1. Introduction
Machining with precise and effective geometric or dimensional accuracy has remained of great interest to researchers for the last few decades. The design and production of molds and dies within the manufacturing sector with greater dimensional accuracy has been challenging for manufacturers and researchers [
1]. Due to their strength, Nickel (Ni)-based superalloys, titanium alloys, and other alloys are hard to cut with conventional machining. Thereof, non-conventional machining processes are recommended as the potential choice for the cutting of hard-to-machine superalloys [
2]. Poor geometric precision is still a challenge, even though non-traditional machining procedures are preferred [
3]. Difficult to cut Ni-based superalloys, indubitably, IN617 has earned marvelous popularity in many fields, such as combustion cans, super boilers, aircraft, and aerospace [
4]. The various properties of the said Ni superalloy, i.e., low density, greater strength, high oxidative and rust resistance, and stability at the upper extreme cutting environment, have made it an easy selection for the use of the abovementioned areas [
5]. The conventional ways of cutting Ni-based superalloys, i.e., milling, drilling, and lathe, seem improper due to their unique characteristics like high strength, low thermal conductivity, and rapid strain hardening [
6]. Thereof, a non-traditional way of machining has been built up for the cutting of the IN617. Due to the challenging environment, EDM is chosen over other non-traditional machining operations due to its greater adaptability. One of the prodigious benefits of EDM is that it can machine hard-to-cut superalloys with greater precision as well as excellent dimensional accuracy, which cannot be obtained with other traditional machining operations [
7,
8]. Regardless of their mechanical qualities, EDM is able to treat materials such as superalloys [
9].
EDM, being a spark erosion process, has been widely accepted as a non-conventional process compared to the other older machining operations due to its capability to produce intricate shapes, dies, and molds with greater precision irrespective of the material type [
10,
11]. Researchers have found that EDM has the supremacy to machine hard-to-cut alloys, composites, and tough metals without introducing changes in their metallurgical characteristics [
12]. EDM is a spark erosion process; as previously said, a succession of recurring sparks is used between the tool and the workpiece [
13], which erodes the material from the workpiece by worsening the melting and vaporization. In order to create a discharge gap between the tool and the workpiece, the electrode, and the workpiece are submerged in the dielectric fluid, which is then ionized by the sparks that are continuously passing through it [
14]. The complex shape that the electrode imprinted on the material of the workpiece is exactly the opposite of the geometry of the tool [
15]. The dielectric fluid that is used in EDM operations is an extremely important factor [
16]. The dielectric fluid performs a series of roles, i.e., it can: (i) flush away the debris from the workpiece material; (ii) cool down the material and the electrode during the pulse of time [
17]. Commonly, kerosene oil is used for the EDM of various base materials because it is termed the traditional dielectric fluid [
18]. But kerosene oil has a lower flash point and breakdown voltage, so poor output responses are achieved. Therefore, to overcome the poor material removal rate and geometrical inaccuracy, certain additives are added to the dielectric, which incorporate the dielectric, enhance the dimensional accuracy, lower the tool wear rate, and increase the surface finish of the machined specimen.
To reduce the dielectric fluid’s insulating characteristics and improve dimensional accuracy, alumina, copper, and silicon are added [
19]. Nanoparticles in the dielectric medium form a conductive bridge between the tool and workpiece at an appropriate voltage. These powder nanoparticles formed conductive chains under the electrode’s spark gap through scattering [
20]. Once the frequency of sparking per unit of time grows, the workpiece material is removed quickly [
21]. Adding powder lengthens the plasma channel, which raises spark density. Sparks frequently degrade the substance as a result. The workpiece’s perfect surface smoothness is the result of this consistent sparking [
22]. Micro/nano powder in the dielectric fluid causes agglomeration that obstructs EDM machining and spark passage [
23,
24]. EDM agglomeration reduces sparking, changing output results. The addition of surfactants lessens the surface tension and migration of additives in the dielectric medium [
25]. A surfactant is a surface-active chemical that is used to address the above issues [
26]. Surfactants reduce nano-powder surface tension and scattering during EDM in the dielectric medium, increasing dispersion and conductivity. Resolving the issue improves dimensional accuracy [
27]. Surfactants, including emulsifiers, improve geometric accuracy in dielectric fluid [
28].
Materials used in EDM are prone to dimensional errors. Researchers are making progress in resolving the issue by using surfactants and metallic particles in dielectric fluid during EDM. This issue was resolved in earlier studies using electrodes that had been cryogenically treated (CT) against the base material during EDM. The wear, hardness, strength, toughness, and electrical properties of electrodes are enhanced by cryogenic treatment, which also enhances dimensional accuracy [
29,
30]. Ozdemir [
31] found that a shallow CT at −84 °C increased the toughness, hardness, and wear of Cr-Fe compared to low-carbon cast steel. Senthilkumar and Rajendran [
32] found that shallow cold working improved En 19 steel’s wear properties by 114% and deep cold working by 214%.
Tiwary et al. [
33] investigated the Ti-6Al-4V alloy’s response to the brass electrode passing through various dielectric mediums. The authors came to the conclusion that at very low values of peak current, pure deionized water provided superior dimensional accuracy. However, the peak current, Cu mixed with deionized water dielectric, provided improved dimensional accuracy at the higher peak value. In order to explore the OC parameter following the machining of the aforementioned base material, Ahmed et al. [
34] investigated the impact of several electrode materials on the titanium alloy. The authors concluded that each electrode displayed a unique pattern of OC performance. But if the discharge current was increased while the pulse time ratio was decreased, the graphite electrode produced the least OC magnitude. By pitting the various electrode materials against the EN 31 base material in the EDM oil as a dielectric medium, Singh et al. [
35] evaluated the performance of EDM in terms of diametrical overcut. In comparison to Cu-W and brass electrodes, the scientists discovered that Cu and aluminum offered the lowest magnitude of OC against the mentioned base material. Sivakumar and Gandhinathan [
36] examined the EDM’s machining capabilities in terms of OC when milling Ti-6Al-4V in comparison to various electrode materials. The scientists discovered that throughout the EDM process, the pulse on time and discharge current had the biggest effects on the OC size.
In terms of dimensional accuracy, Singh et al. [
37] investigated the effect of the Cu electrode on the mild steel base material during EDM operation. The authors came to the conclusion that low discharge current and low pulse duration have a substantial impact on the output parameter, which results in improved dimensional accuracy. In order to assess the dimensional accuracy of CNC die-sinking EDM, Kumar et al. [
3] examined the effect of the Cu electrode on P91 steel as the basic material in the presence of commercial-grade dielectric. The authors went on to explain that lower magnitudes of input parameters are taken into account in order to achieve a low OC magnitude. When using EN24 steel as the foundation material during electric discharge machining to evaluate OC, EWR, and SR, Grewal and Dhiman [
38] compared the CT Cu electrode with the NT electrodes. According to the authors, OC magnitude is reduced by 9% with cryogenic treatment in comparison to simple electrodes. Bhaumik and Maity [
39] assessed the radial OC, recast layer, surface roughness, and surface crack density during machining the Ti-5Al-2.5Sn titanium alloy in comparison to the Cu, brass, and zinc electrodes. The Cu electrode reportedly generated radial OC with the lowest magnitude, followed by brass and zinc at a lower peak current, according to the authors. Using a brass electrode and kerosene oil to cut the difficult-to-cut titanium superalloy, Pradhan et al. [
40] investigated the dimensional precision of EDM. The key factors affecting the dimensional accuracy of the machined specimen were peak current and pulse on time. Kibria et al. [
41] studied the effect of tungsten electrodes on the Ti-6Al-4V base material in the presence of simple and powdered dielectrics of deionized water and kerosene on EDM MRR, TWR, and OC. B4C powder in deionized water at a low discharge current on a tungsten electrode produced better dimensional precision than kerosene dielectric. Singh et al. [
42] used the Taguchi technique to analyze EDM’s radial OC advantage over H-13 steel utilizing CT Cu and NT Cu electrodes. CT Cu electrode, 5A peak current, 5 μs pulse on time, and a 50 V discharge gap were found to minimize radial OC.
In order to achieve the best OC and EWR for the EDM of Inconel 600, Ishfaq et al. [
43] employed five different biodegradable dielectrics with the addition of Cu powder. The authors discovered that the least amount of OC was attained in sunflower oil at the lowest value of Cu powder, but the smallest amount of EWR was obtained in the presence of amla oil at the lowest concentration of Cu powder. By using the different input factors during the micromachining,Das et al. [
44] were able to determine the OC of Inconel 718. When compared to the other process parameters, the authors found that current had the biggest influence. Asif et al. [
45] used surfactant-added biodegradable dielectrics for the EDM of Ti6Al4V alloy for biomedical applications to evaluate MRR, OC, TWR, and SR (Ra, Rz). The authors found an improvement of 41.7%, 80.3%, 75.3%, 55.3%, and 47.4%, respectively, with the addition of surfactant. Chaudhari et al. [
46] machined the nickel-titanium shape memory alloy through wire electric discharge machining (WEDM) by engaging distinct process parameters. The authors revealed that at the optimal settings of process parameters, MRR was high, and SR was low. Moreover, the surface cracks, globules, and micropores were significantly reduced at the optimal parametric settings.
Pereira et al. [
47] used the cryogenic cooling technique and minimum lubrication for the turning of AISI 304 steel. The authors revealed that with the cryogenic treatment, the tool life was improved by 50% and the cutting speed was enhanced by 30% compared to dry machining techniques. In another study, Pereira et al. [
48] again used the cryogenic method for the machining of Inconel 718 with CO
2 as an internal coolant. The results of this study revealed that cryo-milling Inconel 718 with the CO
2 coolant increased the tool life by 57% in comparison to the emulsion coolant. In another study, Pereira et al. [
49] reported that CO
2 cryogenic turning increased the tool life by 60% by comparing the performance of two distinct inserts during the hard turning process. In addition to that, the authors also measured the superficial roughness and microstructure and found that positive inserts gave the best results. Sliusarenko et al. [
50] suggested a new probe optimization method for (2 + 3)-axis inspection machines by moving the stylus at an inclined angle, by moving the stylus in a globally collision-free state, and by setting the stylus at a constant position. This optimized method compared the 3-axis and 5-axis optimization strategies and found that optimization results obtained by setting the stylus at a constant position were accurate compared to the results of the 3-axis and 5-axis approaches.
It is significant to remember that the EDM process is extremely complicated, non-linear, and controlled by the interaction of input factors. It can require some time and effort to develop a first-principle model for the process to forecast the profiles of OC under the modification of process control variables. The first-principle models could also be more reliable but are also fairly expensive to develop. To address the practical shortcomings of first principle models, another promising data-driven modeling paradigm incorporating a sophisticated and effective modeling method has evolved. An effective function approximation approach is the artificial neural network (ANN), which can create non-linear interactions between the process’ interactive input space. Additionally, the approach has shown remarkable performance in modeling systems at all scales, from atomic to enterprise [
51,
52].
Based on the literature cited above, it is clear that different possibilities have been explored for reducing the geometric inaccuracy of machined profiles in EDM. However, there is still a need to tune the electro-erosion process to improve control over the sparking phenomenon and have dimensionally consistent profiles. Specifically, this aspect is worth investigating as far as the formation of micro-impressions on IN617 is concerned. Therefore, the potentiality of the CT electrodes has been deeply examined for improving the control over sparking so that dimensional error may be minimized. The standard dielectric, i.e., kerosene, has also been modified in this context with the addition of Span and Tween-based surfactants to reduce the overcut magnitude. It is pertinent to mention that these customized kerosene-based dielectrics have never been explored from the perspective of geometric accuracy in the EDM of IN617. Moreover, EDM is a costly process, so it is very difficult for the industry to carry out a number of trials to make an appropriate selection of the control variables to produce accurate micro impressions. It is deemed necessary to effectively model this process to alleviate the need for experimentation. Considering the nonlinear characteristics of overcut in response to variation in input variables, an artificial neural network (ANN) approach is adopted for process modeling. The ANN technique efficiently maps input and output variables to predict the complex function space with reasonable accuracy. The development of an ANN-based model is another novel aspect of the study that eliminates the need for extensive experimentation and reduces cost. The experiment was run using a full factorial design. Through the use of statistical techniques and optical microscopy, the results are thoroughly examined. The science behind affecting dimensional accuracy has also been explained using scanning electron microscopy.
2. Materials and Methods
The supremacy of EDM is determined by the CT and NT electrodes against the Ni-based superalloy under the five kinds of modified dielectrics. Overcut (OC) or dimensional inaccuracy has to be taken as the single most important output response parameter. As mentioned earlier, IN617 has to be used as the base material; therefore, its chemical composition is evaluated by optical microscopy.
Table 1 elaborates on the most significant workpiece characteristics [
4]. The dimensions of the rectangular workpiece, in this case, are 60 mm × 60 mm × 5 mm.
There are two types of electrodes that have been used in this study, i.e., copper (Cu) and brass, and both have an equal diameter of nine-millimeters. The performance of Cu and brass electrodes without cryogenic treatment and with cryogenic treatment has been investigated to elaborate the output parameter. The cryogenic operation was performed by exposing the electrodes to liquid nitrogen at −185 °C in the nitrogen container. The cryogenic procedure took 24 h at this temperature.
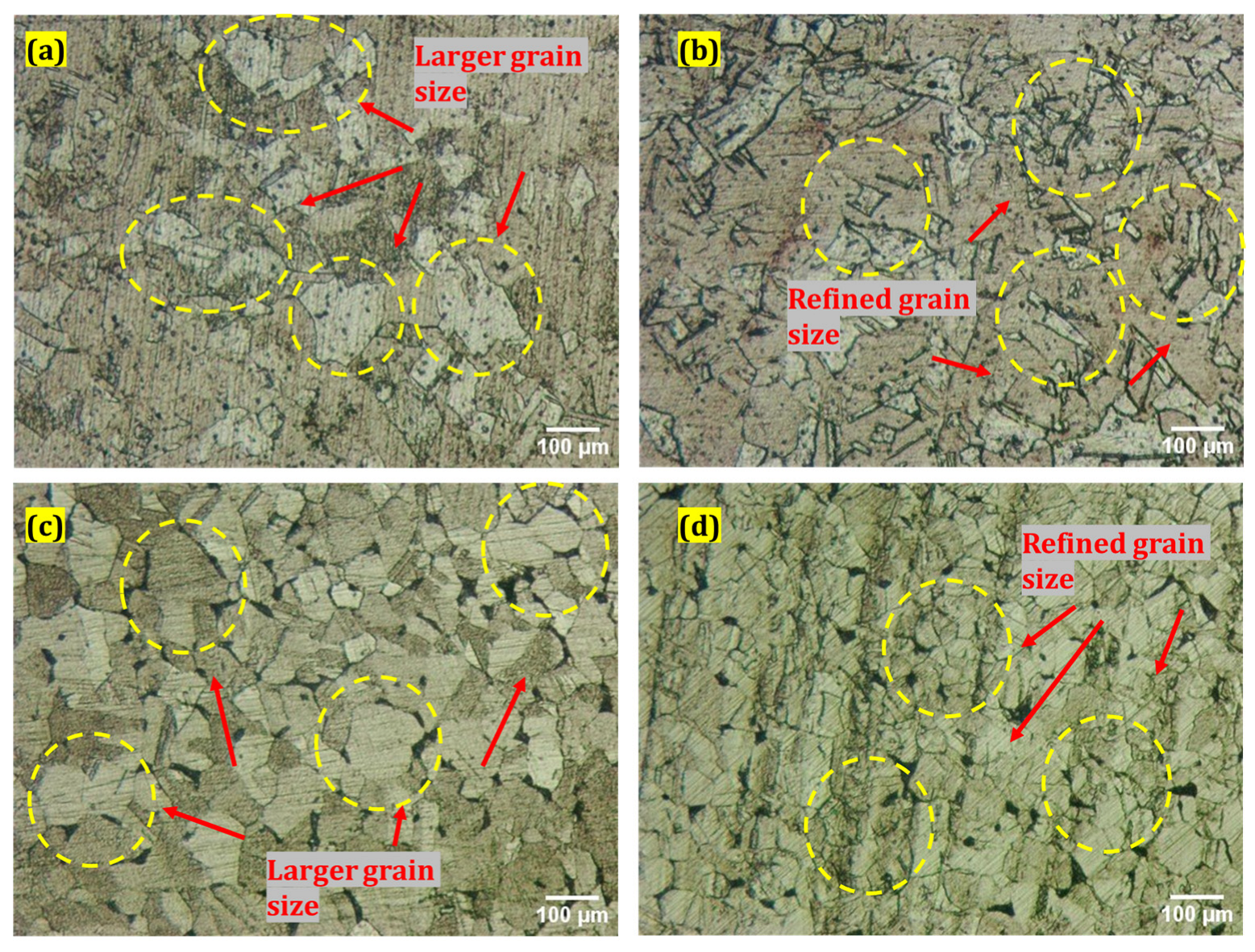
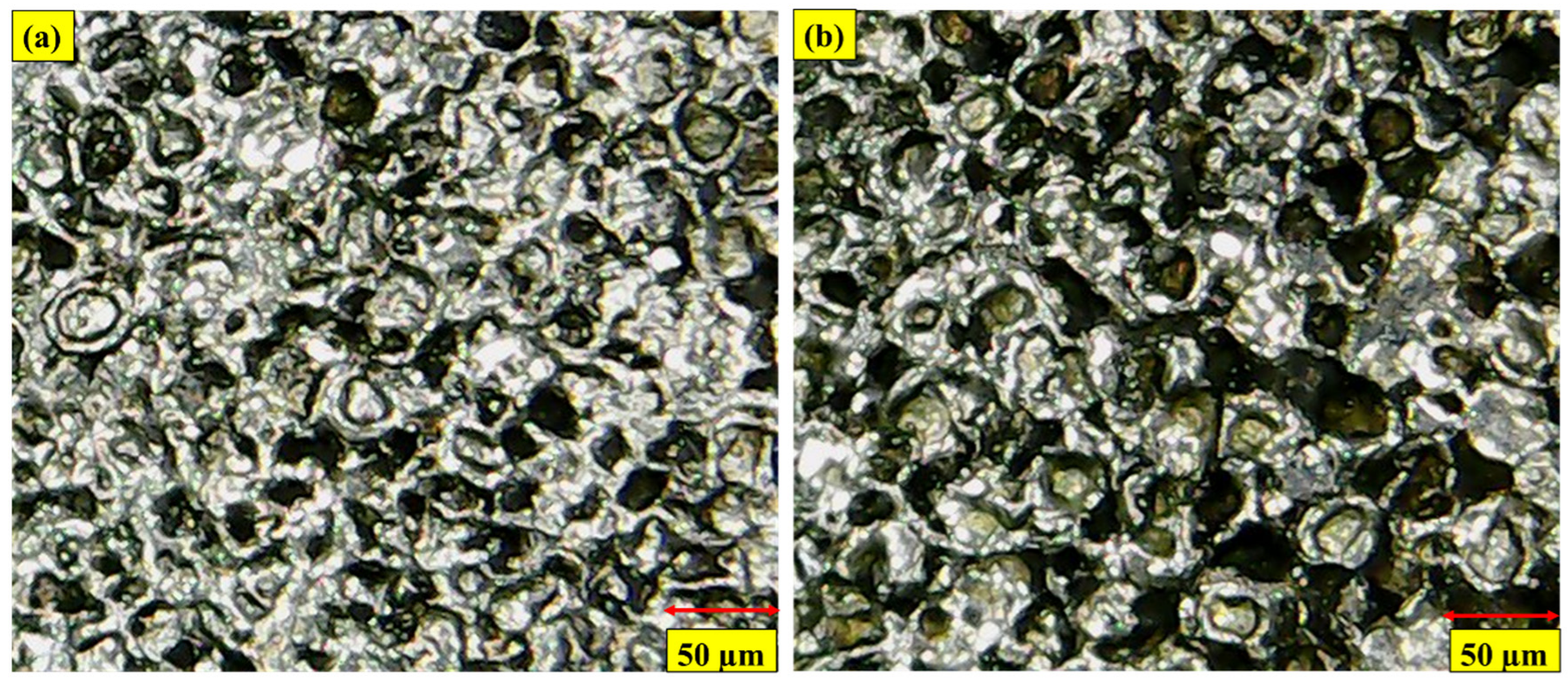
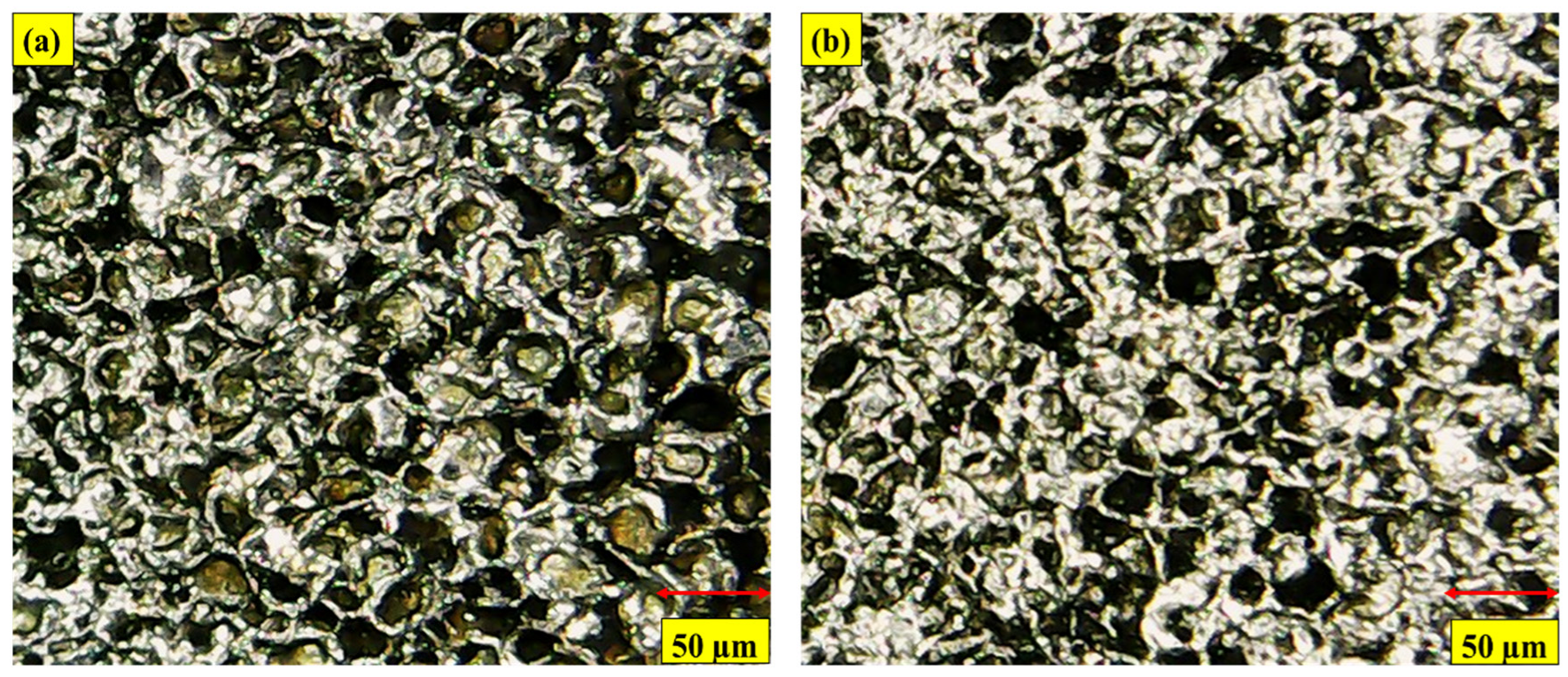
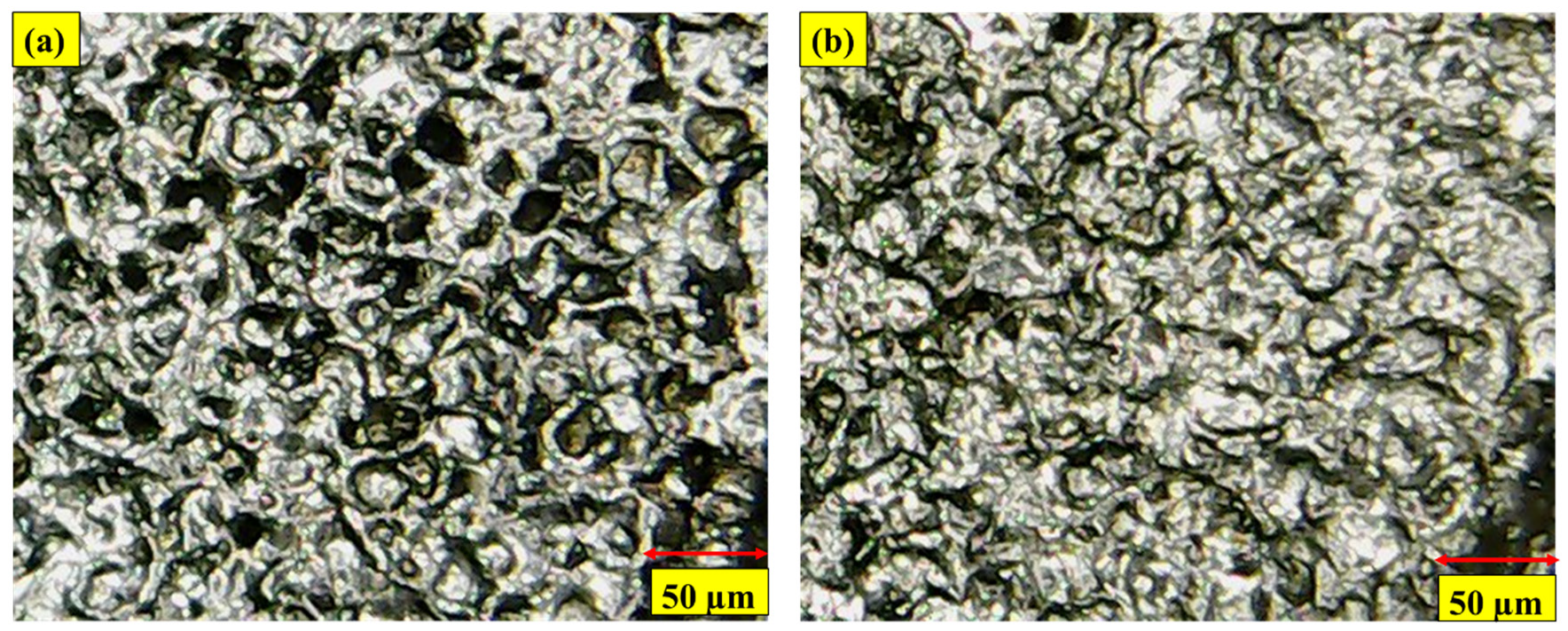
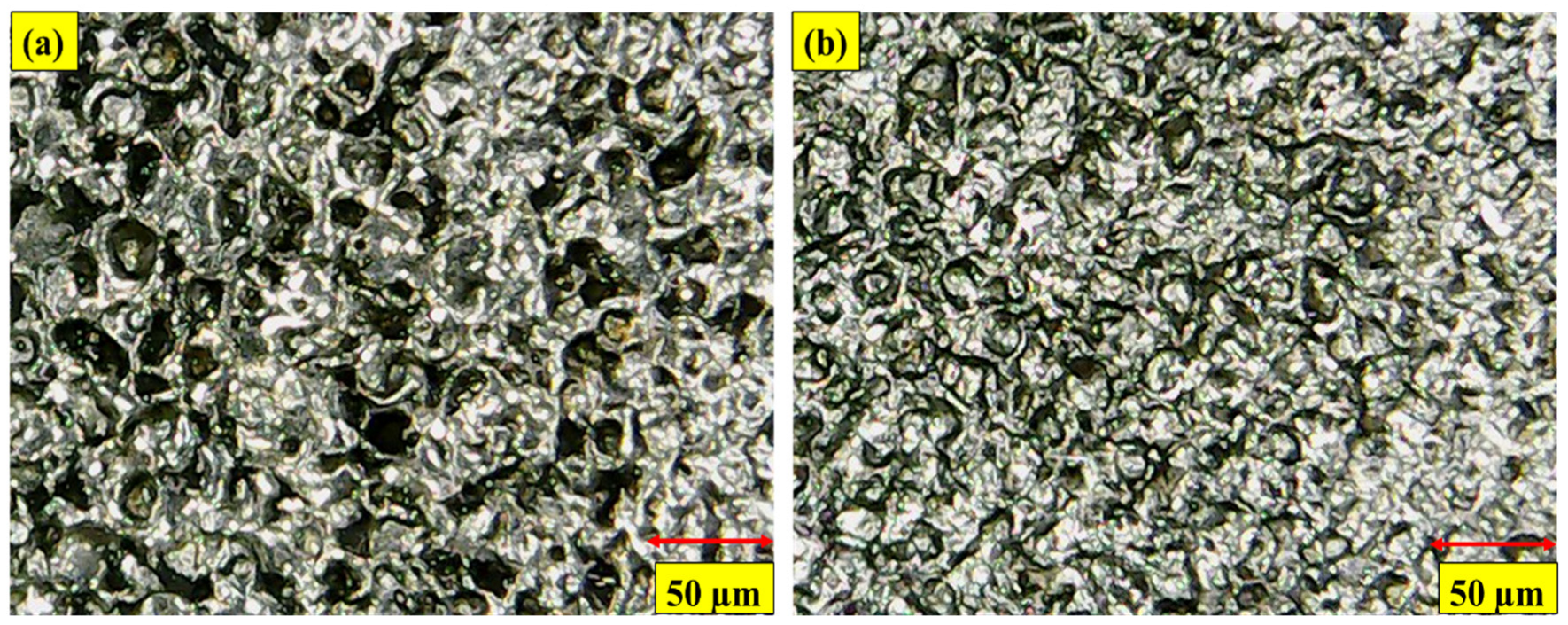
Figure 1a–d indicates the microstructural grain refinement comparison of untreated and CT Cu and brass electrodes. However, the authors have calculated the average reduction in grain size using “ImageJ 1.54f” software. The optical microscopic images have been imported into the software, and measurements of grain sizes have been made at twenty-five grains. Then the average value is recorded. The same procedure is used for both treated and non-treated electrodes. The measurement of a non-treated electrode is made to have a reference value for the sake of comparison. The findings of this assessment indicate that the cryogenic treatment has notably reduced the grain size. In the case of Cu, an average reduction of 58.64% in grain size is noted, whereas for brass, a decrease of 50.62% in grain size is realized. Kerosene oil was used in this study as a dielectric. In addition to that, four different types of surfactants were also used at 6% concentration; a total of five unalike dielectric fluids were employed with the two kinds of CT and NT electrodes. Kerosene oil, kerosene oil in addition to Span 20 (Kerosene-S-20), kerosene oil in addition to Span 80 (Kerosene-S-80), kerosene oil in addition to Tween 20 (Kerosene-T-20), and kerosene oil in addition to Tween 80 (Kerosene-T-80) have been studied against the Cu and brass electrodes.
Table 2 lists the major characteristics of the selected surfactants. The machine parameters were decided based on the results of the studies and are shown in
Table 3 and
Table 4. However, the physical properties of the used electrodes and the kerosene dielectric have been elaborated in
Table 5 and
Table 6.
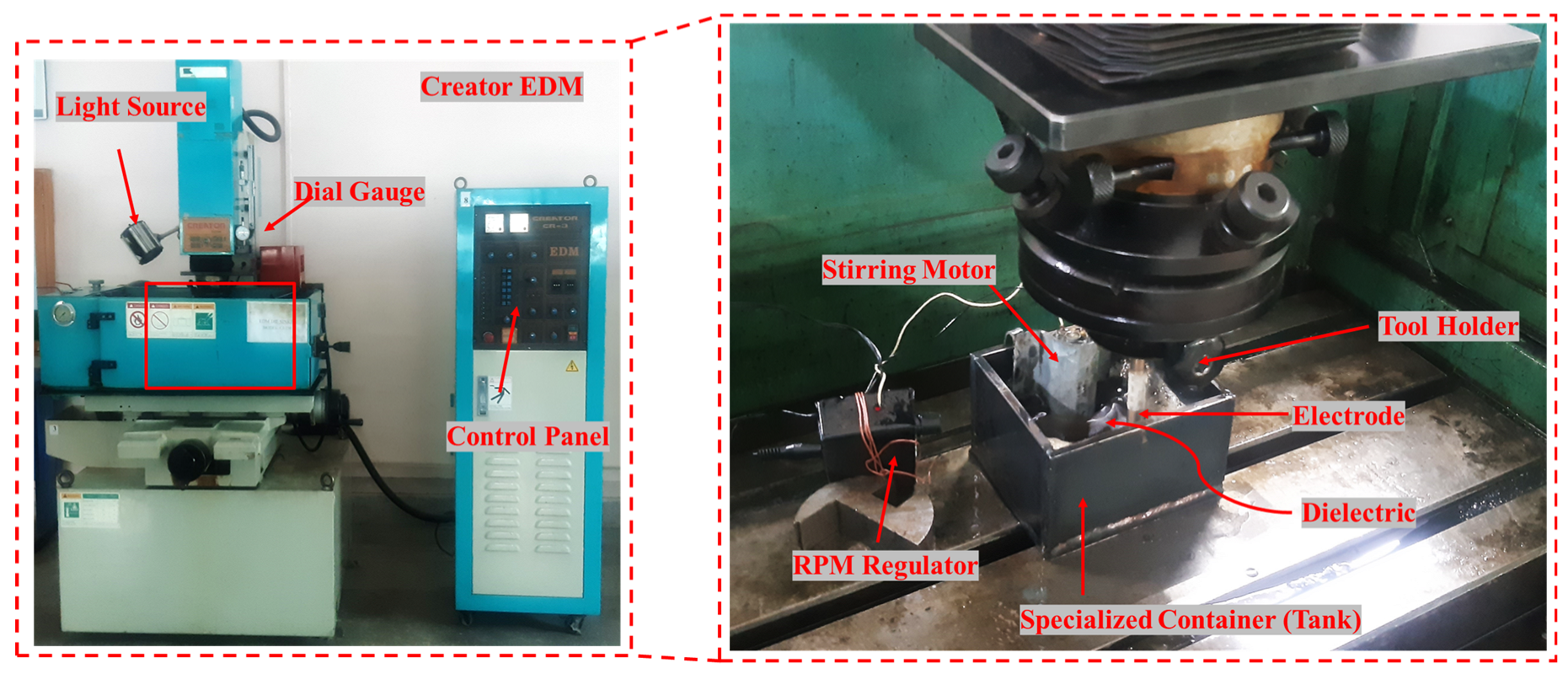
To obtain the best parametric settings where the minimum OC can be achieved, primary experiments were carried out. In the initial trials, those parameters that gave greater dimensional accuracy were chosen for the final experimentation of the workpiece against the CT and NT electrodes. In addition to that, the selection of these final parameters assisted in getting greater dimensional accuracy as well as reducing the cost of over-processing or burning the tool and workpiece during the EDM operation. Identifying the surfactant content in the kerosene oil dielectric was another crucial step. A starting point was taken from the literature, but the ultimate decision was based on preliminary experimental tests against the stated selection criteria. According to preliminary findings, 6% surfactant concentration is enough. To combine surfactant and kerosene oil, a motorized stirrer tank was constructed. Throughout the experiment, the stirrer maintains the surfactant and dielectric blended. An EDM (Model: RJ230) utilized for the experiment is seen in
Figure 2.
An experimental design with a full factorial setup was used for the inquiry. The input parameters are summarized with levels in
Table 3. Each test run included machining to a depth of cut of 0.3 mm. According to the experimental design, a total of 20 trials were completed. While the first ten trials employed CT electrodes, the latter ten used electrodes that were not CT. The output parameter was assessed once the experiment had been completed successfully. OC is the measurement of the average difference between the machined profile and the actual diameter of the electrode.
A coordinate measuring machine (CMM) is employed to measure the dimensional accuracy of the machined specimens after the EDM. Thereof, OCs were measured with Equation (1).
where
Dm is the actual machined surface and
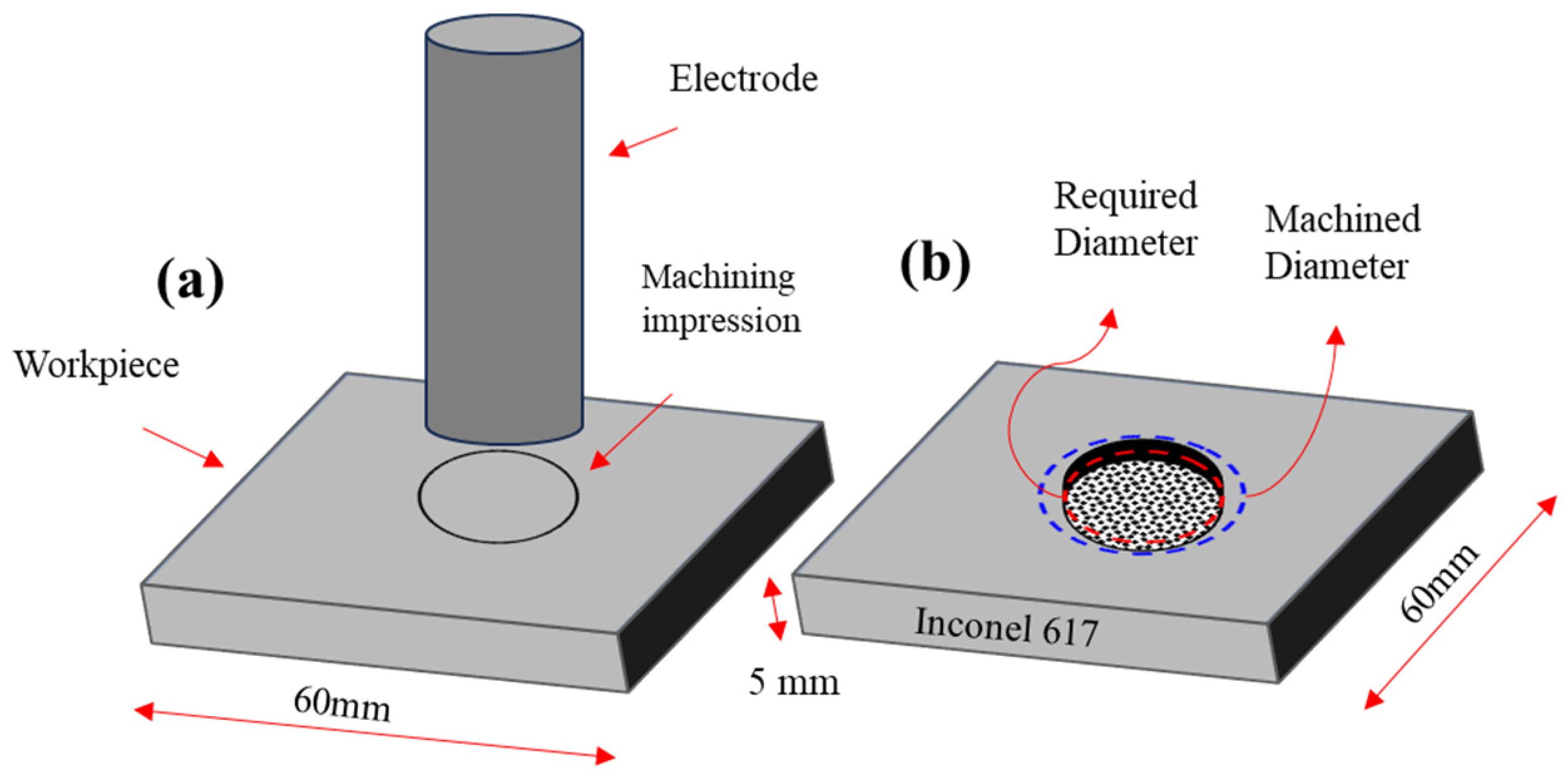
Dt is the electrode diameter for the EDM of Ni-based superalloy. A schematic diagram for the measurement of dimensional accuracy is illustrated in
Figure 3a,b. In
Figure 3a, the workpiece and electrode materials have been presented, while in
Figure 3b, the machining impression made during the EDM process has been elaborated. Bar charts were used to assess the data that had been gathered. The results and discussions section uses microscopic images to explain the over-machined specimen. The results are thoroughly explained, taking into account the physical processes involved in IN617 EDM. The appropriate selection of dielectric and electrode will be recommended for a smaller value of OC.
The causal input factors and the dimensional inaccuracy (OC) measured throughout the EDM process interact in non-linear and complex ways. It is not easy to model the intricate process’s output space, which is based on its causal input factors. The functional mapping between the input and output variables can be successfully developed using an artificial neural network, also referred to as a multilayer perceptron. The technique works well even on poorly specified systems and can efficiently mine the non-linear and complicated interactions in the hyperdimensional input space. The published material contains general information about the algorithm [
55].
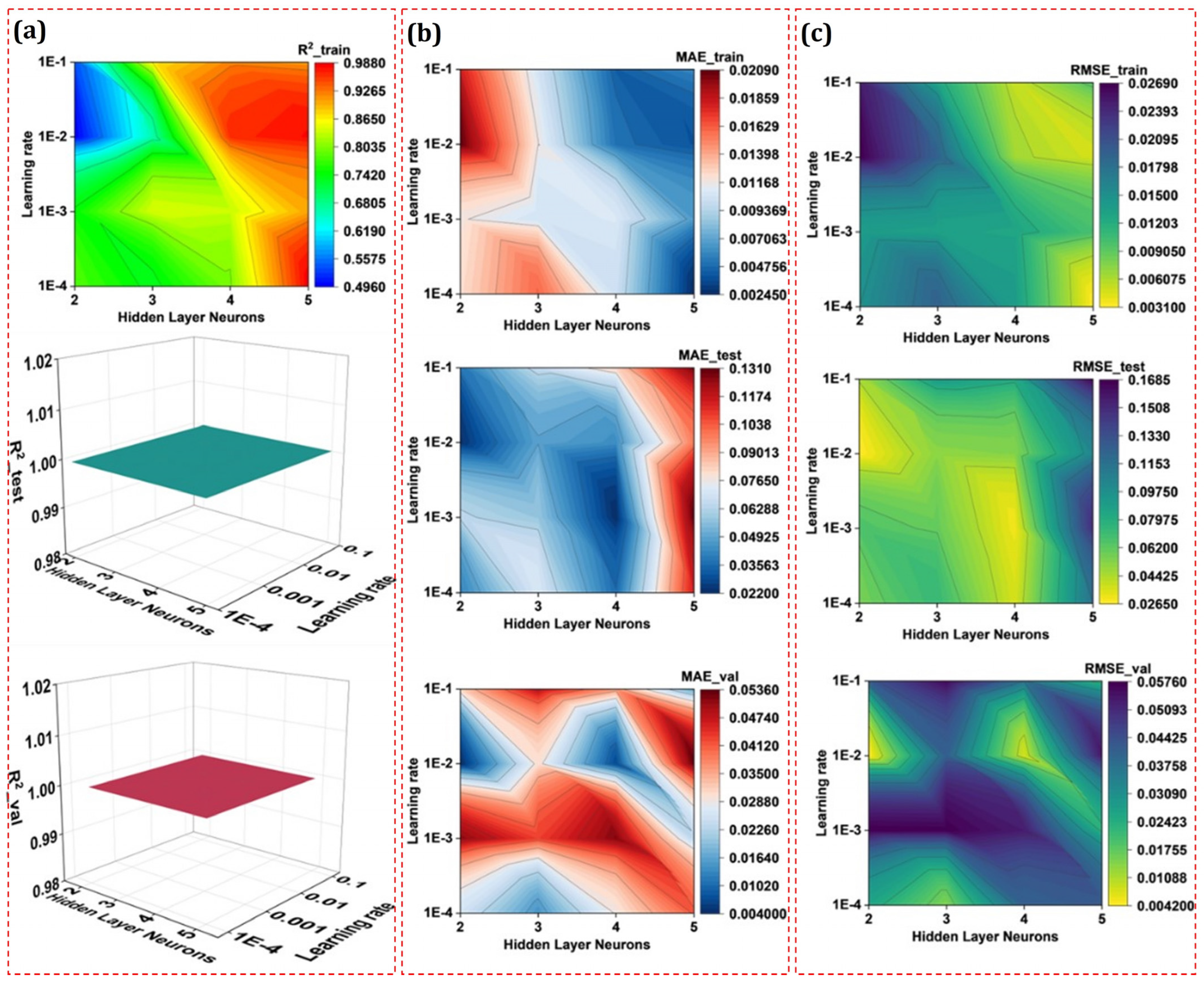
By adding just the correct degree of complexity to the model’s design and determining the ideal values for the network’s related parameters, the optimal performance of the ANN algorithm may be ensured. The complexity to be used to fit the curve across the data points is controlled by the number of neurons in the hidden layer of the ANN. A model’s capacity to generalize is significantly hampered by overly complex additions that may overfit the data curve and introduce noise. Similarly, a model’s prediction error is quite high if there are too few neurons, which may lead to a poor degree of fit across the data [
56]. To overcome the difficulties described previously and create a model with great prediction capabilities, the number of neurons in the hidden layer of the ANN model must be appropriately chosen [
57]. In general, the hidden layer’s number of neurons varies from 1× to 2.5× that of the input variables. The best-performing network can be chosen based on the comparative performance of the ANN models built upon the various numbers of hidden layer neurons [
58]. The performance measurement parameters are included in a performance matrix that was created specifically for this activity. The root-mean-square error (
RMSE), coefficient of determination (
R2), and mean absolute error (MAE) are exceptional measurements to assess how well machine learning models train [
59]. The mathematical expressions of
R2, MAE, and
RMSE are given as follows:
where,
is the actual value of the output variables, whereas
is the model-predicted value of the output variable;
is the mean of
and
= 1,2, 3…,
N equal to the total number of observations.
is a measure of accuracy and varies from zero (poor prediction performance) to one (perfect degree of fit), MAE measures the absolute error, whereas
RMSE measures the error about the actual and model-predicted responses.


 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}