1. Introduction
In 2021, the European Commission launched the report “Industry 5.0 Towards a sustainable, human-centric and resilient European industry” [
1], highlighting the need for broadening value propositions from a sole shareholder value towards value for all involved stakeholders, and they identified research and innovation as drivers for a transition in this direction. We highlight that all involved stakeholders are human beings, and in recent years, the sustainability incentive and climate change increased citizens’ interest in products’ origins and whether they are fair-trade and/or have a low environmental footprint. Materials Science and Manufacturing are put on the spot to consider just the right materials and deliver in good time just the right products to fulfil these citizens’ demands. Ideally, we would like to envisage inexpensive, up-to-date products that provide both a full spectrum of efficient, personalised functionalities and a full life cycle from cradle to cradle that allows for the protection of natural resources. However, disruptive innovations are both fast and strategically planned so that achievements and major challenges in material development may remain unchanged for periods that exceed human lifespans. A good example is the ongoing research in life sciences to develop synthetic materials facilitating targeted drug delivery, which has not yet exceeded approaches tested in clinical practice for more than a century [
2]. Materials Science tends to go beyond the boundaries of a human body and finds its match in global system boundaries. Sustainability has recently attracted political alertness when, in 2015, the UN agreement on Agenda 2030 set seventeen timebound Sustainable Development Goals (SDGs) [
3]. For material manufacturing, SDG 9, i.e., Sustainability in Industry, Innovation, and Infrastructure, is of relevance, as is SDG 12, i.e., Responsible Consumption and Production.
In this paper, we will discuss what can be done to make existing products and processes more sustainable and contribute solutions that can be implemented comparably fast. We will also provide evidence that the processes of innovation and knowledge finding can be made sustainable at the same time. Hence, we envision networking teams of experts who—based on mutual agreements—guide the interaction and knowledge exchange between actors in customer-focused industrial research and development (R&D) and experts from information technology (IT) or academia, e.g., philosophy and social, engineering, or natural sciences. We call members of these teams Translators, and we are confident that tailored digital tools and platforms will strongly support them both in gathering and exchanging relevant knowledge. In the H2020 project OntoTrans [
4], an Open Translation Environment (OTE) has been developed. The art nouveau of inventing—and/or improving existing materials or processes—is expected to comprise an interplay between users of materials, inventors, or manufacturers. Under the premise of Industry 5.0, society and inventors or developers are supposed to co-create new materials or new versions of mature materials products that meet particular requirements (
Figure 1).
In customer-focused innovation, society has the incentive to become a set of well-informed and consenting users by demanding certain attributes of the new products they wish to use. Inventors then have the new challenge of convincing both society and manufacturers with readily accessible new or changed processes, business models, sustainability strategies, and resulting measures. They may be requested to achieve an efficient use of resources and contribute to developing products manufactured using technologies and processes that help reduce energy consumption and water usage and lower ecosystem disruption [
5]. Transnational initiatives may be launched to promote advances like the so-called twin green and digital transitions, and ingesting them will require new technologies and well-thought-out approaches for achieving a match between investment and innovation [
1]. Breque et al. [
1] expect technological innovations to support “win–win” interactions between stakeholders in industry and society. Think tanks comprising several industry sectors may elaborate guidance for decision-makers in investment and innovation who are expected to balance ecological and economic objectives when assessing multi-sectorial and interdisciplinary challenges [
6]. Cooperation in networks is considered pathbreaking for exploiting comprehensive innovation potentials [
7]. Still, at the end of the day, the entrepreneurial risk and responsibility, as well as the product stewardship [
8], are with individual manufacturers, who profit from making well-informed decisions based on pondering between different graspable options and considering multiple decision criteria. Thus, to encourage change, organisations—be it with relevance to internal processes or processes involving external partners—use strategising as a premise for strategic decision-making [
9,
10]. During strategising, on the one hand, the problem to be solved is formulated, and on the other hand, a set of different conceivable solutions is developed. The first of these two processes may conceptualise the organisations’ larger strategic context and (innovation) challenges, and the second one, which embraces alternative strategies, may rely on modelling, analysing, and presenting the optional innovation cases to decision-makers [
9].
Following our concept, Translators’ expertise and toolbox will allow them to support both problem formulation and problem-solving. Accordingly, we recently lined up human-centric approaches establishing roles for well-trained expert translators who perform translation processes in materials modelling [
11], as advanced by the FORCE [
12] and OntoTrans [
4] projects, or in knowledge management [
13,
14], as developed in the OntoCommons [
15] project. These translators shall guide their academic or industrial clients in generating insights by following a multi-step translation process leading from an expressed need to a not-yet-known solution, denoted as a triple (need, translation, solution). In this way, Translation is performed at the interface between a need (provided by an information source) and a solution (information target). We would like to indicate that translators would be involved in group work on a conceptual level, contributing to cooperatively specifying a problem statement and/or to elaborating competing or even conflictive options for decision-making, as sketched in
Figure 2. In organisations, processes like the depicted ones are often managed as a system of processes [
16]. To achieve consistent and predictable results more effectively and efficiently, the implementation of quality management systems following DIN EN ISO 9000 allows activities to be understood and managed as interrelated processes functioning as a coherent system [
17]. Processes implemented in quality assurance during production or repair and the data acquired thereby contribute not only to the characterisation of material products but also to further stages of the product’s life cycle [
18,
19]. In this way, cradle-to-gate approaches are complemented by gate-to-cradle advancements, which allow manufacturers to involve further stakeholders. Iterative and cyclic proceedings may be achieved for products that range from the development of materials and material products to covering their maintenance, repair, and provision for the subsequent life cycle initiated by product users.
Exemplary approaches for tackling challenges when advancing sustainability in materials and process R&D were addressed in a recent study on circular economy and adhesive bonding technology [
21] and a recent review by Brinken et al. [
22] that focuses on identifying decarbonisation measures for supply chains. With respect to sustainability, these authors elaborate that using a triple bottom line (TBL) comprising ecological, social, and economic perspectives is generally accepted. They summarise archetypal sustainability strategies, i.e., sufficiency, consistency, and efficiency (as presented in
Figure 1), and develop a new systematisation of sustainability measures that are intended to support decision-making with respect to the prioritisation and, thus, the selection of decarbonisation measures in supply chains for material products. In addition, these authors recommend considering sections of the supply chain or company divisions on an organisational level. They identify three concepts related to sustainability measures that may become addressed on different time scales, namely the concepts of “Process” and “Product”, representing measures that can be implemented in the short term and “System” requiring a long-term perspective. They suggest finally assessing the effects of such measures by using simulated models, in this case, for supply chains. For achieving sustainability targets, Mayer et al. [
21] suggested linking the three concepts of “Process”, “Material” (or material product), and “Life” related to the technosphere and biosphere, respectively, with procedures for knowledge generation and presented this approach in the context of consistency strategies related to establishing a circular economy in adhesive bonding technology. Presently, approaches for fostering circular economy in the frame of consistency strategies to advance sustainability [
23] tend to be centred around forceful process optimisations [
24] as potentially low-hanging fruits, e.g., decarbonising the production of energy [
3] or establishing digital tools for advancing processes like production or transport within the supply chain.
We share the idea that optimisations that arise from human creativity and can be implemented in the short term are essential steps on a path towards achieving an increased overall sustainability. We will also demonstrate that to tackle innovation challenges in manufacturing, two concepts named “process” and “(materials) product” have been established and readily used to describe and solve problems, be it in the short term or following a long-term perspective. In addition, we refer to the concept of translation processes and highlight the impact that establishing a translator role in product innovation might have on an approach within an Industry 5.0 context. We present the concept of translator, who could be a mouthpiece for a manufacturer that opens communication channels and access to relevant Knowledge Providers by using a tonality that they can readily sense and understand. We exemplarily line up activities that were successfully accomplished in the short term, e.g., within a period of one month, by a team formed by experts of an organisation manufacturing prepregs and a translator performing a stepwise translation procedure. We focus on one exemplary and realistic innovation case in the field of composite manufacturing involving substantially available material. An efficiency-based approach is applied, and a data-based model is used for optimising parameters and controlling tool operations during the curing of component parts that are manufactured from pre-impregnated composite materials (prepregs) comprising carbon fibres and a partially cured polymer matrix. This case aims at minimising voids when hardening laid-up, stacked prepregs with a poly(furfuryl alcohol) (PFA)-based polycondensation-curing matrix bio-resin and, thus, builds on an up-to-date challenge in the sustainable manufacturing of fibre-reinforced polymers.
Due to lightweight advantages, which are strongly related to economic and environmental demands, the use of composite materials has been steadily increasing over the years. Composites combine the properties of at least two materials: the matrix (e.g., a cured polymer-based resin) and the reinforcing fibres (e.g., carbon, glass) [
25]. Several manufacturing methods are available for composites, for instance, hand lay-up, vacuum infusion, resin transfer moulding, filament winding, compression moulding, and autoclave curing. They might differ in cost, scalability, laminate dimensional tolerance, and laminate mechanical properties [
26]. Autoclave moulding is well-established as a manufacturing technology, which is practical for generating high-end geometrical and mechanical properties, especially when combined with pre-impregnated semi-cured composite layers (prepregs). Depending on the case, autoclave moulding is associated with high energy consumption and costly tooling [
27]. For this reason, out-of-autoclave (OoA) technologies have been gaining prominence as an industrial solution for the cost-effective, scalable, energy-efficient, and sustainable production of composite structures. In this regard, one of the main challenges faced by OoA-based manufacturing is the relatively lower pressure involved during the curing of the composite laminates, which leads to a less effective mitigation of gas (e.g., from air, volatile organic compounds (VOCs), or water [
28] entrapment) and, consequently, a higher risk of void (i.e., porosity) formation [
29].
Such types of manufacturing challenges related to porosity mitigation can be even more pronounced in composite laminates relying on matrix systems based on polycondensation resins. Among polycondensation-curing resins, PFA has emerged as a more sustainable and bio-based alternative to phenolic resins [
30,
31,
32]. While Ipakchi et al. [
31] introduced a curing catalyst into the PFA formulation and applied a complex curing scenario for roughly two days with 24 h of isothermal curing at 80 °C and 0.13 MPa pressure, followed by 24 h of isothermal post-curing at 100 °C, Sangregorio et al. [
32] used compression moulding at 150 °C for 30 or 90 min at a pressure of 0.2 MPa and did not observe voids in the composite macrostructure. Guigo et al. [
30] performed a curing scenario by pressing the PFA resin at 1.2 MPa and applying a curing temperature as high as 160 °C for 2 h to obtain their final crosslinked PFA matrix. Therefore, one of the main technologically relevant research questions to be addressed in this context is how to manufacture high-quality composite laminates (in terms of dimensional tolerance and mechanical strength) based on polycondensation curing (being a potential trigger for porosity), which are cost-effective like OoA and do not require a high-pressure manufacturing device, like an autoclave.
Finally, we shortly discuss approaches that may allow manufacturers to assess similar innovation cases within a few days by re-using already established translation approaches and profiting from making their knowledge FAIR, i.e., findable, accessible, interoperable, and re-useable, exemplarily by using information technologies and ontologies that comprise pre-implemented conceptualisations, which express the meaning of concepts in a persistent form and support sustainable material modelling. We aim at identifying overarching concepts and procedural sequences that we recommend for application on an “abstract” level [
22], thereby exceeding a specific product, specific branch or domain, or domain-specific conceptualisation approaches. Presently, OntoTrans [
4] has developed an ecosystem [
33] in which we can translate an innovation challenge into something machine-readable using a semantic framework that is made available in an innovation ecosystem applicable to innovation challenges.
2. Materials and Methods
In this section, we describe the materials and methods that we used and applied to address the innovation challenges we identified in composite manufacturing. We will round off our methodical demonstration by detailing our approach for the translation process applied both to identifying a challenge in manufacturing and specifying an optimal solution that can be used as a base for decision-making.
The assessment of the materials and processes profiting from the methods described subsequentially is part of an exemplified and instantiated translation case that aims at minimising voids when hardening laid-up, stacked prepregs with a poly(furfuryl alcohol) (PFA)-based polycondensation-curing matrix bio-resin and, thus, is built on an up-to-date challenge in the sustainable manufacturing of fibre-reinforced polymers.
2.1. Prepreg
Prepregs consist of a reinforced fabric pre-impregnated with a resin system [
34]. The prepregs for the manufacturing of composite laminates were made with poly(furfuryl alcohol) (PFA) bio-based resin reinforced with glass fibre (aerial weight of 300 g/m
2). A thermoset resin made from PFA is an eco-friendly fire-retardant alternative to phenolic resins. The composite lay-up was ((0/90)
6)
s.
2.2. Composite Lay-Up
The target geometry of the composite laminate, i.e., the final dimensions, was 317 × 200 × 3 mm3. Since each prepreg sheet had a nominal thickness of 0.25 mm, a total of twelve layers were stacked by hand over a flat aluminium mould (treated with a release layer) in order to obtain the 3.0 mm nominal thickness of the laminate. After lay-up, the stacked prepreg was covered with a breather material and a top plastic cover. The curing took place using either vacuum bagging or autoclave curing.
2.3. Autoclave Curing
The curing conditions were characterised by applying a pressure of 0.5 MPa prevailing during autoclave curing, applying (as shown in
Table 1) a heat ramp of 2 K/min until reaching 90 °C, with 0.5 min isothermal dwelling at 90 °C and using a heat ramp of 2 K/min until finally reaching a maximum temperature of 145 °C that is maintained for 75 min.
2.4. Vacuum Bagging
Atmospheric pressure of 0.1 MPa prevailed during vacuum bagging, as characterised by the factorial settings presented in
Table 1. For the vacuum bagging, two options for application-relevant process variations were considered: the optional use of an isothermal dwelling at 90 °C and choosing the heat ramp to increase the temperature by either 1 K/min or 2 K/min. After reaching the final temperature of 145 °C, the temperature was maintained for 75 min. The measured temperature profiles according to the respective process and composite material batch are graphically visualised in
Figure 3.
2.5. Thermo-Gravimetric Analysis (TGA)
TGA measurements were carried out in a thermo-gravimetric analysis device (Q5000 IR TGA device, TA Instruments Inc., New Castle, DE, USA) using either of the heat ramps and dwelling times specified in
Table 1 for the VB processes VB-1-60 and VB-2-0.
2.6. Preparations of Cross-Sections
After either vacuum bagging or autoclave curing, the cured composite laminate had a nominal geometry with lateral and vertical dimensions of 317 × 200 × 3 mm3. For the mechanical characterisation, ten ILSS-testing samples (20 × 10 × 3 mm3) were prepared from the composite laminate using a wet abrasive cutting machine.
2.7. Light Microscopy
Porosities in the cross-sections of the ILSS-testing samples were established using the software ImageJ 1.54 to evaluate high-resolution images obtained by light microscopical investigation using a Keyence VHX-7000 digital optical microscope with a 4 K Fully-Integrated Head (KEYENCE DEUTSCHLAND GmbH, Neu-Isenburg, Germany). The cross-section regions were inspected as cut without further preparation. The light microscopy images at a 40-fold magnification were obtained in .jpg format and loaded to the software; then, images were converted to greyscale (0–255), and the pixels in the image were finally binarised by applying a given threshold (between 0 and 255). The porosity was obtained with the assumption that arrays of darker pixels in the binarised representation are the voids and that the three-dimensional porosity is determined by the area density of voids.
2.8. Scanning Electron Microscopy (SEM)
After depositing a thin electrically conductive carbon layer, selected cross-sections through a composite laminate sheet that previously had been characterised by light microscopy were investigated in more detail with Scanning Electron Microscopy (SEM) using a field emission device (FESEM), type FEI Helios 600 (ThermoFisher Scientific, Eindhoven, The Netherlands), allowing for the tilting of the analyte specimen. The images of the sample surface were obtained at acceleration voltages of 5 or 10 kV and by using detectors for backscattered or secondary electrons.
2.9. Density Measurement
The density of the composite laminate was obtained using ILSS-testing samples. Per composite laminate, a total of five samples were measured. The dimensions (length, width, thickness) were obtained based on the light microscopic characterisation. The mass of samples was determined with a laboratory scale with a precision of 0.1 µg. The density in g/mm3 of each sample was then determined by dividing the mass by the volume calculated from the geometrical dimensions.
2.10. Mechanical Testing
The mechanical characterisation of composite laminates was carried out using three-point bending flexural testing (3PB), which provided the interlaminar shear strength (ILLS, in [MPa]). The 3PB set-up was utilised according to ISO 14130 [
35] and using a Zwick Z100 (Ulm, Germany) machine with a load cell of 10 kN. A testing speed of 1 mm/min was considered, and a supporting span of 14 mm, a supporting pin with 1 mm of radius, and a loading with 5 mm of radius were used.
2.11. Design of Experiment (DoE)
We employed the design of experiment (DoE) to establish a data-based model that relates material properties as responses to the process factors applied by an operator. DoE is a current systematic approach for solving engineering problems, and it especially provides guidance for data collection with a minimum expenditure of engineering time [
36]. DoE may be applied for functionally modelling a process based on a mathematical function with a significant predictive power that is achieved since the approach provides estimates for the coefficients in that function with maximal accuracy [
36]. MODDE
® DoE software (version 12.1, Sartorius Stedim Data Analytics AB, Umesoft GmbH, Eschborn, Germany) was used to perform data analytics and plot the findings obtained for one response, namely the porosity in cross-sections through composite laminates. The response values were measured fivefold and then averaged. As shown in
Table 1, a basic full factorial 22 DoE design was used for VB processes, and the two quantitative factors, namely heat ramp of the stacked prepreg and dwelling time at 90 °C, were varied on two levels each.
2.12. Translation
Subsequently, we will describe how translation guided us in mapping out the usage of the abovementioned materials and methods to address the thus instantiated innovation case related to the identified innovation challenge in manufacturing. For this purpose, we provided a survey of several processes that are commonly referred to by different concepts named “translation”. In this way, we will reveal three key aspects: Firstly, these concepts share the triplicate structure that we highlighted in the introduction section by introducing a triple (need, translation, solution) when lining out in which way translators may guide organisations in tackling innovation challenges in manufacturing. Secondly, in a more generally expressed triple (source, Translation, target), the source and the target are the same type of entity, e.g., a vector, relation, meaning, or content. Thirdly, the effort of capturing the scope of a source entity is not necessarily smaller than the effort of performing the translation process towards a target entity. In a human-centric approach following Industry 5.0 that builds upon achievements in digitalisation and Industry 4.0, both the conceptualisation used for the translation of expressions in natural language and the conceptualisation used in data management may need to be considered when assessing the triple (need, translation, solution).
In mathematics, namely in geometry and linear algebra, a translation is understood to be a geometric transformation characterised by the displacement of a vector by the addition of a nonzero vector [
37], e.g., when displacing a source vector towards a target vector by using a translation vector. Vectors are well-defined, and both the source and targets are of the type “vector”. When applied in the context of data or knowledge management or modelling, the concept of translation may be found in adaptations when it comes to interpreting relations, e.g., the one relation of name label that exists between the entities’ head and tail as written in the form (head, label, tail), often denoted (h, l, t) [
38]. Exemplarily, in information retrieval (h, l, t), triplets may be used as basic units of a knowledge graph and represent the two nodes h and t and a relation forming an edge from head to tail [
39]. Challenges often faced in this context are that the data underlying the information are multi-relational [
38] and that h and t may be the representations of h and t [
40]. For instance, whenever user-dependent representations are used for entities, then individual users might tend to simplify and apply a few selected representational aspects that appear most relevant or that are best known to them. An effect, thus, may be that low-dimensional vector representations of the entities are chosen. Still, the relationships between these representations may be numerous and complex, e.g., reflexive, one-to-many, many-to-one, and many-to-many relationships [
41]. As a consequence, we may understand a translation operation as a process that aims at interpreting and modelling (the most) relevant relations between representations of entities.
In linguistics or in the context of natural languages, translation refers to the restatement of the forms of one language in another and may be considered the chief means of exchanging information between different language communities [
42]. Following ISO 17100 [
43], translation refers to a set of processes for rendering source language content into target language content in written form. With relevance for translation service providers (TSPs), this normative highlights the specifications of requirements for all aspects that are relevant to the quality and provision of translation services. Exemplarily, based on a recorded client–TSP agreement between the client and the TSP, the translator is expected to perform translation strictly in accordance with the purpose of the translation project. Clearly, the translator is expected to respect both the linguistic conventions of the target language and relevant project specifications. Exemplarily, the translation service will need to (i) comply with specific domain and client terminology or other material provided as reference, (ii) safeguard the semantic accuracy of content (in target language), (iii) respect orthographical conventions, like syntax, (iv) provide lexical cohesion, (v) comply with relevant style guides, (vi) respect relevant standards, (vii) ensure formatting, and (viii) be aware of the target audience and the purpose of the translated content. We highlight that the processes—be they related to pre-production, production, or post-production—are managed in the frame of a project and comprise several steps and tasks. We consider all these aspects relevant for the interfacing between translators and clients who are organisations tackling innovation challenges in manufacturing. Therefore, we are aware that the translators involved will need to manage multi-stage processes and capture syntactical and semantical aspects, as well as the purpose not only of the translation project but also of the target language content. With respect to translators capturing the content of the statements and information provided by their clients in a client-specific source language, we consider a schematic representation of the set of tasks faced by a translator helpful. Inspired by a representation of one exemplary model for a translation process among the ones reported by Albir and Alvez [
44], we depict in
Figure 4 a protocol-based sequence of activities followed a translator in manufacturing innovation. We refer to some key concepts introduced by Bell [
45], who pointed out that three conceptualisations may be considered while on the one hand, translating may refer to a process and an activity rather than a tangible object, on the other hand, translation may be given either of the two meanings: (i) the product of the process of translating, i.e., the translated text, or (ii) the abstract concept encompassing both (i) and (ii).
We aim to establish translation to strengthen the interplay between materials innovation and human-centric developments, and therefore, we accentuate the importance of communication in and for translation. As stated in ISO 9000 [
17], communication may enhance people’s engagement and increase understanding of the needs and expectations of relevant interested parties, i.e., stakeholders. Concerning the fundamental challenge of communication, Shannon [
46] highlighted the problem of “reproducing at one point either exactly or approximately a message selected at another point”. This author focused his mathematical theory of communication and his diagram of a general communication system on the inherent engineering problem related to a transmitter that operates on the message in a certain way to produce a signal that is suitable for transmission over a channel, e.g., considering potential noise in the channel. In contrast, we focused on messages that have meaning and semantic aspects of communication, which, following Shannon, “refer to or are correlated according to some system with certain physical or conceptual entities” [
46]. Still, in addition to their frequent semantic tasks, translators are expected to be aware of transmission characteristics in communication, i.e., the message that they receive is one that they select from a set of possibly sent messages.
Therefore, we consider human-to-human interaction essential in conjointly documenting and minuting messages. Based on an understanding of monolingual communication between one sender and one receiver, as shown in
Figure 4a, we were inspired by Bell [
45] who presented a nine-step sequence of tasks that are performed during translation when a translator is involved in the communication between sender and receiver. As detailed in
Figure 4b, the translator (1) receives signal α, sent by a sender and including the source message, (2) recognises code α, (3) decodes the encoded message, (4) retrieves the message comprising content, (5) protocols the message, (6) chooses code β, (7) encodes message using code β, (8) chooses a channel, and (9) transmits signal β including the target message. Moreover, we sketched a simplified model of the translation process (
Figure 4c), inspired by Bell [
45] who highlighted that the translator would first analyse the source language text by considering syntactic, semantic, and pragmatic aspects. In detail, the semantic analysis follows after performing the syntactic analysis in a parsing, i.e., stepwise and partitioned approaches. Then, the translator will perform a semantic representation and, finally, synthesise the target language text for relevant parts of a protocol by considering pragmatic, semantic, and syntactic aspects. We infer that a translator translating for clients who tackle innovation challenges in manufacturing is required to master both the source language text describing the innovation challenge and aspects of data or knowledge management related to information that is relevant to an innovation case. We highlight that for translators translating for clients interested in gathering information by using material modelling, a six-step procedure was set up according to the EMMC translators guide by Klein et al. [
11]. This approach is sketched in
Figure 5 and starts with an identified and formulated problem as one type of input into the translation process and expressed by a business case framing an industrial case. Moreover, data already available within the translator’s Client will provide the input: they shall be analysed by the translator and may be curated.
3. Results
Innovation in manufacturing industries is driven by enterprises mastering their processes and current data related to their resources and materials products. As translation as a process is not yet formally established in manufacturing industries, we first tailor the line of action for translators and then shed light on an exemplary stepwise translation to achieve a process optimisation driven by updated customer requirements in the manufacturing of fibre-reinforced composites.
3.1. Developing an Iterative Cycle for Translation in Materials Innovation
In an organisation involving translators in materials innovation processes, a relevant aspect often is that the translation process can be managed in a similar way to how they manage their tackling of innovation challenges. Especially in enterprises following a process approach, their business is managed as a system of processes [
16], and their activities and processes aim at delivering value through fulfilling the needs of relevant interested parties, e.g., their customers, exemplarily by focusing on quality and following DIN EN ISO 9000 and 9001 [
16,
17]. In this way, organisations may increase their performance and build sustainable competitive advantage [
47]. Process management assesses both the interactions between processes and their required inputs and outputs. Managing processes in a systematic way may be achieved by applying a cyclic approach involving tasks that permit the performance of successive Plan–Do–Check–Act (PDCA) procedures. From this point of view, the translation process is expected by an enterprise to interact with other processes and to aim at continually improving the processes’ performance. Therefore, for translation guiding innovation in materials development, we suggest a cyclic approach that allows the translator’s Client to re-use a once-worked-out translation process. The outcomes of a previous (and solved) translation problem could facilitate an enterprise to modify its problem formulation by giving it a re-shaped contour and making it require another problem-solving, as displayed in
Figure 2. In
Figure 6, we show an iterative innovation translation cycle comprising the context, meaning, and data concepts relevant to knowledge management and generation, as presented by Goldbeck et al. [
13].
The translator performs a mapping from the context-enriched data #1-1 to dataset #1-2, respectively, from #1-3 to dataset #1-4, and the knowledge provider contributes custom-fit insights to close the knowledge gap when enhancing dataset #1-2 and preparing dataset #1-3. By cooperatively providing feedback to each other, the client, translator, and knowledge provider contribute to a translation cycle that dynamically translates a pointer towards a need into a pointer towards a solution and, thus, contributes to closing a knowledge gap.
The iterative innovation translation cycle shown in
Figure 6 involves three roles—the client, the translator, and the knowledge provider—that may be taken on by teams. We suppose that within real-world teams, there may be a notable heterogeneity of contextual, experiential, and motivational factors, as, e.g., highlighted by Grudin and Poltrock [
48]. Therefore, both translators in materials modelling [
11] and knowledge management translators for Innovation [
13] are expected to be skilled not only in technological procedures but also in business, communication, and networking practices. In this way, we effectively express a process of ongoing adjustment by sharing relevant intersubjective knowledge that does not only involve the client and a case-specific translator but also the translator and a case-specific knowledge provider. While involving case-specifically experienced human actors, this characteristic feature of all the involved communication processes holds true in the frame of (i) a first innovation case #1 and (ii) subsequent innovation cases contributing to solving a superordinate innovation challenge.
In the course of their dialogue, the translator and the client mutually take care that they both understand the conception and agree on its conclusion. Based on their shared relevant knowledge, the translator and client will need to identify the client’s knowledge gaps that need to be filled in order to solve the challenge. In the course of this challenge-oriented communication, the translator proposes an approach for acquiring the missing knowledge, be it by finding available knowledge (“knowledge harvesting”) or by generating new knowledge based on gathering information-based evidence, e.g., using materials modelling [
11] or characterisation. With the knowledge or data gap having been filled, the translator proposes an optional solution to the client that addresses the client’s need and can be realised by the client. Especially after having understood and documented the knowledge gap, the translator and the client may agree on a strategy that might be based on a step-by-step translation approach for obtaining case-by-case solutions, together with knowledge providers offering the respective eligible expertise. Often, jointly identifying a first innovation case that can be solved swiftly with a straightforward expense of resources may be an efficient and effective first step for gaining confidence and harvesting low-hanging fruits. We infer that a translator will profit from digital tools for estimating the time and effort and managing the integration of potentially several knowledge providers.
Thus, when assessing the innovation challenge, the client and a challenge-specifically composed expert translator team may aim at achieving an understanding that they may continually concert by dissipating the divergences in their perception of the (relevant part of the) world [
49] in the given challenge-specific context. We infer that a shared perspective is a prerequisite for successful cooperation. In the next step, they may identify a first innovation case, the solution of which then contributes a set of data to solve the more complex challenge. Finally, after assessing a set of subsequent innovation cases, the client and a set of challenges. Specifically composed translator teams finally may close a complex knowledge gap. Exemplarily, the client and the translator may manage the activities of interacting translation processes involving several knowledge providers by following an overarching approach: for solving challenges in engineering, some signification is to be attributed to the ideas in engineering in a way that allows to organise these ideas such that they can be extended by new facts. This may be achieved by activities for pragmatically reconstructing or explaining the meanings of the concepts under discussion [
50]. Effectively, the overarching proposition of a solution answering a client’s need is based on a joint and iterative examination of potential future consequences that can result when the outcomes of collaborative and convergent thinking are implemented in actions [
50]. From our point of view, comprehensive joining and integrative approaches are outstandingly important on several levels when human needs are to be understood, and actions for solving them are planned in a global context. This holds especially true when it comes to understanding sustainability as a three-dimensional concept, combining economic, ecological, and social (or societal) objectives. With respect to benefitting society, Odum pointed out that particular applications of ecology “must combine holism with reductionism” [
51]. With high significance for human-centric (scientific) approaches, he highlighted that a human being “is not only a hierarchal system composed of organs, cells, enzyme systems, and genes as subsystems, but is also a component of supra-individual hierarchal systems such as populations, cultural systems, and ecosystems”. Understandably talking about the world, Gavalas suggested a feedback system that he called, “Reductive-Holistic Cycle” [
52], and he involved categories that help to classify information, objects, and properties based on (mathematical) category theory to assess the dynamic conceptual schemata that organise knowledge. From these examples, we infer that it will be part of the translators’ highly dynamic job to balance, on the one hand, reductionism and the analytical method for studying smaller and smaller components in detail and, on the other hand, holism and the synthetic or systemic method for assessing functional wholes. Moreover, translators are expected to transparently perform concept interpretations and data provisions to bridge between a sender’s and a receiver’s reference domains and use semantics to make concepts achievable and understandable in the counterpart’s world. We are aware that individual senders or receivers may use concepts without a clear definition and, thus, may open them to uncertain or changing interpretations. Exemplarily, Jörgenfelt and Partington suggested an updated definition of holism in line with current biological system theories and neurological research [
53] based on analysing the original description of holism [
54] as a dynamic concept included in a creative, evolutionary process relating the fundamental concepts of matter, life, and mind. In this respect, we would like to highlight that persistently linking their conceptualisation of an innovation case to an ontology supports both translators and their clients in preserving their agreed approach. Exemplarily, using the European Multiperspective Material Ontology (EMMO) [
55] facilitates the integration of representations based on holistic and reductionistic perspectives.
As successfully implementing a comprehensive set of knowledge providers is crucial for facilitating the ongoing exchange of information between the translator and the client, we will further detail our perception of this role. In
Figure 6, we presented a sketch elaborated based on Bell’s model of translation that represents process steps when expressing in a target language what has been expressed in a source language, preserving semantic and stylistic equivalences [
56]. Following this sketch, the translator shall be an expert in capturing and re-formulating the messages contained in the transmitted, i.e., received and sent, signals. The messages that the translator receives from the client may be text written in natural language or be expressed in a graphical sketch, a table-type list, a photo, or a video. Similarly, knowledge providers are often not represented by persons speaking in text messages; rather, knowledge may also be made available from databases, ISO standards, patent specifications, or wikis. Such knowledge providers may be accessed in the early stages of the communication to help the translator understand what the client intends to express. Effectively, during knowledge sharing, the client expects the translator to capture, document, and use information from different sign systems, which results in an even more complex translation challenge than the one faced when translating a source text. In particular, clients will often be required to consider FAIR data principles. We infer that translators may profit from mastering exploratory search systems (ESS) [
33]. Moreover, in the frame of ongoing communication with the client, the translator may and shall actively ask the client and somewhat guide the translation process. From this point of view, the client team is an essential knowledge provider, and in this regard, the human-centric interaction is more evident than during a process step characterised by the translator comprehending information from a patent specification, i.e., a legal document [
57] containing text and figures (indirectly and impersonally) provided by inventors.
These considerations also shed light on the client’s role. If we assume that the client of the translator is a team of project managers within the client’s organisation, then the knowledge provider could be situated inside or outside the same organisation. Correspondingly, the translator will provide some internal or external translation services, as recently discussed by Goldbeck et al., for translation in knowledge management [
13]. We infer that data management skills will be very helpful for a translator and that establishing FAIR data principles within a client’s organisation will greatly support the translator in finding, gathering, and (digitally) documenting relevant internal knowledge in order to close knowledge gaps. Notably, to establish the scaffold of their communication and understanding, the translator and the client may agree to comprise concepts and benchmarks that allow them to follow a sustainability-focused and human-centric approach that may guide their reasoning about long-term, i.e., future consequences of how their decisions, actions, and products can impact the world in a global context exceeding the interaction with other humans, e.g., striving for harmony and concord [
58,
59]. Effectively, the translator may use Peircean semiosis as a key analytic method to describe engineering systems and pragmatically consider their interactions with their environment. Such an approach has been reported for assessing biological systems [
60]. For every wording (in Greek λόγος [
61]) used by the client, the translator may need to find an expression that catches its context-relevant meaning in a commonly understandable conception of its signification [
62].
With reference to the sketch shown in
Figure 7 based on a study by Calabrese and Costa [
63], such a joint approach shall be connected to facts and, thus, become a powerful procedure that supports strategising and mental processes as the cognitive foundation of business and materials innovation. A translator and their client may profit from performing translation in a way to represent the recursive structure of analogical abductive reasoning, which may be drawn on Peirce’s theory of abduction. We indicate that the required connection to facts in a manufacturing context will call for referring to data since following DIN EN ISO 9000 [
17], data provide facts about a perceivable or conceivable entity, be it a (material) product, a service, a process, a person, an organisation, a system, or a resource. The importance of involving data is highlighted in steps 3 through 6, shown in
Figure 5, for the translation in material modelling. An iterative innovation translation cycle comprises the human-centric aspects based on knowledge, reasoning, and judgements provided by persons who are experts in translation, i.e., translators.
Concerning the overarching scenario in which the translator and their client act in the frame of our manuscript, we are aware that the mere fact that they interact and form some shared understanding of an innovation case means that a frame for this interaction related to technical aspects was already set, as indicated in
Figure 2. So, at this stage, the translator and their client already have some established relationship and may have created mutual awareness of the effects of, e.g., regulations and aspects related to compliance or intellectual property [
11,
12].
The translation that we will describe in a fictive scenario sets in after an organisation represented by an enterprise manufacturing a set of material products identified an innovation challenge that they face and formulated a problem. In the next steps, the contemplated Translator will need to understand the relevant aspects of a formulated problem, elaborate suggestions for solving the problem, and present these suggestions to the organisation. The innovation challenge involves a set of similarly interested customers of the contemplated enterprise.
3.2. Translating an Innovation Case in Composite Manufacturing
At this point, we would like to take the reader through what these materials are and how they are used, i.e., shaped, cured, and applied in our exemplary innovation case from the field of composite manufacturing. Above, we highlighted that the innovation challenge involves a set of similarly interested customers of the contemplated enterprise. During the communication between the contemplated enterprise and the Translator, the enterprise turns out to be a manufacturer of prepregs, and potential customers are manufacturers of composite parts. The enterprise and the translator may shortly refer to the probably Interested customers as EMC-VB, i.e., Enterprise(s) Manufacturing Composites by Vacuum Bagging (VB)-based processes for curing parts formed from stacked prepregs. Moreover, the Translator may shortly refer to the innovation challenge as IC-EMP-C-PP-CEMC-VB-CS (Innovation Challenge, Enterprise Manufacturing Prepregs, Translators’ Client, Prepreg, Curing at the site of an EMC using VB-based process(es), Customer Support). For the sake of the readability of the manuscript, we will refrain from catenating abbreviations. Still, the Translator will need to be aware of concepts, relations, and context. Exemplarily, both EMP and the Translator may highlight the IC’s granularity with respect to human-centric interactions in an enterprise (i.e., organisation) context. The Translator will label EMP’s role in the translation process in order to detail their relationship and document their perspectives, EMP’s material of interest, EMP’s process of interest, and EMP’s intended management target in relation to interested EMCs. So, we highlight that the involved materials, processes, and humans playing roles share manifold relationships. Although they are highly relevant to an understanding of the needs, it may be complex to detail and document them in text-based documents. That is one reason why, in the OntoTrans project [
4], the use of ontologies and digital tools that facilitate composing detailed and complex representations is pertinent.
In a nutshell, a prepreg is a composite material made from pre-impregnated fibres and a partially cured polymer matrix (resin). A typical scenario of how a prepreg reaches an end user is shown in
Figure 8. The prepreg manufacturer keeps the material in a low-temperature environment, and their customers are component part producers, i.e., composite manufacturers. Those customers have autoclaves or vacuum bags wherein they mould the prepreg to its final shape and then deliver it to engineers who mount these parts into, e.g., an aircraft or a vehicle.
The challenge faced by the prepreg manufacturer EMP is around a mature and well-tried composite prepreg product based on a poly(furfuryl alcohol) (PFA) bio-resin manufactured by EMP. The need underlying the elaborate innovation case is expressed to EMP by an individual composite manufacturer, EMC01, who may be a potential customer of EMP. EMP considers this enterprise representative of several further composite manufacturers, and from EMP’s perspective, this innovation case is exemplary of a superordinate innovation challenge. EMP supposes that several composite manufacturers of EMC may have in common that they run established manufacturing processes based on autoclaves that provide voluminous internal space in which stacked prepregs can be exposed to elevated pressures and temperatures (as compared to ambient conditions). Some of them may already have good experiences with manufacturing composites based on polycondensation-curing bio-resins; some of them may even have good experiences with prepregs manufactured by the very EMP. An EMP perceives a market trend towards composite manufacturers’ being interested in an out-of-autoclave (OoA) prepreg material and in performing vacuum-bag-only (VBO) curing while still profiting from the properties and performance provided by prepregs based on polycondensation-curing bio-resins. EMPs and their (potential) customers, the Translator, and further experts in autoclave-based composite manufacturing know that void-free composites may be manufactured from polycondensation-curing resins and bio-resins, and the EMP knows that they have in their portfolio several prepreg products that fulfil the requirement of resulting void-free when cured in an autoclave. Exemplarily, in
Figure 9, a light microscopical image of a cross-section through a composite that was cured following the process AC-2-0 detailed in
Table 1 is presented. The performance of such composite is featured by competitive mechanical properties exemplified by an ILSS of 36.8 ± 2.0 MPa.
We would like to highlight several aspects here. Firstly, the translation process guided by the translator shall be conducted in a way that the translator succeed in finding, for example, this knowledge and the respective data during the communication with (human) representatives of EMP. Secondly, the translator may be expected to know—or at least to find—information from publicly accessible sources, and they may be aware that achieving low porosities in composite manufacturing is less challenging in autoclave-based processes than in processes applying atmospheric pressure during curing. Exemplarily, Centea et al. [
64] highlighted, in a review, that manufacturers face challenges in producing composite parts that are both void-free and cured using OoA methods. They report on currently available OoA/VBO prepreg resin systems based on commercially available epoxy, cyanate ester, bismaleimide, or benzoxazine resins. In substantial contrast, Pupin et al. [
28] studied polycondensation-curing phenolic resins and indicated that the porosity found in the cured matrix is due to the saturation of the solid polymer by water released during curing. Thirdly, the Translator shall be aware that the elaborate innovation case is about a new version of a mature material product rather than about tailoring a novel prepreg material with EMP or identifying the one product already available in the market that might be best suited for a certain manufacturing environment. Therefore, both EMP and the translator will scrutinise the requirements expressed by EMC01.
Jointly identifying a practical translation approach
Subsequently, we would like to provide some further insight for the reader on how the Translator and their Client EMP might agree on a joint proceeding for translation that is transparent, available (or even established), and practical (e.g., convenient and promising). Effectively, such insight may be based on the information gathered by EMP and the Translator during the introductory stage of the translation process, which is targeted at focusing an innovation challenge on an innovation case. Ultimately, we will reveal what made them decide to follow a procedure characteristic of translation in materials modelling.
So, the elaborate innovation case is framed by an exemplary manufacturer of composite parts, EMC01, who expressed their expectations and indicated requirements in a telephone call to EMP. Following the memo taken by a representative of EMP, it became clear that EMC01 had some intentions and had already substantially gathered some insights related to a special product available from EMP. Clearly, as the Translator’s Client is EMP, they profit from such information to gain an understanding of EMP’s daily business and its relevance to the elaborate case.
EMC01 is interested in continuously reinforcing sustainability approaches in the design and manufacture of their products;
EMC01’s management is interested in widening their product portfolio by performing small batch production using a prepreg based on a bio-resin that they would like to consider not only for AC but also for VB following their updated innovation strategy;
Effectively, EMC01 already has at its disposal an internally approved qualification for applying EMP’s prepreg EMP-PP01 in an autoclave-based process, and it expressed that it has quite some knowledge and good experience available, e.g., with storing or handling EMP-PP01. In detail, following an earlier consultation by EMP, it used AC-2-0 as its established curing process and reported that it achieved satisfactory findings for its cured composite parts, which are similar to the ones presented in
Figure 9;
Based on this experience, EMC01 had internally already agreed to perform a first hands-on attempt, and it gave the autoclave-free vacuum-bagging process VB-2-0 a trial for curing the prepreg EMP-PP01, applying the same time and temperature settings as established in AC-2-0 but lowering the pressure as compared to the autoclave-based process. It performed a visual inspection and, following the notorious telephone call to EMP, estimated the outcome of their first attempt to be a “fast process but with a porosity more than twice as high than required, so that we did not yet test ILSS”;
Concerning the requirements indicated by EMC01, EMP and the Translator understand that when performing the process VB-2-0, EMC01 obtained some manufactured composite that showed a (visually assessed and estimated) porosity that exceeds the required porosity threshold value t01 by at least a factor of two. Moreover, they conclude from the statement “fast process” that EMC01 might accept longer station times than required for VB-2-0. Finally, they presume that EMC01 needs to achieve at least some minimum interlaminar shear strength (ILSS) values;
Eventually, EMC01 would like to know if EMP-PP01 can be cured in its vacuum bagging set-up in a way to achieve its requirements, which, so far, they evidently only rather qualitatively communicated to EMP.
So, EMP may contextualise the conversation with EMC01 in the frame of its customer support and consider EMC01’s qualitative requirements when shaping an overarching profile of requirements that comprises information provided, e.g., by other composite manufacturers.
They know that their organisation is also interested in continuously reinforcing sustainability approaches in the design, manufacture, and usage of their products;
EMP has considerable knowledge with respect to curing their prepreg EMP-PP01 in an autoclave-based process for achieving porosities clearly below 0.2 volume-% while varying time and temperature settings;
EMP understands that EMC01’s management is going to make a material-related decision with some longer-term relevance. Moreover, EMP knows that there is considerable market demand for the autoclave-free curing of stacked prepregs. Moreover, it knows that achieving porosities below 2 volume-% and an ILSS of at least 30 MPa will satisfy further Clients and even allow them to gain new customers;
EMP understands that it might deliver value through fulfilling, on the one hand, EMC01’s expressed needs with respect to advancing its portfolio of sustainably manufactured composites while, on the other hand, still respecting other interested parties’ needs;
EMP understands that to promote the efficiency of its quality objectives for vacuum-bagging processes, EMC01 expects it to provide guidance for reducing the porosity in the frame of its screening approach;
Experts inside EMP agree that they will profit from gathering knowledge about composite parts manufactured with the VB curing of EMP-PP01, especially considering the properties of porosity and ILSS;
So, EMP decides in the first instance to elaborate some more generally applicable material model for EMP-PP01 cured in a VB process, especially comprising VB-2-0 as a referential curing scenario, still providing the potential to additionally comprise both curing scenarios of other potential Clients and a solution for EMC01’s needs. EMP decides to go for a model covering a range of manufacturing processes and allowing the capture of the porosity, especially comprising quantitative evidence for the porosity achieved with VB-2-0. In detail, for further communication between EMP and EMC01, it considers advantageous to scale the modelling outcomes such that this porosity (achieved with VB-2-0) will result slightly higher than twice the threshold porosity *t01 that it understood to be relevant to EMC01. Therefore, it involves a Translator in (material) modelling to whom they leave open to oversee subcontracting as an external expert to a contract manufacturer for composite parts who is experienced in curing prepregs using vacuum bagging;
Consequently, EMP has appointed a Translator who is an expert with competence that is relevant to go for an approach involving materials modelling. So, the translator is expected to be a domain specialist to meet the prepreg producer eye-to-eye and to see the given constraints and sustainability demands with a can-do attitude.
As a consequence, we expect the following from the Translator:
On the one hand, the translator may not even be aware of any values expressed by EMC01 because there was not any direct communication between EMC01 and the Translator; on the other hand, the translators are aware of further potentially interested parties’ needs, e.g., gaining the benefits when following the purpose of the concept Industry 5.0 expressed by the European Commission [
1];
The translator will ask EMP for the increased value that they plan to deliver to their Clients;
The translator will agree with EMP on the milestones of their cooperation aimed at achieving increased process efficiency;
The translator will follow six steps of translation, as described in [
11] and depicted in
Figure 5, and incorporate them in an iterative innovation translation cycle (
Figure 6) so that a translation process results that is coherently interrelated with the material development process aspiring sustainability;
The translator will implement and document the translation process in a FAIR way, thus allowing the EMP (and—if EMP wishes so—their customers) to incorporate translation in their systematic innovation approach. Therefore, the Translator is keen to provide their service in a way that can be continued or complemented by other agents in the overarching innovation ecosystem.
3.3. Performing Translation in Materials Modelling
Subsequently, we will shortly highlight to the reader some of the activities performed and, e.g., graphical tools used by a translator who follows the six translation steps to present the outcome of the translation with the aim of leading to a sustainable prepreg with marginal porosity and appropriate mechanical features. The translator may be guided by the CEN Workshop Agreements, as published in the documents related to CWA 17284 and CWA 17815, but they do not yet come with digital tools like the ones that are presently being developed in the frame of the OntoTrans [
4] project. We will exemplarily highlight some implicit or tacit knowledge that will be used in the communication between domain experts.
So far, an agreement may have been elaborated between EMP and the translator to follow an approach involving material modelling in order to address EMP’s innovation challenge in one exemplary case and find one solution that may be suggested to EMC01 in order to support its decision-making. Henceforth, EMP and the translator may agree to mark their progress within the stepwise procedure by agreeing on milestones at which they mutually (and formally) conclude their alignment before going to the next milestone. Exemplarily, such milestones may be set when (i) an understanding of both EMP’s business and industrial case is achieved, (ii) data available in EMP are analysed, and a workflow for closing gaps is elaborated, and (iii) when modelling is performed by a knowledge provider and understandable information for filling the gap is provided to EMP by the translator. In this way, along with the procedure sketched in
Figure 5, the subsequent sections are arranged.
3.4. Good Understanding of the Business Case and a Good Understanding of the Industrial Case
A mutually agreed good understanding of the business environment and the industrial constellation may be based on the following information:
EMP informs the translator that it is interested in advancing its knowledge about the curing and mechanical behaviour of composites manufactured from their prepregs in vacuum-bagging processes because prospective customers who are interested parties [
17] may require the small-batch manufacturing of composites based on prepregs with bio-resins. Special interest has been focused on EMP’s prepreg material EMP-PP01;
Both EMP and its customers are experienced in establishing and running autoclave-curing processes providing high-quality and high-performance composites. Often, EMP’s customers decide to assess material properties that may be expected when they change from the autoclave curing of a stacked prepreg in a voluminous and massive oven with a considerable heat capacity and implement a vacuum-bagging process performed using a narrow bag so that the heat capacity of composite part pre-dominates. Both of the often-performed characterisations, namely inspection of cross-sections and ILSS testing, are destructive testing approaches;
The chemical curing of the thus contemplated matrix bio-resin in EMP-PP01 is based on condensation reactions resulting in the formation of water molecules from functional groups present in the mixture of raw materials. In detail, the material combination used for the proprietary bio-resin formulation in EMP-PP01 is complex.
In polymeric materials operated at temperatures clearly below the boiling point of water, water may be found in a molecularly dispersed state characterised by water/polymer interactions or in a condensed state characterised by aggregates, with other water molecules being the nearest neighbours of a water molecule;
Tacitly, both the translator and EMP know that the boiling point of water is 100 °C within an environment at an atmospheric pressure of 1013 hPa;
Both the translator and EMP know that a typical composite laminate manufacturing process starts with resin preparation (mixture of base resin with additives, catalysts, and curing agents). The next step is prepregging, which involves the impregnation of resin into the textile fabric (fibres). The final product of the second step is a roll of prepreg, which can be cut into the final desired dimension;
Both the translator and EMP know that essentially void-free composites may be manufactured in autoclaves by applying external pressure clearly exceeding the water vapour pressure and, thus, suppressing the formation of water-filled voids in the polymer phase;
Both the translator and EMP know that according to ISO 15901-2:2022 [
65], porosity is a term used to indicate the porous nature of solid materials and is more precisely defined as the ratio of the volume of accessible pores and voids to the total volume occupied by a given amount of the solid. In a composite, a void is the space that is not occupied by resin or fibre. When individual voids become large, they are no longer treated at a continuum level but as discrete objects with a size, shape, and specific location within the material;
Both the translator and EMP know that primary aerospace structures, for instance, have a requirement that the porosity in finished parts be less than 2% in volume;
EMP informs the translator that some of their customers report for EMP-PP01 when cured following scenario VB-2-0, significantly higher porosities are found than with scenario AC-2-0. Based on their mutual best guess, they may agree that such difference could be due to the smaller pressure used in vacuum bagging;
In more material-related detail, the translator and EMP may agree that an issue occurring at elevated temperatures when performing the OoA curing of EMP-PP01 may be related to the formation of voids that are filled with water steam. They may already know or find out when shaping their mutual understanding that individual voids may be mechanically entrapped between fibre layers. Such voids between fibre tows are often labelled meso-pores in contrast to micro-pores between individual fibres [
66]. Similar considerations concerning the root cause of meso-pores, e.g., for water-bearing resins, were reported by Pupin et al. [
28] for the curing of phenolic resins. For resin transfer moulding (RTM) processes, these authors recommend applying prior to resin gelation a consolidation pressure that is above water vapour pressure in order to avoid porosity due to water boiling;
An objective and quantitative assessment of composite part (material) properties based on FAIR data is strategically required by EMP, so EMP and translator plan to establish a predictive model that allows support for the optimisation of vacuum-bagging processes.
Considering the outcome of their abductive reasoning, starting from their best guess, the translator suggests that the prepreg manufacturer establish a data-based model. They agree that an experienced service provider who will perform vacuum bagging with stacked prepreg specimens of a straightforwardly manageable size may be identified. Looking ahead, the translator may suggest following a design of experiment (DoE) approach, which will permit to systematically increase the database and, thus, the application range of the expandable model. The initial fully factorial design shall allow for setting the curing parameters with variation on two levels: the heat ramp and the dwelling time at a temperature clearly below 100 °C. The composite property to be measured shall be the porosity, and the geometrical dimensions of cured specimens shall allow to assess the interlaminar shear strength (ILSS) on demand. They agree that these properties may be assessed in a similar way as appointed by EMP, e.g., based on experience or (internally or internationally) standardised procedures. In this way, a variation of manufacturing conditions is set, and a subcontracted expert in vacuum bagging may produce different composites using their machines, and EMP (or a subcontracted service provider) may characterise the obtained composites with respect to their porosity and ILSS. Like that, the translator may guide EMP to become supplied with a concise set of information, allowing them to establish curing conditions to comply with their yet not finally established requirements related to station times. Providing one solution to EMP’s problem will provide “hard, fact-based, logical information” [
67] that is sought by strategic thinkers because “strategic thinking is a mix of rationality and insight” [
63]. So, we infer that insight shall result from evidence based on facts (as shown in
Figure 7) and shall support the strategising processes performed by—inter alia—real-world managers (as displayed in
Figure 2). We highlight that Calabrese and Costa [
63] suggested that strategic thinking may be assessed based on Peirce’s theory of abductive reasoning.
In conclusion, from a manufacturing point of view, a textual expression of the identified knowledge gap is contained in
Table 2. Exemplarily, the quantitative assessment of the porosities and the ILSS will reveal if a porosity below 2 volume-% and an ILSS above 30 MPa is feasible when using a suitable vacuum-bagging process window denoted as VB-[?
min, ?
max] - [?
min, ?
max], with the question mark representing a complex knowledge gap, e.g., some property-specific interval boundary-confining process windows.
3.5. Analysis of Data Available within the Client and Translation to Modelling Workflows
So far, the translator and EMP have agreed on a material-agnostic DoE performing planned variations of the curing scenario. The most relevant settings can be applied by a multitude of (potential) material users, like EMC01, with their equipment. With the plethora of data resulting from this DoE, a material-specific process model will be built. To make it relevant to EMP’s needs, it should be versatile enough so that a newly found materials user, EMC02, can be well advised, too. At this stage, the translator and EMP (and open-minded material users) build upon their vast domain-specific knowledge. Using the platform OTE, which was developed by OntoTrans [
4], will allow EMC to establish a growing knowledge base and capture processes with advanced data analytics to optimise established processes.
Effectively, the translator and their client EMP will now cooperatively elaborate and set the (quantitative) boundaries of the data gap framed by the understood knowledge gap. In an approach that is similar to the iterative group interaction cycle on a strategical level, as presented in
Figure 2, the translator is now actively involved in the problem formulation on a data level, as shown in
Figure 10. In detail, we designed the sketch presented here by integrating into
Figure 2 an aspect of the fact-based recursive structure involving abductive thinking for strategising in business innovation, as shown in
Figure 7 and discussed in an ISO 9000 and ISO 9001 context [
16,
17].
When analysing data that are available in EMP and relevant to the reactive formation of water, EMP informs the translator that the polycondensation-curing matrix bio-resin used in their prepreg EMP-PP01 shows a thermogravimetrically measured weight loss amounting to approximately 3% of the resin mass in a temperature interval between 90 °C and 130 °C when cured at a pressure of 0.1 MPa using a heat ramp of 2 K/min (without applying an isothermal dwelling at 90 °C) and a maximum temperature of 145 °C (
Figure 11). By performing data curation, the translator plots the available data by considering the (negative) first derivative of the mass change upon temperature variation. The maximum weight loss is observed around 110 °C, which is quite in the centre of this temperature interval, and it occurs preferentially above a temperature of 100 °C, i.e., the boiling point of water at a pressure of 0.1 MPa. Moreover, based on their experience and responding to EMC’s need, EMP already established that the thermogravimetrically measured weight loss in the (same) temperature interval between 90 °C and 130 °C amounts to (merely) 1 mass-% for this matrix resin when curing is performed at a pressure of 0.1 MPa using a heat ramp of 1 K/min and applying an isothermal dwelling at 90 °C before finally reaching a maximum temperature of 145 °C (
Figure 11). Based on this available information, the translator and the prepreg manufacturer EMP agree that the porosity that results upon curing the stacked prepreg under investigation in a vacuum-bagging process at a pressure of 0.1 MPa may be governed by the heat ramp and the dwelling time at 90 °C, i.e., a temperature that is below 100 °C.
In the next step, the translator and EMC join their expertise and experience to establish a workflow based on gaining objective evidence with respect to material properties and process characteristics. Exemplarily, they may agree on activities for gathering and documenting characterisation data (CHADA) following an approach described in CWA 17815 [
68]. In this way, properties that “identify the type, manufacturing/process history, and the state of the material” are ascertained and then measured. Based on their joint high-level perception of observations and needs expressed by several exemplary EMCs, they decided to involve two key characterisation methods, one of them for identifying the nature (e.g., structure and microstructure) of the material and one for evaluating the material behaviour or performance, along with CWA 17815. Therefore, based on the agreed curing scenarios, light microscopy is agreed to be used to assess the porosity and the interlaminar shear strength (ILSS) as the representation of the mechanical performance. Concerning the two identified key characteristics of the curing process, they agree that for the heat ramp, level 2 will be assigned 2 K/min (as used by EMC01 in its screening test), while level 1 will be 1 K/min. Moreover, for the dwelling, a temperature of 90 °C is agreed, and level 1 of the dwelling time will be 0 min (as used by the EMC01 in its screening test), while for level 2, a dwelling time of 60 min will be used. The heat ramp will be controlled using a thermoelement-type sensor connected to the curing specimen, and both the dwelling time and the heat ramp will be established using a PID controller and documented in a .csv file. The ILSS will be measured as described above in the Materials and Methods section. In detail, a set of composite specimens will be manufactured following the parameter set as reported by EMC01. In this way, EMP may assess if similar findings as reported by EMC01 are obtained when the geometrically simplified composite specimens are manufactured by the service provider to become involved. Moreover, measuring the ILSS for a specimen that was manufactured by vacuum bagging and revealed a porosity below 2 volume-% is expected to highlight how considerable the effect of such porosity on the mechanical property ILSS may become.
The translator and EMP agree that their overall DoE approach is supposed to provide a surrogate model that starts with a cloud of data points gathered by their materials characterisation approach. They aspire to establish relationships between descriptors or predictor variables to the response variable established from experimental data. Such relations may collectively be called data-based models [
69], and they may be represented in a modelling data (MODA) approach. Still, data-based models are not included in the formalised definitions of fundamental terms for the field of materials modelling and simulation provided in CWA 17284 [
70].
After a series of meetings between EMP and the translator, the first modelling workflow was defined. The input will be composed of new process parameters (temperature ramp, dwelling time) of a vacuum-bagging process, and the output will comprise the expected porosity. As light microscopy is performed using commonly available instruments and allows for assessing material surfaces, they agree that this porosity will be assessed based on the light microscopic characterisation of void area densities in cross-sections through composite specimens. Additionally, they agree to evaluate how this porosity interdepends with the density of the composite samples because some of the EMCs known to EMP, rather than using light microscopy, would gravimetrically assess the mass of accurately cut and geometrically characterised specimens. Mechanical properties (as represented by ILSS values) will be assessed for composite specimens that show a porosity that is expected to be acceptable in a business context for a considerable number of potential EMCs, among them EMC01.
3.6. Modelling Execution, Model Validation, and Modelling Results
To establish a data-based model that describes relevant vacuum-bagging processes and provides porosity as a key property of the process outputs, the translator, EMP, and potentially some sub-contractors experienced in vacuum bagging contributed to manufacturing composites from prepregs and characterising representative sample specimens using light microscopy and an image post-processing procedure. In
Figure 12a,b, representative microscopical findings are presented to visualise voids as obtained by light microscopy in a top view arrangement and Scanning Electron Microscopy, with the sample specimen being tilted by 45° with respect to the direction of the incident electron beam. Predominantly, the appearance of the cross-cut regions reveals a void-free cured matrix resin, as shown in
Figure 12c. Referring to light microscopy images, the translator classifies matrix-free regions with lateral dimensions between 100 µm and 500 µm as relevant voids. Such voids extend in height between two neighbouring fibre layers and characteristically are wider than high, i.e., they may show some kind of disk shape. The translator and the operator of the microscope know that, for example, an individual disk-shaped void may have been cut along any segment, and further voids may not have been cut at all. Therefore, averaging over a sufficiently substantial set of cross-sections is required in order to reveal the effective porosity. When interpreting the microscopic findings, the translator hypothesises that the fibre layers appear to be a barrier for the flow of water steam bubbles (which continuously grow during resin curing) since the predominant portion of the void perimeter or interphase is constituted by fibrous material. Thus, the translator labels these voids between fibre tows as meso-pores [
67]. Moreover, the translator may interpret apparently bare fibres in the cross-cut surface region to be effects of the very cutting procedure and, thus, denote them as artefacts from sample preparation rather than micro-pores between individual fibres. Accordingly, the translator may exclude the corresponding areas from an image post-processing targeted at assessing voids resulting from the curing process.
The DoE contour plot [
71] shown in
Figure 13 reveals the values for the response porosity y
por_LM (as measured using light microscopy) when independently varying the settings for the two factors heat ramp x
1 and dwelling time x
2 (at 90 °C). The respective units for these assessed quantities are volume %, K/min, and min. In detail, the translator applied a linear DoE contour plot and assumed the model expression displayed in equation (Equation (1)):
where y
m_LM is the overall mean of the porosity (as assessed by light microscopic characterisation), and c
1, c
2, and c
12 are the regression coefficients related to the heat ramp x
1, the dwelling time x
2, and a mixed term representing the interaction between x
1 and x
2. The values of y
m_LM, c
1, c
2, and c
12 were established using regression analysis and least squares estimation. When scaling and centring factor levels so that the respective low value or the factorial quantities x
1 and x
2 are attributed to the number −1, the centre level becomes 0, and the high value is attributed to the number +1, the numbers for regression coefficients and respective confidence intervals displayed in
Table 3 were obtained.
In this case, the translator may apply the taxonomy of the International System of Units, stating that the value of a quantity is generally expressed as the product of a number and a unit [
72]. They may conclude significant contributions for y
m_LM, c
1, c
2, and c
12 when assessing the porosity. The algebraic signs of the regression coefficients indicate that within the assessed process window, the bias towards void formation can essentially be counteracted by lowering x
1 (i.e., the heat ramp) or by increasing x
2 (i.e., the dwelling time) whilst considering some interactions between x
1 and x
2. Even more than their respective algebraic signs, the values of the regression coefficients are expected to be material-specific, with their combination being characteristic of the prepreg EMP-PP01 getting cured in a vacuum-bagging process.
Concerning the microscopy-based characterisation data and the process-related factorial data underlying the porosity values, the translator may perform an elaborate evaluation concerning several plausibility aspects. From the microscopy findings that were exemplarily presented for narrow regions of one cross-cut through one composite sample specimen in
Figure 12, the translator may conclude that categorising darkly contrasted regions as voids and interpreting them as meso-pores is plausible. Based on this assessment, the translator performs the void assessment as described above for at least five cross-cut regions of at least five composite sample specimens. Additionally, from the correlation between light microscopically assessed area density of voids (assumed to correlate with the three-dimensional porosity) and the density of the composite sample specimens, as shown in
Figure 14, the translator concludes that the established characterisation process plausibly allows for assessing the overall void volume portion being constituted by meso-pores rather than micro-pores. Finally, exploiting the relative porosity values presented in the DoE contour plot [
71] (
Figure 13), EMP may provide substantial value to EMC01 unless there was a misunderstanding in their communication (i.e., a major discrepancy between t
01 and *t
01) or some unforeseen discrepancy between the vacuum-bagging processes VB-2-0
EMC01 (performed by EMC01) and VB-2-0
DoE used for establishing the data-based model. Straightforwardly, EMP will be able to suggest to EMC01 a process modification that may not only allow for undermatching the threshold porosity required by EMC01 but even a more than five-fold reduction in the porosity so far achieved by EMC01. Concerning quantitative requirements with respect to material performance, the quantitative assessment of the porosities and (partially) the ILSS and the establishment of the data-based model provide valuable knowledge to EMP. First of all, in the frame of the DoE-based material characterisation of composites, it was indeed found that a porosity below 2 volume-% and a concomitant ILSS above 30 MPa was achievable. Moreover, a relevant process window for a suitable vacuum-bagging process denoted as VB-{[x
1,min, x
1,max] − [x
2,min, x
2,max]} became indicated for the porosity. As revealed by the DoE contour plot in
Figure 13, such a window will not be of rectangular shape in the two-dimensional false colour representation of y
por_LM (x
1, x
2) but rather beyond a curved line representing a threshold criterion in terms of the porosity y
por_LM. To achieve both a minimum porosity (por) and a maximum interlaminar shear strength (ILSS), the respective VB process windows {[x
1,min_por, x
1,max_por] − [x
2,min_por, x
2,max_por]} and {[x
1,min_ILSS, x
1,max_ILSS] − [x
2,min_ILSS, x
2,max_ILSS]} may be overlapped, and a two criteria optimisation may be performed. Moreover, the station times related to each process (within a process window) may be calculated based on the information given in
Table 1 and be used to guide composite manufacturers. Concerning DoE-based porosity values, interpolation within the frame of the experimentally gathered findings may be performed with more confidence than the extrapolations. If the extrapolations were aspired, the translator might recommend further validation, e.g., based on gathering additional data. Exemplarily, the translator may need to consider that EMP might have some customers, e.g., EMC02, who may accept extended dwelling and station times of several hours or more than half a day, respectively. Evidently, the modelling approach presented so far would need to be modified for EMC02 in order to prevent using equation Equation (1) with the regression coefficients in
Table 3 for such boundary conditions because otherwise negative numbers for porosities might—from the physical point of view—wrongly be implied.
3.7. Discussions of the Modelling Results in the Context of the Innovation Challenge
In this contribution, we highlighted the value-guided approaches within the ISO consistent concept of innovation [
17] and recently within Industry 5.0, which complements the existing Industry 4.0 paradigm [
1] and co-exists with it [
73]. We interpreted that both green and digital enhancements in material development and production processes are essential for Industry 5.0 approaches. The meaning of a concept like “green transition” and the target (or toolset) represented by the attribute “green” appears to be subject to some interpretation by decision-makers. When reporting the results of a workshop with Europe’s technology leaders, the European Commission highlighted that requirements for a successful transition are the acceptance, trust, and commitment of the public and that people and societal needs must be at the centre of respective strategies for industrial modernisation [
74]. We infer that Industry 5.0 is largely not about additional technologies relative to Industry 4.0 but rather about a paradigm shift and adding a value dimension in a systemic approach since the workshop report highlights that its concept is not based on technologies but rather is centred around values like “human-centricity, ecological or social benefits”. As the very decision-making in teams may vary from team to team, we suggest that facilitating the transparent documentation of relevant aspects in a team’s decision-making may be a prior-ranking objective as compared to an a priori harsh confinement of the creative leeway in interpreting and conceptually implementing strategic targets intended to make manufacturing more future-proof. We expect that future-proof approaches will need to facilitate customers’ and consumers’ well-informed decision-making on technologies, material products, and services they use. So, we propose advancing semantic data management and involving trained experts that we call Translators for the FAIR solution to innovation challenges. We expect that in this way, not only the performance of products but also relevant aspects of their backstory (from gathering their raw materials onwards) will become transparently documented along the product’s life cycle. Making connections [
75] and joining information from different sources will require skills and extensive education and training, and we project that harmonised respective approaches may be as successful as they have proven to be for establishing shared expertise in material-joining technologies advanced by specially trained welding or adhesive engineers [
21] following procedures framed by the European Federation for Welding, Joining and Cutting. We reckon that a major challenge will be comprehensibly involving social or societal requirements and needs in materials development and translation and suggest cooperation with, e.g., academic institutions. In our opinion, communication and data gathering based on agreed “bridge” concepts and guided by impartial experts can be an essential toehold for bridging material, environmental, and social sciences following their respective perspectives. We may indicate that in the ongoing OntoTrans project, consumer needs, experiences, and preferences are readily considered both in translation and in industrial innovation challenges. In this way, we aspire OntoTrans to provide innovations in semantic technologies that contribute to supporting “win–win” interactions between industry and society, profiting from guidance by trained Translators in an Industry 5.0 context. In upcoming contributions based on the comprehensive translation approach described here, we will highlight the benefits achievable by a translator applying the technology stack tailored to the OntoTrans project.
In this contribution here, the translator team and their client profited from following a procedure characteristic of translation in materials modelling. In detail, we established, in a transparent way, a data-based model and used the porosity as a key property of composite laminate products resulting from vacuum-bagging processes performed with FRP comprising a polycondensation-curing matrix. Starting from a prepreg that contains a PFA-based bio-resin designed to wet the involved fibres and to avoid micro-pores between individual fibres, we prepared composite laminates and showed that the void content is substantiated by meso-pores between fibre tows. We revealed that the porosity achieved by curing processes with vacuum-bagging sensitively depends on adjusting two process parameters, namely the dwelling temperature and the temperature ramps applied during the curing of stacked prepregs. In enterprise manufacturing composites, the respective adjustment is assessed during production planning, and we provided a data-based model that may support decision-making in this phase. When compared to curing scenarios reported by Ipakchi et al. [
31] for PFA-based FRP matrices, our underlying scenario is more short-term and less complex. Moreover, it does not involve the application of pressures above atmospheric pressure and final curing temperatures higher than 145 °C, as suggested by Guigo et al. [
30] or Sangregorio et al. [
32] for natural fibre composites with PFA-based resins. We infer that the energy efficiency of our vacuum-bagging process may be superior as compared to those of these reported curing scenarios. Efforts to grasp and quantitatively compare the CO
2 footprint of our curing scenario with reported ones are ongoing.
Concerning the occurrence of voids in autoclave-free curing processes, we suppose that, in the case of polycondensation-curing prepregs with a low content of VOCs and entrapped air, the formation of porosity essentially is caused by the reactions resulting in chemical network formation. For PFA polycondensation, Sadler et al. [
76] highlighted that increasing the degree of prepolymerisation may minimise voids that result from trapped water molecules. Similarly, for polycondensation-curing phenolic resins used in RTM manufacturing, Pupin et al. [
28] reported that the residual porosity measured in cured samples may be decreased when the specimens are degassed at higher levels of chemical conversion. Dominguez and Madsen [
77] stressed that a high water content in a PFA resin may be a significant challenge for the manufacturing of materials with low porosity because, during processing, water is likely to be trapped in the form of voids inside the materials. They suggest using a double-vacuum-bag (DVB) technique implemented in a vacuum oven with superior performance as compared to a single-vacuum-bag (SVB) technique because it allows composite manufacturers to control the pressure difference between the two vacuum bags during processing. They reported that the PFA matrix resin in their FRP was fully cured after finally applying a maximum temperature of 90 °C for 30 min. They detailed porosity values V
p in the range between 0.03 and 0.14 and indicated that the strength of their composite specimens showed a rather large scatter, which they attributed to the inherent brittleness of the PFA matrix and their large porosity. With our SVB scenario, we achieved a porosity below 2 volume-%. Still, we consider a further reduction of the CO
2 footprint related to our curing scenario possible by maintaining the low porosity and balancing a reduction of the maximum curing temperature with the achieved mechanical properties.
We foresee that Translators in material innovation will profit from tools, allowing for transparent multi-criteria optimisation and, indeed, in OntoTransFAIR, access to respective semantic technologies is getting facilitated.
4. Conclusions and Outlook
In the current work, we contributed advances to three aspects of innovation in manufacturing sustainable products by introducing a human-centred cooperative and systematic approach that facilitates involving essential stakeholders in industry and society. Our first aspect addressed the establishment of a mediating role taken by human expert Translators who provide information or knowledge-based guidance for decision-makers, initiators, and implementers in manufacturing innovation. In detail, we suggested an overarching iterative innovation translation cycle for materials and process innovation by combining the recently introduced contributions by Translators in knowledge management and Translators in material modelling. Secondly, we showcased the relevance of modelling manufacturing processes for enhancing sustainability based on an efficiency strategy. In detail, we presented a data-based modelling approach profiting from the design of experiment (DoE) to identify factorial settings that allow manufacturing in an autoclave-free vacuum-bagging to process a fibre-reinforced composite from a prepreg material based on eco-friendly and bio-based poly(furfuryl alcohol) (PFA). The material-specific process window for the dwelling temperature and the temperature ramp applied during the curing of stacked prepreg was framed by assessing and controlling the area density of meso-pores that were measured with commonly available digital light microscopy of cross-cuts through composite specimens. Thirdly, we elaborated a stepwise procedure guided by competent Translators that allows industrial decision-makers to embrace their innovation challenge by linking concepts and relevant datasets instantiated by innovation cases that are specific to distinct combinations of materials and processes. An interested human stakeholder S
1 may express a specific need N
1(S
1) requiring materials innovation and raise the attention of several manufacturers. As perceived from inside of an organisation O
1 in manufacturing, S
1 might be focussed on as a potential customer, e.g., an end-user, a consumer, or a client. Any organisation in manufacturing O
k that understands the need N
1(S
1) may address it, embed it in a business context, and address the innovation case and challenge in a way that is O
k-specific. Exemplarily and efficiently, a manufacturer O
1 capable of sustainably managing the activities required for the specified product innovation may realise customer focus by their involvement in the specification phase, the concept development, and the prototyping [
78]. For example, the three-tier approach presented by Lytras and Garcia [
79], based on semantics, ontologies, and business logic, might be realised.
Following the suggested iterative innovation translation cycle shown in
Figure 6, we envisage that any innovation-ready organisation O
k may readily conceptualise and represent N
1(S
1) and their N
1(S
1)-specific challenges by utilising ontologies and semantic-web-based data management to support and interact with human actors in their sustainable product development. As highlighted in
Figure 15 and outlined in the OntoTrans project [
4,
79], the instances that are relevant for the user and handled in the use case are linked to concepts and data that can be attributed to classes in the terminology-related TBox and the assertion-based ABox, respectively, or semantic knowledge bases. Such ontological and semantic data representation reduced ambiguity and misunderstanding during translation. It supports transparency, traceably, and greatly facilitates reacting to changes in needs whenever formerly subordinated optional solutions may readily be assessed as potential future alternative solutions. In OntoTrans [
4], this target is inspired by an approach and the respective processes starting from an innovation case, proceeding via conceptualisation and applying the multi-perspective material ontology EMMO [
55] within an Open Translation Environment. For example, a key perspective on the innovation case involves all relevant processes and objects. In the case presented, the different materials processes (like prepregging), as well as the formulated resin or the prepreg. The relations between the process steps and the objects are well described and documented as well in terms of their mereology and causality, for example, describing overlaps, inputs and outputs, or next steps. Furthermore, properties of processes and objects can be assigned by means of a semiotic process involving an entity, interpreter and a “sign” given to the entity, which may be a model or a property based on characterisation or observation. Also, the roles of entities in an overall system (whole) can be described (in EMMO’s holistic perspective). Typically, an object (or process) can also be identified by its role, for example, the leg of a chair or an actor in a play.
An example of process and object conceptualisation in composite prepreg manufacturing is depicted in
Figure 16 [
80].
We suggest that such expression, understanding, and guidance may sustainably be achieved by using FAIR semantic approaches that allow for transparently protecting proprietary knowledge. Moreover, we infer that the FAIR accessibility of several solutions, exemplarily labelled solutions # 1 and #2 in
Figure 15, will not only contribute to a well-informed decision by revealing optional solutions making but also to a resilient approach as recommended in an Industry 5.0 context.


 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
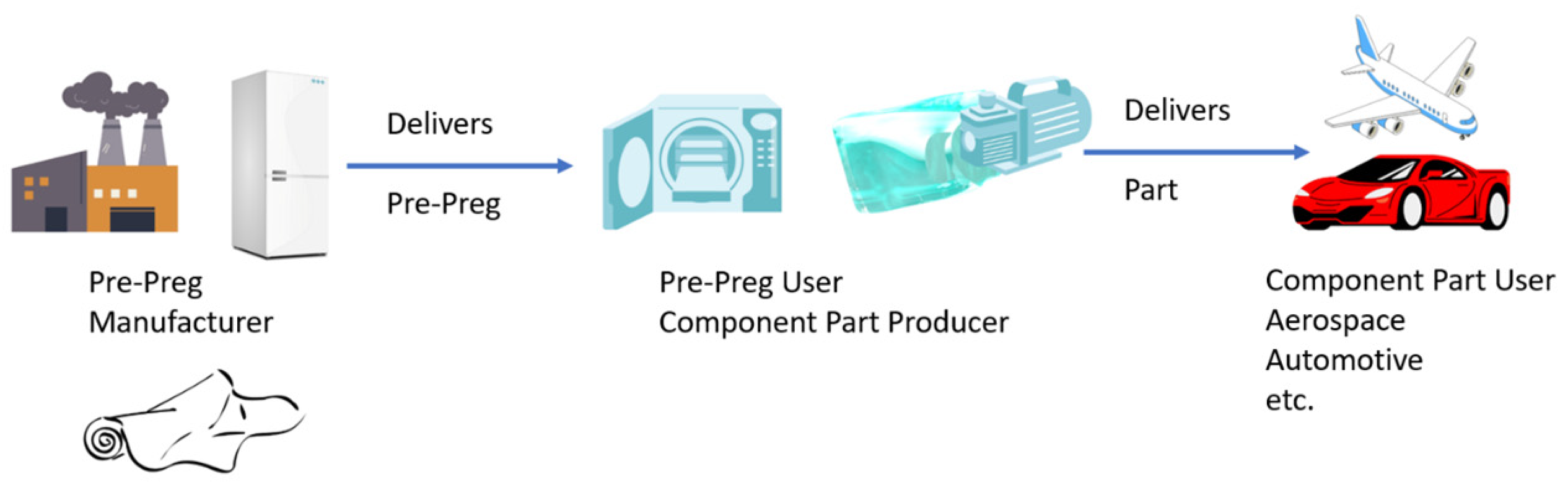{kind=link}
{kind=link}
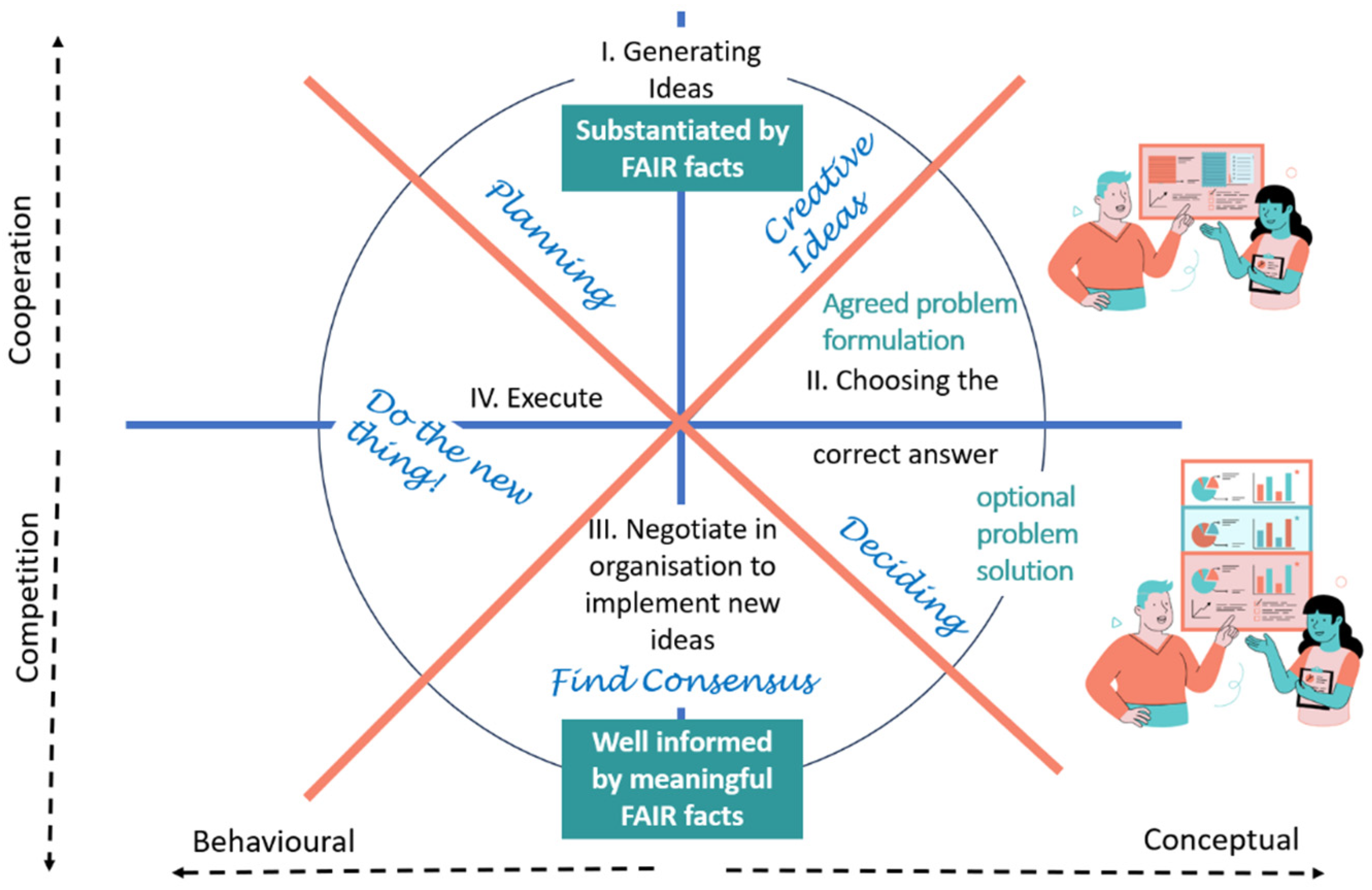{kind=link}
{kind=link}
{kind=link}
{kind=link}
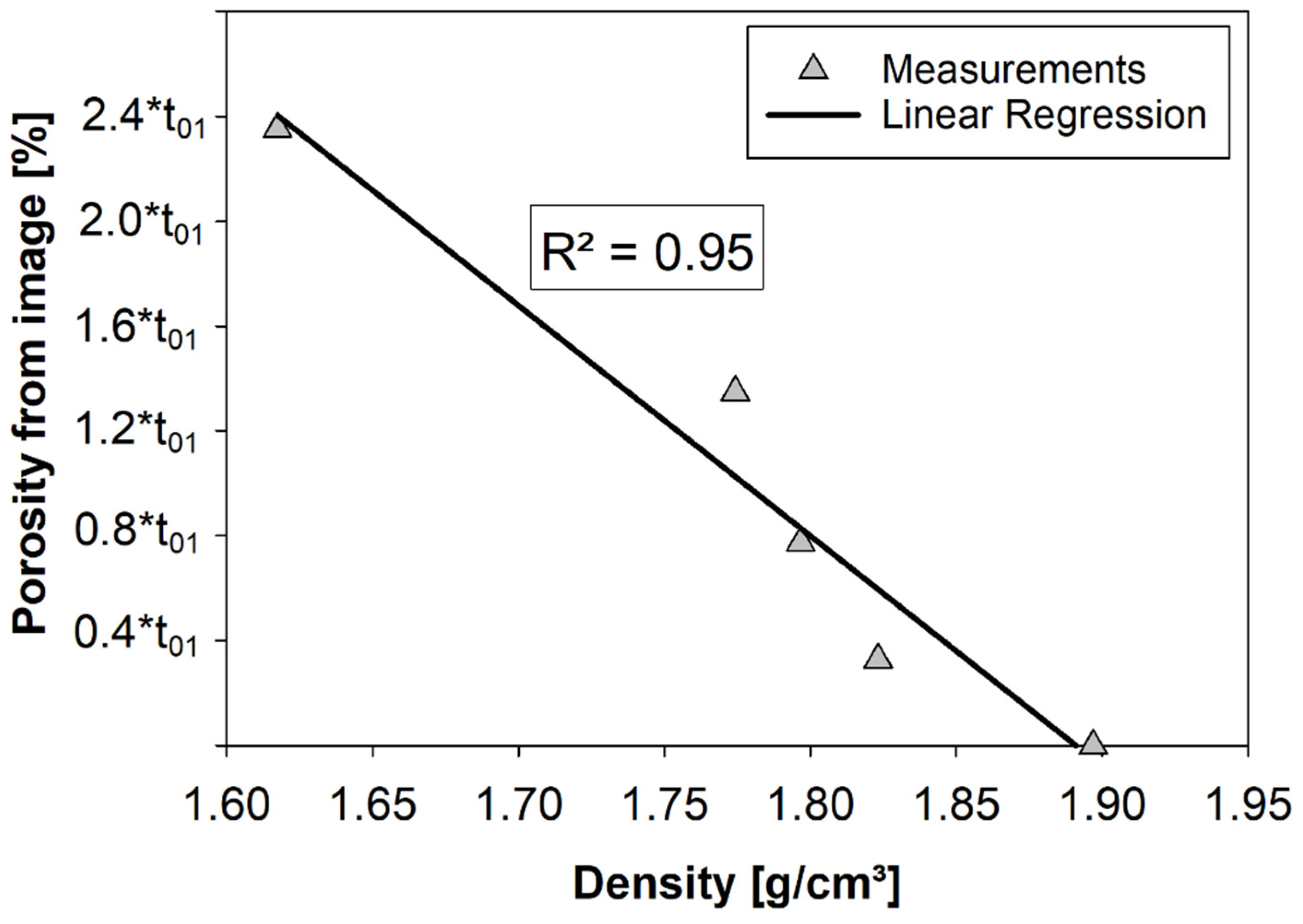{kind=link}
{kind=link}
{kind=link}















