Ultrasonic Hot Embossing

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
: Ultrasonic hot embossing is a new process for fast and low-cost production of micro systems from polymer. Investment costs are on the order of 20.000 € and cycle times are a few seconds. Microstructures are fabricated on polymer foils and can be combined to three-dimensional systems by ultrasonic welding.1. Introduction
The main reason why micro products from thermoplastic polymers are interesting as soon as a micro system goes into industrial applications is that fabrication costs are much less than for alternative processes. A molten thermoplastic polymer comparatively easily adapts to the surface of a mold and keeps its form after cooling down. The cost of this type of process is nearly no function of the complexity of the micro structures and even dimensions of much less than a micro meter are exactly replicated [1].
If the costs of different micro molding processes are compared to one another, investments and cycle times are the main factors. Investment costs are largest for injection molding, because a comparatively large machine is required. For micro injection molding the polymer is molten and compressed and then injected into a micro cavity which has been evacuated and heated. The main advantage of injection molding compared to other thermoplastic replication processes is that essential knowledge such as sample handling and two-component injection molding is available from the development of the macroscopic process over decades. Besides this, injection molding is capable of producing molded parts with comparatively large thickness. On the other hand, generating several micro structures on a common thin substrate in a batch process may be difficult with injection molding, because the molten polymer needs to flow through a long and narrow cavity into the micro structures.
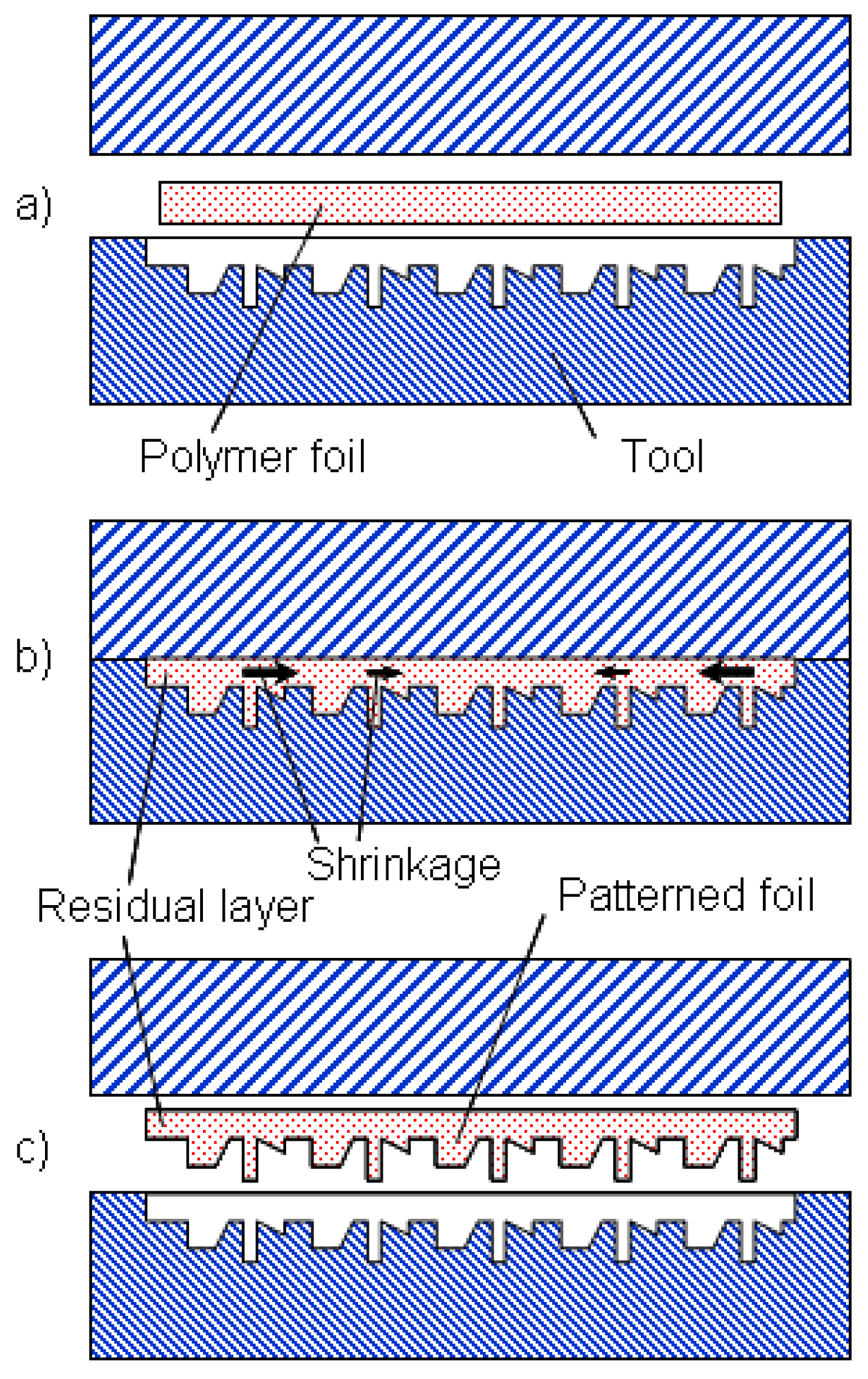
Batch fabrication of micro structures on a thin foil is much more easily done by hot embossing, which starts with a polymer film which is molten inside of the tool (cf. Figure 1) [2]. The polymer only needs to flow a short way into the micro structure, therefore, distortions after fabrication are smaller and the demolding of small structures is less critical. In general, demolding of small structures is critical because the polymer shrinks during cooling and micro structures are pulled against the walls of the mold insert by the residual layer of the polymer foil (Figure 1(b)). That is why small structures should not be placed at the rim of a large film and the overall size of a patterned foil is limited. Up to now, the largest diameter on which micro structures have been made by hot embossing is 20 cm [3].
The cycle time of both injection molding and hot embossing is within the range of a few minutes, because the entire tool needs to be heated up and cooled down again. This is called a variotherm process which is required to fill all micro cavities in the mold.
The problems of shrinkage and large cycle times are drastically reduced if, rather than the entire tool and the polymer being heated above glass transition temperature and then cooled down again, only the part of a polymer foil which is to be adapted to the mold is heated. This is achieved by ultrasonic hot embossing.
2. Fabrication Process
To the authors' knowledge, the micro patterning of polymers with micro structures by ultrasound was first described for melting and molding of powders [4,5]. Two decades later, the development of micro patterning of polymer plates started [6,7] and in 2008 there was the first publication on a micro system fabricated by ultrasonic hot embossing [8].
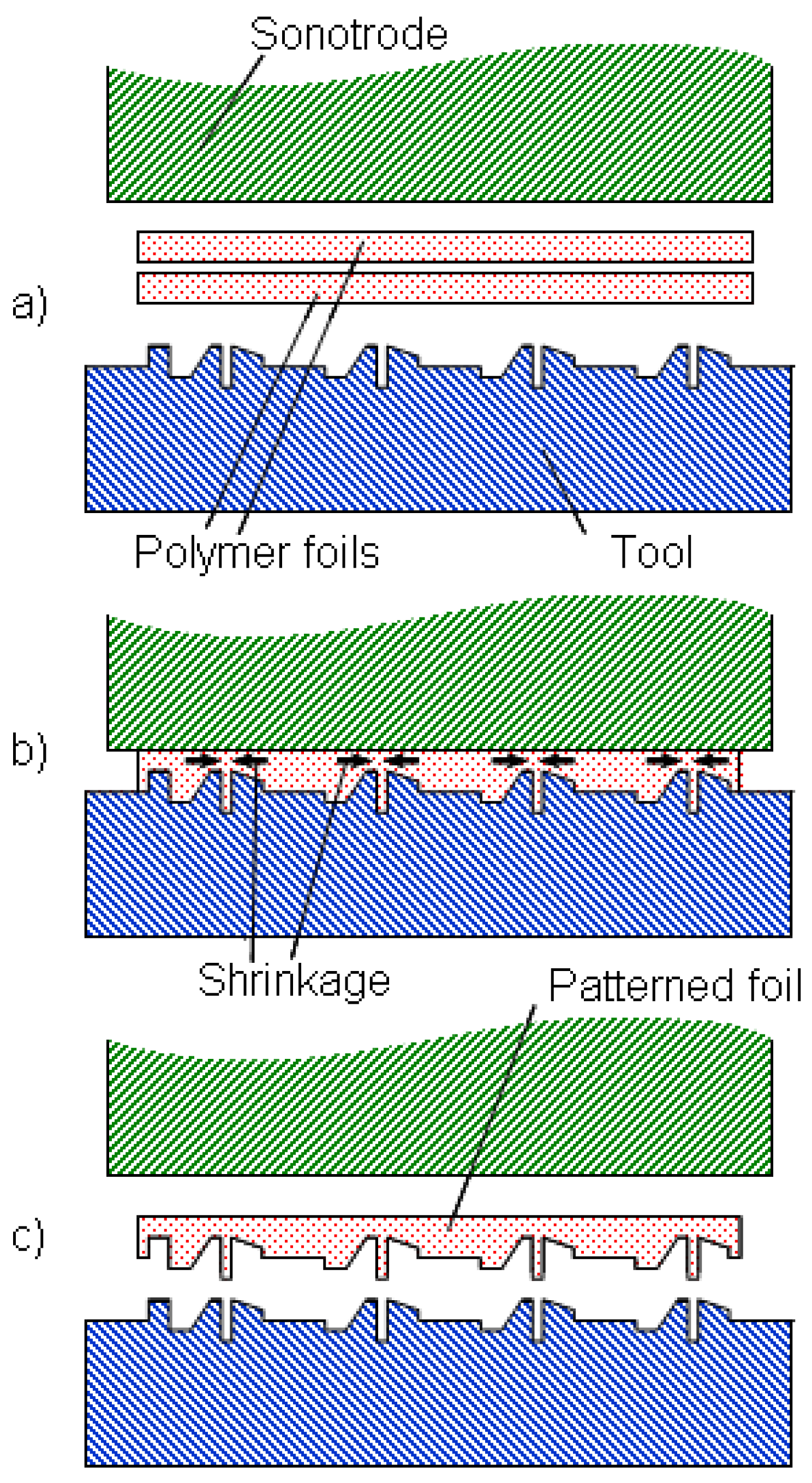
Patterning of polymer foils by ultrasonic hot embossing is shown schematically in Figure 2. Protruding micro structures are required on the tool showing the inverse of the structures desired on the polymer foil. At least one polymer foil is placed and laterally fixed onto the tool. If more than one foil is used, less energy is required for embossing (cf. Figure 2(a)).
The sonotrode of an ultrasonic welding machine presses the foil or the stack of foils onto the tool and the ultrasound heats up the polymer where it is in contact with the protruding micro structures. If more than one foil is used, heat is generated not only at the interface of tool and foil but also in between the foils. Therefore, a stack of foils is warmed up from inside which enhances the melting of the polymer. Thus, less power is necessary to pattern the polymer.
Besides this, the tools do not need to be heated and, during the embossing process, heat is only generated in the polymer foils or even only in the part of the foils which is in contact with the protruding micro structures on the tool. That is the reason why heating and cooling are much quicker than for hot embossing and injection molding of micro structures. Cycle times of ultrasonic hot embossing are typically one or a few seconds.
Most of the process time is required for cooling. During the cooling phase, the sonotrode is pressed down and cooling is achieved by heat dissipation. Cooling is very fast because the heat capacity of the polymer is much less than those of the tool and the sonotrode, which acts as a heat sink. Typically, some hundred milli seconds are enough for cooling.
Since only the molded part of the polymer is heated up, shrinkage can be much less in ultrasonic hot embossing compared to hot embossing and especially injection molding. Besides this, shrinkage can be reduced to a local effect around micro structured areas.
In contrast to hot embossing and injection molding, mold filling needs more attention, because every cavity which is to be filled requires a neighboring protruding structure on the mold which provides the molten polymer that has to flow into the cavity. Until now, the smallest cavities which could be filled up have a width of 40 μm.
Demolding is, in general, easier in ultrasonic hot embossing than in hot embossing and injection molding, because there is less shrinkage. Until now, no ejectors have been required for ultrasonic hot embossing. Should they be needed, ejectors can probably be employed comparatively easy because small slits in the tool are not necessarily filled if there are no protruding structures in the vicinity.
In principle, every thermoplastic polymer is suitable for micro structuring by ultrasonic hot embossing. Until now, micro structures have been generated successfully from the polymers PP, MABS, PC, PS, PVDF, PEEK, LDPE, PMMA, and PVC. The process parameters such as pressing force, starting point of ultrasound, ultrasonic amplitude, ultrasound time, and cooling time have to be adapted to both the design of the micro structures to be produced and the kind of polymer. Polymers with a higher glass transition temperature require more ultrasonic power. If power and force available with in-house welding machines is not sufficient, using a stack of foils instead of a single one may help.
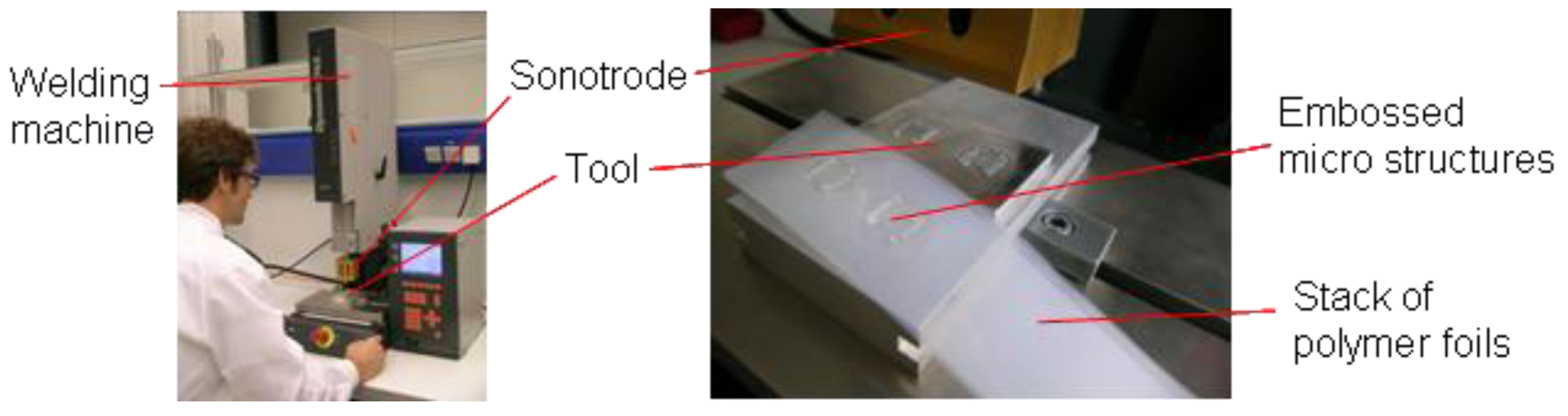
Commercially available ultrasonic welding machines have been employed for all processes. We tried welding machines with 70, 35, and 20 kHz, and with all machines it was possible to generate micro structures. Figure 3 shows a 35 kHz machine and micro structures embossed into a stack of polymer foils. The lower the frequency of the welding machine the more ultrasonic power it provides. Therefore, a low frequency machine may be necessary to pattern a large area or a polymer with a high glass transition temperature. On the other hand, single small structures can sometimes only be generated with a high frequency machine, because sensitive micro structures on weak thin foils may be torn with large ultrasonic power. The size of the micro structures appears not to be limited by the amplitude of the ultrasound, i.e., the structures can be smaller than the amplitude, because the ultrasound is only used to melt the polymer which is then pressed into the structures on the tool by forcing down the sonotrode. During solidification, the ultrasound is switched off and the desired shape is created.
3. Molding Tools
Tools for ultrasonic hot embossing in our lab are made by the micro milling of aluminum plates of 4 mm in thickness. However, all other materials which are rugged enough to withstand the pressure and temperatures occurring during the process are also suitable. Etched glass and silicon should work as well as metal molding tools. A draft at the micro structures is advantageous but not as important as for injection molding.
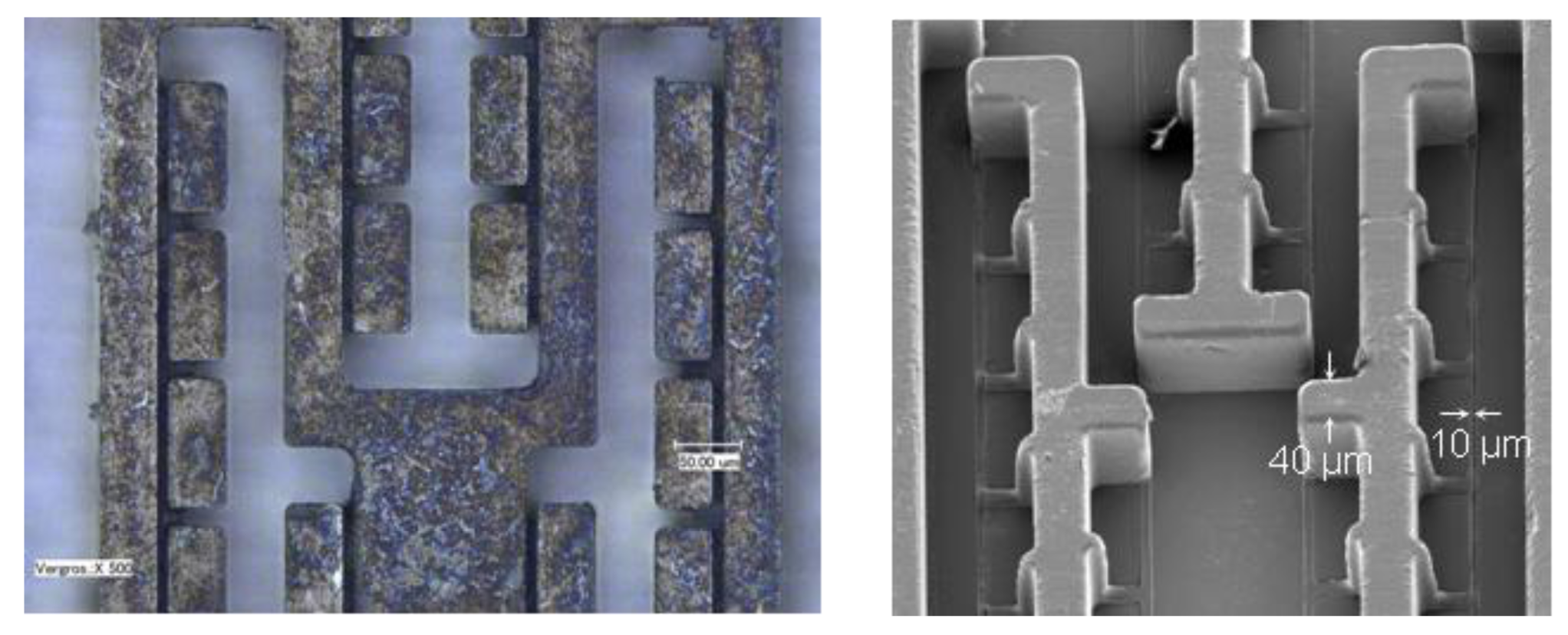
Figure 4 shows, on the left, a photo of an optical microscope of a tool from nickel fabricated for the LIGA process and, on the right, a scanning electron micrograph (SEM) of micro structures molded from that tool [9]. These micro structures were made of two polypropylene (PP) foils, each 150 μm in thickness, embossed at 35 kHz and 100 N pressing force. The micro structures are 120 μm deep, the required ultrasonic energy was 17 J, and the cooling time was 0.8 s. The smallest structures generated have dimensions of 40 μm. The smallest grooves in the molding tool, 10 μm in width, were not filled with polymer.
4. Demonstrators
Several demonstrators have been manufactured which show that ultrasonic hot embossing is an appropriate process for the fabrication of micro systems, especially when combined with other fabrication steps.
4.1. Micro Fluidic Channels
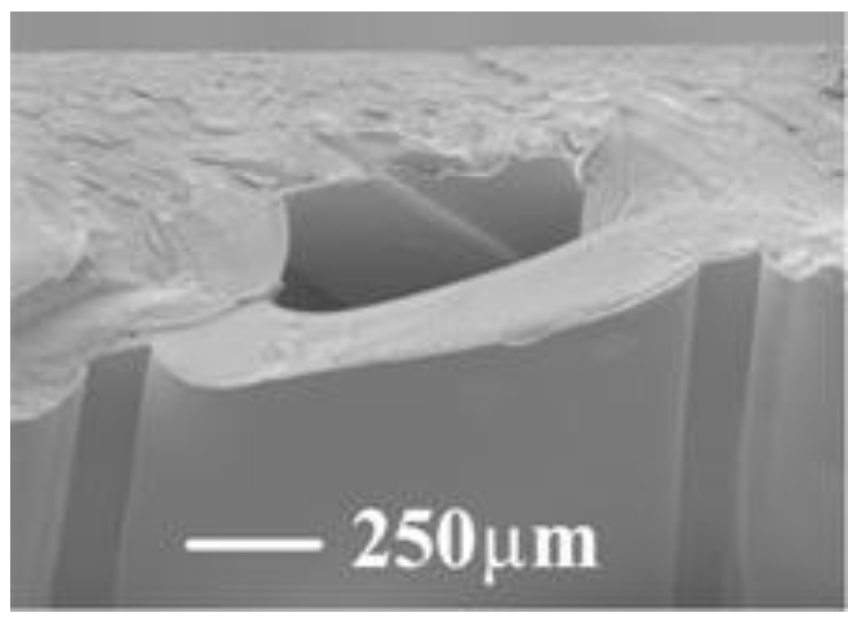
Micro fluidic channels can be generated when ultrasonic hot embossing is combined with ultrasonic welding. This way, a micro mixer was manufactured from a 250 μm thick PP foil at 42 N with an ultrasonic amplitude of 4 μm [9]. This groove was molded at 70 kHz in 3 s with an ultrasonic energy of 25.4 J and depth of 150 μm. Ridges were molded on the bottom of the groove, 20 μm in height and 250 μm in width, which were orientated at 45° with respect to the channel. These ridges significantly improved mixing in the channel [10].
The groove was closed with a 150 μm thick PP foil welded at 42 N and 7.8 J in 1 s. Figure 5 shows an SEM of a break through the mixing channel.
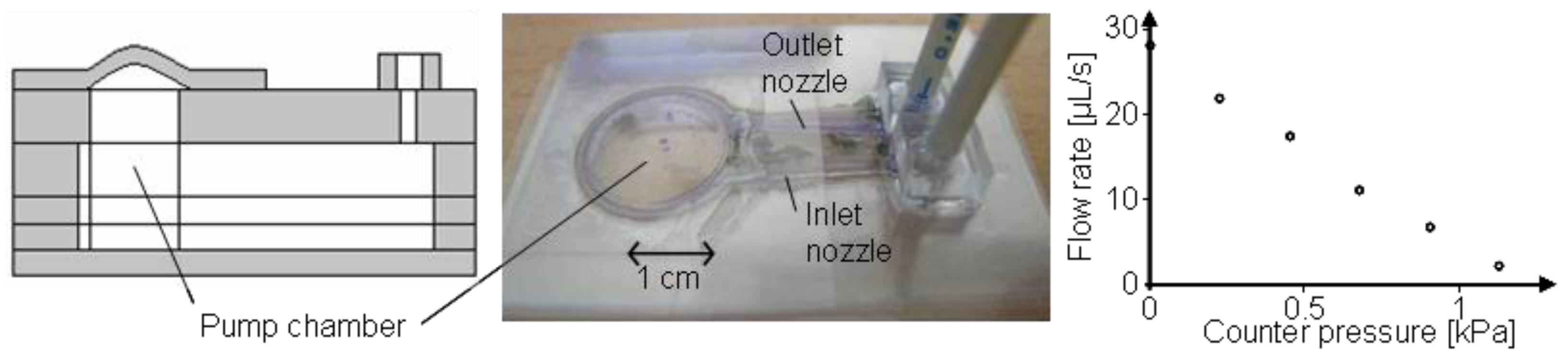
A hand-driven micro pump was fabricated from 6 foils of poly vinyl chloride (PVC) (cf. Figure 6) [11]. Two foils, 150 μm in thickness, were placed onto two other PVC foils with a thickness of 250 μm. The later pump chamber, 14 mm in diameter, was punched out of this stack of foils, because such a large volume could not be displaced with ultrasonic hot embossing if there are no surrounding cavities which are filled with this material. In the next step, inlet and outlet nozzles were molded into the foil stack by ultrasonic hot embossing at 35 kHz, 550 N, 490 ms ultrasound with 9 μm amplitude, and 1 s cooling time. During embossing, all four foils were joined with each other and a so called energy director was created around all channels and the pump chamber.
The energy director is a protruding bar on the foil. It is molten when a lid foil is mounted closing pump chamber, nozzles, and feed channels by ultrasonic welding. For ultrasonic welding, a flat tool was employed with a cavity at the positions where a free spread membrane should be generated. This way, ultrasound was kept away from the lid of the foil, avoiding damaging it by overheating. Ultrasonic welding was performed at 35 kHz, 340 N, 350 ms ultrasound with 4 μm amplitude, and 0.8 s cooling time.
The micro pump can be driven by pressing the membrane above the pump chamber periodically down and releasing it again. This actuation can be done by hand; however, it is much more easily done with a pneumatic piston. The characteristic curve of the pump driven at 12.5 Hz (optimum frequency) is shown in Figure 6. The pump employs nozzles instead of valves with movable parts. The flow resistance of such nozzles is a function of the direction in which the flow goes. This type of pump is known as a valve-less micro pump [12].
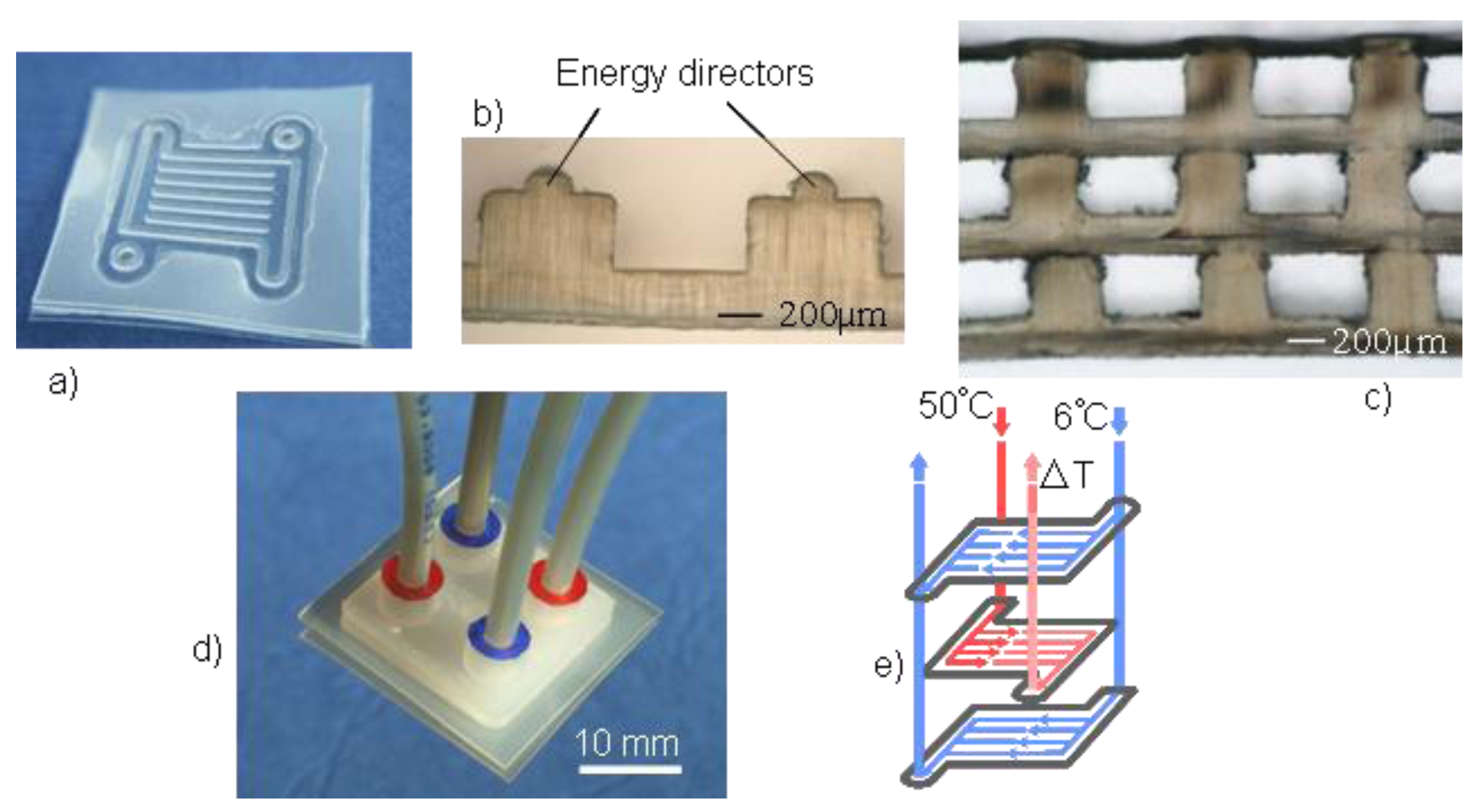
Three layers of micro channels on top of each other were required for a heat exchanger from poly vinylidene fluoride (PVDF) [13]. Micro grooves, 600 μm and 400 μm in width and height, respectively, were fabricated by ultrasonic hot embossing into a stack of four PVDF foils, each 100 μm in thickness. A pressing force of 250 N, 270 ms ultrasound at 35 kHz with 9 μm amplitude, and 1.5 s cooling time turned out to be suitable for this process consuming approximately 100 J energy. Energy directors were generated on top of the walls of the channels with a half-circular cross-section (cf. Figure 7 (b)).
Three layers of micro grooves were welded on top of each other to build up the heat exchanger. First, the lid was welded onto the first channel layer, and then two more channel layers followed. Ultrasonic welding was performed at 60 N, 100 ms ultrasound with 9 μm amplitude, 500 ms cooling time, and consumed 10 J. The heat exchanger was pressurized with 200 kPa and no leakage could be observed.
4.2. Combination with Wires
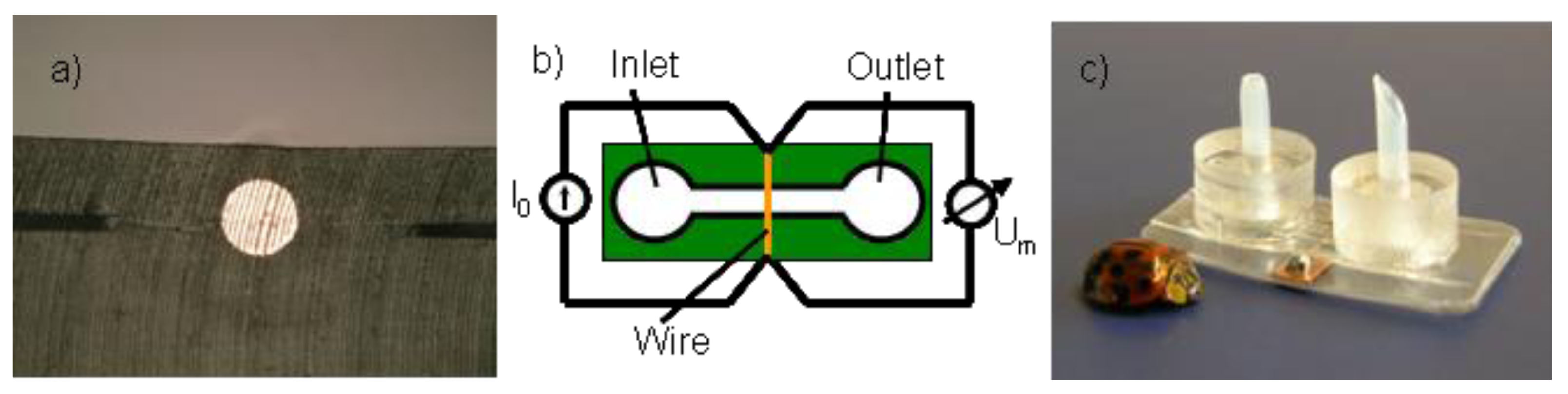
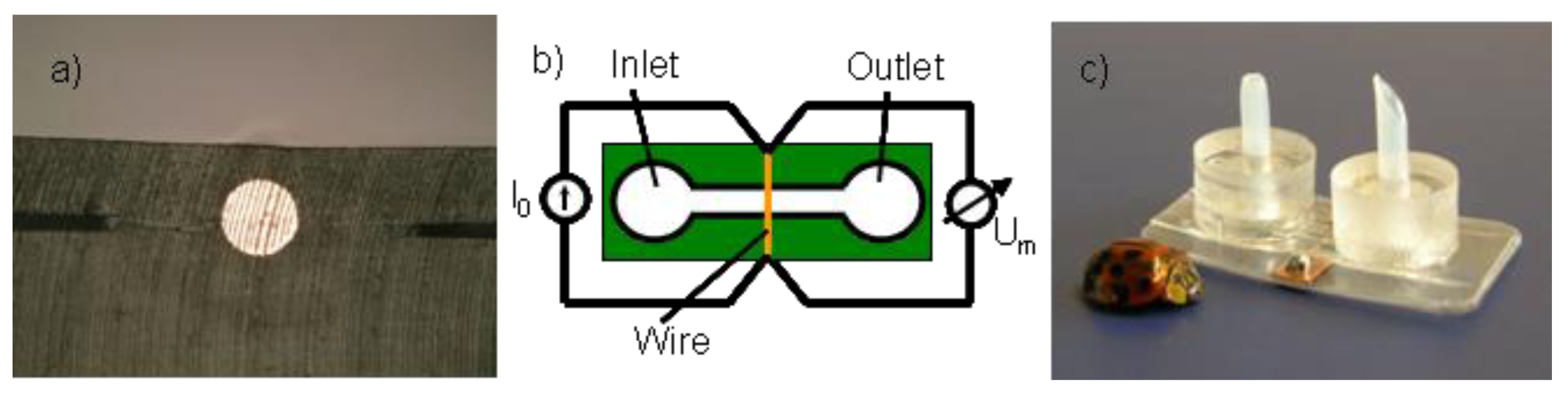
A metal wire acts similarly to an energy director or a protruding micro structure on a tool. Therefore, during ultrasonic welding the polymer is molten in the vicinity of a wire and it tightly encloses the wire when ultrasound is switched off again. A cut through a wire welded between two polymer foils is shown in Figure 8(a).
This effect was employed by building an anemometric flow sensor. This type of flow sensor contains a wire crossing a flow channel. The wire is heated by an electrical current and the voltage drop over the wire is measured (cf. Figure 8(b)) [14-16]. When there is a flow through the channel, the wire is cooled, and, that way, its electrical resistance is decreased. This results in a smaller voltage drop over the wire, which is taken as a measure of the flow velocity.
The anemometric flow sensor shown in Figure 8(c) consists of a 100 μm high, 500 μm wide, and 1 cm long channel from poly propylene (PP) which is crossed by a gold wire with a diameter of 50 μm. Two 500 μm thick PP foils were molded with a force of 100 N, ultrasonic amplitude of 9 μm for 150 ms, 500 ms cooling time, and with an ultrasonic energy of 16 J.
4.3. Electronics on Polymer Foils
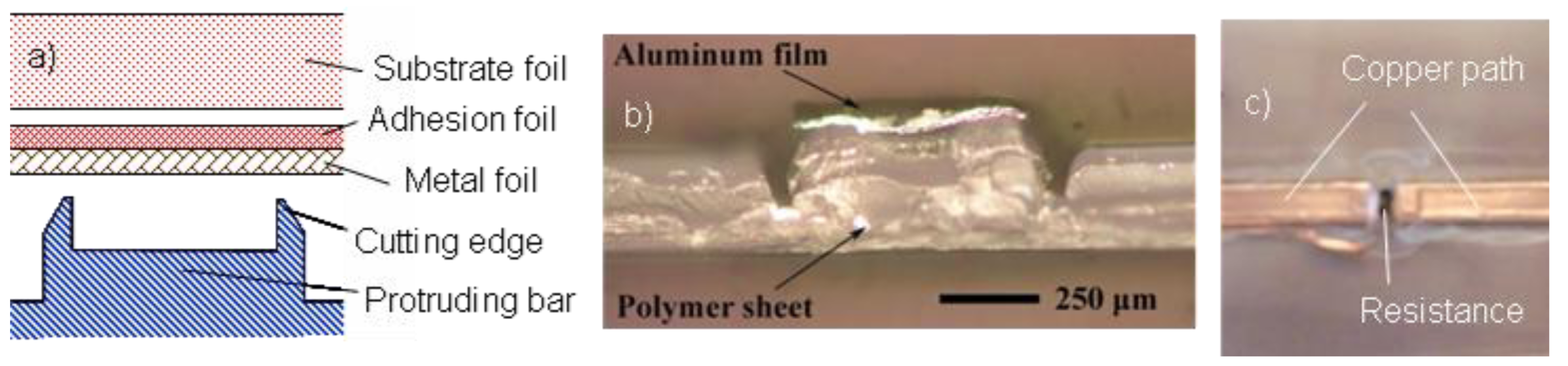
Conductor paths can also be generated on a polymer substrate foil by ultrasonic hot embossing [17]. The paths are cut out of metal foils by sharp edges on the tool while a polymer layer is welded to the substrate foil. Figure 9(a) shows the protruding structure required on the tool together with a metal foil on a polymer adhesion foil and a substrate foil. The non welded parts of the metal and the adhesion foil are removed after ultrasonic hot embossing by pressing a sticky tape onto the entire foil and then removing it again. The non welded parts are taken away with the sticky tape leaving the desired conductor paths on the substrate foil.
A cut through a 10 μm thick aluminum conductor path welded to a PP substrate foil, 150 μm in thickness, is shown in Figure 9(b). The width of the conductor path is 500 μm. It is clearly seen that the edge on the tool cut through the metal and adhesion foils into the substrate foil. RFID antennas and number pads for PC keyboards have been fabricated by employing this technique [17].
Even SMD electronics can be mounted into a polymer foil by ultrasonic hot embossing. Resistances, capacitors, and LEDs were held in position in grooves on the tool while they were embedded into a PVDF foil. In a second step, conductor paths were welded on top providing electric contact to the electronics (cf. Figure 9(c)).
5. Conclusions
Ultrasonic hot embossing opens up a lot of new chances both for the development and fabrication of micro systems. The necessary investments are affordable even for small enterprises and the large flexibility in changing both the design and the polymer type combined with cycle times of just a few seconds allow economic production even of small series.
Ultrasonic hot embossing is easily combined with ultrasonic welding. This combination enables fabrication of a variety of micro systems such as micro channels e.g., for flow sensors, pumps, mixers, and heat exchangers. Small metal parts such as wires are easily embedded into polymer foils paving the way for a lot of additional functionality in micro devices.
Even electronics can be integrated into polymer foils by ultrasonic hot embossing. It appears to be possible that electronic circuits are integrated into polymer foils together with e.g. fluidic components, providing driving and analysis circuits on board of a polymer micro sensor.







References
- Heckele, M.; Schomburg, W.K. Review on micro molding of thermoplastic polymers. J. Micromech. Microeng. 2004, 14, R1–R14. [Google Scholar] [CrossRef]
- Worgull, M. Hot Embossing, 1st ed.; Elsevier Inc.: Oxford, UK, 2009; ISBN: ISBN: 978-0-8155-1579-1. [Google Scholar]
- Worgull, M.; Heckele, M.; Schomburg, W.K. Large-scale hot embossing. Microsyst. Technol. 2005, 12, 110–115. [Google Scholar] [CrossRef]
- Fairbanks, H.V. Applying ultrasonics to the moulding of plastic powders. Ultrasonics 1974, 12, 22–24. [Google Scholar] [CrossRef]
- Paul, D.W.; Crawford, R.J. Ultrasonic moulding of plastic powders. Ultrasonics 1981, 19, 23–27. [Google Scholar] [CrossRef]
- Liu, S.J.; Dung, Y.T. Hot embossing precise structure onto plates by ultrasonic vibration. Polym. Eng. Sci. 2005, 45, 915–925. [Google Scholar]
- Mekaru, H.; Goto, H.; Takahashi, M. Development of ultrasonic micro hot embossing technology. Microelectr. Eng. 2007, 84, 1282–1287. [Google Scholar]
- Khuntontong, P.; Blaser, T.; Schomburg, W.K. Ultrasonic micro hot embossing of polymer exemplified by a micro thermal flow sensor. Proceedings of Smart System Integration 2008, Barcelona, Spain, 9–10 April 2008; pp. 327–334.
- Khuntontong, P.; Blaser, T.; Maas, D.; Schomburg, W.K. Fabrication of a polymer micro mixer by ultrasonic hot embossing. Proceedings of MME 2008: 19th MicroMechanics Europe Workshop, Barcelona, Spain, 28–30 September 2008; pp. 259–262.
- Stroock, A.D.; Dertinger, S.K.W.; Ajdari, A.; Mezic, I.; Stone, H.A.; Whitesides, G.M. Chaotic mixer for microchannels. Science 2002, 295, 647–651. [Google Scholar]
- Nieradzik, T. Herstellung und Charakterisierung einer mit Ultraschall heißgeprägten ventillosen Mikropumpe; Studienarbeit; RWTH Aachen University: Aachen, Germany, 2010. [Google Scholar]
- Stemme, E.; Stemme, G. A novel piezoelectric valve-less fluid pump. Proceedings of Transducers: '93 7th International Conference on Solid-State Sensors and Actuators, Yokohama, Japan, 7–10 June 1993; pp. 110–113.
- Burlage, K.; Gerhardy, C.; Schomburg, W.K. PVDF micro heat exchanger manufactured by ultrasonic hot embossing and welding. Proceedings of MME 2010: 21st MicroMechanics Europe Workshop, Enschede, The Netherlands, 25–27 September 2010.
- Lomas, C.G. Fundamentals of Hot Wire Anemometry; Cambridge University Press: Cambridge, UK, 1986; ISBN: ISBN 0 521 30340 0. [Google Scholar]
- Elwenspoek, M.; Wiegerink, R. Mechanical Microsensors; Springer-Verlag: Berlin/Heidelberg, Germany, 2001; pp. 153–166. ISBN: ISBN 3-540-67582-5. [Google Scholar]
- Nguyen, N.-T.; Wereley, S.T. Fundamentals and Applications of Microfluidics; Artech House Inc.: Boston, MA, USA, 2002; pp. 354–369. ISBN: ISBN 1-58053-343-4. [Google Scholar]
- Khuntontong, P.; Blaser, T.; Schomburg, W.K. Fabrication of molded interconnection devices by ultrasonic hot embossing on thin polymer films. IEEE Trans. Electr. Pack. Manufact. 2009, 32, 152–156. [Google Scholar]
© 2011 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Schomburg, W.K.; Burlage, K.; Gerhardy, C. Ultrasonic Hot Embossing. Micromachines 2011, 2, 157-166. https://doi.org/10.3390/mi2020157
Schomburg WK, Burlage K, Gerhardy C. Ultrasonic Hot Embossing. Micromachines. 2011; 2(2):157-166. https://doi.org/10.3390/mi2020157
Chicago/Turabian StyleSchomburg, Werner Karl, Katharina Burlage, and Christof Gerhardy. 2011. "Ultrasonic Hot Embossing" Micromachines 2, no. 2: 157-166. https://doi.org/10.3390/mi2020157
APA StyleSchomburg, W. K., Burlage, K., & Gerhardy, C. (2011). Ultrasonic Hot Embossing. Micromachines, 2(2), 157-166. https://doi.org/10.3390/mi2020157