eutectic compounds began to melt into a tremendous amount of glassy liquid phase material, which wrapped up and cemented the tiny crystal particles to create sintered bricks with high strength. Therefore, it is fair to conclude that 1150 °C is the most appropriate sintering temperature for the coal-gasification-slag-sintered bricks in this experiment.
3.3. Microscopic Morphology of the Sintered Bricks
The XRD spectra of sample group A at 1100 °C are given in Figure 6, which indicates the components of quartz, mullites, hematites, and anorthites. The crystal compositions of the raw materials and the sintered bricks are presented in Table 3.
Minerals, such as calcite, kaolinite, muscovite, and diopside, are not included in the coal gasification slag. Meanwhile, new crystals, namely anorthites and mullites, came into being during the sintering procedure. In particular, quartz is a stable filling material in the coal-gasification-slag-sintered brick blank; meanwhile, anorthite, a plagioclase member of the feldspar mineral family, is characterized by its three-dimensional structure that resembles a scaffold and that has a relatively strong mechanical strength. Mullites are crystals transformed from aluminosilicates under a high temperature. As a mineral that is characterized by its orthorhombic crystalline system, mullite can endure high temperatures, and it is characterized by a high strength and a small thermal conductivity constant. The formulas that describe the formation of anorthite and mullite in this experiment are listed below.
CaO + Al2O3·2SiO2→CaO·Al2O3 2SiO2
3γAl2O3 + 6SiO2→3Al2O·2SiO2
Generally speaking, calcite decomposes at around 600 °C, and its decomposition was almost finished by 1100 °C. The kaolinite mineral in the raw materials started to transform into metakaolinite at around 500 °C, and when the temperature reached 600 °C, the metakaolinite lattices began to break and decompose into amorphous glassy substances. By 1000 °C, the decomposition of kaolinite was almost complete, and all the kaolinite crystals melted. When the temperature grew higher than 1050 °C, the layered crystalline structure of muscovite broke and decomposed into non-crystalline glassy materials and δ-Al2O3, which, in turn, was involved in the formation of anorthite and mullite crystals [15,16]. At this stage, the non-crystalline Fe3+, generated by mineral decomposition within the brick blank, dissolved into the liquid phase; when Fe3+ reached a certain concentration, spontaneous nucleation and crystallization occurred, which produced hematite [17]. In the meantime, diopside crystals melted into non-crystalline glassy substances, which promoted the melting of free quartz particles. Oxides of alkaline and alkaline earth metals, despite their low content inside the blank, acted as co-solvents and reacted with SiO2 and Al2O3 to form multiple eutectic compounds. As the temperature continued to rise, the amount of liquid phase in the blank grew, and the liquid surface tension enabled the solid phase particles (e.g., hematite, anorthite, and mullite) to aggregate, which made the blank more compact. Moreover, such amorphous glassy material may dissolve particles of quartz, clay, and several other crystals. Under the sintering temperature, a compact structure was created from residual quartz, newly-formed anorthite and mullite, by the adhesion of the amorphous glassy liquid phase; thus, the mechanical strength of the sintered bricks was improved.
Figure 7 displays the SEM images of group A at sintering temperatures of 1050~1250 °C. As the sintering temperature rose, more liquid phases were observed inside the blank, and the blank became more compact. According to Figure 7a, the material was quite porous at 1050 °C, with only a few particles of some liquid phases filling in the gap. In a word, complete sintering did not occur at 1050 °C, and the sample had a high porosity, leading to a low compression strength. From Figure 7b, it could be observed that, when the sintering temperature rose to 1100 °C, the compactness of the particles increased significantly, suggesting further sintering. The volumetric density and compression strength of the sintered bricks were improved to some extent, and tiny crystalline particles were visible. Based on the XRD data, these crystalline particles were anorthite and mullite in nature, adhering onto or embedded into the melted amorphous glassy substances. Figure 7c shows that, at the sintering temperature of 1150 °C, more liquid phases started to appear, and fewer gaps were observable on the internal morphology of the sintered blank. Both Figure 7d,e reveal large holes and gaps, as well as a tremendous amount of liquid phase and crystalline substances. From the TG-DSC curves and the optical and thermal measurement figure (Figure 8), it can be inferred that, at this stage, the brick blank began to endure rapid weight loss and contraction, and the endothermic peaks of all the liquid phases of the eutectic compounds were rather concentrated. Under liquid surface tension, crystals were filled into the gaps in the blank, which created stress that pushed the liquid out of the contact area and aggregated the crystal particles. Following aggregation, the crystal particles reorganized, leading to a high compactness of the blank [18] and a significant improvement in the mechanical strength parameters, e.g., compression strength and density; this was consistent with the performance analysis results. However, it may be recognized from Figure 7e that when the sintering temperature rose to 1250 °C, adhesive liquid phases would interfere with the excretion of gases produced by the decomposition of residual carbonates. Such interference could lead to the formation of some large gas holes in the sintered sample, thereby deteriorating the mechanical performance to a certain extent [19]. In a word, as the sintering temperature rose, the blank generally shrank in volume but grew in density, which is generally consistent with the data in Figure 6.
During the sintering process, with the increase of sintering temperature, the molten liquid phase inside the green body gradually filled the pores under the action of liquid phase viscous flow and surface tension. Mullite, anorthite, quartz and other crystals were used as the skeleton of the green body, interlaced with the liquid phase, forming an interwoven network structure in the green body, forming a dense sintered body, giving the green body a certain mechanical strength.
In summary, sintering temperature has the greatest influence on the compressive strength, density, and water absorption of the coal-gasification-slag-sintered brick, followed by the holding time and the heating rate of the sintering stage. On the other hand, the sintering temperature has the greatest influence on the thermal conductivity of the coal-gasification-slag-sintered brick, followed by the heating rate and holding time of the sintering stage.
4. Conclusions
- (1)
- Coal gasification slag may be used as the main raw material in the manufacture of sintered bricks. The optimum sintering temperature of coal-gasification-slag-sintered brick is 1150 oC and its maximum addition amount could be as high as 45%. The volumetric density and compression strength of the sintered bricks were found to be negatively correlated to the introduction amount of the coal gasification slag, but positively correlated to the sintering temperature.
- (2)
- By adjusting the ratios of the coal gasification slag (main raw material), supplementary materials, and additives, sintered bricks with a density of 1.5 g/cm3 and a compression strength of 49.71 MPa may be manufactured under certain conditions. These bricks meet the requirements of MU30, the highest in the China National Standard GB/T 5101-2017.
- (3)
- The main crystalline phase in the sintered bricks manufactured from coal gasification slag is anorthite, and some hematite, mullite, and quartz crystals are also present. These crystals act as the fundamental skeleton of the sintered bricks. With the adhesion of amorphous glassy materials inside the brick blank, the skeleton crystals adhere to form sintered bricks with a certain mechanical strength.
Author Contributions
Conceptualization, F.L.; methodology, F.L.; validation, G.N., W.G. and F.L.; formal analysis, G.N.; investigation, G.N. and W.G.; data curation, G.N. and W.G.; writing—original draft preparation, G.N., W.G. and F.L.; writing—review and editing, W.G.; project administration, W.G. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by [Inner Mongolia Autonomous Region Scientific and technological achievements transformation project] grant number [No. CGZH2018153].
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Informed consent was obtained from all subjects involved in the study.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
The authors gratefully acknowledge the Inner Mongolia Autonomous Region Scientific and technological achievements transformation project.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Wu, S.Y.; Huang, S.; Ji, L.Y.; Wu, Y.; Gao, J.S. Structure characteristics and gasification activity of residual carbon from entrained-flow coal gasification slag. Fuel 2014, 122, 67–75. [Google Scholar] [CrossRef]
- Li, Q. Application of fly ash in environmental engineering. Sci. Technol. Inf. 2008, 131–133. (In Chinese) [Google Scholar] [CrossRef]
- Zhao, Y.B.; Wu, H.; Cai, X.L.; Zhuo, J.D.; Lai, S.Y.; Liu, H.G.; Jing, Y.H.; Yuan, W. Basic characteristics of coal gasification residual. Clean Coal Technol. 2015, 21, 110–113. (In Chinese) [Google Scholar] [CrossRef]
- Matjie, R.H.; Alphen, C.V.; Pistorius, P.C. Mineralogical characterisation of secunda gasifier feedstock and coarse ash. Miner. Eng. 2006, 19, 256–261. [Google Scholar] [CrossRef]
- Matjie, R.H.; Li, Z.S.; Ward, C.R.; French, D. Chemical composition of glass and crystalline phases in coarse coal gasification ash. Fuel 2008, 87, 857–869. [Google Scholar] [CrossRef] [Green Version]
- Wagner, N.J.; Matjie, R.H.; Slaghuis, J.H.; van Heerden, J. Characterization of unburned carbon present in coarse gasification ash. Fuel 2008, 87, 683–691. [Google Scholar] [CrossRef]
- Acosta, A.; Aineto, M.; Iglesias, I.; Romero, M.; Rincón, J.M. Physico-chemical characterization of slag waste coming from GICC thermal power plant. Mater. Lett. 2001, 50, 246–250. [Google Scholar] [CrossRef] [Green Version]
- Acosta, A.; Iglesias, I.; Aineto, M.; Romero, M.; Rincón, J.M. Utilisation of IGCC slag and clay steriles in soft mud bricks (by pressing) for use in building bricks manufacturing. Waste Manag. 2002, 22, 887–891. [Google Scholar] [CrossRef] [Green Version]
- Räsänen, A.; Huuhka, S.; Pakkala, T.; Lahdensivu, J. Methods for evaluating the technical performance of reclaimed bricks. Case Stud. Constr. Mater. 2022, 17, e01504. [Google Scholar] [CrossRef]
- Tayeh, B.A.; Ahmed, S.M.; Hafez, R.D.A. Sugarcane Pulp Sand and Paper Grain Sand as Partial Fine Aggregate Replacement in Environment-friendly Concrete Bricks. Case Stud. Constr. Mater. 2023, 18, e01612. [Google Scholar] [CrossRef]
- Carvalho, A.; Xavier, G.C.; Alexandr, J.; Pedroti, L.G.; de Azevedo, A.R.G.; Vieira, C.M.F.; Monteiro, S.N. Environmental Durability of Soil-Cement Block Incorporated With Ornamental Stone Waste. Mater. Sci. Forum 2014, 798–199, 548–553. [Google Scholar] [CrossRef]
- Yin, H.F.; Tang, Y.; Ren, G.; Zhang, J.Z. Study on the characteristic and application of gasification slag from Texaco gasifier. Coal Convers. 2009, 32, 30–33. (In Chinese) [Google Scholar]
- Chen, Y.L.; Zhang, Y.M.; Chen, T.J.; Han, C. Firing process and mechanism of fired bricks prepared with iron tailings from western Hubei. J. Build. Mater. 2014, 17, 159–163. (In Chinese) [Google Scholar] [CrossRef]
- Li, D.W.; Zhang, L.Q.; Liu, X.F.; Du, Y.; Chen, Y.Q. Investigation of high red mud containing sintered brick. New Build. Mater. 2009, 36, 26–29. (In Chinese) [Google Scholar] [CrossRef]
- Yan, H.; Wang, X.T.; Ma, Y.; Wang, Z.F.; Liu, H. Preparation of anorthite-mullite lightweight refractories by various starches in-situ consolidation. Refractories 2016, 50, 363–366. (In Chinese) [Google Scholar] [CrossRef]
- Sun, F.Y.; Lin, J.H.; Ren, K.F. Study on synthesis of mullite by micro-crystal muscovite and industrial alumina. Bull. Chin. Ceram. Soc. 2011, 29, 686–688+704. (In Chinese) [Google Scholar] [CrossRef]
- Li, R.F.; Zhou, Y.; Li, S.B.; Li, C.Y.; Huang, Z.Y. Sintering process and mechanism of fine-grained iron tailings from Beijing. J. Build. Mater. 2018, 21, 672–677. (In Chinese) [Google Scholar] [CrossRef]
- Zheng, Y.L.; Qin, G.; Huo, J.C.; Shu, W. Technical research of titanium slag-shale sintered products. J. Wuhan Univ. Technol. 2012, 36, 11–16. (In Chinese) [Google Scholar] [CrossRef]
- Feng, Y.P.; Yin, H.F.; Yuan, H.D.; Zhang, L.; Cui, H. Study on the preparation of lightweight heat-insulation wall materials using gasification slag. Bull. Chin. Ceram. Soc. 2014, 33, 497–501+510. (In Chinese) [Google Scholar] [CrossRef]
Figure 1.
XRD pattern of the fine coal gasification slag.
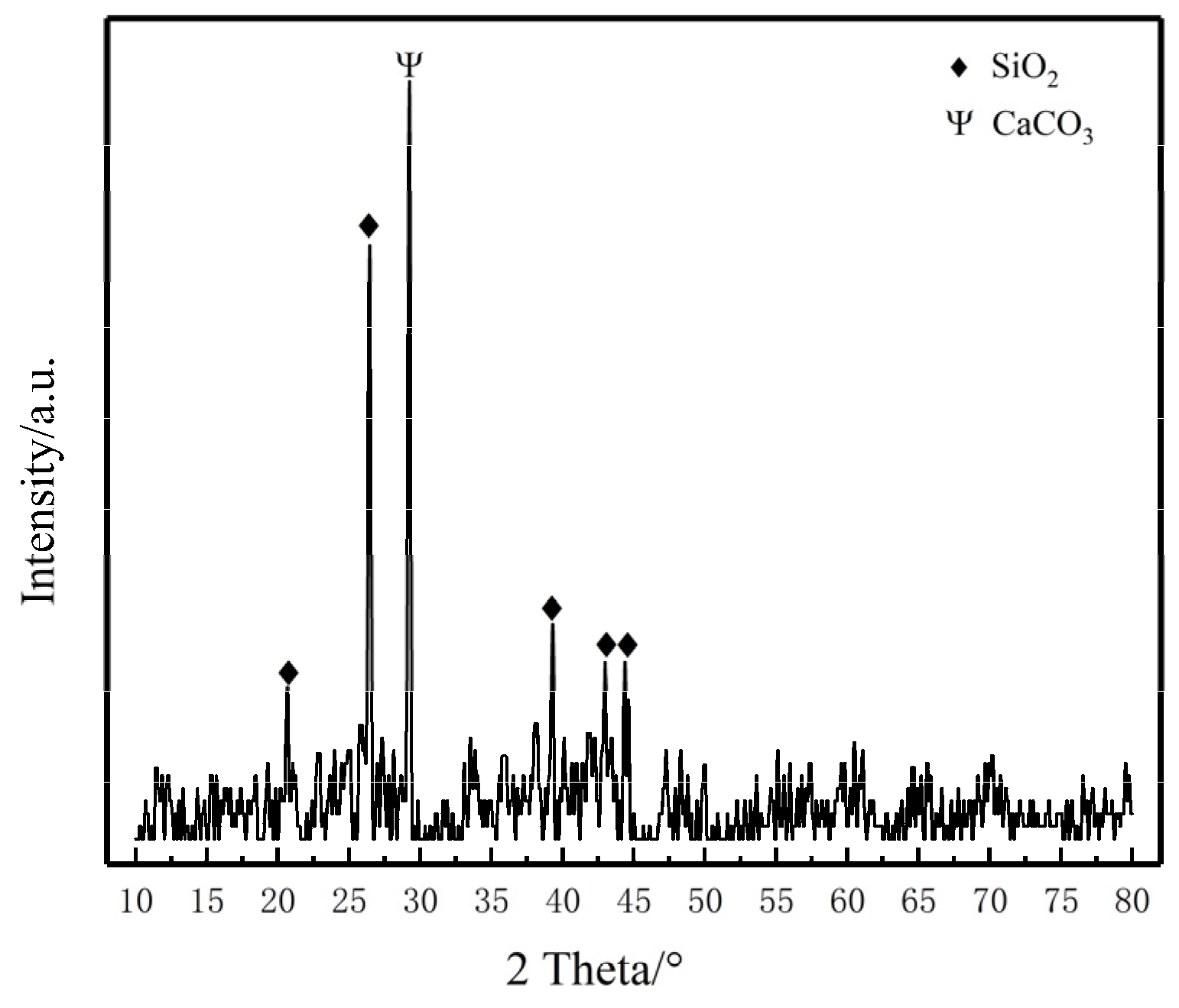
Figure 2.
Preparation workflow of the sintered bricks.
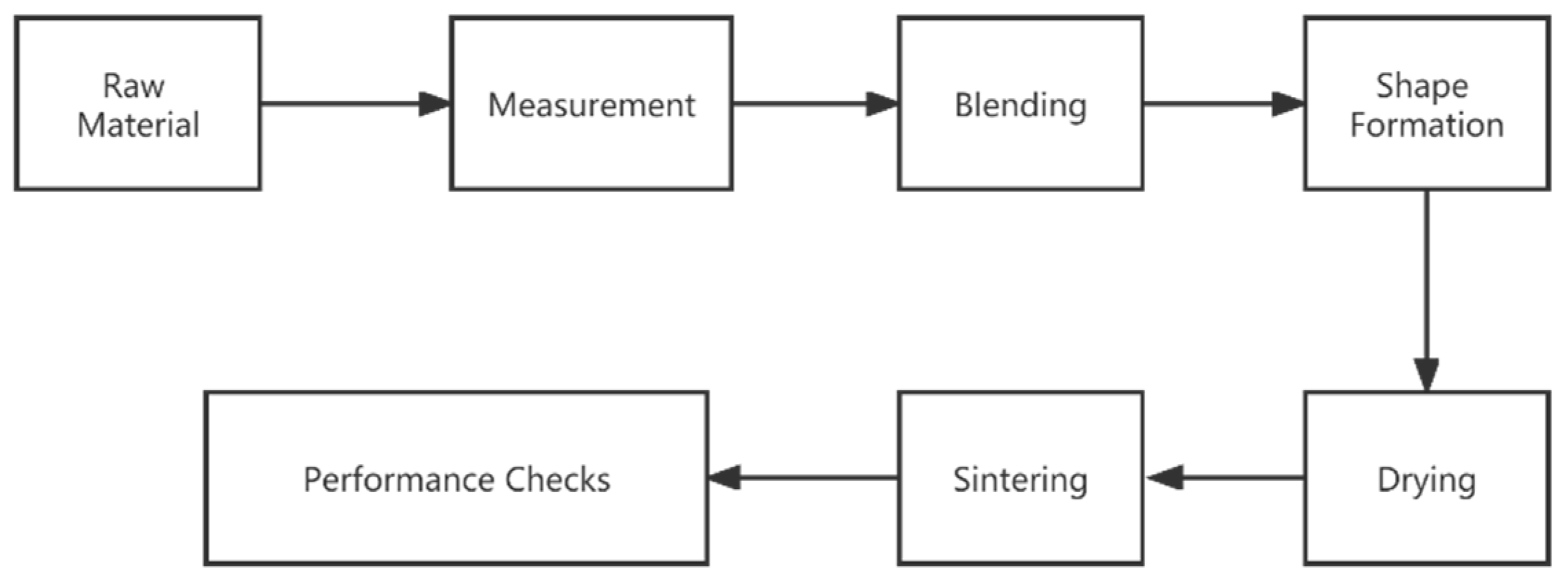
Figure 3.
TG−DSC curves for the coal gasification slag-sintered blank.
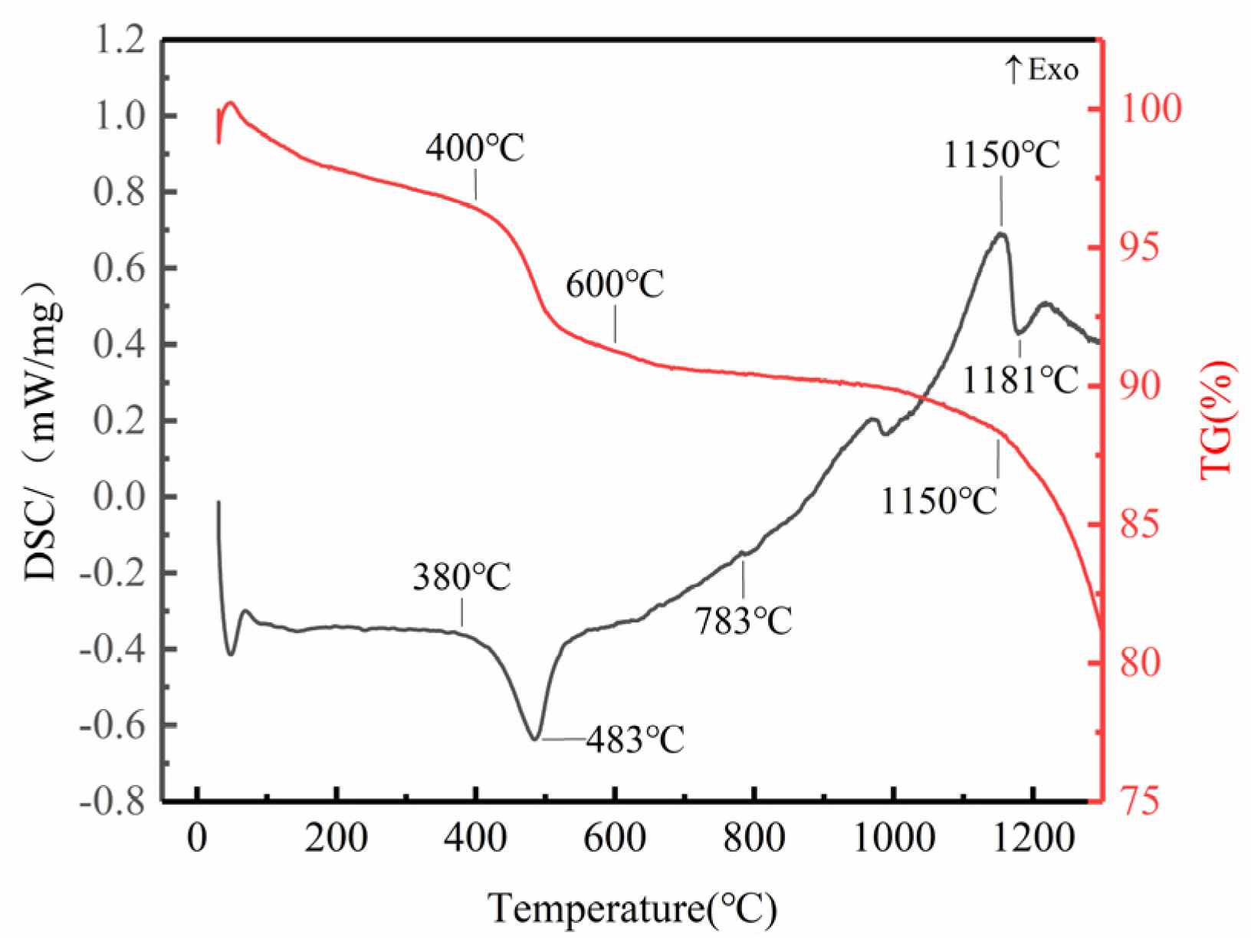
Figure 4.
Correlation between the coal gasification slag content and the density of the sintered bricks.
Figure 4.
Correlation between the coal gasification slag content and the density of the sintered bricks.
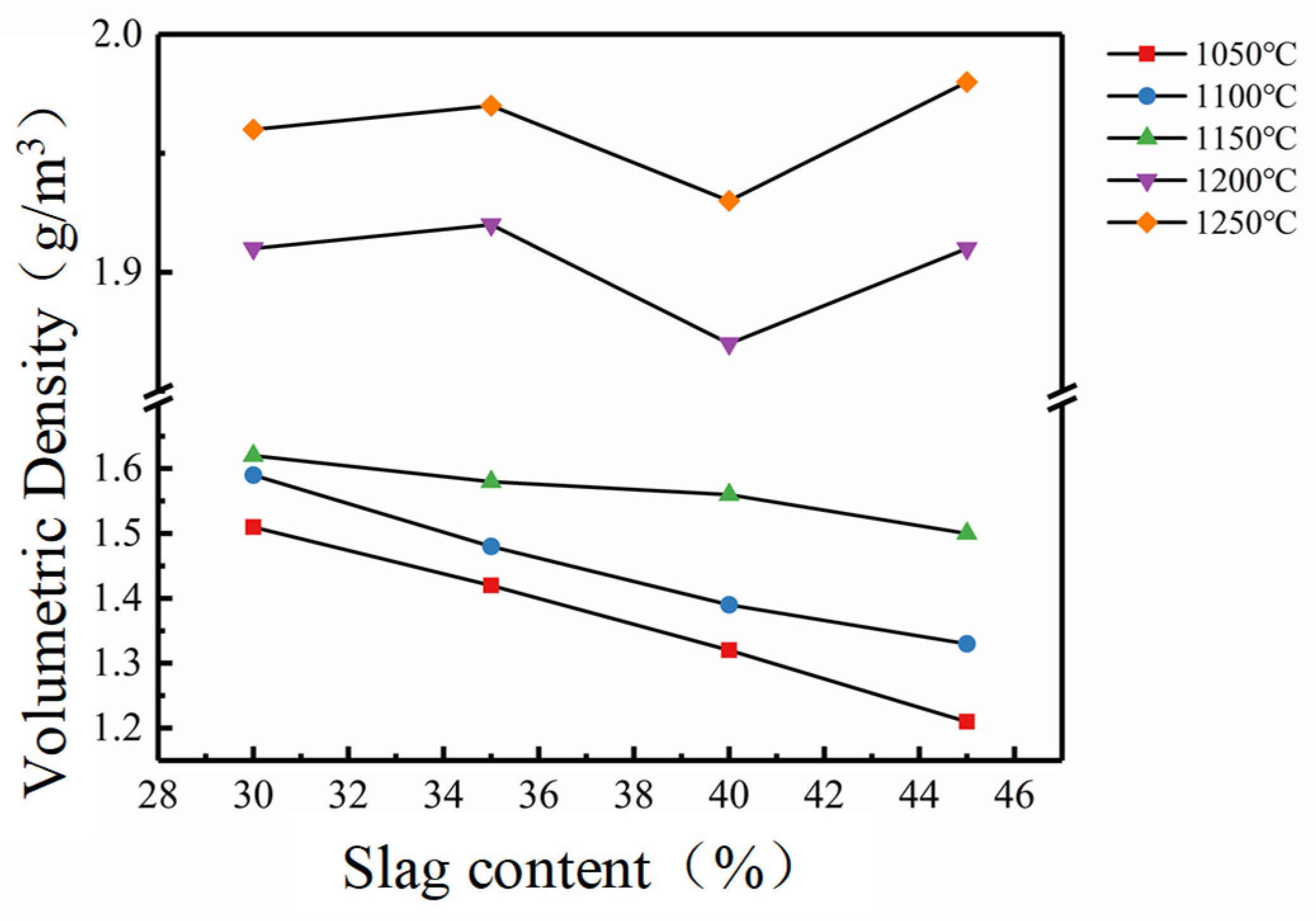
Figure 5.
Correlation between the coal gasification slag content and the compression strength of the sintered bricks.
Figure 5.
Correlation between the coal gasification slag content and the compression strength of the sintered bricks.
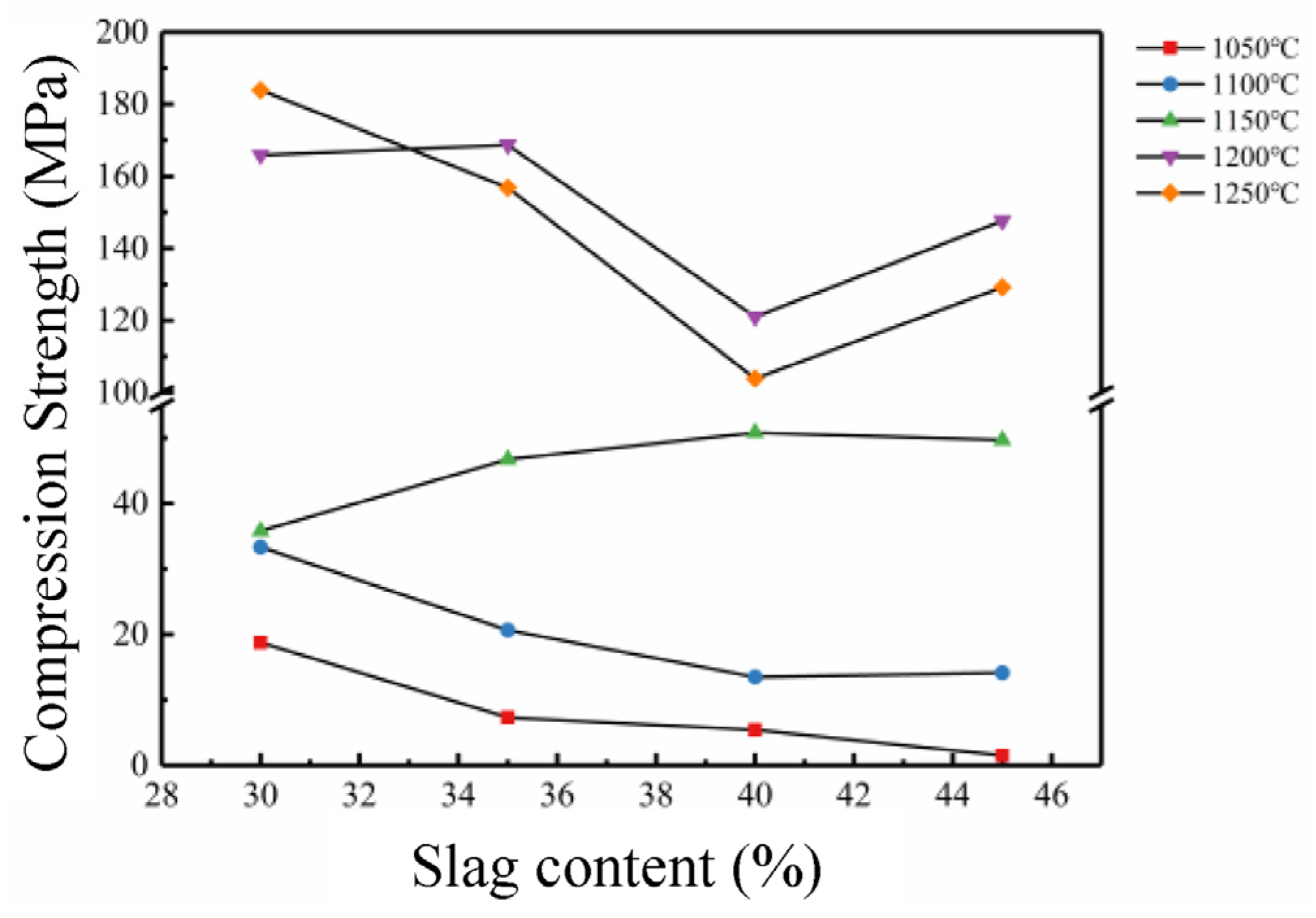
Figure 6.
XRD spectra of sintered bricks in group A at 1100 °C.
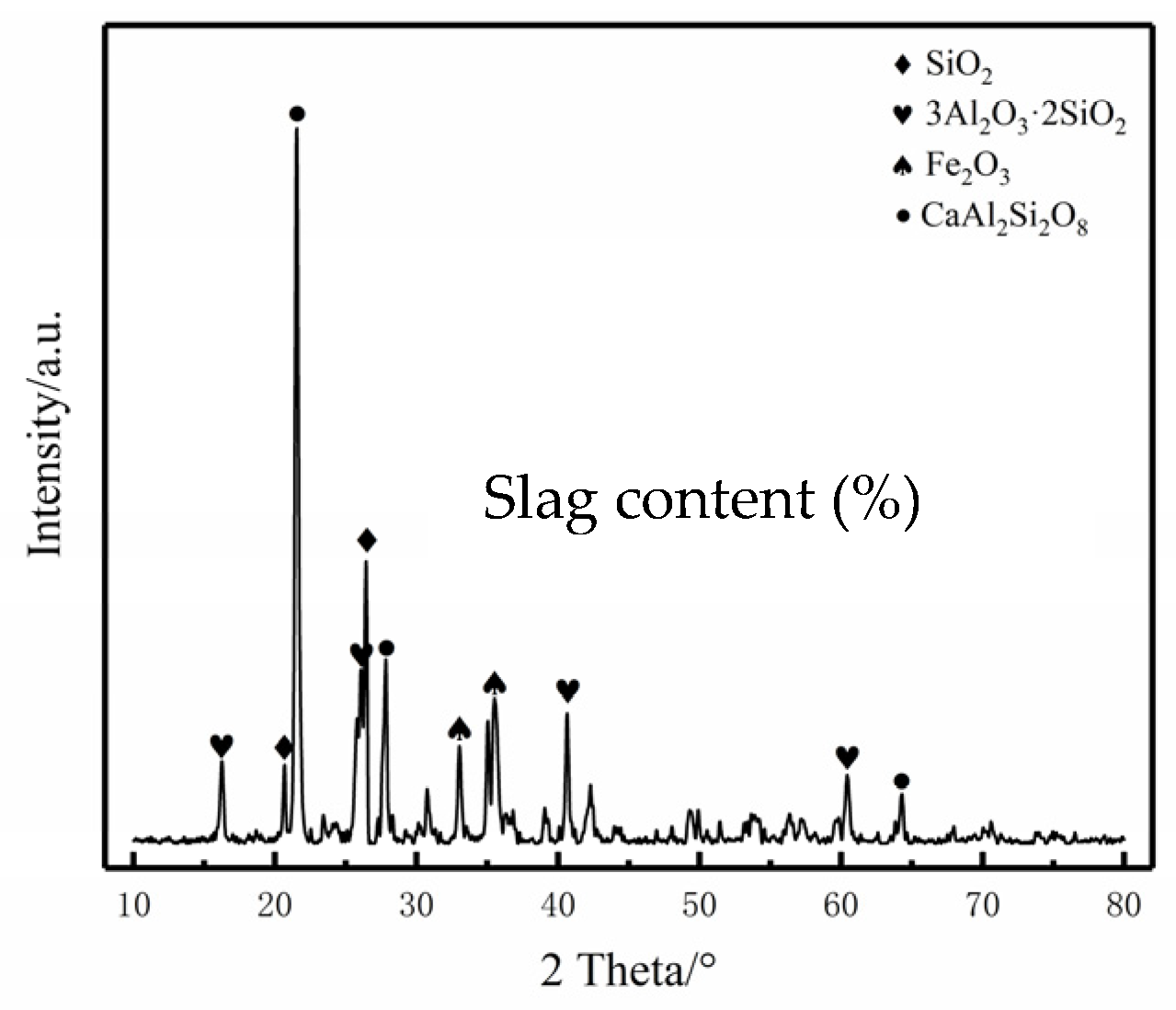
Figure 7.
SEM images of samples A1–A5. (a) A1, 1050 °C; (b) A2, 1100 °C; (c) A3, 1150 °C; (d) A4, 1200 °C; (e) A5, 1250 °C.
Figure 7.
SEM images of samples A1–A5. (a) A1, 1050 °C; (b) A2, 1100 °C; (c) A3, 1150 °C; (d) A4, 1200 °C; (e) A5, 1250 °C.
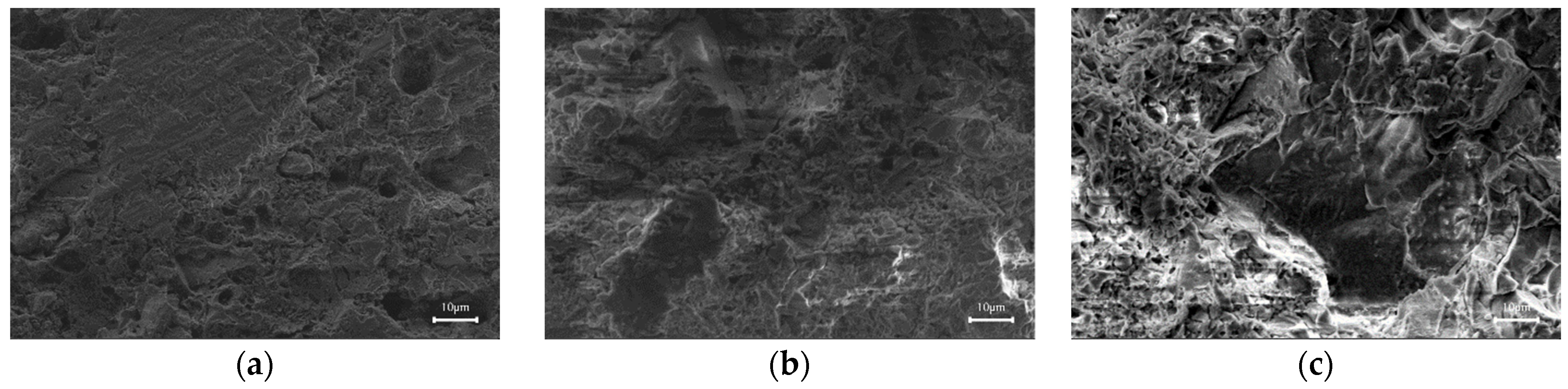
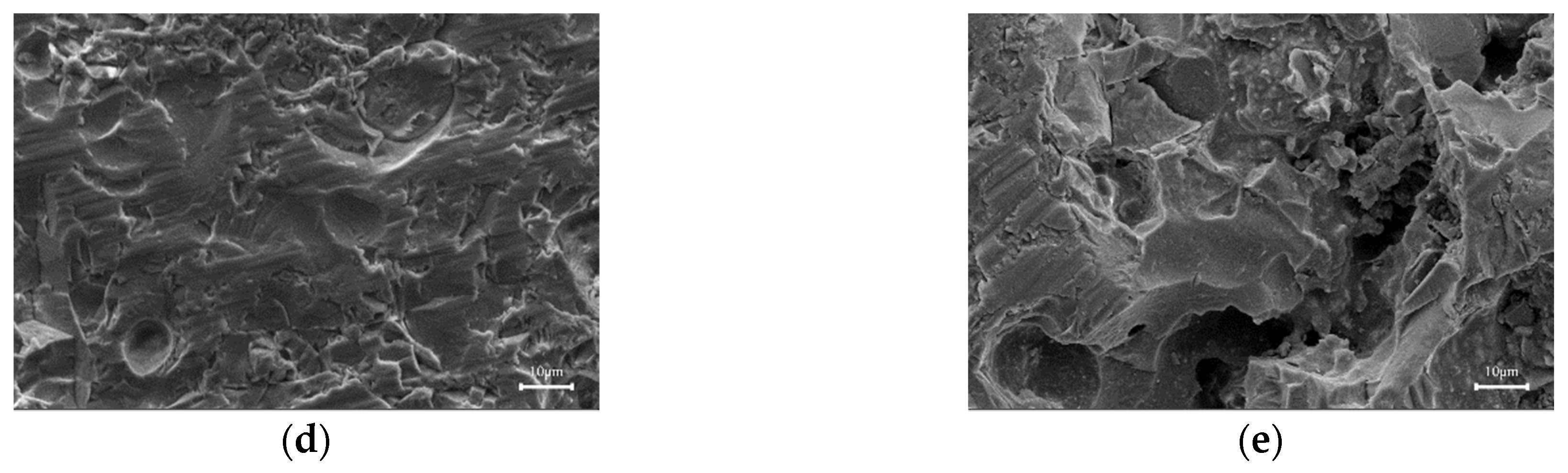
Figure 8.
Measurement figures from the optical and thermal system on samples A1–A5. (a) Macroscopic morphology, (b) Relationship area percentage and temperature.
Figure 8.
Measurement figures from the optical and thermal system on samples A1–A5. (a) Macroscopic morphology, (b) Relationship area percentage and temperature.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Main chemical composition of the coal gasification slag (wt%).
| Component | SiO2 | Al2O3 | Fe2O3 | CaO | TFe | LOI | Other |
|---|---|---|---|---|---|---|---|
| Weight | 19.04 | 8.93 | 9.13 | 9 | 6.39 | 48.9 | 5 |
Table 2.
The introduction amount of fine coal gasification slag (wt%).
| Sample | A | B | C | D |
|---|---|---|---|---|
| Slag amount | 30 | 35 | 40 | 45 |
Table 3.
Crystal compositions of raw materials and sintered bricks.
| Sample Name | Quartz | Kaolinite | Calcite | Muscovite | Diopside | Hematite | Anorthite | Mullite |
|---|---|---|---|---|---|---|---|---|
| Slag | √ | × | √ | × | × | √ | × | × |
| Supplementary Materials | √ | × | × | √ | √ | × | × | × |
| Additives | √ | √ | × | × | × | × | × | × |
| Sintered Samples | √ | × | × | × | × | × | √ | √ |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Liu, F.; Niu, G.; Guo, W. A Study on the Sintering Mechanism of High-Strength Light Bricks Manufactured from Coal Gasification Slag. Sustainability 2023, 15, 4860. https://doi.org/10.3390/su15064860
AMA Style
Liu F, Niu G, Guo W. A Study on the Sintering Mechanism of High-Strength Light Bricks Manufactured from Coal Gasification Slag. Sustainability. 2023; 15(6):4860. https://doi.org/10.3390/su15064860
Chicago/Turabian StyleLiu, Fang, Guofeng Niu, and Wentao Guo. 2023. "A Study on the Sintering Mechanism of High-Strength Light Bricks Manufactured from Coal Gasification Slag" Sustainability 15, no. 6: 4860. https://doi.org/10.3390/su15064860
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.