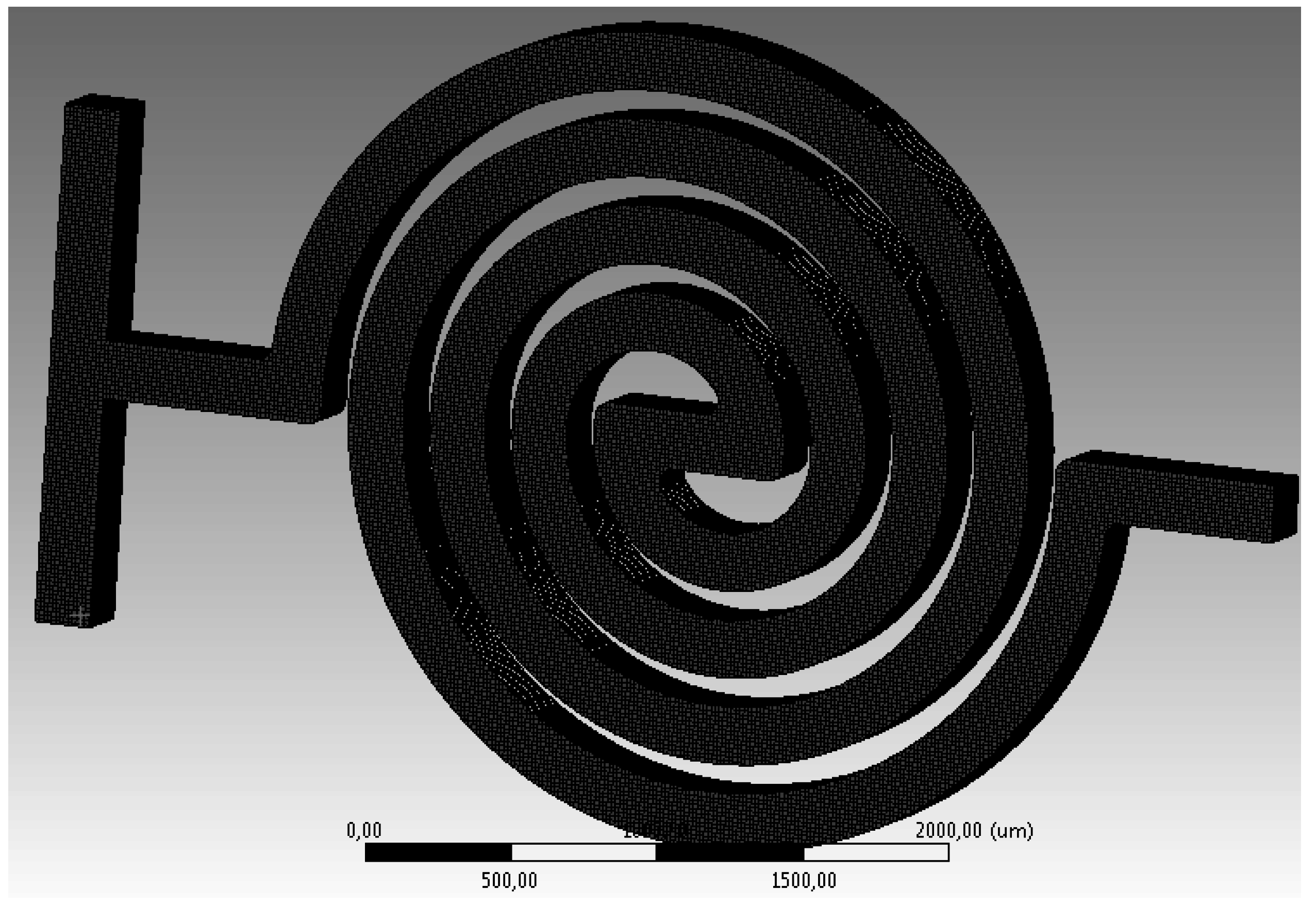
The micromixer’s three-dimensional geometry mesh is shown in
Figure 1. The problem setup and solver were performed using the commercial software package Fluent ANSYS 14. The 3D model was generated by extruding a 2D design to form a channel 230 µm in depth and 200 µm in width. The mesh was chosen to be relatively fine with 160,000 elements for the spiral design, 380,000 for the interlocking semicircle design, and 465,000 for the Ω design. Due to the physics of the problem and its continuous flow operation, a steady state flow condition was assumed. The problem setup includes the solution of Navier–Stokes equations, and the species transport equation for the viscous and laminar flow conditions. Water with a constant diffusion coefficient of 1 × 10
−10 m
2/s was chosen as the working fluid.
Figure 1.
Presentation of the 3D spiral mixer numerical model. Channel depth of 230 µm and width of 200 µm.
The SIMPLEC (SIMPLE-Consistent) scheme [
14] is a pressure-based segregated algorithm that was selected for pressure-velocity coupling. It has the same steps as the SIMPLE algorithm [
15], with the difference that the momentum equations are manipulated so that the SIMPLEC velocity correction equations omit terms that are less significant than those omitted in SIMPLE. The second order spatial discretization was implemented for the pressure and momentum equations. The QUICK scheme [
16] was employed for species diffusion. QUICK is typically more accurate on structured grids aligned with the flow direction, where the second order discretization method was used to obtain accurate results and minimize numerical diffusion encountered in such a complex flow path.
The computational simulations were carried out iteratively and the iterations were stopped when the continuity, velocity components, and species-scaled residual reached a value of 10−6 or until it stabilized at a constant value that is still small enough to ensure convergence. Furthermore, the mass imbalance was monitored from the flux option, to ensure that it is a small value compared to the total outlet mass flow rate. For example, the mass imbalances in Ω micromixers at Re = 10 and 50 were reported as 4.27 × 10−11 kg/s at Re = 50 with total inlet mass flow rate of 10.8 × 10−6 kg/s, while it was 9.89 × 10−12 at Re = 10 at total inlet mass flow rate of 2.15 × 10−6 kg/s. These imbalance values are very small compared to the inlet mass flow rates.
The mixing performance in spiral, interlocking semicircle, and Ω micromixers was simulated as explained in the following sections. Complete mixing is considered to be when mass fraction numerical results of 45% or greater are achieved.
2.1. Spiral Design
Spiral micromixers with satisfactory results in very small mixing channel widths of approximately 29 µm have been studied previously [
9]. In the present work, a spiral micromixer with channel widths of 200 µm was designed, simulated, and experimentally tested. Since the mixing in the microfluidic systems takes place mainly by molecular diffusion, the mixing channel length and cross section play a crucial role on the mixing performance. However, the spiral channel geometry offers additional passive mixing possibility through the Dean flow. Dean vortices are a result of the variation in centrifugal forces due to the velocity differences within the channel cross-section, which result in a secondary flow perpendicular to the main flow direction. The magnitude of these secondary flows is measured by Dean number (
), which is affected by the flow velocity (
i.e., Reynolds number, Re), the hydraulic diameter
Dh, and channel radius of curvature
R. The strength of the Dean vortices increases with increasing velocity and decreases with increasing radius of curvature, as illustrated in
Figure 2.
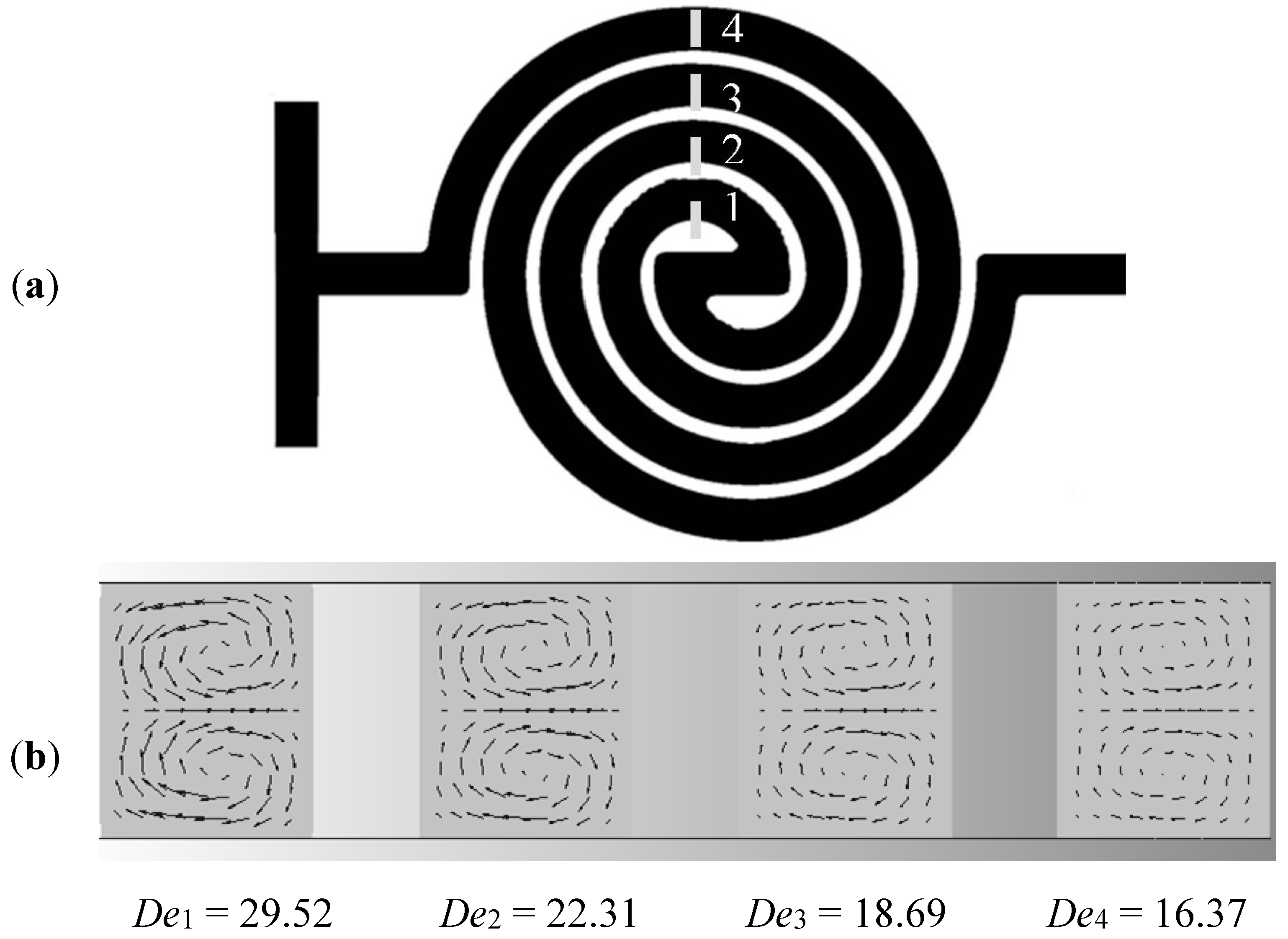
As a result of centrifugal acceleration in the radial direction, two symmetrical counter-rotating vortices are formed in a given channel cross section (top and bottom). This lateral motion translates the liquids between the inner and outer walls, which increases the fluid’s interfacial area along channel width and accordingly enhances the mixing performance. Calculated local Dean number as a function of the Reynolds number is given in
Table 1.
Figure 2.
(a) Two-dimensional schematic of the spiral micromixer and (b) plots of generated counter rotating Dean vortices vectors at Re = 50 for cross sections 1, 2, 3, and 4 (The longer the arrows, the stronger the vortex rotational speed).
Figure 2.
(a) Two-dimensional schematic of the spiral micromixer and (b) plots of generated counter rotating Dean vortices vectors at Re = 50 for cross sections 1, 2, 3, and 4 (The longer the arrows, the stronger the vortex rotational speed).
Table 1.
Calculated Dean number at spiral channel sections 1 to 4 and Reynolds numbers.
Table 1.
Calculated Dean number at spiral channel sections 1 to 4 and Reynolds numbers.
| Re | 0.05 | 1.0 | 5 | 50 |
|---|
| Section No. | Dean Number, De |
|---|
| 1 | 0.0295 | 0.5903 | 2.95 | 29.52 |
| 2 | 0.0223 | 0.4463 | 2.23 | 22.31 |
| 3 | 0.0187 | 0.3734 | 1.87 | 18.69 |
| 4 | 0.0164 | 0.3275 | 1.64 | 16.37 |
2.2. The Interlocked Semi-Circle (ILSC) and Omega (Ω) Designs
Inspired by mixing simulation results for the spirals, two new micro-mixer designs are proposed to exploit the favorable influence of Dean vortices on the mixer performance. The first shape was arranged using a series of interlocking-semicircle mixing modules with a 300 µm mean radius. Each mixing module or mixing unit is composed of two offset mirrored interlocking semi-circles (ILSC) as shown in
Figure 3a. This configuration is expected to yield stronger Dean vortices along the channel at the same Reynolds number as the spiral design. The micro-mixer channel total length is 54 mm.
Figure 3.
Dimensioned geometries of the (a) ILSC and (b) Ω mixers.
Figure 3.
Dimensioned geometries of the (a) ILSC and (b) Ω mixers.
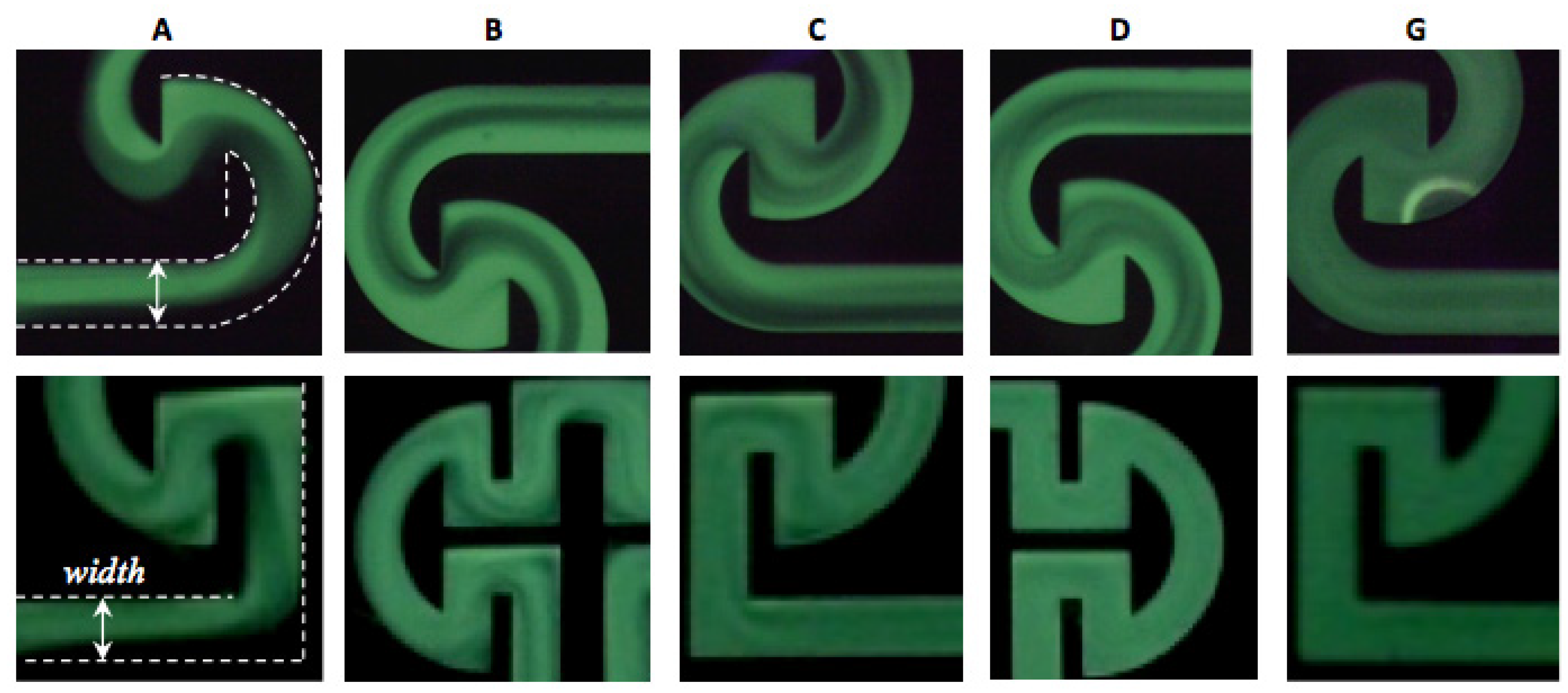
The ILSC arrangement enables the flow to change its direction within each mixing module and accordingly changes the Dean vortices’ direction, as illustrated in
Figure 4 by the two selected cross-stream sections showing the velocity vector plots superimposed on the mixing intensity counters. This change in flow direction is particularly advantageous at higher Reynolds numbers, because the Dean number is directly proportioal to the Reynolds number, and the increase in flow inertia translates into increase in vorticity, hence, enhanced mixing.
The second design is a series of Omega (Ω)-shaped modules. This configuration enables a simultaneous rapid flow direction change in the Ω-shaped channel, as shown in
Figure 3b. The flow changes its direction four and six times by 90° within each Ω mixing module and ILSC module, respectively, as shown in
Figure 5a,b. The mean radius of curvature of the Ω and ILSC designs is 500 µm and 300 µm, respectively. Therefore, it is expected that the strength of Dean vortices in the Ω design would be less than that in the ILSC design for a given Reynolds number.
Figure 4.
Dean vortices at Re = 50 at sections 1 and 2 of the first semicircle-mixing unit.
Figure 4.
Dean vortices at Re = 50 at sections 1 and 2 of the first semicircle-mixing unit.
Figure 5.
Rapid flow reversal in (a) ILSC mixing module and (b) rapid flow deflection in the Ω mixing module.
Figure 5.
Rapid flow reversal in (a) ILSC mixing module and (b) rapid flow deflection in the Ω mixing module.
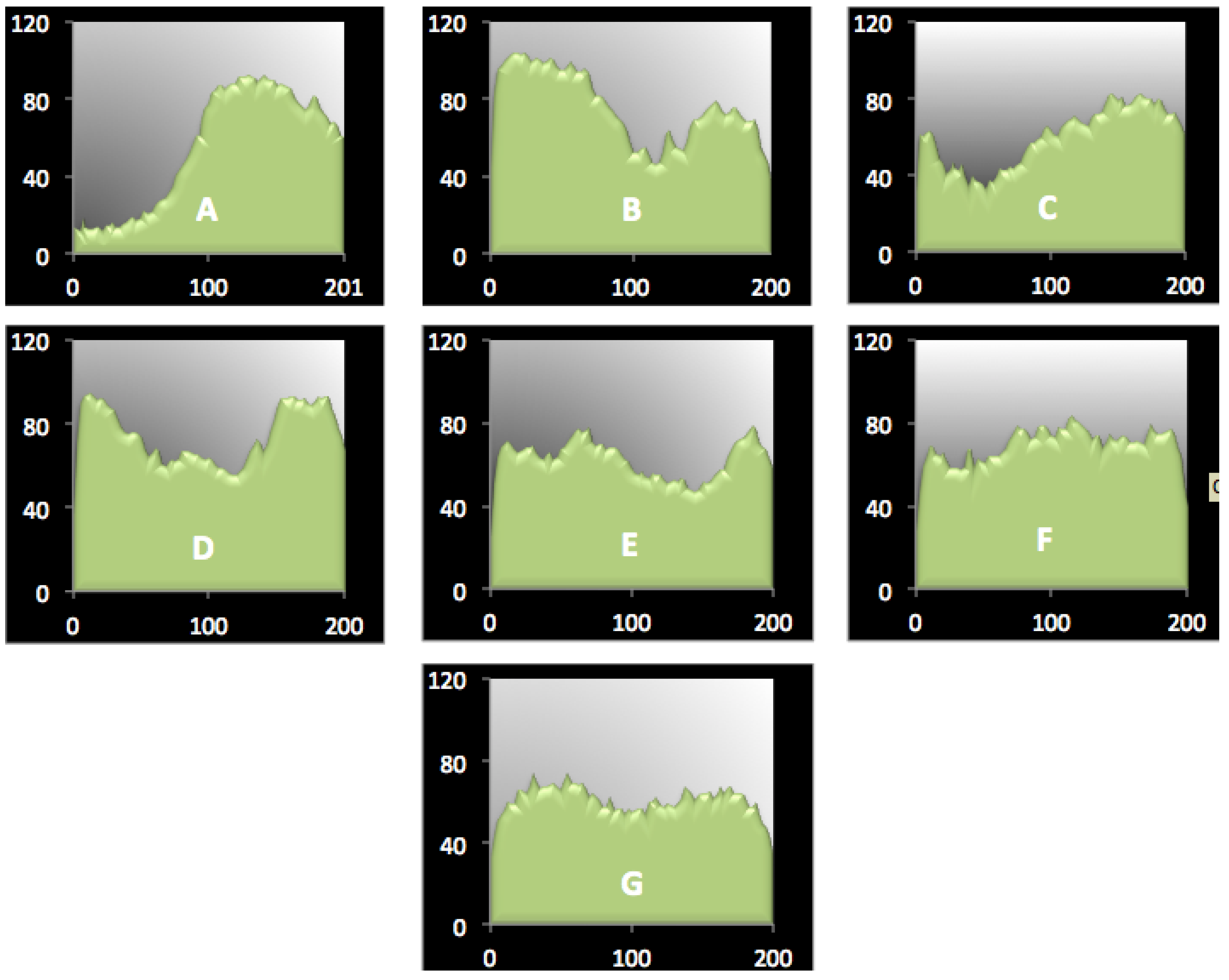
The simulation results of the mass fraction contours for both designs at different Reynolds numbers (Re = 0.01, 0.1, 1, 5, 10, 20, 30, 40, 50) are shown in
Figure 6. Apparently, the number of required modules to achieve full mixing decreases with increasing Reynolds number, which results in increasing dean flow.
The local mass fractions for the ILSC and Ω channels are shown in
Figure 6a,b, respectively. It is interesting to note that by increasing the Reynolds number, the Dean flow comes into effect and dominates the molecular diffusion effect, practically reducing the number of modules required to achieve complete mixing.
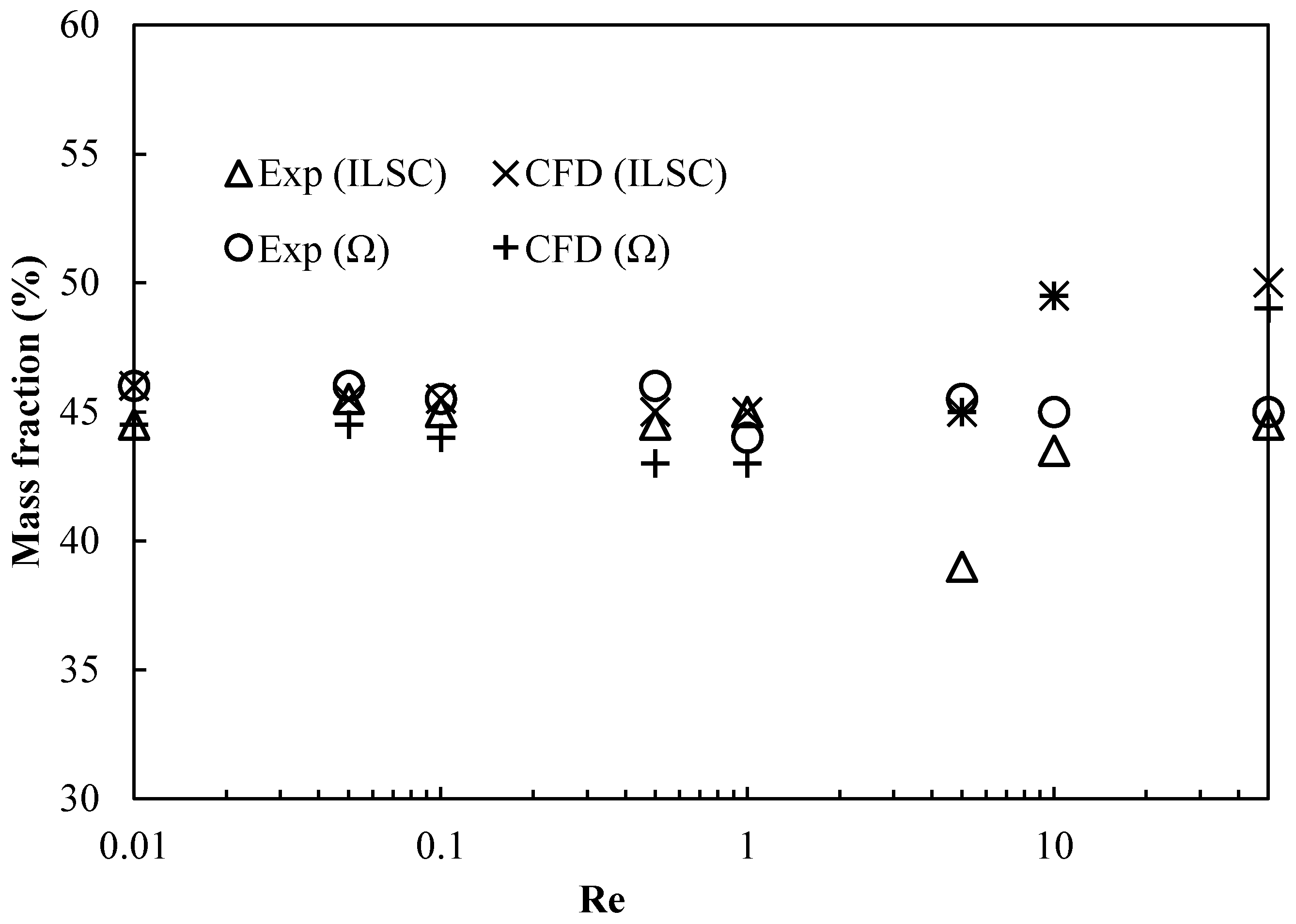
The mass fraction percentage data of mixing for the two simulated designs are plotted for a wide range of Reynolds numbers (0.01–50) as displayed in
Figure 7.
Figure 6.
The species mass fraction contours taking at a mid-plane in the (a) Ω micro-channel and (b) ILSC micro-channel. Sequence of increasing Reynolds number: 0.01, 0.1, 1, 10, 20, 50.
Figure 6.
The species mass fraction contours taking at a mid-plane in the (a) Ω micro-channel and (b) ILSC micro-channel. Sequence of increasing Reynolds number: 0.01, 0.1, 1, 10, 20, 50.
Figure 7.
Mass fraction of water species at the outlet for different micromixers.
Figure 7.
Mass fraction of water species at the outlet for different micromixers.
At low Reynolds number in the range Re < 1, the mixing of two fluids is low and predominantly depends on the diffusion of fluid particles through the entire cross section of the channel; accordingly extremely long channels with small characteristic dimensions are required.
Figure 7 shows that the eight-arc spiral design as a base case to compare the two newly proposed designs. The spiral channel has a width of 200 µm and a length of about 22 mm. The simple spiral channel has the worst mixing performance at all Reynolds numbers. However, constructing the micro-channel of mixing modules such as ILSC and Ω not only improves the mixing performance but also reduces the footprint length required for the often compact LOC applications. It is interesting to note, as shown in
Figure 7, that when increasing the Reynolds number (Re → 1), the mixing performance decreases slightly with increasing flow velocity. This can be related to the decrease of the fluid particles’ residence time as well as the weak Dean vortices effect on mixing. Thereby, the fluid particles do not have sufficient time for diffusion through the entire channel cross section. Increasing the flow velocity further (Re > 1), the effect of Dean vortices and inertial forces becomes noticeable and a rapid enhancement on the mixing performance is observed for both of the micromixer designs. A complete mixing is achieved at Re > 10 for the ILSC and Ω (
Figure 7). The ILSC micromixer appears to be superior and provides complete mixing over the entire Reynolds number range considered in this study. The results of micromixers are compiled in terms of the traversed length where complete mixing occurs and the radius of the curvature that characterizes the mixing module; they are correlated in terms of the Reynolds number. The proposed correlation (Equation (1)) is as follows:
where the constants
c1 and
c2 are 0.0106 and 0.0158, respectively.
2.3. Materials and Fabrication
The photoresists SU-8 2005 and SU-50 and their development solution, propylene glycol methyl ether acetate (PGMEA), were purchased from MicroChem Corporation (Newton, MA, USA). The PDMS Sylgard 184 elastomer kit was bought from Dow Corning (Midland, MI, USA) and was used according to the datasheet.
The micromixers are fabricated by applying UV-depth lithography for the fabrication of the SU-8 negative master and soft lithography processing for PDMS molding. The master is prepared by patterning a single-layer photolithographic process onto a glass substrate. The fabrication process begins with cleaning and dehydrating the substrate on a hotplate for 1 h at 120 °C. After that, a photolithographic process starts with spinning on a thin layer of SU-8 2005 on the substrate at 2500 rpm for 30 s and subsequently drying it for 10 min at 100 °C. The SU-8 layer is then flood exposed to UV light with 100 mJ/cm2 and baked at 95 °C for 20 min. This layer is about 5 µm in thickness and acts as an adhesion promoter and seed layer for the next structure.
The micromixer’s body is then patterned by processing a single layer of SU-8 50. Four milliliters of the photoresist is spun at 600 rpm, leveled at planar plate, and then dried at 100 °C. A layer thickness of 230 µm is obtained after this processing step. After that, the substrate is exposed to UV light at 650 mJ/cm2 and baked for 20 min at 95 °C. The exposed master is then left overnight and developed the next day in PGMEA.
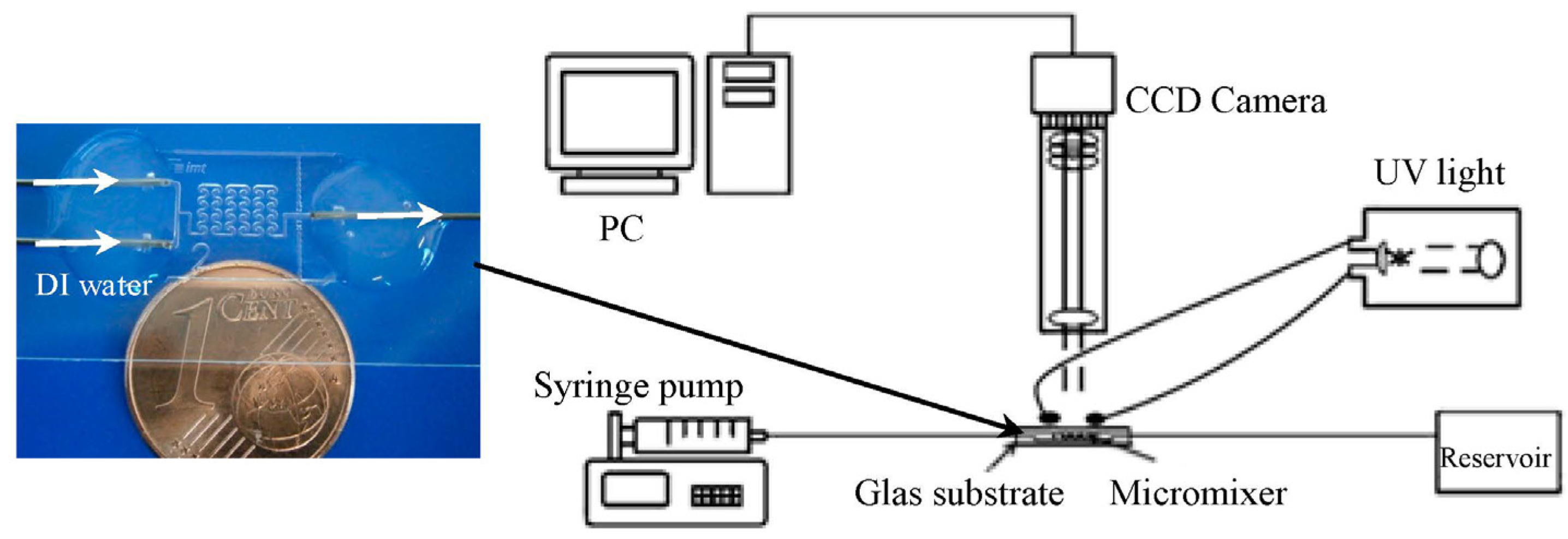
A replica of this master is formed by using PDMS. The PDMS pre-polymer is prepared by mixing the curing agent with elastomer base in a 1:10 ratio (volume:volume). The mixture is then degassed to remove air bubbles, poured onto the master, heated at 70 °C for 60 min, and finally peeled off from the master. PDMS micromixer molds are then bonded to glass chips and connected with inlet and outlet ports. Pictures of both fabricated micromixers are shown in
Figure 8.
A syringe pump (Fusion 100, KR Analytical Ltd., Cheshire, UK), USB digital microscope 1.3 MB camera with white LED (20X-400X)-YF005, and a UV light lamp (Typ NU-8KL) were used for the experiments.
Figure 8.
Pictures of the microfabricated semi-circle (a) and Ω (b) mixers.
Figure 8.
Pictures of the microfabricated semi-circle (a) and Ω (b) mixers.



 and
and 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}











